bioraffinerie - itisforli.it · •il gruppo mossi&ghisolfi (tortona), gigante del pet (è il...
TRANSCRIPT
BIORAFFINERIE
INTRODUZIONE ALL’INCONTRO CON BETA RENEWABLES25-11-2014
PROF. ROBERTO RIGUZZI
INTRODUZIONELa domanda di soluzioni alternative al petrolio è forte da tempo.
Con il termine «bioraffinerie» si individuano quegli impianti industriali in cui classiciprodotti petroliferi (combustibili, carburanti, lubrificanti, intermedi, materiali plastici)sono ottenuti partendo da matrici di origine biologica.
Le produzioni sono finalizzate a produrre prioritariamente:
• Biodiesel (alternativo al gasolio), ottenuto per trans esterificazione di grassi naturali(olio di palma e colza, ecc.).
• Bioetanolo (sostitutivo della benzina), ottenuto per fermentazione alcolica dimateriali zuccherini.
• Biometano: ottenuto per fermentazione anaerobica di matrici organiche.
• Biolubrificanti (es.: acido pelargonico partendo dall’olio di cardo).
• Plastiche bio-based sia termoplastici (ad esempio poliesteri come il bio-PET, bioPE,Bio-PP, ecc.) che elastomeri (bio-polibutadiene), ottenuti da materie primerinnovabili, ma non necessariamente biodegradabili e compostabili.
• Materiali bioplastici compostabili come il MaterBe a base di amido di mais, l’acidopolilattico PLA, o i poli idrossi alcanoati PHA.
• Additivi bio per plastiche.
INTRODUZIONETra le aziende italiane leader in questo settore segnaliamo (fonte Affari eFinanza di Repubblica).
• Versalis, gruppo Eni (circa 6 miliardi di euro di fatturato), attraverso la jointventure «Matrica»;
• Il gruppo Mossi&Ghisolfi (Tortona), gigante del Pet (è il terzo produttoremondiale) e delle bioplastiche, 2 miliardi di euro di ricavi, che possiede latecnologia per gli impianti di bioetanolo di ultima generazione, ospite dellaconferenza;
• Novamont di Novara, giro d’affari circa 135 milioni di euro, la primaazienda a produrre bioplastiche (Mater Be), che all’estero si deve scontrarecon i casi sempre più diffusi di contraffazione del marchio.
• Molte multinazionali straniere della chimica stanno diversificando sullabioraffinerie (esempio BASF tedesca - 72,1 miliardi di euro di fatturato conun organico di oltre 110.000 dipendenti).
INTRODUZIONEC'è futuro per le bioraffinerie? La produzione di biocarburanti di secondagenerazione crescerà, secondo alcuni operatori del settore, in modoesponenziale nei prossimi anni: 250 milioni di tonnellate di bioetanolostimate a livello mondiale entro il 2022, rappresentano solo il 7-8% deiconsumi di carburanti per autotrazione, ma per realizzare i relativi impianti(2.400 come quello di Crescentino) serviranno 200 miliardi di dollari diinvestimenti. L'Europa auspica una produzione di 9,5 milioni di tonnellate dibioetanolo di seconda generazione, equivalente a 180 bioraffinerie. Senzacontare gli intermedi chimici per bioplastiche, lubrificanti e plastificanti.
Per l'Italia si tratta di una grande opportunità da cogliere, anche perché,una volta tanto, possediamo tecnologia e competenze, settore su cui glistranieri sono pronti ad investire (vedi Novamont e Beta Renewables).
Il progetto Matrica (Versalis) prevede per il 2015 una produzione mondialedi 8,1 milioni di tonnellate di bio-intermedi, bio-lubrificanti e bio - additivi.
BETA RENEWABLESMOSSI & GHISOLFI GROUPS
Le normative e i mercati cercano soluzioni che possano conservare le qualitàintrinseche dei prodotti derivati dal petrolio, ma a costi e impatti ambientaliinferiori.
La tecnologia Proesa® è l’unica in grado di realizzare bioetanolo – cioè alcolda addizionare alla benzina – ottenendolo da prodotti agricoli residuali. Finoad oggi, si è potuto produrre bioetanolo utilizzando mais, canna da zuccheroe altre produzioni vegetali creando però gravi conflitti tra l’uso alimentare equello energetico di tali varietà, con conseguenti contraccolpi negativi suicosti delle derrate agricole.
La tecnologia Proesa®, (Produzione di etanolo da biomassa) supera questolimite, perché è in grado di estrarre bioetanolo dalle biomasselignocellulosiche come l’Arundo donax, la canna comune, o scarti agricolicome la paglia.
BETA RENEWABLESMOSSI & GHISOLFI GROUPS
Lo stabilimento di Crescentino, in provincia di Vercelli, è il primo al mondoprogettato e realizzato per produrre bioetanolo da residui agricoli o da piantenon ad uso alimentare (produzione di etanolo cellulosico). È una vera epropria rivoluzione, inseguita da anni da molte imprese, anche di dimensioniglobali, operanti nel settore dell’energia. Mai nessun’altro, fino ad oggi, èstato in grado di portare i risultati di laboratorio ad una vera e propriaproduzione su scala industriale.
