center for by-products utilization cbu reports/rep-438.pdfcenter for by-products utilization mpu ash...
TRANSCRIPT
Center for
By-Products
Utilization
MPU ASH AS A POTENTIAL SOURCE FOR
CONSTRUCTION MATERIALS
By Tarun R. Naik and Rudolph N. Kraus
Report No. CBU-2001-14
Rep-438
July 2001
Submitted to Raymond F. Sturzl, Manitowoc Public Utilities - Manitowoc, WI
Department of Civil Engineering and Mechanics
College of Engineering and Applied Science
THE UNIVERSITY OF WISCONSIN - MILWAUKEE
MPU
Ash as a Potential Source for
Construction Materials
A Report Submitted to Raymond F. Sturzl
Manitowoc Public Utilities
Manitowoc, WI
July 2001
REP-438

ii
MPU Ash as a Potential Source for Construction Materials
by
Tarun R. Naik, Ph.D., P.E.
and
Rudolph N. Kraus
UWM Center for By-Products Utilization
Department of Civil Engineering and Mechanics
College of Engineering and Applied Science
The University of Wisconsin - Milwaukee
P.O. Box 784
Milwaukee WI 53201
Ph: (414) 229-6696
Fax: (414) 229-6958

iii
Executive Summary
TITLE: MPU Ash as a Potential Source for Construction Materials
SOURCE: UWM-CBU Report No. CBU-2001-01, REP-421, 2001
BACKGROUND/PURPOSE: To conduct physical, chemical, mineralogical, and microstructural tests
for determining properties of three sources of typical Manitowoc Public Utilities (MPU) ashes (Combined
MPU #5 and #7 Bottom Ash, MPU #8 Bottom Ash, and MPU #8 Fly Ash) to evaluate their potential options
for beneficial reuse. The three sources were also selected for evaluation per WI-DNR Chapter NR 538
requirements. The three ash sources were selected based upon their diverse character (such as color, texture,
type of collection system/process, etc.) in consultation with Mr. Raymond F. Sturzl, Manitowoc Public
Utilities. These three ash sources were specifically identified for characterization before their possible use in
a new type of concrete called DPC (Defined-Performance Concrete).
OBJECTIVE: The primary objective of this project was to recommend alternatives to the normal practice
of landfilling by evaluating potential reuse/recycle applications for these materials, especially in cement-
based, durable, construction materials.
CONCLUSIONS: MPU’s ashes have considerable potential for many applications. However, the
performance of these ashes needs to be established for individual applications. Evaluation of the MPU ashes
conducted per the requirements of WI-DNR Chapter NR 538 indicates that the combined MPU #5 and #7
bottom ash materials meets the requirements of a NR 538 Category 2 material, while the MPU #8 fly ash and
MPU #8 bottom ash meets Category 4 requirements. The following are some of the high-volume applications
that would require further evaluation before their use in actual construction projects. These applications could
consume all of the ashes currently being produced by Manitowoc Public Utilities. Flowable Materials have
up to 1200 psi compressive strength, have flowing-mud type of consistency and fluidity, contain very little
portland cement and a lot of water, and consist mostly of ash or similar materials. It is believed that concrete
Bricks, Blocks, and Paving Stones could also be made with the ashes evaluated. Additionally the MPU #8 fly
ash should be useful for replacement of clay in clay bricks manufacturing. The test data collected also
indicate that the MPU ashes can be used as a partial replacement of aggregates and/or cement in Structural-
grade Concrete. It is also concluded that there is a potential for high-value use of the MPU #8 fly ash in
manufacturing Blended Cements. Soil stabilization or site remediation is another significant potential use of
the MPU ashes tested. Paving applications, such as Roller Compacted Concrete for parking lots and access
roadways, would also be a high-value use of MPU ashes tested. Based upon the this initial testing performed
for the project, these applications have the potential to be a significant source of revenue for MPU. A further
evaluation is very strongly recommended. Probability of success is very high.
RECOMMENDATIONS: Further evaluation is recommended, starting with lab-scale production and
testing of ash use in the above mentioned applications. Cost/benefit analysis and marketing studies should be
undertaken; and a long-term evaluation program for these products should be started. This includes the
development of ash specifications for high-potential, high-value, applications such as DPC (Defined-
Performance Concrete).

iv
Table of Contents
Item Page
Executive Summary .................................................................................................................. ii
List of Tables .............................................................................................................................v
List of Figures ......................................................................................................................... vii
Section 1: Introduction ...........................................................................................................1
Section 2: Tests of MPU Coal Combustion Products ..........................................................3
EXPERIMENTAL PROGRAM .......................................................................................3
PHYSICAL PROPERTIES ..............................................................................................3
As-Received Moisture Content ................................................................................3
Particle Size Analysis ..............................................................................................4
Unit Weight ..............................................................................................................6
Specific Gravity .......................................................................................................7
SSD Absorption .......................................................................................................7
ASTM C 618 TESTS ........................................................................................................8
Physical Properties per ASTM C 618 ......................................................................8
Cement Activity Index .............................................................................................8
Water Requirement ................................................................................................10
Lime Activity Index ...............................................................................................10
Autoclave Expansion .............................................................................................11
Evaluation with Activators ....................................................................................12
Chemical Properties per ASTM C 618 ..................................................................13
CHEMICAL COMPOSITION .......................................................................................15
ELEMENTAL ANALYSIS ............................................................................................15
SCANNING ELECTRON MICROSCOPY (SEM) .......................................................16
Section 3: Constructive Use Options for MPU Ashes ........................................................18
INTRODUCTION ..........................................................................................................18
USES OF MPU FLY ASHES .........................................................................................18
Section 4: Suggestions for Further Evaluations .................................................................20
FLOWABLE MATERIALS ...........................................................................................20
BRICKS, BLOCKS, AND PAVING STONES .............................................................21
STRUCTURAL-GRADE CONCRETE .........................................................................21
BLENDED CEMENT ....................................................................................................21
ROLLER-COMPACTED CONCRETE PAVEMENT ..................................................22
SOIL AMENDMENT WITH OR WITHOUT DREDGED MATERIALS ...................22
v
Table of Contents (Continued)
Item Page
Section 5: References ............................................................................................................63
APPENDIX 1: WI-DNR NR 538 Analysis ..........................................................................64
WISCONSIN DNR CHAPTER NR 538 STANDARDS ...............................................65
LEACHATE CHARACTERISTICS OF MPU COAL ASHES .....................................65
ELEMENTAL CHARACTERISTICS OF MPU COAL ASH ......................................66
DNR NR 538 SPECIFIED USE OPTIONS ...................................................................67
APPENDIX 2: Modified ASTM C 422 for Particle Size Analysis ....................................78

vi
List of Tables
Item Page
Table 1 - Background Information on the MPU Ash ............................................................24
Table 2 - As-Received MPU Ash Moisture Content ..............................................................26
Table 3 - Sieve Analysis of MPU Ash ....................................................................................28
Table 4 - Material Finer Than No. 200 Sieve by Washing .....................................................29
Table 5 - Materials Retained on No. 325 Sieve ......................................................................30
Table 6 - Unit Weight and Voids ……………………...……………………………………35
Table 7 - Specific Gravity .......................................................................................................36
Table 8 - Specific Gravity .......................................................................................................37
Table 9 - Absorption ...............................................................................................................38
Table 10 - Physical Tests Requirements of Coal Fly Ash per ASTM C 618 .........................40
Table 11 - Mortar Cube Compressive Strength ......................................................................41
Table 12 - Strength Activity Index with Cement ....................................................................41
Table 13 - Water Requirement ................................................................................................42
Table 14 - Pozzolanic Activity Index with Lime……...…………………………………….42
Table 15 - Autoclave Expansion or Contraction.....................................................................42
Table 16 - Mortar Cube Compressive Strength with Activators……...…………………….44
Table 17 - Strength Activity Index with Cement with Activators…………………………..45
Table 18 - Chemical Analysis .................................................................................................47
Table 19 - Mineralogy of MPU Ash .......................................................................................49
Table 20 - Elemental Analysis ................................................................................................51
Table 21 - Potential Uses of the MPU Ashes .........................................................................55
vii
List of Tables (Continued)
Item Page
Table 22 - Beneficial Use Methods for By-Products Based Upon Characterization
Category, per NR 538......…………………………..........................................68
Table 23 - Leachate Analysis Data for MPU Ashes....……………………...........................69
Table 24 - Leachate Standards per DNR NR 538...........................………………….......…70
Table 25 - NR 538 Categories for MPU Ashes per Lechate Analysis...……………............71
Table 26 - NR 538 Elemental Analysis for MPU Ashes…………........................................72
Table 27 - Elemental Analysis per DNR NR 538.…………………..................................…74
Table 28 - NR 538 Categories for MPU Ashes per Elemental Analysis.………................…76
viii
List of Figures
Item Page
Fig. 1: Particle Size Distribution of MPU #5 - #7 Bottom Ash ..............................................31
Fig. 2: Particle Size Distribution of MPU #8 Bottom Ash .....................................................32
Fig. 3: Particle Size Distribution of MPU #8 Fly Ash ............................................................33
Figure 4 – 7: SEM Photomicrographs of MPU #5 Bottom Ash .............................................59
Figure 8 – 11: SEM Photomicrographs of MPU #7 Bottom Ash ...........................................60
Figure 12 – 15: SEM Photomicrographs of MPU #8 Bottom Ash .........................................61
Figure 16 - 19: SEM Photomicrographs of MPU #8 Fly Ash………………………………62

1
Section 1
Introduction
The scope of this project was to determine physical, chemical, mineralogical, and microscopical (i.e.,
morphological) properties of the Manitowoc Public Utilities (MPU) coal combustion products from
daily operations. The main objective of this project is to recommend alternatives to the normal
practice of landfilling by recommending potential reuse/recycling applications for these materials.
Four different types of coal combustion products were collected for this project: MPU #5 bottom
ash, MPU # 7 bottom ash, MPU #8 bottom ash, and MPU #8 fly ash. MPU #5 bottom ash and MPU
#7 bottom ash are stored in a combined form at MPU. Therefore, to minimize cost of testing and
using these materials, these two materials were blended in the approximate proportions that they are
available in storage (1/3 MPU #5 bottom ash, 2/3 MPU #7 bottom ash by weight per MPU) before
being tested. Background information on the source of the ash materials was obtained from
Manitowoc Public Utilities describing the type of boilers, coal sources, etc. (Table 1).
It has been established by previous projects at the UWM Center for By-Products Utilization (UWM-
CBU) that properties of coal combustion products (i.e. different types of ashes) vary from boiler to
boiler depending upon the type and source of fuel, how the ash is collected, design and operation of
the boiler, etc. Therefore, it is important to determine physical, chemical, and morphological
properties of the ash for determining their appropriate use options.
Before beginning any quantitative testing, the general physical appearance of the MPU materials
were evaluated. The MPU #5 bottom ash consisted of white, brown, and beige particles, was dry,
and in appearance varied in size from fine sand to approximately 3/8-inch size pieces. The ash

2
pieces were lightweight and easily broken apart. The MPU #7 bottom ash was typically brown in
color, dry, appeared to be a typical coal bottom ash type of material with gradation varying from a
sand-like material with larger pieces up to approximately one-inch. MPU #8 bottom ash was a
mixture of small white and light brown pieces, dry, and generally had a gradation similar to a sand.
Some larger brown to black particles up to 1/4-inch were also present. The MPU #8 fly ash was a
very fine, dry, dark-gray ash.
In order to evaluate the potential of the MPU ashes for various cement-based uses such as for
aggregate or as a substitute for cement, typical ASTM tests were conducted. ASTM provides
standard specifications for both aggregate for use in cement-based products (ASTM C 33) as well as
for coal fly ash use in concrete (ASTM C 618). To judge the suitability of the MPU ash resource for
potential use as a mineral admixture in cement-based materials, tests were performed as described in
the following sections and compared to the requirements specified in ASTM C 33 and C 618.
3
Section 2
Tests of MPU Coal Combustion Products
EXPERIMENTAL PROGRAM
A test program was designed to measure physical, chemical, mineralogical, and microscopical
properties of the ashes from MPU boilers. Four different coal combustion products were received
from MPU. Three sources of bottom ash, MPU #5 bottom ash, MPU #7 bottom ash, and MPU #8
bottom ash; and one source of fly ash MPU #8 fly ash, were selected for evaluation. Prior to testing,
the MPU #5 bottom ash and MPU #7 bottom ash were blended in accordance with the direction of
MPU, one part MPU #5 bottom ash and two parts MPU #7 bottom ash, by weight. In order to
measure various properties of these ash products, the following experiments were carried out.
PHYSICAL PROPERTIES
As-Received Moisture Content
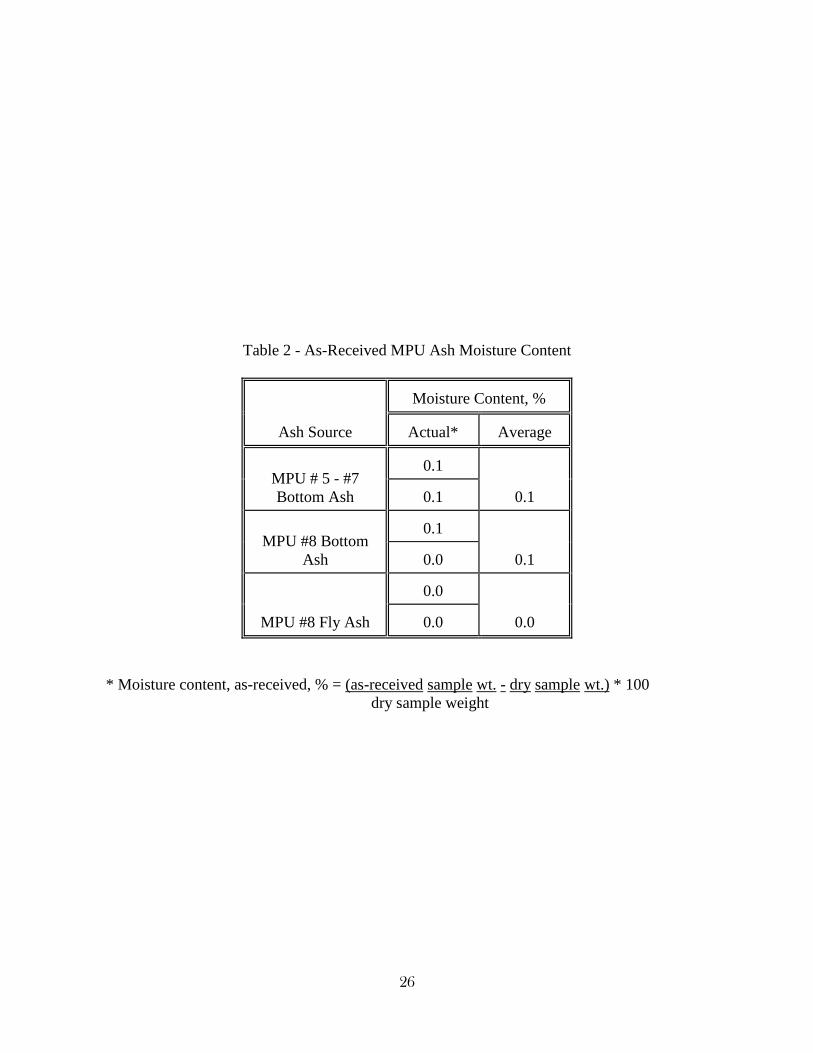
As-received moisture content (MC) of the MPU ashes were determined in accordance with the
ASTM Test Designation C 311. Table 2 provides the test data. The results show that all three
materials, MPU #5 - #7 bottom ash, MPU #8 bottom ash, and MPU #8 fly ash had low moisture
contents (0.1%, 0.1%, and 0.4%, respectively). Although all three ash materials would meet ASTM
C 618 requirements for moisture content (3% max.), it is important to maintain consistent, low
moisture contents when using these materials in future applications since there are some significant
negative attributes associated with moisture in any ash:
(1) Moisture/water content leads to cost of shipping water along with the ash to the potential user of
the ash. This, of course, increases the cost to the user in obtaining the ash for beneficial reuse.

