chapter - 2 review of literatureshodhganga.inflibnet.ac.in/bitstream/10603/24938/11/11_chapter...
TRANSCRIPT
7
CHAPTER - 2
REVIEW OF LITERATURE 2.1 INTRODUCTION
The Indian textile industry has a great legacy, which is perhaps unmatched in the
history of India’s industrial development. India’s textile industry evolved and developed
at a very early stage and its manufacturing technology was amongst the best. Prior to
colonization, India’s manually operated textile machines were among the best in the
world, and served as a model for production of the first textile machines in newly
industrialized Britain and Germany90. A textile material is traditionally a woven fabric, a
knitted fabric, a braided fabric or a nonwoven. The building stones of the textile material
are fibers, which can or cannot be further developed in the form of yarns, or filaments.
Innumerable combinations of these source materials result into a whole range of textile
materials 23. The traditional art of hand weaving system is an integral part of Indian life
and culture. This art has been transmitted from one generation to other and has passed
through lots of changes as per human need from time to time 6.
Textiles are indispensable part of human life. They are used mainly to cover the
human body for protection against all the adversities. Textiles have always played a
central role in the evolution of human culture by being at the forefront of both
technological and artistic development. Technological innovations have also made it
possible for textile industry to offer technical solutions to the multiple end-users in the
different industries. The protective aspects of textile have provided the most textile
ground for innovative developments21. Each of these materials already has a number of
properties, such as: dimensions (length, width) thickness, transformability, permeability,
absorptive power, stiffness, tensile strength 23. The uses of textile in various industries are
given in table 2.1.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
8
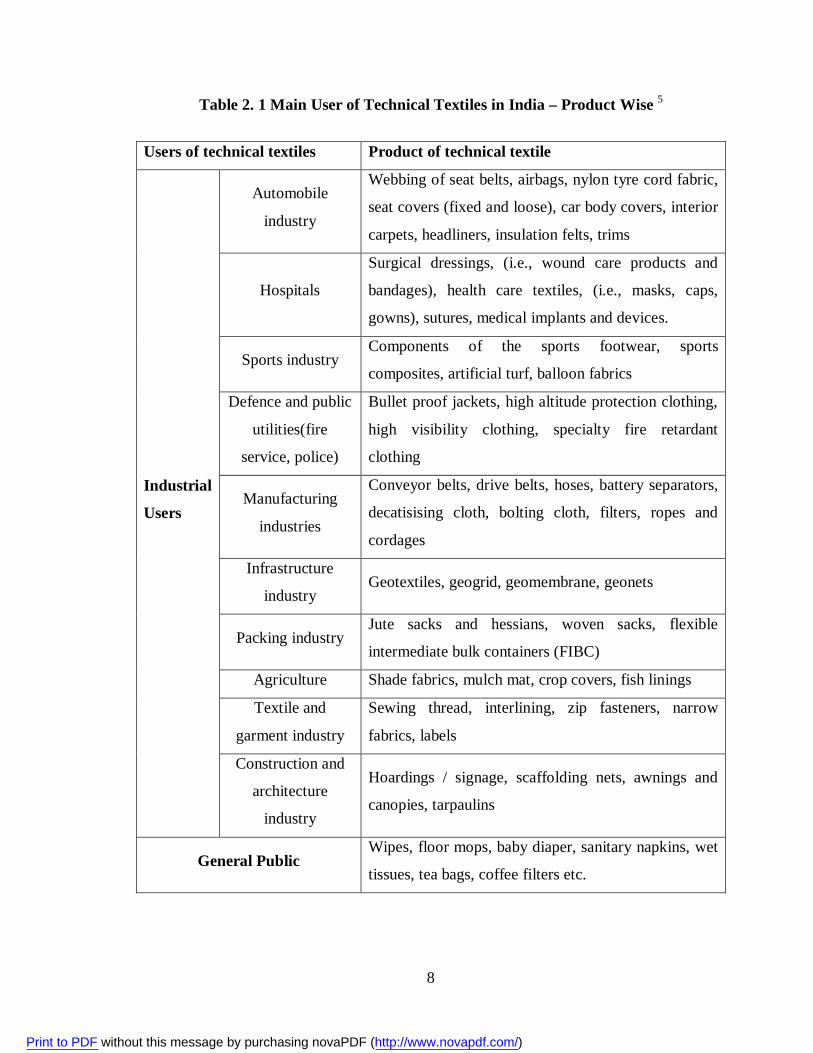
Table 2. 1 Main User of Technical Textiles in India – Product Wise 5
Users of technical textiles Product of technical textile
Industrial
Users
Automobile
industry
Webbing of seat belts, airbags, nylon tyre cord fabric,
seat covers (fixed and loose), car body covers, interior
carpets, headliners, insulation felts, trims
Hospitals
Surgical dressings, (i.e., wound care products and
bandages), health care textiles, (i.e., masks, caps,
gowns), sutures, medical implants and devices.
Sports industry Components of the sports footwear, sports
composites, artificial turf, balloon fabrics
Defence and public
utilities(fire
service, police)
Bullet proof jackets, high altitude protection clothing,
high visibility clothing, specialty fire retardant
clothing
Manufacturing
industries
Conveyor belts, drive belts, hoses, battery separators,
decatisising cloth, bolting cloth, filters, ropes and
cordages
Infrastructure
industry Geotextiles, geogrid, geomembrane, geonets
Packing industry Jute sacks and hessians, woven sacks, flexible
intermediate bulk containers (FIBC)
Agriculture Shade fabrics, mulch mat, crop covers, fish linings
Textile and
garment industry
Sewing thread, interlining, zip fasteners, narrow
fabrics, labels
Construction and
architecture
industry
Hoardings / signage, scaffolding nets, awnings and
canopies, tarpaulins
General Public Wipes, floor mops, baby diaper, sanitary napkins, wet
tissues, tea bags, coffee filters etc.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

9
2.1.1 Overview of the Global Textile Market
The end of the quota regime, which marks the phasing out of the MFA from
January 1, 2005, has ushered a new phase of global opportunity for the Textile and
Clothing Sector. The removal of quotas could witness the World Trade in Textile, which
is at present US $ 395 billion to surge to over US $ 650 billion by 2010.
The expected future CAGR is expected to be 8% with Textiles Accounting for
5.8% and Clothing being the real driver of growth with an expected CAGR of 9.6%.
Hence, there lies a distinct opportunities for countries possessing competitive advantages
resulting from labour, technology, and raw materials, rather than for those arising from
favorable trade agreements 90.
Cotton is one of the major corps cultivated in India. India has the largest cotton
acreage in the world and cotton is the dominant fibre in Indian Textile Industry. About
75% of the total yarn and about 56% of the total fabric produced in India was cotton in
2004-05. Almost all cotton used in India is grown locally and a tiny amount is imported.
Cotton textiles account for 2/3rd of India’s textile exports 90. Cotton is the world’s
leading natural fiber and second most important oilseed crop, has long been a focus of
genetic, systematic and breeding research. Currently, the cotton industry faces many
challenges including competition from synthetic fibers, demand for pest and disease
resistant varieties, lack of genetic diversity within the improved germplasm, and
improvement in textile technologies that require higher quality fibers 99.
2.2 JACQUARD FABRIC
The term “Jacquard loom” is a bit of a misnomer. The Jacquard mechanism is just
one of the components of a loom, not the entire loom itself. The principal differences
between so called plain, harness, drawbar, dobby, and Jacquard “looms” lie in the shed
formation mechanism. A more accurate description would be a “loom with Jacquard
shedding” rather than a “Jacquard loom”. Fox writing in 1894 deprecates Jacquard’s
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
10
1804 design as little more than a simple adaptation of the earlier mechanisms of Falcon
(1728) and Vaucanson (1746). The problem faced by the designers was how to amplify a
small delicate motion, the sensing of the presence or absence of a small hole in a punched
card, into a large and powerful motion for the lifting of a tensioned warp end to create a
shed. The mechanism had to be compact, so that thousands could fit in a reasonable
space, extremely reliable, fast, and economical 29.
2.2.1 Jacquard and Weaving Machines
One of the first historical steps towards programming appeared in 1725 on a
weaving machine. The French "Lyonnais" Basile Bouchon first gave instructions to a
weaving machine using a perforated paper. His assistant Falcon replaced the fragile paper
by more robust perforated cards. After that, Vancanson replaced the cards by a metallic
cylinder and a complex hydraulic system, which gave the machine a cyclic flow of
instructions, a program. But History keeps in mind Joseph-Marie Jacquard who created
and commercialized the first automatic weaving machine during the beginning of 19th
century. The precision of the machine allows Joseph-Marie Jacquard to design a program
that weaved his own face on a fabric. Joseph-Marie Jacquard’s innovations have greatly
contributed to the first steps of computer science with the perforated cards to support
programs 39.
2.2.2 History of Jacquard Fabric
Vaucanson’s (1746) design used punched paper, much like a player piano, this
was found to be unreliable. Jacquard’s design used individual pasteboard cards, one per
pick, laced together to form an endless chain. This was the standard technique used
through most of the 19th century until Verdol reintroduced endless paper towards the end
of that century. Verdol’s endless paper which avoided the need for lacing was much
lighter and capable of higher densities and speeds, became the dominant media during the
20th century, (and may still be weaving away today). Although punched paper is still in
wide use, the trend since the 1980s has been toward electronic control (first attempted by
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
11
Bonelli around 1860). This is achieved in effect by replacing the sensing pins with small
electromagnets; the underlying principle of gently deflecting the hook to either catch or
miss the rising griffe is still used to provide the necessary power. During the 19th century
typical Jacquard sizes (the number of hooks) ranged from 100 to 1000 hooks. Verdol’s
endless paper model was originally produced as an 896 hook machine, later expanded to
1344 which largely became the standard “single width” head for the 20th century.
Modern electronic heads don’t use physical “cards”; instead they are controlled by data
on a disk drive 29.
