burapha university - environmental science and engineering · sulfate (alum), ferrous sulfate,...
TRANSCRIPT

Burapha University Faculty of Engineering
Course: Physicochemical Process for Environmental Engineering
Submitted by: Mr. Piseth Som (ID:55910117) and Mr. Nopparat khopradit (ID:55920693)
ABSTRACT: Textile industries are one of the biggest users of water and complex chemicals during
textile processing at various processing stages. The unused materials from the processes are
discharged as wastewater that is high in color, suspended solid (SS) biochemical oxygen demand
(BOD), chemical oxygen demand (COD), pH, temperature, turbidity and toxic chemicals. Among
different physical, chemical, biological, and advanced chemical oxidation technologies, chemical
coagulation and flocculation is still a cost-comparative alternative for the treatment of industrial
textile wastewaters and is widely practiced by the small to large scale industries. Aluminum
sulfate (alum), ferrous sulfate, ferric chloride and ferric chloro-sulfate were commonly used as
coagulants. However, a possible link health hazard (Alzheimer’s disease), environmental concern,
sludge issue, and secondary effects associated with conventional aluminium-based coagulants
has become an issue in wastewater treatment. Hence, special attention has shift towards using
biodegradable polymer, chitosan in treatment, which are more environmental friendly.
Moreover, chitosan is natural organic polyelectrolyte of high molecular weight and high charge
density which obtained from deacetylation of chitin. Experiments were carried out on textile
industry wastewater by varying the operating parameters, which are chitosan dosage, pH and
mixing time in order to study their effect in flocculation process by using chitosan. The results
obtained proved that chitosan had successfully flocculated the anionic suspended particles and
reduce the levels of Chemical Oxygen Demand (COD) and turbidity in textile industry
wastewater. The optimum conditions for this study were at 30 mg/l of chitosan, pH 4 and 20
minutes of mixing time with 250 rpm of mixing rate for 1 minute, 30rpm of mixing rate for 20
minutes and 30 minutes of settling time. Moreover, chitosan showed the highest performance
under these conditions with 72.5% of COD reduction and 94.9% of turbidity reduction. In
conclusion, chitosan is an effective coagulant, which can reduce the level of COD and turbidity in
textile industry wastewater.
Key words: Textile wastewater, coagulation and flocculation, chitosan, biopolymer.
I. Introduction Textile industries are one of the biggest users of water and complex chemicals during
textile processing at various processing stages. The unused materials from the processes are
discharged as wastewater that is high in color, suspended solid (SS) biochemical oxygen demand
(BOD), chemical oxygen demand (COD), pH, temperature, turbidity and toxic chemicals. hough
effluent characteristics differ greatly even within the same process, some general values for
major processes in a textile mill(Eckenfelder, 2000; Hassan et al, 2009; Renault et al., 2009)
Strong colour is another important component of the textile wastewater which is very
difficult to deal with and colour is noticed in the wastewater effluent and the presence of small
concentrations of dyes in water is highly visible, and may affect their transparency and
aesthetics. The non-biodegradability of textile wastewater is due to the high content of dyestuffs,
surfactants and other additives, which are generally organic compounds of complex
structure(Eckenfelder, 2000).
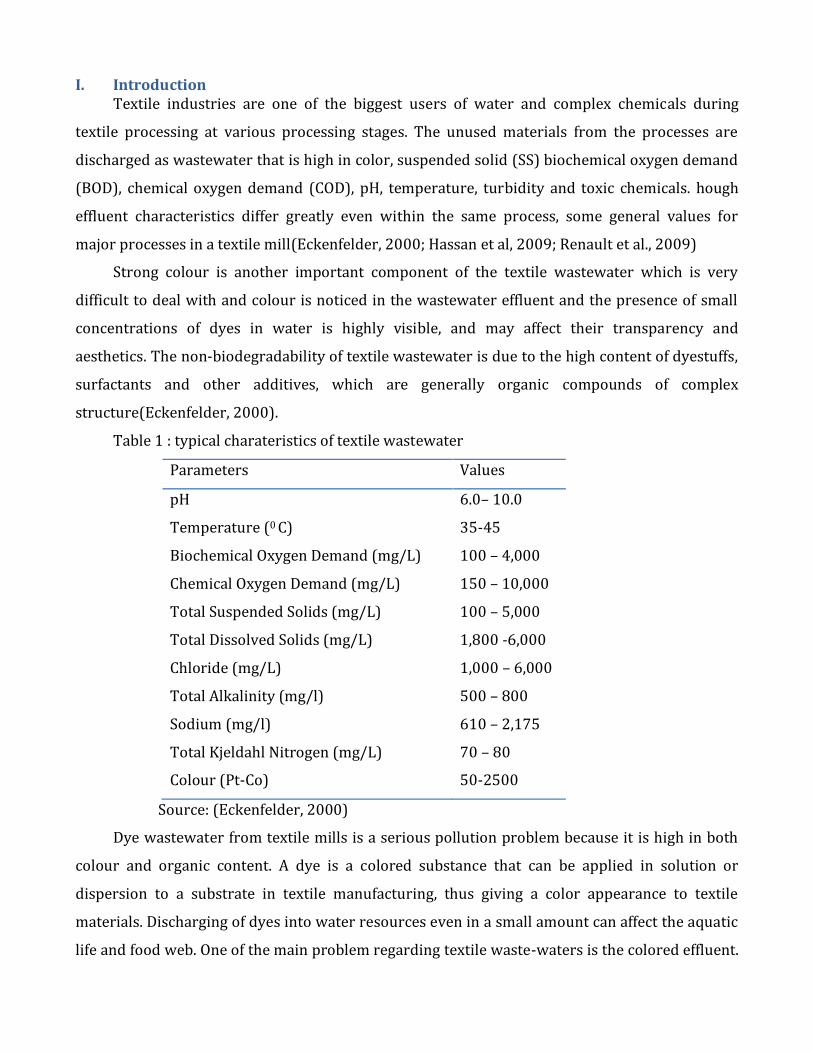
Table 1 : typical charateristics of textile wastewater
Parameters Values
pH
Temperature (0 C)
Biochemical Oxygen Demand (mg/L)
Chemical Oxygen Demand (mg/L)
Total Suspended Solids (mg/L)
Total Dissolved Solids (mg/L)
Chloride (mg/L)
Total Alkalinity (mg/l)
Sodium (mg/l)
Total Kjeldahl Nitrogen (mg/L)
Colour (Pt-Co)
6.0– 10.0
35-45
100 – 4,000
150 – 10,000
100 – 5,000
1,800 -6,000
1,000 – 6,000
500 – 800
610 – 2,175
70 – 80
50-2500
Source: (Eckenfelder, 2000)
Dye wastewater from textile mills is a serious pollution problem because it is high in both
colour and organic content. A dye is a colored substance that can be applied in solution or
dispersion to a substrate in textile manufacturing, thus giving a color appearance to textile
materials. Discharging of dyes into water resources even in a small amount can affect the aquatic
life and food web. One of the main problem regarding textile waste-waters is the colored effluent.
