cables para media y alta tension con to curado seco centelsa
TRANSCRIPT

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 1/12
La demanda de cables de potencia para media y altatensión aislados con XLPE (polietileno reticulado) o EPR (caucho etileno propileno) se ha incrementado de formaexponencial durante los últimos 30 años, y hoy son los más usados en el mundo. Esta gran expansión del mercado de los cables con aislamiento plástico conllevaa que los tipo Oil-filled (inmersos en aceite), para voltajes hasta 250 kV, sean reemplazados por cables aislados en XLPE o EPR; materiales de menor peso, mejores propiedades eléctricas, mecánicas y térmicas y menor costo de mantenimiento. Adicionalmente, el reemplazo en áreas urbanas de las líneas aéreas por cables
enterrados con aislamiento en XLPE o EPR, trae como consecuencia requisitos especiales tales como:
• Los cables deben tener gran capacidad de transportar energía con el uso limitado de espacio en trincheras o ductos.
• La seguridad, confiabilidad y la vida útil de los cables en servicio debe ser alta.
• Los cables para media y alta tensión deben presentar la máxima resistencia a la formación de "arbo- rescencias", que son una degradación molecular del aislamiento sólido, bajo altos esfuerzos de tensión
debido al campo eléctrico y a la presencia de hume- dad interna causada por el proceso de reticulado.Se denomina "arborescencias" porque el camino de degradación tiene la forma de la rama de un árbol.
• Los cables deben ser económicos, fáciles de instalar y con mínimos costos posibles de mantenimiento.
Para lograr lo anterior los fabricantes de materias primas han desarrollado nuevos compuestos y simultáneamente la industria ha innovado los procesos, dentro de los que se destacan los tipos de reticulado o curado en seco.CABLES DE ENERGIA Y TELECOMUNICACIONES S.A.
Dirección y Coordinación: Departamento de Mercadeo CENTELSA
Información y Especificaciones: Gerencia Técnica CENTELSA
Diseño y Diagramación:
C a b l e s p a r a M e d i a y A l t a Te n s i ó n
P r o c e s o d e R e t ic u l a d o
C u r a d o e n V a p o r
C u r a d o e n S e c o o D r y C u r e
F o r m a c i ó n d e A r b o re s c e n c i a s
P r i n c i p a l e s c a r a c t e r ís t i c a s d e l C u r a d o e n S e c o
A s p e c t o s b á s i c o s d e u n s i s t e m a d e c u r a d o e n s e c o p o r ra d i a c i ó n d e c a l o r
C u r a d o e n S e c o e n C E N T E L S A
CONTENIDOCONTENIDO
2 - 4
4 - 5
5
5
6
6 - 7
8 - 1 0
1 1
CABLES PARA MEDIAY ALTA TENSIÓNCON AISLAMIENTOCURADO EN SECO
CABLES PARA MEDIAY ALTA TENSIÓNCON AISLAMIENTOCURADO EN SECO
Boletín Técnico

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 2/12
Cables para Media y Alta Tensión
2
Los cables para media o alta tensión están conformados básicamente por un conductor que puede ser de cobre, aluminio o aluminio recubierto de cobre; un blindaje o pantalla del conductor
en XLPE semiconductor; el aislamiento en XLPE o EPR; un blindaje o pantalla del aislamiento en XLPE semiconductor; pantalla metálica en cinta o hilos de cobre y chaqueta exterior de PVC o PE (ver figura 1).
Los primeros cables de potencia para media (5 a 46 kV) y alta tensión (69 kV y mayores) conaislamiento plástico fueron construidos con cintas semiconductoras aplicadas helicoidalmente sobre el conductor, un aislamiento de polietileno termoplástico y una cinta semiconductoratambién aplicada helicoidalmente sobre el aislamiento. Posteriormente el aislamiento termoplástico fue reemplazado por polietileno reticulado o vulcanizado, para lograr unas mejores características térmicas y mecánicas, y adicionalmente para pasar de una máxima temperatura de operaciónen el conductor de 75 °C a 90 °C.
La cinta semiconductora aplicada sobre el conductor se reemplazó por un material extruído
como el aislamiento con un contenido de negro de humo que efectuara de forma adecuada latransición entre el conductor y el aislamiento. Así se dio paso al proceso de doble extrusión (ver figura 2): la capa semiconductora sobre el conductor y el aislamiento se aplicaban en un solo paso; se vulcanizaban en una línea CV (continuous vulcanization) de vulcanización continua avapor y después se aplicaba la cinta semiconductora sobre el aislamiento.
Posteriormente, en reemplazo de la cinta, se desarrolló un compuesto semiconductor termoplástico el cual podía ser extruído sobre el aislamiento en un paso adicional.
Figura 1. Diseño básico de un cable para m edia o alta tensión
Chaqueta
Pantalla metálica
Blindaje del aislamiento
Aislamiento
Blindaje del conductor
Conductor
CABLES DE ENERGIA Y TELECOMUNICACIONES S.A.