2.2.3 Jacquard Designs
Jacquard weaving provides the opportunity to design complex pictorial and other
patterning effects from the combination of warp and filling colours and weaves 53. For
thousands of years, figured woven fabric as well as the jacquard fabric (figured woven
fabric produced by jacquard machine) has been designed in a plane design mode via the
employment of warp and weft threads which differ from that of multi-colour tapestry
constructed with through warp but swivel weft threads. Design process begins with the
object that handled through freehand design on pattern and colour, and the purpose of the
structural design for jacquard fabric was to copy the effect of patterns and colours 59.
In the traditional fabric design process, the resultant visual perception of the
design, using different coloured yarns, can be attained only through the production of
actual physical fabric samples, and this is a very time consuming process. Weaving
involves the interlacement of two sets of yarns; one called the warp with a second,
orthogonal set of yarns, referred as weft (filling) 53. Jacquard weaving provides the
opportunity to design complex pictorial and other patterning effects from the combination
of warp and filling colours and weaves. No truly accurate digital colour methodology is
yet available to assist designers in the initial development of product samples 5.
Numerous descriptions of this process exist within the computer environment addressing,
algorithmically, the problems that arise when one attempt to harmonize visual pattern
with the notational point paper diagrams of those warp and weft inter lacings 53 .
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
12
The attractiveness of the jacquard fabrics is enhanced materially by a coloured
border of several colours or a plain border, coloured, parallel, striped borders are
probably the most common type; more unusual border, floral, animal and geometrical
motifs are made in jacquard weaves. Jacquard patterns are usually prepared with
dimensions similar to the woven sample in order to obtain some idea of the general
appearance of the cloth when woven. Satin motives as used for distributing figures in
jacquard designing are constructed on geometric mathematical principles. Any textile
loom includes the following essential mechanisms such as warp supply, weaving stage,
containing mechanisms for shed formation, weft insertion, beating up and fabric
take-up 29.
2.2.4 Jacquard Weave
In 1985, Hoskins developed an algorithm to analyze the colour of woven structure
and later in 2002, Dawson examined colour and weave effects with small repeat sizes. He
studied the basic effects of yarn colour sequences over one weave repeat. Dawson’s
research was confined to small weave repeats up to 4 X 4. In 2003, Grundler and Rolich
proposed an evolution algorithm to match weave and colour. The software offers a wide
range of fabric patterns and is also able to create new ones based on user’s choice. The
study emphasized matching the weave and yarn colour, in order to have a predetermined
idea of the appearance of the fabric to be produced. Adabala et al in 2003 presented a
technique for visualizing woven fabrics in real time, while optimizing the realism of the
original image. However, in the above-mentioned works, consideration was not given to
the actual colour accuracy of the reproduced images. In the year 2002, there was a
proposed for the development of high quality colour reproduction on silk Jacquard
textiles from digital colour images 5.
At present, the application of jacquard CAD system has improved the efficiency
of jacquard fabric design 59. Latest textile CAD/CAM systems and other technological
developments have given a substantial boost to the manufacture of fabrics, in particular
reference with jacquard fabrics. These systems have been structured to cover dobby
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
13
weaving, jacquard weaving and all other textile processes to help the designers to create
and view the designs prior to weaving 15. The major fields of production of jacquard are
for upholstery, furnishing, mattresses, airbags, tablecloth, sheeting, drapery, tapestry,
pictorial images and apparel. With increasing demand of the products, the jacquard head
capacity is getting higher every year allowing every warp yarn to be controlled
independently. During last few years, major weaving machine manufacturers introduced
to the jacquard woven fabric producers a sizeable number of technological advances 29.
2.3 TEXTILE FINISHING
Textile finishing, which renders the newly constructed fabric suitable for its
intended end use, generally includes the following processes:
(a) Preparation;
(b) Colouration which may either be dyeing or printing; and
(c) After-finishing (or finishing).
“Preparation” means the pre-treatment processes to completely remove oils, dirt,
stain and other additives from the raw fabrics prior to the colouration process. The
“Colouration” process (dyeing in particular) may not necessarily follow the fabric
manufacturing process. The substrates to be dyed can be garments, fabrics, yarns (in
various forms, such as hank, cheese or cone, or slashes) or even fibers. “Dyeing” is the
homogenous colouration of textile substrates using dyes, which are substantive
colourants for the substrate, and other necessary chemical auxiliaries, such as surfactants,
to improve wetting, dispersing, leveling or other desirable dyeing properties. “Printing” is
the non-homogenous colouration of textile substrates. Technologically speaking, it is
essentially a localized application of colourants on substrates. “After-finishing” refers to
the treatment of textile substrates to impart desirable properties (other than colouration),
such as wash-and-wear finish, anti-shrink finish, water-repelling finish and flame-
retarding finish. It is often simply called “finishing” 18.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
14
“Finishes are given to improve the serviceability and appearance of a fabric.
Fabrics may be given more than one finish to get the desired effect. Finishes can be
classified as: (a) Basic finishes, and (b) Special finishes. Basic finishes are applied to
almost all fabrics to improve their appearance. Special finishes are applied with a specific
purpose for which it is to be used 17.
“Functional textiles and clothing provide the expected traditional properties, e.g.
look, social identification, attraction, protection against cold, easy-care, as well as some
new properties and functions of thermo-conducting, deodorant, avoidance of unpleasant
odors, antibacterial and antifungal protection. These new functionalities can be obtained
by new bioactive treatments applied on textile materials during both the manufacturing
stage of raw material and applying of some antibacterial products during their finishing
treatments” 21.
2.4 IMPORTANCE OF FURNISHING FABRICS
“Home Textiles is planning, constructing and evaluating the use of resources of
the family for the purpose of attaining family goods”. In the view of Tortora (1988)
“Furnishing fabric is a general term that covers all types of linen, polyester and cotton in
special length and width. Furnishing fabrics are available in variety of weaves and
textures, fine, muslin and intricate design. For some sophisticated styles, cotton may be
blended with linen or rayon for making jacquard woven furnishing fabrics. Home textiles
include Turkish towel, huckaback and face towels, dishtowels, dish clothes, table covers
and napkins, bed sheets and pillowcases, and yarn goods such as sheeting. Qualities look
for appearance, suitability, serviceability, durability, wash ability and size. Chemical
processing such as preparatory process, dyeing and finishing plays an important role in
the textile market. Since, each processing improves the aesthetic property of textiles as
well as functional properties, it can satisfy wide range of customers as per their need.” 7
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
15
2.5 FUNCTIONAL FINISHES IN TEXTILE INDUSTRY
In textile material science, the approach to developing functional materials can be
divided into two areas: 53.
1. The development of functional fibers to be used in the fabrication of the
textile structures;
2. The development of functional finishing by applying to or embedding in the
textile structure.
In each case, the objective is to develop specific properties which will enable
these materials to perform a particular task in the final product in a better way. Examples
of these are the development of special intense (such as insect repellents, perfumes, etc),
anti-bacteria, anti-mildew, water repellents, water proofing, wind proofing, breathability,
colour change (for example, thermo chromic, photo chromic, electro chromic), heat
creation and exchange (such as phase change), shape change (for example, shape
memory), high strength, high or low stiffness, low density, high electrical conductivity,
high thermal insulation, high absorption, high permeability and so on 53 .
2.6 SPECIAL FINISHES
Traditionally, the testing of fabric mechanical properties has focused on various
strengths such as tensile, tearing, and bursting in relation to fabric failure. As living
standards have risen, however, it has become more common for garments to be selected
or discarded not because of their strength but because of their overall performance 60.
Durable press finishing is widely used in the textile industry to impart wrinkle-resistance
to cotton fabrics and garments.
Significant loss in mechanical strength and abrasion resistance of the durable
press finished fabrics has been a major concern for the industry 31. Unless any product is
characterized by value addition it is now impossible to survive in this highly competitive
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

16
world market. It makes garments attractive, comfortable and finishing can incorporate
desirable properties.
Finishing is the heart of textile process85. Finishing is the process of passage of
goods through various finishing processes to make it suitable for its intended end use.
Finishing may change the appearance of the fabric, its hand (feel), its serviceability and
its durability. Familiarity with finishing process enables the consumer to recognize and
judge quality in fabrics.
Finishing may take many forms, for it must be adapted to the kind of fiber and
yarn used in the fabric and most important of all, to its intended purpose. If multiple
finishes are being used, certain chemicals may not be compatible36. Multi-functional
finishing therefore results in savings, both in terms of energy usage as well as water
consumption 3.
Textile finishing is the treatment of a fabric with a chemical or mechanical finish
to impart a desirable property or characteristic. Mechanical finishing uses a physical
action, such as brushing, to change the property of the fabric. Chemical finishing uses the
application of chemicals to bring about new properties, or improve upon existing
characteristics of the fabric. It is typically carried out after the fabric has been prepared
(desizing, scouring, and bleaching) and dyed. Thus it is referred to as “finishing” because
it is usually the last step in processing the fabric 36.
Typical Chemical Finishes:
Some textile finishes are done to improve dyeability of the fabric and thus are
performed before the colouring step. Others, such as a permanent crease finish, are
applied after the fabric is in a garment form.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

17
The chemical finishes are as follows36.
Wrinkle resistant/ durable press
Stain release
Repellents (liquid, Stains)
Antibacterials / antibacterials
Fire retardant
Softeners
Hydrophilic treatment
Hand building
Antistatic
Slip repellents
UV protection
Insect repellent
Textile wet processing is a widely used and accepted method for applying finishes
to fabric. The advantages behind textile wet processing are that it uses relatively
inexpensive equipment that is widely available to a textile processing plant. Use of
existing equipment is cost effective, as a new piece of equipment does not have to be
purchased, and workers do not require additional training to operate the equipment” 36.