The colored effluent contains visible pollutants. The primary concern about effluent color is not
only its toxicity but also its undesirable aesthetic impact on receiving waters. Non-biodegradable
nature of most of the dyes reducing aquatic diversity by blocking the passage of sunlight through
the water represents serious problems to the environment. In some cases, dyes in
lowconcentration are harmful to aquatic life. Since many dyes have adverse effect on human
beings, the removal of color from the effluent or process has appeared of importance for ensuring
healthy environment(Verma et al., 2012).
Besides, textile finishing’s wastewaters, especially dye-house effluents, contain different
classes of organic dyes, chemicals and auxiliaries. Thus they are coloured and have extreme pH,
COD and BOD values, and they contain different salts, surfactants, heavy metals, mineral oils and
others leading to higt terbility. Therefore, dye bath effluents have to be treated before being
discharged into the environment or municipal treatment plant. Textile dyes are structurally
different molecules themselves with low or no biodegradability. The removal of color is
associated with breakup of the conjugated unsaturated bonds in molecules. For this reason, many
chemical treatment processes have been used extensively to treat textile wastewaters. Most of
the studies, such as chemical precipitation, adsorption by activated carbon photocatalytic
oxidation, ozonation and Fenton’ oxidation focusing on color removal although effective, are
expensive or can cause further secondary pollution(Renault et al., 2009; Verma et al., 2012).
The available literature shows a large number of well established conventional
decolourisation methods involving physico-chemical, chemical and biological processes, as well
as some of new emerging techniques like sonochemical or advanced oxidationprocesses.
However, there is no single economically and technically viable method to solve this problem and
usually two or three methods have to be combined in order to achieve adequate level of
contamenants removal.
According to Verma et al., (2012), it was concluded that All decolourisation methods
described in this review have some advantages as well as some drawbacks, and their selection
will mostly governed by the textile wastewater characteristics like class and concentration of
dyes, pH, organic contents, heavy metals, etc. Among different physical, chemical, biological, and
advanced chemical oxidation technologies, chemical coagulation and floc-culation is still a cost-
comparative alternative for the treatment of industrial textile wastewaters and is widely
practiced by the small to large scale industries
Therefore, the objectives of this review are the analysis of application of Chitosan for textile
wastewater treatment, short description and critical treatment methods, comparison of its
relative advantages and disadvantages and propose for the effective and environmenal friendly
manner.
II. Coagulation and Flocculation Concept
2.1. Basic Theory Coagulation/flocculation is a frequently applied process in the primary purification of
industrial wastewater (and in some cases in secondary and tertiary treatment). Coagulation
using chemical coagulants consists of combining insoluble particles and/or dissolved organic
matter into large aggregates, thereby facilitating their removal in subsequent sedimentation,
floatation and filtration stages. It usually involves the dispersal of one or several chemical
reagents which destabilizes the colloidal particles, leading to the formation of micro-floc.
Bonding the micro-floc particles together by the addition of a flocculation additive forms larger,
denser flakes that are easier to separate. A simple separation step then eliminates the floc
(Verma et al., 2012; Renault et al., 2009; Hassan et al., 2009).
According to Renault et al (2009), there are two major classes of materials used in coagulation
and flocculation processes:
(1) Inorganic and organic coagulants including mineral additives (lime, calcium salts, etc.),
hydrolysing metal salts (aluminium sulphate, ferric chloride, ferric sulphate, etc.), pre-
hydrolysed metals (polyalu-minium chloride , polyaluminosilicate sulphate, etc.) and
polyelectrolytes (coagulant aids);
(2) Organic flocculants including cationic and anionic polyelectrolytes, non-ionic polymers,
amphoteric and hydrophobically modified polymers, and naturally occurring flocculants
(starch derivatives, guar gums, tannins, alginates, etc.)