Le esperienze maturate a Crescentino consentiranno la realizzazione diimpianti simili negli Stati Uniti, in America Latina, Europa e Asia. Il progetto èstato sostenuto dalla Commissione Europea nell’ambito del SettimoProgramma Quadro per la ricerca e lo sviluppo.
BETA RENEWABLESMOSSI & GHISOLFI GROUPS
La bioraffineria di Crescentino sorge su un territorio a forte vocazioneagricola, in particolare riso, frumento e mais.
È una “riserva naturale” di biomassa a costi contenuti e vicinaall’insediamento; in genere le forniture provengono da una distanza dicirca 70 km.
La paglia di riso e di frumento ora è utilizzabile per la produzione dibioetanolo.
A queste biomasse si affianca l’Arundo donax, la comune canna dei fossi,particolarmente efficiente nella produzione di bioetanolo, che può esserecoltivata su terreni marginali, senza interferire con la produzione agricolaad uso alimentare.
BETA RENEWABLESMOSSI & GHISOLFI GROUPS
BioPET 100% da rinnovabile. Gli scarti agroalimentari non servono solo aprodurre biocarburanti. La stessa tecnologia può essere impiegata per sintetizzareintermedi chimici, compresi i due costituenti del PET - glicole etilenico (MEG) eacido tereftalico purificato (PTA). Il gruppo Mossi & Ghisolfi (relatore allaconferenza) possiede due impianti world scale in Brasile e in Messico, oltre ad unaunità in Italia, per una capacità produttiva pari complessivamente a due milioni ditonnellate annue di poliestere; un quarto impianto è in progetto in Texas.
Una raffineria come quella di Crescentino produce zuccheri C5 da fermentazione elignina come sottoprodotto non fermentabile. Dai primi si può ottenere il glicoleetilenico, dalla seconda composti aromatici, tra cui il paraxilene, da cui si ricava ilPTA. In questo modo si potrà ottenere un bio-PET 100% da rinnovabili, moltoambito dall'industria del packaging e da produttori di bevande, che già oggiutilizzano per le bottiglie un PET parzialmente bio-based (circa il 30%).
BETA RENEWABLESMOSSI & GHISOLFI GROUPS
L'importanza della lignina. Sottoprodotto non fermentabile del processoProesa, la lignina viene oggi bruciata nella centrale elettrica a servizio dellabioraffineria, ma è sufficientemente pura e micronizzata per poter esserevalorizzata come materia prima per la chimica verde.
Circa il 35% della biomassa è composta da lignina e da questa si puòestrarre fino all'85% di aromatici, tra cui il p-xilene. L’impianto diCrescentino può produrre tanta lignina quanto bioetanolo (50.000 t/a).
Se M&G volesse utilizzare solo materie prime biobased per i propri impiantiPET, avrebbe bisogno di circa un milione di tonnellate di paraxilene e600.000 tonnellate di glicole etilenico.
SOSTENIBILITA’ SOCIO - AMBIENTALE DEI PRODOTTI DELLE BIORAFFINERIE
I biocarburanti o i polimeri compostabili e/o provenienti da fonterinnovabile, non sono necessariamente più ecocompatibili degli altri.
La valutazione di aspetti quali la sicurezza ambientale, sanitaria,l’efficienza dei costi e le conseguenze sociali dell’intero ciclo di vita diun prodotto, sono considerazioni che rientrano in una più ampia analisidi eco efficienza attraverso la LCA (Life Cycle Assestment).
Possono, comunque, rappresentare la soluzione ottimale perapplicazioni specifiche (sacchetti per Forsu, imballaggi per catering, filmper applicazioni agricole, carburanti biodegrabili per utilizzi in area adelevata sensibilità ambientale).
SOSTENIBILITA’ SOCIO - AMBIENTALE DEI PRODOTTI DELLE BIORAFFINERIE
Nel recente passato l’uso di materie prime di interesse alimentare (amido dimais e altri cereali, olio di colza e di palma) per produrre biocarburanti haportato l’alterazione del loro mercato. Questo ha determinato un aumentodei costi di queste materie prime nelle filiere alimentari, con impatti pesantiper l’alimentazione nei paesi emergenti.
L’aumento della richiesta di olio di palma per produrre bio-diesel, haincrementato la deforestazione nei paesi equatoriali, con grave danno agliecosistemi.
L’uso di colture agricole industriali (es. colza o girasole) richiede tecnicheagricole intensive, con elevati consumi di acqua, fitofarmaci e fertilizzanti,rendendo poco conveniente il bilancio energico/ambientale dei prodotti.
SOSTENIBILITA’ SOCIO - AMBIENTALE DEI PRODOTTI DELLE BIORAFFINERIE
Per rispondere a queste problemi, le nuove frontiere delle bioraffinerieprevedono:
• L’uso di scarti non alimentari, basati sull’utilizzo della cellulosa e dellalignina.
• Il recupero e riciclo dei grassi alimentari esausti e degli amidi nonadatti alla alimentazione umana.
• Uso di terreni marginali per la coltivazione delle fuel crops, non idoneiper colture alimentari, con piante a elevata rusticità, adatte a terreniaridi o addirittura salini e che non richiedono concimazione (Es,Arundo donax, Cynara cardunculus, ecc).