“Hygiene has acquired importance for many years. Microorganism growth is
another factor that has resulted in development of antibacterial finish. Microbial
infestation poses danger to both living and non-living matters. Microorganisms cause
problems with textile raw materials and processing chemicals, wet processes in the mills,
roll or bulk goods in storage, finished goods in storage and transport, and goods as the
consumer uses them. Understanding microorganisms, which they are, where they come
from, and why they grow on certain materials provides us a basis for controlling them
and their negative effects. This control capability, with the right technology, can provide
for a valuable feature on a wide range of textiles”38.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
18
“In recent years, consumers have become increasingly aware of the need for sun
protection, which is related to the incidence of sun-induced skin damage and its
relationship with increased exposure to ultraviolet light. Elevated exposure to UV
radiation can result in skin damage such as sunburn, premature skin ageing, allergies, and
even skin cancer. Fabrics can provide effective protection against skin damage. A system
for denoting the UV protection provided by fabrics is the Ultraviolet Protection Factor
(UPF)”3.
2.6.1 Antibacterial Finish for Jacquard Fabrics
The concern and need for protection against microorganisms during World War II
is what began the research race to find, or make, a suitable antibacterial finish. One of the
first antibacterial textile finishes, used during World War II, was made to prevent cotton
textiles, such as tents, tarpaulins, and vehicle covers, from rotting49. There are three
primary microorganisms of concern with textiles: bacteria, fungi, and viruses. Viruses are
mostly a concern with textile due to health reasons. Some disease causing viruses can
survive on a textile substrate, and when that textile comes in contact with an uninfected
person, the virus can infect them. The severity of the resulting illness can be as simple as
the common cold, or as devastating as hepatitis or HIV. Fungi attack textile in the form of
mold. Mold can grow on a textile substrate, damaging the fibers and posing health
concerns with the resulting spores. Mildew, a type of mold, can also attack a textile,
causing discolouration and fiber damage. Bacteria are the most common concern with
textiles because of its ability to colonize rapidly in a textile substrate. This leads to
concerns such as foul odor and health hazards. Even a bacterium which is harmless in
small amounts may become dangerous once it has colonized sufficiently 36.
“As knowledge of functional finishes and manmade fibers evolved, so did
society’s view on health and safety. With this increase in health awareness, many people
focused their attention on educating and protecting themselves against harmful
pathogens. Antibacterial textiles have been in use for many years. Antibacterial fabrics
are important not only in medical applications but also in terms of daily life usage. The
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

19
application of antibacterial finishes to textiles can prevent bacterial growth on
textiles” 38, 46
2.6.1.1 Microbes Involved in Textile Industry
“The wearing of clothing coupled with factors such as contamination of skin by
faeces, urine, and other body fluids and the provision by garments of moisture and
darkness can increase the probable infections. Clothing in the inguinal and perineal areas
stained by urine and faeces has been found to promote the growth of Brevibacterium
ammonia genes, E. coli, and Proteus mirabilis, thus aggravating diaper rash and
associated infections. Over 75% of foot infections are attributed to the dermatophytic
fungi Trichophyton interdigitale and Trichophyton rubrum isolated from socks. It was
seen that simple laundering failed to eliminate these pathogens. Some microorganisms
can also cause diseases directly, for example mould fungus of the Aspergillums type,
which can produce lung disease 1. Textiles are an excellent substrate for bacterial growth
and microbial proliferation under appropriate moisture, nutrients and temperature
conditions. Microbial shedding from our body contributes to microorganism spreading
into a textile material either directly in clothes or on surrounding textiles. Typically,
pathogenic microorganisms like Klebsiella pneumonia, Pseudomonas aeuroginosa,
Staphylococcus epidermidis, Staphylococcus aureus and Candida albicans have been
found on textiles 36
Antibacterial finishing of textile fabrics is exponentially growing area in the
textile and allied industries because infections, particularly those caused by antibiotic-
resistant Gram-positive bacteria such as Methicillin-Resistant Staphylococcus aureus
(MRSA) and Vancomycin-Resistant Enterococci (VRE) are a growing concern. A critical
factor for the transmission of a microorganism from a person to the environment and then
to another person is the ability of that microbe to survive on an environmental surface.
Antibacterial agents impart maximum resistance to the growth of bacteria and many
viruses 3.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
20
2.6.1.2 Requirements for Antibacterial Finish
Textile materials in particular, the garments are more susceptible to wear and tear. It
is important to take into account the impact of stress strain, thermal and mechanical
effects on the finished substrates 98.
It soon became more important for antibacterial finished textiles to protect the
wearer from bacteria than it was to simply protect the garment from fiber degradation 91.
Consumers’ attitude towards hygiene and active lifestyle has created a rapidly
increasing market for a wide range of antibacterial textiles, which in turn has stimulated
intensive research and development. As a result, the number of biofunctional textiles with
an antibacterial activity has increased considerably over the last few years 36.
2.6.1.3 Benefits of Antibacterial Finish
Antibacterial treatment for textile materials is necessary to fulfill the following
objectives:
Provides freshness to the fabrics
Removes odour created by microorganisms
Restrains staining due to microbial growth
Make the durability better for the fabric by controlling growth of microbes
Prevents skin disease
To control microorganisms
To reduce odour from perspiration, stains and other stain on textile material
To reduce the risk of cross infection being carried by feet from ward to ward
in hospital
To control spread of disease and danger of infection following injury
To control the deterioration of textiles particularly fabrics made from natural
fiber caused by mildew.21
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
21
2.6.1.4 Mechanism of Antibacterial Finish
In order to obtain the greatest benefit, an ideal antibacterial treatment of textiles
should satisfy a number of requirements. Firstly, it should be effective against a broad
spectrum of bacterial species, but at the same time exhibit low toxicity to consumers, e.g.
not cause toxicity, allergy or irritation to the user. Antibacterial-treated textiles have to
meet standards in compatibility tests (cytotoxicity, irritation and sensitization) before
marketing 98. Some proposed mechanisms for microbial degradation of cotton are as
follows:
– Bacterial decomposition of cellulose takes place from outside to inside, but they
cannot digest cellulose directly. Cellulolytic microorganisms secrete enzymes
which make cellulose soluble; this is followed by the diffusion of microbes inside
the cell.
– Carbon heterotopy types of bacteria degrade polysaccharide chains into shorter
ones which are eventually hydrolyzed to shorter oligomers and then finally to
cellobiose and D-glucose
– The secondary wall of cellulosic fabric may be directly damaged by fungal
hyphen (a thread like element of fungus), and then fungus starts growing inside
the lumen.
– In some fibres, hyphen penetrates the lumen without breaking the outside surface.
Fungal hyphen is coarser (5 μm) than the cotton pore (16 Aº) or even NaOH
swollen pores (40–50 Aº) 1.
Many types of antibacterial finishes exist. The finishes are derived from different
sources; some finishes are natural and some are created in a laboratory. No matter how or
where the finish originates, three common traits are necessary for any treatment. The
finish must not be harmful to the environment both when the fabric is treated and during
the life span of the finish. Second, the finish should be effective until the wearer is
finished using the textile and if necessary, endure repeated laundering. Third, and most
importantly, the finish must not be harmful to the wearer 91. Antibacterial agents are not
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
22
new to the marketplace. It has long been recognized that microorganisms can grow on
textile substrate. One way to avoid the microbial degradation of textile fibers, limit the
incidence of bacteria, and protect users, is the treatment of textiles with antibacterial
agents 54.
Antibacterial agents fall into two main categories: biocides and bios tats. A
biocide kills microorganisms, and thus has to be registered with the EPA as a pesticide. A
biostatic merely inhibits the growth of microorganisms, and thus does not need to be
registered or require special label 36. Different terms are used in practice, namely
‘bactericide’, ‘bacteriostasis’, ‘biocide’, and ‘biostatic’. When a product has a negative
influence on the validity of a microorganism, it is generally termed an antibacterial.
When the bacteria are killed, the suffix ‘-cide’ is used, and when only the growth is
stopped is the suffix ‘-static’ used 1. The definition of the different terms associated with
the antibacterial and antibacterial finishes are broadly classified by many others, as
antibacterial agent, bacteriostasis, bactericides, disinfectant, sanitizer and detergent
sanitizer 11.
Biocide textiles can basically be divided into three groups
– Textiles with photoactive properties
– Textiles with non diffusible biocides
– Textiles with controlled release of the embedded biocide 11
Antibacterial agents act in various ways. The main modes of action are:
(i) Protein coagulation;
(ii) Disruption of cell membranes resulting in exposure, damage, or loss of the
contents;
(iii) Removal of free sulphydryl groups essential for the functioning of enzymes;
and
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
23
(iv) Substrate competition - A compound resembling the essential substrate of
the enzyme diverts or misleads the enzymes necessary for the metabolism of
the cell and causes cell death 1.
Highly effective antibacterial finish is widely used in public facilities, schools,
health care, nursing homes, hotels and restaurants. The application of our antibacterial
finish to textile fabrics such as drapery and upholstery fabrics will impart maximum
resistance to the growth of bacteria and many viruses. Large amounts of biocides need to
be applied to textiles to effectively control bacterial growth and to sustain durability.
Many heavy metals are toxic to microbes at very low concentrations either in the
free State or in compounds. They kill microbes by binding to intracellular proteins and
inactivating those 98. The need for antibacterial textiles goes hand-in-hand with the rise in
resistant strains of microorganisms. Functional textiles include everything from
antibacterial finished textiles to durable or permanent press finished garments to textiles
with self-cleaning properties, and also textiles with nanotechnology 69.
Recently, two novel entophytic fungi, Muscoda albus from Cinnamomum
zeylanicum from Honduras 95 and Muscoda rouses from two monsoonal rainforest trees
in Northern Australia 95. “These entophytes produce a mixture of volatile antibacterials
that effectively inhibit and kill a wide spectrum of plant associated fungi and bacteria.
On the other hand, the gases of Muscoda albus did not kill fungi that were related
to it, some of which were producers of other lethal gas mixtures 95. Thus, using Muscoda
albus as a selection tool, it was possible to isolate still other entophytic fungi that produce
volatile compounds of biological interest and importance 16.
