casting defects lecture
TRANSCRIPT
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 1/16
5/31/20
DMMEBan ladesh Uni ver si t o f En ineer in and Techno lo
MME 6203
Advanced
Topics
in
Foundry
Engineering
u
Casting Defects1. Oxide Films
A.K.M.B. Rashid
Professor, Department of MME
BUET, Dhaka
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 2/16
5/31/20
Today’s Topics
Oxide film defects
Formation of surface film
Incorporation of surface film into the bulk liquid
Effect of entrained film
eac va on o en ra ne m
Elimination of entrained film
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 03 of 32
Casting Defects
Oxide films and bubble trails
Segregation, inclusion and gas porosity
Shrinkage cavity
Hot tear and cold crack
Residual stress
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 04 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 3/16
5/31/20
Film Forming Reactions
Two most important film‐forming reactions:
M + H2O = MO + 2[H]
CxHy = xC + y[H]
.
2. Formation of graphite film by decomposition
of hydrocarbon
Both reactions
result
in
the
increase
of
hydrogen
in
liquid
metal, causing an increased tendency to pore formation.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 05 of 32
Surface Film FormationCopper and its alloys
In moist, oxidising environment
[O] diffuses and reacts with copper to form Cu2O, which
goes into solution (for up to 0.14 % oxygen) and the excess
amount dispersed into liquid as precipitates. So no oxide
“film” is produced.
No oxide is formed.
Thus, liquid copper is free from film problem in most cases.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 06 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 4/16
5/31/20
Most zinc‐based castin are made from ressure die
Zinc and
its
alloys
Surface Film Formation
casting alloys, which contains up to 4 % Al.
This Al creates a thin film of Al2O3 protects the iron and steel machine parts from zinc attack.
in case of extreme turbulence, this film causes air entrapment andreduces casting quality.
But these problems remained tolerable due to low melting
an cas ng empera ures.
Other Zn‐based alloys containing higher amount of
aluminium (e.g., ZA
series;
contain
8‐27
%
Al)
and
are
highly problematic alloys because of severe film formation.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 07 of 32
Aluminium and its alloysSurface Film Formation
2 3 , .
For pure Al, the film is initially γ‐Al2O3, which inhibits further oxidation. After an incubation period, it transforms into α‐Al2O3, which allows oxidation at a faster rate (7x10‐7 kg/m2/s).
Since the oxide is impervious to the diffusion of both metal and oxygen,how can further growth occur after the first molecular thickness?
The film is porous and fresh supplies of liquid metal arrive at the
surface of the film, not by diffusion (which is slow), but by flow of liquid along the capillary channels (which is very fast).
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 08 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 5/16
5/31/20
Aluminium and its
alloys
Surface Film Formation
, . 2 3
first , then purely magnesia (for Mg >2%).
Al‐Mg alloys containing 5‐10 % Mg are especially difficult to
cast due to severe film problem and known as the world’s
most uncastable casting alloys !!
Additions of alkaline earth metals (Be, Ca, Sr, Ba) and alkali , , .
When strontium is added, it oxidizes very rapidly by the mois ture in
the environment and release hydrogen into the melt. Thus, Sr additionalways increases porosity in aluminium casting.
Sodium addition has less poros ity prob lem, but it increases the rateof oxidation of melt.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 09 of 32
Films on cast iron
Surface Film Formation
Oxide films in grey iron
At high temperatures, CO is more stable than SiO2, so no film isformed. Below 1400C, stability is inverted and SiO2 appears on thesurface as dry, solid, grey coloured film.
At lower temperatures, complex oxides containing FeO, MnO, SiO2
and MnSform low-melting eutectic film, which floats on top. If itbecomes entrained it uickl s heroidizeinto com act dro lets and
float out rapidly due to lower density.
The harmless disposal of the oxide film in this way is reason for whichcast irons are cast effectively in greensand moulds without havingmuch trouble with turbulence.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 10 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 6/16
5/31/20
Films on cast iron
Surface Film Formation
Oxide films in ductile iron
Presence of Mg changes the nature of oxide film.