BASI SCIENTIFICHE DEL PROCESSO
• La biomassa lignocellulosica risulta avere una struttura molto complessa ecompatta che non ne permette un utilizzo tal quale.
• Prima della trasformazione in bioetanolo sono necessarie alcune fasipreparatorie, al fine di rendere il materiale più accessibile agli enzimi ed aimicrorganismi. Queste fasi si possono schematizzare in:
1. pretrattamento (fisico, chimico-fisico, biologico);
2. idrolisi enzimatica;
3. detossificazione (se necessaria);
4. fermentazione;
5. distillazione ed estrazione.
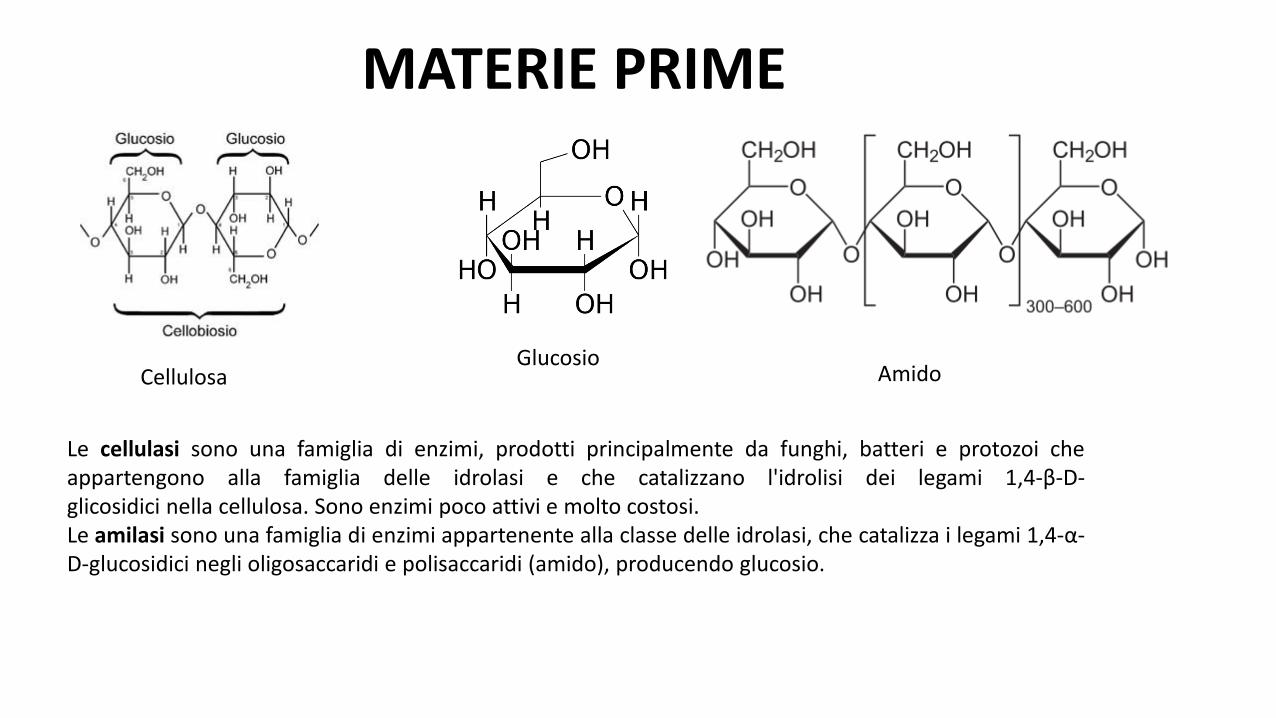
Le cellulasi sono una famiglia di enzimi, prodotti principalmente da funghi, batteri e protozoi cheappartengono alla famiglia delle idrolasi e che catalizzano l'idrolisi dei legami 1,4-β-D-glicosidici nella cellulosa. Sono enzimi poco attivi e molto costosi.Le amilasi sono una famiglia di enzimi appartenente alla classe delle idrolasi, che catalizza i legami 1,4-α-D-glucosidici negli oligosaccaridi e polisaccaridi (amido), producendo glucosio.