4
(2) If the moisture content is not within control, then the variation leads to quality control problems
for the user.
(3) The water content is a critical parameter for manufacturing cement-based products. Therefore, if
the user is planning to use the ash in cement-based materials, then the water content must be
controlled in a narrow range to control the quality of such products.
(4) Wetting the ash with or soaking it in water destroys potential cementitious ability of the ash.
(5) A typical manufacturer of cement-based materials is equipped very well to handle dry or
relatively dry materials. Therefore, wet or variable moisture content ash would make it harder for
MPU to market these ashes for reuse/recycle purposes to such manufacturers.
Particle Size Analysis
Ash samples were first oven-dried at 210 F ± 10 F and then were tested for gradation using standard
sieve sizes (1" through #100), as reported in Table 3, in accordance with ASTM Test Designation
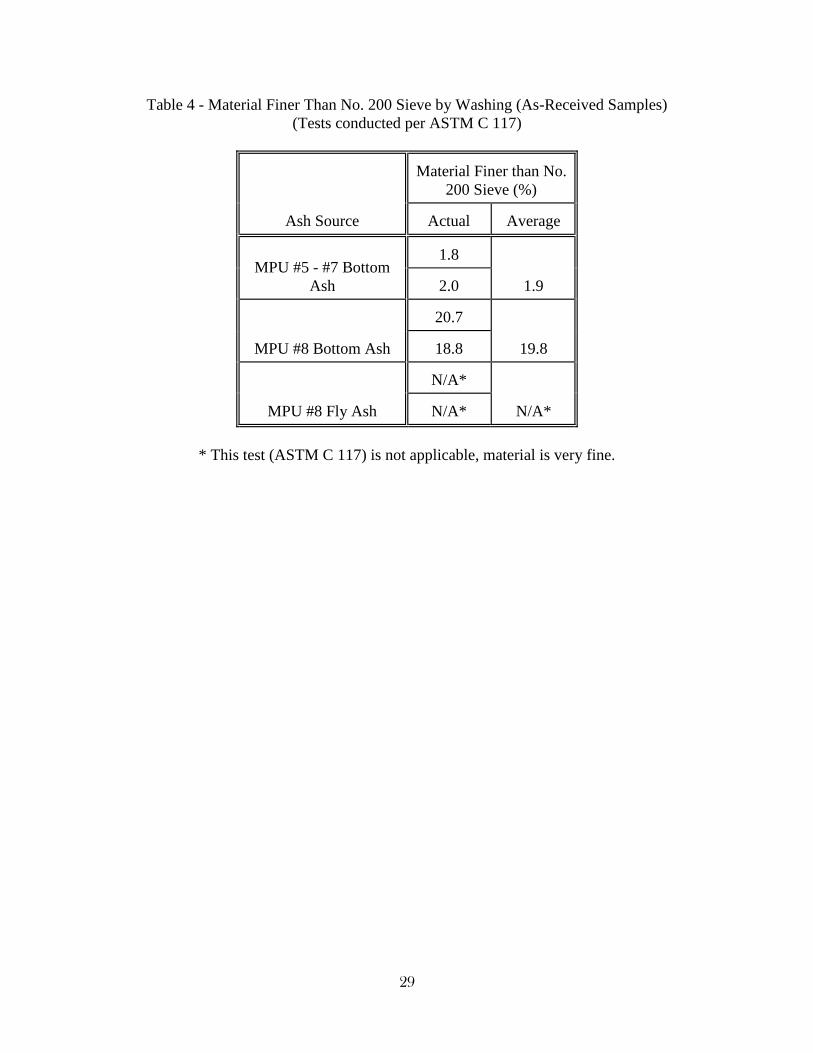
C 136. Ash samples were also tested in accordance with ASTM test designation C 117 to determine
the amount of material finer than No. 200 sieve by washing as reported in Table 4. One ash sample,
MPU #8 fly ash, was not evaluated using ASTM C 136 and C 117 due to the fact that this source of
the ash was too fine to conduct such tests. The MPU #8 fly ash sample was tested for materials
passing No. 325 sieve by washing under pressure in accordance with ASTM Test Designation C 430.
Bottom ash samples were too coarse for the ASTM C 430 test. Results are reported in Table 5. The
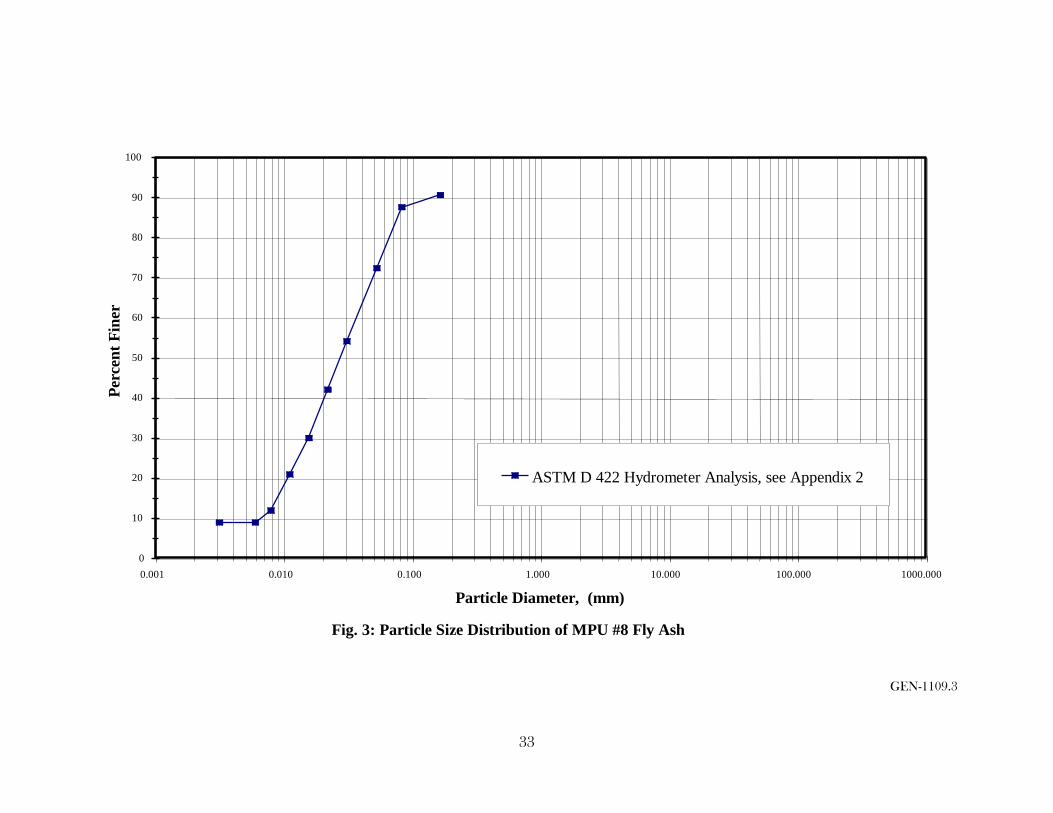
particle size distribution of the MPU #8 fly ash sample was analyzed in accordance with ASTM C
422 (hydrometer analysis) since this material has a significant percentage of fine particles (passing
#100 sieve). The complete size distribution of all of the ashes are shown in Fig. 1 to Fig. 3.
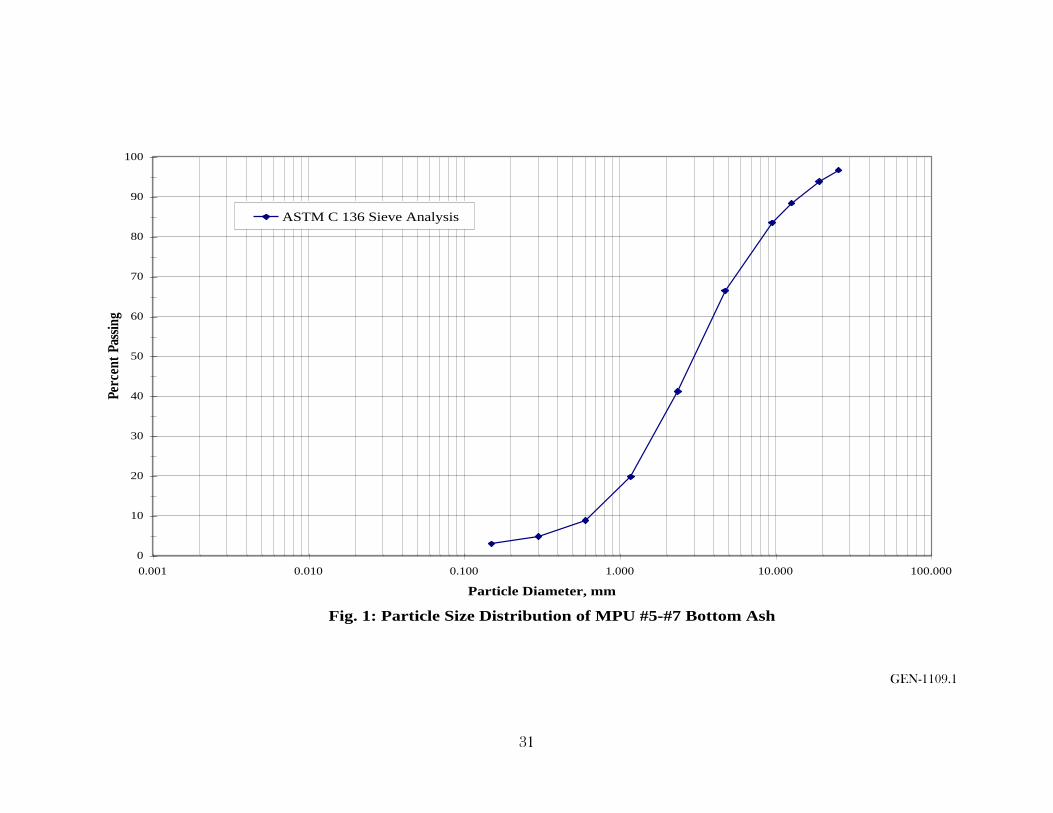
Particle size analysis data in Table 3 show that the MPU #5 - #7 bottom ash generally is a coarse

5
material with approximately 60% of the material between 3/8" and #16 sieve (1.18 mm).
Approximately 20% of the MPU #5 - #7 bottom ash sample consisted of particles larger than 3/8"
and 20% of the particles were finer than No. 16 (1.18 mm) sieve. Furthermore, this material had less
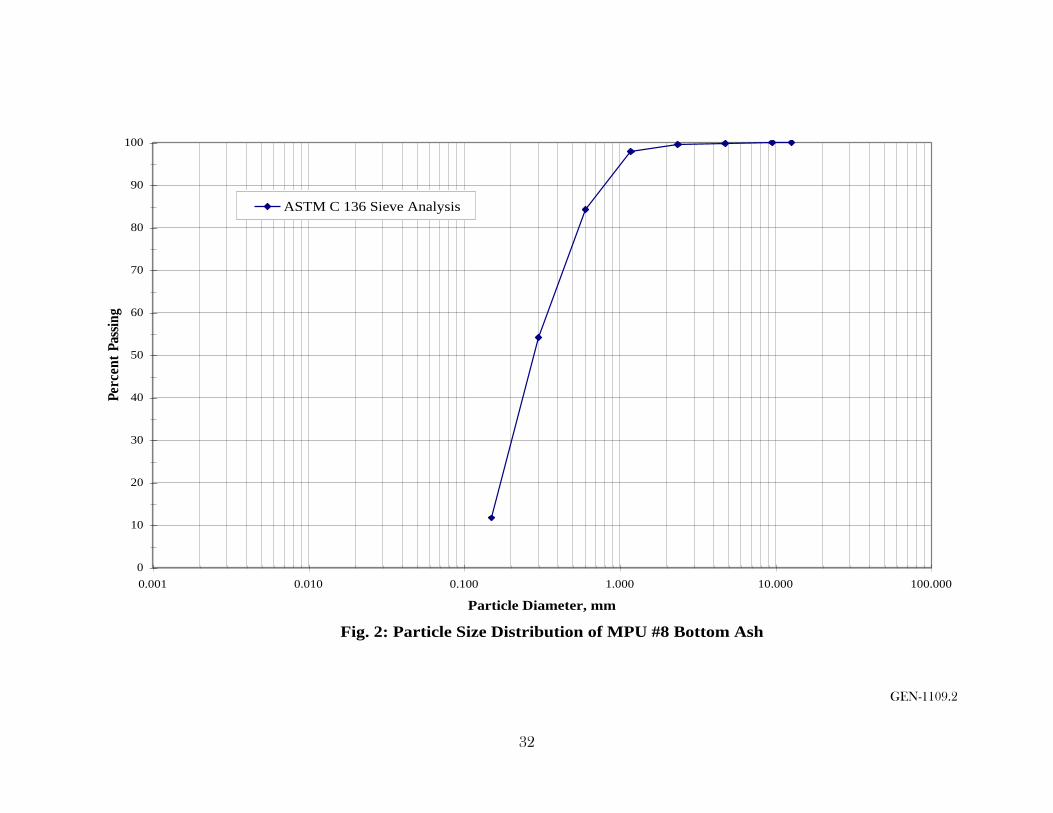
than 2% of the total materials passing No. 200 sieve when washed with water (Table 4). The particle
size distribution of the MPU #8 bottom ash more closely resembled the particle size distribution of a
sand rather than a coarse aggregate (Table 3). The particle size distribution of the MPU #8 bottom
ash also shows that the material has more fine particles present than a typical concrete sand (84% of
the materials passing a #30 sieve). The MPU #8 bottom ash also had approximately 6% passing the
No. 200 sieve upon washing, Table 4. ASTM C 33 specifies that for a manufactured sand, free of
clay or shale, a maximum of 5% passing of No 200 sieve is allowed for aggregate used in concrete
subjected to abrasion, and a maximum of 7% for all other concrete. The test data indicates (Table 4)
that the two sources of bottom ash may be acceptable for partial replacement of aggregate in ready-
mixed concrete and/or as both coarse and fine aggregates replacements in dry-cast concrete products
such as bricks, blocks, and paving stones because of its generally coarse gradation. Furthermore, the
MPU #5 - #7 bottom ash and MPU #8 bottom ash materials are not fine enough; i.e., too coarse, to
be used for cement replacement in concrete. These coarser materials (MPU #5 - #7 bottom ash and
MPU #8 fly ash) may be more suitable for use in a backfill material such as in controlled low-
strength materials CLSM. Figs. 1 and 2 show gradation of MPU bottom ashes.
Table 5 data show that the MPU #8 fly ash did not have a considerable amount of material retained
on the No. 325 sieve (22.5%). ASTM C 618 for coal fly ash classifies a value of maximum 34%
retained on the No. 325 sieve as satisfactory for use in concrete. Based upon this criterion for
pulverized coal fly ash, the MPU #8 fly ash meets this requirement of ASTM C 618. These results

6
indicate that, based upon the fineness of the material, the MPU #8 fly ash is quite suitable as a
cement replacement in concrete and also for CLSM-type of flowable slurry products.
Test data for particle size analysis in accordance with the modified ASTM C 422 are presented in
Fig. 3. Appendix 2 provides the details of this modified ASTM test. This figure shows that the
gradation of the MPU #8 fly ash (Fig. 3) is reasonably uniform.
Unit Weight
Unit weight (i.e., bulk density) of the ash was determined in accordance with the ASTM Test
Designation C 29. Table 6 provides the test results. Bulk density of the MPU #5 - #7 bottom ash
and MPU #8 bottom ash was 37, and 96 lb/ft³, respectively. The fine ash material (MPU #8 fly ash)
had a density value of approximately 50 lb/ft³. This is consistent for the gradation of the bottom ash,
which showed a significant amount of coarser fractions of the ash materials. These data indicate that
the MPU #8 bottom ash material may be suitable for replacing regular, normal-weight, sand and the
MPU #5 - #7 bottom ash may be used for coarse aggregates in making semi-lightweight or
lightweight concrete and/or CLSM. Such lightweight construction materials are well suited for
insulating fill for roofs and walls, as well as sound and/or ground vibration barriers. Typical
manufactured light-weight coarse aggregates costs about $45 per ton. Determining the bulk density
value is also necessary for calculations for establishing and modifying cement-based construction
materials mixture proportioning. Percentage of voids in Table 6 indicate amount of free space
available for packing of other materials in making cement-based materials. The higher the percent
voids, the higher the amount of other materials necessary for making cement-based materials.
7
Specific Gravity
Specific gravity tests for the fine ash material (MPU #8 fly ash) were conducted in accordance with
the ASTM Test Designation C 188, Table 7. Results show that the specific gravity for the MPU #8
fly ash is 2.68. This is a similar order of magnitude as a typical coal fly ash, though this ash has a
slightly higher specific gravity value than typical Class F coal fly ash (specific gravity approximately
2.50), and a typical Class C fly ash (specific gravity approximately 2.60). Specific gravity of typical
Wisconsin sand is about 2.7. Specific gravity value is necessary for determining relative substitution
rate for fly ash versus amount of cement or sand replaced in a mixture; and, also for calculations for
establishing and modifying cement-based construction materials mixture proportions.
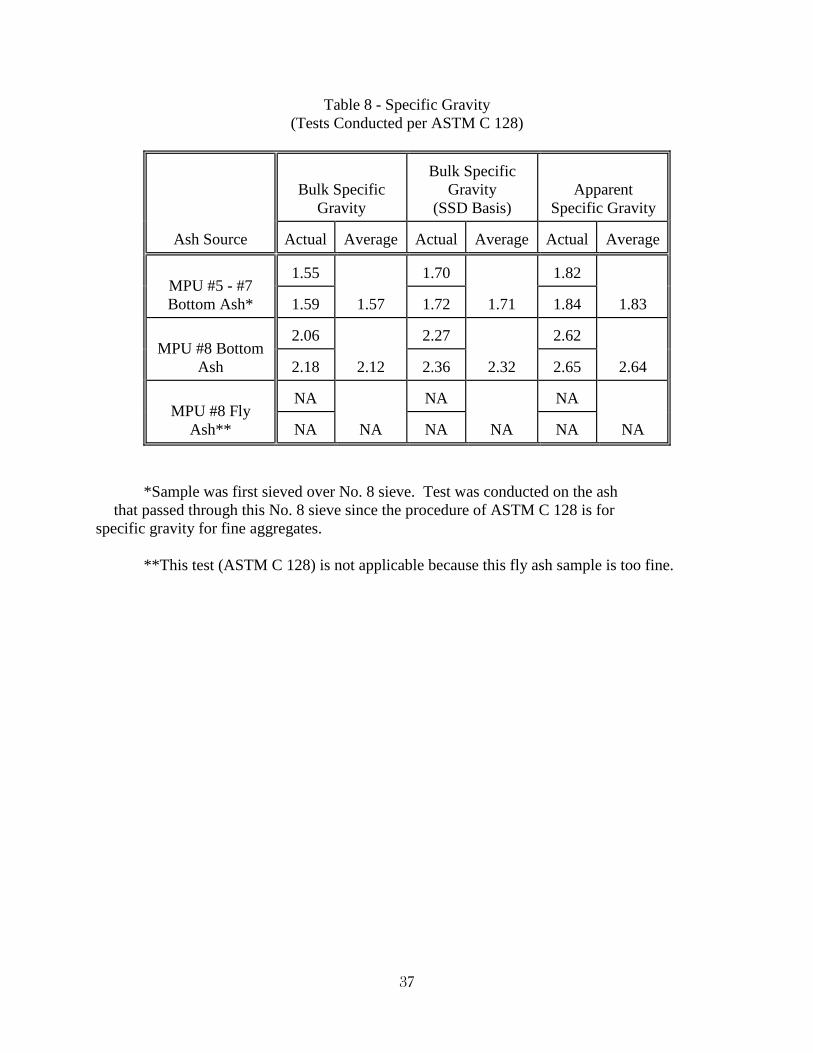
Specific gravity tests for the MPU #5 - #7 bottom ash and MPU #8 bottom ash were carried out in
accordance with ASTM Test Designation C 128. Test results are shown in Table 8. The MPU #5 -
#7 bottom ash had an average apparent specific gravity of 1.83. This is considerably lower than the
specific gravity for typical aggregates used in concrete, which is around 2.65. Therefore, this source
of ash should be useful as semi-lightweight and/or lightweight aggregates. Specific gravity of MPU
#8 bottom ash, 2.64, is consistent with that of a typical natural aggregate for making conrete.
SSD Absorption
For the coarser ashes (MPU #5 - #7 bottom ash and MPU #8 bottom ash) saturated surface dry
(SSD) moisture absorption tests in accordance with the ASTM Test Designation C 128 were
conducted. Results are shown in Table 9. These ash materials, had SSD absorption values that
were considerably higher than that for typical natural sand or coarse aggregate used in concrete,
which is typically less than 2%. The SSD absorption value is an indication of the porosity of the