Below 1454 C, a film starts to form, increasing its thickness to1350 C, at which point the surface exhibits solidified crusty particles.
By 1290 C, the entire surface is covered with dry dross. Oxidation of Mg vapourto powdery oxide at the upper surface of the dross causes
e quc an copous grow o e ross.
Because of this dry, non-wetting heap of dross, ductile irons are
difficult to cast cleanly without such unsightly dross defects.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 11 of 32
Films on cast iron
Surface Film Formation
Graphite films
When cast irons are poured in resin-bonded mould, a new defect,known as “lustrous carbon” is formed.
It is a graphite film, deposited from the hydrocarbon gas on to theliquid surface. This film is very similar to the appearance of aluminafilm on aluminium(shiny, wrinkled like elephant skin).
v y ,arrival of C on to the surface is higher than the diffusion of C into thebulk liquid. Thus, C becomes concentrated on the surface and mayexceed saturation, allowing carbon to build up at the surface as solid.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 10 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 7/16
5/31/20
Incorporation of SurfaceFilms into the Bulk Liquid
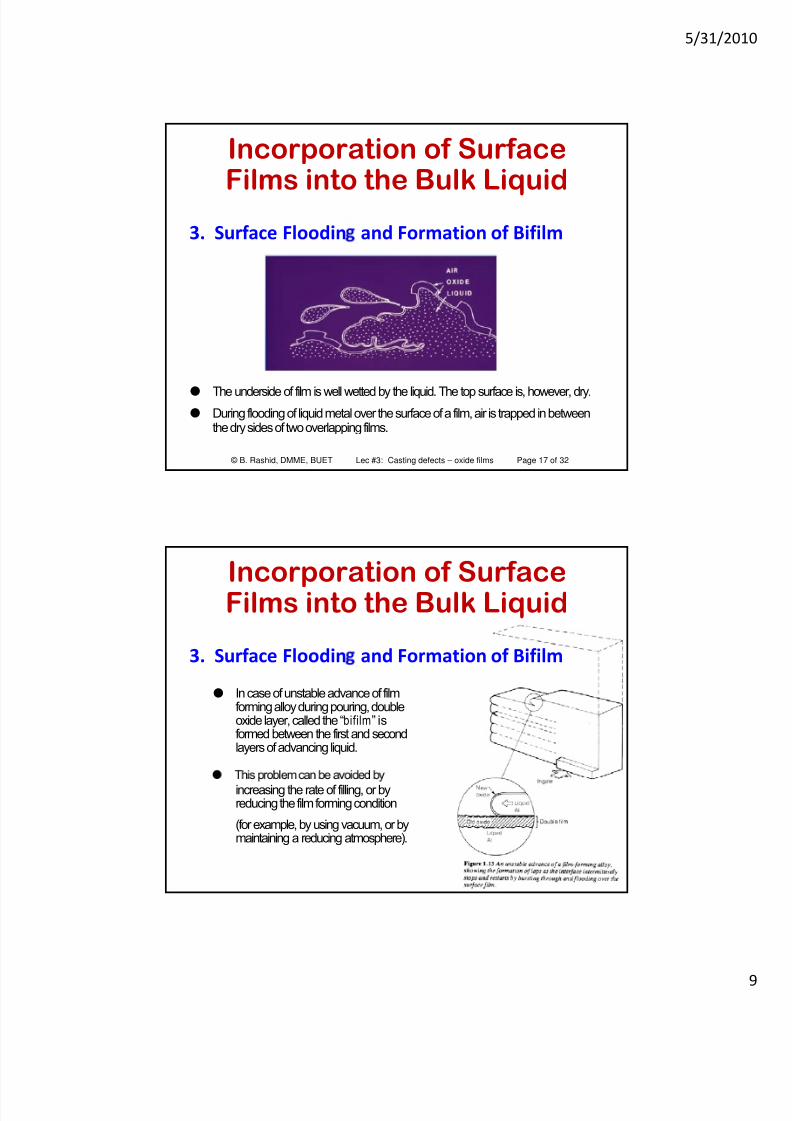
it remains on top of the surface.