CellulosaGlucosio
Amido
MATERIE PRIME
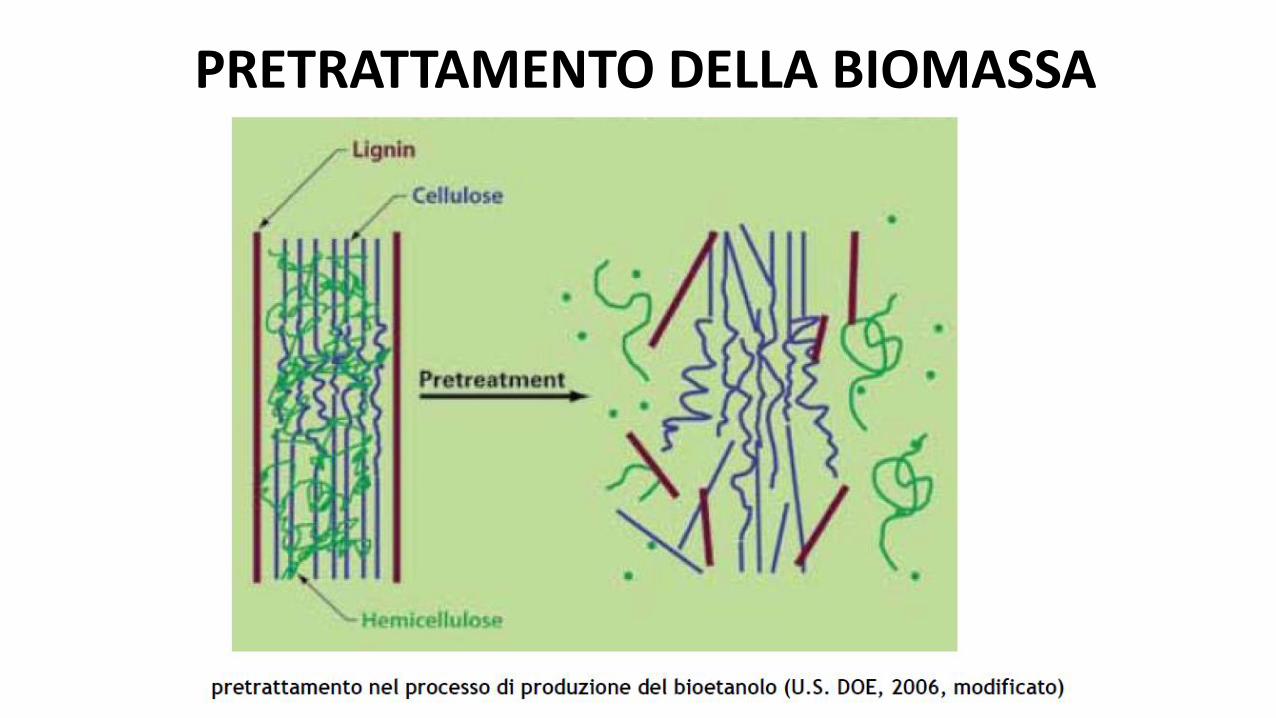
PRETRATTAMENTO DELLA BIOMASSA
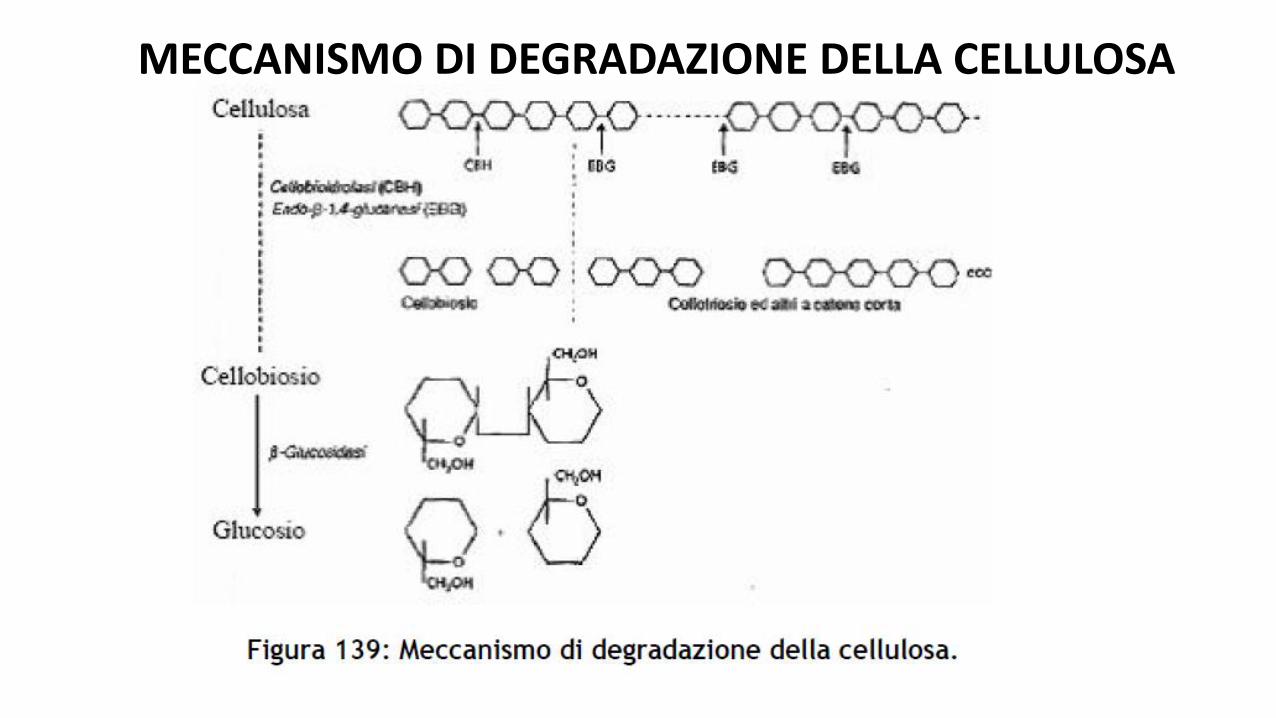
MECCANISMO DI DEGRADAZIONE DELLA CELLULOSA
