cartones ponderosa s.a de c.v. -...
TRANSCRIPT

Copyright © 2005 Rockwell Automation, Inc. All rights reserved. 1
Eng. Mr. Jorge Salcido Gtz.
Cartones Ponderosa S.A de C.V.
System Upgrade for the control system for The Cerrey Boiler

Agenda
• Introduction• Who is Cartones Ponderosa• Products & Services• Paperboard Manufacturing Process• Steam Diagram• Design features for Cerrey Boiler.• Justification• Objective• Why Rockwell Automation?• How developed the project• Control Arquitecture• Schedule of previous activities and execution• Before & After• Advantages

Who is Cartones Ponderosa S.A. De C.V.
• Cartones Ponderosa is part of OEM group.
• Cartons Ponderosa is the leader in Mexico in the production and marketing for the recycled coated cardboard used in making packaging folding.
• Cartones Ponderosa account with more than 50% of Participation in the national production, Cartones Ponderosa is the only one exporter in its field.
• Cartones Ponderosa began their operations in San Juan del Río, Qro. In 1979 with an installed capacity of 60,000 tons per year.
• Today it has reached an annual capacity of 240,000 tons, due to continued investments in technology that have been made over the years, being one of the folding carton plants more efficient and productive in the American continent.

Products & Services...
• Cartons Ponderosa offers a wide range of products to meet the diverse needs of the end user. The technology allows high capacity in short time, the products are prepare in sheets placed on pallets or rolls in the measures demanded by customers.
• The design features of the cardboard machine and process equipment, which together with the high level of facilities and intelligent control systems, can offer a superior product based on uniformity of weight, size and moisture content, both in sense transverse and longitudinal leaf, which helps ensure a uniformity in the printing process:
• Coated Paperboard (EPL, ERB, EPH).• Paperboard Uncoated (MP, MRB).
• For all grades of cardboard manufactured, with the exception of cardboard for the same antifungal properties as required end-use is compliant with the protocol of the FDA (Food & Drug Administration) that allows our product to be used in the manufacturer of packaging that food contact.

Paperboard Manufacturing Process and the importance of the steam in our process.
Winder
Coils
Customer
Steam Steam Steam Steam
PowerPlant
CerreyBoiler
Effluent
AuxiliarBoiler
42 ton/hr25 ton/hr
67 ton/hr
Dryers CoilerCoaterPresesFormation Tables
PulpPrep.
Raw.Material
Finish
Customer

Consumption of plant
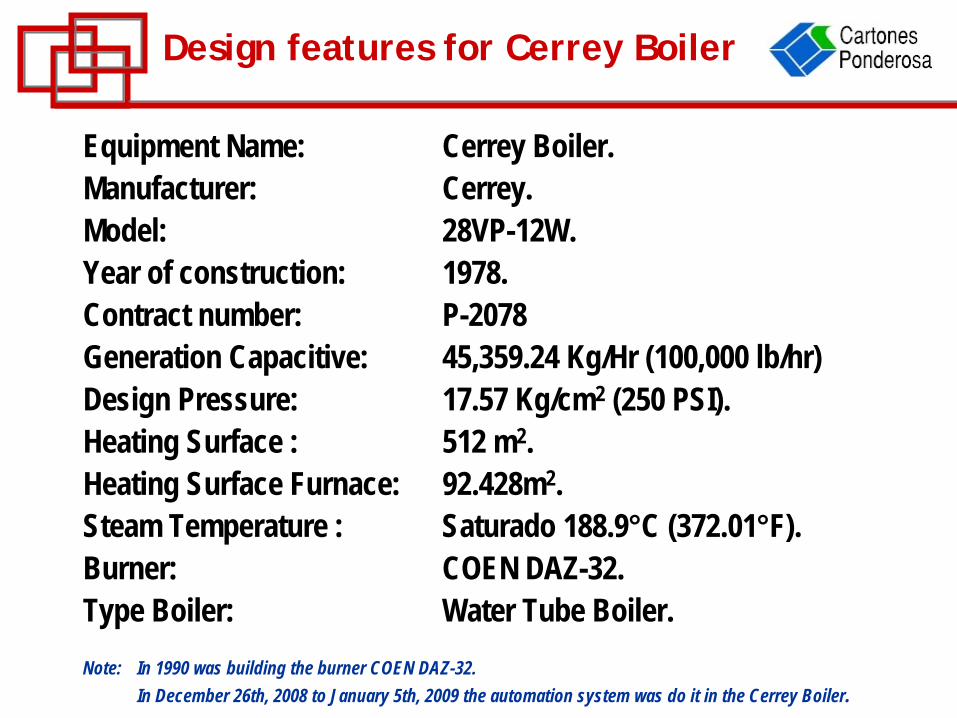
Design features for Cerrey Boiler
Equipment Name: Cerrey Boiler.Manufacturer: Cerrey.Model: 28VP-12W.Year of construction: 1978.Contract number: P-2078Generation Capacitive: 45,359.24 Kg/Hr (100,000 lb/hr)Design Pressure: 17.57 Kg/cm2 (250 PSI).Heating Surface : 512 m2.Heating Surface Furnace: 92.428m2.Steam Temperature : Saturado 188.9°C (372.01°F).Burner: COEN DAZ-32.Type Boiler: Water Tube Boiler.Note: In 1990 was building the burner COEN DAZ-32.
In December 26th, 2008 to January 5th, 2009 the automation system was do it in the Cerrey Boiler.