8
aggregates. Typical lightweight aggregates used in concrete generally have very high absorption
values and must be pre-soaked in order to manufacture consistent quality workable concrete. SSD
moisture absorption value is also required for calculations for establishing and modifying cement-
based construction materials mixture proportioning. Higher absorption materials may lead to better
curing of the cement-based materials after they are cast; and, therefore, better quality for such
materials.
ASTM C 618 TESTS
Physical Properties per ASTM C 618
ASTM C 618 provides standard specifications for coal fly ash and natural pozzolans for use in
concrete. Therefore, to judge the suitability of the MPU ash resource for potential use as a mineral
admixture in cement-based materials, physical tests were performed as described below in
accordance with the ASTM Test Designation C 618. Table 10 shows physical properties
requirements for coal fly ash and natural pozzolans per ASTM Test C 618. The following physical
properties of the MPU ash were determined: (1) Cement Activity Index; (2) Water Requirement; (3)
Activity Index with Lime; and, (4) Autoclave Expansion.
Cement Activity Index
Cement activity index tests for fine ash materials (MPU #8 fly ash) were performed in accordance
with the ASTM Test Designation C 311/C 109. Two-inch mortar cubes were made in a prescribed
manner using a mixture of cement, sand, and water, without any ash (Control Mixture).
Compressive strength tests were conducted at the age of 3, 7, 14, and 28 days. Actual strength test
results, in psi, are reported in Table 11 for the test specimens made from the Control Mixture.
9
Additional test mixtures were prepared using 80% cement and 20% MPU #8 fly ash, by weight
(instead of cement only without MPU ash as in the Control Mixture). Results are reported in Table
11 similar to the Control Mixture.
Comparison of the MPU ash mixture cube compressive strengths, with the Control Mixture, is
reported in Table 12. These results are designated as Strength Activity Index with Cement. In this
comparison, the Control Mixture was assigned a value of 100, at each age, and all other cube
compressive strength values were scaled from this reference datum.
The cube compressive strength test results, Table 11, for the MPU #8 fly ash mixtures were lower
than that for the Control Mixture without fly ash. The Activity Index with Cement data, Table 12,
for this ash was 60% to 71% (higher than 75% required by ASTM C 618 at either the 7 or 28-day
age) for the compressive strength, compared with the Control Mixture without the MPU ash.
However, the actual test data, Table 11, show that sufficient compressive strength can be achieved
with the MPU #8 fly ash even though these ash mixtures did not perform as well as the no ash
Control Mixture. Based upon the cube compressive strength data, overall, it can be concluded that
the MPU #8 fly ash is suitable for making CLSM (which by the ACI Committee 229 Definition has
up to 1,200 psi compressive strength at the 28-day age), including making typical structural-grade
(up to 5,000 psi compressive strength) concrete for base course and/or sub-base course for pavement
of highways, roadways, and airfields; driveways; parking lots; highway pavements and bridges;
parking garages; and other similar construction applications. This ash source can also be considered
quite satisfactory for housing construction where typically a compressive strength of 3,000 psi
concrete, at the age of 28 days, is used. The MPU #8 fly ash resource can also be used for in-house
concrete construction needs of MPU.
10
In summary, ASTM C 618 classifies a value at 7-day or 28-day age of 75 or above for the Activity
Index with Cement for coal fly ash as passing. Based upon this criterion only, the MPU #8 fly ash
does not pass either the 7 or 28-day requirement.
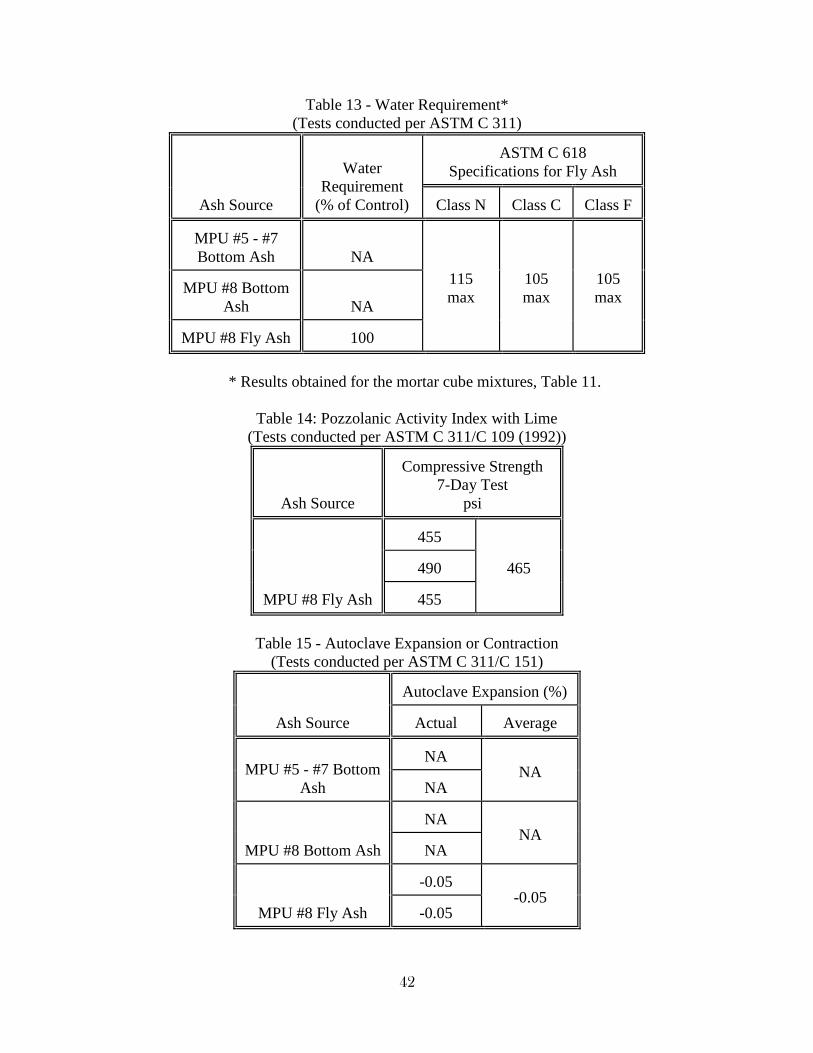
Water Requirement
Water requirement tests for the MPU #8 fly ash was performed in accordance with the ASTM Test
Designation C 311. This test determines the relative amount of water that may be required for
mixture proportioning of cement-based construction materials. It is well established that the lower
the water required for a desired value of workability for the cement-based material, the higher the
overall quality of the product. Test data for water requirement for the MPU #8 fly ash is reported in
Table 13. The results show that the average value for water requirement for the MPU #8 fly ash was
lower than the maximum value specified in ASTM C 618. ASTM C 618 specifies a maximum value
of 105 or 115, depending upon the type of ash, as an acceptable value for water requirement. For
coal fly ash the acceptable value is 105, while that for natural pozzolan (volcanic ash) it is 115. It is
concluded that the MPU #8 fly ash should perform satisfactorily in cement-based construction
materials. For the same workability as a concrete having no fly ash, a mixture containing MPU #8
fly ash would require approximately the same or less amount of water.
Lime Activity Index
Lime activity index tests for the MPU #8 fly ash were performed in accordance with ASTM test
requirements. Although not currently part of the ASTM test procedures or requirements for coal fly
ash and natural pozzolans, the test was performed to obtain additional information on the MPU
ashes. The activity index with lime provides an indication of the potential long-term reactivity of the
11
ash in a cementitious mixture. Based upon the 1992 ASTM standard, test procedure C 311/C 109
was followed for the testing the MPU #8 fly ash. Two-inch mortar cubes were made in a prescribed
manner using a mixture of lime, sand, water, and MPU #8 fly ash. Cubes were cured for 24 hours at
room temperature (73 F) and then for six days at 131 F. Compressive strength tests were conducted
at the age of 7 days. Actual strength test results, in psi, are reported in Table 14 for these test
specimens. Compressive strength test results for the MPU #8 fly ash was 465 psi at the age of 7
days (Table 14). The 1992 ASTM C 618 specified a minimum requirement of 800 psi for a typical
coal ash. Although the MPU #8 fly ash compressive strength is somewhat lower than the required
minimum value for coal ash, the ash did show pozzolanic activity.
Autoclave Expansion
Autoclave expansion tests for the MPU #8 fly ash was performed in accordance with the ASTM Test
Designation C 311/C 151. Test specimens in the shape of 1"x1"x11" bars were cast using cement
paste containing this MPU ash. The test specimens were then subjected to a high-temperature steam
bath at approximately 295 psi pressure in a boiler (a pressure cooker meeting the requirements of the
ASTM). The test results, given in Table 15, show that the expansion was negligible. The range of
expansion values recorded (-0.05%) for the MPU #8 fly ash samples tested were well below the
acceptable maximum limit of expansion/contraction of 0.8%, as specified by ASTM C 618 for coal
fly ash. Therefore, the MPU #8 fly ash tested is acceptable in terms of long-term
soundness/durability from the viewpoint of undesirable autoclave expansion.

