canola straw chemimechanical pulping for pulp and paper production
TRANSCRIPT

Bioresource Technology 101 (2010) 4193–4197
Contents lists available at ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Canola straw chemimechanical pulping for pulp and paper production
Reza Hosseinpour a, Pedram Fatehi b,*, Ahmad Jahan Latibari a, Yonghao Ni b, S. Javad Sepiddehdam a
a Agriculture Research Center, Islamic Azad University, Karaj Branch, Karaj, Iranb Limerick Pulp and Paper Centre and Department of Chemical Engineering, University of New Brunswick, Fredericton, NB, Canada E3B 5A3
a r t i c l e i n f o a b s t r a c t
Article history:Received 5 November 2009Received in revised form 11 January 2010Accepted 14 January 2010Available online 9 February 2010
Keywords:Chemimechanical pulpingCanola strawNon-woodFiber characteristicsStrength properties
0960-8524/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.biortech.2010.01.055
* Corresponding author. Tel.: +1 506 452 6084; faxE-mail address: [email protected] (P. Fatehi).
Non-wood is one of the most important raw materials for pulp and paper production in several countriesdue to its abundance and cost-effectiveness. However, the pulping and papermaking characteristics ofcanola straw have rarely been investigated. The objective of this work was to determine the potentialapplication of canola straw in the chemimechanical pulping (CMP) process. At first, the chemical compo-sition and characteristics of canola straw were assessed and compared with those of other non-woods.Then, the CMP pulping of canola straw was conducted using different dosages of sodium sulfite andsodium hydroxide. The results showed that, by applying a mild chemical pretreatment, i.e., 4–12%(wt.) NaOH and 8–12% (wt.) Na2SO3, in the CMP pulping of canola straw, the pulp brightness reachedalmost 40%ISO, and the strength properties were comparable to those of bagasse CMP and of wheat strawCMP. The impact of post-refining on the properties of canola straw CMP was also discussed in this work.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Nowadays, non-woods are used extensively in pulp and paperproduction in several countries. It has been recognized that non-woods have some deficiencies in comparison with woods (Tutusand Eroglu, 2003; Ates et al., 2008a,b; Fatehi et al., 2009a). In lightof the shortage of wood fibers, the cost-effectiveness and abun-dance of non-woods make non-woods reasonable candidates forpulp and paper production (Hammett et al., 2001; Fatehi et al.,2009a). By far, straw is the largest source of non-woods for the pa-per industry (Sun et al., 2001).
The results on chemical pulping and papermaking properties ofseveral non-woods are available in the literature (Ghatak, 2002; Tu-tus and Eroglu, 2003; Garg and Singh, 2004a; Jahan et al., 2007;Fatehi et al., 2009b,c; Bajpai et al., 2004; Chand and Rohatgi,1992; Schmidt et al., 2002). The unbleached chemical pulps ofnon-woods can be used in the production of corrugated-mediumgrades, and the bleached ones can be used in the production ofprinting and writing papers (Ghosh, 2006; Fatehi et al., 2009a).However, the chemimechanical pulping (CMP) process has theadvantages of a mild chemical treatment and of high pulping yieldcompared with the chemical pulping process. Additionally, a lowerrefining energy is required in the CMP process than in mechanicalpulping. The CMP pulping of woody materials has been investigatedin the literature (Janson and Mannstrom, 1981; Nelson et al., 1982;Law and Daud, 2000; Guerra et al., 2005; Hatam et al., 2008),
ll rights reserved.
: +1 506 453 3539.
whereas the CMP of non-woods and their corresponding paperproperties have received much less attention. The CMP pulps fromnon-woods can be potentially applied in the production of news-print, fluting papers, and liner boards (Peng and Simonson, 1989;Petit-Conil et al., 2001; Sefidgaran et al., 2005; Yousefi, 2009).
Canola has been vastly cultivated for edible oil production(Yousefi, 2009). The average yield of canola straw reaches toapproximately 3 dry ton/ha (Yousefi, 2009). It was estimated that500,000 tons of canola straw are annually produced in Iran. Dueto the governmental policy, it was predicted that the canola pro-duction will grow in the future (Yousefi, 2009). After harvesting,the canola straw remains in the field and is burnt. Recently, the po-tential application of canola straw on medium density fiberboard(MDF) has shown promising results (Yousefi, 2009). Also, the pulpsproduced from soda pulping of canola straw were comparable withthose of bagasse and other cereal straws (Sefidgaran et al., 2005).However, the CMP pulping of canola straw has not yet beeninvestigated.