Aluminum and iron salts are widely used as coagulants in water and wastewater treatment
for removing a broad range of impurities from effluent, including colloidal particles and dissolved
organic substances. Their mode of action is generally explained in terms of two distinct
mechanisms: charge neutralization in negatively charged colloids by cationic hydrolysis products
and incorporation of impurities in an amorphous hydroxide precipitate (sweep flocculation). The
relative importance of these mechanisms depends on pH and coagulant dose. Aluminium and
iron salts give cationic hydrolysis products that are strongly adsorbed on negative particles and
can give effective destabilization(Wang, Hung, & Shammas, 2005).

Several mechanisms such as polymer bridging, polymer adsorption and charge
neutralization (including electrostatic patch effects), depletion flocculation, displacement
flocculation, etc. have been proposed to explain the destabilization of colloids and suspensions by
polymers. Patch flocculation occurs when macromolecules with a high charge density adsorb to
particles and locally form positively and negatively charged areas on the particle surface (this
results in strong electrical attraction between particles). Polymer bridging occurs when long
chain polymers adsorb onto the surface of more than on particle, thereby forming strong
aggregates of large flocs. For the case where the polymer and the adsorption site are of opposite
signs, it is postulated that charge neutralization is the major mechanism(Renault et al., 2009).
Mechanisms of coagulation/flocculation involved in the removal of dissolved and
particulate contaminants using chitosan often cited are charge neutralization, adsorption (related
to protonated amine groups), precipitative coagulation, bridge formation (related to the high
molecular weight of biomacromolecules) and electrostatic patch. The mechanism is the
following: coagulation by charge neutralization destabilizes colloidal impurities and transfers
small particles into large aggregates (bridge formation) and adsorbs dissolved organic
substances onto the aggregates by an adsorption mechanism which can then be removed easily
by filtration and sedimentation(Hassan et al., 2009; Renault et al., 2009).
Over the usual range of water pH (5–9) particles nearly always carry a negative surface
charge and because of this, are often colloidally stable and resistant to aggregation. Coagulants
are then needed to destabilise the particles. Destabilization can be brought about by either
increasing the ionic strength (giving some reduction in the zeta potential and a decreased
thickness of the diffuse part of the electrical double layer) or specifically adsorbing counter-ions
to neutralize the particle charge. It is well known that bioflocculants can play these roles because
they have particular macromolecular structures with a variety of functional groups which can
interact with contaminants. Bioflocculation is a novel approach that is effective and competitive
(Renault et al., 2009) .
2.2. Motivation for Coagulant and Flocculent based on Biopolymers
As previously reported, the inorganic salt aluminium sulphate (alum) is one of the most
widely used coagulants in conventional water and wastewater treatments. The performance of
alum no longer needs to be proved and is appreciated for its low cost, ease of use and availability.
However, it produces abundant sludge that is difficult to dehydrate, its efficiency is entirely
dependent on the pH and when formed in cold water alum flocs are not very mechanically
resistant. In addition, the use of alum is a source of concern and the debate about its possible
toxicity is still open. Since high aluminum concentrations in water may have human health
implications, environmentally friendly coagulants will present an interesting alternative for the
purification of wastewaters(Verma et al., 2012).
It was also pointed out that the coagulants and flocculants frequently used are mineral
additives including metal salts such as polyaluminium chloride and synthetic polymers such as
polyacrylamide. Using these chemical substances may have several environmental consequences
(i) an increase in metal concentration in water (which may have human health implications); (ii)
production of large volumes of (toxic) sludge; (iii) dispersion of acrylamide oligomers which may
also be a health hazard. For these reasons, alternative coagulants and flocculants have been
considered for environmental applications. Biopolymers may be of great interest since they are
natural low-cost products, characterized by their environmentally friendly behavior. Among
these biopolymers, chitosan may be considered as one of the most promising
coagulation/flocculation materials(Renault et al., 2009).
According Hassan et al., (2009), it was confirmed that aluminum sulfate (alum), ferrous
sulfate, ferric chloride and ferric chloro sulfate were commonly used as coagulants . Additionally,
high COD removal capacities have been observed during the combined action of alum and lime
for the treatment of stabilized leachates. However, it has been stated out recently that there may
be a possibility for aluminium-based coagulants to link with Alzheimer’s disease. Hence, a special
attention has been given to the environmental friendly coagulant or flocculent, chitosan(Hassan
et al., 2009; Renault et al., 2009).
2.3. Chitosan as Bio-Coagulant and Flocculants Chitosan is a linear copolymer of D-glucosamine and N-acetyl-D-glucosamine produced by
the deacetylation of chitin, a natural polymer of major importance. Chitin is the second most
abundant biopolymer in the world, after cellulose. The main sources exploited are two marine
crustaceans, shrimps and crabs. Chitosan has unique properties among biopolymers especially
due to the presence of primary amino groups and it is a commercially interesting compound
because of its high nitrogen content in comparison to cellulose(Renault et al., 2009). Additionally,
chitosan is readily soluble in acidic solutions, which makes it more available for applications.
Chitosan is a biodegradable, non-toxic, linear cationic polymer of high molecular weight. Besides,
chitosan was an effective agent for coagulation of suspended solids from various food processing

wastes. Moreover, chitin extraction also does not cause any disturbance to the ecosystem, its
embraces all advantages provided by polysaccharides, considering it as the source of chitosan,
and both are biocompatible biopolymers for animal tissues with low toxicities and significant
biomedical applications. Chitosan coagulation produced flocs of better quality, namely larger
flocs and faster settling velocity. The effectiveness of chitosan for coagulating mineral
suspensions was improved due to the presence of inorganic solutes or due to addition of
materials extracted from soils at high pH(Hassan et al., 2009).