In case of aluminium, the surface filmprotects the liquid from catastrophicoxidation (as in the case with Mg).
Ways of mixing of surface film
into the bulk:
1. Melt charge materials2. Pouring
The problem with a surface
film only
occurs
when
it
becomes a submerged film.
3. Surface flooding4. Surface turbulence
5. Confluence weld6. Bubble trails
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 13 of 32
1. Melt Charge Materials
Incorporation of SurfaceFilms into the Bulk Liquid
Introduction of films from charge materials is most common duringmelting of aluminium.
When the charge is introduced directly into a liquid pool, oxide layer on the charge becomes immediately submerged, to float freely later when the underlying solid melts.
For chill cast in ots, the film is thin, but for sand cast in ots the skin
grows very thick. This way, the melt can become so bad as toresemble a slurry of old sacks.
When 99.5 % pure aluminiumwas melted repeatedly, after only 8times, the elongation value was reduced to 20-30 %.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 14 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 8/16
5/31/20
2. Pouring
Incorporation of SurfaceFilms into the Bulk Liquid
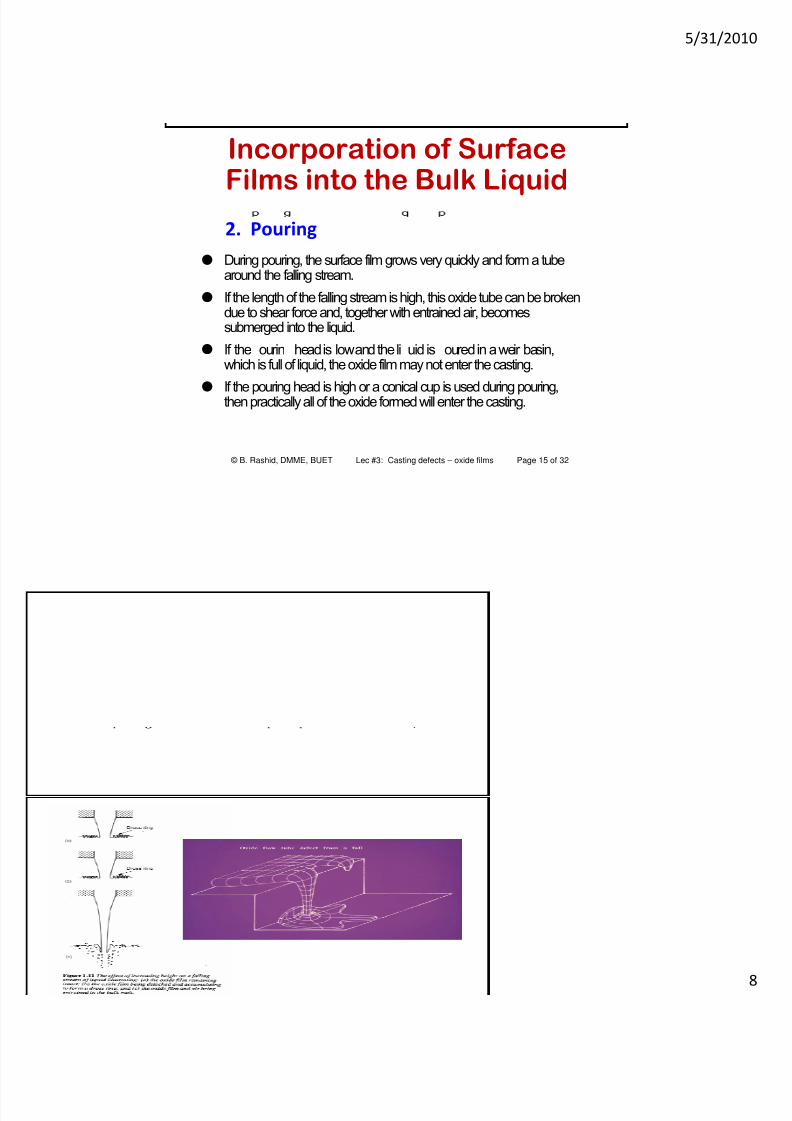
During pouring, the surface film grows very quickly and form a tubearound the falling stream.