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 3/12
Cuando estuvo disponible un compuesto apto para ser aplicado y vulcanizado sobre el aislamiento, aparece el concepto de triple extrusión en tándem, es decir, se aplicaba la primeracapa semiconductora con una extrusora independiente y luego se aplicaban el aislamiento y la segunda capa semiconductora en una extrusión doble, para inmediatamente entrar a la líneade curado o vulcanizado (ver figura 3).
3
Figura 2. Diagrama del proceso de doble extrusión
Compuestos de primera semiconductora y de aislamiento
Conductor
Aislamiento
Blindaje del conductor
Figura 3. Diagrama del proceso de triple extrusión en tándem
Compuesto de primera semiconductora
Compuestos de aislamiento y segunda
semiconductora
Blindaje del aislamiento
Aislamiento
Conductor
Blindaje del conductor

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 4/124
El proceso de aplicación de las tres capas que actualmente está más difundido es el de triple extrusión simultánea (true triple extrusion) (ver figura 4), en el que las tres capas se aplicande forma simultánea para pasar a la línea de vulcanización.
Simultáneo a este desarrollo de los procesos de fabricación, los materiales del aislamiento y de las capas semiconductoras han ido evolucionando, en especial el material de aislamiento,para minimizar los contaminantes y hacerlo resistente a las arborescencias.
Compuestos de primera semiconductora,
aislamiento y segunda semiconductora
Conductor
Aislamiento
Blindaje del aislamiento
Blindaje del conductor
Figura 4. Diagrama del proceso de triple extrusión simultánea
Adicionalmente, en el proceso de triple extrusión simultánea, CENTELSA lleva a cabo unriguroso control de la calidad del producto. Se controla el espesor, la excentricidad y diámetro de cada una de las capas aplicadas. Esta verificación está basada en tecnología de rayos X que garantiza la uniformidad de los parámetros dimensionales del cable terminado.
Proceso de Reticulado, Curado o VulcanizadoEn el proceso de reticulado ocurre la unión de átomos de carbono en cadenas adyacentes de polietileno, creando así el polietileno reticulado (XLPE) (ver figura 5). El reticulado mejoralas características termomecánicas del compuesto; lo anterior ocurre en condiciones especiales de temperatura a las que es sometido el material inmediatamente es extruído.
CABLES DE ENERGIA Y TELECOMUNICACIONES S.A.

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 5/125
El proceso de reticulado ocurre debido a la estructura química de los materiales sujetos a lavulcanización y al calor que se les aplica, inmediatamente han sido extruídos sobre el conductor.De acuerdo con el medio utilizado para aplicar el calor existen diferentes métodos: curado envapor y curado en seco.
Curado en VaporEl polietileno se retícula usando una reacción de curado por medio de peróxido. El peróxido es premezclado en el polietileno, el cual se extruye sobre el cable, y después se retícula o vulcaniza en línea bajo condiciones de presión y temperatura. En el proceso de curado envapor, éste último se utiliza como el medio para transferir el calor. La temperatura es controladapor la presión del vapor.
Curado en Seco o Dry CureLa reacción química para el XLPE curado en seco es igual que para el curado en vapor. Sinembargo, el nitrógeno se utiliza como el medio de transferencia de calor, y la temperatura se controla independientemente de la presión del gas, usando los calentadores eléctricos en el tubo que cura irradiando calor al XLPE. Dado que no hay vapor en contacto con el aislamiento durante el proceso de curado o reticulado, se obtiene como resultado un aislante libre de humedad y de burbujas microscópicas.
Proceso químico de reticulado,
vulcanizado o curado
Polietileno Termoplástico (Cadenas poliméricas sin uniones)
Polietileno Termoestable (Unión de las cadenas poliméricas)
Figura 5. Cadenas p oliméricas del polietileno termoplástico y termoestable