Chitosan is also widely applied in water and wastewater treatment because it can be
conditioned and used for pollutant complexation in different forms from water soluble to solid
form (table 2).
Table 2: Principle properties of chitosan to its use in water and wastewater treatment
application
Principle charateristics Potential application
- Non-toxic
- Biodegradable
- Renewable Resources
- Ecologically acceptable polymer
(eliminating synthetic polymers,
environmental friendly)
- Efficient against bacteria, viruses, Fungi
- Formation of salts with organic and
inorganic acids
- Ability to form hydrogen bonds
Intermolecularly
- Ability to encapsulate
- Removal of pollutants without
standingpollutant-binding capacity
- Flocculant to clarify water (drinking water,
pools)
- Reduction of turbidity in food processing
effluent
- Coagulation of suspended solids, mineral and
organic suspension
- Flocculation of bacterial suspensions
- Interactions with negatively charged
molecules
- Recovery of valuable products (proteins...)
- Chelation of metal ions
- Removal of dye molecules by adsorption
process
- Reduction of Odor
- Sludge Treatment
- Filtration and Separation
- Polymer Assisted Ultrafiltration
Chitosan has been used in the solid state for the chelation of metal ions near-neutral
solution, the complexation of metal anions in acidic solution and the dye complexation using
adsorption processes. Moreover, it also possesses several intrinsic characteristics that make it an
effective coagulant and/or flocculant for the removal of contaminants in the dissolved state. It
has characteristics of both coagulants and flocculants, i.e.,high cationic charge density, long
polymer chains, bridging of aggregates and precipitation (in neutral or alkaline pH conditions).
Its uses are justified by two important advantages: firstly, its non-toxicity and biodegradability;
secondly its outstanding chelation behavior(Renault et al., 2009; Verma et al., 2012).
The main reasons for the success of biopolymers such as chitosan in wastewater treatment
using coagulation/flocculation processes are: chitosan has the advantage of being a non-toxic
material, non corrosive and safe to handle well (non hazardous product, not irritating for skin
and eyes...) and chitosan-based material safe to animals and plants without causing
environmental pollution. In addition, chitosan is efficient in cold water and at much lower
concentrations than metal salts; it does not leave residual metals that can cause secondary
contamination problems; the low concentrations of polymers reduce the volume of sludge
produced compared to the sludge obtained with alum for example; chitosan considerably
increases the density of the sludge and facilitates its drying compared to the sludge produced
with metal salts; in addition, as biopolymers are biodegradable the sludge can be efficiently
degraded by micro-organisms; two studies reported that the sludge produced from the treatment
of milk processing plant wastewater and kaolinite suspensions was non-toxic and could be used
to stimulate growth in plants; chitosan does not add much to the salinity of the treated water and
is useable at alkaline pH(Renault et al., 2009).
III. Result and Discussion To verify the effectiveness and coagulation capacity of biopolymer Chitisan, this review is
mainly based on the experimental work of Hassan et al.,(2009) and relatively discussed with
other previous experimental work. Studies on the effects of chitosan dosage, pH and mixing time
were included in order to investigate the sorption capacity of chitosan in Coagulation and
flocculation process. Since the Chemical Oxygen Demand (COD) and Colour (dye) level in
wastewater from textile industry is considered as the most important parameter, so it has been
used as the indicator on the sorption capacity of chitosan in these experiments by supporting
with other parameter which is turbidity. The characteristics of the wastewater from textile
wastewater were as follow:
3.1. Effect of chitosan dosage Dosage was one of the most important parameters that been considered to determine the
optimum condition for the performance of chitosan in coagulation and flocculation. Basically,
insufficient dosage or overdosing would result in the poor performance in flocculation.
Therefore, it was crucial to determine the optimum dosage in order to minimize the dosing cost
and obtain the optimum performance in treatment(Ahmad et al., 2006).