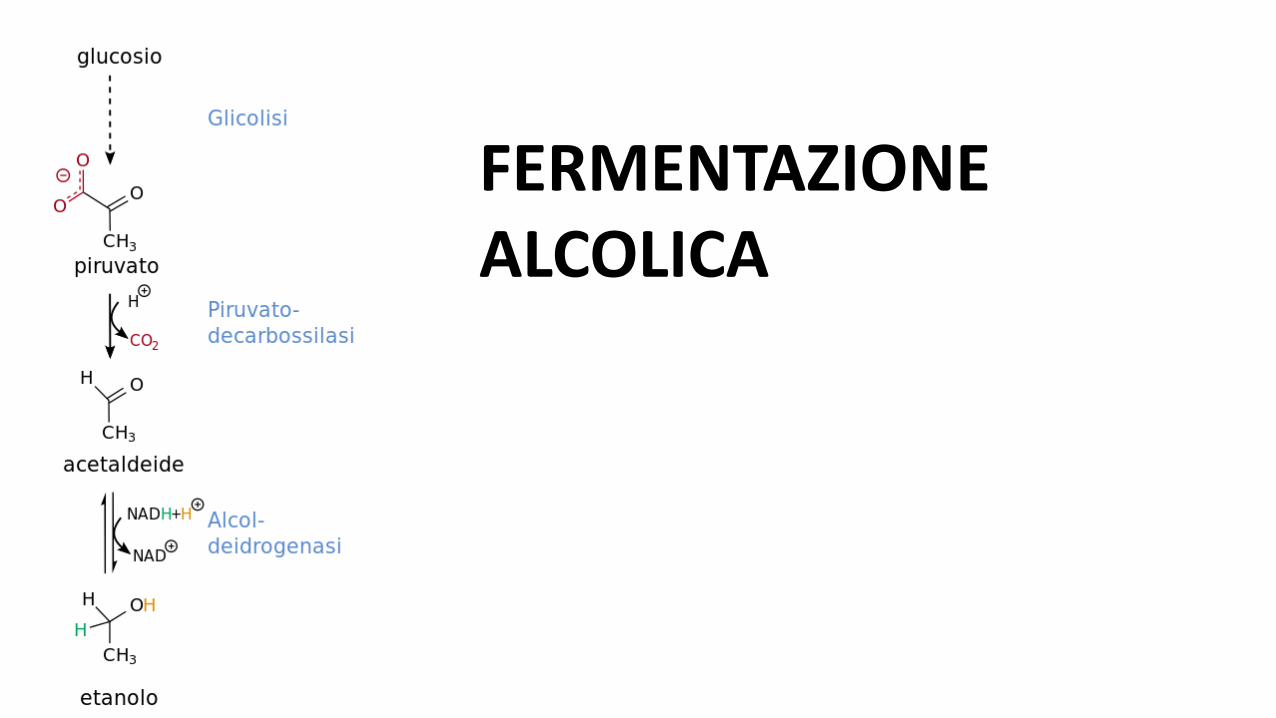
FERMENTAZIONE ALCOLICA
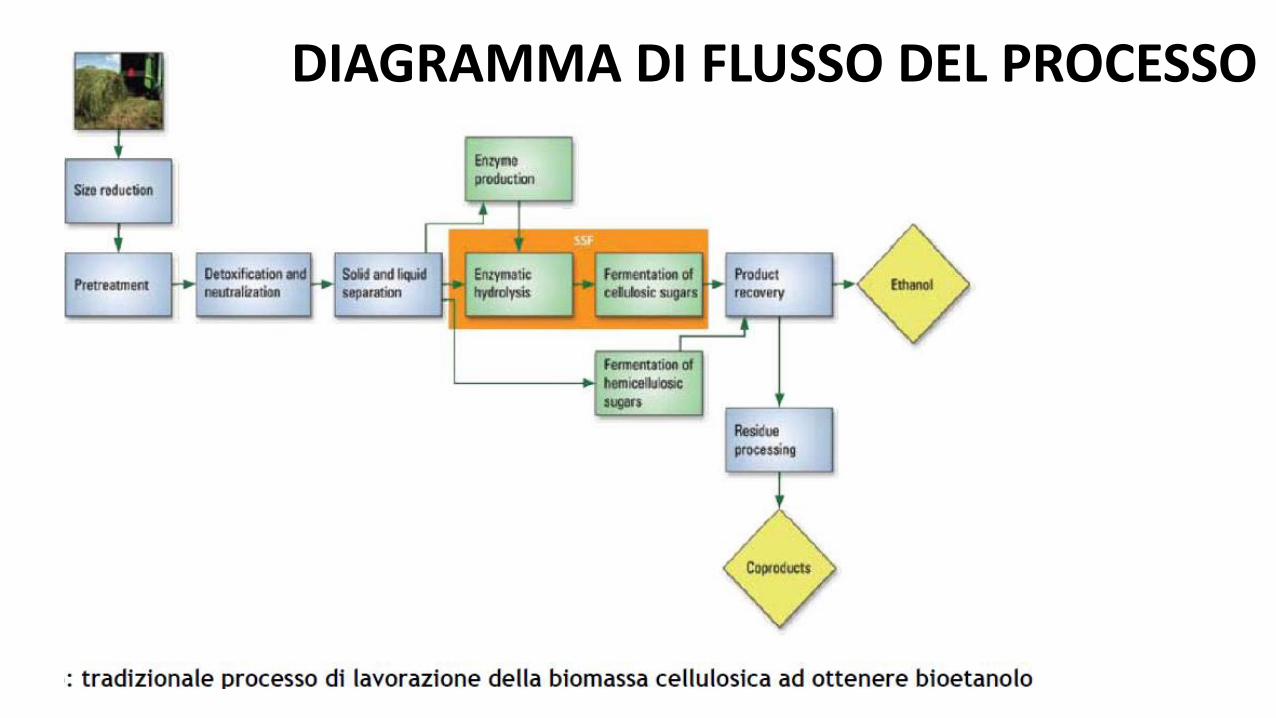
DIAGRAMMA DI FLUSSO DEL PROCESSO
INTERMEDI E MONOMERI
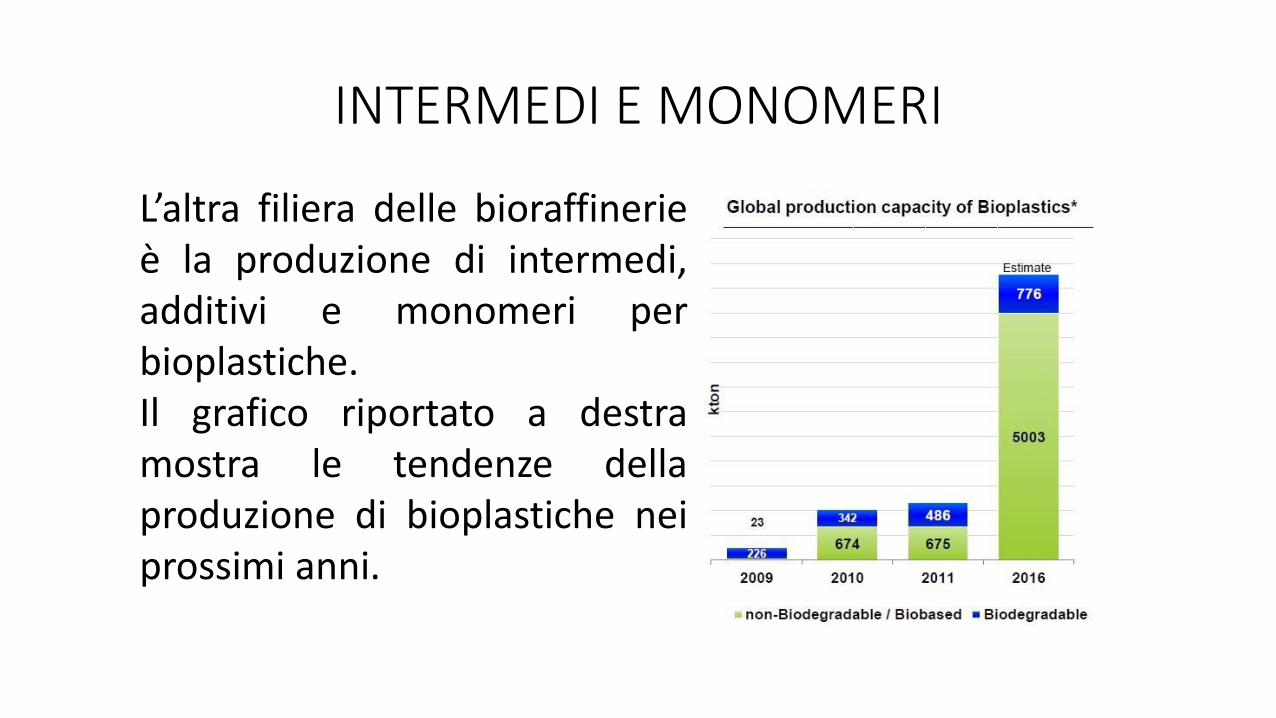
L’altra filiera delle bioraffinerieè la produzione di intermedi,additivi e monomeri perbioplastiche.Il grafico riportato a destramostra le tendenze dellaproduzione di bioplastiche neiprossimi anni.
