castotig 2002 dc/hfintroduÇÃo 2)fatordetrabalho o castotig 2002 é uma fonte de energia, projetada...
TRANSCRIPT

Fonte de energia para solda TIGe com eletrodos revestidos
MANUAL DO USUÁRIO / LISTA DE PARTES E PEÇAS
CASTOTIG2002 DC/HF
CÓDIGO : 0709267

Página em branco
CASTOTIG 20022

01) Introdução 5
04) Características técnicas 6
05) Instalação 7
06) Operação 8
07) Manutenção 8
08) Esquema elétrico 9
09) Peças de reposição 10/11/12/13/14
02) Fator de trabalho 5
03) Medidas de segurança 5
10) Acessórios 15
Fonte de energia para solda TIG
e com eletrodos revestidos
CASTOTIG 2002 DC/HF
Índice
MANUAL DO USUÁRIO / LISTA DE PARTES E PEÇAS
CASTOTIG 2002 3

CASTOTIG 20024
Página em branco

1) INTRODUÇÃO
2) FATOR DE TRABALHO
O CASTOTIG 2002 é uma fonte de energia,projetada com tecnologia de inversor, que fornececorrente contínua para a soldagem TIG,particularmente para a soldagem de chapas finas eque exigem ótimo acabamento, e para soldagemcom eletrodos revestidos de aço carbono,inoxidáveis e ferro fundido.
P o s s u i s i s t e m a d e p r o t e ç ã o c o n t r asobreaquecimento que garante a operação segurados componentes internos. No caso desobreaquecimento a fonte não fornece a corrente desoldagem e a lâmpada indicadora acende. Assimque os componentes internos atingirem atemperatura segura de operação, a fonte volta aofuncionamento normal e a lâmpada indicadora seapaga.
Chama-se Fator de trabalho a razão entre o tempodurante o qual uma máquina de soldar podefornecer uma determinada corrente máxima desoldagem (tempo de carga) e um tempo dereferência; conforme normas internacionais, otempo de referência é igual a 10 minutos.
Por exemplo, o Fator de Trabalho nominal de 60%significa que a máquina pode fornecer a suacorrente de soldagem máxima durante períodos de6 min. (carga), cada período devendo ser seguido deum período de descanso, a máquina não fornececorrente de soldagem de 4 min. (6+4 = 10 min),repetidamente e sem que a temperatura dos seuscomponentes internos ultrapasse os limites
A abertura do arco no processo TIG é feita por meiode uma centelha; neste processo aproxima-se oletrodo da peça a ser soldada, sem encostar este napeça, pressiona-se o gatilho da tocha, a centelhasolta do eletrode tungstênio para a peça asersoldada abrindo assim, o arco elétrico ou LiftArcneste processo para iniciara a soldagem, encosta-se o letrodo de tungstênio a ser soldada, pressiona-se o gatilho da tocha e afasta-se o eletrodo, abrindoassim, o arco elétrico. Estes possuem ainda afunção 2 toques/4toques, pós-fluxo de gás ajustávele ajuste do tempo de rampa no término dasoldagem.
CASTOTIG 2002 5
previstos por projeto. O mesmo raciocínio se aplicapara qualquer valor do Fator de Trabalho.
O Fator de Trabalho de 100% significa que aunidade pode fornecer a corrente de soldagemespecificada (ver Tabela 3.1) ininterruptamente, istoé, sem qualquer necessidade de descanso.
Numa máquina de solda, o Fator de Trabalhopermitido aumenta até 100% a medida que acorrente de soldagem uti l izada diminui;inversamente. O Fator de Trabalho permitidodiminui a medida que a corrente de soldagemaumenta até o máximo da faixa.
Nunca inicie uma soldagem sem obedecer aosseguintes procedimentos :
Use sempre um capacete de solda com lentesapropriadas para proteger os olhos e o rosto(Tabela 1).
MEDIDAS DE SEGURANÇA
1) PROTEÇÃO DOS OLHOS
ANTES DE INSTALAR A SUA FONTE PARA O PROCESSO TIG CASTOTIG 2002, LEIACOM ATENÇÃO AS INFORMAÇÕES AQUI CONTIDAS.
2) PROTEÇÃO DO CORPO
Durante a soldagem use sempre luvas de couro. Emtrabalhos complexos, que requeiram muitamobilidade e posicionamento preciso da tocha,utilize luvas de couro fino. Soldagens delicadas, combaixas intensidades de corrente, permitem autilização de luvas de tecido. Todo o corpo deve serprotegido contra a radiação ultravioleta do arcoelétrico.
Lente N°
8
10
12
14
Corrente de solda (A)
30 a 75
75 a 200
200 a 400
acima de 400
TABELA 1 - Proteção adequada dos olhos em função da corrente