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 6/126
Formación de ArborescenciasLas arborescencias son causadas por una combinación de esfuerzo (debido al campo eléctrico) y humedad presentes en el aislamiento (XLPE), con defectos tales como vacíos, contaminantes e irregularidades en la extrusión. Como la humedad facilita la formación de arborescencias,al excluir el agua totalmente en el proceso se elimina este fenómeno indeseado.
La humedad puede estar presente en el aislamiento de XLPE a partir del proceso de fabricación,una pequeña parte se produce como subproducto de la reacción de vulcanizado o reticulado,una cantidad considerable se introduce durante el proceso de curado en vapor, mientras que la cantidad de humedad que se introduce en el proceso de enfriamiento del XLPE ya solidificado es insignificante.
El nivel de humedad, especialmente en cables curados en vapor, tiende a disminuir con el tiempo. Esto puede verse en aislamientos recién curados al vapor y se presenta en forma de
un "anillo opaco en forma de halo" el cual puede verse al hacer un corte transversal del aislamiento. Este anillo opaco desaparece rápidamente en contacto con el aire y sólo se presenta en cables recién fabricados.
Principales características del Curado en SecoHay varias características de los sistemas de curado en seco sobre los sistemas de curado en vapor:
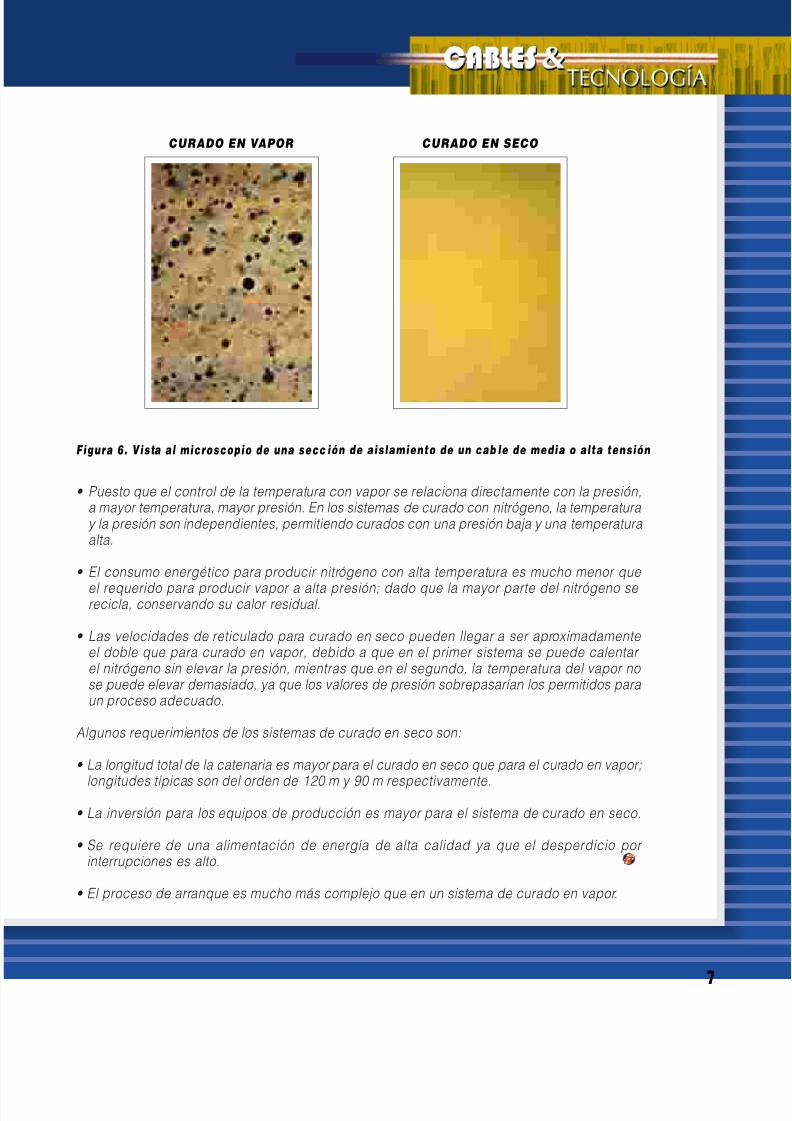
• Se obtienen cables sin burbujas microscópicas (ver figura 6).
• Se presenta un óptimo comportamiento con respecto a las descargas parciales, alcanzando valores mínimos, del orden de 1 a 3 Pico-Coulombs.
• Se logra un mayor esfuerzo a la ruptura por campo eléctrico en el aislamiento (50 a 70 kV/mm para curado en seco y 15 a 20 kV/mm para curado en vapor).
• El contenido de humedad en el aislamiento es mínimo o nulo, con lo cual se disminuye
sustancialmente la formación de arborescencias.
• La vida útil de un cable de media o alta tensión con curado en seco es significativamente mayor que con curado en vapor.
CABLES DE ENERGIA Y TELECOMUNICACIONES S.A.
8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 7/127
• Puesto que el control de la temperatura con vapor se relaciona directamente con la presión,a mayor temperatura, mayor presión. En los sistemas de curado con nitrógeno, la temperaturay la presión son independientes, permitiendo curados con una presión baja y una temperaturaalta.
• El consumo energético para producir nitrógeno con alta temperatura es mucho menor que
el requerido para producir vapor a alta presión; dado que la mayor parte del nitrógeno se recicla, conservando su calor residual.
• Las velocidades de reticulado para curado en seco pueden llegar a ser aproximadamente el doble que para curado en vapor, debido a que en el primer sistema se puede calentar el nitrógeno sin elevar la presión, mientras que en el segundo, la temperatura del vapor no se puede elevar demasiado, ya que los valores de presión sobrepasarían los permitidos paraun proceso adecuado.
Algunos requerimientos de los sistemas de curado en seco son:
• La longitud total de la catenaria es mayor para el curado en seco que para el curado en vapor;
longitudes típicas son del orden de 120 m y 90 m respectivamente.
• La inversión para los equipos de producción es mayor para el sistema de curado en seco.
• Se requiere de una alimentación de energía de alta calidad ya que el desperdicio por interrupciones es alto.
• El proceso de arranque es mucho más complejo que en un sistema de curado en vapor.
Figura 6. Vista al microscopio de una secc ión de aislamiento de un cab le de media o alta tensión
CURADO EN VAPOR CURADO EN SECO