If the length of the falling stream is high, this oxide tube can be brokendue to shear force and, together with entrained air, becomessubmerged into the liquid.
If the ourin head is low and the li uid is oured in a weir basin,which is full of liquid, the oxide film may not enter the casting.
If the pouring head is high or a conical cup is used during pouring,then practically all of the oxide formed will enter the casting.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 15 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 9/16
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 10/16
5/31/20
4. Surface Turbulence
Incorporation of SurfaceFilms into the Bulk Liquid
In fluid dynamics, turbulence is measured by using Reynold’s number :
V = velocity of meltr = density of meltd = linear dimension of flow pathn = viscosity of meltCd = drag coefficient
Re = Vρd / n
Re < 2000, smooth , laminar, turbu lent-free flow
Re > 2000, turbu lent flow
Internal pressure = V2ρ / 2Cd
2
Viscous pressure = nV/ d
The flow behaviourof liquid considered here takes place in the bulk of the liquid,underneath the surface. During such turbulence, the surface of liquid may remainquite tranquil.
Turbulence as predicted and measured by Reynold’s number is therefore strictlybulk turbulence.
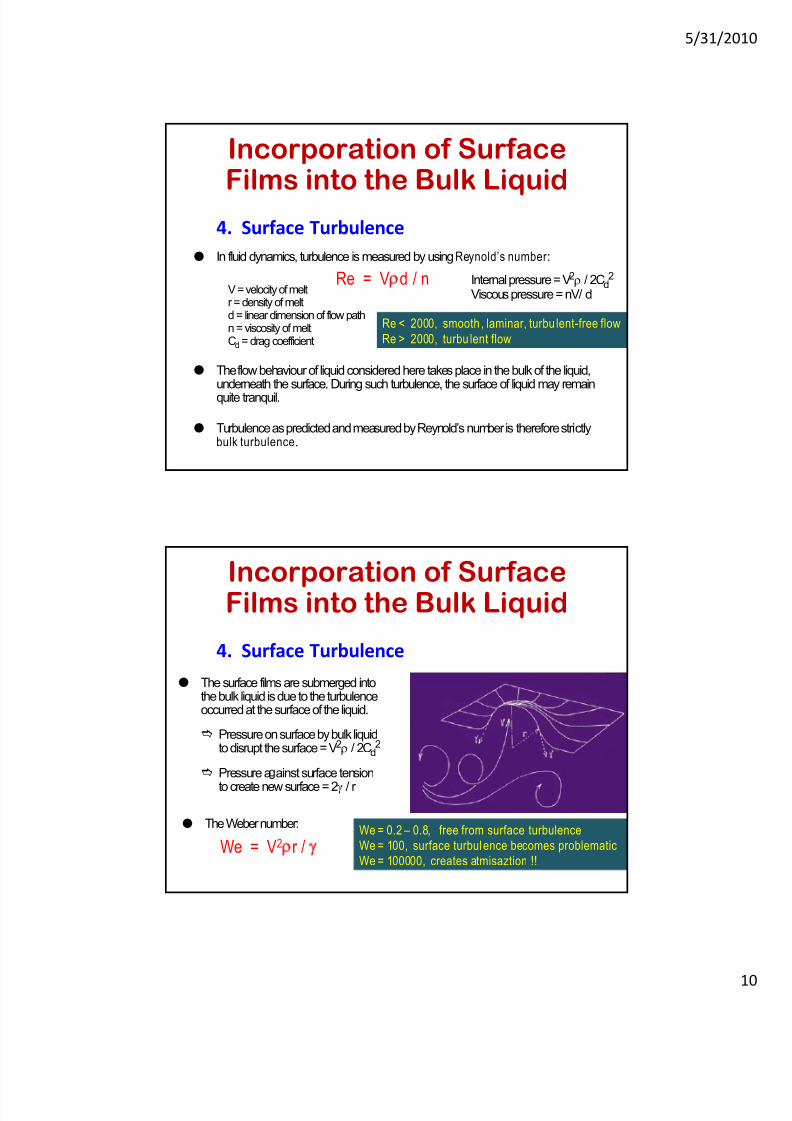
4. Surface Turbulence
Incorporation of SurfaceFilms into the Bulk Liquid
The surface films are submerged intothe bulk liquid is due to the turbulenceoccurred at the surface of the liquid.