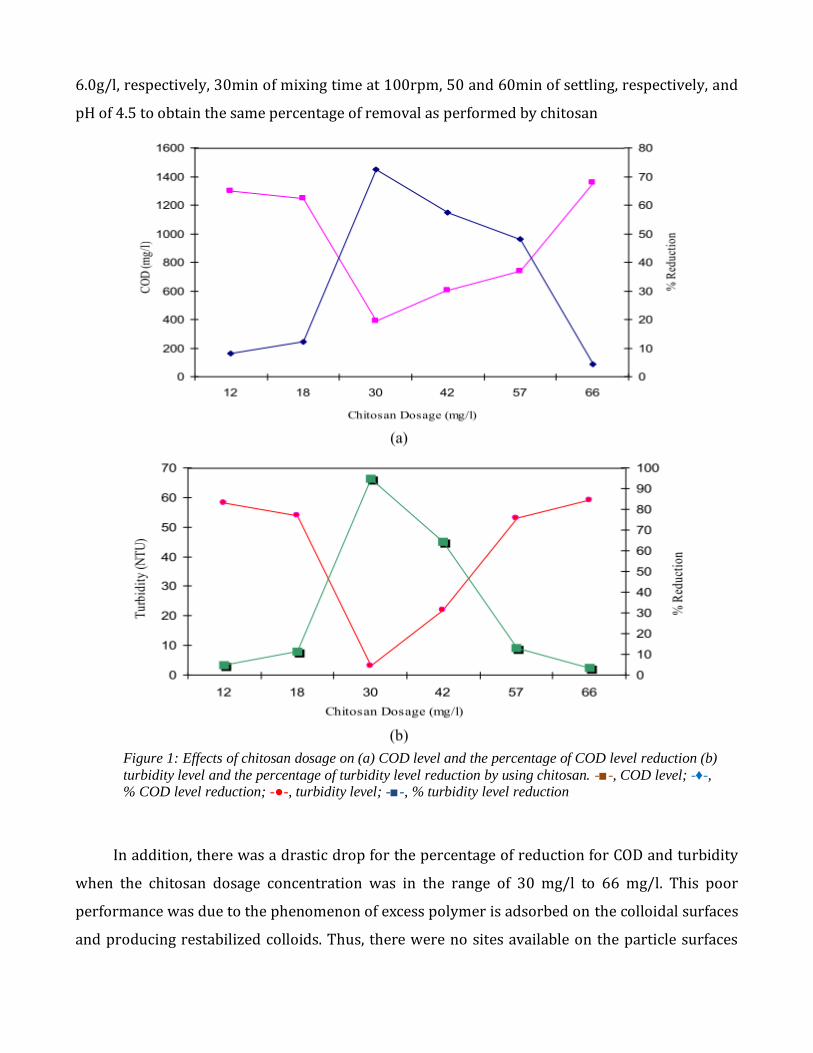
According Hassan et al., (2009), the effect of dosage was analyzed at pH 4, 250 rpm of
mixing rate for 10 minute and 30 rpm of mixing rate for 20 minutes and 30 minutes of settling
time for a range of chitosan dosage which varied from 12 mg/l to 66 mg/l. Besides, the sample of
wastewater was adjusted from the initial pH of 12.99 to pH 4 due to chitosan was soluble in
acidic aqueous phases. Moreover, it was pointed out that there were 90 % of the functional group
of NH2 on chitosan surface has been protonated at pH 4. The pH was controlled by adding either
strong acid (HCl) or strong base (NaOH). The result has indicated that the optimum chitosan
dosage of 30 mg/l, chitosan recorded the highest reduction of parameters, which were the
reduction of 94.90% and 72.50 % for turbidity and COD respectively. Therefore, the optimum
chitosan dosage in the research was 30 mg/l as shown in figure 1(a) and 1(b). The possible
explanation was concluded that from the dosage 12 mg/l to 30 mg/l, the percentage of reduction
for COD and turbidity was increased. This phenomenon could be explained based on charge
density. If compared to the other coagulants, chitosan has a high charge density. Moreover, the
charge density of the polymer increased when polymer adsorption increased. Therefore, this
signifies the rapid destabilization of the particles. In other word, it can be defined as chitosan, a
coagulant which has a high charge density require less amount of the coagulant to destabilize the
particles.
In addition, a comparative study of Ahmad et al. (2006) , studying the removal of residual
oil in palm oil mill effluent by chitosan, showed that chitosan requires lower dosages to
destabilize the oil residue mainly by charge neutralization mechanisms, while the dosages
needed for alum and PAC were 10 times more than for chitosan. Chitosan also reacts faster to
residual oil compared to inorganic coagulants: the flocs produced by chitosan appear rapidly and
grow fast to form larger flocs which sediment easily. The mechanism are different: for chitosan,
the authors suggest that the biopolymer agglomerates the residual oil suspended in the effluent
(by a charge neutralization mechanism) and adsorbs it by an adsorption mechanism, while alum
and PAC just agglomerate and bridge the residual oil (they do not adsorb it). Indeed, The results
obtained proved that chitosan was comparatively more efficient and economical to alum and
PAC. At the defined optimum experimental conditions (dosage: 0.5g/l, contact time: 15min,
mixing rate: 100rpm, sedimentation time: 20min and pH 4) chitosan showed more than 95% of
suspended solid and residue oil removal. For alum and PAC the optimum dosages were 8.0 and
6.0g/l, respectively, 30min of mixing time at 100rpm, 50 and 60min of settling, respectively, and
pH of 4.5 to obtain the same percentage of removal as performed by chitosan
Figure 1: Effects of chitosan dosage on (a) COD level and the percentage of COD level reduction (b)
turbidity level and the percentage of turbidity level reduction by using chitosan. -■-, COD level; -♦-, % COD level reduction; -●-, turbidity level; -■-, % turbidity level reduction
In addition, there was a drastic drop for the percentage of reduction for COD and turbidity
when the chitosan dosage concentration was in the range of 30 mg/l to 66 mg/l. This poor
performance was due to the phenomenon of excess polymer is adsorbed on the colloidal surfaces
and producing restabilized colloids. Thus, there were no sites available on the particle surfaces
for the formation of interparticle bridges. The restabilized colloidal particles can become
positively charged and cause the electrostatic repulsion among the suspended solids.
3.2. Effect of pH The pH will not only affects the surface charge of coagulants and coagulant dosage, but also
affects the stabilization of the suspension. Besides, the solubility of chitosan in aqueous solution
is influenced by pH value. The efficiency of coagulation–flocculation with tap water was shown to
be highly dependent on the pH control and coagulant dose. At higher pH levels, larger amounts of
chitosan were required to reach the maximum removal of the treated solution. Therefore, the
study of pH was essential to determine the optimum pH condition of the treatment
system(Szyguła et al., 2009).