The objective of the current study was to determine the charac-teristics of canola straw, as well as its CMP pulping and papermak-ing properties. Firstly, the canola straw was pretreated withvarious dosages of sodium hydroxide and sodium sulfite. Secondly,the treated straws were refined to produce CMP pulps, and thepulp properties were systematically evaluated and compared withthe CMP of other non-woods reported in the literature. Thirdly, apost-refining stage was conducted on the CMP pulps, and the cor-responding paper properties were evaluated. This investigationshowed the potential of using the bio-residue of canola straw forthe production of CMP.

4194 R. Hosseinpour et al. / Bioresource Technology 101 (2010) 4193–4197
2. Methods
2.1. CMP pulping
The raw material of this research was hyola 401(hybrid) rape-seed (Brassica Napus). The canola stalks were collected as an agri-cultural waste from farm land in the northern city of Roodbar,Iran. At first, the canola straw was cleaned and chopped manu-ally to the lengths of 2–3 cm. About 100 g (od) depithed,chopped canola straw was added to a rotary digester (GhomesWood and Paper Equipment Manufacturing, Iran). Sodiumhydroxide (NaOH) and sodium sulfite (Na2SO3) were purchasedfrom Merck, Germany. The liquor-to-fiber ratio was 7:1, whilethe pH was approximately 13. The CMP process was conductedin three different stages. Firstly, the pretreatment of canola strawwas carried out using the chemicals. In this stage, the tempera-ture of the digester was raised to 125 �C in 23 min, and kept atthis temperature for 15 min, while the rotation speed was0.7 rpm. Secondly, the pretreated canola straw was refined threetimes using a single disk refiner (Ghomes Wood and PaperEquipment Manufacturing, Iran) under an atmospheric pressure.Each time of the refining took place approximately 5 min. Therefining was conducted at 1450 rpm; the disk diameter and thedisk clearance were 25 cm and 0.1 mm, respectively. After refin-ing, the pulp samples were washed thoroughly with water, andthe total yield of pulps was determined. Then, the fibers werescreened using a 14-mesh screen to determine the amount of re-jects. The produced pulp was called canola straw CMP. Thirdly, tofurther improve the properties, a post-refining was performed onthe canola straw CMP, using a PFI refiner (LabTech 100-1, QC,Canada) under 1000 revolutions according to TAPPI T 248. Inthe literature, a low load of post-refining was sufficient to im-prove the properties of wheat straw chemical pulps (Chute,2006; Fatehi et al., 2009b,c). The pulp samples were kept in arefrigerator prior to testing. The chemical characteristics of cano-la straw and of canola straw CMP were evaluated in accordancewith TAPPI test methods, while the cellulose content was deter-mined using Kurschner–Hoffer method (Browning, 1967). Eachpulping trial was performed twice and the average value is re-ported in this paper.
Table 2Chemical composition of canola straw and of some other non-wood materials reported in
Chemical compositions Depithed canola Depithed bagasse Ba
Cellulose, % 48.5 – –Holocellulose, % 77.5 78 76a-Cellulose, % 36.6 47 44Pentosan, % 17 24 -Ash, % 6.6 1.4 1.2Lignin, % 20 19 20Reference PSa El-Sakhawy (2005) Ga
a Present study.
Table 1Dimensional properties of canola straw and of some other non-wood materials reported i
Fiber source Fiber length, mm Fiber width, lm Lumen wid
Canola straw 1.31 31 19.5Canola straw 1.21 28 11.9Wheat straw 1.17 15.9 10.24Wheat straw 1.2 13Bagasse 1.9 28.9 19.55Bagasse 1.7 23
a Present study.
2.2. Fiber analysis
The dimensional characteristics of canola straw fibers weredetermined according to the Franklin’s method (1954). The fiberlength, fines content, curl and kink index of the canola strawCMP fibers, before and after the post-refining, were analyzed usinga fiber quality analyzer, (FQA, OpTest Equipment Inc, ON, Canada).The pulp freeness was measured by using a Canadian StandardFreeness (CSF) tester according to TAPPI T 227.
