c1b hazid week 3 sept2015
DESCRIPTION
HazidTRANSCRIPT
CKB 30103
INDUSTRIAL SAFETY AND HEALTH
[ HAZARD IDENTIFICATION]
2
LEARNING OBJECTIVESAt the end of this chapter, you will be able to;
1. Differentiate the methods to identify hazards.
2. Conduct What if-checklist
3. Apply the concept of HAZOP study
4. Construct Event tree & Fault Tree Analysis
5. Understand how to calculate risk assessment
6. Differentiate between Hazard Identification & Risk Assessment
7. Use Event tree & Fault Tree Analysis as probability quantitative risk assessment
3
HAZARDS IDENTIFICATION
“the process of recognizing that hazard exists and
defining its characteristics.”
It is essential to identify the hazards and
reduce the risk in advance of an accident
4
There are various approaches to hazard
identification:
– Review of documentation from vendor
– Review of legal and other requirements
– Walkthrough / survey / inspection using
prepared;Checklist based reviews
– Experience based reviews / Expert judgments
– Job Safety Analysis
No single tool fits all applications
5
There are various approaches to hazard
identification:
– Review of documentation from vendor
Documentation such as………………..
– Review of legal and other requirements
Legal document such as …………………
From Act 514; ……………………………..
From Act 139; ……………………………..
6
There are various approaches to hazard
identification:
– Walkthrough / survey / inspection using prepared
Checklist.[workplace inspection checklist]
Such as ……………………………………
– Experience based reviews / Expert judgments.
Learning experience from …………………….
– Job Safety Analysis
7
• Used to indicate compliance with standard procedures and to identify common hazards.
• Design of the checklist depends on the intent.
• Checklist :
initial design/process change
process operation/shutdown
Process Hazards Checklist
8
• Checklist at design stage» Review characteristic of all materials –
» raw material,
» catalyst,
» intermediate products &
» final products.
– Check for material type;
e.g. flammability
- what is the autoignition temperature,
- what is the flash point, how can a fire be extinguish etc.
e.g. toxicity
- what are the Threshold limit value,
- what PPE is needed etc.
9
• Checklist at operation stage
– Review the material – Do all raw material conform to specification,
– What routine test are needed to support plant operations,
– Does the operating staff have access to MSDS
• Checklist at shutdown stage
– Review the material– Has the inventory of all chemical being removed
– Has all equipment been purged or flushed with inert
material
– Has a shutdown plan or schedule been communicated to
appropriate staff.
Job Safety Analysis
• Method / sample form (JSA & HIRARC).
• Video
11
– Hazards and Operability study (HAZOP)
– Event Tree Analysis
– Fault Tree Analysis
– Failure Modes and Effects Analysis
(FMEA)
– What If –Checklist reviews
PROCES HAZARD ANALYSIS
Hazard & Operability Study (HAZOP)
12
A formal systematic examination of a processing plant for identifying hazards, failures and operability problems, and assessing the consequences from such mal-operation.
13
– Perform by A multi-discipline teams.
• Operation personnel; production and maintenance.
• Procurement personnel; production control (purchasing)
• Safety, Health and Environment personnel.
• Supplier ( sometimes)
– Requires a thorough examination of process-flow diagrams & piping and instrumentation diagrams,
14
• A systematic method of uncovering if a process can
cope with deviations from indented design goals
e.g. a plant control system is designed to maintain
the temperature in a batch reactor at 65 oC for
2 hours .
what can make the temperature deviate from
65 oC?
Have means (safeguards) been implemented to
handle such deviations?