Project Justificación
• It was necessary to update the controllers for burning because they were obsolete and had the latent risk of a major fault.
• Given the importance of the boiler was necessary to have a system with the necessary tools for failure analysis, (alarms, trends, etc.)
• To comply with the guidelines of NFPA 85, the system should be very robust and reliable as well as being able to communicate with other devices in a friendly way.

Why Rockwell Automation?
• Rockwell Automation is a company with a great technological support, professional and human.
• Rockwell Automation gave us confidence, seriousness and professionalism the way which they handled the proposal, compared to its competitors.
• Rockwell Automation realized the commitment in writing to complete the project in 8 weeks, since the decision was taken on November 17th and activities of the strike, which began on December 28th, 2008 and we only had 8.5 days to develop the entire migration.
• It was the perfect time start to working with the ControlLogix platform as we seek to migrate our AB STATIONS existing and the PLC5 to CLX's in the plant.
• Rockwell Automation considered the training in the final proposed.

Project Objective
• To perform the migration of combustion control system, protection systems (BMS) and panels for starting and stopping motors for the auxiliary services in 7 days compliance with the security protections testing, characterization, etc. And with full adherence to the NFPA 85.

How developed the project...
• The servomotors was change (forced draft fan, secondary air to air box).
• Some instruments were change, for example the pneumatics for electronics equipments.
• In the project were installed two powerful ControlLogix with HART communication boards.
• Using Ethernet communication got a PC with the operating screens, for which the operation was the most transparent and like the previous one.
• The type of flame failure detection was changed.• The Control room was changed.

Proposal Scope
• Developed for the HMI.• Control System Configuration.• Programming for Safety System.• Operation Level Dome low load or start.• Operation Level Dome in normal operation.• Characterization for the Boiler.• Site services.• Training.