CASTOTIG 20026
4) CONTROLES E CONEXÕES
Painel frontal
1) Indicador digital- para leitura parâmetrosajustados.
2) Potênciometro para regulagem da corrente desoldagem.
3) Lâmpada piloto (verde)-quando acesa indica quea fonte está ligada.
4) Lâmpada indicadora de sobreaquecimento
3) CARACTERÍSTICAS TÉCNICAS
completamente a unidade da rede dealimentação elétrica. Para proteção do soldador,a máquina deve ser sempre “aterrada”.
Papéis, palha, madeira, tecidos, estopa equalquer outro material combustível devem serremovidos da área de solda. Ao soldar tanques,recipientes ou tubos para líquidos inflamáveis,c e r t i f i q u e - s e d e q u e t e n h a m s i d ocompletamente enxaguados com água ou outrosolvente não inflamável e que estejamtotalmente secos e livres de vapores residuais.
Solventes clorados como o tetracloreto decarbono e o tricloroetileno, embora nãoinflamáveis, devem ser totalmente secos antesde proceder a soldagem, caso contrário, geramgases altamente tóxicos quando submetidos aoarco elétrico. Em caso de fogo ou curto-circuito,
. Desligue a fonte de energia e use umextintor de gás carbônico ou pó químico paraapagar as chamas.
5) PRECAUÇÕES CONTRAFOGO
nunca jogue água sobre qualquer equipamentoelétrico
3) VENTILAÇÃO
4) PRECAUÇÕES ELÉTRICAS
A soldagem nunca deve ser feita em ambientescompletamente fechados e sem meios para exaurirgases e fumaças. Entretanto, a soldagem não podeser efetuada em locais com correnteza de ar sobre atocha que afete a sua cortina de gás de proteção.
Ao manipular qualquer equipamento elétrico deve-se tomar um cuidado especial para não tocar empartes “vivas”, isto é, que estão sob tensão, sem adevida proteção.
Calce sapatos de sola de borracha e, mesmo assim,nunca pise em chão molhado quando estiversoldando.
Verifique o estado da pistola e se os cabos estão emperfeitas condições, sem partes gastas, queimadasou desfiadas.
Nunca abra o gabinete sem antes desligar
(amarela) - No caso de sobreaquecimento a fontenão fornece a corrente de soldagem e a lâmpadaindicadora acende. Quando os componentesinternos atingem a temperatura segura e a lâmpadaindicadora acende. Quando os componentesinternos atingerem a temperatura segura deoperação a fonte volta ao funcionamento normal e alâmpada indicadora apaga.
5) Chave TIG/ELTRODO - seleciona o modo desoldagem TIG ou Eletrodo revestido.
6) Chave HF/LIFTARC - seleciona o modo deabertura do arco por: HF (Alta frequência) - Neste
CARACTERÍSTICAS CASTOTIG 2002
Classe ABNT
Faixa de tensão em vazio (V)
Faixa de corrente (A)
Cargas autorizadas
- fator de trabalho (%)
- corrente de soldagem (A)
- tensão em carga convencional (V)
Alimentação elétrica (V - Hz)
Potência aparente nominal (KVA)
Classe térmica
Dimensões (l x c x a - mm)
Peso (Kg)
III
58 - 75
ELETRODO 4 a 150
220 - 50/60
5,5
H (180 C)o
9
180 x 380 x 300
Tabela 1 - Dados técnicos do CASTOTIG 2002
TIG 3 a 200
TIG ELETRODO
100
110
14,5
60
140
15,5 17
180
35 25
200
18 23,5
90
100 60
110
24,5 25,5
140
35 25
150
26

