caracterización energética de ladrillera y...
TRANSCRIPT

Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
1
Resumen—Se caracteriza una ladrillera para
identificar una oportunidad de ahorro en la línea de
extrusión y automatizar dicho proceso usando un
PLC en comunicación con los actuadores y motores
presentes en la planta. Se realiza la programación en
Ladder y se simulan las entradas y salidas de
acuerdo a los requerimientos del proceso para
optimizarlo y volver eficiente el consumo de
recursos (energía, tiempo y operarios)
Índice de Términos—PLC, eficiencia, entradas,
motores, Ladder.
Abstract— A brick’s fabric is characterized to
identify a saving opportunity in the extrusion line
and automate this process using a PLC in
communication with the actuators and motors
present in the plant. Ladder programming is
performed and the inputs and outputs are
simulated according to the requirements of the
process to optimize it and return efficient
consumption of resources (energy, time and
operators)
I. INTRODUCCIÓN
El presente trabajo busca presentar una opción de
control y automatización de una línea de extrusión
de la empresa objeto de estudio, mediante la
implementación de un PLC (Controlador Lógico
Programable).
Se presenta una caracterización energética de la
empresa objeto de estudio, dedicada a la producción
y comercialización de arcilla para la construcción.
Esta caracterización incluye una descripción general
de la empresa y de su proceso productivo, la
identificación de los diferentes energéticos
utilizados en cada una de las áreas de la línea de
producción, los principales costos relacionados con
el consumo energético, la tipificación de
oportunidades de ahorro, mediante la cual se
identifica que la línea de extrusión presenta grandes
oportunidades para la compañía. Estos análisis
realizados con base en los datos suministrados por
la empresa, buscan identificar a través de la
automatización de procesos las mejoras en la
eficiencia energética, que puedan representar un
ahorro importante en los recursos financieros de la
compañía y un mejor manejo del recurso energético,
en línea con su política ambiental, dentro de la cual
se encuentra estipulada como directriz de la alta
gerencia, el uso eficiente de la energía.
Teniendo en cuenta entonces, que la línea de
extrusión cuenta con grandes oportunidades dado la
falta de automatización, generando tiempos muertos
y mayores consumos energéticos, se propone
entonces realizar un sistema de control y secuencia
de arranque adecuados para los motores y
actuadores eléctricos, usando los elementos de
control presentes en la empresa proyectando un
tablero adicional donde se alojara el PLC y sus
componentes asociados. Dicho PLC accionará los
dispositivos de control para arranque y protección
de los motores eléctricos y recibirá las señales de
los pulsadores utilizadas en una lógica de
programación definida.
Los resultados se simulan con el fin de confirmar la
correcta programación de acuerdo a las necesidades
del cliente y del proceso reduciendo tiempos
muertos, uso de operarios e incluyendo elementos
de seguridad para las personas y equipos (mediante
el uso de alarmas y elementos de aviso ante daños o
Caracterización energética de ladrillera y
automatización de la línea de extrusión
Toro, Sebastian.
Universidad Distrital Francisco José de Caldas
Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
2
fallas en los motores eléctricos)
II. JUSTIFICACIÓN
La empresa dedicada a la fabricación de ladrillos,
ubicada en el municipio de Cogua, cuenta
actualmente con dos plantas con líneas de
producción mecanizadas en la etapa de extrusión,
transformación y cocción.
La empresa surge con el propósito de ofrecer a los
constructores del país materias primas para sus
proyectos dentro de estándares de calidad.
Dentro de sus políticas, la empresa ha declarado
su compromiso con el medio ambiente, en el cual se
destaca como uno de sus objetivos el uso eficiente
de la energía, ofreciendo productos de calidad como
el ladrillo tipo A, bloque tradicional y estándar,
estructural y portante y rejilla.
La empresa ladrillera, destina recursos humanos,
financieros y técnicos, para lograr el cumplimiento
de sus objetivos, con el fin de llevar a cabo
programas ambientales y energéticos,
implementando medidas de prevención y
compensación de los impactos ambientales y las
medidas de ahorro energético mediante la
implementación de sistemas de gestión de la
energía.