Pressure on surface by bulk liquidto disrupt the surface = V2
ρ / 2Cd2
Pressure a ainst surface tension
to create new surface = 2 γ / r
The Weber number:
We = V2ρr / γWe = 0.2 – 0.8, free from surface turbulence
We = 100, surface turbulence becomes problematic
We = 100000, creates atmisaztion !!
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 11/16
5/31/20
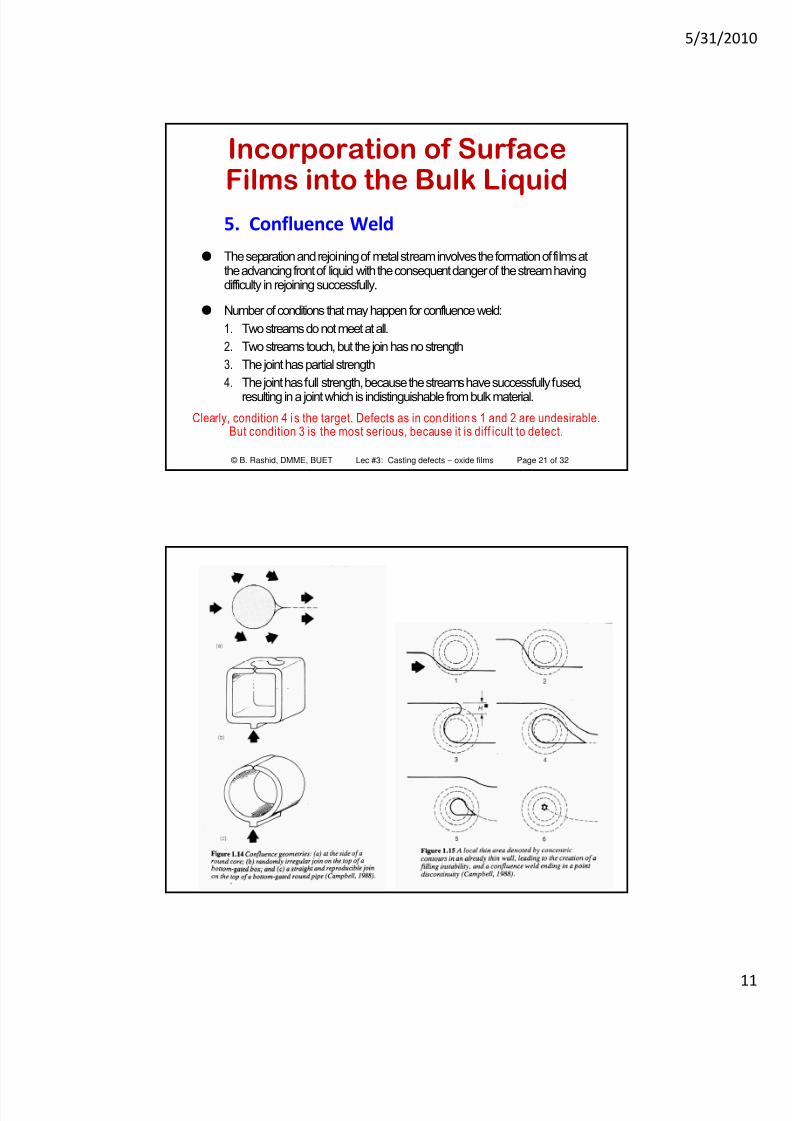
5. Confluence Weld
Incorporation of SurfaceFilms into the Bulk Liquid
The separation and rejoining of metal stream involves the formation of films atthe advancing front of liquid with the consequent danger of the stream havingdifficulty in rejoining successfully.