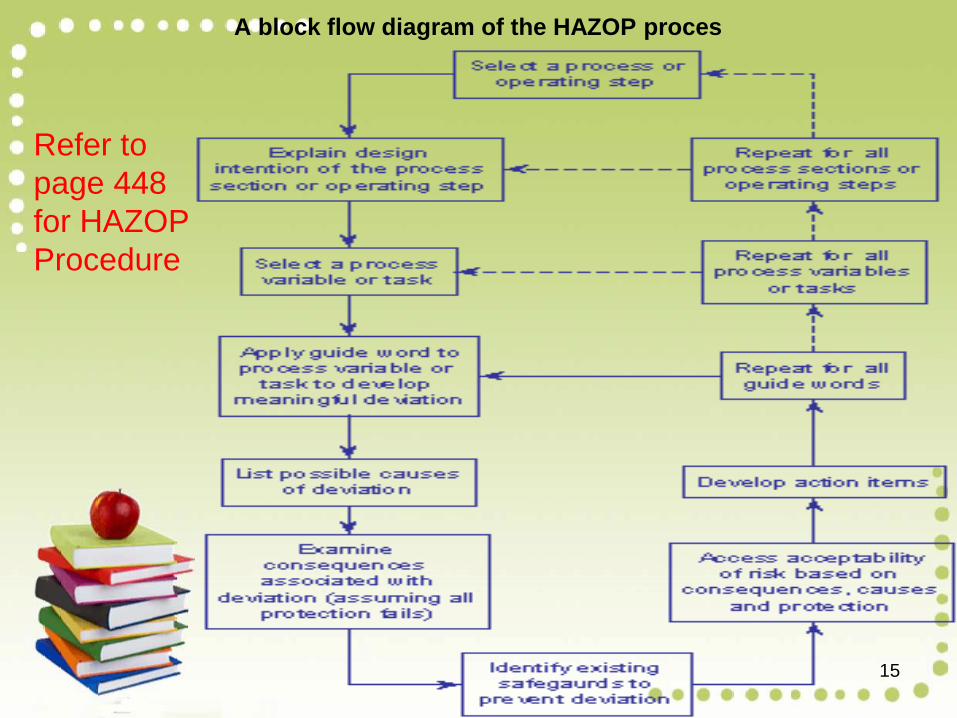
A block flow diagram of the HAZOP proces
15
Refer to
page 448
for HAZOP
Procedure
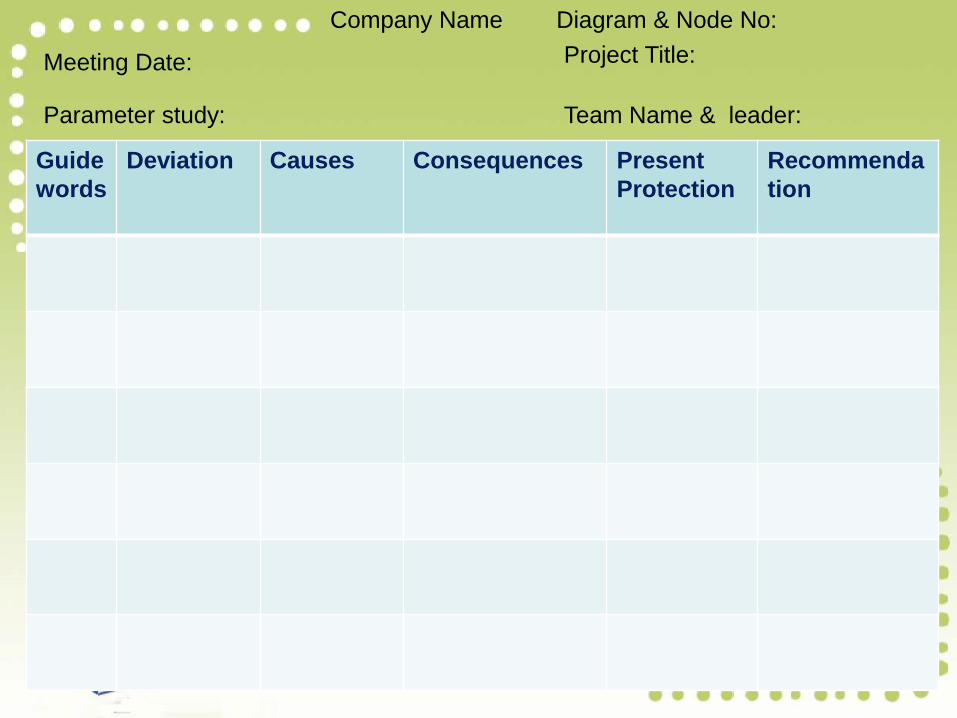
Guide
words
Deviation Causes Consequences Present
Protection
Recommenda
tion
Company Name
Meeting Date:
Parameter study:
Diagram & Node No:
Team Name & leader:
Project Title:
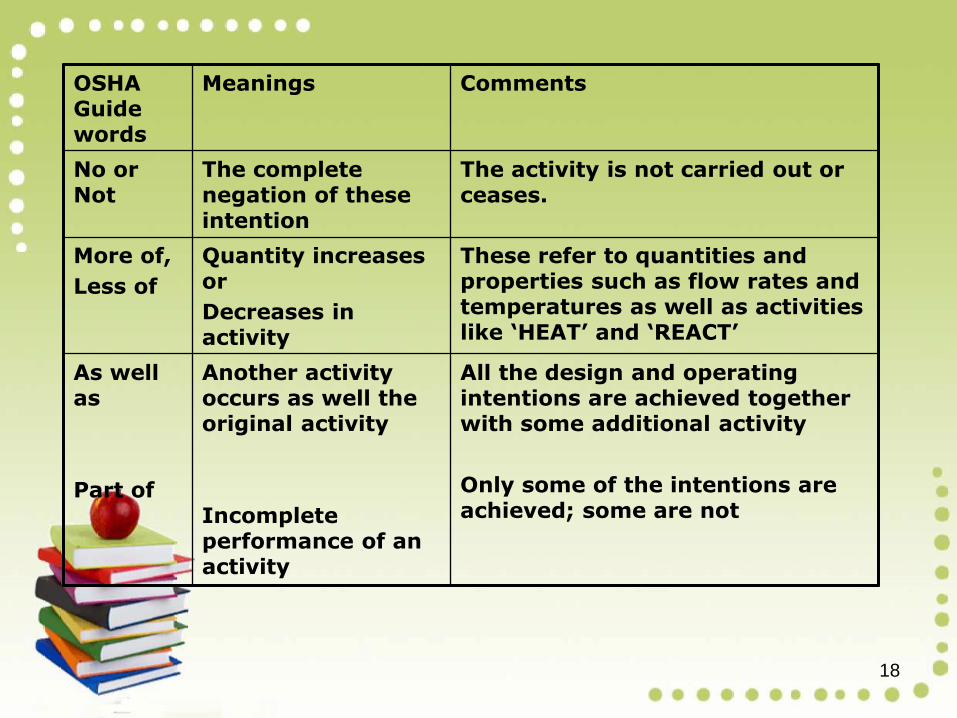
OSHA Guide words
Meanings Comments
No or Not
The complete negation of these intention
The activity is not carried out or ceases.
More of,
Less of
Quantity increases or
Decreases in activity
These refer to quantities and properties such as flow rates and temperatures as well as activities like ‘HEAT’ and ‘REACT’
As well as
Part of
Another activity occurs as well the original activity
Incomplete performance of an activity
All the design and operating intentions are achieved together with some additional activity
Only some of the intentions are achieved; some are not
18

Guide words
Meanings Comments
Reverse
Other than
Sooner / later than
The inversion of an activity
Complete substitution
When activity occurs at the wrong time relative to others.
This is mostly applicable to activities, e.g reverse flow of chemical reaction. It can also be applied to substances, e.g. ‘POISON’ instead of ‘ANTIDOTE’ or ‘D’ instead of ‘L’ optical isomers.
No part of the original intention is acheved. Something quite different.
19
20
• Various parameter like
Flow rate,
Temperature,
Pressure,
Level,
Composition
Physical property like viscosity
and any other variable affecting the process
[ Table 10-3,Table 10-4 & Table 10-5 Page 449-
450]
• Process parameters and guide words suggest
process variables and their causes.
• Example identified causes:
Blockage of pipeline
Incorrect pressure / incorrect pressure
differential
Wrong routing
Incorrect fitted non return valve
Leakage
Vapour lock
Equipmet failure