12
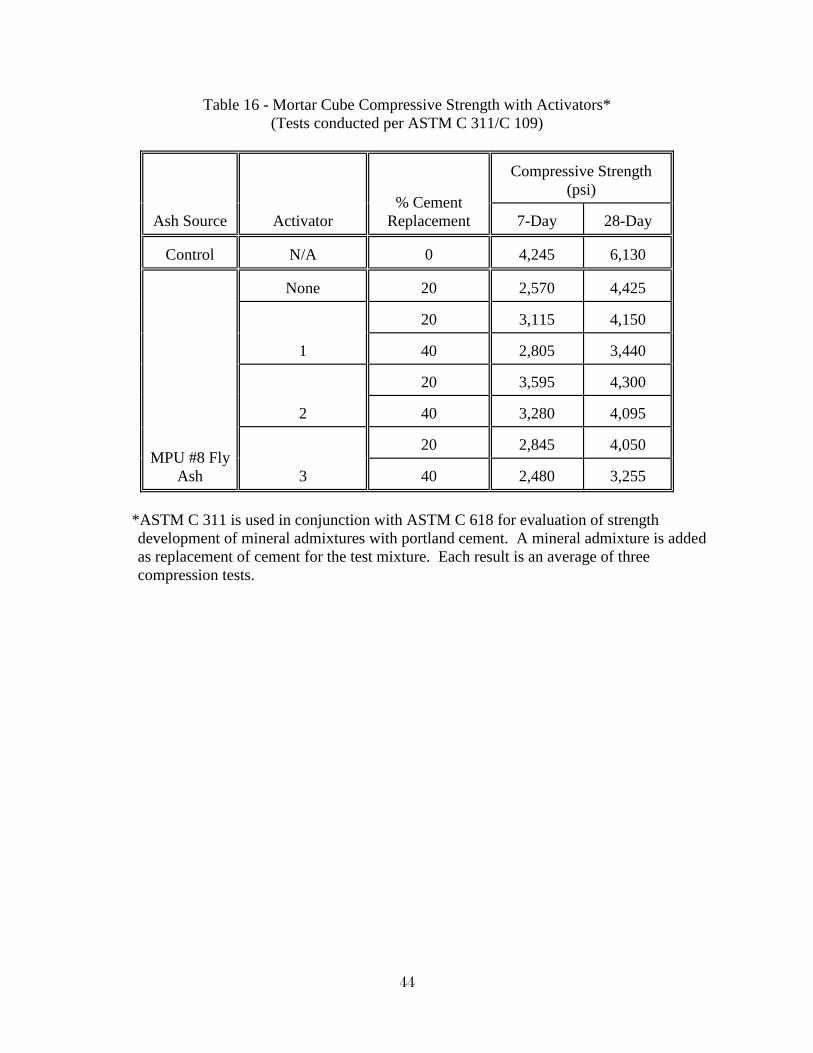
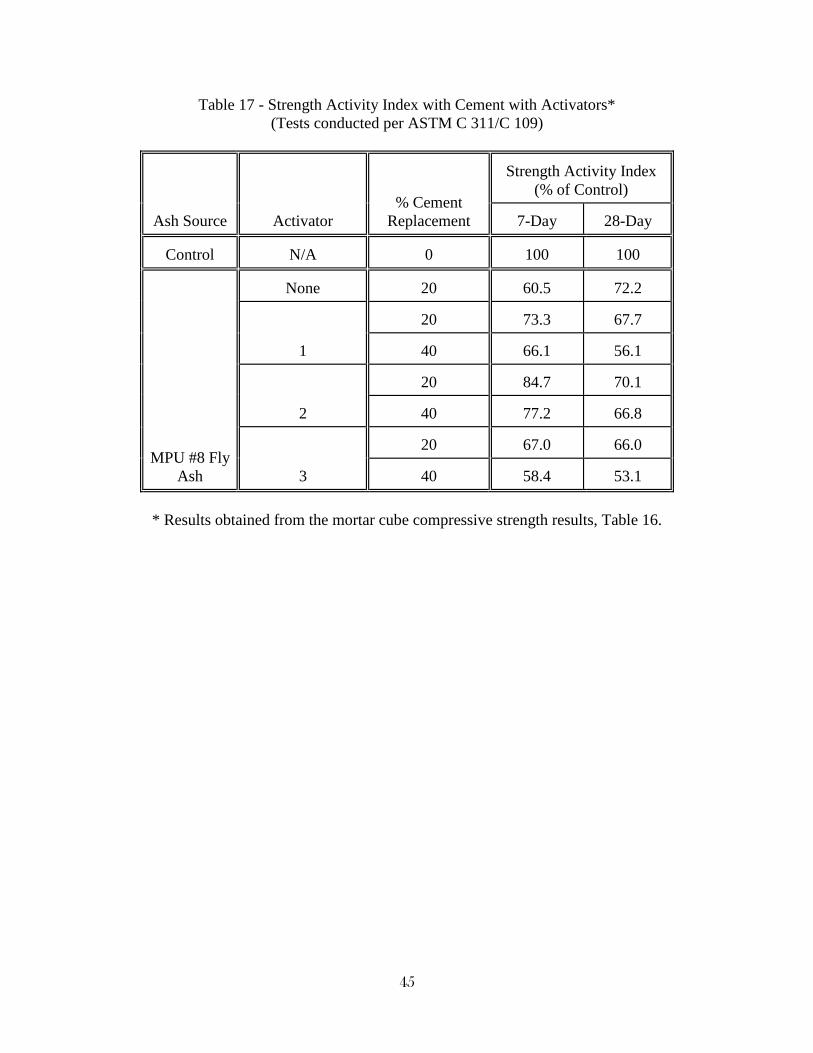
Evaluation with Activators
The MPU #8 fly ash was evaluated with chemical activators to determine if the strength
development characteristics of the ash in cementitious materials could be improved. Three different
special activators were used for this evaluation: Activator #1, #2, and #3. Two different cement
replacement rates (20% and 40%) were used to determine if improved compressive strength could be
achieved using more ash. Table 16 shows the actual strength test results at the age of 7 and 28 days.
For comparison, the compressive strength results are also shown in Table 16 for the standard 20%
cement replacement rate without activators. The Strength Activity Index with Cement of the MPU
#8 fly ash mortar cubes, with and without chemical activators, is reported in Table 17. The Activity
Index with Cement for the MPU #8 fly ash without activators was approximately 60% at the 7-day
age, and about 72% at the 28-day age. A minimum of 75% is specified by ASTM C 618 for coal ash
at either the 7-day or 28-day age. Without activators, MPU #8 fly ash does not meet this ASTM
requirement. However, the Activity Index results for the ashes with activators indicate that at the
20% replacement level, all three activators increased the compressive strength of the mortar cubes.
In the case of Activator #2, even at the 40% replacement level the strength increased compared to
the 20% fly ash level without any activators at the 7-day age. Activator #1 at a 20% cement
replacement increases the compressive strength noticeably at the age of 7 days (approximately 73%
vs. 60% without activators). Activator #2 at a 20% cement replacement increases the compressive
strength significantly at the age of 7 days (approximately 85% vs. 60% without activators).
Activator #3 at a 20% cement replacement also increased the compressive strength at the age of 7
days (approximately 67% vs. 60% without activators). At the age of 28 days, the compressive
strength of the mixtures using activators were slightly lower than the mixture without activators at
13
the 20% replacement level. Use of activators generally show that strength of concrete can be
improved due to activators.
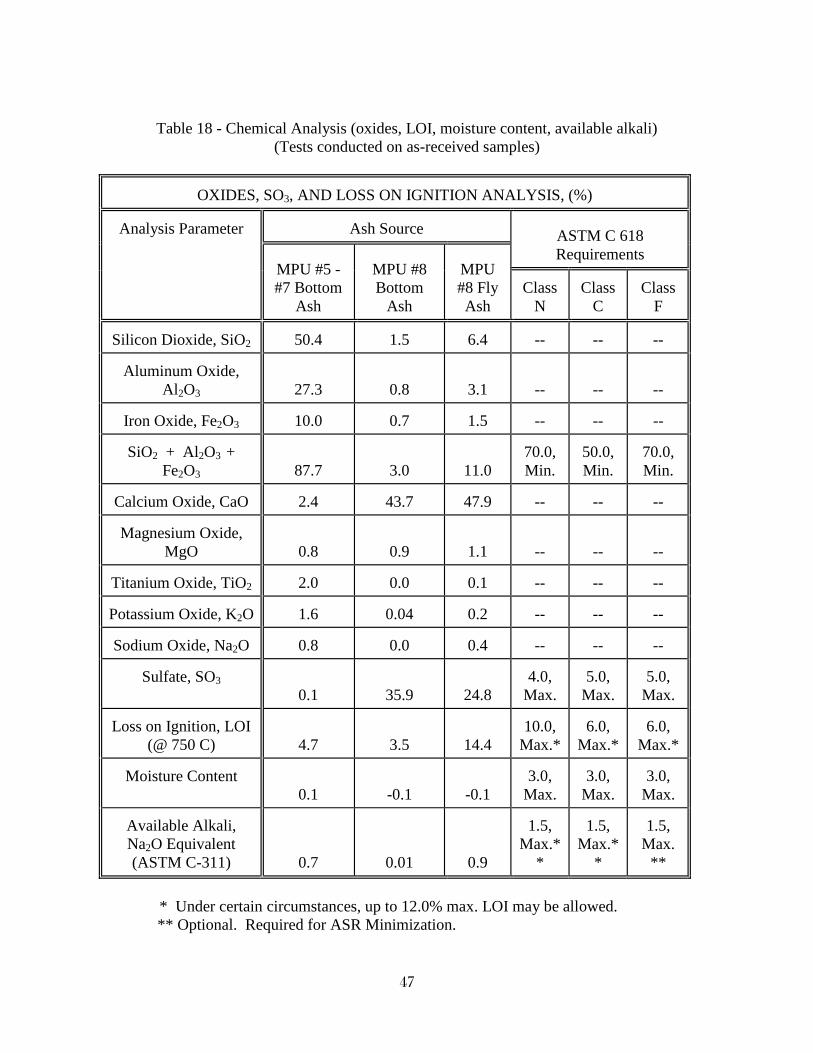
CHEMICAL PROPERTIES PER ASTM C 618
Chemical analysis tests were conducted to determine oxides present in the three sources of the MPU
ash. X-ray fluorescence (XRF) technique was used to detect the presence of silicon dioxide (SiO2),
aluminum oxide (Al2O3), iron oxide (Fe2O3), calcium oxide (CaO), magnesium oxide (MgO),
titanium oxide (TiO2), potassium oxide (K2O), and sodium oxide (Na2O). In this method, ignited
samples were fused in a 4:1 ratio with lithium carbonate-lithium tetraborate flux and cast into pellets
in platinum molds. The XRF technique for measuring sulfate (SO3) involves grinding the ash
sample and manufacturing a compressed pellet with boric acid. A double dilution method using a
4:1 and a 10:1 ratio with boric acid was used to correct for matrix effects. These buttons were used
to measure x-ray fluorescence intensities for the desired element, in accordance with standard
practice for cementitious materials, by using an automated Philips PW1410 x-ray spectrometer. The
percentages of each element were derived from the measured intensities through a standardized
computer program based on a procedure outlined for low-dilution fusion. This is a “standard
practice” for detecting oxides in cementitious compounds, including coal fly ash. Tests are reported
in Table 18. Loss on ignition (LOI), moisture content, and available alkali (Na2O equivalent) for the
pre-dried MPU ashes were also determined. These test results are also reported in Table 18.
According to the oxide analysis data, the MPU #5-#7 bottom ash, MPU #8 bottom ash, and MPU #8
fly ash do not meet Class C or F coal fly ash requirements due to one or more of the following: high
LOI, low combined silicon dioxide, aluminum oxide, and iron oxide, and high sulfate contents. The
14
calcium oxide content for the MPU #8 bottom ash and MPU fly ash is judged to be very good
because the calcium oxide values are above 10 percent. The MPU #8 fly ash contained over 47% of
calcium oxide. Therefore this fly ash may have uses in blended cement applications. Furthermore,
the magnesium oxide values are judged to be quite low for all MPU ash samples to minimize the
soundness/durability related problems created due to a high-MgO value, which is generally accepted
to be greater than five percent. In general, all oxides present, except the combined silicon dioxide,
aluminum oxide, and iron oxide; LOI; and the sulfate content; were within limits specified in the
ASTM C 618 for coal fly ash.
Loss on ignition (LOI) for the MPU #8 fly ash (approximately 14%) is higher than that permitted
(maximum 6%) by ASTM C 618 for coal fly ash. Under certain circumstances, up to 12%
maximum LOI is permitted by ASTM C 618. Recent research at the UWM Center for By-Products
Utilization show that high-LOI coal ash can be effectively used for CLSM as well as no-fines
concrete and roller compacted concrete pavements. Currents practice in Wisconsin and elsewhere
also show that high-LOI coal fly ash should generally perform satisfactorily for CLSM. High-LOI
ashes affect the use of air-entering agent used in concrete to make the concrete resistant to a freezing
and thawing environment. In general, therefore, the MPU ashes may be used for CLSM and
concrete, no-fines concrete, roller compacted concrete pavements, dry-cast concrete products, etc.
These types of construction materials do not require the use of air-entraining agent for freezing and
thawing resistance of concrete.
15
CHEMICAL COMPOSITION
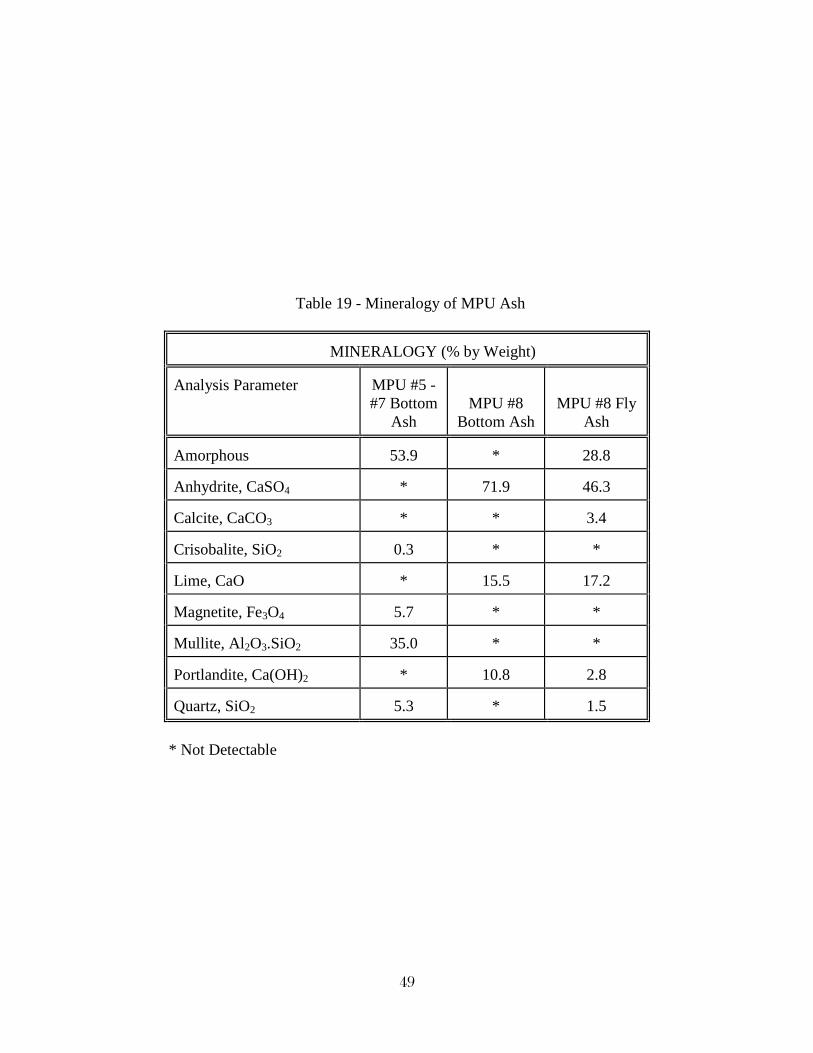
The mineral analysis, (i.e., chemical composition) for the MPU ashes were conducted by using the
X-ray diffraction (XRD) method. The results are shown in Table 19. A typical coal fly ash contains
approximately 80% glass (amorphous) phase. Since the glass contents of fly ash contributes to its
potential pozzolanic reactivity, a higher amount of glass phase is preferred when a fly ash is used as
cementitious materials. The MPU #5 - #7 bottom ash contained the highest amounts of glass phase
(54%). The MPU #8 fly ash had glass phase content of only 29% while no glass phases were
detected in the MPU #8 Bottom ash. The MPU #8 bottom ash also had an anhydrite form of CaSO4
content of 72%, which in previous studies by UWM-CBU has had expansive characteristics when
used in cement-based materials and also liberated a significant quantity of heat of reaction when
combined with water. The high anhydrite CaSO4 content of the MPU #8 bottom ash could lead to its
use by industries typically using anhydrite CaSO4 in their manufacturing processes. Anhydrite
CaSO4 is used as a source of sulfates in the manufacture of sulfuric acid and is also used in the
manufacturing of paper, where it is used as a filler material. The MPU #8 fly ash also had a high
amount of anhydrite CaSO4, 46%, and also a relatively high free lime content, 17%, similar to MPU
#8 bottom ash. Both free lime and anhydrite CaSO4, when combined with water, liberates a
noticeable amount of heat. The presence of anhydrite CaSO4 and lime should be taken into account
when using these two materials (MPU #8 bottom ash and MPU #8 fly ash) in a cement-based
product.
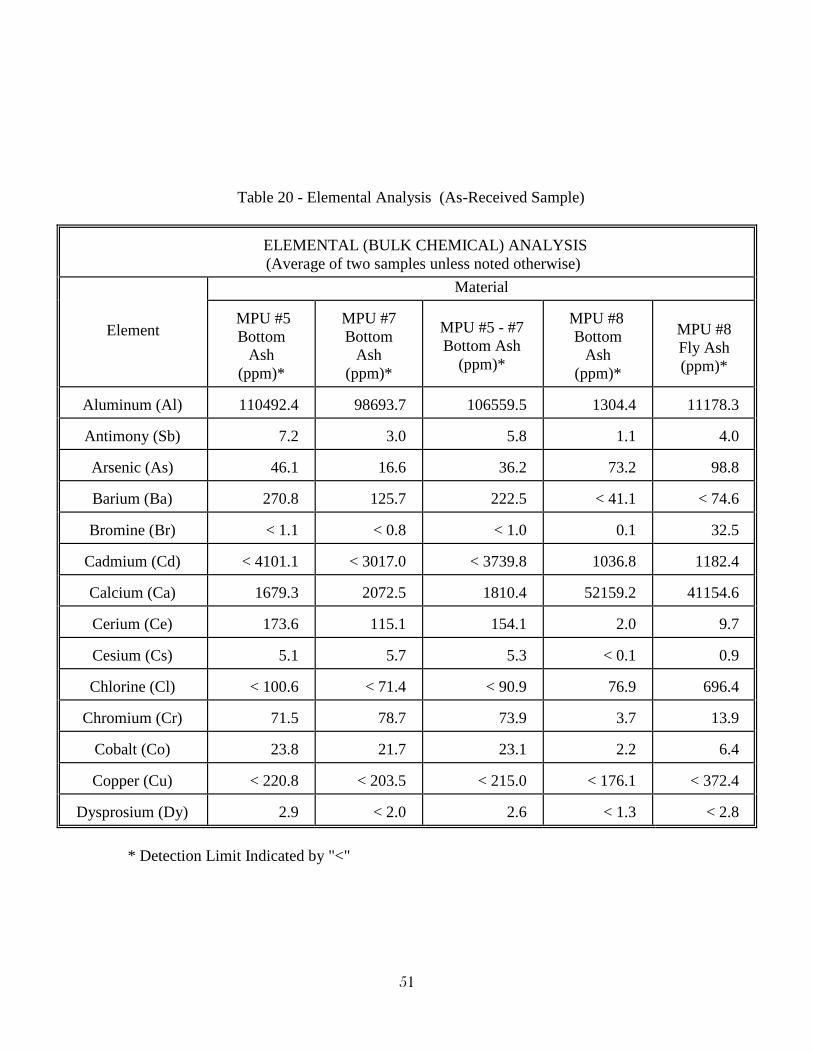
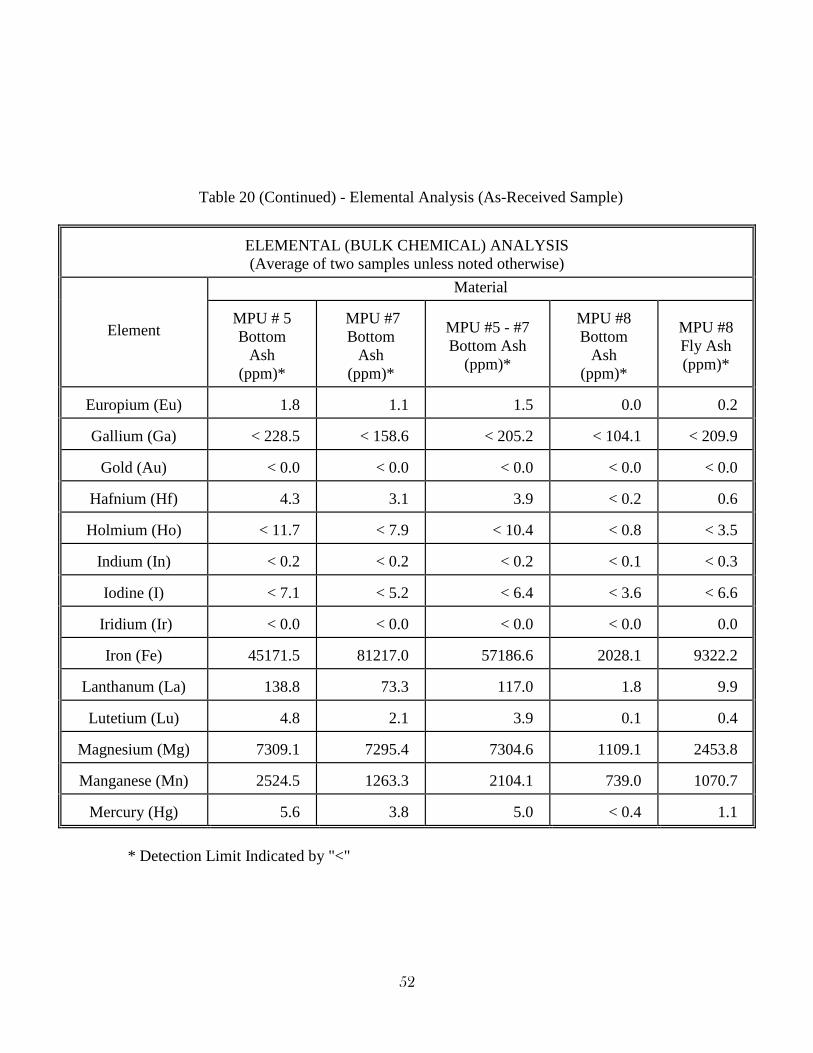
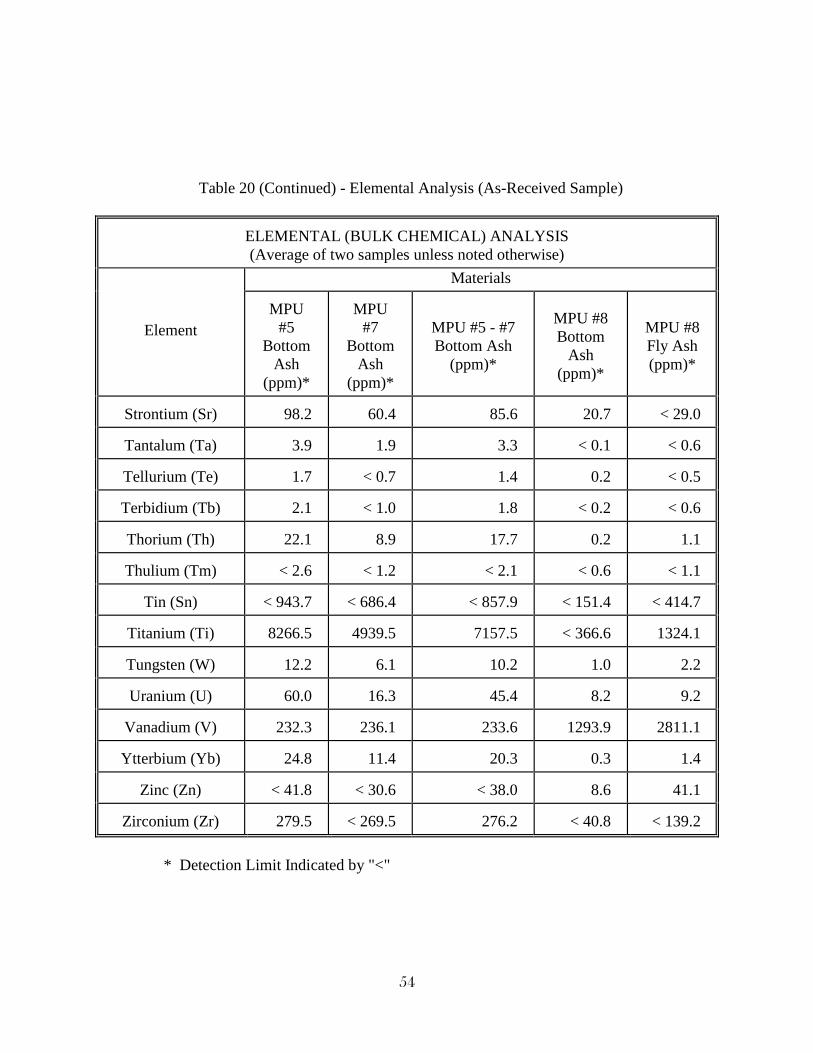
ELEMENTAL ANALYSIS
All MPU ash samples were analyzed for total chemical make-up by the Instrumental Neutron
Activation Analysis (INAA). Knowledge of total elemental concentration is necessary because it