According Hassan et al., (2009), the effect of pH was analyzed at optimum dosage, 30 mg/l,
with 20 minutes of mixing time, 250 rpm of mixing rate for 10 minutes and 30 rpm of mixing rate
for 20 minutes and 30 minutes of settling time for a range of pH which varied from pH 2 to pH 10
in order to remove COD and turbidity from textile wastewater. The result have been indicated
that demonstrate that over 72.5 % COD reduction and 94.9 % turbidity reduction can be
achieved at pH 4. This result seems identical to the study by Ahmad et al. (2006). Therefore, the
optimum pH condition of the treatment system was pH 4 as represented in Figure 2(a) and 2(b).
Based on Hassan et al., (2009), the operating pH of 4.0 could influence the chitosan
behavior. In acidic solution, the amino groups of chitosan were protonated. Besides, chitosan
would be expected to exhibit behavior typical of a polyelectrolyte when under these conditions.
Polyelectrolyte act as coagulant aids in the treatment of water and wastewater; they may also be
used as primary coagulant for the same purpose. Many polyelectrolytes are advantageous over
chemical coagulants because they are safer to handle and are easily biodegraded. The removal of
COD and turbidity increased with increasing dose of polyelectrolyte . Moreover, the protonation
of amino groups of chitosan in solution makes chitosan positively charged which act as cationic
polyelectrolyte. Since the particles in textile suspension was negatively charged, chitosan was
very attractive as coagulant by allowing the molecule to bind to negatively charged surface via
ionic or hydrogen bonding. This will further reduce or neutralize the particles surface charge.
Therefore, the particles destabilization by chitosan could be explained by charge neutralization
mechanism.
The solubility of chitosan decreases as the pH varies towards the basic condition. Chitosan
dissolves in aqueous solution at pH less than 6.0. Over pH 6.0, it becomes insoluble in solution

and exists as solid particles. This statement was supporting the obtained results in this
experiment which the performance of chitosan in flocculation was worse in basic medium than
acidic medium. Besides, Ahmad et al., (2006) also proved that chitosan at alkaline pH shows very
low efficiency and required high concentration of chitosan to achieve the required treatment
levels. This confirmed that, at least partial, protonation of chitosan amino group was required to
achieve efficient coagulation of these organic suspensions.
According to another study conducted by Guilbal and Roussy (2007) on coagulation and
flocculation of dye-containing solutions using a biopolymer (Chitosan) also have revealed the
relationship between pH and chitosan dosage. The decreasing the initial pH resulted in a
decrease of the dosage of chitosan required for an efficient coagulation–flocculation. At
saturation of the polymer (corresponding to optimum dosage) and at initial pH 5 the molar ratio
between dye and amine groups (i.e. 1:4) respected the stoichiometry between sulfonic functions
and amine groups (i.e. 1:1). At pH 3 lower amounts of chitosan were required, probably due to
dye aggregation phenomenon. Dissolving chitosan allows increasing its reactivity for dye binding,
due to higher accessibility and better availability of amine groups.
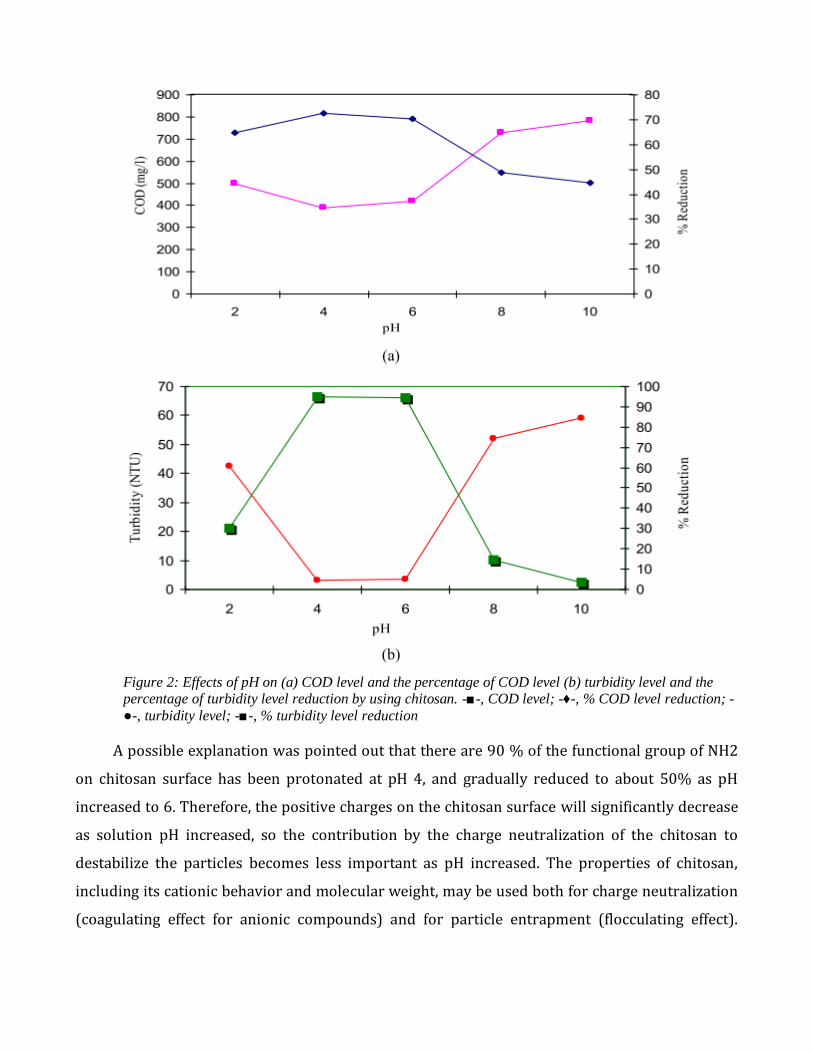
Figure 2: Effects of pH on (a) COD level and the percentage of COD level (b) turbidity level and the percentage of turbidity level reduction by using chitosan. -■-, COD level; -♦-, % COD level reduction; -
●-, turbidity level; -■-, % turbidity level reduction
A possible explanation was pointed out that there are 90 % of the functional group of NH2
on chitosan surface has been protonated at pH 4, and gradually reduced to about 50% as pH
increased to 6. Therefore, the positive charges on the chitosan surface will significantly decrease
as solution pH increased, so the contribution by the charge neutralization of the chitosan to
destabilize the particles becomes less important as pH increased. The properties of chitosan,
including its cationic behavior and molecular weight, may be used both for charge neutralization
(coagulating effect for anionic compounds) and for particle entrapment (flocculating effect).