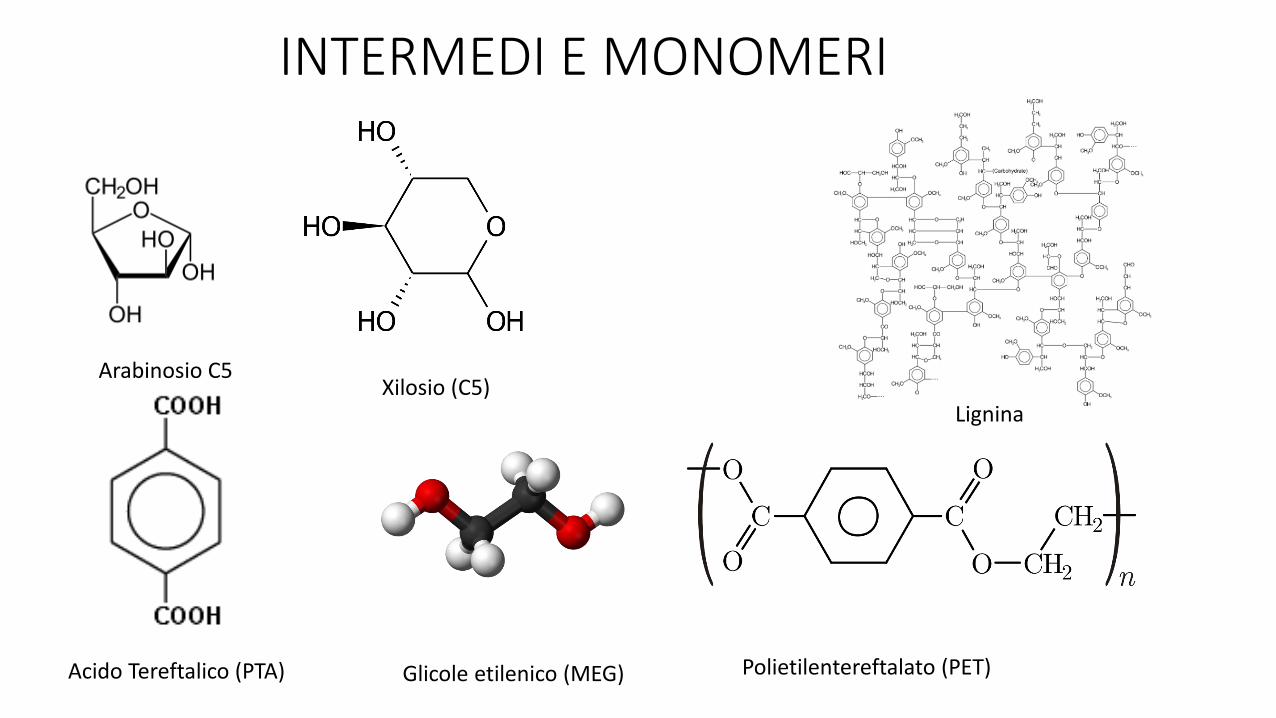
Xilosio (C5)
Acido Tereftalico (PTA) Glicole etilenico (MEG) Polietilentereftalato (PET)
Arabinosio C5
Lignina
INTERMEDI E MONOMERI
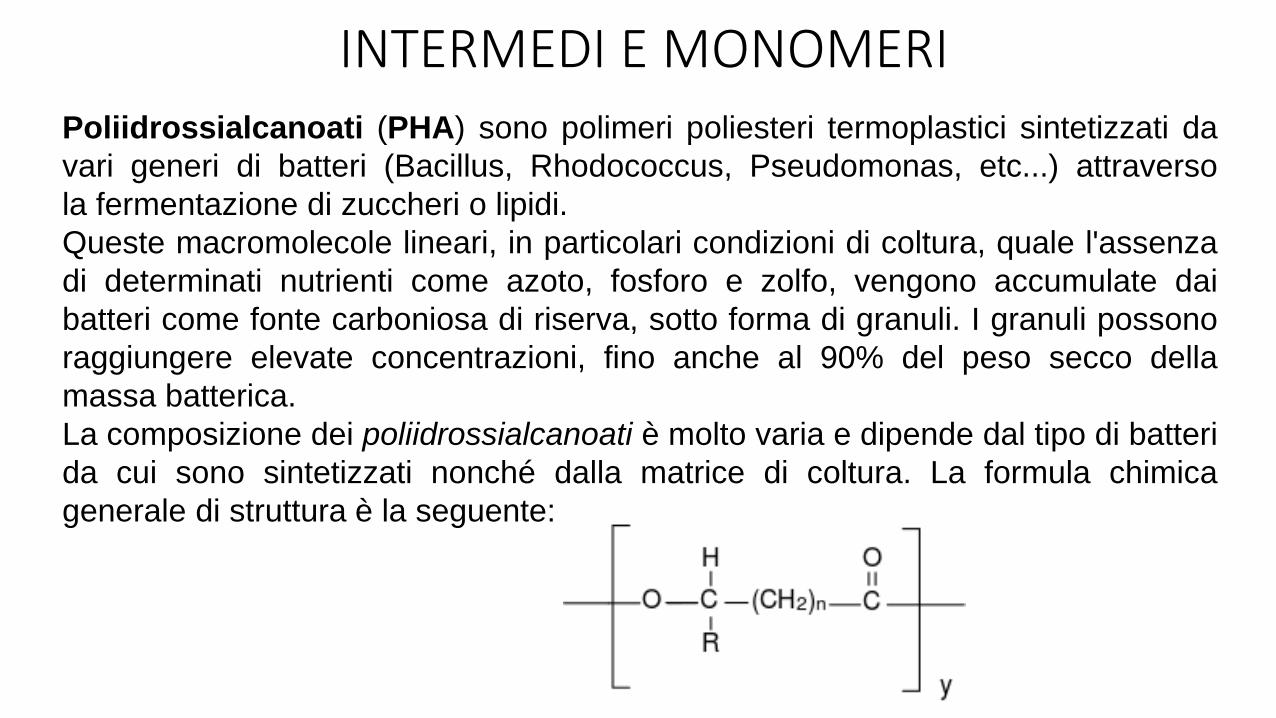
Poliidrossialcanoati (PHA) sono polimeri poliesteri termoplastici sintetizzati da
vari generi di batteri (Bacillus, Rhodococcus, Pseudomonas, etc...) attraverso
la fermentazione di zuccheri o lipidi.