As a result, and to minimize such risks, there is a great demand for antibacterial
textiles based on non-toxic and eco friendly agents 36. Secondly, the finishing should be
durable to laundering, dry cleaning and hot pressing. This is the greatest challenge as
textile products are subjected to repeated washing during their life. Thirdly, the finishing
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
24
should not negatively affect the quality (e.g. physical strength and handle) or appearance
of the textile. Finally, the finishing should preferably be compatible with textile chemical
processes such as dyeing, be cost effective and not produce harmful substances to the
manufacturer and the environment 98.
2.6.1.5 Agents used for Antibacterial Finish
The antibacterial agents can be antibiotics, formaldehyde, heavy metal ions
(silver, copper) 79 quaternary ammonium salts with long hydrocarbon chains 79 phenol
and oxidizing agents such as chlorine, chloramines, hydrogen peroxide, and ozone.
Recently, a great many antibacterial-finished textiles have been accepted for use in
clinical settings to block the transmission of pathogens. These products contain
antibacterial agents such as silver, quaternary ammonium chloride, and chitosan, and
show antibacterial activity against a wide range of microorganisms 24.
Several antibacterial agents have been tested in textiles: Quaternary ammonium
compounds, silver, polyhexamethylene biguanides (PHMB) and triclosan even in an
industrial scale. They have powerful bactericidal activity, as indicated by the MIC value,
and also different application methods, Natural bioactive compounds have been widely
reported as antibacterial agents for textiles in a finishing setting 41.
An antibacterial agent which is currently approved for use is chlorophenyl ether
known as “triclosan”. This is commonly used in antibacterial hand soaps and deodorants.
Triclosan is a leaching type antibacterial finish, which can be depleted over time.
Although it is used in textiles, it is difficult to apply.
Triclosan is low water soluble compound and requires dispersing agents and
binders when used as textile finish. In addition, triclosan is highly effective against
bacteria, but lacking in effectiveness against fungi. A large class of antibacterial agents is
based on silver chemistry. Nanoparticles of oregano-silver compounds, silver zeolites,
and silver chloride can also be used as antibacterial textile finishes 36.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
25
It was stated that dodecyl trimethyl ammonium chloride, (DTAC) was reported as
highly bacteriostatic and is safe to man and the environment (Aft Corporation, 2005). The
compound is comprised of membrane-active micro biostatics. It has been known that the
action mechanism of such cationic surfactants is electrostatic interaction and physical
disruption 2, 73.
Some commercial bioactive fibres with antibacterial silver treatment and finishing
products are: SeaCellR Active, a cellulose-base fibre; MicroFreshR, SoleFreshR and
Guard-YarnR, polyester or nylon yarns with AlphaSanR, a zirconium phosphate-based
ceramic ion-exchange resin containing silver; Trevira Bioactive R: polyester fibre with
silver incorporated prior to the extrusion process; SmartSilverR, wool fibres with silver
added by typical exhausting dyeing methods and other finishing silver-based products
like Smart Silver™, SilpureR, SanitizedR, AlphaSanR and Ultra-Fresh. Cotton fibres are
also being commercialized with ReputexR (PHMB attached to cotton) and more recently,
polyamide with PHMB is sold as PuristaR. Moreover, polyamide and polyester fibres
treated with Tinosan AM 100R, cellulose acetate yarns named SilfreshR, MicrobanR
textile and IrgaguardR and IrgacareR products all contain triclosan as antibacterial
agent 98.
Milliken has developed a silver-based antibacterial agent, AlphaSan®, which is a
zirconium phosphate-based ceramic ion-exchange resin containing silver and is added
during the extrusion process of synthetic fibers. AlphaSan® is being used by a number of
companies to produce antibacterial textiles, for examples, the polyester and nylon yarn by
O’Mara (Micro Fresh® and Sole Fresh®) and the polyester yarn by Sinterama (Guard-
Yarn®). Quaternary ammonium compounds (QACs), particularly those containing chains
of 12–18 carbon atoms, have been widely used as disinfectants.
PHMB (trade name Vantocil) is a heterodisperse mixture of polyhexamethylene
biguanides with an average molecular weight of approximately 2500 Da. Being a potent
and broad spectrum bactericidal agent with low toxicity (MIC = 0.5–10 ppm, Arch
technical information), it has been successfully used as a disinfectant in the food industry
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

26
and in the sanitization of swimming pools and is being explored as a biocide in
mouthwashes and wound dressings 98.
Triclosan (2, 4, 4’-trichloro-2’-hydroxydiphenyl ether,) is a broad-spectrum
antibacterial agent with a MIC of less than 10 ppm against many common bacterial
species. Unlike most other cationic biocides used on textiles, triclosan is not ionized in a
solution. Chitosan is the deacetylated derivative of chitin, which is the main component
of the shells of crustaceans such as shrimps, crabs and lobsters. Large quantities of chitin
are produced as a byproduct of the seafood industry. An alternative regeneratable
antibacterial finishing uses peroxyacids, such as peroxyacetic acid which is a well known
and powerful disinfectant used in hospitals 36. Marine polysaccharide drugs have attracted
much attention. Chitosan, one of the most important marine polysaccharides, has many
peculiar biological activities such as immunity and antibacterial effect, and thus has
prospective application in the fields of medicine, textile and biotechnology 96.
2.6.1.6 Tests for Antibacterial Finish
There are several standard methods to assess antibacterial activity on textile
materials because there is not a unique test that is suitable for all the sorts of the
antibacterial fibers and microorganisms. These standards are classified on the basis of the
kind of the evaluation of microorganism inhibition: qualitative and quantitative.
Qualitative methods include AATCC 147:2004, ISO 20645:2004, SN 195920:1992, and
JIS L 1902:2002 – Halo method) for antibacterial assessment, and AATCC 30:2004, SN
195921:1992 and JIS Z 2911-1992 for antifungal assessment. Quantitative methods
include AATCC 100:1999, JIS L 1902:2002– Absorption method and ISO 20743:2007.
These are the most used standard methods, among others 36.
The antibacterial effect of the fabrics was determined by EN ISO 20645:2004
(agar diffusion plate test) and AATCC Test Method 147-2004 (parallel streak method). In
agar diffusion tests, S. aureus AATCC 6538, K. pneumoniae AATCC 4352, E. coli
AATCC 10229 and in parallel streak tests, S. aureus AATCC 6538, K. pneumoniae
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
27
AATCC 4352 strains were used. When effective antibacterial activity was determined in
parallel streak method, AATCC 100–2004 Test Method was applied for the
determination of reduction in bacteria counts quantitatively 100.
AATCC test method 147 – 1998 provides a qualitative measure of a textile’s
antibacterial effects. AATCC test method 100 – 1999 was developed to provide a
quantitative evaluation of a textile’s antibacterial properties. AATCC 30 – 1999 provides
four methods for determining the antifungal properties of a textile 35.
2.6.2 Flame retardant Finish for Jacquard Fabrics
Flammability of textile products refers to their burning behavior, especially eases
of ignition and sustained burning after ignition 40. The desire for textiles having a reduced
tendency to ignite and burn has been recognized for considerable time during man’s
record history. Whilst the use of asbestos as a flame resistant material has been recorded
in Roman times, perhaps one of the earliest significant contributions in recent history was
Wyld’s patent of 1735. Gay-Lussac (1940) published perhaps the first systematic study of
the use of flame retardants (FR). These ideas laid the foundation for the early theories of
flame retardency of textiles. The complexity and probable multiplicity of these
mechanisms was recognized, and by 1947 several early possibilities had been advanced.
These included action of the flame retardant directing thermal degradation to fuel-poor
pyrolytic paths, flame retardant external coating of the substrate to exclude oxygen,
internal barrier formation to prevent evolution of combustible gases, inert gas evolution
to dilute fuel formed by pyrolysis, and thermal activity to dissipate heat away from the
flame front 92.
Tightly woven and knitted fabrics also ignite more difficultly and burn slower
than sheer fabrics. The lighter weight and sheer fabrics ignite / burn more easily is
because there is more air space and more oxygen among fibers in the sheer fabrics to fuel
the flames as the fabrics burn.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
28
Flame-retardant (FR) finishes were developed for flammable fabrics to provide
flame resistant properties and to change the burning behavior of the fabric 19. FR finishes
can be used on cotton, rayon, nylon and polyester fabrics 42. By chemically modifying the
surface of the fibers, FR finishes make the fabric less flammable by reducing the volume
of flammable gases that generate heat further decomposing the fiber. However, flame
retardant (FR) cottons are unsatisfactory to consumers because the FR finishes for cotton
increase the stiffness of the fabric, reduce the tearing strength, yellow easily, and add to
the cost of production. It was not until the 1940s that the public’s attention in the U.S.
started to focus on the flammability of fabrics 48.
2.6.2.1 Requirements of Flame retardant Finish
Flammability has become one of the interests in safety and protective aspects of
textile products. Flammability is related to the safety of clothing and textile products,
which are closely related to our daily life because flammability of textiles can directly
lead to serious bodily injury or fatality and loss of property.
Many factors, such as fiber content, fabric weight and structure, finishes, and
garment design, affect flammability of clothing and textile products. Fiber content is
probably the most important fabric property that affects flammability (Collier and Epps,
1998). Blends of fibers, or yarns of different fibers, are more likely to be flammable than
fabrics made from a single fiber type Heavier fabrics ignite less easily and burn more
slowly than lighter weight fabrics 19 .
In reaction to highly flammable garments resulting in many cases of injury or
death, the Flammable Fabrics Act (FFA), a federal law, was passed by Congress in1953 88 and oil repellency, and physical properties such as breaking strength, stiffness and tear
strength, could also be achieved by an effective combination of the finishing agents.
Since 1978, most children’s sleepwear is made of 100% polyester fabrics without any
flame retardant finish 48.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

29
2.6.2.2 Benefits of Flame retardant Finish
Fire safety is a significant cause of property damage and of death. Standards are
therefore set for electrical appliances, textiles upholstery and many other materials to
minimize these losses. To meet fire safety standards, products made of synthetic
materials are modified with flame retardant chemicals that inhibit the ignition and spread
of flames. Recently, there has been a great deal of interest in providing effective flame
retardants for normally flammable substances 40.