Run out material in storage tank
Low quality / wrong quality of material
used
• Known cause and deviation, make possible for the
team to evaluate the consequences.
• Example possible consequences, that may rise to
hazardous condition :
Release of flammable/explosive material
Failure to control situation (on alarm)
Dangerous disturbance of plant condition
Failure to recover situation
Process deviation
etc.
23
• Consequences of these deviation on the process
are then assessed, and measure needed to
detect and correct the deviations are established
• The results of the HAZOP analysis are the
team's recommendations,
include identification of hazards and the
recommendations for changes in design,
procedures, etc.
to improve the safety of the system.
Deviations during normal, startup,
shutdown, and maintenance operations are
discussed by the team and are included in
the HAZOP.
HAZOP FORM
24
• Refer to Table 10-6
• Page 451
• Crowl & Louvar “Chemical Process
Safety- Fundamentals with
Applications
ADVANTAGES OF HAZOP
25
1. Diagram (P&ID,PFD etc) are examined line by line
by multidiscipline team; hence HAZID is
comprehensive.
2. Potential problem areas of the design can be
identified to allow early design modification.
3. Promotes extensive dialogue between
designers and operators; hence better
understanding.
DISADVANTAGES OF HAZOP
26
1. Excessive time required in review; hence target
time date cannot be achieved.
2. Unmanageable of board documentation,
especially for a complex system
3. Increase in the total capital cost; due to
additional / modification design or
equipment requested by the HAZOP
team
“What if” Analysis• A systematic examination of a process or operation
by asking questions that begin with “ WHAT
IF………”
• This examination include raw material, storage, material handling, operating procedures, management practices, plant security etc.