2.3. Paper properties
In one attempt, a set of paper-sheets (60 g/m2) were made fromeach pulp sample according to TAPPI T 205 and kept overnight in aconditioning room in accordance with TAPPI T 402. The light scat-tering coefficient and the brightness of paper-sheets were testedaccording to TAPPI T 425 and T 452, respectively, using a PIRA test-ing machine, England. The tensile and tear strengths were mea-sured according to TAPPI T 494 and T 414, respectively, usingPIRA testing machines, England. The burst strength of papers wasalso measured according to TAPPI T 403, using PIRA burst tester,England. The thickness of paper-sheets was measured accordingto Tappi T 411 using a Lorentzen and Wettre (L&W) thickness tes-ter (Sweden), and then the apparent density was determined con-sidering the actual basis-weight and thickness of the paper-sheets.
3. Results and discussion
3.1. Raw material characterization
The properties of canola fibers are listed in Table 1. As seen, thefiber length, the width, and the cell wall of the canola straw fromthe present study are in agreement with those reported by Yousefi(2009), but the lumen width is different. In comparison with wheatstraw, the canola straw has a similar fiber length, but a thicker fiberwall and lumen width, thus a bigger fiber width. The fiber mor-phologies of canola straw are similar to those of bagasse, thoughthe latter has longer fibers (1.7–1.9 mm for bagasse fibers versus1.2–1.3 mm for canola straw fibers).
the literature.
gasse Wheat straw Hardwood
– –73.5 76
.4 41.8 47- 236.6 1
.7 21.3 23rg and Singh (2004b) Garg and Singh (2004b) El-Sakhawy (2005)
n the literature.
th, lm Fiber wall thickness, lm Reference
5.75 PSa
7.43 Yousefi (2009)2.83 Moradian and Latibari (2001)
Garg and Singh (2004a)4.77 Yousefi (2009)
Garg and Singh (2004a)
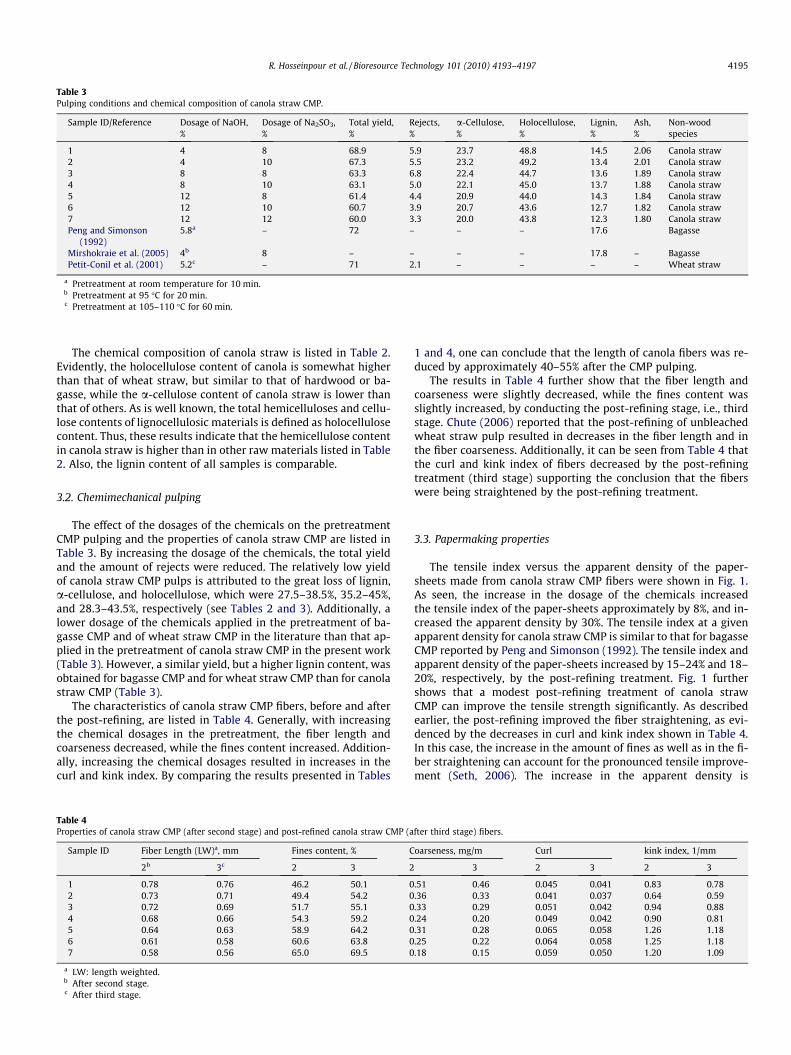
Table 3Pulping conditions and chemical composition of canola straw CMP.