Dado la importancia que existe para la empresa en
temas ambientales y energéticos se propone realizar
un estudio de caracterización energética para
encontrar los potenciales de ahorro entre los que se
encuentran la automatización de los procesos
productivos, con los cuales se garantizara el
cumplimiento de los objetivos de la empresa
garantizando en corto plazo el mejoramiento de la
productividad y la competitividad de la
organización por vía de la eficiencia energética.
La empresa dentro de su proceso productivo,
presenta un consumo relevante e carbón térmico,
carbón coque y electricidad y en menor escala de
ACPM. El costo asociado a dicho consumo
energético representa un 32% del total de costos de
producción, por esta razón resulta de particular
interés abordar este ejercicio, analizando los
principales aspectos que permitan una
caracterización de la empresa desde el punto de
vista energético, toda vez que cualquier mejora en
su desempeño podrá repercutir de manera
importante en las finanzas de la empresa.
Para ello se propone la automatización de la línea
del proceso de extrusión en la operación y control
de la producción, mediante el empleo de un PLC,
este control se basa en una lógica definida por la
programación teniendo en cuenta las necesidades
reales de tiempo y secuencia del proceso.
De esta forma se espera optimizar el proceso,
mejorando el control y secuencia de arranque y
actuadores de la línea de extrusión.
III. FUNDAMENTOS TEÓRICOS
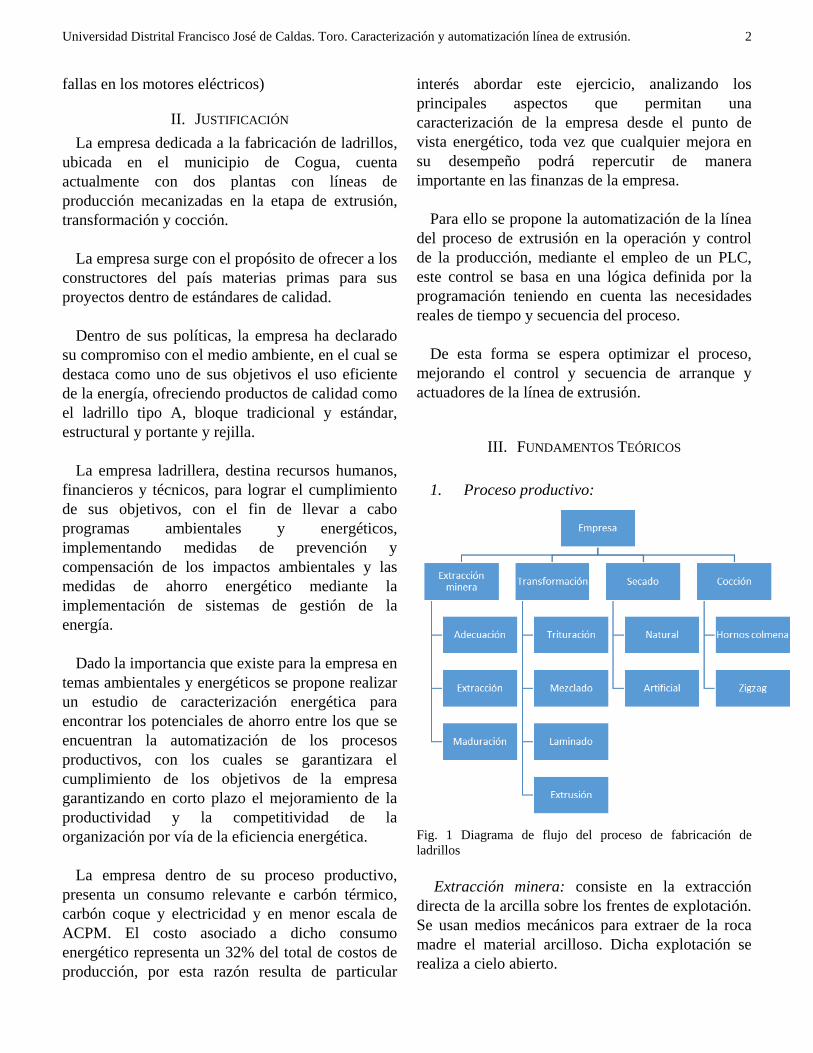
1. Proceso productivo:
Fig. 1 Diagrama de flujo del proceso de fabricación de
ladrillos
Extracción minera: consiste en la extracción
directa de la arcilla sobre los frentes de explotación.