• Should be used for uncomplicated process.
• This procedure is powerful method of HAZID if being
carried out by experienced staff.
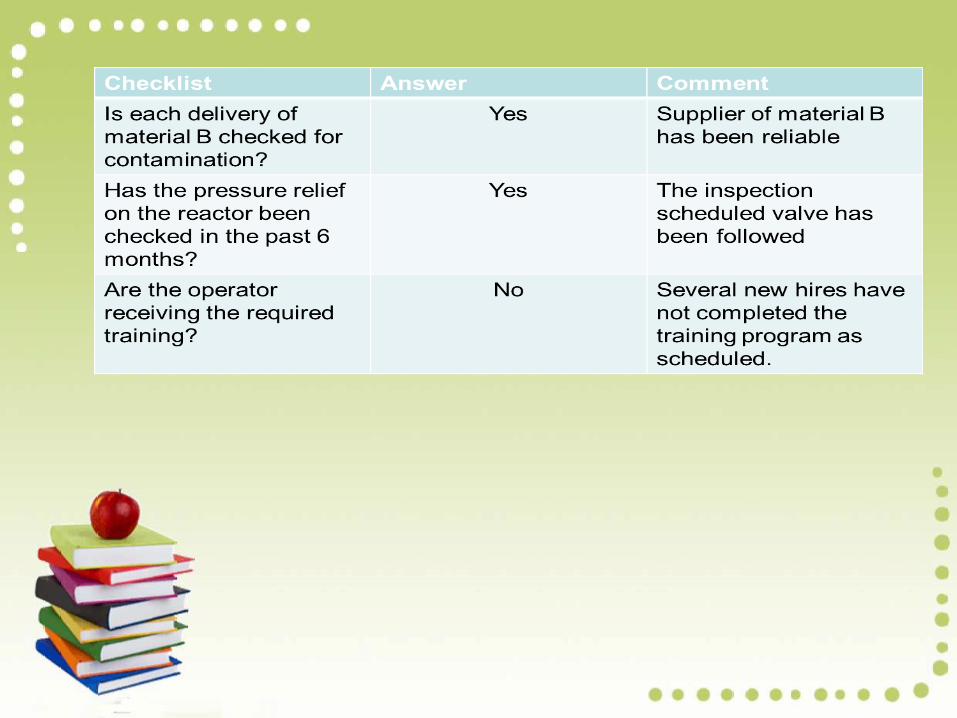
Combination What if / checklist Initial phase involves a brainstorming what if
session
Followed by a standardized checklist analysis
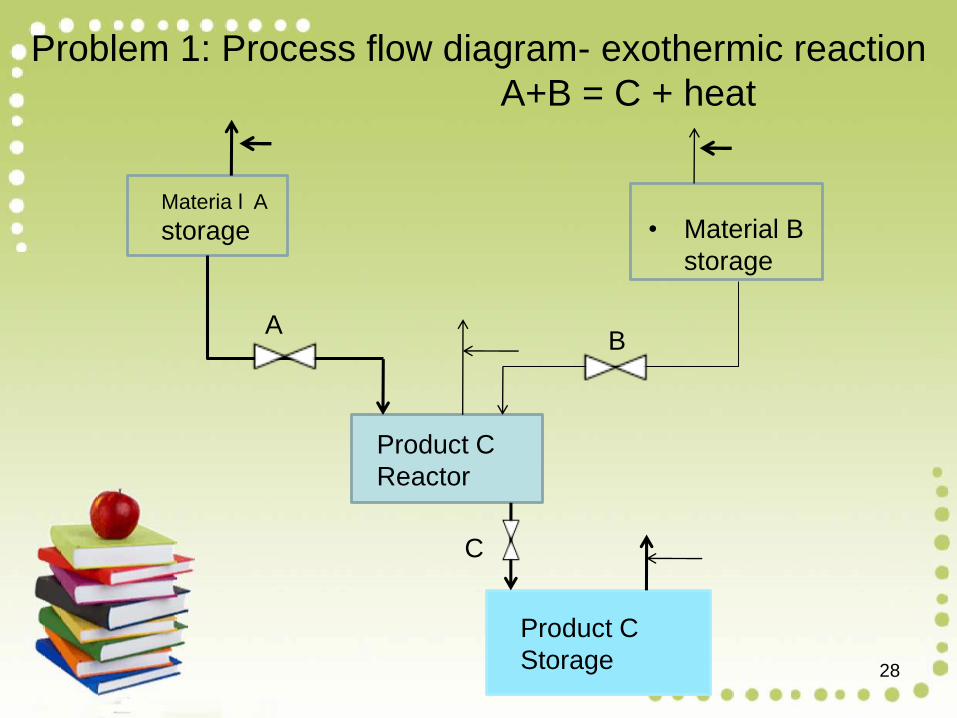
Problem 1: Process flow diagram- exothermic reaction
A+B = C + heat
28
Materia l A
storage • Material B
storage
Product C
Reactor
Product C
Storage
AB
C
29
Problem 1: Description
1. The chemical reaction involves 2 liquids, A & B, which flow from their
respective storage tanks into the stirred product C reactor.