Moreover, based on observation, the floc produced by chitosan appears rapidly at pH 4 and form
a large size, which can be easily settled(Hassan et al., 2009; Szyguła et al., 2009).
3.3. Effect of mixing time
Besides the effect of chitosan dosage and pH, mixing time also play an important role on
flocs formation and growth in flocculation process. Polymeric flocculent disperses throughout the
medium and adsorbs on the colloidal particle surfaces for interparticle bridging or charge
neutralization during the mixing period. Besides, longer mixing time will lead to an increase in
flocs breakage. Hence, it decreases the flocculation rate. On the other hand, if the mixing time is
too short, the collisions between the flocculants and colloids are not efficient to precipitate
suspended solids in wastewater. Thus, the flocculation rate is not optimum under this condition.
In order to indicate the significance of the mixing time, Hassan et al., (2009) studied the
effect of mixing time was analyzed at optimum dosage, 30 mg/L and optimum pH, pH 4, 250 rpm
of mixing rate for 10 minutes and 30 rpm for 20 minutes and 30 minutes of settling time for a
range of mixing time which varied from 10 minutes to 30 minutes. The results are presented in
Figure 3(a) and 3(b) which shows the effects of dosage on the percentage of COD and turbidity
levels reduction by using chitosan in flocculation respectively. It was demonstrated that over
70.9 % COD reduction and 93.3 % turbidity reduction can be achieved at pH 4. Therefore, the
optimum mixing time condition of the treatment system is 20 minutes.
Mixing period is very crucial for polymeric flocculent on their performance in flocculation.
The trends that had been illustrated at the longer or shorter agitation time would result in the
poor performance of chitosan for binding and bridging. At lower agitation time (i.e. 10 minutes),
the collisions between the flocculants and suspended particles are low and lead to the lower
flocculation rate. On the other hand, if the mixing time is too long, the flocculate chains tend to
break and limiting the size of the flocs formed. The small size flocs are not dense to settle down in
wastewater and thus, indirectly cause the sample to be turbid again. This phenomenon was
observed in the Figure 3 which showed the lower percentage of reductions at longer mixing time
(i.e. 30 minutes).
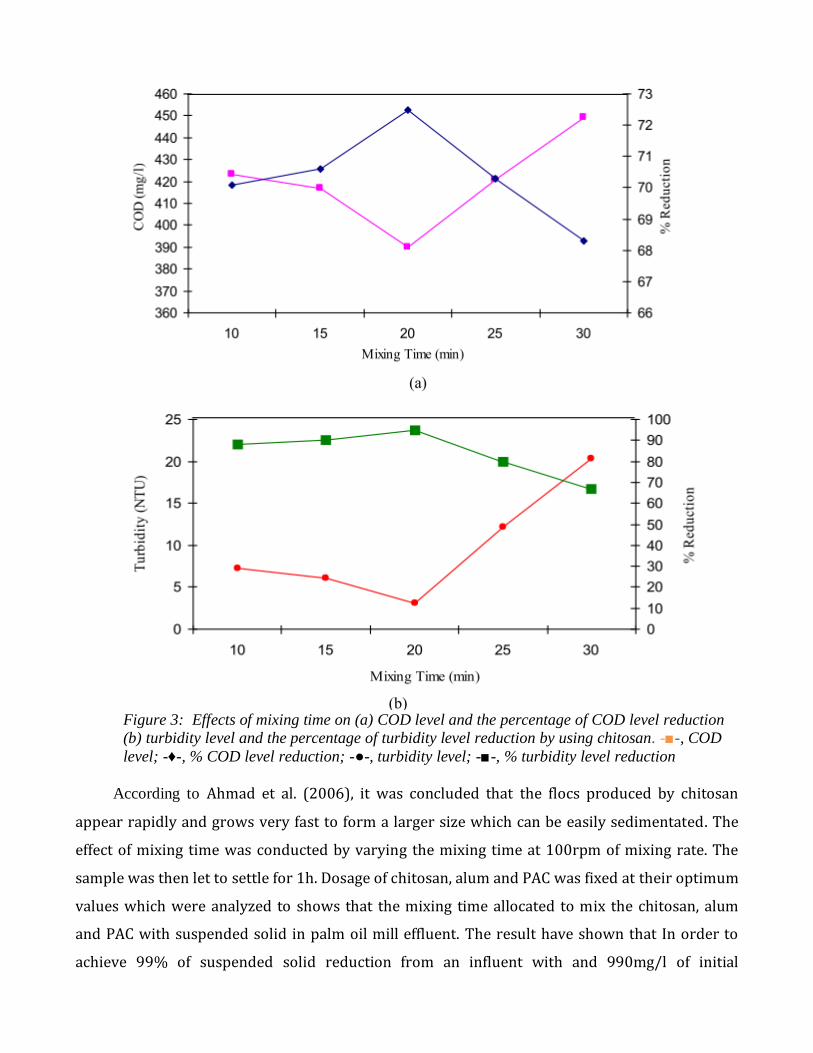
Figure 3: Effects of mixing time on (a) COD level and the percentage of COD level reduction
(b) turbidity level and the percentage of turbidity level reduction by using chitosan. -■-, COD
level; -♦-, % COD level reduction; -●-, turbidity level; -■-, % turbidity level reduction
According to Ahmad et al. (2006), it was concluded that the flocs produced by chitosan
appear rapidly and grows very fast to form a larger size which can be easily sedimentated. The
effect of mixing time was conducted by varying the mixing time at 100rpm of mixing rate. The
sample was then let to settle for 1h. Dosage of chitosan, alum and PAC was fixed at their optimum
values which were analyzed to shows that the mixing time allocated to mix the chitosan, alum
and PAC with suspended solid in palm oil mill effluent. The result have shown that In order to
achieve 99% of suspended solid reduction from an influent with and 990mg/l of initial
suspended solid, the following optimum parameters should be considered: chitosan dosage of
0.5g/l, pH4, 15min of mixing at 100rpm and 20 min of settling. For alum and PAC the dosages are
8.0 and 6.0g/l, respectively, 30min of mixing time, 50min and 60min of settling at 100rpm and at
a pH of 4.5.