Sample ID/Reference Dosage of NaOH,%
Dosage of Na2SO3,%
Total yield,%
Rejects,%
a-Cellulose,%
Holocellulose,%
Lignin,%
Ash,%
Non-woodspecies
1 4 8 68.9 5.9 23.7 48.8 14.5 2.06 Canola straw2 4 10 67.3 5.5 23.2 49.2 13.4 2.01 Canola straw3 8 8 63.3 6.8 22.4 44.7 13.6 1.89 Canola straw4 8 10 63.1 5.0 22.1 45.0 13.7 1.88 Canola straw5 12 8 61.4 4.4 20.9 44.0 14.3 1.84 Canola straw6 12 10 60.7 3.9 20.7 43.6 12.7 1.82 Canola straw7 12 12 60.0 3.3 20.0 43.8 12.3 1.80 Canola strawPeng and Simonson
(1992)5.8a – 72 – – – 17.6 Bagasse
Mirshokraie et al. (2005) 4b 8 – – – – 17.8 – BagassePetit-Conil et al. (2001) 5.2c – 71 2.1 – – – – Wheat straw
a Pretreatment at room temperature for 10 min.b Pretreatment at 95 �C for 20 min.c Pretreatment at 105–110 �C for 60 min.
R. Hosseinpour et al. / Bioresource Technology 101 (2010) 4193–4197 4195
The chemical composition of canola straw is listed in Table 2.Evidently, the holocellulose content of canola is somewhat higherthan that of wheat straw, but similar to that of hardwood or ba-gasse, while the a-cellulose content of canola straw is lower thanthat of others. As is well known, the total hemicelluloses and cellu-lose contents of lignocellulosic materials is defined as holocellulosecontent. Thus, these results indicate that the hemicellulose contentin canola straw is higher than in other raw materials listed in Table2. Also, the lignin content of all samples is comparable.
3.2. Chemimechanical pulping
The effect of the dosages of the chemicals on the pretreatmentCMP pulping and the properties of canola straw CMP are listed inTable 3. By increasing the dosage of the chemicals, the total yieldand the amount of rejects were reduced. The relatively low yieldof canola straw CMP pulps is attributed to the great loss of lignin,a-cellulose, and holocellulose, which were 27.5–38.5%, 35.2–45%,and 28.3–43.5%, respectively (see Tables 2 and 3). Additionally, alower dosage of the chemicals applied in the pretreatment of ba-gasse CMP and of wheat straw CMP in the literature than that ap-plied in the pretreatment of canola straw CMP in the present work(Table 3). However, a similar yield, but a higher lignin content, wasobtained for bagasse CMP and for wheat straw CMP than for canolastraw CMP (Table 3).
The characteristics of canola straw CMP fibers, before and afterthe post-refining, are listed in Table 4. Generally, with increasingthe chemical dosages in the pretreatment, the fiber length andcoarseness decreased, while the fines content increased. Addition-ally, increasing the chemical dosages resulted in increases in thecurl and kink index. By comparing the results presented in Tables
Table 4Properties of canola straw CMP (after second stage) and post-refined canola straw CMP (a
Sample ID Fiber Length (LW)a, mm Fines content, % C
2b 3c 2 3 2
1 0.78 0.76 46.2 50.1 02 0.73 0.71 49.4 54.2 03 0.72 0.69 51.7 55.1 04 0.68 0.66 54.3 59.2 05 0.64 0.63 58.9 64.2 06 0.61 0.58 60.6 63.8 07 0.58 0.56 65.0 69.5 0
a LW: length weighted.b After second stage.c After third stage.
1 and 4, one can conclude that the length of canola fibers was re-duced by approximately 40–55% after the CMP pulping.
The results in Table 4 further show that the fiber length andcoarseness were slightly decreased, while the fines content wasslightly increased, by conducting the post-refining stage, i.e., thirdstage. Chute (2006) reported that the post-refining of unbleachedwheat straw pulp resulted in decreases in the fiber length and inthe fiber coarseness. Additionally, it can be seen from Table 4 thatthe curl and kink index of fibers decreased by the post-refiningtreatment (third stage) supporting the conclusion that the fiberswere being straightened by the post-refining treatment.