2. The flow rate of materials A & B is regulated by control valves A & B,
respectively.
3. The liquid phase chemical reaction that results is highly exothermic &
generates considerable quantities of heat, which must be controlled by
cooling water on the jacket of product C reactor.
4. The reaction of materials A & B to produce product C proceeds rapidly,
& product C is drawn off from the bottom of the reactor.
5. Product C flow through valve C into the product C storage vessel to
await shipment.
6. The reactor & each of the storage tanks have pressure-operated relief
valves in case of pressure buildup during the process operation.
7. Temperature, pressure and level indicator are provided in
the product C reactor for use in controlling process
chemistry.
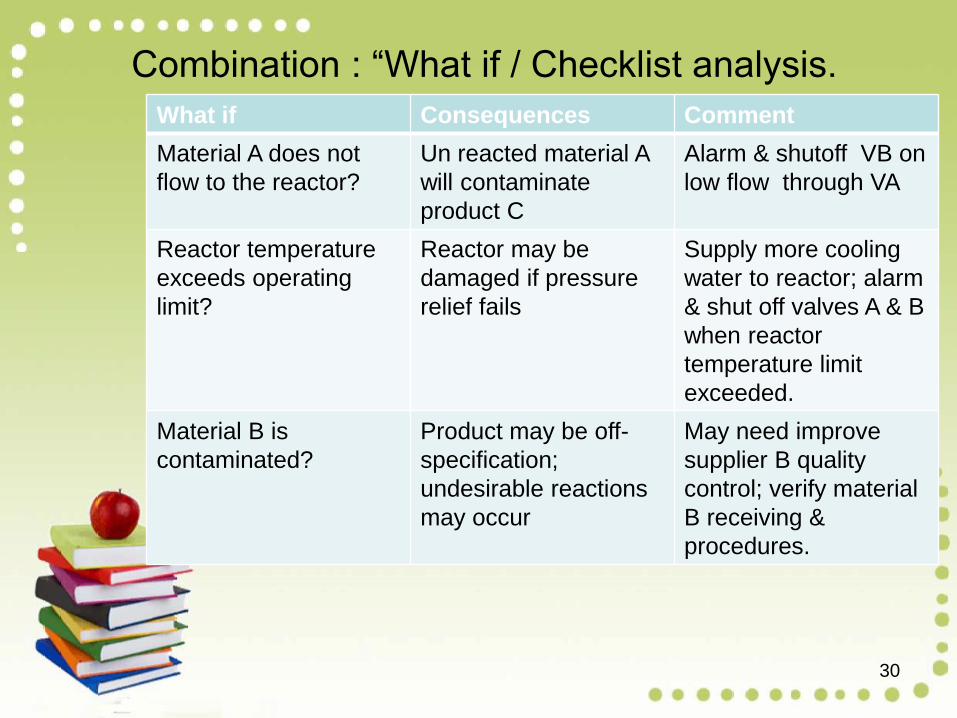
Combination : “What if / Checklist analysis.
What if Consequences Comment
Material A does not
flow to the reactor?
Un reacted material A
will contaminate
product C
Alarm & shutoff VB on
low flow through VA
Reactor temperature
exceeds operating
limit?
Reactor may be
damaged if pressure
relief fails
Supply more cooling
water to reactor; alarm
& shut off valves A & B
when reactor
temperature limit
exceeded.
Material B is
contaminated?
Product may be off-
specification;
undesirable reactions
may occur
May need improve
supplier B quality
control; verify material
B receiving &
procedures.
30
Failure Mode and Effect Analysis
(FMEA)• All equipments and process components are
analyzed to identify
– potential failure mode,
– Consequences,
– Operating safeguards,
– Recommended actions to mitigate the hazards.
• List out all the equipment & process component of
the system under study.
• P & ID must be available for the team to study
• Most applicable to project that are well into design
phase.
32
THANK YOU