Furthermore, Ahmad et al. (2006) also investigated the effect of sedimentation as well. The
turbidity of the coagulated sample depends on the sedimentation effect. It was found that shows
that there is a drastic reduction in suspended solid reading once the sample is left to settle for
more than 1h. Chitosan shows the best and fastest sedimentation rate. It needs only about 20min
to reach the minimum suspended solid reading of 23mg/l. Alum and PAC needs about 50min to
achieve the minimum suspended solid values of107and70mg/l, respectively. Suspended solid
values gets lower as the bridged particles and flocs starts to settle to the bottom of the beaker
and this effect is mainly affected by the gravitational force. The flocs formed by chitosan are
larger and denser causing the suspended solid to settle faster.

IV. Conclusion
Chitosan could play an alternative role as a coagulant and flocculent for conventional
coagulants namely, aluminum sulfate (alum), ferrous sulfate, ferric chloride and ferric chloro-
sulfate which were commonly used as coagulants. Since, a possible link health hazard
(Alzheimer’s disease), environmental concern, sludge issue, and secondary effects associated
with conventional aluminium-based coagulants have become an issue in wastewater treatment.
Application of Chitosan as a coagulant in coagulation and flocculation process can functions
effectively in treating complex textile wastewater due to its effectiveness and environmental
friendly and eco-friendly nature. The effectiveness of the Chitosan in coagulation and flocculation
depend on dosage, pH value, mixing time, and wastewater type. It was proved that chitosan had
successfully flocculated the anionic suspended particles and reduce the levels of Chemical
Oxygen Demand (COD), color (dye) and turbidity in textile industry wastewater. The optimum
conditions for textile wastewater treatment acidic condition in pH value range from 3-5 with
mixing time for 20 min and settling time about 30 min for its capacity. Chitosan is an effective
coagulant, which can reduce the level of COD and turbidity in textile industry wastewater via
interparticle bridging or charge neutralization. Therefore, Chitosan could be comparative with
other iron salt bases coagulants.
References
Ahmad, A. L., Sumathi, S., & Hameed, B. H. (2006). Coagulation of residue oil and suspended solid
in palm oil mill effluent by chitosan, alum and PAC. Chemical Engineering Journal, 118(1–
2), 99–105.
Eckenfelder, W. W. (2000). Industrial water pollution control. McGraw-Hill.
Guibal, E., & Roussy, J. (2007). Coagulation and flocculation of dye-containing solutions using a
biopolymer (Chitosan). Reactive and Functional Polymers, 67(1), 33–42.
Hassan, A., Ariffin, M., Tan, P. L., & Noor, Z. Z. (2009). Coagulation and flocculation treatment of
wastewater in textile industry using chitosan. Journal of Chemical and Natural Resources
Engineering, 4(1), 43–53.
Renault, F., Sancey, B., Badot, P.-M., & Crini, G. (2009). Chitosan for coagulation/flocculation
processes – An eco-friendly approach. European Polymer Journal, 45(5), 1337–1348.
Szyguła, A., Guibal, E., Palacín, M. A., Ruiz, M., & Sastre, A. M. (2009). Removal of an anionic dye
(Acid Blue 92) by coagulation–flocculation using chitosan. Journal of Environmental
Management, 90(10), 2979–2986.
Verma, A. K., Dash, R. R., & Bhunia, P. (2012). A review on chemical coagulation/flocculation
technologies for removal of colour from textile wastewaters. Journal of Environmental
Management, 93(1), 154–168.
Wang, L. K., Hung, Y. T., & Shammas, N. K. (2005). Handbook of Environmental Engineering Volume
3: Physicochemical Treatment Processes. Humana Press, New Jersey.