Se usan medios mecánicos para extraer de la roca
madre el material arcilloso. Dicha explotación se
realiza a cielo abierto.

Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
3
a) Adecuación: se refiere a las labores de
remoción de la cobertura vegetal y descapote para
acceder a las capas de arcillas contenidas en el sub
suelo.
b) Extracción: consiste en la actividad
mecánica de extraer las arcillas sobre el frente de
explotación.
c) Maduración: la materia prima, una vez
extraída, se aplica en un cono, donde ocurre un
proceso de maduración, debido al proceso de
oxidación, de desgasificación y de rompimiento de
la arcilla.
Transformación:
a) Triturado: este proceso se refiere al molido
de las materias primas a través de un molino
desintegrador, donde se adecua la granulométrica de
las mismas, continua a la dosificación, comúnmente
realizado a través de una tolva.
b) Mezclado: consiste en la homogenización de
los diferentes tipos de arcillas, con la arena y el
agua para formar una pasta única.
c) Laminado: consiste en forzar a la arcilla
pasar entre dos masas de acero conformando
estructuras laminares con el fin de romper terrones
pequeños y consolidar el tamaño de partícula.
d) Extrusión: consiste en el paso forzoso de la
pasta de arcilla, por medio de una presión, en una
boquilla de moldeo, dando la forma de ladrillo, para
luego permitir que el producto ya compactado de
sección transversal constante y de gran longitud,
pase a la sección de corte que se ajusta dependiendo
de la longitud y forma del producto que se quiere
obtener.
Secado: busca eliminar la mayor humedad posible
del material cortado, mediante procesos naturales o
artificiales; dejándolo al ambiente o sometiéndolo a
temperaturas altas con secadores artificiales que en
su mayoría realizan el calor residual.
Cocción: se refiere a la cocción del material
cerámico seco, sometiéndolo a altas temperaturas
que van desde 800° a 1100° Celsius. Esta se realiza
en hornos de quema construidos en cerámica.
2. Diagrama energético productivo
Actualmente la empresa no cuenta con un sistema
de medición de consumo por área de producción,
sin embargo, mediante los valores de potencia
nominal y tiempo de utilización, se identificó que
las áreas de mayor consumo energético
corresponden a los procesos de transformación.
Fig. 2 Diagrama energético productivo de la ladrillera
3. Costos de la energía
Basados en valores promedios de los gastos y
costos mensuales de la empresa entregados por el
departamento contable, se encontró que, dentro de
la matriz de costos, la energía eléctrica representa el
10% respecto al total de costos de producción. Por
esta razón se priorizará el análisis de la línea de
producción con mayor consumo de energía eléctrica
que, como se mencionó anteriormente, es la línea de
transformación.

Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
4
Fig. 3 Gastos asociados al funcionamiento de la ladrillera
4. Identificación de oportunidades
Mediante la utilización de la herramienta de
Pareto, se identifica el proceso o sistema que
concentra la mayor parte del consumo de energía
eléctrica. De esta forma se priorizan las áreas que
deben ser optimizadas y en las cuales las
inversiones probablemente arrojaran los mejores
beneficios en retorno de inversión por mayores
ahorros.
A continuación, se muestra el diagrama de Pareto,
donde se identifican el área de producción de mayor
consumo de energía eléctrica.
Fig. 4 Diagrama de Pareto / Consumo de energía eléctrica por
área
Por lo tanto, resulta conveniente observar en
detalle este consumo mediante el uso de la
herramienta de Pareto, tal como lo muestra la figura
5, donde se evidencia que el equipo de extrusora
tiene el mayor consumo.
Fig. 5 Diagrama de Pareto / Consumo de energía eléctrica or
proceso
El uso de la extrusora en la fabricación de
productos en la ladrillera, tiene el consumo más alto
en la línea de producción, con promedio mes de
108.000 kW. Este equipo cuenta con un motor de
300 Hp, con un régimen de trabajo de 15 horas
aproximadamente al día. En este proceso se requiere
mayor fuerza para la elaboración dl producto y se
constituye como el corazón del proceso. Su
importancia la conocen a nivel gerencial, por tal
razón las mejoras tecnologías se enfocan para
asegurar su desempeño óptimo.