The flame retardant fabrics are particularly required in the fields such as defense
applications like uniforms for soldiers and air force pilots, fabrics for tents, parachutes,
etc, and in industrial uses like uniforms for operators working in the ammunition
factories, oil refineries, coal mines, steel factories and other similar industries and uses in
space research, such as uniforms uses in spacecrafts and also in civil uses such as fabrics
used for hospital use, carpets, uniforms for fire brigade personnel and other fabrics like
those for interior decorations etc. There are different flame retardant finishes for different
fabrics, which depend upon the nature and composition of the fiber or the type of blend
and its uses 40. Flame-retardant finishes provide textiles with an important performance
characteristic. Protection of consumers from unsafe apparel is only one area where flame
retardency is needed. Firefighters and emergency personnel require protection from
flames as they go about their duties. Floor coverings, upholstery and drapery also need
protection, especially when used in public buildings. The military and the airline industry
have multiple needs for flame-retardant textiles 77.
2.6.2. 3 Mechanisms of Flame retardant Finish
In order to understand the mechanisms of effective flame retardants better, the
mechanism of combustion should first be clarified. Combustion is an exothermic process
that requires three components, heat, oxygen and a suitable fuel. When heat is applied,
the fibre’s temperature increases until the pyrolysis temperature, TP, is reached. At this
temperature, the fibre undergoes irreversible chemical changes, producing non-
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

30
flammable gases (carbon dioxide, water vapour and the higher oxides of nitrogen and
sulfur), carbonaceous char, tars (liquid condensates) and flammable gases (carbon
monoxide, hydrogen and many oxidisable organic molecules).
As the temperature continues to rise, the tars also pyrolyse, producing more non-
flammable gases, char and flammable gases increases. Eventually, the combustion
temperature is achieved. At this point, the flammable gases combine with oxygen in the
process called combustion, which is a series of gas phase free radical reactions (Fig. 8.2).
These reactions are highly exothermic and produce large amounts of heat and light. The
heat generated by the combustion process provides the additional thermal energy needed
to continue the pyrolysis of the fibre, thereby supplying more flammable gases for
combustion and perpetuating the reaction. The burning behaviour of textiles is
determined more by the speed or rate of heat release than by the amount of this heat 77.
There are two common tests for the flammability of clothing textiles. They are the
45-Degree Test and the Vertical Flammability Test. The 45° test belongs to the category
16 CFR 1610, Standard for the Flammability of Clothing Textiles, which is a mandatory
testing procedure for all apparel materials except for children’s sleepwear, and some
accessories such as hats, gloves, shoes, and interlinings. In this test, a specimen of 6"
(warp/wale) x 2" (filling/course) is used. Before testing, the specimen should be dried in
an oven and be kept in desiccators until just prior to testing because the moisture level in
the fabrics would significantly influence the test result of flammability test. The specimen
is mounted in a holder at a 45° angle and exposed to flame for one second. After the
ignition, the flame is removed. The time for the specimen to burn up to its entire length
(i.e., 6 inches) is recorded. The test is repeated 10 times. The standard for the flame to
spread up the specimen length should be less than 3.5 seconds for smooth fabrics or 4.0
seconds for napped fabrics 40.
A measure that enables an obvious assessment of flame protection properties is
the limiting oxygen index (LOI), determined according to ASTM D-2863. The LOI is
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
31
defined as the content of oxygen in an oxygen/nitrogen mixture that keeps the sample at
the limit of burning:
LOI = 100 × O2: (O2 + N2)
As the oxygen content of air is 20 % corresponding to LOI = 20 all textiles with
lower LOI values will burn quite easily in air and those with LOI values much higher
than 20 will not burn 77.
2.6.2.4 Agents used for Flame retardant Finish
The most important commercial flame retardants can be classified into three
broad categories.1 Primary flame retardants based on phosphorous (condensed phase
mechanism) and halogens (gas phase mechanism); synergistic retardency enhancers that
have only small flame retarding effects by themselves, but greatly enhance the flame
retardency of primary flame retardants (nitrogen with phosphorous and antimony with
halogens); and adjunctive flame retardants that exhibit their activity through physical
effects (borates, alumina trihydrate, calcium carbonate and intumescents, One important
thermal degradation mechanism of cellulose fibres (cotton, rayon, linen, etc.) is the
formation of the small depolymerisation product levoglucosan. Levoglucosan and its
volatile pyrolysis products are extremely flammable materials and are the main
contributors to cellulose combustion. Compounds that are able to hinder laevoglucose
formation are expected to function as flame retardants for cellulose 77.
New durable flame retardant finishing systems based on a hydroxy-functional
organophosphorus oligomer (HFPO) and bonding agents have been developed for cotton.
Metallic salts can also be considered as non-durable FR agents. Sulfation of cellulose
with ammonium sulfanate (AS) in the presence of urea or urea based cross-linking agents
imparts to cellulose an excellent flame resistance that is durable to over 50 alkaline soft-
and hard-water launderings 92.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
32
Chemicals that can yield phosphoric acid during the early stages of fibre pyrolysis
form the majority of successful flame retardants for cellulose. Inorganic salts have long
been known to provide flame retardency on cellulosic material that will not be exposed to
water, rain or perspiration. The French chemist Gay-Lussac proposed a borax and
ammonium sulfate treatment as a flame retardant for cotton in 1820. Today, a mixture of
boric acid and borax is still an effective flame retardant for cotton at ~ 10 % solids add-
on. Ammonium salts of strong acids, especially phosphoric acid (P/N synergism) are
particularly useful as nondurable flame retardants for cellulose. Three commercially
important products are diammonium phosphate, ammonium sulfanate and ammonium
bromide. The water insoluble ammonium polyphosphate is an effective flame retardant
and is added to coatings and binder systems, for example for pigment printing.
Ammonium bromide is applied at ~ 10 % solids add-on and is effective in the gas
phase 77.
2.6.2.5 Tests for Flame retardant Finish
The Vertical Flammability Test is applied which is required to meet minimal
flammability performance standards of 16 CFR 1615 (size 0-6X) and 16 CFR 1616 (size
7-14) after 50 washings and dryings 42. Similar to the 45- Degree Test, before testing, the
specimen should be dried in an oven and kept in desiccators until testing. In the vertical
flammability test, a specimen of 10" (warp/wale) x 3.5" (filling/course) is suspended
vertically in a holder and subjected to an igniting gas flame along the bottom edge for
three seconds. The char length, which is the amount of fabric burned or damaged by the
flame, is recorded. The test is repeated 10 times. The minimum performance standard of
16 CFR 1615 (size 0-6X) and 16 CFR 1616 (size 7-14) requires that specimen cannot
have an average char length of more than seven inches and no individual specimen has a
char length of 10 inches 40.
Test 16 CFR 1610 is a test for general apparel was published by The United
States Consumer Product Safety Commission (CPSC) for sale in USA. Children’s sleep
wears have separate tests (CFR 1615 / 1616) for flame retardency finish. A very useful
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
33
flame retardency test for flammability is ASTM D2863 – 00. The National Firefighters
Protection Association (NFPA) has developed a specific flame retardency test (NFPA
1971) for protective clothing worn by fire fighters 35.
2.6.3 Water Repellent Finish for Jacquard Fabrics
Water repellency is by definition the ability of a surface to resist wetting by
applied liquid water. This is usually different from a waterproof coating, where the
surface is completely covered with a coating which is impermeable to water, water vapor,
and air. Wetting of a textile involves the processes of immersion, capillary sorption,
adhesion, and spreading 36. Water-repellent finish achieves its properties by reducing the
free energy at the fiber surface. If the adhesive interactions between a fiber and a drop of
water placed on the fiber are greater than the internal cohesive interactions within the
water, the drop of water will spread. If the adhesive interactions between the fiber and the
water are less than the internal cohesive interactions within the water, the drop of water
will not spread. Surfaces exhibiting low interactions with water are referred to as low
energy surfaces. Their surface tension or surface energy (γ) must be lower than the
surface tension of the water (γw) 38, 46.
2.6.3.1 Requirements of Water Repellent Finish
A water repellent for textiles is anything that lowers the surface energy of the
textile so that water will not wet it. It must be something that can be applied to either the
surface of the textile for a single sided treatment, or used as a bulk finish, where the
entire depth of the fabric would receive the treatment 36. Historically, water repellent
textiles were produced by applying a hydrocarbon material, commonly a soft wax such as
paraffin, to the surface of the fabric. They were applied by heating the wax and applying
it in the molten state, or by emulsifying the wax in organic solvents to be used for
application. This would give the fabric an outer layer of hydrophobicity. In the 1880’s,
water repellent finishes were used on cotton canvas using a metal salt bath 36. Older water
repellent treatments used derivatives of soaps and fatty acids to impart water repellency.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
34
Soaps combined with zirconium, aluminum or rare earth salts and methylol or pyridium
salt derivatives of fatty acids were used as water repellent agents prior to World War II 38.
The finish may or may not be durable. Wetting is a thermodynamic process and
thus governed by the laws of free energy. This relationship only holds true for perfect
surfaces, which are smooth, non-deformable, and are impermeable without capillary
spacing. A fabric’s ability to repel liquids depends on its surface roughness, chemical
composition, and critical surface tension. In order to be liquid repellent, a fabric must
have: a tight fabric construction comprised of fine yarns, be free of impurities, especially
residual surfactants, and have a uniformly applied chemical finish which lowers the
critical surface tension to below the critical surface tension of the intended liquid 36.
2.6.3.2 Benefits of Water Repellent Finish
Waterproofed fabric has the pores of the fabrics covered with a continuous
surface i.e. the coating being done on the surface; air permeability is non-existent, with
no bonding between the fibers and the coated product 22. The exact origin of these
organic compounds is not completely understood. In some cases, the origin appears to be
associated with particular types of vegetation and / or their decomposition. In other cases,
water repellency has been associated with fungal growth and stain microorganisms 22.