16
provides an insight into the possibility of leaching potential characteristics of the material tested.
Leaching of trace metals is known to be highly dependent upon the temperature of the combustion in
the boiler and how these trace elements are converted to chemical compounds. A high concentration
of undesirable elements does not necessarily mean that these undesirable elements will leach. Tests
for leachate characteristics of construction materials, such as TCLP, must be performed in order to
conduct the environmental assessment of the materials proposed to be used and the product (e.g.,
cement-based materials) to be made from it. The results for the elemental analysis performed are
reported in Table 20.
SCANNING ELECTRON MICROSCOPY (SEM)
A scanning electron microscope available at the University of Wisconsin-Milwaukee was employed
for this part of the investigation. SEM pictures (photomicrographs) for the four MPU ashes were
obtained, Figures 4 through 19. These SEM pictures are an important part of understanding the
character and morphology of the particles of the product being evaluated for considering their
constructive use options. For example, studying the morphology allows judgment to be made
regarding the physical and/or mechanical bond that might be possible for the ash in creating new
construction materials. Also, it allows an opportunity to study the contours of the particles and how
they may help in mixing and manufacturing these new types of materials. The particle morphology
also helps in understanding the level of completeness of combustion and microstructure of burned,
partially burned, or unburned particles. This evaluation of level of combustion, and particle size and
distribution, also help in judging the water demand that may be placed upon when making cement-
based materials from such ashes.
17
The MPU #5 bottom ash (Figs. 4-7) consists of large particles which have a glass-like structure. The
particles have small voids (approximately 5 μm) distributed over the surface. The MPU #7 bottom
ash (Figs. 8-11) also consists of large particles; however, they have two different types of features:
some particles have numerous voids, while other particles have a smooth glass-like appearance.
Although bottom ash material with the porous structure would be lightweight, these types of
materials when used as concrete aggregates, may not be very durable when subjected to abrasion.
The MPU #8 bottom ash is considerable finer than the MPU #5 or #7 bottom ashes. The size of the
MPU #8 bottom ash particles closely resemble a fine sand (Fig. 12). At magnifications of 100x up
to 1000x (Figs. 13-15), the surface of the particles show a significant amount of cracking indicating
that either an expansion took place while the particles were rapidly cooled, or the surface of the
particles were more rapidly breakable, soft, and/or friable than the rest of the structure. The interior
of the particles when viewed through the cracks at 1000x (Fig. 15) show a fine angular structure in
contrast to the smooth surface of the particles. SEM micrographs of the MPU #8 fly ash are shown
in Figs. 16-19. The MPU #8 fly ash is a fine material with irregularly shaped particles. These type
of fly ash particles differ from that of typical pulverized coal combustion fly ash that are generally
spherical in shape. The irregularly shaped particles would not be beneficial for reducing water
demand when used in making concrete.
18
Section 3
Constructive Use Options for MPU Ashes
INTRODUCTION
A number of uses of coal combustion products (CCP) in construction materials already exist [1].
However, these applications depend upon physical, chemical, mineralogical, and surface properties
of such products. The same is true for the MPU ashes. The following sections deal with potential
uses of the MPU ashes analyzed in this investigation.
USES OF MPU ASHES
The size distribution of the MPU #8 fly ash is similar to that of conventional coal ash products. In
general, however, MPU #8 fly ash is not as fine as typical coal fly ash. Furthermore, the MPU #8
fly ash is irregular in shape versus spherical shape for coal fly ash. This means that when MPU #8
fly ash is added in mortar or concrete, workability of fresh mortar or concrete may not be helped as
much as that typical with the use of coal fly ash. In fact, some porous particles of unburned or
partially burned or coal (charcoal) may absorb the water added in mortar or concrete and further
reduce the workability of the mixture. Some of the MPU ashes have high-LOI (i.e., unburned or
partially burned organics).
This investigation revealed that the MPU ash samples generally did not conform to all parts of the
ASTM C 618 Class F or C requirements for coal fly ash for applications in cement-based
composites. ASTM C 618 also gives standard specifications for natural pozzolans, e.g., a volcanic
ash. The MPU #8 fly ash is expected to be suitable for use in typical structural-grade (up to 5,000
19
psi) concrete. The MPU ashes are also very suitable for CLSM and grouting applications. The MPU
#5 - #7 bottom ash materials have a low specific gravity and may be useful as a lightweight
aggregate in concrete. For more useful applications, with or without beneficiating MPU ashes,
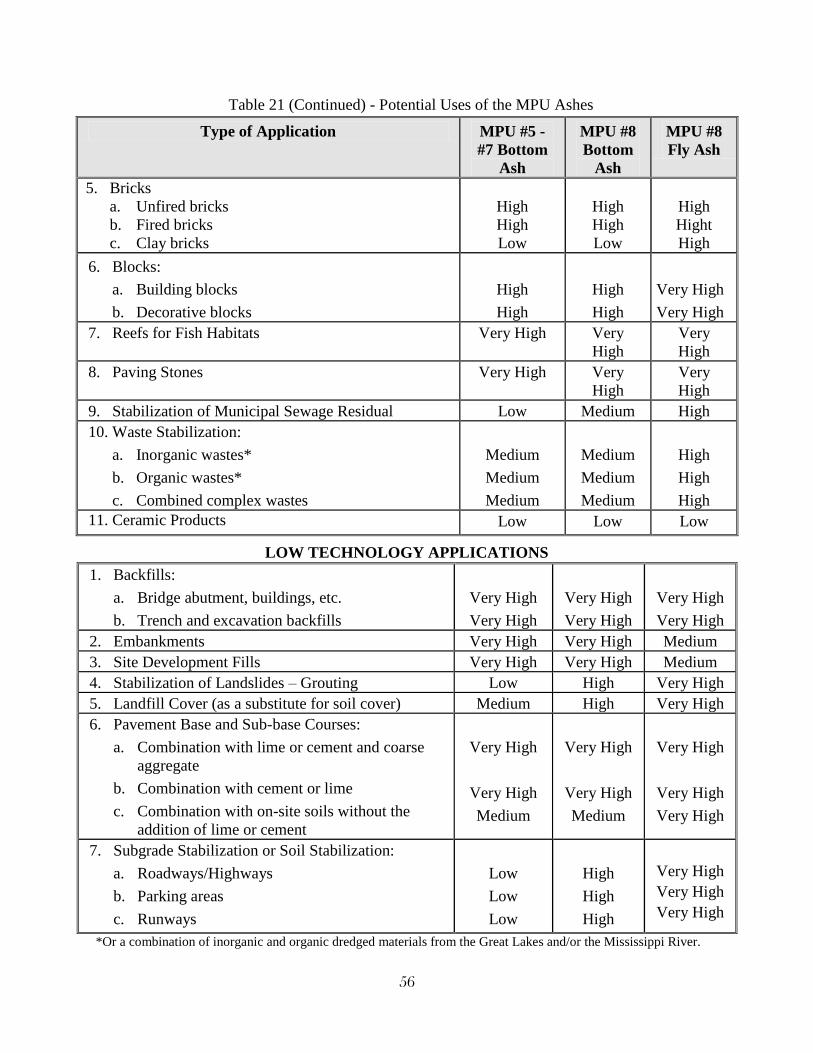
further study would be needed to develop optimum use options. A list of potential uses of the MPU
ashes are presented in Table 21.

20
Section 4
Suggestions for Further Evaluations
As indicated in Section 3, the MPU ashes have considerable potential for many applications.
However, the performance of these MPU ashes needs to be proven for individual applications.
The following are some of the potential high-volume applications that would require further proof
for various uses. It is anticipated that these applications can consume most of the ash products
produced by MPU.
FLOWABLE MATERIALS
Large amounts of MPU ashes can be utilized in manufacture of flowable fill (a.k.a. manufactured
soil) material. This is defined by ACI Committee 229 as Controlled Low-Strength Material
(CLSM). The compressive strength of CLSM can be very little (10 psi) up to 1200 psi, at the age of
28 days. This material can be used for foundations, bridge abutments, buildings, retaining walls,
utility trenches, etc. as backfill; as embankment, grouts, abandoned tunnel and mine filling for
stabilization of such cavities, etc. See Table 21 for more details.
CLSM can be manufactured with large amounts of MPU ash, low amount of cement and/or lime,
and high water-to-cementitious materials ratio to produce the flowable fill. A previous study by
UWM-CBU evaluated a combination of MPU #8 fly ash and bottom ash in CLSM. The other
coarser bottom ash such as MPU #5-#7 bottom ash may also be used in CLSM fill applications. An
evaluation study is strongly recommended in order to produce CLSM for various applications with

21
this material for approval by local environmental agencies, such as the Wisconsin Department of
Natural Resources.
BRICKS, BLOCKS, AND PAVING STONES
The MPU ashes have potential for applications in numerous masonry products such as bricks,
blocks, and paving stones. However, in order to meet the ASTM requirements for strength and
durability, testing and evaluation work is necessary. The results of such testing would be used in
developing specifications for the MPU ash in the manufacture of masonry products. Lab and/or
proto-type manufacturing-scale evaluation is strongly recommended. Probability of success is very
high.
STRUCTURAL-GRADE CONCRETE
The MPU ashes can be used as a partial replacement of sand (MPU #8 bottom ash), coarse aggregate
(MPU #5 - #7 bottom ash), and/or cement (MPU #8 fly ash) in concrete. This is a very broad
conclusion from the work conducted as a part of this test evaluation. Test results show that these
ashes did not meet all ASTM C 618 coal ash requirements for concrete products applications. In
order to determine the effects of optimum inclusion of these ashes on concrete strength and
durability properties, a lab study is very strongly recommended. Probability of success is very high.
BLENDED CEMENT
The highest market value use of the MPU ashes is in the production of blended cements. Blended
cement material is typically composed of portland cement, coal fly ash, and/or other cementitious or
pozzolonic materials, and chemicals. Probability of success is very high.
22
ROLLER-COMPACTED CONCRETE PAVEMENT
The MPU ashes can be used for Roller-Compacted Concrete Pavement (RCCP) in all types of
Wisconsin weather. RCCP using MPU ashes would be a very important application. RCCP
popularity is increasing in Wisconsin. Lab evaluation is very strongly recommended for future
applications. Probability of success is very high.
SOIL AMENDMENT WITH OR WITHOUT DREDGED MATERIALS
Wisconsin dredges a significant tonnage of dredged materials from the Great Lakes and the
Mississippi River to keep the navigation channels open. The MPU ashes would be an excellent
additive to dredged materials to make manufactured topsoil for use in tree farms, sod farms, potting
soil, new growth woods/plantations, etc. These ashes may act as a desiccant, deodorizer, and
chemical activators for dredged materials. The resulting manufactured topsoil can be used as a
fertilizer, and to decrease subsurface porosity and improve infiltration characteristics of soils.
Further lab study is very strongly recommended. Probability of success is very high.
23
MANITOWOC PUBLIC UTILITIES ASH
BACKGROUND INFORMATION
MPU #5 Boiler, MPU #7 Boiler, MPU #8 Boiler

24
Table 1 - Background Information on the MPU Ash
Source
MPU Boiler #5 & Boiler #7
MPU Boiler #8
Make of Boiler Wickes
Foster-Wheeler
Type of Boiler
Stoker
CFBA - Circulating
Fluidized Bed Age of Boiler
40 years
12 years
Type of Fuel
95% Bituminous Coal (PA),
5% Paper Pallets
20% Bituminous Coal (PA),
75% Petroleum Coke,
5% Paper Pallets
Maximum Size of Fuel
1/2" (coal),
1/8" dia. x 1" long wood
1/2" (coal),
~1/8" dia. wood pellets Amount of Fuel Used
Per Year
80,000 tons (coal),
5,000 tons (wood) 35,000 tons
Burning Temperature,
Deg.F 2,650
1,600
Type of Energy Steam
Steam
Amount of Energy 170,000 #/hr
200,000 #/hr
Wet or Dry Ash
Collection Dry
Dry
Amount of Bottom Ash 15,000 tons
15,000 tons
Amount of Fly Ash 5,000 tons
4,000 tons

25
MANITOWOC PUBLIC UTILITIES
ASH CHARACTERIZATION
Combined MPU #5 & #7 Bottom Ash, MPU #8 Bottom Ash,
and MPU #8 Fly Ash.
26
Table 2 - As-Received MPU Ash Moisture Content
Ash Source
Moisture Content, %
Actual*
Average
MPU # 5 - #7
Bottom Ash
0.1
0.1
0.1
MPU #8 Bottom
Ash
0.1
0.1
0.0
MPU #8 Fly Ash
0.0
0.0
0.0
* Moisture content, as-received, % = (as-received sample wt. - dry sample wt.) * 100
dry sample weight

27
MANITOWOC PUBLIC UTILITIES
ASH PARTICLE SIZE ANALYSIS

28
Table 3 - Sieve Analysis of MPU Ash (As-Received Samples)
(Tests conducted per ASTM C 136)
MPU #5 - #7 Bottom Ash
Sieve Size % Passing*
ASTM C 33 %
Passing for No. 6
Coarse Aggregate
ASTM C 33 %
Passing for Sand
1-1/2" (38.1 mm)
100
95 to 100
1" (25.4 mm)
96.7
--
--
3/4" (19.05 mm)
93.8
35 to 70
--
1/2" (12.7 mm)
88.4
--
--
3/8" (9.5 mm)
83.5
10 to 30
100
#4 (4.75 mm)
66.4
0 to 5
95 to 100
#8 (2.36 mm)
41.2
--
80 to 100
#16 (1.18 mm)
19.8
--
50 to 85
#30 (600 μm**)
8.8
--
25 to 60
#50 (300 μm**)
4.8
--
10 to 30
#100 (150 μm**)
3.0
--
2 to 10
MPU #8 Bottom Ash
Sieve Size
% Passing*
ASTM C 33 %
Passing for sand
3/8" (9.5 mm)
100
100
#4 (4.75 mm)
99.8
95 to 100
#8 (2.36 mm)
99.6
80 to 100
#16 (1.18 mm)
97.9
50 to 85
#30 (600 μm**)
84.2
25 to 60
#50 (300 μm**)
54.2
10 to 30 #100 (150 μm**)
11.7
2 to 10
* Values reported for % passing are the average of two tests.
** 1.0 μm = 10-6
m = 0.001 mm
29
Table 4 - Material Finer Than No. 200 Sieve by Washing (As-Received Samples)
(Tests conducted per ASTM C 117)
Ash Source
Material Finer than No.
200 Sieve (%)
Actual Average
MPU #5 - #7 Bottom
Ash
1.8
1.9
2.0
MPU #8 Bottom Ash
20.7
19.8
18.8
MPU #8 Fly Ash
N/A*
N/A*
N/A*
* This test (ASTM C 117) is not applicable, material is very fine.
30
Table 5 - Materials Retained on No. 325 Sieve
(Tests conducted per ASTM C 311/C 430)
Ash Source
% Retained on
No. 325 Sieve
(As-Received Sample)
Actual Average
MPU #5 - #7 Bottom Ash
NA*
NA*
NA*
MPU #8 Bottom Ash
NA*
NA*
NA*
MPU #8 Fly Ash
22.0
22.5
23.0
* NA = This test (ASTM C 311/C 430) is not applicable, material is very coarse.
31
GEN-1109.1
Fig. 1: Particle Size Distribution of MPU #5-#7 Bottom Ash
0
10
20
30
40
50
60
70
80
90
100
0.001 0.010 0.100 1.000 10.000 100.000
Particle Diameter, mm
Per
cen
t P
assi
ng
ASTM C 136 Sieve Analysis
32
GEN-1109.2
Fig. 2: Particle Size Distribution of MPU #8 Bottom Ash
0
10
20
30
40
50
60
70
80
90
100
0.001 0.010 0.100 1.000 10.000 100.000
Particle Diameter, mm
Per
cen
t P
assi
ng
ASTM C 136 Sieve Analysis
33
GEN-1109.3
Fig. 3: Particle Size Distribution of MPU #8 Fly Ash
0
10
20
30
40
50
60
70
80
90
100
0.001 0.010 0.100 1.000 10.000 100.000 1000.000
Particle Diameter, (mm)
Per
cen
t F
iner
ASTM D 422 Hydrometer Analysis, see Appendix 2

34
MANITOWOC PUBLIC UTILITIES ASH
UNIT WEIGHT, VOIDS, SPECIFIC GRAVITY,
AND SSD MOISTURE CONTENT

35
Table 6 - Unit Weight and Voids
(Tests conducted on as-received samples per modified ASTM C 29,
utilizing 0.10 ft3 measure)
Ash Source
Unit Weight
(lbs/ft3)
Voids
(%) Actual
Average
Actual
Average
MPU #5 - #7
Bottom Ash
37.1
37.3
63.3
62.5
37.5
61.7
MPU #8 Bottom
Ash
96.1
96.1
27.3
27.4
96.0
27.4
MPU #8 Fly Ash
49.6
50.3
70.3
70.0
50.9
69.6

36
Table 7 - Specific Gravity
(Tests Conducted per ASTM C 311/C 188)
Ash Source
Specific Gravity
Actual
Average
MPU #5 - #7
Bottom Ash
N/A*
N/A*
N/A*
MPU #8 Bottom
Ash
N/A*
N/A*
N/A*
MPU #8 Fly Ash
2.67
2.68
2.68
*This test (ASTM C 311/ C 188) is not applicable due to the sample gradation being too coarse.
37
Table 8 - Specific Gravity
(Tests Conducted per ASTM C 128)
Ash Source
Bulk Specific
Gravity
Bulk Specific
Gravity
(SSD Basis)
Apparent
Specific Gravity Actual
Average
Actual
Average
Actual
Average
MPU #5 - #7
Bottom Ash*
1.55
1.57
1.70
1.71
1.82
1.83 1.59
1.72
1.84
MPU #8 Bottom
Ash
2.06
2.12
2.27
2.32
2.62
2.64 2.18
2.36
2.65
MPU #8 Fly
Ash**
NA
NA
NA
NA
NA
NA
NA
NA
NA
*Sample was first sieved over No. 8 sieve. Test was conducted on the ash
that passed through this No. 8 sieve since the procedure of ASTM C 128 is for
specific gravity for fine aggregates.
**This test (ASTM C 128) is not applicable because this fly ash sample is too fine.