Teniendo en cuenta que la extrusora trabaja con
un sistema de control electromecánico, que fue
instalado hace aproximadamente 30 años, se
propone dar una solución, automatizando esta área
de producción mediante un PLC (Controlador
Lógico Programable), que pueda controlar el
proceso y optimizarlo.
IV. MATERIALES Y MÉTODOS
1. Económicos
Mediante la caracterización y la identificación de
buenas prácticas operacionales se identificaron
algunos problemas entre los que se encuentran el
diseño inadecuado de las líneas de producción, las
causas asociadas a este problema se pueden

Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
5
determinar por la ausencia de criterios de eficiencia
en la compra de equipos y maquinaria, el
sobredimensionamiento de las maquinas adquiridas,
baja planificación de los lotes de producción por
línea y mala calibración de las maquinas, entre
otros. Gracias a la identificación de los problemas
de la línea, se determina la automatización del
proceso, mediante la planificación, reingeniería,
modelos de programación y la propuesta de
instalación de equipos, los riesgos asociados al
proyecto se relacionan con las pérdidas de
producción durante la implementación y puesta en
marcha del proyecto.
A partir de la caracterización de costos de
producción, se desarrolló el siguiente análisis
financiero del proyecto identificado como base una
producción constante de 1.390.000 unidades mes y
un valor de venta promedio de $600 por unidad.
TABLA I
Costos de proyecto
DISEÑO LINEAS DE PRODUCCIÓN
COSTOS PROYECTO $ 80.000.000
VALOR ENERGIA MES $ 36.524.000
VALOR VENTAS UNIDADES CERAMICAS 600
No Und mes 1390000
% Reducción Energía 2%
% Aumento de producción 5%
% Perdidas extrusión 10%
% Reducción de perdidas 50%
Tiempo de retorno de inversión 1,89
Proyecto: diseño de líneas de transformación
Costo: $80.000.000
Meta proyectada:
Reducción de energía 2%
Aumento de la productividad 5%
Reducción de pérdidas 30%
Cálculo:
Producción: 1.390.000 und. Cerámica/mes
Consumo promedio de energía mes133350
kWh
Costo energía: $ 36.524.000
Valor promedio de venta Und cerámica: $
600
Tiempo de recuperación de la inversión:
2 meses, posterior a la implementación y puesta
en marcha (solo aplicado a cultura organizacional y
cambio tecnológico en la línea)
2. Operativos
A continuación, se describen la operación de la
maniobra en función del sistema eléctrico, usando
los mismos identificadores presentes en la planta
(por confidencialidad del cliente, no es posible
presentar el diagrama unifilar eléctrico) y los
elementos proyectados para las adecuaciones
necesarias para introducir el sistema de control:
Interruptor principal 2GQF: Punto de entrada de
la energía eléctrica al tablero principal, con circuito
auxiliar de parada de emergencia mediante los
interruptores 2SB1 y 2SB2.
Motor extrusora: Tipo de arranque estrella-
triangulo con controlador de corriente tipo ZEV.
Tiene también un indicador de corriente de trabajo
para usar como referencia por el operario para
identificar la humectación del material (corriente
del motor proporcional al nivel de humedad).
Motor alimentador extrusora: Arranque estrella
triangulo; se encarga de abastecer de material a la
extrusora.
Lubricación extrusora: La extrusora tiene un
sistema de lubricación para el sistema de engranajes
que usa una bomba de presión 13M1 con motor de
arranque directo (manual o con el motor de la
extrusora). El aceite se debe mantener a cierta
temperatura para mantener la viscosidad, esto se
logra con la resistencia 13R1, controlada (ON-OFF)
por termostato. Este sistema se replica para el motor
alimentador extrusora.
Arpón 1 y 2: Se ponen en movimiento mediante
los motores 17M1 y 17M2 que a su vez son
accionados por un contactor trifásico. Este contactor
será accionado por el PLC usando un relé. También

Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
6
cuenta con un interruptor termomagnético para
detectar sobrecarga y enviara la señal al PLC
mediante un contacto auxiliar.
Electroválvulas: Mediante dos contactores, 20K1
y 22K1 se accionan las electroválvulas 20YV1 y
20YV2; estas dejan pasar el aire a una presión
determinada para activar el sistema neumático que
acopla el motor con la maquina extrusora y permitir
la salida de material. El motor DEBE encender sin
estar acoplado a la extrusora de lo contrario podría
causar danos sobre el sistema.