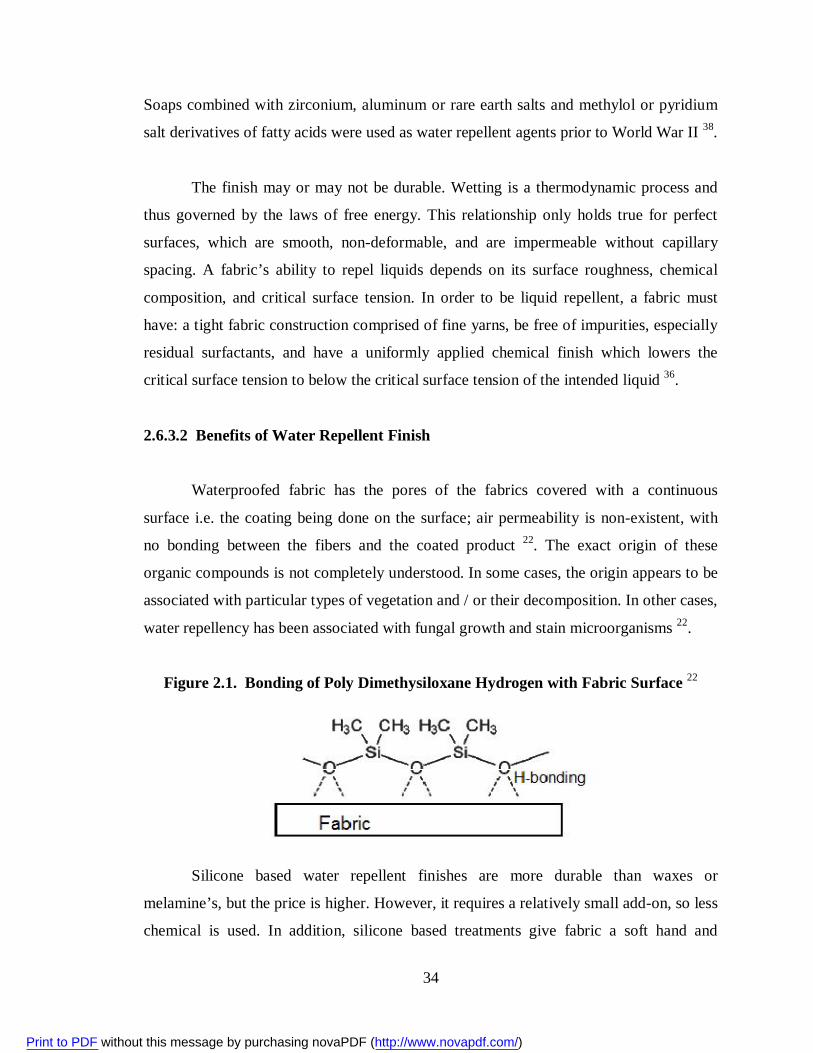
Figure 2.1. Bonding of Poly Dimethysiloxane Hydrogen with Fabric Surface 22
Silicone based water repellent finishes are more durable than waxes or
melamine’s, but the price is higher. However, it requires a relatively small add-on, so less
chemical is used. In addition, silicone based treatments give fabric a soft hand and
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
35
improves the sewing performance of the fabric as shown in plate 1. Along with the higher
price, another disadvantage of silicone based water repellents is the poor abrasion
resistance. Fluorocarbon repellent finishes are formed by modifying an acrylic or
urethane type monomer with a Perfluro alkyl group 36.
A good repellent is one that lowers surface energy, so that the equilibrium contact
angle increases. For a surface to be considered hydrophobic, the contact angle must be at
minimum 90°. For the surface to be considered super hydrophobic, the contact angle
must be at least 150°. Some surfaces are so hydrophobic so that water does not adhere to
the surface at all, and is able to freely roll on the surface, similar to a rain droplet rolling
on the surface of a leaf 36. There are different ways to achieve water repellent finishing
that can be applied to textiles.
Traditional water-repellent finishing is a mechanical incorporation of paraffin
waxes or paraffin emulsion onto the fabric surfaces. However, there are some
disadvantages of stiff handle, lack of air and vapour permeability and consequently poor
wear comfort.). Polydimethylsiloxane products can also be used as water-repellents for
fabrics. Its unique structure of the silicone imparts the ability to form hydrogen bonds
with fibers and the hydrophobic outer surface.
The disadvantages of silicone repellents are increasing pilling and seam slippage.
Water repellency decreased if excessive amounts are applied. Moreover, the waste water
from the silicone finishing process is toxic to fish. Fluorinated coatings are another class
of water repellent finish for textiles due to their ability to provide good performance in
water proofing and additional fire proofing without impairing the fabric permeability to
air and vapour 56.
2.6.3.3 Mechanism of Water Repellency
The repellence properties are achieved by repellent finishes by reducing the free
energy at fibre surface. If the adhesive forces between a fibre and a liquid drop are
greater than internal cohesive forces in between the liquids, the drop will spread.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
36
However, if the adhesive forces between a fibre and liquid drop are less than internal
cohesive forces in between the liquids, the drop will not spread. Surfaces that have low
interaction with liquids are referred to as low surface energy. And their critical surface
tension should be less than the surface tension of liquids that is to be repelled. Therefore,
oil repellency with fluorocarbon always achieves water repellency but it is difficult to
achieve with fluorine free products like silicone based products 77.
This finish gives hydrophobic features to the substrate. There are three main
product groups for this finish l. Metal salt paraffin dispersion; 2.Polysiloxane. 3.
Fluorocarbon polymers. When finishing with these products, the surface of the goods
must be covered with molecules in such a way that their hydrophobic radicals are ideally
positioned as parallel as possible facing outwards.
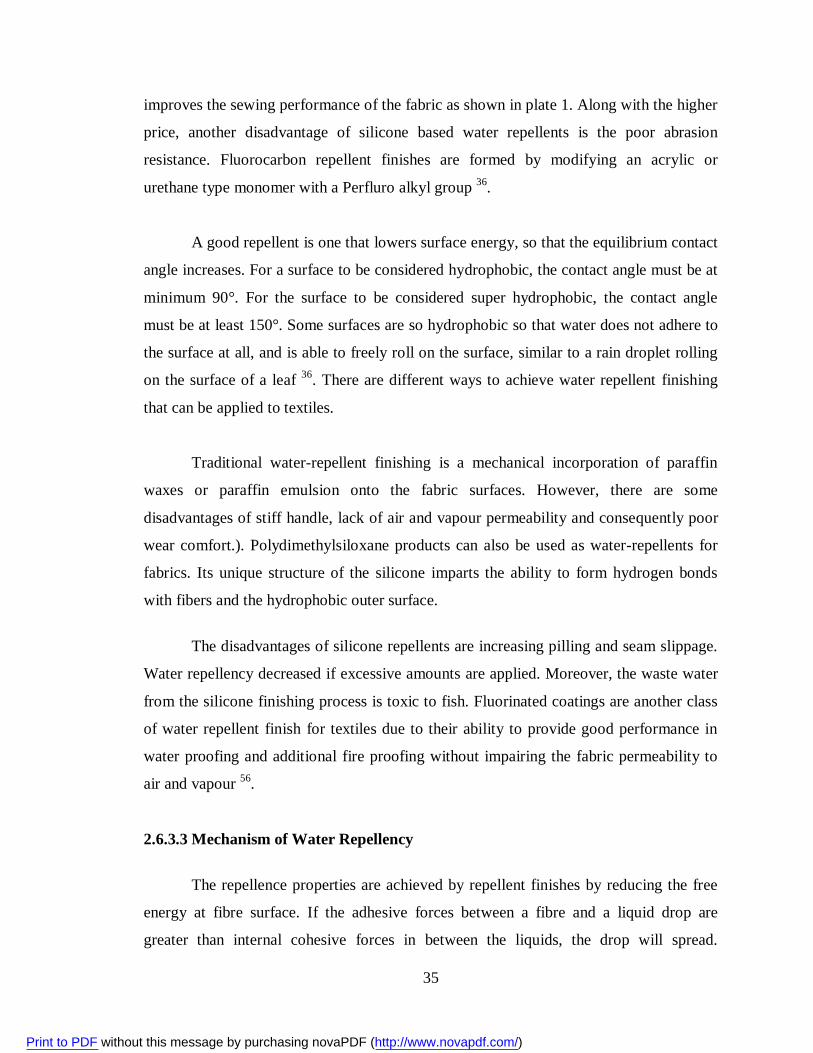
Aluminum salt paraffin dispersions are positively charged products due to the
trivalent aluminum salt. This produces a counter polar charge on the fiber surface which
is significant for the adsorption of the product. After drying, the fat radicals form a so-
called "brush" perpendicular to the fiber surface which prevents water drops from
penetrating into the fiber. Polysiloxanes form a fiber-encircling silicone film with methyl
group perpendicular to the surface. The film formation and direction of the methyl groups
are responsible for the hydrophobic properties of the finish. Plate 8 shows the repellent
agent on the fabric surface as shown in figure 2.268.
Figure 2.2. Accumulation of Water Repellent Agent at the Fiber Surface
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
37
There are different ways to achieve water repellent finishing that can be applied to
textiles. Traditional water-repellent finishing is a mechanical incorporation of paraffin
waxes or paraffin emulsion onto the fabric surfaces. However, there are some
disadvantages of stiff handle, lack of air and vapour permeability and consequently poor
wear comfort. In the surface coating area, fluorine can introduce many attributes to a low
surface energy, chemical resistance, thermal resistance and low friction. Anton et al
prepared unsaturated fluoroalkyl esters and used in conventional alkyl and unalkyl paints
at very low concentration. The coated surface showed good water-repellency
performance by the increasing in contact angle with water 38. Silicone based water
repellents have been made of polysiloxanes 36.