3.3. Papermaking properties
The tensile index versus the apparent density of the paper-sheets made from canola straw CMP fibers were shown in Fig. 1.As seen, the increase in the dosage of the chemicals increasedthe tensile index of the paper-sheets approximately by 8%, and in-creased the apparent density by 30%. The tensile index at a givenapparent density for canola straw CMP is similar to that for bagasseCMP reported by Peng and Simonson (1992). The tensile index andapparent density of the paper-sheets increased by 15–24% and 18–20%, respectively, by the post-refining treatment. Fig. 1 furthershows that a modest post-refining treatment of canola strawCMP can improve the tensile strength significantly. As describedearlier, the post-refining improved the fiber straightening, as evi-denced by the decreases in curl and kink index shown in Table 4.In this case, the increase in the amount of fines as well as in the fi-ber straightening can account for the pronounced tensile improve-ment (Seth, 2006). The increase in the apparent density is
fter third stage) fibers.
oarseness, mg/m Curl kink index, 1/mm
3 2 3 2 3
.51 0.46 0.045 0.041 0.83 0.78
.36 0.33 0.041 0.037 0.64 0.59
.33 0.29 0.051 0.042 0.94 0.88
.24 0.20 0.049 0.042 0.90 0.81
.31 0.28 0.065 0.058 1.26 1.18
.25 0.22 0.064 0.058 1.25 1.18
.18 0.15 0.059 0.050 1.20 1.09

Fig. 1. Tensile index versus apparent density of paper-sheets made from the canolastraw CMP: (h) after the second stage; (j) after the third stage (post-refining); (N)bagasse CMP (Peng and Simonson, 1992).
Fig. 2. Burst and tear indices of paper-sheets made from canola straw CMP versusfreeness: (h) after the second stage; (j) after the third stage (post-refining); (N)bagasse CMP (Peng and Simonson (1992).
4196 R. Hosseinpour et al. / Bioresource Technology 101 (2010) 4193–4197
attributed to the improvement in the fiber bonding (Fatehi et al.,2009b, 2009c).
The optical properties of paper-sheets made from the canolastraw CMP are listed in Table 5. It is evident that the light scatter-ing coefficient of canola straw CMP varied between 39 and 56 m2/kg, while the brightness varied between 28 %ISO and 39 %ISO. Pengand Simonson (1992) reported a lower brightness on bagasse CMP,while Mirshokraie et al. (2005) reported a similar brightness, but alower light scattering coefficient on bagasse CMP. As also seen inTable 5, the light scattering coefficient decreased with the increasein the dosage of the chemicals in the CMP process. Although the in-crease in the fines content of the pulps (Table 4) can increase thelight scattering coefficient of paper-sheets, the improvement in fi-ber bonding (increase in contact area of fibers), which is reflectedby the tensile increase (Fig. 1), will lead to the decrease in the lightscattering coefficient (Seth, 1990; Fatehi et al., 2009b, 2009c). Inthe present study, the latter is more pronounced than the former;therefore, the overall effect is a decrease in the light scatteringcoefficient. It is also evident in Table 5 that the brightness de-creased with the increase in the chemical dosages. The decreasein brightness was also reported in the CMP of bagasse using NaOHor NaOH/H2O2 (Peng and Simonson, 1992). The oxidative reactionof lignin under an alkaline condition leads to the formation of con-jugated carbonyl structures (Peng and Simonson, 1992). Some ofthe lignin is removed from the canola straw, while the majority re-mains in canola straw in the CMP process, which is responsible forthe decrease in the pulp brightness.
The burst and tear indices of the canola straw CMP versus its free-ness are shown in Fig. 2. By increasing the dosage of the chemicals,the burst and tear indices increased somewhat. Peng and Simonson(1992) reported a much lower tear index (1.5–2 Nm2/kg) for the ba-gasse CMP (Fig. 2). In another study, similar burst and tear indiceswere reported for an industrially produced wheat straw CMP (Sig-
Table 5Optical properties of paper-sheets made from canola straw CMP.
