“carrier-gas enhanced atmospheric pressure desalination
TRANSCRIPT

“Carrier-Gas Enhanced Atmospheric Pressure Desalination (Dewvaporation):
Economic Analysis and Comparison to Reverse Osmosis and Thermal Evaporation”
Noah Abbas and Kehinde Adesoye
Chemical Engineering Undergraduate
University of Oklahoma
4/30/2007

Abstract
With freshwater resources stretched thin, James Beckman of Arizona State
University developed carrier gas-enhanced atmospheric pressure desalination, or simply
“dewvaporation”, which presents a viable option to easing water demands.
Dewvaporation works by evaporating pure water out of seawater with dry air. This now
humid air condenses the pure vapor while donating its heat to seawater aiding in
evaporation for the next cycle. This works to recycle heat and therefore gives it an
advantage over common thermal separation.
A mathematical model composed of differential equations made possible a
description of the process as well as an economic analysis. The results of this analysis
predict a fixed annual cost of about $1867 for a unit producing 1100 gal/day. This
corresponds to a cost of about $2.59/1000gallons. However, this cost considers using
steam to heat the air stream across the top of the tower. Cheaper methods may exist that
utilize solar power or waste heat from an existing plant.

Introduction
Desalination is the process of obtaining water from a solution of salt and water.
This is an important process for the future because of the high demand of pure water in
the world today. The very nature of our existence is dependent on the availability of
water. Making up two-thirds of the earth’s surface, the ocean is the main source water
available. Unfortunately seawater we need is not found fit for human consumption and
has to be acquired one of several technologies. The methods developed today still do not
remove salt from the water perfectly. The water still has some salt in it while the waste
product (brine) has some water in it.
The current methods used for desalination can be classified into two major
categories. These are membrane and thermal methods. Basically, thermal methods are
those in which heat-driven evaporation is the primary source of separation while
membrane methods are those in which a semi-permeable membrane is the main piece of
separation equipment. There are two common examples of these methods which are very
much used in different parts of the world. These are evaporation and reverse osmosis. A
more detailed explanation of these two follows.
World wide uses of these methods are equal at 50%2 each. These methods,
because of their common use, are good standards for comparison with dewvaporation.
Everyday, research and analysis are being carried out to create or evaluate new and
existing technologies for more economical results. Most of these new methods are still
generally stemming from already existing technologies. For example, dewvaporation has
deep roots in the current thermal methods. Generally, most new processes are geared
towards improvement in all areas of desalination.

Existing Technologies
Membrane methods - Reverse osmosis
Membrane methods of desalination rely on the passing of salt water feed through a semi
permeable membrane in order to separate salt from water. The most common membrane
method is Reverse Osmosis. Reverse osmosis is a method of desalination where the feed
solution is forced through a semi-permeable membrane resulting in the passage of high
water content solution and leaving behind a highly concentrated salt solution. Physically,
solutions flow from a high to low concentration region (osmosis), but the application of
pressure yields the opposite and water flows from the solution through the membrane
(reverse osmosis). The applied pressure has to be greater than the normal osmotic
pressure of the salt water. Osmotic pressure is as the pressure a solution exerts on a
membrane in an enclosed space due to the difference in solute concentration between
both sides of the membrane. As mentioned earlier, this process does not yield totally pure
water, the water and salts travel at different rates through the membrane. A schematic of
this process is shown below.
Fig. 1: A typical reverse osmosis plant
Pump
Membrane
Module
Brine
Pretreatment Post
Treatment
Saline Feed
Pure
Water