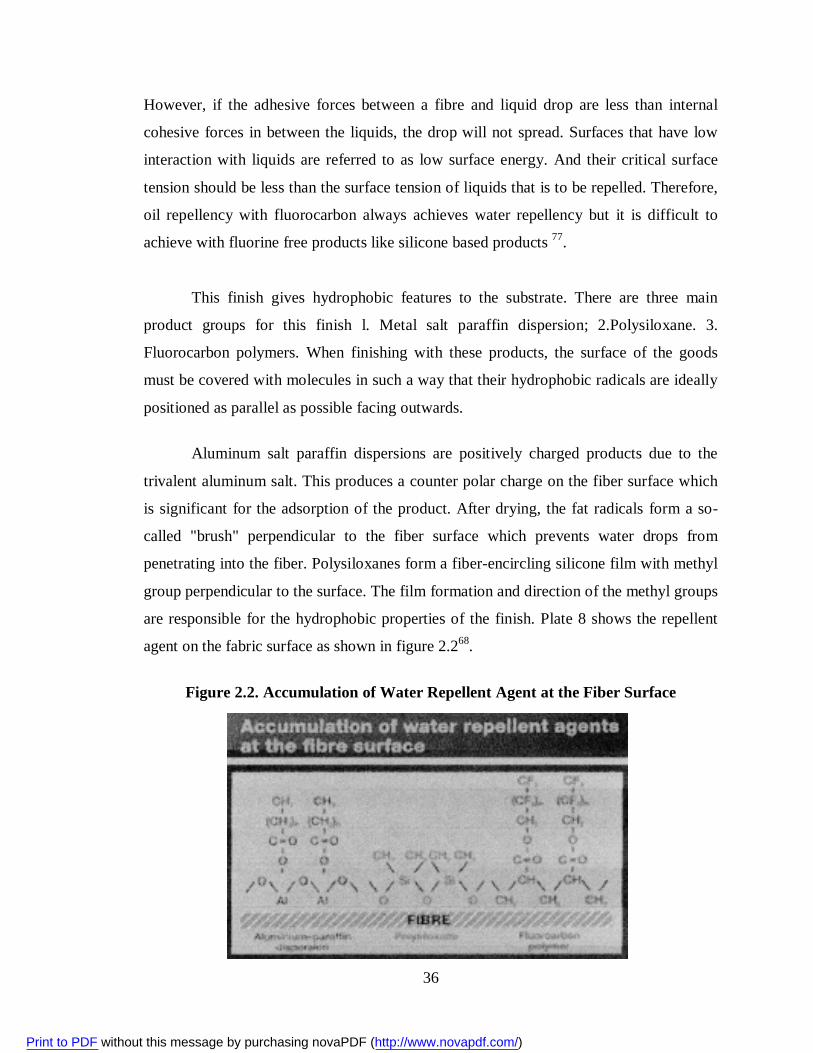
Since the 1950s, household fabric softeners have been used in the United States
for more than 50 years. Much research had been conducted on the effects of softeners on
fabric properties, such as the appearance properties (i.e., wrinkle recovery, pilling, and
whiteness). Several textile properties would influence the thermal comfort of a garment,
such as water absorbency, water vapor transmission, air permeability, and heat transfer.
For example, when the wearer is active, it is very important for the textile to have the
ability to absorb water vapor from the skin 87. Typical water repellency of some of these
fabrics is shown in plate 2.1. 67.
Plate 2.1. Difference Between Water Repellency Coated Fabric and
Uncoated Fabric
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
38
Solvent applied rubbers are another category of solution based water repellent
finishes. The solvent rubber applied raingear was popular enough that in some parts of
the world, rain jackets are still known as “Macs” named after the inventor (Charles
Macintosh) of the applied solvent rubber.
Solution-based water repellent such as paraffin wax emulsion was used as water
repellent. The paraffin wax is emulsified in water with stearic acid salts. A semi-durable
water repellent finish has been achieved through organo-metalic complexes utilizing
chromium or aluminum chemistry 19. The effectiveness of these durable water repellent
(DWR) fabric treatments were evaluated for application to military uniforms. The
addition of a non-wicking finish to clothing fabric negatively impacts comfort in hot and
humid environments. Clothing comfort may be improved by refining the DWR fabric
treatment process to retain wicking properties on the fabric inner surface 67.
The ability of a fabric to carry away water/moisture vapor or to maximize the
evaporation of liquid moisture contributes to the thermal comfort of a garment, especially
for summer clothes and sportswear. Air permeability is another factor related to the
thermal comfort of a garment. Air permeability is the ability of air to flow through the
fabric 88. The amount of trapped air that is contained within a textile structure (i.e., dear
air) determines the thermal insulation of a fabric. Regarding the relationship of household
fabric softeners and thermal comfort, some researchers have examined the effect of
softeners on water absorbency. 36
Using plasma to impart water repellent treatment in textiles has several key
advantages over traditional methods. In addition to the advantages previously listed for
plasma treatments, such as energy savings and lack of waste water concerns, there is the
advantage that plasma treatments furnish thin layer finishes. These layers are usually in
the range of angstroms to nanometers (10-10
-10-9
m) in thickness 36.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
39
A challenge facing the prospect of using plasma for water repellent treatments is
potential for the plasma to degrade, as well as polymerize. Long, often complex chains
are required function as a water or oil repellent, and these chains could be disrupted by
the plasma ionization. Refined processing techniques have to be tailored to the specific
chemical in order to achieve a cured finish without damaging the functional groups.
Another challenge is the cost of the machinery and the potentially slower line speeds that
are required for plasma treatments. With consumer textiles, lower price is generally more
important than fabric functionalism when assessing value36.
2.6.3.4 Agents used for Water Repellent Finish
Silicone based repellents are highly effective at reducing the surface energy of a
textile, but another class of repellents is even more effective. Fluorocarbon based
repellents have the lowest surface energy of all current textile finishes. The resulting
surface energy is low enough to repel oil as well as water. Fluorocarbon repellent finishes
are formed by modifying an acrylic or urethane type monomer with a Perfluro alkyl
group. Using plasma to impart water repellent treatment in textiles has several key
advantages over traditional methods 36
Generally N-methylol compounds are used in the cross-linking of cellulosic
fabrics. Amino resin finishing commenced in the early 1920s when Tootal Broadhurst
Lee took patents out on the manufacture of urea-formaldehyde resins for the production
of crease resistant fabrics. Catalysts are required for efficient reaction of the various
methylol compounds with cellulose to obtain the desired fabric properties. The free
formaldehyde liberated during processing and from resin-finished fabrics in storage was
an important problem in clothing hygiene.
The resin finishing industry has researched extensively a non-formaldehyde resin
finishing treatment to provide high safety for practical use. The most common low-
formaldehyde cross-linking agent is DMDHEU. It is a bi-functional compound that reacts
with cellulose by forming ether linkage under the influence of the acid catalyst. It was
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
40
necessary to cure the finished fabric at the high temperature (140-160°C) for about 5 min.
Sometimes, softeners such as silicone compound along with DMDHEU were employed
to improve the handle of finished fabric52.
Permanent treatments for non apparel textile cellulosic substrates have involved
antimony oxide in conjunction with chlorinated hydrocarbons and crease resistant
nitrogenous resins or other resin binders. For apparel purposes, a number of resin
treatments based on tetrakis (hydroxymethyl) phosphonium chloride (THPC) or on THPC
plus sodium hydroxide (THPOH) have been used 36.
2.6.3.5 Tests for Water Repellency
AATCC test method 22 – 2001 is the simple test for rapid screening of water
repellency. AATCC test method 35 – 2000 is designed to stimulate a rain event. A more
severe stimulation of a rain event is provided by ISO 9865, which is more similar to
AATCC test method35.
INDA (Investigational New Drug Application) repellency test especially useful
for nonwoven intended for medical use is IST 80.8 (01), standard test method for alcohol
repellency nonwoven fabric, INDA, Association of the Nonwoven Fabric Industry, Cary,
North Carolina, 1992 (Hauser, 2005). Water-repellency testing was taken by measuring
the contact angle of water on the finished cotton fabric surface, according to standard
ASTM D 5725-1999.
The absorption of water was investigated using standard AATCC 79-2000.
Stiffness testing was taken according to standard JIS 1096-1999 using Shirley Stiffness
Tester. The yellowness of cotton fabric was measured before and after finishing
accordance with standard ISO 105-A02 by using a gray scale 38
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

41
2.6.4 Stain Release Finish for Jacquard Fabrics
The finishes that repel water, oil and dirt are important in every segment of
textile. Water repellency is achieved by applying different chemical and oil repellency is
only achieved by applying fluorocarbon on textile. There are lot of modification in it to
achieve different properties according to demand of customer and the required purposes.
And this is one of the great developments of textile finishing 77. In a similar way the stain
repellent should also protect the fabric from stain in both dry and wet conditions. But in
all cases, the air permeability of the fabric should not be reduced significantly 32.
Stain release is the term used to describe the clean ability of fabrics by the
laundering process, however, in practice it has been found that stains have a way of
penetrating even the best of repellent finishes. From a consumer point of view, a stain is
perceived to be the worst case of staining. Stains can be defined as unwanted substances
at the wrong place. Most common stains fall into one of four categories: 1. water borne
stains, 2. oil borne stains, 3. dry particulate stains and 4. Composite stains involving oil
and grease adsorbed on particulate matter. Water borne stains are not much of a problem;
the stains are soluble in the wash water. Food stains and dried blood, although not water
soluble, are responsive to proteolytic enzymes found in most commercial detergents.
Dry particulate stains such as flour, clay and carbon black are mechanically
entrapped in the yarn interstices and reside on the surface of the fiber. Removal of
particulate stains depends on overcoming the work of adhesion between the particle and
the fiber surface, facilitating the transport of detergent solution to where they reside and
transporting the particle into the wash water. Mechanical energy (agitation) is important
for latter 36.
2.6.4.1 Requirements of Stain Release Finish
The surfaces with low energy surface tension also provide a measure of dry stain
repellency by preventing stain particles by adhering to the fiber surfaces77. Recent
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
42
research on stain release 61 has shown that to achieve the desired properties of viscose
fabric such as stain release, the chosen method was dip coating. Actually, the stain
release that was chosen for the viscose fabric reduced the moisture regain.