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 8/128
Aspectos básicos de un sistema de curado en seco
por radiación de calorLa figura 7 es el diagrama de una línea de curado en seco con nitrógeno por radiación de calor,en donde se muestra, después de la triple extrusión, la zona de calentamiento por calor irradiado (el tubo es usado como medio de calentamiento), la zona de transición en donde se continúala atmósfera de nitrógeno, pero a menor temperatura, para iniciar luego el enfriamiento por agua a temperaturas inferiores a 80 °C, lo que garantiza que no se forme vapor de agua durante el enfriamiento.
Zona de Calentamiento
El tubo es calentado hasta la temperatura máxima usando directamente el tubo como resistencia
eléctrica ó calentadores externos.El rango de temperaturas es de 240 °C a 500 °C, siendo esta última metalúrgicamente considerada,como la máxima permitida para un tubo de acero inoxidable.
La superficie del cable alcanza un rango normal de 280 °C a 320 °C.
El tubo tiene diferentes etapas y es posible regular la temperatura de cada etapa para optimizar la velocidad del cable.
Temperatura superficial del cable: Es importante garantizar que la temperatura superficial no sobrepase los valores máximos permitidos para cada material, dada la estabilidad térmicade los polímeros, los cuales se descomponen a diferentes temperaturas, lo anterior se garantiza
por medio de un preciso control de temperatura del nitrógeno.
Condiciones de op eración del nitrógeno:
Presión: 8 – 16 kg/cm 2 .Flujo: 2 – 3 m 3 /min.
Zona de Pre-enfriamiento ó Transición
En esta zona se mantiene el nitrógeno a 80 °C y es la clave en la calidad del cable (redondez,porosidad, etc.) para bajar la temperatura del cable entre 100 °C y 120 °C.
Lo anterior se logra mediante la circulación de nitrógeno a través de un intercambiador para
controlar la temperatura del gas; sin esto el cable entraría en la zona de enfriamiento a 200 °C y al contacto con el agua de enfriamiento se formaría vapor.
Zona de Enfriamiento
La última zona es un tubo de enfriamiento con agua y funciona similar al caso del vapor,solamente que su longitud se diseña para que el cable salga del tubo a una máxima temperaturade 60 °C.
CABLES DE ENERGIA Y TELECOMUNICACIONES S.A.