Contactos auxiliares: se proyectan cinco relés, K6
a K10, como interfaz entre el sistema y el PLC. El
relé K6 indica si uno de los botones de emergencia,
distribuidos en la planta, ha sido accionado por uno
de los operarios. El relé K7 lleva la señal de la
cámara de vacío de la extrusora: si esta llena
significa que la entrada es mayor que la salida por
lo que el PLC debe suspender el sistema neumático
del alimentador de la extrusora para desalojar
material residual y continuar con el proceso de
forma automática. Los relés K8, K9 y K10 indican
que los motores de la extrusora, alimentador de la
extrusora y bomba de vacío están encendidos. Si
uno de estos motores está apagado no se debe
abastecer con material a la maquina extrusora.
Termomagnéticos: Todos los motores de la línea
de producción cuentan con interruptores
termomagnéticos, al ser accionados uno de ellos por
alguna sobrecarga o un problema eléctrico,
accionan un relé K11, en interfaz con el PLC, que
detiene el proceso y a la vez acciona una sirena de
alerta.
Motores principales: Los arranques de los
motores de potencia mayor o igual a 50HP, cuentan
con arranque electromecánico, cuando el contactor
de triangulo se activa, significa que el motor esta
encendido. Como estos motores permanecen activos
las 24 horas, se debe monitorear que no se apaguen
por lo que se usa dicho contactor para llevar la señal
al PLC. Si estos motores se apagan (por sobrecarga
o falla) se debe detener la extrusión evitando
afectaciones al resto del proceso.
Programación PLC: El programa de PLC está
realizado en lenguaje Ladder y se encuentra
dividido en 62 segmentos, del 0 al 43 se muestra el
código del programa en lenguaje Ladder, donde se
encuentran todas las instrucciones para que la línea
de extrusión pueda trabajar en MANUAL o
AUTOMATICO, y desde el segmento 44 al 62 se
muestra el código de programa escrito en lenguaje
de instrucciones para poder visualizar las alarmas
que sean accionadas; estos códigos de alarmas se
visualizaran en código binario por el BYTE 0 del
PLC, lo cual se proyecta para conectar un
visualizador mediante un dispositivo LCD. La tabla
2 describe el funcionamiento del programa:
TABLA 2
INSTRUCCIONES DEL PROGRAMA
BIT DESCRIPCION
I00 Presión de aceite de la extrusora
I01 Presión de aceite del alimentador de la
extrusora
I02 Presión de aire de la extrusora
I03 Presión de aire del alimentador de la
extrusora
I04 Interruptor de habilitación de las máquinas
para la línea de extrusión
I05 Interruptor para la parada de la línea en
caso de emergencia
I06 Sensor que indica que la cámara de vacío
esta funcionando
I07 Controlador de corriente del motor de la
extrusora
I10 Contacto del contactar triangulo del motor
extrusor (encendido)
I11 Contacto del contactar triangulo del motor
alimentador extrusora (encendido)
I13 Contacto que indica que uno de los
interruptores térmicos esta accionado
I20 Contacto del selector en posición de
MANUAL
I21 Contacto del selector en posición de
AUTOMÁTICO
I22 Pulsador de arranque del ARPON 1
I23 Pulsador de marcha del ARPON 1
I24 Pulsador de arranque del ARPON 2
I25 Pulsador de marcha del ARPON 2

Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
7
I26 Pulsador de parada de electroválvula de la
extrusora
I27 Pulsador de marcha de electroválvula de la
extrusora
I30 Pulsador de parada de electroválvula del
alimentador extrusora
I31 Pulsador de marcha de electroválvula del
alimentador extrusora
I32 Selector de exclusión de la electroválvula
alimentador extrusora
I33 Selector de exclusión para formas en caso
se llene la cámara de vacío
I34 Interruptor térmico para protección del
motor de ARPON 1
I35 Interruptor térmico para protección del
motor de ARPON 2
I36 Interruptor térmico para protección de la
electroválvula extrusora
I37 Interruptor térmico para protección de la