Usually, the process consists of four major parts. The first is the pretreatment
stage. This is necessary for most membrane methods because of the settling of
microorganisms and different particles in the feed water solution on the membrane
causing fouling. Various methods of pretreatment include addition of chemicals such as
chlorine to kill these microorganisms or ultra-filtration to separate them out. Pretreatment
also involves the addition of anti-scalants to prevent scaling on the membrane surface.
Scaling is the forming of salt precipitates such as calcium carbonate on the surface of the
membrane due to the concentration of salt ions at the membrane surface resulting in
saturation and then precipitation. This reduces the ability of the membrane to separate the
salt and water. Examples of anti-scalants include sulfuric acid.
The second is the pumping stage where the saline feed pressure is raised to the
calculated optimum for that plants operation. It must be larger than the osmotic pressure
of the saline feed. The third is the actual separation process in the membrane module.
During separation, not only one membrane is present, there are several layers of
membranes and several units of these membranes giving them the term modules. A
stream of pure water and another of brine leave this section. The last stage is the post
treatment stage. Post treatment in reverse osmosis desalination involves the use of salts
such as calcium and sodium to alleviate the effect of the acid added in the pretreatment
stage.
Calculated costs associated with reverse osmosis include the following:
Table 1: Reverse Osmosis Costs5,6
Desalination
method
Expected
recovery (%)
Operating cost
($/1000gal of product)
Capital cost
($/gal-day)
Energy requirements
(KWh/1000gal of product)
Reverse osmosis 50 2.50 – 4.00 4.00 - 10.00 26

The major source of expenditure is the membrane used. This is a complex web of
polymers designed to allow the passage of water while preventing the passage of salts to
an extent. Various designs have being suggested to increase the selectivity of these
membranes but these designs increase in price as they get better. Also because of fouling
and scaling, membrane designs are being evaluated for their performance levels also
increasing the cost of a membrane. A membrane lifetime is a maximum of two years and
usually need changing after that.
Thermal methods – Multi Stage Flash Desalination
These are processes involving the heating of salt water to evaporate the pure water and
condense it. This basic process has being in existence for centuries and is the first method
of desalination to be used in earlier forms such as boiling. Over the years, modifications
of this desalination process have being in effect and currently the most used type is the
Multi-Stage Flash Distillation (MSF). Currently, 80%7 of the world’s thermal
desalination products are from MSF desalination.
In this process, the salt water is first heated at high pressure and then transferred
into a chamber at a reduced pressure. Due to the drop in pressure at the beginning of each
chamber, the boiling temperature of water reduces causing it to evaporate. This process
of quick evaporation is usually referred to as ‘flashing’. Condensation of the vapor takes
place on the tubes of a heat exchanger that passes through the chamber. The heat
exchanger uses the feed water to cool the vapor before the feed enters the chambers. The
heat of vaporization during condensation is then transferred back to the feed stream and
the cycle continues. The flash chambers usually are between 15 and 252. The heat

released through vaporization makes this process able to use low heat sources to heat up
the feed at the start of the process. A schematic of the process can be seen below.
Fig 2: Schematic of Multi Stage Flash Desalination
Advantages of this process include the low cost of energy with availability of
waste heat and the insignificance of the quality of the saline feed reducing pretreatment
costs. Problems associated with the MSF method are high operating costs with no waste
heat available, corrosion and erosion. Corrosion and erosion are caused by the fact that
water is being passed through metal pipes, and also because of the speed at which the
water moves. The use of metals in this process is inevitable as high conductivity of heat
is especially needed for high yield. The use of stainless steel is very common to prevent
corrosion but this is very cost intensive. MSF plants are usually found in the Middle East
because of the large availability of cheap energy.
The major money guzzler for this process is the heat required to heat the salt
Waste
Brine
Condensate
Trays
Heat Vapor
Saline
Feed
Pure
Water
Pump
Heat
Exchanger

water. This is very much the main drive of the process and directly impacts the
production capacity. The following are some statistics about the MSF process.
1. Expected recovery – 20-30%
2. Associated costs – $12-$14/1000gal of product4
3. Energy requirements – 56KWh/1000gal of product5
A general description of the proportions in which these methods are being used in the
world compared to other membrane methods or thermal methods can be seen in the
following chart.
Distribution of desalination process in the world
Fig.3: Distribution of desalination processes used in the world
For these two major processes, the lifespan of a typical plant should be well
looked at. Even though thermal processes may seem to be more expensive than
membrane processes, their lifetimes are more than twice the lifetime of a membrane.
RO
(90%3 membranes)
Other
(10% membrane)
MSF
(84%6 thermal)
Other
(16% thermal)