38
Table 9 - Absorption
(Tests Conducted per ASTM C 128)
Ash Source
SSD Absorption, %
Actual
Average
MPU #5 - #7
Bottom Ash*
9.4
9.0
8.5
MPU #8 Bottom
Ash
10.4
9.3
8.2
MPU #8 Fly Ash
NA**
NA**
NA**
*Samples were first sieved over No. 8 sieve. Tests were conducted on the ash
that passed through this No. 8 sieve since the procedure of ASTM C 128 is for
fine aggregates.
** This test (ASTM C 128) is not applicable for very fine materials such
as MPU #8 fly ash.

39
MANITOWOC PUBLIC UTILITIES ASH
ASTM C 618 PHYSICAL PROPERTIES

40
Table 10 - Physical Test Requirements of Coal Fly Ash per ASTM C 618
TEST
ASTM C 618 SPECIFICATIONS CLASS N
CLASS C
CLASS F
Retained on No.325 sieve, (%)
34 max
34 max
34 max
Strength Activity Index with Cement at 7 or
28 days, (% of Control)
75 min
75 min
75 min
Water Requirement (% of Control)
115 max
105 max
105 max
Autoclave Expansion, (%)
±0.8
±0.8
±0.8
Moisture Content, (%)
3.0 max
3.0 max
3.0 max
Loss on Ignition, (%)*
10.0 max
6.0 max
6.0 max
Specific Gravity
-
-
-
Variation from Mean, (%)
Fineness
Specific Gravity
5 max
5 max
5 max
5 max
5 max
5 max
*Under certain circumstances, up to 12% max. LOI may be allowed.

41
Table 11 - Mortar Cube Compressive Strength*
(Tests conducted per ASTM C 311/C 109)
Ash Source
Compressive Strength (psi)
3-Day
7-Day
14-Day
28-Day
Control
3,555
4,245
5,890
6,130
MPU #5 - #7
Bottom Ash
NA
NA
NA
NA MPU #8 Bottom
Ash
NA
NA
NA
NA MPU #8 Fly Ash
2,145
2,570
4,185
4,425
*ASTM C 311 is used in conjunction with ASTM C 618 for evaluation of strength
development of mineral admixtures with portland cement. A mineral admixture is added
as replacement of cement for the test mixture. Each result is an average of three
compression tests. Bottom ash samples were not tested by this test (ASTM C 311/ C
109) because this test is for fine mineral materials only.
Table 12 - Strength Activity Index with Cement*
(Tests conducted per ASTM C 311/C 109)
Ash Source
3-day Test
%
7-Day Test
%
14-Day Test
%
28-Day Test
%
Control
100.0
100.0
100.0
100.0
MPU #5 - #7
Bottom Ash
NA
NA
NA
NA MPU #8 Bottom
Ash
NA
NA
NA
NA MPU #8 Fly Ash
60.3
60.5
71.1
72.2
Results obtained from the mortar cube compressive strength results, Table 11.
42
Table 13 - Water Requirement*
(Tests conducted per ASTM C 311)
Ash Source
Water
Requirement
(% of Control)
ASTM C 618
Specifications for Fly Ash Class N
Class C
Class F
MPU #5 - #7
Bottom Ash
NA 115
max
105
max
105
max
MPU #8 Bottom
Ash
NA MPU #8 Fly Ash
100
* Results obtained for the mortar cube mixtures, Table 11.
Table 14: Pozzolanic Activity Index with Lime
(Tests conducted per ASTM C 311/C 109 (1992))
Ash Source
Compressive Strength
7-Day Test
psi
MPU #8 Fly Ash
455
465
490
455
Table 15 - Autoclave Expansion or Contraction
(Tests conducted per ASTM C 311/C 151)
Ash Source
Autoclave Expansion (%)
Actual
Average
MPU #5 - #7 Bottom
Ash
NA
NA NA
MPU #8 Bottom Ash
NA
NA NA
MPU #8 Fly Ash
-0.05
-0.05 -0.05
43
MANITOWOC PUBLIC UTILITIES ASH
EVALUATION WITH ACTIVATORS
44
Table 16 - Mortar Cube Compressive Strength with Activators*
(Tests conducted per ASTM C 311/C 109)
Ash Source
Activator
% Cement
Replacement
Compressive Strength
(psi)
7-Day
28-Day
Control
N/A
0
4,245
6,130
MPU #8 Fly
Ash
None
20
2,570
4,425
1
20
3,115
4,150
40
2,805
3,440
2
20
3,595
4,300
40
3,280
4,095
3
20
2,845
4,050
40
2,480
3,255
*ASTM C 311 is used in conjunction with ASTM C 618 for evaluation of strength
development of mineral admixtures with portland cement. A mineral admixture is added
as replacement of cement for the test mixture. Each result is an average of three
compression tests.
45
Table 17 - Strength Activity Index with Cement with Activators*
(Tests conducted per ASTM C 311/C 109)
Ash Source
Activator
% Cement
Replacement
Strength Activity Index
(% of Control)
7-Day
28-Day
Control
N/A
0
100
100
MPU #8 Fly
Ash
None
20
60.5
72.2
1
20
73.3
67.7
40
66.1
56.1
2
20
84.7
70.1
40
77.2
66.8
3
20
67.0
66.0
40
58.4
53.1
* Results obtained from the mortar cube compressive strength results, Table 16.
46
MANITOWOC PUBLIC UTILITIES ASH
ASTM C 618 OXIDES ANALYSIS
47
Table 18 - Chemical Analysis (oxides, LOI, moisture content, available alkali)
(Tests conducted on as-received samples)
OXIDES, SO3, AND LOSS ON IGNITION ANALYSIS, (%)
Analysis Parameter
Ash Source
ASTM C 618
Requirements MPU #5 -
#7 Bottom
Ash
MPU #8
Bottom
Ash
MPU
#8 Fly
Ash
Class
N
Class
C
Class
F Silicon Dioxide, SiO2
50.4
1.5
6.4
--
--
--
Aluminum Oxide,
Al2O3
27.3
0.8
3.1
--
--
--
Iron Oxide, Fe2O3
10.0
0.7
1.5
--
--
--
SiO2 + Al2O3 +
Fe2O3
87.7
3.0
11.0
70.0,
Min.
50.0,
Min.
70.0,
Min. Calcium Oxide, CaO
2.4
43.7
47.9
--
--
--
Magnesium Oxide,
MgO
0.8
0.9
1.1
--
--
-- Titanium Oxide, TiO2
2.0
0.0
0.1
--
--
--
Potassium Oxide, K2O
1.6
0.04
0.2
--
--
--
Sodium Oxide, Na2O
0.8
0.0
0.4
--
--
--
Sulfate, SO3
0.1
35.9
24.8
4.0,
Max.
5.0,
Max.
5.0,
Max. Loss on Ignition, LOI
(@ 750 C)
4.7
3.5
14.4
10.0,
Max.*
6.0,
Max.*
6.0,
Max.*
Moisture Content 0.1
-0.1
-0.1
3.0,
Max.
3.0,
Max.
3.0,
Max.
Available Alkali,
Na2O Equivalent
(ASTM C-311)
0.7
0.01
0.9
1.5,
Max.*
*
1.5,
Max.*
*
1.5,
Max.
**
* Under certain circumstances, up to 12.0% max. LOI may be allowed.
** Optional. Required for ASR Minimization.
48
MANITOWOC PUBLIC UTILITIES ASH
CHEMICAL COMPOSITION
49
Table 19 - Mineralogy of MPU Ash
MINERALOGY (% by Weight) Analysis Parameter
MPU #5 -
#7 Bottom
Ash
MPU #8
Bottom Ash
MPU #8 Fly
Ash Amorphous
53.9
*
28.8
Anhydrite, CaSO4
*
71.9
46.3
Calcite, CaCO3
*
*
3.4
Crisobalite, SiO2
0.3
*
*
Lime, CaO
*
15.5
17.2
Magnetite, Fe3O4
5.7
*
*
Mullite, Al2O3.SiO2
35.0
*
*
Portlandite, Ca(OH)2
*
10.8
2.8
Quartz, SiO2
5.3
*
1.5
* Not Detectable

50
MANITOWOC PUBLIC UTILITIES ASH
ELEMENTAL ANALYSIS
51
Table 20 - Elemental Analysis (As-Received Sample)
ELEMENTAL (BULK CHEMICAL) ANALYSIS
(Average of two samples unless noted otherwise)
Element
Material MPU #5
Bottom
Ash
(ppm)*
MPU #7
Bottom
Ash
(ppm)*
MPU #5 - #7
Bottom Ash
(ppm)*
MPU #8
Bottom
Ash
(ppm)*
MPU #8
Fly Ash
(ppm)*
Aluminum (Al)
110492.4
98693.7
106559.5
1304.4
11178.3
Antimony (Sb)
7.2
3.0
5.8
1.1
4.0
Arsenic (As)
46.1
16.6
36.2
73.2
98.8
Barium (Ba)
270.8
125.7
222.5
< 41.1
< 74.6
Bromine (Br)
< 1.1
< 0.8
< 1.0
0.1
32.5
Cadmium (Cd)
< 4101.1
< 3017.0
< 3739.8
1036.8
1182.4
Calcium (Ca)
1679.3
2072.5
1810.4
52159.2
41154.6
Cerium (Ce)
173.6
115.1
154.1
2.0
9.7
Cesium (Cs)
5.1
5.7
5.3
< 0.1
0.9
Chlorine (Cl)
< 100.6
< 71.4
< 90.9
76.9
696.4
Chromium (Cr)
71.5
78.7
73.9
3.7
13.9
Cobalt (Co)
23.8
21.7
23.1
2.2
6.4
Copper (Cu)
< 220.8
< 203.5
< 215.0
< 176.1
< 372.4
Dysprosium (Dy)
2.9
< 2.0
2.6
< 1.3
< 2.8
* Detection Limit Indicated by "<"
52
Table 20 (Continued) - Elemental Analysis (As-Received Sample)
ELEMENTAL (BULK CHEMICAL) ANALYSIS
(Average of two samples unless noted otherwise)
Element
Material
MPU # 5
Bottom
Ash
(ppm)*
MPU #7
Bottom
Ash
(ppm)*
MPU #5 - #7
Bottom Ash
(ppm)*
MPU #8
Bottom
Ash
(ppm)*
MPU #8
Fly Ash
(ppm)*
Europium (Eu)
1.8
1.1
1.5
0.0
0.2
Gallium (Ga)
< 228.5
< 158.6
< 205.2
< 104.1
< 209.9
Gold (Au)
< 0.0
< 0.0
< 0.0
< 0.0
< 0.0
Hafnium (Hf)
4.3
3.1
3.9
< 0.2
0.6
Holmium (Ho)
< 11.7
< 7.9
< 10.4
< 0.8
< 3.5
Indium (In)
< 0.2
< 0.2
< 0.2
< 0.1
< 0.3
Iodine (I)
< 7.1
< 5.2
< 6.4
< 3.6
< 6.6
Iridium (Ir)
< 0.0
< 0.0
< 0.0
< 0.0
0.0
Iron (Fe)
45171.5
81217.0
57186.6
2028.1
9322.2
Lanthanum (La)
138.8
73.3
117.0
1.8
9.9
Lutetium (Lu)
4.8
2.1
3.9
0.1
0.4
Magnesium (Mg)
7309.1
7295.4
7304.6
1109.1
2453.8
Manganese (Mn)
2524.5
1263.3
2104.1
739.0
1070.7
Mercury (Hg)
5.6
3.8
5.0
< 0.4
1.1
* Detection Limit Indicated by "<"

53
Table 20 (Continued) - Elemental Analysis (As-Received Sample)
ELEMENTAL (BULK CHEMICAL) ANALYSIS
(Average of two samples unless noted otherwise)
Element
Material
MPU #5
Bottom
Ash (ppm)*
MPU #7
Bottom
Ash (ppm)*
MPU #5 - #7
Bottom Ash
(ppm)*
MPU #8
Bottom
Ash
(ppm)*
MPU
#8
Fly Ash
(ppm)*
Molybdenum
(Mo)
< 217.6
< 148.4
< 194.5
133.5
205.9
Neodymium (Nd)
127.3
60.8
105.1
< 3.8
< 11.3
Nickel (Ni)
< 5449.9
< 4061.1
< 4987.0
16123.4
57069.8
Palladium (Pd)
< 381.9
< 277.8
< 347.2
< 183.5
< 375.1
Potassium (K)
16760.5
14832.1
16117.7
< 261.7
2404.8
Praseodymium
(Pr)
39.8
< 23.5
< 34.4
< 2.3
< 13.5
Rhenium (Re)
96.9
< 75.0
< 89.6
< 9.4
< 39.4
Rubidium (Rb)
< 110.9
126.0
115.9
< 4.8
15.3
Ruthenium (Ru)
23.0
10.3
18.8
0.6
9.0
Samarium (Sm)
33.5
16.5
27.8
0.4
2.0
Scandium (Sc)
22.6
19.0
21.4
0.4
2.0
Selenium (Se)
< 388.3
< 266.7
< 347.8
< 67.3
350.1
Silver (Ag)
< 33.7
< 25.2
< 30.9
< 4.1
< 13.0
Sodium (Na)
3516.1
3633.0
3555.0
110.7
2828.4
* Detection Limit Indicated by "<"
54
Table 20 (Continued) - Elemental Analysis (As-Received Sample)
ELEMENTAL (BULK CHEMICAL) ANALYSIS
(Average of two samples unless noted otherwise)
Element
Materials
MPU
#5
Bottom
Ash
(ppm)*
MPU
#7
Bottom
Ash
(ppm)*
MPU #5 - #7
Bottom Ash
(ppm)*
MPU #8
Bottom
Ash
(ppm)*
MPU #8
Fly Ash
(ppm)*
Strontium (Sr)
98.2
60.4
85.6
20.7
< 29.0
Tantalum (Ta)
3.9
1.9
3.3
< 0.1
< 0.6
Tellurium (Te)
1.7
< 0.7
1.4
0.2
< 0.5
Terbidium (Tb)
2.1
< 1.0
1.8
< 0.2
< 0.6
Thorium (Th)
22.1
8.9
17.7
0.2
1.1
Thulium (Tm)
< 2.6
< 1.2
< 2.1
< 0.6
< 1.1
Tin (Sn)
< 943.7
< 686.4
< 857.9
< 151.4
< 414.7
Titanium (Ti)
8266.5
4939.5
7157.5
< 366.6
1324.1
Tungsten (W)
12.2
6.1
10.2
1.0
2.2
Uranium (U)
60.0
16.3
45.4
8.2
9.2
Vanadium (V)
232.3
236.1
233.6
1293.9
2811.1
Ytterbium (Yb)
24.8
11.4
20.3
0.3
1.4
Zinc (Zn)
< 41.8
< 30.6
< 38.0
8.6
41.1
Zirconium (Zr)
279.5
< 269.5
276.2
< 40.8
< 139.2
* Detection Limit Indicated by "<"