Sample ID/Reference Brightness, %ISO Light scatteringcoefficient, m2/kg
1 39.5 56.42 39.75 54.613 33.09 51.244 34.33 46.875 28.24 47.456 30.7 42.087 31.16 38.82Peng and Simonson (1992) 25.0 -Mirshokraie et al. (2005) 38.3 32.5
oillot et al., 1997). These results imply that the wheat straw CMPand the canola straw CMP had similar strength properties. It is alsoevident in Fig. 2 that, by post-refining of canola straw CMP, the burstindex increased by 20–43%, while the tear index increased by 3–6%.The significant improvement in the burst index from the post-refin-ing treatment is attributed to the straightening of fibers that im-proves the fiber bonding, as addressed earlier.
4. Conclusions
The dimensional properties and chemical composition of canolastraw were generally similar to those of wheat straw and of ba-gasse. The increase in the dosage of the chemicals during theCMP process increased the tensile index and apparent density ofthe paper-sheets. The post-refining of canola straw CMP was veryeffective in improving the tensile index and apparent density of pa-per-sheets. The tensile and tear indices, as well as the brightness ofthe paper-sheets made from canola straw CMP were superior tothose made from the bagasse CMP, but were similar to those madefrom the wheat straw CMP.
Acknowledgements
The agriculture research center of Islamic Azad University (Kar-aj branch), Iran, NSERC Canada, and Atlantic Innovation Fund (AIF)are gratefully acknowledged for financially supporting thisresearch.
References
Ates, S., Ni, Y., Atik, C., Imamoglu, S., 2008a. Pretreatment by Ceriporiopsissubvermispora and Phlebia subserialis of wheat straw and its impact onsubsequent soda-AQ and kraft-AQ pulping. Rom. Biotechnol. Lett. 13 (5),3914–3921.
Ates, S., Atik, C., Ni, Y., Gumuskaya, E., 2008b. Comparison of different chemicalpulps from wheat straw and bleaching with xylanase pre-treated ECF method.Turk. J. Agric. Forestry 32, 56–570.

R. Hosseinpour et al. / Bioresource Technology 101 (2010) 4193–4197 4197
Bajpai, P., Mishra, S.P., Mishra, O.P., Kumar, S., Bajpai, P.K., Singh, S., 2004.Biochemical pulping of wheat straw. Tappi J. 8 (3), 3–6.
Browning, B.L., 1967. Methods of Wood Chemistry. Interscience Publishers, NewYork.
Chand, N., Rohatgi, P.K., 1992. Potential use, mechanical and thermal studies of Sabigrass fiber. J. Mater. Sci. Lett. 11, 578–580.
Chute, W., 2006. Refining response of wheat straw pulp and wood blends. In: TappiEngineering, Pulping, and Environmental Conference, Atlanta, GA, pp. 1–12.
El-sakhawy, M., 2005. Effect of bleaching sequence on paper ageing. PolymerDegrad. Stab. 87, 419–423.
Fatehi, P., Tutus, A., Xiao, H., 2009a. Cationic PVA as a dry strength additive for ricestraw pulp. Bioresour. Technol. 100 (2), 749–758.
Fatehi, P., Ates, S., Ni, Y., 2009b. Fungal pretreatment of wheat straw and its effecton the soda-AQ pulps. Nordic Pulp Paper Res. J. 24 (2), 219–224.
Fatehi, P., Ward, J.E., Ates, S., Ni, Y., Xiao, H., 2009c. Impact of cationic poly (vinylalcohol) on the properties of papers made from two different pulps. Appita J. 62(4), 303–307.
Franklin, G.L., 1954. A rapid method of softening wood for anatomical analysis.Trop. Wood 88, 35–36.
Garg, M., Singh, S.P., 2004a. Response of bagasse and wheat straw recycled pulps torefining. Tappi J. 3 (10), 11–17.
Garg, M., Singh, S.P., 2004b. Recycling potential of bagasse and wheat straw pulps.Tappi J. 3 (9), 25–31.
Ghatak, H.R., 2002. Papermaking potential of congress grass: pulpability and fibercharacteristics. Tappi J. 1 (1), 24–27.
Ghosh, U.K., 2006. Production of paper grade pulp by organic acid based pulping ofwheat straw. J. Ind. Pulp Paper Technol. Assoc. 18, 45–47.