Waste Disposal Techniques
Waste disposal methods in desalination are very particular to the system being
used and the surroundings in which they are used. In this paper, only the system used will
be used to evaluate different disposal methods as no particular plant is in consideration.
Waste from desalination plants can generally be divided into three parts. These are the
pre-treatment, actual process and post-treatment waste. The pretreatment methods
discussed above for the reverse osmosis plant is very similar to those of the MSF method
except for the concern of microorganisms and suspended particles fouling any part of the
system. The ultra filtration of these require correct disposal. Most pretreatment wastes are
solids although anti-scalant and chemical addition can constitute liquid waste.
The actual process waste varies depending on whether it is a thermal or
membrane process. For thermal processes, the wastes include concentrated brine and
dried salts. Some methods of disposal are returning the brine to its source, brine
evaporation and deep-well injection. Some gases may appear, examples of which are
carbon dioxide, oxygen and nitrogen. These require no special disposal method.
Membrane processes on the other hand produce less concentrated brine waste but have
membrane modules to dispose off as solids waste. The brine waste can be disposed in a
similar manner as the thermal methods. The membrane modules have no health hazards
or risk therefore they are placed in sand fills. Post treatment wastes are similar to those
obtained from pre treatment wastes and cane be disposed of in the same way.
Dewvaporation
This is a process invented recently by James Beckmann, an associate professor of

chemical engineering at Arizona State University. It uses novel ideas to implement salt
water desalination in the direction of thermal methods. The whole process is carried out
in atmospheric pressure and it uses air as a carrier gas for the water vapor. The heat
source can come from waste heat from an existing plant possibly bringing the heat costs
to zero. This process promises lower costs for saltwater desalination through this ability
to cut down on energy cost. The process flow diagram can be seeing below in Fig. 4 and
a description given.

Fig. 4: The flow diagram of a typical dewvaporation process
P
u
r
e
w
a
t
e
r
S
a
l
i
n
e
f
e
e
d
Inlet
Air
Blower
Added heat
(Qboiler)
Heat
Condensing water
Saline feed
Air
Evaporating water
Outlet
Air Ambient
Air

Process description
In this process, ambient air of known temperature and humidity is pumped at a
constant rate into the bottom of the evaporation chamber of the dewvaporation tower. As
air flows up, simultaneously, saline feed is flowing down from the top of the tower on the
same side along the heat transfer wall. Heat transfer occurs between the wall and the
saline feed and water evaporates from the solution into the ambient air serving as a
carrier gas. Concentrated salt water exits the tower from the bottom of the evaporation
side. The air, which has now increased in temperature and humidity flows from the top of
the tower. An external heat source is used to raise the temperature of the air before the air
flows down the dewformation side of the tower. Using steam as a heat source increases
the humidity of the air that goes into the dewvaporation side allowing more water to
condense. The increased temperature of the air from heating allows for this side to be
slightly hotter than the evaporation side initiating condensation and transfer of
condensate heat to the evaporation side through the wall. Both Pure water and air at
reduced temperature flow from the dewformation side of the tower. The air can be
recycled into the incoming air stream and pumped back into the system.
Economic analysis
The main objective in developing new technologies for desalination is to reduce cost. For
most desalination process, the two most important cost components calculated are the
operating and capital costs. The operating cost is the cost of running the process daily. It
is usually expressed as cost per unit energy or cost per unit of production. The capital
cost is that which comes from the equipment used in production. The capital cost
estimation usually comes from the calculation of some property of the equipment such as