Queste macromolecole lineari, in particolari condizioni di coltura, quale l'assenza
di determinati nutrienti come azoto, fosforo e zolfo, vengono accumulate dai
batteri come fonte carboniosa di riserva, sotto forma di granuli. I granuli possono
raggiungere elevate concentrazioni, fino anche al 90% del peso secco della
massa batterica.
La composizione dei poliidrossialcanoati è molto varia e dipende dal tipo di batteri
da cui sono sintetizzati nonché dalla matrice di coltura. La formula chimica
generale di struttura è la seguente:
INTERMEDI E MONOMERI
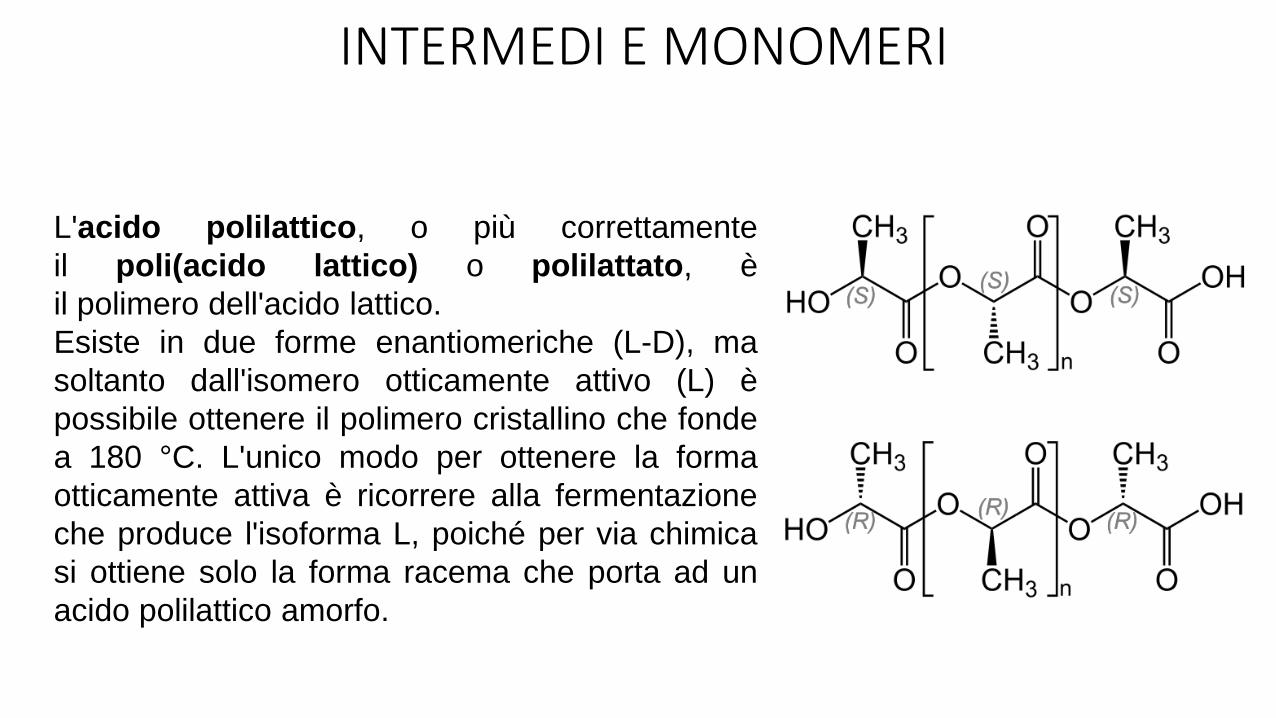
L'acido polilattico, o più correttamente
il poli(acido lattico) o polilattato, è
il polimero dell'acido lattico.
Esiste in due forme enantiomeriche (L-D), ma
soltanto dall'isomero otticamente attivo (L) è
possibile ottenere il polimero cristallino che fonde
a 180 °C. L'unico modo per ottenere la forma
otticamente attiva è ricorrere alla fermentazione
che produce l'isoforma L, poiché per via chimica
si ottiene solo la forma racema che porta ad un
acido polilattico amorfo.
INTERMEDI E MONOMERI
• ACIDO AZELAICO (acido nonandioico). Acido dicarbossilico, di originevegetale, che consente di ottenere bioplastiche rinnovabili e/ocompostabili. È usato anche come plastificante in alternativa agli ftalati ecome base per lubrificanti .
• ACIDO PELARGONICO (acido nonanoico). Intermedio per la produzione deibiolubrificanti, oltre che per l’industria cosmetica. È anche un erbicida.
• Miscela acidi C5-C9: base per lubrificanti per elevatissime prestazioni(aeronautica).
• Acidi grassi saturi (palmitico C16 e stearico C18): lubrificanti e cosmesi.
• Glicerina: sintesi di esteri e epicloridrina (resine epossidiche).
La joint venture «MATRICA» produce intermedi partendo da olii estratti daCynara cardunculus, coltivato in terreni marginali.
INTERMEDI E MONOMERI