Guerra, A., Mendonça, R., Ferraz, A., 2005. Bio-chemimechanical pulps fromEucalyptus grandis: Strength properties, bleaching, and brightness stability. J.Wood Chem. Technol. 25 (4), 203–216.
Hammett, A.L., Youngs, R.L., Sun, X., Chandra, M., 2001. Non-wood fiber as analternative to wood fiber in China’s pulp and paper industry. Holzforschung 55,219–224.
Hatam, A., Pourtahmasi, K., Resalati, H., Lohrasebi, A.H., 2008. Modeling hydrogenperoxide bleaching to predict optical properties of bleached hardwood CMP.Wood Sci. Technol. 42 (5), 353–367.
Jahan, M.S., Islam, M.K., Chowdhury, D.A.N., Moeiz, S.M.I., Arman, U., 2007. Pulpingand papermaking properties of pati (Typha). Ind. Crops Prod. 26, 259–264.
Janson, J., Mannstrom, B., 1981. Principles of chemical pretreatment in themanufacture of CMP and CTMP from hardwood. Pulp Paper Can. 82 (4), 51–63.
Law, K.N., Daud, W.R.W., 2000. CMP and CTMP of a fast-growing tropical wood:Acacia mangium. Tappi J. 83 (7), 61–68.
Mirshokraie, S.A., Abdulkhani, A., Enayati, A.A., Latibari, A.J., 2005. Evaluation ofmechanical and optical properties of modified bagasse chemi-mechanical pulpthrough acetylation in liquid phase. Iran. Polym. J. 14 (11), 982–988.
Moradian, H., Latibari, A.J., 2001. Investigation on CMP pulp manufacture fromwheat straw. Iran. J. Nat. Resour. 4, 469–480.
Nelson, P.J., Irvine, G.M., Puri, V.P., Higgins, H.G., 1982. Effect of mild oxidativetreatments on Eucalyptus wood and on derived CMP and CTMP. Tappi 65 (8),84–87.
Peng, F., Simonson, R., 1989. High-yield chemimechanical pulping of bagasse. Part 2.Baggase CMP with sodium hydroxide pretreatment. Appita J. 42 (6), 438–442.
Peng, F., Simonson, R., 1992. High-yield chemimechanical pulping of bagasse. Part 4.Baggase CMP with sodium hydroxide/hydrogen peroxide pretreatment. AppitaJ. 45 (2), 104–108.
Petit-Conil, M., Brochier, B., Labalette, F., Combette, P., 2001. Potential of wheatstraw to produce chemimechanical pulps suited to corrugating papersmanufacture. In: TAPPI Pulping Conference, Seattle, WA, pp. 929–939.
Schmidt, A.S., Mallon, S., Thomsen, A.B., Hvilsted, S., Lawther, J.M., 2002. Comparisonof the chemical properties of wheat straw and beech fibers following alkaline wetoxidation and laccase treatments. Wood Sci. Technol. 22 (1), 39–53.
Sefidgaran, R., Resalati, H., Kazemi, N.S., 2005. A study of potentials for producingsoda pulps from canola straw for making fluting paper. Iran. J. Nat. Resour. 2,433–446.
Seth, R.S., 1990. Fiber quality in papermaking–II the importance of fiber coarseness.In: Proceedings of the Materials Research Society Symposium, vol. 197.Materials Research Society, Warrendale, PA, 1990. pp. 143–161.
Seth, R.S., 2006. The importance of fiber straightness for pulp strength. Pulp PaperCan. 107 (1), 34–42.
Sigoillot, J.C., Petit-Conil, M., Ruel, K., Moukha, S., Comtat, J., Laugero, C., Joschleau,J.P., de Choudens, C., Asther, M., 1997. Enzymatic treatment with manganeseperoxidase from Phanerochaete chrysosporium for enhancing wheat straw pulpcharacteristics. Holzforschung 51 (6), 549–556.
Sun, R.C., Sun, X.F., Wen, J.L., 2001. Fractional and structural characterization oflignins isolated by alkali and alkaline peroxide from barely straw. J. Agric. FoodChem. 49, 5322–5330.
Tutus, A., Eroglu, H., 2003. A practical solution to the silica problem in strawpulping. Appita J. 56 (2), 111–115.
Yousefi, H., 2009. Canola straw as a bio-waste resource for medium densityfiberboard (MDF) manufacture. Waste Manage. 29, 2644–2648.