electroválvula alimentador extrusora
I40 Pulsador de marcha del cajón alimentador
I41 Pulsador de parada del cajón alimentador
I42 Pulsador de marcha de la forma 1
I43 Pulsador de parada de la forma 1
I44 Pulsador de marcha de la forma 2
I45 Pulsador de parada de la forma 2
I46 Pulsador de marcha de la forma 3
I47 Pulsador de parada de la forma 3
I50 Pulsador de marcha para el vaivén de tolva
I51 Pulsador de parada para el vaivén de tolva
I52 Pulsador de marcha para el biombo
I53 Pulsador de parada para el biombo
I54 Selector para la exclusión del vaivén de la
tolva
I55
Selector para la habilitación de la
electroválvula de humidificación del
material
I70 Interruptor térmico para la protección del
motor del vaivén tolva
I71 Interruptor térmico para la protección del
motor del cajón alimentador
I72 Interruptor térmico para la protección del
motor del biombo
I73 Interruptor térmico para la protección del
motor de la forma 1
I74 Interruptor térmico para la protección del
motor de la forma 2
I75 Interruptor térmico para la protección del
motor de la forma 3
I76 Interruptores de los térmicos de motores
laminadores y amasadora
I77 Contacto auxiliar de contactor triangulo de
motores laminadores y amasadora
Q00 Dato D0 para codificación de tipo de
alarma accionado
Q01 Dato D1 para codificación de tipo de
alarma accionado
Q02 Dato D2 para codificación de tipo de
alarma accionado
Q03 Dato D3 para codificación de tipo de
alarma accionado
Q04 Dato D4 para codificación de tipo de
alarma accionado
Q20 Acciona el motor de arpón 1
Q21 Acciona el motor de arpón 2
Q22 Acciona la electroválvula de la extrusora
Q23 Acciona la electroválvula del alimentador
de la extrusora
Q25 Acciona una sirena cuando la cámara de
vacío se encuentra llena
Q26 Acciona una sirena cuando se presiona el
interruptor de emergencia
Q27 Acciona una lámpara intermitente cuando
se activa un interruptor térmico
Q30 Acciona el motor del vaivén tolva
Q31 Acciona el motor del cajón alimentador
Q32 Acciona el motor del biombo
Q33 Acciona el motor de la forma 1
Q34 Acciona el motor de la forma 2
Q35 Acciona el motor de la forma 3
Q36 Acciona la electroválvula para la
humidificar del material
Q37 Acciona el pistón para limpieza de
laminadoras
M00 Indica que la presión de aceite de la
extrusora con presión normal
M01 Indica que la presión de aceite del
alimentador extrusora con presión normal
M04 Indica que las presiones de aire y aceite
están normal
M05 Indica que todos los motores se encuentran
encendidos
M06 Todos los interruptores térmicos se
encuentran desactivados
M10 Habilita el funcionamiento en manual
Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
8
M11 Habilita el funcionamiento en automático
M13 Los motores principales de encuentran
encendidos
M15 Habilita la exclusión de las formas
transportadoras
T37 Retardo a la desconexión por 5 s. para la
presión de aceite de la extrusora
T38 Retardo a la desconexión por 5 s. para la
presión de aceite de la alim. extrusora
T39 Retardo a la conexión cuando todas las
condiciones de automáticos están OK
T40 Tiempo de encendido de la sirena por 10 s.
De la cámara de vacío
T41 Tiempo de retardo a la desconexión por 40
s. De la forma 1 en automático
T42 Tiempo de retardo a la desconexión por 1 s.
De la forma 1 en manual
T43 Tiempo de encendido por 5 s. del tablero
de fuerza
T44 Retardo a la desconexión por 5 s. de los
pistones de laminadores
T45 Tiempo de retardo a la desconexión por 40
s. de los arpones 1 y 2
T50 Retardo a la conexión para inicio en
manual
T51 Retardo a la conexión para el inicio en
automático
V. RESULTADOS Y ANÁLISIS
1. Simulaciones
Para la programación se utilizó el software RS
Logix 5000 V20.01 de Rockwell y, herramienta
TRENDS, se visualizan las salidas y entradas en
tiempo real en forma de 1 y 0.