17
16
15
CASTOTIG 2002 7
5) INSTALAÇÃO
5.1) Recebimento
5.2) Local de trabalho
Ao receber uma Fonte de energia CASTOTIG 2002,remover todo o material de embalagem em volta daunidade e verificar a existência de eventuais danosque possam ter ocorrido durante o transporte.Quaisquer reclamações relativas a danificação emtrânsito devem ser dirigidas à empresaTransportadora.
Remover cuidadosamente todo e qualquer materialque possa obstruir a passagem do ar de ventilação,o que diminuiria a eficiência da refrigeração.
Vários fatores devem ser considerados ao sedeterminar o local de trabalho de uma máquina desoldar, de maneira a proporcionar uma operação
modo aproxima-se o eletrodo da peça a ser soldada,sem encostar este na peça, pressiona-se o gatilhoda tocha a centelha salta do eletrodo de tungstêniopara a peça a ser soldada abrindo assim o arcoelétrico.
LIFARC - Neste modo para iniciar a soldagemencosta-se o eletrodo de tungstênio na peça a sersoldada, pressiona-se o gatilho da tocha e afasta-seo eletrodo, abrindo assim o arco elétrico.
7) Chave 2T/4T - seleciona o modo de atuação dogatilho da tocha em 2 toques ou 4 toques. Nometodo 2T a soldagem é mantida continua comtoque no gatilho, sem necessidade de se mantê-loapertado. Para desligar é necessário pressionarnovamente o gatilho.
8) Chave Rampa - para ligar/desligar a funçãorampa. Quando ligada, após desacionar o gatilho, acorrente desce lentamente durante um determinadoperiodo, isto ajuda a eliminar crateras ou trincas notérmino do cordão de solda.
9) Chave pós-fluxo - para regular o tempo de pós-fluxo do gás de proteção.
10) Conector positivo - para conexão do cabopositivo.
11) Conector negativo - para conexão do cabo obra.
12)Conector da tocha TIG - para conexão do cabode corrente da tocha TIg.
13) Gatilho - para conexão do gatilho da tocha TIG.
14) Gás - para conexão do gás da tocha TIG.
Painel traseiro
15) Chave liga/desliga - para ligar e desligar a fonte.
16) Cabo de alimentação - para ligação da fonte arede de energia.
17) Niple de entrada do gás - para conexão damangueira de gás para soldagem TIG.
TIG TIG HF 2 TEMPOS
MMA LIFTARC 4 TEMPOS
RAMPA
PÓS-FLUXO
Símbolos de funçoes do painel
36
1
2
4
5
8 9
7
10
11
1214
13
9