Number of conditions that may happen for confluence weld:
1. Two streams do not meet at all.
2. Two streams touch, but the join has no strength
3. The joint has partial strength
4. The joint has full strength, because the streams have successfully fused,
resulting in a joint which is indistinguishable from bulk material.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 21 of 32
Clearly, condition 4 i s the target. Defects as in conditions 1 and 2 are undesirable.But condition 3 is the most serious, because it is diff icult to detect.
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 12/16
5/31/20
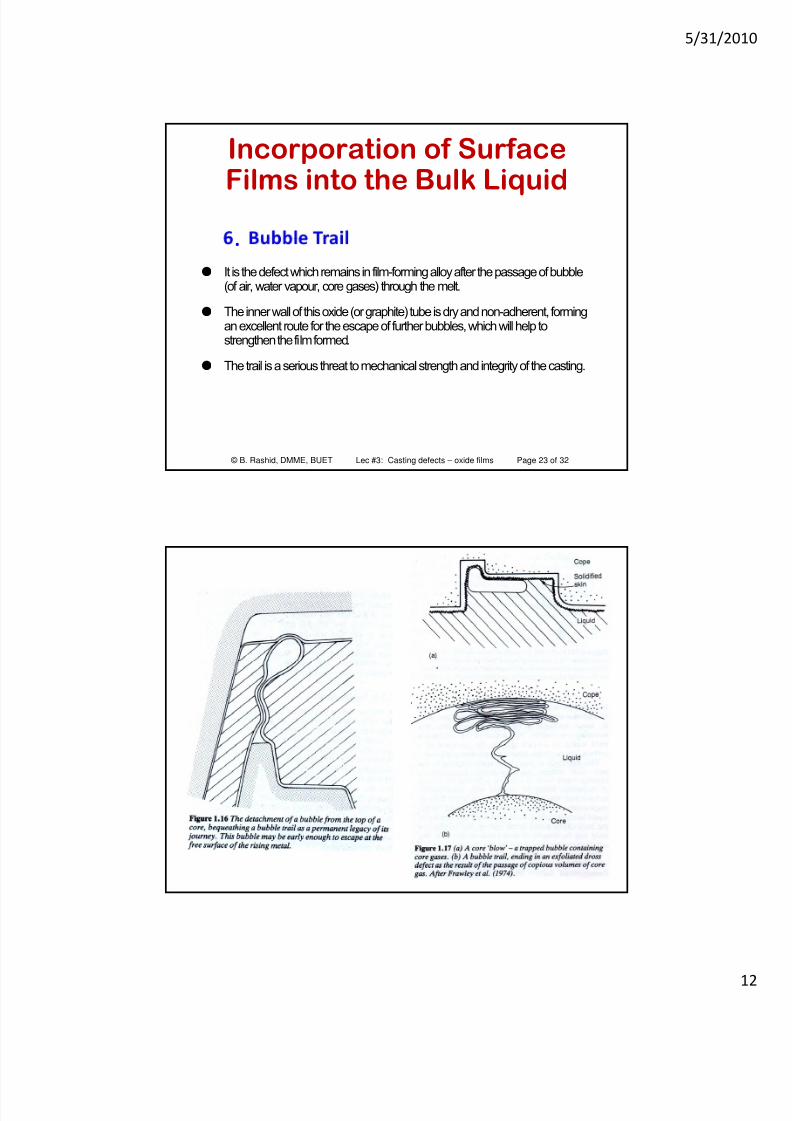
Incorporation of SurfaceFilms into the Bulk Liquid
.
It is the defect which remains in film-forming alloy after the passage of bubble(of air, water vapour, core gases) through the melt.
The inner wall of this oxide (or graphite) tube is dry and non-adherent, formingan excellent route for the escape of further bubbles, which will help tostrengthen the film formed.
The trail is a serious threat to mechanical strength and integrity of the casting.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 23 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 13/16
5/31/20
Effect of Entrained Films
The submerged films are always associated with air or -
General Problem
due
to
Submerged
Films
, -film, or trapped between the folded film.
The gaseous films floated around the liquid constitutecracks in the liquid and, after freezing, constitute cracksin the finished products.