area or capacity while the operating cost comes from a parameter that directly impacts the
production such as heat or pressure. In this case the heat added to the system is used. The
addition of these costs gives the total annual cost of the process. The first step in these
cost estimations was the derivation of mass and heat balances.
Tower Mathematical Model
The first step in designing the tower is generating the necessary operating
parameters such as temperature and flow rate settings. In the absence of a pilot plant, a
mathematical model gives the best estimates of these parameters and also makes some
optimization possible. For the dewformation tower, differential equations are adequate to
describe the heat and mass transfer.
Building a model of differential equations for the tower requires defining a
differential portion of the tower. The following diagram displays the boundaries of the
region:
Fig. 5: Differential Set Up
T1 = T5 +∆T
Air
Ve
1 2 3 5 4
dz
T5
z
z+dz T2 + dT
T2 q
T5
T5 + dT
dWe Air
Vd
G
FD FB
dWd
G

This tower is divided regions one through five. The first region is the humid air
containing the pure water vapor. As it dumps off heat to region two, its water vapor also
condenses into this region (dWd). Region two is therefore the pure water product (FD).
The heat of condensation of the water on the wall then moves over to the fourth region.
The fourth region is the seawater feed (FB) running along the wall on the evaporation
side. It receives the heat and is exposed to the dry air of region five. This forces the
evaporation of water (dWe) into region five.
V refers to the gas loading in units of moles of water vapor/ moles of air, while Vs
refers to the saturation gas loading. G is the flow rate of air minus the water vapor it
contains and is constant throughout the apparatus.
Integrating the mass and heat balances on this diagram describe the system from
top to bottom. The mass and heat balances started with the following analysis:
Region Mass balance Heat balance
1 ddzzz dWGVGV += + dzTThLdWhdTTGVhdTTGhTGVhTGh dvapVava )()()()()( 211111 −+∆++++=+
2 dzzdz FDdWFD +=+ qdTThFDdzTThLdWhThFD wdzzdvwz +−=−+∆+ + )()()( 22212
3 0 dzTTULq )( 42 −=
4 edzzz dWFBFB += + )()()( 5444 TThLdWhdTThFBqThFB evwdzzwz −+∆+−=+ +
5 edzzz dWGVGV += + )()()()()( 55545555 TGVhTGhdzTThLdWhdTTGVhdTTGh vaevapVa +=−+∆++++
Table 2. Mass and Heat Balances
For example, the mass balance on the first region has terms accounting for the water
vapor inputs and outputs to the region along with the small amount of water dumped off
into the pure water product flow. The same quantity of air (G) goes into and out of the
region such that the term cancels. The heat balance has terms accounting for the enthalpy
of air (Gha(T1)) and water vapor (GVhv(T1)) that enter the region. Exiting the region is
the new enthalpy of the air and water vapor as well as the heat leaving with the

condensed vapor (∆hvapdWd) and also the heat given to region two due to the temperature
difference (hL(T1-T2)dz).
The next step is to convert these equations into differentials that can be solved in
a step wise fashion. The derivations ran as follows:
Region 1
Mass balance
dDZZ dWGVGV += +
dzzzd GVGVdW +−=
11
dTdT
dVGdW
s
d =
Heat balance dzTThLdWhdTTGVhdTTGhTGVhTGh dvapVava )()()()()( 211111 −+∆+−+−=+
dzTThLdWhdTTGVhTGVhdTTGhTGh dvapVvaa )()()()()( 211111 −+∆=−−+−−
dzTThLdWhdTCpGVdTGCp dvapvs
air )( 2111 −+∆=+
Substituting the mass balance,
dzTThLdTdT
dVGhdTCpGVdTGCp
s
vapvs
air )( 2111
11 −+∆=+
1
211
)(
dT
dVGhCpGVGCp
dzTThLdT
s
vapvs
air ∆−+
−=
Note: sVV < then shh = , 01
=dT
dV s
and 3TT =
Region 2
Mass balance
dzzdz FDdWFD +=+
Note: mass balance = 0 until sVV >
Heat balance