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 9/129
Figura 7. Línea de curado en seco por radiación de calor.
Zona de Enfriamiento
Tanque y Bombas
Carrete
Conductor
Carrete
Cable aislado
GAS
N 2
Control Dimensional y de Centrado por
Rayos X
3. Semiconductora Ex terior 2. Aislamiento
TRIPLE EXTRUSIÓN
1. Sem iconductora Interior
Zona de Transición
Zona de Calentamiento
Refrigeración N 2

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 10/1210
En las figuras 8 y 9, se observa un corte transversal de la zona de calentamiento para los sistemas de curado en vapor y en seco. Mientras que en el sistema a vapor, el calor es proporcionado por una caldera, en el sistema en seco, el calor es proporcionado o irradiado
a través del mismo tubo, por medio de los elementos calentadores o resistencias, de ahí lamayor complejidad de esta parte de la línea de vulcanización.
Figura 9. Tubo para curado en seco por radiación de calor (corte transversal)
Figura 8. Tubo para curado en vapor (corte transversal)
Cable (Triple ex trusión)
Vapor de agua
Tubo
Aislante térmico
Coraza externa
CABLES DE ENERGIA Y TELECOMUNICACIONES S.A.
Cable (Triple ex trusión)
Gas N 2
Tubo
Resistencias
Reflector
Cerámica
Aislante térmico
Coraza externa

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 11/1211
Planta y Oficina d e Ventas Calle 10 No. 38-43 Urb. Industrial Acopi, Yumbo, Colombia
Tel.: (572) 664 4556 / Fax: (572) 664 8258 http://www.centelsa.com.co / e-mail: [email protected]
Curado en Seco en CENTELSACENTELSA tiene en operación el sistema de triple extrusión simultánea desde hace varios
años.
Para seguir en un continuo avance tecnológico, ha instalado una línea de curado en seco connitrógeno por radiación de calor, con el fin de dar una respuesta a las necesidades de sus clientes en cuanto a eficiencia, calidad y capacidad de producción de cables de media y altatensión.
Las especificaciones de las materias primas son detalladamente elaboradas con el fin de que se encuentren de acuerdo con las tecnologías avanzadas para los procesos descritos.
Adicionalmente, CENTELSA cuenta con laboratorios de pruebas especialmente aptos paraverificar el cumplimiento de los más altos estándares de calidad para cables de media y altatensión como UL, ICEA, AEIC, IEC y NTC-ICONTEC entre otros. Las principales pruebas realizadas a los cables de media y alta tensión son:
• Pruebas dimensionales • Pruebas físicas y de envejecimiento acelerado de los componentes extruidos • Resistencia eléctrica del conductor y de las pantallas • Resistencia del aislamiento • Prueba de descargas parciales • Prueba de factor de potencia y tangente delta• Voltaje aplicado
Lo anterior ha permitido aCENTELSA contar concertificaciones para Cables de Media Tensión de 5 kV a 35 kV (MV-90) de enti- dades como Underwriters Laboratories bajo la NormaUL 1072; del ICONTEC,bajo las normas NTC 2186 e ICEA S-66-524 y del CIDET.Conformidad con NormaAEIC CS8-00 por labo- r a t o r i os CTL ( Cab le Technology Laboratorios,Inc, U.S.A).
Laboratorio para pruebas de alta tensión.Jaula de Faraday CENTELSA.

8/4/2019 Cables Para Media y Alta Tension Con to Curado Seco Centelsa
http://slidepdf.com/reader/full/cables-para-media-y-alta-tension-con-to-curado-seco-centelsa 12/12
N o d o r m i r s e s o b r e l o s
l a u r e l es
. .
CABLES DE ENERGIA Y TELECOMUNICACIONES S.A.