The gas-coated film acts as excellent nucleating sites for the subsequent growth of bubbles or shrinkage cavity.
Higher-melting-point heavy phases may be precipitatedon to the floating oxides, which form defects with large,coarse crystals of heavy intermetallic phase, together with entrained oxide film and associated porosity.
Machining Problem
Effect of Entrained Films
Oxides are much harder than the metal itself, causing
dragging out during machining, leaving unsightly grooves.
The cutting edge of tool is often chipped or blunted by
encounters with such problems.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 26 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 14/16
5/31/20
For thin-sectioned castings (5 mm and below), film defects can be extended
Leak Tightness
Effect of Entrained Films
,surfaces with a leak path.
Bubble defects are specially troublesome with respect to leak tightness,since they necessarily start at one casting surface and connect to the surfaceabove. A leak path is almost guaranteed.
Fluidity The fluidity of clean melt is always higher than that of dirty melt, and can be
cast at a lower temperature.
The cumulative benefits are valuable.
(oxide free casting, high properties; low porosity, high properties;low pouring temperature, finer grain size, high properties)
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 27 of 32
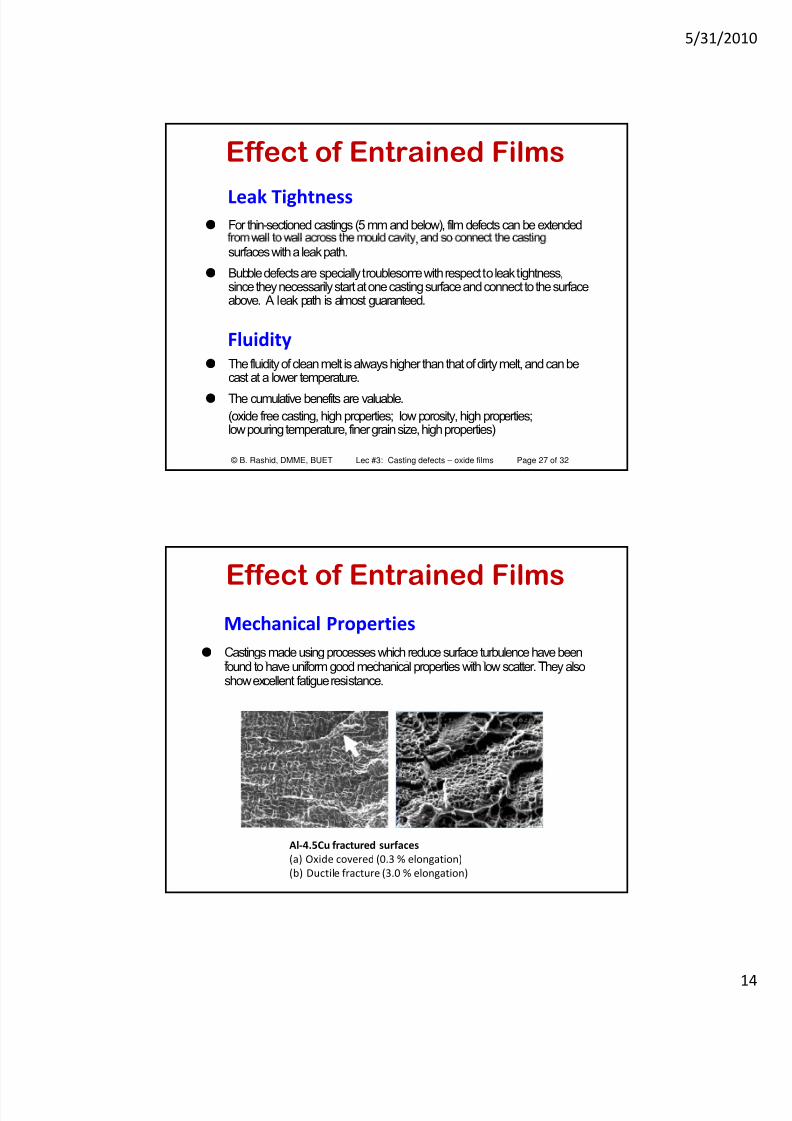
Castings made using processes which reduce surface turbulence have been
Mechanical PropertiesEffect of Entrained Films
found to have uniform good mechanical properties with low scatter. They alsoshow excellent fatigue resistance.