qdTThFDdzTThLdWhThFD wdzzdvwz +−=−+∆+ + )()()( 22212
Rearranging and substituting with the mass balance qdzTThLdWhdTThdWFDThFD dvwdzwz =−+∆+−+− )()()()( 21222
dzTTULqdzTThLdWhdTThdWdTThFDThFD dvwdwzwz )()()()()( 422122222 −==−+∆+−−−−dzTTULdzTThLhdTThdWdTCpFD vwdwz )()())(( 4221222 −=−+∆+−−
Region 4
Mass balance
edzzz dWFBFB += +
Heat balance
outevwdzzinwz qdWhdTThFBqThFB +∆+−=+ + )()( 33
Substituting mass balance
outevwdzzinwz qdWhdTThFBqThFB +∆+−=+ + )()( 33
outevinwezwz qdWhqdTThdWFBThFB +∆=++−− )()()( 33
outinevwewz qqdWhdTThdWdTCpFB =+∆−++ )( 33
dzTTLhdzTTLhdWhdTThdWdTCpFB evwewz )()()( 5445422433 −=−+∆−++
wz
weev
CpFB
dTThdWdWhdzTTLhdzTTLhdT
)()()( 4422454454
+−∆+−−−=
Region 5
Mass balance
edzzz dWGVGV += +
55
dTdT
dVGdW
s
e =
Heat balance )()()()()( 55545555 TGVhTGhdzTThLdWhdTTGVhdTTGh vaevapVa +=−+∆+−+−
dzTThLdWhdTTGVhTGVhdTTGhTGh evapVvaa )()()()()( 54555555 −−=∆+−−+−−
dzTThLdWhdTCpGVdTGCp evapairs
air )( 5455 −−=∆++
dzCpFD
TThL
CpFD
TTUL
CpFD
hdTThdWdT
wzwzwz
vapwd
−−
−+
∆+−=
)()())((214222
2

dzTThLdTdT
dVGhdTCpGVdTGCp
s
vapairs
air )( 5455
55 −−=∆++
5
545
)(
dT
dVGhCpGVGCp
dzTThLdT
s
vapvs
air ∆++
−−=
The results are summarized in the following table:
Table 3. Results of Mass and Heat Balances
Region Mass Balance Heat Balance
1 1
1
dTdT
dVGdW
s
d =
1
211
)(
dT
dVGhCpGVGCp
dzTThLdT
s
vapvs
air ∆−+
−=
2 dzzdz FDdWFD +=+
4 edzzz dWFBFB += +
wz
weev
CpFB
dTThdWdWhdzTTLhdzTTLhdT
)()()( 4422454454
+−∆+−−−=
5 5
5
dTdT
dVGdW
s
e =
5
545
)(
dT
dVGhCpGVGCp
dzTThLdT
s
vapvs
air ∆++
−−=
In certain cases these equations make take different forms. For example, the
result of the heat balance on region one only takes the form shown in Table 3 when Vd
exceeds Vsd. This indicates that the air is currently holding more water than is possible
given the saturation gas loading. It must therefore dump off water to region two,
resulting in bulk heat transfer. When it is lower, the last term in the denominator is zero
because no water moved across the boundary of regions one and two in that differential
step. This may be the case when hot humid air first enters the top of the tower on the
dzCpFD
TThL
CpFD
TTUL
CpFD
hdTThdWdT
wzwzwz
vapwd
−−
−+
∆+−=
)()())((214222
2
dewformation side and has yet to experience significant cooling. However, when the
heating is done via adding steam, the air stream remains saturated even though it is at a
higher temperature. This is the case in the model presented here. The same situation
arises in region five regarding the last term in its denominator and Ve’s relationship to
Vse.
The heat and mass balances on region three are trivial and not displayed. The
only affect region three has on the heat transfer is to alter the heat transfer coefficient
between regions one and two. When Vsd exceeds Vd, no water product has formed and
therefore region two does not exist. The resulting heat transfer coefficient is the result of
air’s forced convection with metal rather than air’s forced convection on water.
Solving the Model
Microsoft Excel put the model to the test. The spreadsheet takes the equations
and integrates them from the top of the tower to the bottom. Starting at the top of the
tower, the user has several variables that he may manipulate as settings for column
operation. These include Q, ∆z, Z, G, FB, L, T5 top, and T4 top.
Q is the heat added to the air stream as it crosses over the top of the column from
the evaporation side to the dewformation side. Because the heat goes in as steam, the air
is still saturated as it enters the other side even though its temperature is slightly higher.
The amount of water it holds also increases because of the water added as steam. ∆z is
the incremental height of the column and therefore refers to the step size of each
calculation as the integration moves down the tower. Its summation gives the height of
the tower. G is the air flow up the evaporation side and down the dewformation side and
is constant throughout the tower. FB is the feed flow rate of the seawater/brine, L is the