CASTOTIG 20028
4) Selecionar o modo de atuação do gatilho datocha em 2 toques ou 4 toques na chave 2T/4T(7) em:.
No modo 2T a soldagem é mantida contínuamantendo-se pressionado o gatilho.
No modo 4T a soldagem é acionada e mantidacontínua com um toque no gatilho, semnecessidade de se mantê-lo apertado. Paradesligar é necessário pressionar novamente ogatilho.
5) Selecionar a função Rampa na chave Rampa(8) (se necessário) - neste modo apósdesacionar o gatilho, a corrente descelentamente durante um determinado periodo,isto ajuda a eliminar crateras ou trincas no
segura e eficiente. Uma ventilação adequada énecessária para a refrigeração do equipamento e asegurança do operador. É da maior importância quea área de trabalho seja sempre mantida limpa.
É necessário deixar um corredor de circulação compelo menos 500 mm de largura em torno da máquinapara a sua ventilação.
A instalação de qualquer dispositivo de filtragem doar ambiente restringe o volume de ar disponível paraa refrigeração da máquina e leva a umsobreaquecimento dos seus componentes internos.A instalação de qualquer dispositivo de filtragem nãoautorizado pelo Fabricante anula a garantia dada aoequipamento.
O CASTOTIG 2002 é alimentado com 220 V, 50 ou60 Hz. Ele deve ser alimentado a partir de uma linhaelétrica independente e de capacidade adequada demaneira a se garantir o seu melhor desempenho e ase reduzir as falhas de soldagem ou eventuaisdanos causados por outros equipamentos tais comomáquinas de soldar por resistência, prensas deimpac to , moto res e lé t r i cos , e tc . Podeeventualmente causar rádio-interferência, sendoresponsabilidade do proprietário providenciar ascondições para eliminação desta interferência.
A alimentação elétrica deve sempre ser feita atravésde uma chave de parede exclusiva com fusíveis oudisjuntores de proteção adequadamentedimensionados.
5.3)Alimentação elétrica
6) OPERAÇÃO
Soldagem TIG
1) Ligar a fonte na chave Liga/desliga (10) no paineltraseiro.
2) Selecionar o modo de soldagem TIG na chaveTIG/ELETRODO (5) - para TIG.
3) Selecionar o modo de abertura do arco na chaveHF/LIFTARC (6) em:
HF (Alta frequência) - Neste modo aproxima-seo eletrodo da peça a ser soldada, sem encostareste na peça, pressiona-se o gatilho da tocha acentelha salta do eletrodo de tungstênio para apeça a ser soldada abrindo assim o arcoelétrico.
IMPORTANTE !
O terminal de aterramento está ligado aochassi da unidade. Ele deve estar conectado aum ponto eficiente de aterramento dainstalação elétrica geral.
Todas as conexões elétricas devem serfirmemente apertadas de forma a não haver riscode faiscamento, sobreaquecimento ou queda detensão nos circuitos.
Fusíveis retardados ou Disjuntor Recomendável :35A.
N.B.: NÃO USAR O NEUTRO DA REDE PARA OATERRAMENTO.
LIFARC - Neste modo para iniciar a soldagemencosta-se o eletrodo de tungstênio na peça aser soldada, pressiona-se o gatilho da tocha eafasta-se o eletrodo, abrindo assim o arcoelétrico.

CASTOTIG 2002 9
término do cordão de solda.
6) Selecionar o tempo de pós fluxo de gás nachave pós fluxo (9) (se necessário)
7) Pré ajustar a corrente no potenciômetro (2).
8) Abrir o gás de proteção.
9) Iniciar a soldagem e reajustar a corrente senecessário.
1) Ligar a fonte na chave Liga/desliga (15) nopainel traseiro.
2) Selecionar o modo de soldagem TIG nachave TIG/ELETRODO (5) - paraELETRODO.
3) Pré regular a corrente no potenciômetro (2).
4) Iniciar a soldagem e reajustar a corrente senecessário
Soldagem MMA (eletrodo revestido)
7) MANUTENÇÃO
7.1) Recomendações
Em condições normais de ambiente e de operação,o CASTOTIG não requer qualquer serviço especialde manutenção. É apenas necessário limpá-lointernamente pelo menos uma vez por mês com arcomprimido sob baixa pressão, seco e isento deóleo.
Após a limpeza com ar comprimido, verificar oaperto das conexões elétricas e a fixação doscomponentes. Verificar a existência de rachadurasna isolação de fios ou cabos elétricos, inclusive desoldagem, ou em outros isolantes e substituí-los sedefeituosos.