Architecture
• Boiler-Control Logix Processor 1756 L61.-Analog Input/output Interfaces (Hart).-Digital Input/output interfaces.-Ethernet scanner
• Configuration Services for-Control Logix Processor 1756 L61.-Analog Input/output Interfaces (Hart).-Digital Input/output interfaces.-Ethernet scanner
• Communications
• Supervisory Software
• Alarms Configuration
• Configuration Suite
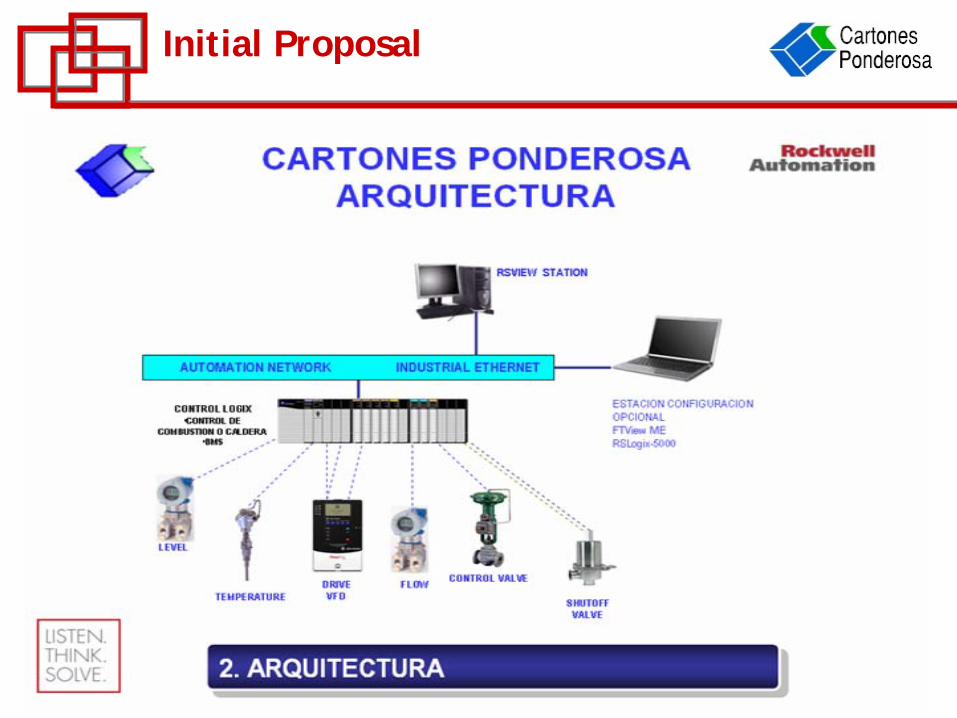
Initial Proposal
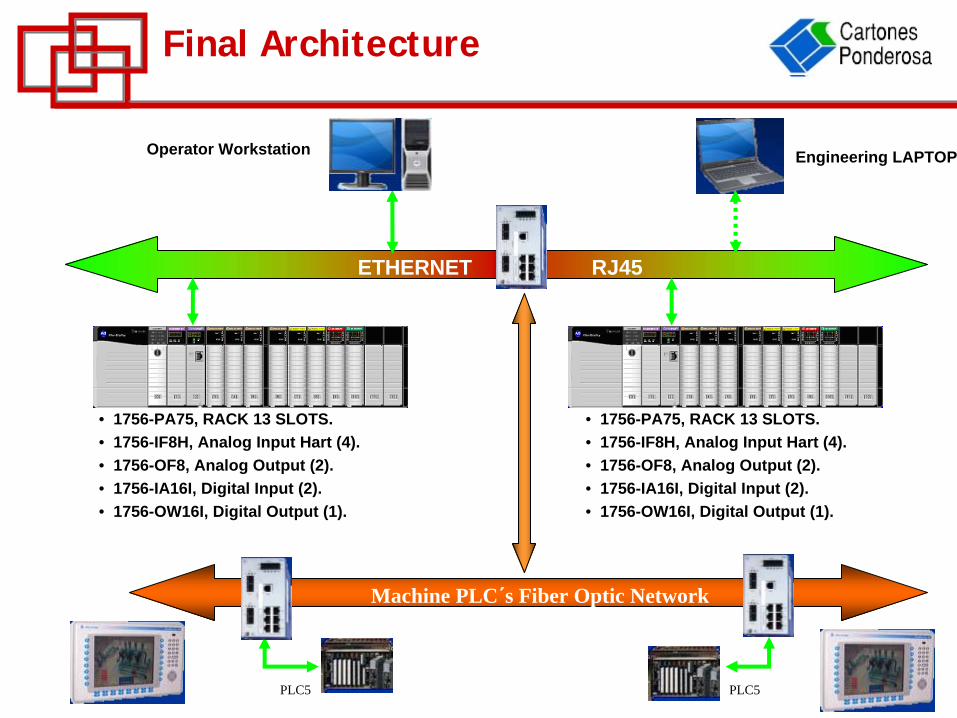
ETHERNET RJ45
• 1756-PA75, RACK 13 SLOTS.• 1756-IF8H, Analog Input Hart (4).• 1756-OF8, Analog Output (2).• 1756-IA16I, Digital Input (2).• 1756-OW16I, Digital Output (1).
• 1756-PA75, RACK 13 SLOTS.• 1756-IF8H, Analog Input Hart (4).• 1756-OF8, Analog Output (2).• 1756-IA16I, Digital Input (2).• 1756-OW16I, Digital Output (1).
Machine PLC´s Fiber Optic Network
SW
PLC5 PLC5
Operator Workstation Engineering LAPTOP
Final Architecture