width of the tower, T5 if the temperature of the air as it exits the top of the evaporation
side, and T4 is the temperature of the feed. T4 is not very flexible since the user is
restricted to using ocean temperatures near his plant.
The results of this integration include the heat required as well as the necessary
heat transfer area of the column. These are the two main cost parameters in designing the
column. To start the integration the spreadsheet had the following headings:
Table 4. Spreadsheet Headings and Layout*
*Note: James Beckman’s numbers for the saturation humidity did not agree with those found in Perry’s
Chemical Engineers Handbook. The results reported here are using saturation calculations from Perry’s.
Otherwise the spreadsheet gives no significant product flow rate.
The spreadsheet keeps track of all relevant parameters and variables needed in calculating
them as it integrates down the column. It has a column for the temperature changes, mass
exchanges, and humidity based on temperature down the column.
Results
The first result to consider from the spreadsheet is the temperature profile. When
the temperatures follow expected trends and match existing data, the model gains
credibility. Figure 6 displays the temperature profile down the column:
Temperature Down the Tower
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
0 100 200 300 400 500 600 700 800
Distance from Tower Top (cm)
Tem
per
atu
re (
deg
. C
)
T Air Dewformation Side
T Pure Water Product
T Seawater/Brine
T Air Evaporation Side
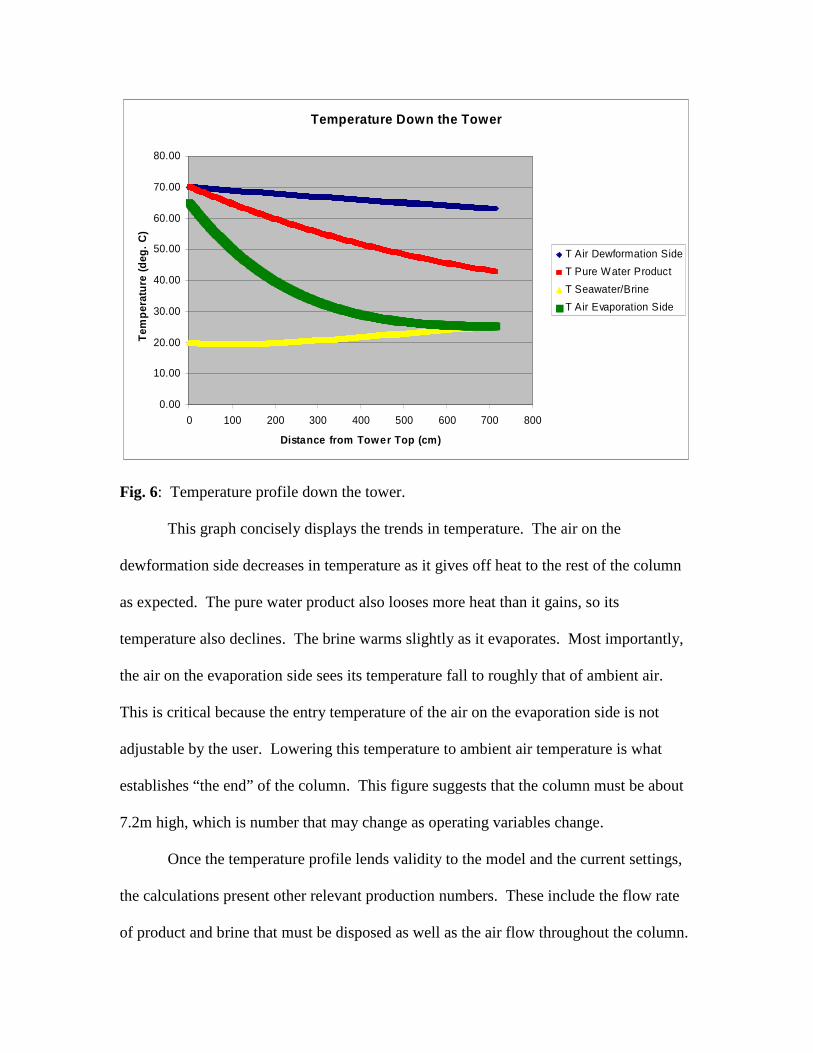
Fig. 6: Temperature profile down the tower.
This graph concisely displays the trends in temperature. The air on the
dewformation side decreases in temperature as it gives off heat to the rest of the column
as expected. The pure water product also looses more heat than it gains, so its
temperature also declines. The brine warms slightly as it evaporates. Most importantly,
the air on the evaporation side sees its temperature fall to roughly that of ambient air.
This is critical because the entry temperature of the air on the evaporation side is not
adjustable by the user. Lowering this temperature to ambient air temperature is what
establishes “the end” of the column. This figure suggests that the column must be about
7.2m high, which is number that may change as operating variables change.
Once the temperature profile lends validity to the model and the current settings,
the calculations present other relevant production numbers. These include the flow rate
of product and brine that must be disposed as well as the air flow throughout the column.