55
Table 21 - Potential Uses of the MPU Ashes
Type of Application MPU #5 - #7
Bottom Ash
MPU #8
Bottom
Ash
MPU #8
Fly Ash
1. Recovery of Materials
Low
Low
Medium
2. Filler Material for Polymer Matrix (plastic)
Very Low
Very
Low
Low
3. Filler Material for Metal Matrix Composites
Low
Very
Low
Medium
4. Other Filler Applications:
a. Asphaltic roofing shingles
b. Wallboard
c. Joint filler compounds
d. Carpet backing
e. Vinyl flooring
f. Industrial coatings
Medium
Medium
Low
Low
Low
Very Low
Medium
Medium
Low
Low
Low
Very
Low
Medium
Medium
Medium
Low
Medium
Medium
5. Super Pozzolanic Materials (beneficiated fly ash) Low Low High
MEDIUM TECHNOLOGY APPLICATIONS 1. Manufacture of Blended Cement
Low
Low
Very High
2. Manufacture of Lightweight Aggregates:
a. Fired
b. Unfired
High
Medium
Medium
Low
Medium
Low 3. Manufacture of Concrete Products:
a. Low-strength concrete
b. Medium-strength concrete
c. High-strength concrete
d. Lightweight concrete
e. Prestressed/precast concrete products
f. Roller compacted concrete
g. No-fines and/or Cellular concrete
h. Manufactured decorative concrete (including
artificial marble, granite, architectural light-
colored panels, etc.)
Very High
Very High
Very Low
High
Low
Low
Medium
Medium
Very
High
Very
High
Low
Low
Low
Medium
Medium
Medium
Very High
Very High
Medium
Low
Medium
High
Very High
Low
4. Filler in Asphalt Mix
Low
Medium
High
HIGH TECHNOLOGY APPLICATIONS
56
Table 21 (Continued) - Potential Uses of the MPU Ashes
Type of Application
MPU #5 -
#7 Bottom
Ash
MPU #8
Bottom
Ash
MPU #8
Fly Ash
5. Bricks
a. Unfired bricks
b. Fired bricks
c. Clay bricks
High
High
Low
High
High
Low
High
Hight
High 6. Blocks:
a. Building blocks
b. Decorative blocks
High
High
High
High
Very High
Very High 7. Reefs for Fish Habitats
Very High
Very
High
Very
High 8. Paving Stones
Very High
Very
High
Very
High 9. Stabilization of Municipal Sewage Residual
Low
Medium
High
10. Waste Stabilization:
a. Inorganic wastes*
b. Organic wastes*
c. Combined complex wastes
Medium
Medium
Medium
Medium
Medium
Medium
High
High
High
11. Ceramic Products
Low
Low
Low
1. Backfills:
a. Bridge abutment, buildings, etc.
b. Trench and excavation backfills
Very High
Very High
Very High
Very High
Very High
Very High 2. Embankments
Very High
Very High
Medium
3. Site Development Fills Very High
Very High
Medium
4. Stabilization of Landslides – Grouting
Low
High Very High
5. Landfill Cover (as a substitute for soil cover)
Medium
High Very High
6. Pavement Base and Sub-base Courses:
a. Combination with lime or cement and coarse
aggregate
b. Combination with cement or lime
c. Combination with on-site soils without the
addition of lime or cement
Very High
Very High
Medium
Very High
Very High
Medium
Very High
Very High
Very High
7. Subgrade Stabilization or Soil Stabilization:
a. Roadways/Highways
b. Parking areas
c. Runways
Low
Low
Low
High
High
High
Very High
Very High
Very High
*Or a combination of inorganic and organic dredged materials from the Great Lakes and/or the Mississippi River.
LOW TECHNOLOGY APPLICATIONS

57
Table 21 (Continued) - Potential Uses of the MPU Ashes
Type of Application MPU #5 -
#7 Bottom
Ash
MPU #8
Bottom
Ash
MPU #8
Fly Ash
8. Land Reclamation
a. Agriculture
b. Turf-grass (for example, golf courses)
c. Park Land
Medium
Medium
Medium
High
High
High
Very High
Very High
Very High 9. Soil Amendment (agriculture and/or potting soil)*:
a. Improve infiltration characteristics
b. Decrease Subsurface porosity
c. Fertilizer/Composting
High
Very Low
Low
Medium
Medium
High
Medium
High
High 10. Slurried Flowable Fly ash
Very High
Very
High
Very
High
1. Backfills:
a. Between foundations and existing soil
b. Retaining walls
c. Utility trenches
Very High
Very High
Very High
Very High
Very High
Very High
Very High
Very High
Very High 2. Excavation in Streets and around Foundation
Very High
Very High
Very High
3. Fills for Abandoned Tunnels, Sewers, and other
Underground Facilities (including mines)
Very High
Very High
Very High
4. Grouts
Low
Medium
High
5. Hydraulic Fills
Medium
Medium
Very High
* With or without other products, such as dredged materials.
MISCELLANEOUS CIVIL ENGINEERING APPLICATIONS
58
SCANNING ELECTRON MICROGRAPHS OF
MANITOWOC PUBLIC UTILITIES ASHES

59
Fig. 4: MPU #5 Bottom Ash, Fig. 5: MPU #5 Bottom Ash,
20X Magnification 100X Magnification
Fig. 6: MPU #5 Bottom Ash, Fig. 7: MPU #5 Bottom Ash,
500X Magnification 1000X Magnification

60
Fig. 8: MPU #7 Bottom Ash, Fig. 9: MPU #7 Bottom Ash,
20X Magnification 100X Magnification
Fig. 10: MPU #7 Bottom Ash, Fig. 11: MPU #7 Bottom Ash,
500X Magnification 1000X Magnification

61
Fig. 12: MPU #8 Bottom Ash, Fig. 13: MPU #8 Bottom Ash,
20X Magnification 100X Magnification
Fig. 14: MPU #8 Bottom Ash, Fig. 15: MPU #8 Bottom Ash,
500X Magnification 1000X Magnification
62
Fig. 16: MPU #8 Fly Ash, Fig. 17: MPU #8 Fly Ash,
100X Magnification 500X Magnification
Fig. 18: MPU #8 Fly Ash, Fig. 19: MPU #8 Fly Ash,
1000X Magnification 5000X Magnification
63
Section 5
References
[1] Naik, T. R., and Singh, S. S., “Fly Ash Generation and Utilization – An Overview,”
Recent Trends in Fly Ash Utilization, R.K. Suri and A.B. Harapanahalli, editors, Society of
Forest & Environmental Managers (SOFEM), New Dehli, India, 1998.

64
APPENDIX 1:
WI-DNR NR 538 Analysis

65
Wisconsin DNR Chapter NR 538 Standards
Chapter NR 538 Standards ("Beneficial Use of Industrial By-Products") of the Wisconsin
Department of Natural Resources (WI-DNR) were used for determining environmental compliance
and potential uses of the CLSM made with the MPU ashes. The ASTM D 3987 water leach tests
and EPA SW-846 elemental test methods were performed on the three sources of MPU ash, MPU #8
fly ash, MPU #8 bottom ash, and combined MPU #5 and #7 bottom ash.
The WI-DNR NR 538 standards specify the allowable leachate and elemental concentrations when
using industrial by-products in various applications. Based upon these leachate and elemental
concentrations, NR 538 specifies a category to the material, one through five. Category 1 material
has the least restrictions placed upon its use, while Category 5 has the most restrictions (Table 22).
The WI-DNR NR 538 standards are applicable to the MPU coal ash samples evaluated as part of this
project. The three samples of ash were analyzed per the NR 538 leachate and elemental analysis
guidelines established for "other" industrial by-products to evaluate all parameters established by NR
538. Parameters not required for coal ash materials have been noted in the results.
Leachate Characteristics of MPU Coal Ashes
The results of the leachate characterization per NR 538 for the PPM ash are presented in Table 23.
The WI-DNR requirements for the leachate concentrations for Category 1-4 are shown in Table 24.
The results of the leachate characterization, compared with the NR 538 standards, are presented in
Table 25. The MPU #5-#7 bottom ash material met the leachate requirements of NR 538 Category 1
with the exception of aluminum, antimony, arsenic, copper, nickel, thallium, and zinc, which met
Category 2 & 3 requirements. The MPU #8 fly ash met the leachate requirements of Category 1 for
66
coal ash materials with the exception of antimony (Category 2 & 3) , chromium (Category 2 & 3),
molybdenum (Category 2 & 3), sulfate (Category 4), and thallium (Category 2 & 3). MPU # 8
bottom ash material met the leachate requirements of Category 1 with the exception of antimony
(Category 2 & 3), molybdenum (Category 2 & 3), sulfate (Category 4) and thallium (Category 2 &
3).
Elemental Characteristics of MPU Coal Ash
The results of the elemental characterization of the MPU ash sources are given in Table 26. The WI-
DNR requirements for the elemental concentrations are shown in Table 27. The elemental
concentrations compared with the NR 538 standards, are presented in Table 28. Elemental analysis
results for the MPU #5-#7 bottom ash indicates that the ash meets NR 538 Category 1 requirements
with the exception of arsenic, beryllium, thallium, vanadium, dibenz(ah)anthracene, and total PAHs
which meet Category 2 requirements. NR 538 does not specify a standard value for total PAHs for
Category 1 materials; therefore, the detection of any measurable PAHs automatically places the
material in Category 2. MPU #8 fly ash met Category 1 requirements with the exception of
antimony, beryllium, molybdenum, nickel, thallium, and vanadium, which met Category 2
requirements; and arsenic, which met Category 3 requirements. Levels of antimony, arsenic and
thallium may be lower than the Category 1 limits, but matrix interference prevented lower limits
from being detected. Elemental analysis results of the MPU # 8 bottom ash were similar to the MPU
# 8 fly ash. NR 538 elemental analysis categories obtained for the MPU # 8 bottom ash were the
same as the MPU # 8 fly ash with the exception of molybdenum. The elemental concentration level
of molybdenum met NR 538 Category 1 requirements for the MPU # 8 bottom ash, while the
concentration of molybdenum for MPU # 8 fly ash meets Category 2 requirements.
67
DNR NR 538 Specified Use Options
When the results of the leachate and elemental analysis are combined, the MPU #5 - #7 bottom ash
meets the requirements of NR 538 Category 2, while the MPU # 8 fly ash and MPU # 8 bottom ash
meets NR 538 Category 4 requirements. NR 538 specifies the following beneficial use applications
for a Category 4 material:
raw material for manufacturing a product
waste stabilization/solidification
supplementary fuel source/energy recovery
land fill daily cover/internal structures
confined geotechnical fill
-commercial, industrial or institutional building subbase
-paved lot base, subbase & subgrade fill
-paved roadway base, subbase & subgrade fill
- utility trench backfill
-bridge abutment backfill
-tank, vault or tunnel abandonment
-slabjacking material
encapsulated transportation facility enbankment
Beneficial use methods approved per NR 538 for materials meeting Category 2 requirements
includes all of the uses approved for a Category 4 material as well as the following, additional
applications:
capped transportation facility embankment
unconfined geotechnical fill
unbonded surface course
bonded surface course
decorative stone
cold weather road abrasive

68
Table 22 - Beneficial Use Methods for By-Products Based Upon Characterization Category, per NR 538
Industrial By-Product Category
5 4 3 2 1
(1) Raw Material for Manufacturing a Product
X X X X X
(2) Waste Stabilization / Solidification
X X X X X
(3) Supplemental Fuel Source / Energy Recovery
X X X X X
(4) Landfill Daily Cover / Internal Structures
X X X X X
(5) Confined Geotechnical Fill
(a) commercial, industrial or institutional building subbase
(b) paved lot base, subbase & subgrade fill
(c) paved roadway base, subbase & subgrade fill
(d) utility trench backfill
(e) bridge abutment backfill
(f) tank, vault or tunnel abandonment
(g) slabjacking material
X X X X
(6) Encapsulated Transportation Facility Embankment X X X X
(7) Capped Transportation Facility Embankment X X X
(8) Unconfined Geotechnical Fill X X X
(9) Unbonded Surface Course X X
(10) Bonded Surface Course X X
(11) Decorative Stone X X
(12) Cold Weather Road Abrasive X X
Other General beneficial use in accordance with sect. NR
538.12 (3)
X

69
Table 23 - Leachate Analysis Data for MPU Ashes
Parameter
NR 538 Leachate Analysis
(mg/l)
Fly Ash Type
MPU #5-#7
Bottom Ash
MPU #8
Bottom Ash
MPU #8 Fly
Ash
Aluminum (Al)
3.1
<0.20*
<0.20*
Antimony (Sb)
0.0030
0.023
0.023*
Arsenic (As)
0.010
<0.0018
<0.0018
Barium (Ba)
0.060
0.087
0.25
Beryllium (Be)
<0.000017
<0.000017
<0.000017
Cadmium (Cd)
0.000051
<0.000042
0.000042
Chloride (Cl)
<5.0
6.3
47
Chromium, Tot.
0.0011
0.0030
0.017
Copper (Cu)
0.86
<0.027*
<0.027*
Total Cyanide
<0.0077
<0.0077
<0.0077
Fluoride (F)
0.078
0.12
2.2
Iron (Fe)
0.41
<0.066*
<0.066*
Lead (Pb)
<0.0012
<0.0012
<0.0012
Manganese (Mn)
<0.0018
<0.0018
<0.0018
Mercury (Hg)
0.000051
0.000094
0.000069
Molybdenum (Mo)
<0.072*
0.30
1.5
Nickel (Ni)
0.20
<0.0072*
0.0072*
Nitrite & Nitrate
(NO2+NO3-N)
<0.024
0.032
0.10
Phenol
0.0048
0.022
0.018
Selenium (Se)
<0.0015
<0.0015
<0.0015*
Silver (Ag)
<0.0057
<0.0057
<0.0057
Sulfate
36
2,400
2,100
Thallium (Tl)
<0.0014
<0.0014
<0.0014
Zinc (Zn)
2.6
<0.015*
<0.015*
* Matrix Interference
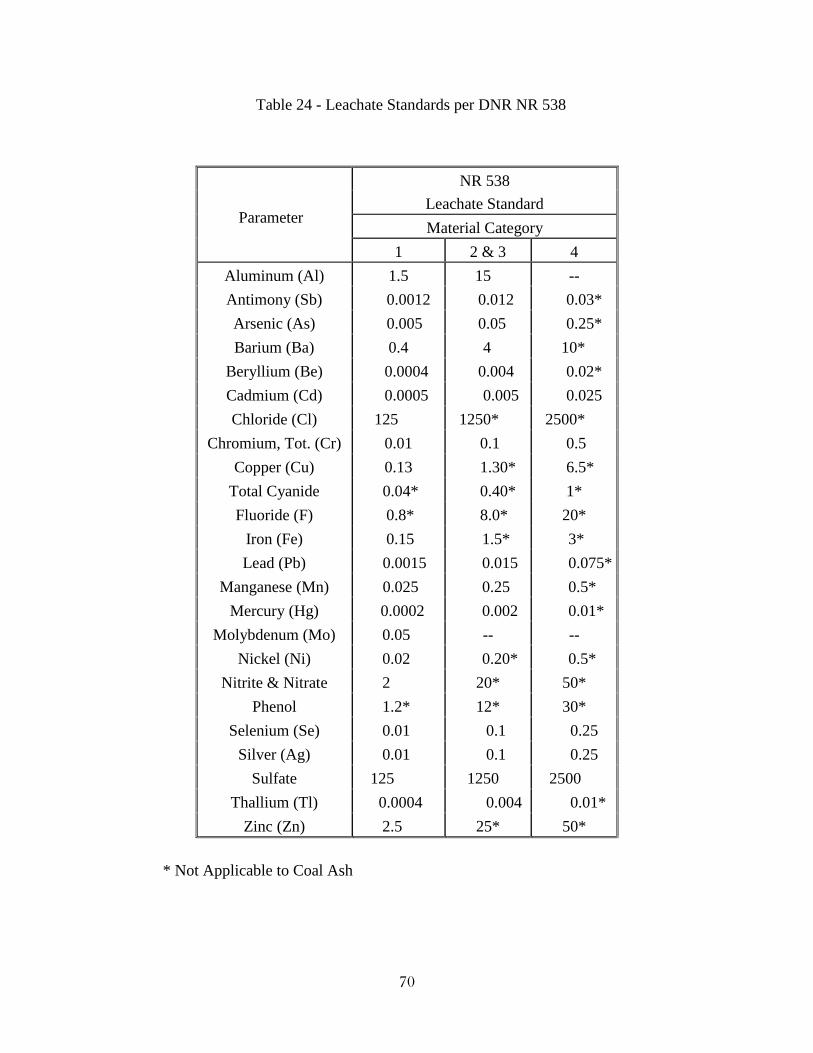
70
Table 24 - Leachate Standards per DNR NR 538
Parameter
NR 538
Leachate Standard
Material Category
1
2 & 3
4
Aluminum (Al)
1.5
15
--
Antimony (Sb)
0.0012
0.012
0.03*
Arsenic (As)
0.005
0.05
0.25*
Barium (Ba)
0.4
4
10*
Beryllium (Be)
0.0004
0.004
0.02*
Cadmium (Cd)
0.0005
0.005
0.025
Chloride (Cl)
125
1250*
2500*
Chromium, Tot. (Cr)
0.01
0.1
0.5
Copper (Cu)
0.13
1.30*
6.5*
Total Cyanide
0.04*
0.40*
1*
Fluoride (F)
0.8*
8.0*
20*
Iron (Fe)
0.15
1.5*
3*
Lead (Pb)
0.0015
0.015
0.075*
Manganese (Mn)
0.025
0.25
0.5*
Mercury (Hg)
0.0002
0.002
0.01*
Molybdenum (Mo)
0.05
--
--
Nickel (Ni)
0.02
0.20*
0.5*
Nitrite & Nitrate
(NO2+NO3-N)
2
20*
50*
Phenol
1.2*
12*
30*
Selenium (Se)
0.01
0.1
0.25
Silver (Ag)
0.01
0.1
0.25
Sulfate
125
1250
2500
Thallium (Tl)
0.0004
0.004
0.01*
Zinc (Zn)
2.5
25*
50*
* Not Applicable to Coal Ash