En la figura 6 se muestran las salidas del ARPON
1 y 2, las electroválvulas y la alimentación de la
extrusora. Las líneas 1, 2 y 3 son las entradas del
PLC para el funcionamiento en manual,
automático y bandera de habilitación en
automático respectivamente; en las líneas 4,5,6 y
7, que son las salidas del PLC, se puede observar
que cuando el selector se encuentra en posición
MANUAL los motores del Arpon 1 y 2 se
encienden y apagan con sus respectivos
pulsadores, lo mismo sucede con las
electroválvulas. Cuando el selector está apagado,
ninguno de los actuadores se habilita, en cambio,
cuando el selector está en AUTOMATICO estos
actuadores dependen de la bandera de habilitación
que, cuando está en APAGADO, las
electroválvulas se apagan y los arpones
permanecen encendidos por 40 segundos,
activando el retardo a la desconexión para
cumplir con la condición operativa de parada de
la maquina mayor a 30 segundos.
Fig. 6 Simulación de arpones y electroválvulas
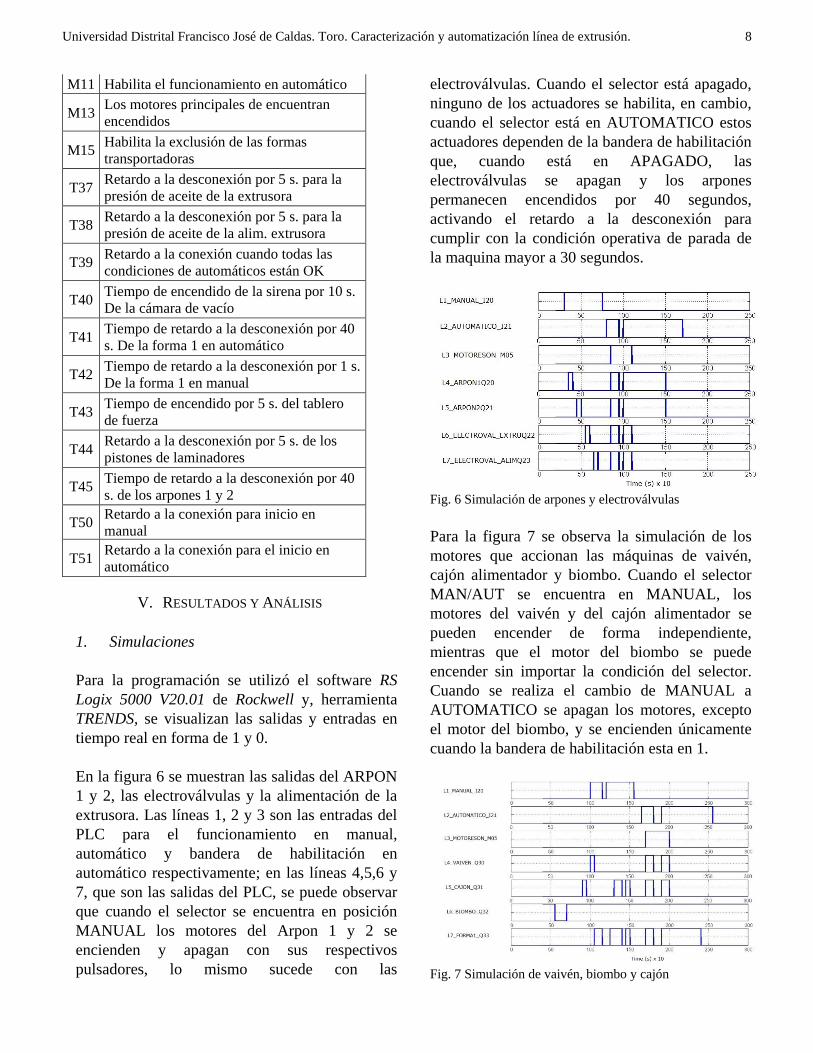
Para la figura 7 se observa la simulación de los
motores que accionan las máquinas de vaivén,
cajón alimentador y biombo. Cuando el selector
MAN/AUT se encuentra en MANUAL, los
motores del vaivén y del cajón alimentador se
pueden encender de forma independiente,
mientras que el motor del biombo se puede
encender sin importar la condición del selector.
Cuando se realiza el cambio de MANUAL a
AUTOMATICO se apagan los motores, excepto
el motor del biombo, y se encienden únicamente
cuando la bandera de habilitación esta en 1.