Al‐4.5Cu fractured surfaces
(a) Oxide covered (0.3 % elongation)
(b) Ductile fracture (3.0 % elongation)
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 15/16
5/31/20
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 29 of 32
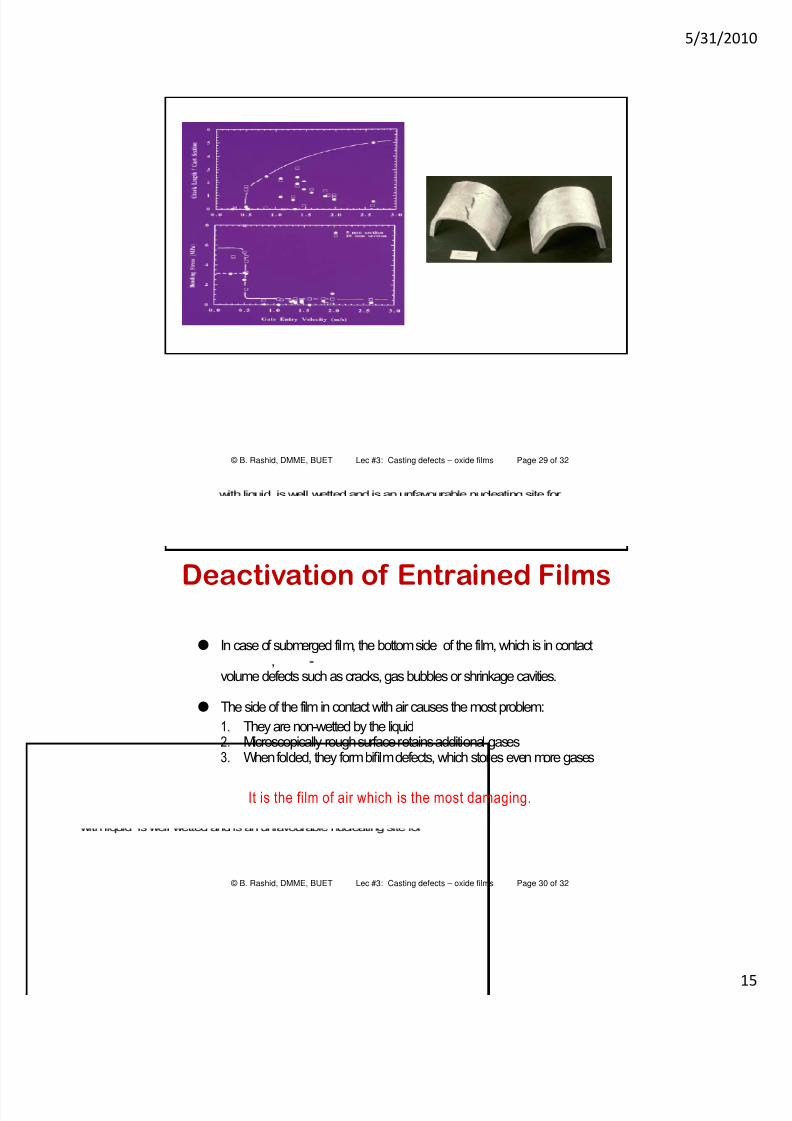
In case of submerged film, the bottom side of the film, which is in contact-
Deactivation of Entrained Films
,volume defects such as cracks, gas bubbles or shrinkage cavities.
The side of the film in contact with air causes the most problem:
1. They are non-wetted by the liquid2. Microscopically rough surface retains additional gases3. When folded, they form bifilmdefects, which stores even more gases
It is the film of air which is the most damaging.
© B. Rashid, DMME, BUET Lec #3: Casting defects – oxide films Page 30 of 32
8/3/2019 Casting Defects Lecture
http://slidepdf.com/reader/full/casting-defects-lecture 16/16