Activities previous to Machine Shutdown
October
Visit to Facilities in Orizaba 24
November
Cabinet Building 09-16
December
Configuration of PlantPAx RevisionHMI Graphics Revision 15-17
Functional SpecificationPurchase Order
13-23
Documentation Review by Plant 28/Nov-09/Dic
FAT 17-18
Equipment Shipment to Plant 19-20
22-26Cabinet InstallationEng. From Rockwell Arriving
8 WeeksTotal Shutdown time
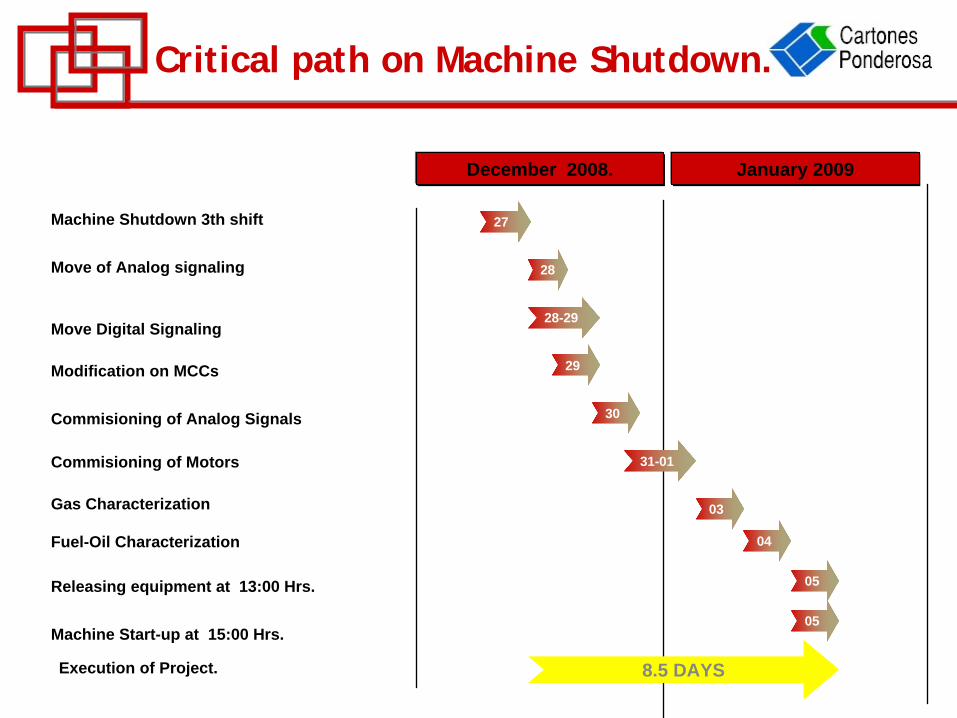
Critical path on Machine Shutdown.
December 2008.
Machine Shutdown 3th shift 27
January 2009
Move Digital Signaling28-29
Move of Analog signaling 28
Modification on MCCs 29
Commisioning of Analog Signals 30
Commisioning of Motors 31-01
Gas Characterization 03
Fuel-Oil Characterization 04
Releasing equipment at 13:00 Hrs. 05
Machine Start-up at 15:00 Hrs.05
8.5 DAYSExecution of Project.

Advantages
• Risk reduction of long major fault due to obsolete equipment.
• Easy operation using Operator Workstation in a PC.
• Secuence of Event strategy implemented.
• Ignition secuence monitoring & Fail tracking.
• Alarms and Historic Data.• System Implemented is the
basis to scale up & optimize it.• Etc,

Before...

After

Future Enhancements
• Remove the old servomotor from VTF and install a new Variable Speed Driver due to dampers are operation beetwen 30-50% most of the time, justifyed by energy savings (Process).
• Cost analisys system aquisition, to track power & steam consumptions.
• Upgrade to redundant system the combustion & BMS PLC.

Project Team
Cartones Ponderosa Rockwell AutomationResponsible:Ing. Saúl Guzmán EspinozaPlant General CoordinatorProject Leader: Project Leader:Ing. Jorge Salcido Gutierrez Ing. Francisco GarduñoSppte. of Instrumentation & Control Application Engineer
Instrumentation & Control Depmnt. Ing. Vicente VillalpandoIng. Antonio Yépez Cabrera Boilers ExpertInstrumentation CoordinatorIng. Carlos Raúl Aguilar Zuñiga Ing. Aldo Cartamin LeyvaControl Engineer Application Engineer
Ing. Matías González SSB Process Area Manager

Questions………..?????

Copyright © 2005 Rockwell Automation, Inc. All rights reserved. 24
Thanks…….