71
Table 25 - NR 538 Categories for MPU Ashes per Leachate Analysis
Parameter
NR 538 - Categories - Leachate Analysis
Material Type
MPU #5-#7
Bottom Ash
MPU #8
Bottom Ash
MPU #8 Fly
Ash
Aluminum (Al)
2 & 3
1
1
Antimony (Sb)
2 & 3
2 & 3
2 & 3
Arsenic (As)
2 & 3
1
1
Barium (Ba)
1
1
1
Beryllium (Be)
1
1
1
Cadmium (Cd)
1
1
1
Chloride (Cl)
1
1
1
Chromium, Tot. (Cr)
1
1
2 & 3
Copper (Cu)
2 & 3
1
1
Total Cyanide
1*
1*
1*
Fluoride (F)
1*
1*
2 & 3*
Iron (Fe)
1
1
1
Lead (Pb)
1
1
1
Manganese (Mn)
1
1
1
Mercury (Hg)
1
1
1
Molybdenum (Mo)
1
2 & 3
2 & 3
Nickel (Ni)
2 & 3
1
1
Nitrite & Nitrate
(NO2+NO3-N)
1
1
1
Phenol
1*
1*
1*
Selenium (Se)
1
1
1
Silver (Ag)
1
1
1
Sulfate
1
4
4
Thallium (Tl)
2 & 3
2 & 3
2 & 3
Zinc (Zn)
2 & 3
1
1
* Not Applicable to Coal Ash
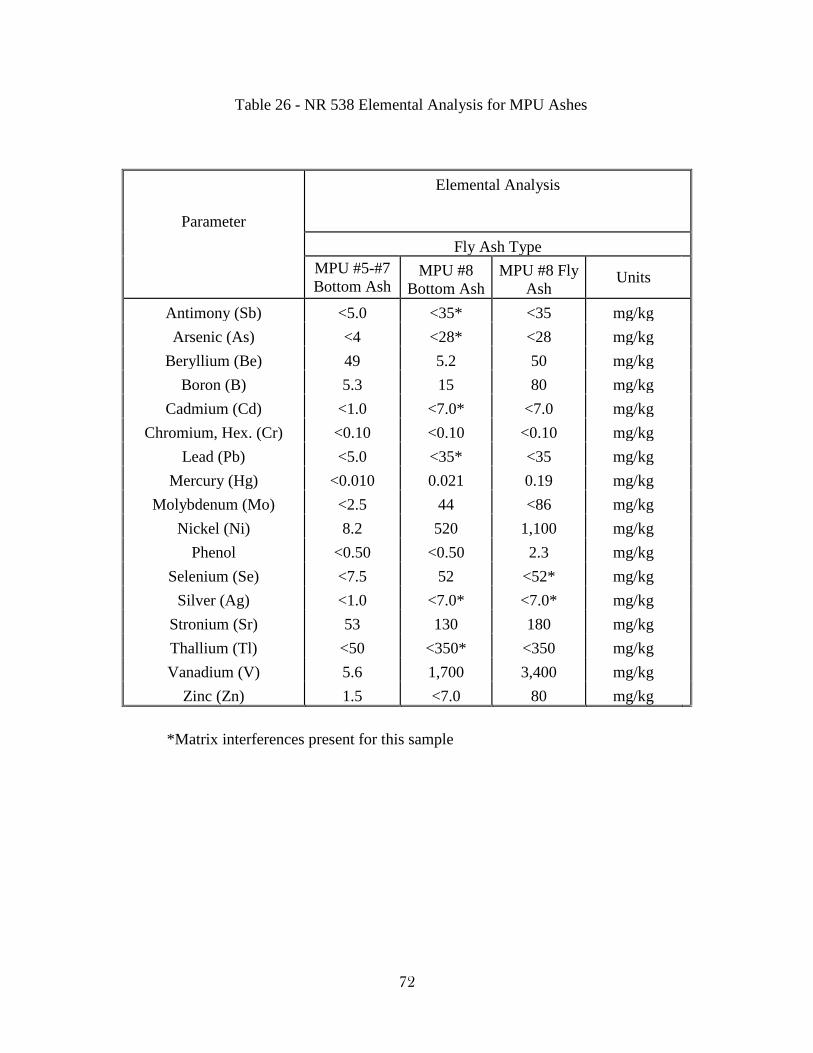
72
Table 26 - NR 538 Elemental Analysis for MPU Ashes
Parameter
Elemental Analysis
Fly Ash Type
MPU #5-#7
Bottom Ash MPU #8
Bottom Ash
MPU #8 Fly
Ash Units
Antimony (Sb)
<5.0
<35*
<35
mg/kg
Arsenic (As)
<4
<28*
<28
mg/kg
Beryllium (Be)
49
5.2
50
mg/kg
Boron (B)
5.3
15
80
mg/kg
Cadmium (Cd)
<1.0
<7.0*
<7.0
mg/kg
Chromium, Hex. (Cr)
<0.10
<0.10
<0.10
mg/kg
Lead (Pb)
<5.0
<35*
<35
mg/kg
Mercury (Hg)
oranthene
<0.010
0.021
0.19
mg/kg
Molybdenum (Mo)
<2.5
44
<86
mg/kg
Nickel (Ni)
8.2
520
1,100
mg/kg
Phenol
<0.50
<0.50
2.3
mg/kg
Selenium (Se)
<7.5
52
<52*
mg/kg
Silver (Ag)
<1.0
<7.0*
<7.0*
mg/kg
Stronium (Sr)
53
130
180
mg/kg
Thallium (Tl)
<50
<350*
<350
mg/kg
Vanadium (V)
5.6
1,700
3,400
mg/kg
Zinc (Zn)
1.5
<7.0
80
mg/kg
*Matrix interferences present for this sample
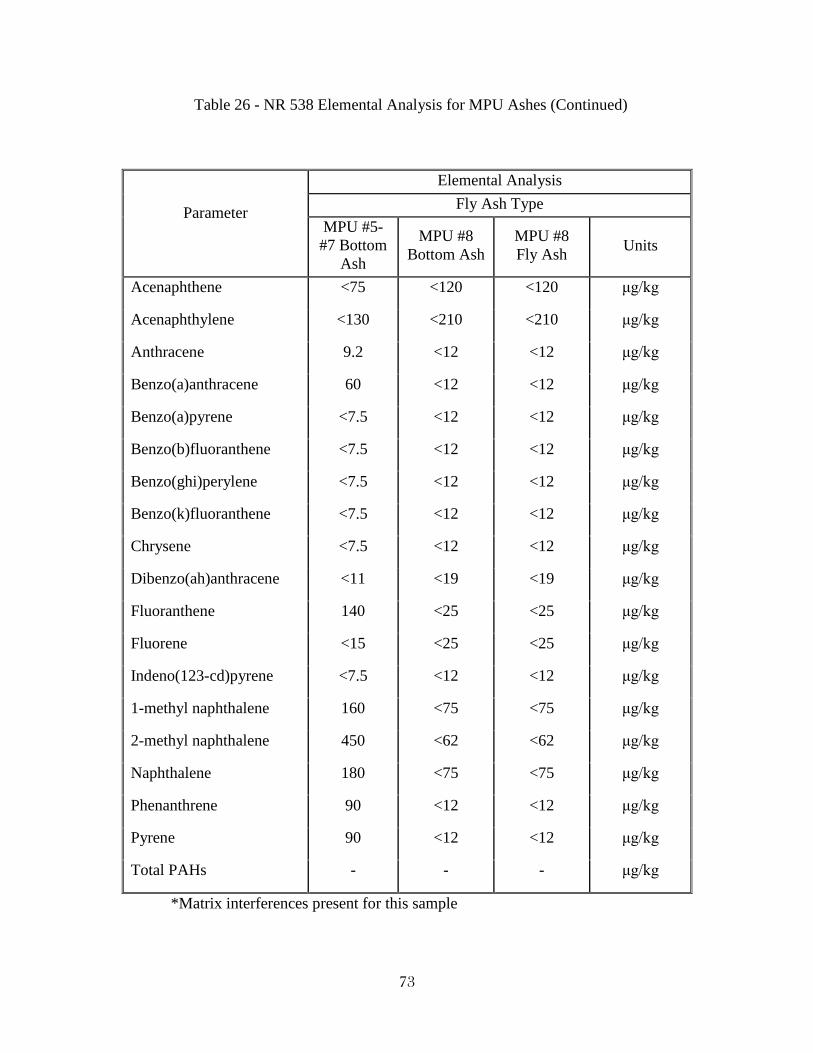
73
Table 26 - NR 538 Elemental Analysis for MPU Ashes (Continued)
Parameter
Elemental Analysis
Fly Ash Type
MPU #5-
#7 Bottom
Ash
MPU #8
Bottom Ash
MPU #8
Fly Ash Units
Acenaphthene <75 <120 <120 μg/kg
Acenaphthylene <130 <210 <210 μg/kg
Anthracene 9.2 <12 <12 μg/kg
Benzo(a)anthracene 60 <12 <12 μg/kg
Benzo(a)pyrene <7.5 <12 <12 μg/kg
Benzo(b)fluoranthene <7.5 <12 <12 μg/kg
Benzo(ghi)perylene <7.5 <12 <12 μg/kg
Benzo(k)fluoranthene <7.5 <12 <12 μg/kg
Chrysene <7.5 <12 <12 μg/kg
Dibenzo(ah)anthracene <11 <19 <19 μg/kg
Fluoranthene 140 <25 <25 μg/kg
Fluorene <15 <25 <25 μg/kg
Indeno(123-cd)pyrene <7.5 <12 <12 μg/kg
1-methyl naphthalene 160 <75 <75 μg/kg
2-methyl naphthalene 450 <62 <62 μg/kg
Naphthalene 180 <75 <75 μg/kg
Phenanthrene 90 <12 <12 μg/kg
Pyrene 90 <12 <12 μg/kg
Total PAHs - - - μg/kg
*Matrix interferences present for this sample

74
Table 27 - Elemental Standards per DNR NR 538
Parameter
NR 538 Standard
Elemental Analysis
(mg/kg)
Material Category
1
2
Aluminum (Al)
Antimony (Sb) 6.3
Arsenic (As)
0.042
21
Barium (Ba)
1100
Beryllium (Be)
0.014
7
Boron (B)
1400
Cadmium (Cd)
7.8
Chromium, Hex. (Cr)
14.5
Cobalt (Co)
Copper (Cu)
Lead (Pb)
50
Mercury (Hg)
4.7
Molybdenum (Mo)
78
Nickel (Ni)
310
Phenol
9400*
Selenium (Se)
78*
Silver (Ag)
9400*
Strontium (Sr)
9400*
Thallium (Tl)
1.3
Vanadium (V)
110
Zinc (Zn)
4700

75
Table 27 - Elemental Standards per DNR NR 538 (Continued)
Parameter
NR 538 Standard
Elemental Analysis
(mg/kg)
Material Category
1
2
Acenaphthene
900
Acenaphthylene
8.8
Anthracene
5000
Benz(a)anthracene
0.088
44
Benzo(a)pyrene
0.0088
4.4
Benzo(b)fluoranthene
0.088
44
Benzo(ghi)perylene
0.88
Benzo(k)fluoranthene
0.88
Chrysene
8.8
Dibenz(ah)anthracene
0.0088
4.4
Fluoranthene
600
Fluorene
600
Indeno(123-cd)pyrene
0.088
44
1-methyl naphthalene
8.8
2-methyl naphthalene
8.8
Naphthalene
600
Phenanthrene
0.88
Pyrene
500
Total PAHs
100

76
Table 28 - NR 538 Categories for MPU Ashes per Elemental Analysis
Parameter
NR 538-Categories-
Elemental Analysis
Ash Type
MPU #5-#7
Bottom Ash
MPU #8
Bottom
Ash
MPU #8
Fly Ash
Antimony (Sb)
1
2+
2+
Arsenic (As)
2
3+
3+
Barium (Ba)
1
1
1
Beryllium (Be)
2
2
2
Boron (B)
1
1
1
Cadmium (Cd)
1
1
1
Chromium, Hex. (Cr)
1
1
1
Lead (Pb)
Oranthene
1
1
1
Mercury (Hg)
1
1
1
Molybdenum (Mo)
1
1
2+
Nickel (Ni)
1
2+
2+
Phenol
1
1
1
Selenium (Se)
1
1
1
Silver (Ag)
1
1
1
Strontium (Sr)
1
1
1
Thallium (Tl)
2+
2+
2+
Vanadium (V)
2+
2+
2+
Zinc (Zn)
1
1
1
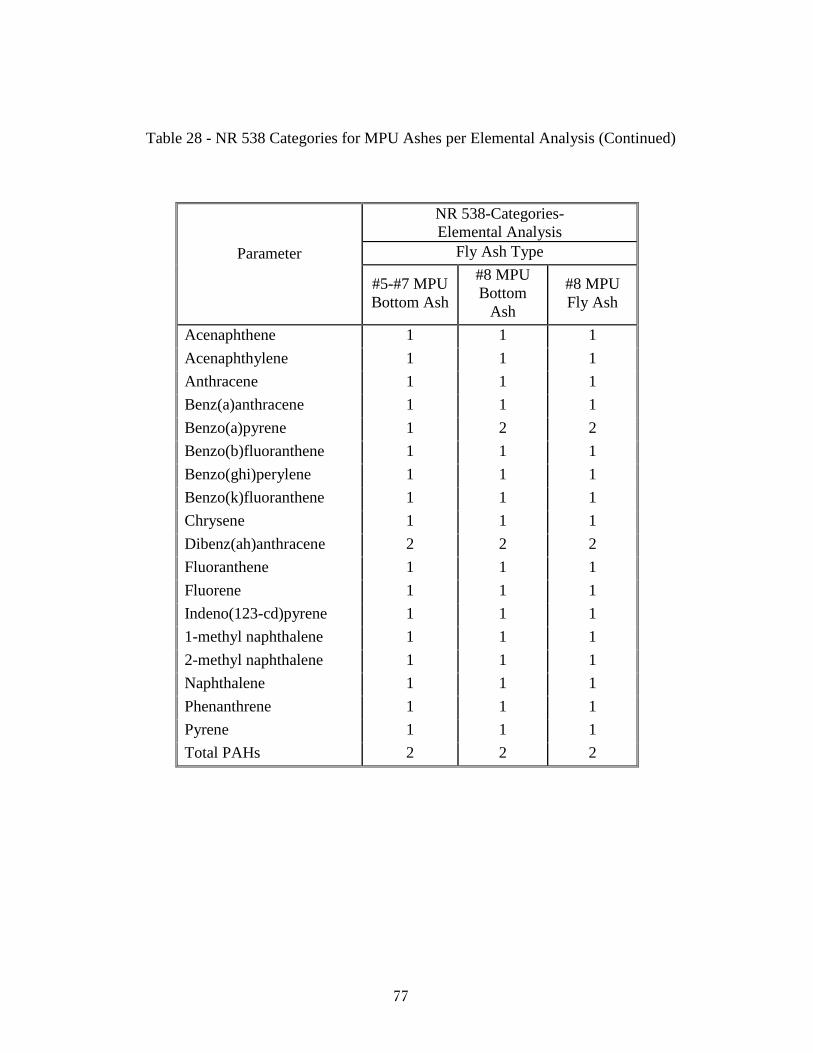
77
Table 28 - NR 538 Categories for MPU Ashes per Elemental Analysis (Continued)
Parameter
NR 538-Categories-
Elemental Analysis
Fly Ash Type
#5-#7 MPU
Bottom Ash
#8 MPU
Bottom
Ash
#8 MPU
Fly Ash
Acenaphthene 1 1 1
Acenaphthylene 1 1 1
Anthracene 1 1 1
Benz(a)anthracene 1 1 1
Benzo(a)pyrene 1 2 2
Benzo(b)fluoranthene 1 1 1
Benzo(ghi)perylene 1 1 1
Benzo(k)fluoranthene 1 1 1
Chrysene 1 1 1
Dibenz(ah)anthracene 2 2 2
Fluoranthene 1 1 1
Fluorene 1 1 1
Indeno(123-cd)pyrene 1 1 1
1-methyl naphthalene 1 1 1
2-methyl naphthalene 1 1 1
Naphthalene 1 1 1
Phenanthrene 1 1 1
Pyrene 1 1 1
Total PAHs 2 2 2
78
APPENDIX 2: Modified ASTM C 422 for Particle Size Distribution
Tests conducted at the UWM Center for By-Products Utilization (UWM-CBU) had revealed that the standard
ASTM C 422 test method is inadequate to measure particle size distribution of fly ashes, and similar fine
grained materials, especially below 10-micron size particles. This is partially due to agglomeration caused by
very fine particles of fly ash and also potentially due to chemical reaction caused by the cementitious nature of
the fly ash. A significant gel formation occurs during the sedimentation testing of the fly ash. Therefore, in
order to obtain more accurate test results, a modified ASTM C 422 test method was developed by the UWM-
CBU for measuring particle size distribution of fly ash samples by the sedimentation technique. This UWM-
CBU method differs from the standard ASTM C 422 in respect to sample preparation, sedimentation liquid,
size of the sedimentation cylinder, and the hydrometer used. In the UWM-CBU modified ASTM C 422
procedure, the fly ash sample is not subjected to pretreatment prior to the sedimentation test. The particle
concentration in the polymeric suspending liquid used was maintained at about three percent. This new
suspending liquid had a specific gravity of about 0.8. This also necessitated the use of a different hydrometer,
which can measure the density of the liquid containing suspended particles having specific gravity in the
range of approximately 0.8 to 0.9. The size of the sedimentation cylinder was changed to 500 ml instead of
1000 ml used in the standard ASTM C 422 procedure. This was done to more effectively use the
sedimentation liquid. In order to measure the particle size distribution, the fly ash test sample and the liquid
were added in the sedimentation cylinder and were mixed by inverting the cylinder, with open end closed by
hand, 60 times in one minute. Then the sedimentation readings were taken and calculations made in
accordance with the ASTM Test C 422 for determination of particle size distribution. Typical results are
shown in Fig. 3.