Fig. 7 Simulación de vaivén, biombo y cajón

Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
9
En la figura 8 observamos la simulación de las
formas (*bandas) transportadoras 1, 2 y 3, y la
electroválvula de la amasadora para la
humidificación del material. Cuando el selector
MAN/AUT está en la posición de MANUAL se
encienden los motores y la electroválvula en
forma independiente, al realizar el cambio de
MANUAL a AUTOMATICO el encendido de los
motores dependerán del accionamiento de la
bandera de habilitación, al poner en OFF la
bandera de habilitación, los motores se apagan
excepto el motor de la forma 1, este motor tiene
un retardo a la desconexión por 40 segundos,
porque no es necesario que se apague en este
periodo de tiempo, para así evitar arranques
innecesarios del motor.
Fig. 8 Simulación de bandas transportadoras
En la figura 9 se observa la simulación de las
alarmas; en la fila 1 podemos observar la marca
del PLC M_PRESIONES donde estarán
conectados los sensores de presión de aceite y
aire de la extrusora y alimentadora extrusora.
Cuando se genera una falla de presiones se
acciona la sirena de aviso SIR_TAB_PRINC por
un tiempo de 10 segundos, lo mismo sucede
cuando algunos de los motores principales se
apagan. En cambio, cuando se accionan alguno de
los guardamotores se acciona la marca del PLC
M_TERM_OK, en este caso se enciende la sirena
SIR_TAB_PRINC y una lámpara intermitente
color rojo.
Fig. 9 Simulación de alarmas
2. Resultados
Se pretende reducir la cantidad de fallas eléctricas y
mecánicas de los motores del sistema ya que se
asegura el correcto funcionamiento de los elementos
involucrados en el proceso de acuerdo a la
secuencia establecida por el cliente y personal de
mantenimiento.
El origen de las fallas que generaban paradas
inesperadas, requerían de un determinado tiempo
para su ubicación, estas paradas usualmente se
producían por sobrecarga de los motores eléctricos.
para ello los motores cuentan con un dispositivo de
protección, que al accionarse se cambia el estado de
la entrada del PLC al cual está conectado, esta falla
se visualiza en codificación binaria y así se puede
ubicar su origen con mayor rapidez.
Para la humidificación del material, el
accionamiento en forma instantánea de las
electroválvulas, reducirá el tiempo muerto que
generaba el operador de máquina, por realizar el
control manualmente
VI. CONCLUSIONES
Dado que el proceso es lineal, la automatización del
mismo resulta una excelente opción para
implementar y lograr los mejores resultados
posibles sin supervisión constante.
Hay varias técnicas de control que se pueden
utilizar (por ejemplo, PID que es la más usada a
nivel industrial) para el control de humedad, pero
dada la velocidad de las dinámicas del sistema y la
naturaleza de los actuadores (digitales) se opta por

Universidad Distrital Francisco José de Caldas. Toro. Caracterización y automatización línea de extrusión.
10
un control ON OFF, que resulta suficiente para las
exigencias del proceso.
La naturaleza de los actuadores es parte integral del
diseño y programación del controlador, por lo que
se debe realizar un diseño conjunto del controlador
y los actuadores para determinar el tipo de
controlador y de salidas necesarias para el control
del proceso.
Este proyecto, si bien plantea una solución a una
problemática de la empresa, instalando equipos
electrónicos para el control del proceso, se
necesitará capacitar al personal técnico para la
programación y mantenimiento al PLC.
El sistema que se pretende instalar, es flexible para
realizar ampliaciones adicionales e inclusión de
otros procesos que optimicen aún más la fabricación
de los ladrillos
REFERENCIAS
[1] C. J. Campos, (2008). Un modelo de gestión energética
para el sector productivo nacional. El hombre y la máquina,
(30), pp. 18-31.
[2] ICONTEC, (2011). NTC/ISO 50001, Sistemas de Gestion
de la Energia, Requisitos con orientacion para su uso,
Instituto Colombiano de Nomras Técnicas y Certificacion
(ICONTEC)
[3] Boyd, G., Dutrow, E. and: Tunnessen, W., (2008), The
evolution of the ENERGY STAR?? Energy performance
indicator for benchmarking industrial plant manufacturing
energy use, Journal of Cleaner Production, 16(6), pp.709–715.
[4] A. Barrientos, E. Gambao., (2014), Sistemas de
producción automatizados, Madrid, Universidad Politécnica
de Madrid. Escuela Técnica Superior de Ingenieros
Industriales. Sección de Publicaciones Dextra.