Air flow seemed to have the most dramatic influence on the production flow rate, column
height, and heat required to run the tower. The results of varying air flow are displayed
in the following table and figures:
Table 5: Tower Results
Design G mol/h
Qboiler J/hour FD gal/day FB gal/day FAC $
Cost $/1000gallons
1 1000 290700 187.85 954.77 $1,557.14 $2.59 2 2000 581400 272.06 870.56 $1,665.91 $1.92 3 3000 872100 562.05 580.56 $1,725.26 $0.96 4 4000 1162800 749.33 393.29 $1,773.35 $0.74 5 5000 1453500 936.60 206.01 $1,830.24 $0.61 6 6000 1744200 1123.76 18.85 $1,867.10 $0.52
Product Flow vs. Air Flow
0
200
400
600
800
1000
1200
0 1000 2000 3000 4000 5000 6000 7000
Air Flow Mol/hr
Pro
du
ct F
low
gal
/day
Fig. 7: Product Flow vs. Air Flow

FAC vs. Air Flow
1000.00
1100.00
1200.00
1300.00
1400.00
1500.00
1600.00
1700.00
1800.00
1900.00
2000.00
0 1000 2000 3000 4000 5000 6000 7000
Air Flow mol/hr
FA
C $
Fig. 8: FAC vs. Air Flow
An interesting observation is that the model predicts very little change in flow rate
(Less than a half a gallon/day for each 5C) when altering the temperature increase of the
air across the top of the tower. This is probably because under additional heating the
humid air on the dewformation side must experience more cooling to drop off the same
amount of water. However, the air flow results in large changes because exposure to
more air forces more drying.
Upping the air flow also increases flow rate of product. Because the flow rate of
the product is higher, the brine flow rate is lower thus leading to savings on brine
disposal. Therefore, the benefits of increasing the flow rate, that is, a higher product flow
and less brine disposal, far outpace the downside, which includes higher energy cost and
larger process equipment.