CASTOTIG 200210
08) ESQUEMAELÉTRICO
Ver
mel
ho
Am
arel
o
1515
PS
6 +
24V
2010
20X
S3
20X
S4
+13
VB
PS
10
0VB
PS
9
Não
con
ecta
do P
S8
Não
con
ecta
do P
S7
PS
3 0V
2003
2009
2008
2007
2006
2005
2004
2002
2001
2010
2007
2009
2008
PS
2 0V
23
1-34
R1
0VB
R2
R3
+10
VB
ref.
20A
P1
Pla
ca d
e C
ontr
ole
1Te
nsão
7S
4
S5
60m
V/1
00A
6
45
+20
V
S3
S2
S1
15X
S8
2SX
1
212
Vál
vula
de G
ás
Gnd
PE
2L1
220
VA
C
41
NL1
202
201
52
2QF
1de
Ene
rgia
15S
X1
15X
S3
+5V
PS
5
Não
con
ecta
do P
S4
-15V
PS
1
+24
V P
S6
0V P
S2
0V P
S3
+24
V E
1
0V E
3
2004
2006
2005
2001
2003
2002
+V
erm
elho
Pre
to-
M
15E
V1
2
D3
D1
+F
1
1
A2
A1
-F3
325V
DC
15S
X2
B3
B1
B2
1504
1503
203
1502
1501
2L2
20X
S2
15X
S4
15X
S5
20X
S5
15S
T2
Dis
sipa
dor
ß
15S
T1
Tran
sfor
-m
ador
ß
2021
2023
2024
G2
G1
T2
T1
2022
20X
S1
2024
2022
2021
2023
15C
1
Mód
ulo
Sem
icon
duto
r
D1
D2
F3+
E1
E2
325V
DC
F1-
21
220
VA
C
A1
A2
A3
A4
15S
X6
B1
B2
2AP
115
AP
1 -
Pla
ca d
e P
otên
cia
29X
S1
15T
M1
15X
S7
15A
P2
- P
laca
Sec
undá
riaC3/
/C4
R2/
/R3
15D
1
C8
R4/
/R5
C5
15D
1
15L1
1515
A1
A2
D1
L1R
1
C1
C2
Amarelo
Vermelho
29X
S3
15R
S1
de A
rco
TIG
29X
S2
MM
A
10T
V1
29X
S8
2908
1031
10X
S1
1031
15X
S3
TIG
1
TIG
2
TIG
3
TIG
4
TIG
5
80V
Iníc
io =
0V
Gás
Lig
ar =
0V
HF
Lig
ar =
0V
+24
V10
05
1003
1004
1002
1001
10X
S4
1021
1023
1025
1027
10X
S2
1005
1004
1003
1002
1001
29X
S6
2902
2901
2908
2902
2901
A B
TIG
29X
S4
A1
A3
A4
A5
A6
A2
RE
3
Iníc
io
+24
V
RE
2
RE
1
B6
B5
B3
B4
B2
B1
B7
RE
1
RE
1220V
AC
220V
AC
10Y
V1
10A
P1
- P
laca
TIG
RE
2
RE
2
220V
AC
E1
E2
G1
G2
F1
F3
F2
D1
D2
D3
D4
D5
RE
3
220V
AC
10A
P1
Par
te B
9 10
Con
trol
e de
pro
cess
o de
sol
dage
m
Con
figur
ação
do
tipo
de m
áqui
na
N1
2N
21
Pla
ca F
onte
3
0VA
C3
+15
VA
C1
122
0V A
C
1021
1023
15S
X5
211
Pai
nel T
rase
iro
PS
1 -1
5V
PS
4
PS
5 +
5V
PS
10 +
13V
B
PS
9 0V
B
PS
8
PS
7
Pla
ca D
ispl
ayP
aine
l de
Con
trol
e
1AP
11A
P2
1-24

09) PEÇAS DE REPOSIÇÃO
0700517 M8x50
M5x16
0709289
M5x12
CASTOTIG 2002 11

CHAVE LIG/DESL.
0705966
PAINEL TRASEIRO
0709353
BARRAMENTO POSITIVO
0709300
PLACA DEPOTENCIÔMETRO
0709379
PAINEL FRONTAL
0709354
PAINEL DECONTROLE
0709380
KNOB
0708263
TOMADA
0709382
CONECTOR GÁS
0709381
ENGATE RÁPIDO
0709299
BARRAMENTONEGATIVO
0709301
PORCAESPECIAL
0709297
CABO DEENTRADA
0709291
CASTOTIG 200212
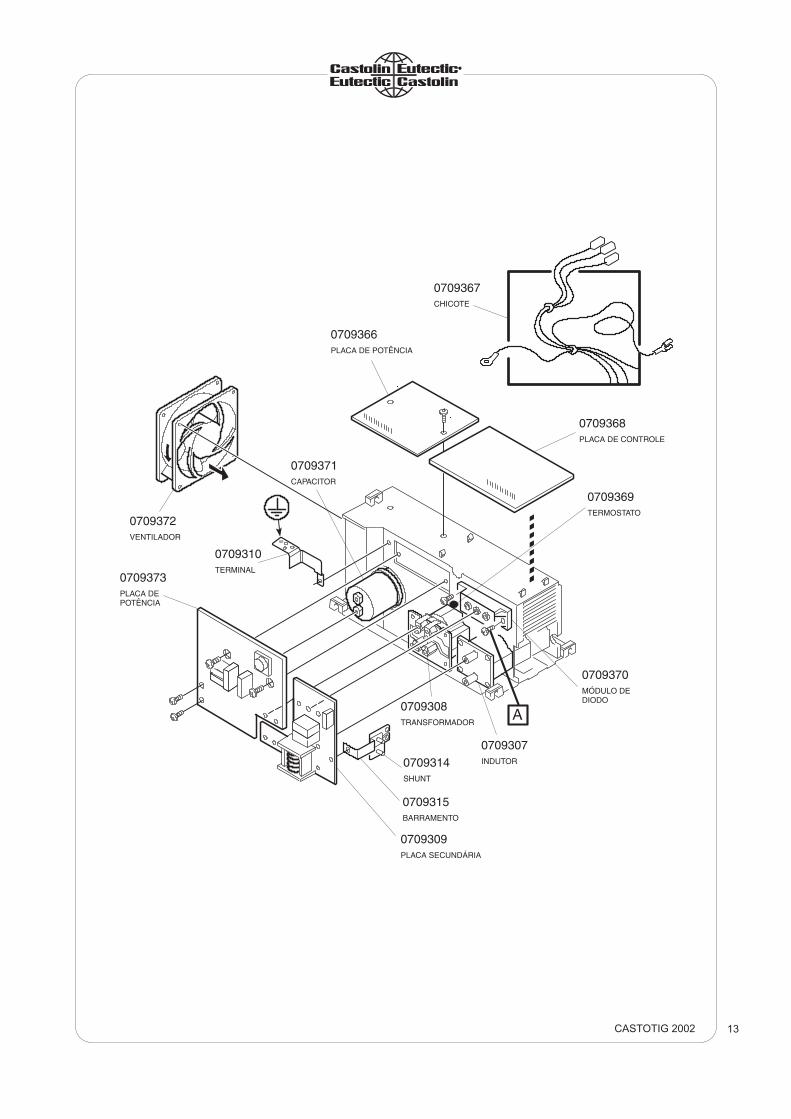
PLACA DE POTÊNCIA
0709366
CHICOTE
0709367
PLACA DE CONTROLE
0709368
TERMOSTATO
0709369
MÓDULO DEDIODO
0709370
INDUTOR
0709307
TRANSFORMADOR
0709308
SHUNT
0709314
BARRAMENTO
0709315
PLACA SECUNDÁRIA
0709309
PLACA DEPOTÊNCIA
0709373
VENTILADOR
0709372
TERMINAL
0709310
CAPACITOR
0709371
CASTOTIG 2002 13

BOBINA TIG
0709376
CIRCUITO TIG
0709375
MANGUEIRA
0709378
VÁLVULA SOLENÓDE
0709374
CASTOTIG 200214

CONJUNTO DE CABOS0709377
10)ACESSÓRIOS
CASTOTIG 2002 15
0709642 - ENGATE RÁPIDO DE GÁS PARA TOCHA TIG - CASTOTIG0709643 - TOMADA DO GATILHO PARA TOCHA TIG - CASTOTIG

Publicação: 0207951 rev 1 01/2006
EUTECTIC DO BRASIL
SÃO PAULO - SP - -
BELO HORIZONTE:
CURITIBA: PORTO ALEGRE:
RIBEIRÃO PRETO: RECIFE:
RIO DE JANEIRO: SALVADOR:
: Rua Ferreira Viana, 146 - CEP: 04761-010 - Tool Free: 0800 703 4360 - (11) 2131 2300 FAX: (11) 2131 2390
Tel.: (31) 2191-4488 Tool Free: 0800 703 4361 - FAX (31) 2191-4491
Tel.: (41) 339-6207 - FAX (41) 339-6234 • Tel.: (51) 3241-6070 - FAX (51) 3241-6070
Tel.: (16) 624-6486 - FAX: (16) 624-6116 Tel.: (81) 3327-2197 - FAX (81) 3327-6661
Tel.: (21) 2589-4552 - FAX: (21) 2589-5252 • Tel.: (71) 374-6691 - FAX: (71) 374-6703
Internet: http://www.eutectic.com.br
•