Another important factor in design consideration is the concentration of the brine
at the tower exit. If this concentration should fall below the solubility of salt in water
(374 g/L), crystals will form on the inside of the tower. This is obviously undesirable
because it can cause blockage and therefore the flow may back up. The following table
considers this important aspect of each design.
Table 6. Design Feasiblity Design Seawater Flow L/hr Total Salt g/hr Brine Flow L/hr Brine Concentration g/L
1 180 5406 151 35.9 2 180 5406 137 39.4 3 180 5406 92 59.0 4 180 5406 62 87.2 5 180 5406 32 166.4 6 180 5406 3 1818.2
The findings in Table 6 unfortunately indicate that design six is not a possibility because
the concentration exceeds the solubility limit of salt in water.
The model predicts a price per 1000 gallons of about $2.59 when considering heat
requirements and brine disposal. This falls within the range of $3.70 to $1.70 predicted
by James Beckman’s pilot plants10 and is competitive with existing methods such as
reverse osmosis and evaporation.
Discussion and Conclusion
Dewvaporation is one of several solutions to growing water demands. Further
research into the implementation of solar energy to make the process even cheaper can
make the process more appealing to communities looking to add to their current water
production. According to this mathematical model, air flow is the most important
production parameter when considering a dewvaporation plant.
Definitions of Notations and Variables

dWd Differential Amount of Water Added to FD
dWe Differential Amount of Water Evaporated
FB Seawater Flow
FD Pure Water
G Air Flow
T Temperature
V Gas Loading (moles water vapor/ moles of air)
Vs Gas Loading at saturation humidity
Q Heat
Z Column Height
References
1. Miller, James E. “Review of Water Resources and Desalination Technology”.
March 2003. Albuquerque, NM.
http://www.sandia.gov/water/docs/MillerSAND2003_0800.pdf
2. Krishna, Hari J. “Introduction to Desalination Technology”.
http://www.twdb.state.tx.us/Desalination/The%20Future%20of%20Desalination
%20in%20Texas%20-%20Volume%202/documents/C1.pdf
3. Beckman, James. “Carrier Gas-Enhanced Atmospheric Desalination: Final
Report”. Arizona State University. October 2002.
4. Chaudhry, Shauhid. “Unit Cost of Desalination”.
http://www.owue.water.ca.gov/recycle/desal/Docs/UnitCostofDesalination.doc
5. R. W. Baker et al. Membrane Separation Systems. 1991, Noyes Data
Corporation.
http://www.knovel.com/knovel2/Show_Text.jsp?SetID=5950749&SpaceID=0&V
erticalID=0&BookID=312&NodeID=1885127923&SearchType=0&SearchMode
=true&HTML=false&TextID=2&Random=541172436
6. US Army Corps of Engineers. “Waste Disposal”.
http://www.usace.army.mil/publications/armytm/tm5-813-8/c-10.pdf (waste
disposal)
7. http://www.hwsdesalination.com/multi%20stage%20flash%20desalination.html
8. Frenkel, Val. “Desalination Methods, Technology, and Economics”. Kennedy and
Jenks Consultants
http://www.idswater.com/Common/Paper/Paper_90/Desalination%20Methods,%
20Technology,%20and%20Economics1.htm (diagrams)

9. Beckman, James and Bassem .M. Hamieh. “Seawater Desalination Using
Dewvaporation Technique: Experimental and Enhancement Work with
Economic Analysis.” Arizona State University. September 2003.
http://www.desline.com/articoli/6604.pdf (Dewvaporation)
10. Desalination , Multistage Flash.”
http://www.uwec.edu/piercech/desalination/MSF.htm
11. Peters, Max S. and Klaus Timmerhaus. Plant Design and Economics for
Chemical Engineers. McGraw-Hill 2003.
12. Winnick, Jack. Chemical Engineering Thermodynamics. John Wiley & Sons.
1997.
13. Welty, James R. et al. Fundamentals of Momentum, Heat, and Mass Transfer.
4th edition. John Wiley & Sons 2001.
14. Perry, R. H. Editor. Perry’s Chemical Engineers Handbook. 7th Edition.
McGraw-Hill 1997.
15. EPA. “Drinking Water Advisory: Consumer Acceptability Advice and Health
Effects Analysis on Sodium”. February 2003.
16. Patnaik, Pradyot. Handbook of Inorganic Chemicals. McGraw-Hill. November