The applied hydrophobic stain release was used to improve water repellency that
was responsible for the improving the wet strength of viscose fabric. Water and stain
resistant treatment helped in reducing the molecular barrier around the individual fibres
that lowered down the critical surface tension of the fibers. This reduced surface tension
of viscose fabric helped in improving its wet strength 32.
Removal of stains from fabrics has been attributed to several mechanisms. These
are:
Adsorption of detergent and absorption of water leading to:
• Rollup of oily stain
• Penetration of stain–fibre interface by wash liquid
• Solubilisation and emulsification of stains 77.
Mechanical work leading to:
• Hydrodynamic flow carrying away the removed stain
• Fibre flexing to force stain from between fibres
• Surface abrasion to remove stain physically
• Swelling of finish to reduce inter-fibre spacing 77.
Particulate stain is removed from fibres by a two-step process. First, a thin layer
of wash liquid penetrates between the particle and the fibre surface, enabling surfactants
to adsorb onto the particle surface. Then, the particle becomes solvated and is transported
away from the fibre and into the bulk of the wash liquid by mechanical action. Oily stains
that are liquids at wash temperatures are released by a ‘roll up’ Mechanism, if the surface
free energies of the fibre and oil have the relationship indicated by:
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
43
R = γFO – γFW + γOW cosΘ > 0
Where, R is the resultant force of the interfacial energies between the fibre and
the oil, γFO; the fibre and the wash liquid, γ FW ; and the oil and the wash liquid, γOW.
The angle Θ is the angle formed at the intersection of the fibre–oil–water interface. For R
to be greater than 0, the contact angle Θ must be 180 º (cosΘ = –1). This leads to:
γFO – γFW > γOW
This is indicating that the difference between the two fibre liquid interactions
must be greater than the interfacial tension of the oil with the wash liquid. Analysis of
this inequality leads to the following conclusions:
A low fibre–wash liquid interfacial energy is desired, that is a hydrophilic
finish is preferred for spontaneous oil roll up.
A high fibre–oil interfacial energy is desired, that is the finish should also
be
Oleo phobic.
A low interfacial tension between the oil and the wash liquid will favor
oily stain release77.
The adhesion between particulate stain and the fiber depends on the location
within the fabric structure, the forces of attraction between the stain and fiber, and the
area of contact. Studies have shown that as more energy is used to grind the particulate
stain into the fabric, the more difficult will it be to remove it. Both the area of contact and
the location within the fabric are influenced by the force. Removal of particulate stain is
brought about by breaking the adhesive bond between the particle and the fiber, wetting
out the particle to make a stable dispersion, and then carry off the dispersed particle into
the bulk of the wash water. The greater the area of contact, the more difficult it is to break
the adhesive bond. Fine particles have a greater area of contact. The tighter the fabric, the
smaller are the inter fiber voids which also make the outward transport more difficult 17.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
44
During the last few years the “easy care” concept has rapidly expanded to include
“stain resistant” features in many apparel applications. The easy care concept now
encompasses both minimization of ironing and easiness to clean garments that might
have become stained in everyday use.
The use of finishes that provide stain release and stain repellency to apparel
fabrics, particularly cotton, has shown an amazing growth during these last years 27.
During the last few years, the use of fluorochemicals to provide stain repellency and/or
stain release properties to apparel goods has rapidly grown. The use of fluorochemicals as
well as durable press resins, however, has a detrimental effect on the fabric softness.
There have been some developments in flame retardant finishes for polyester fabric and
its blends 97.
Recent research on stain release 61 explained that the most common methods used
for stain release are mentioned below,
1. Oleophilic treatments
2. Hydrophilic substance treatments
Recent research on stain releases 61 explained that there were different factors that
influence stain release finish;
Nature of stain
Kind of fibres
Nature of textile
Effects of preparation
Effects of other finishes
Washing conditions 32
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
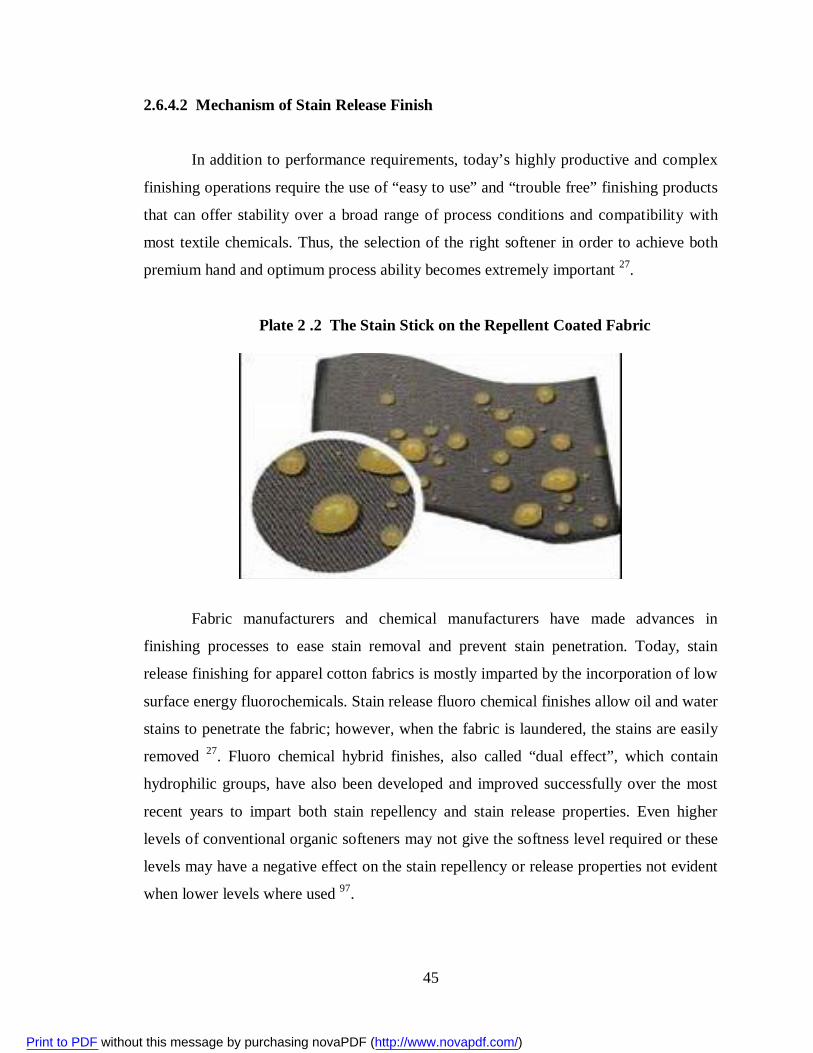
45
2.6.4.2 Mechanism of Stain Release Finish
In addition to performance requirements, today’s highly productive and complex
finishing operations require the use of “easy to use” and “trouble free” finishing products
that can offer stability over a broad range of process conditions and compatibility with
most textile chemicals. Thus, the selection of the right softener in order to achieve both
premium hand and optimum process ability becomes extremely important 27.
Plate 2 .2 The Stain Stick on the Repellent Coated Fabric
Fabric manufacturers and chemical manufacturers have made advances in
finishing processes to ease stain removal and prevent stain penetration. Today, stain
release finishing for apparel cotton fabrics is mostly imparted by the incorporation of low
surface energy fluorochemicals. Stain release fluoro chemical finishes allow oil and water
stains to penetrate the fabric; however, when the fabric is laundered, the stains are easily
removed 27. Fluoro chemical hybrid finishes, also called “dual effect”, which contain
hydrophilic groups, have also been developed and improved successfully over the most
recent years to impart both stain repellency and stain release properties. Even higher
levels of conventional organic softeners may not give the softness level required or these
levels may have a negative effect on the stain repellency or release properties not evident
when lower levels where used 97.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
46
Certain water borne food stains are actually acid dyes, for example the colourants
in Kool Aid and cola soft drinks. Repellency of even the best of fluorocarbon treated
nylon carpets will eventually be overcome by these liquids. The colouring matter will be
absorbed by the nylon fibers much the same way as nylon adsorbs acid dyes. The net
effect is that these liquids are responsible for stains that cannot be prevented or removed.
A very recent innovation is the introduction of stain blocking technology that
render nylon carpets resistant to these stains as well. The technology involves the
treatment of nylon carpets with certain Syntans that tie up the remaining amino groups
responsible for attracting food colours. Syntans are synthetic tanning agents that are used
to improve the wet fastness of acid dyed fibers, e.g. wool, leather and silk and nylon. The
ones that work best on carpets are sulfonated novolaks, polymethyacrylic acids and
combinations of the two. The treatment can be applied by the fiber producer as part of the
spin finish with fluorocarbon finishes giving the carpet stain/stain protection or by the
carpet manufacturer after the dyeing step.
While the syntans are known to impart dye resist to nylon, the ones used are
effective at room temperature allowing the pretreated fiber to be dyed at elevated
temperatures. The technology has improved to the point that newer versions withstand
the hot dyeing. Conditions without loss of the finish during dyeing are the best way of
finishing 97.
2.6.4.3 Agents used for Stain Release Finish
The introduction of polyester/cotton blends in the early 1960's brought to light the
need for stain release chemicals. Most all washable fabrics were constructed of 100%
cotton. The laundry processes included high wash temperatures, harsh chemicals (caustic,
lye, bleach) and starch. When polyester entered the picture, oily stains became more
difficult to remove. About the same time, home laundry procedures were changing; lower
wash temperatures and less harsh chemicals evolved to prolong the life of durable press
finishes. Also starching became unnecessary as the garment didn't require ironing.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
47
Milliken can be credited for being first to introduce stain release durable press fabrics to
the consumer. They incorporated an acrylic acid copolymer into their electron beam
curable DP (Durable press) finish and merchandised the fabric. Shortly thereafter, the rest
of the industry followed suit with a host of different stain release finishes.
In general, stain release finishes are film forming polymers capable of imbibing
water. Today the number has stabilized into three distinct varieties. Two types work well
on durable press finished cotton/polyester blends, e.g. acrylics and dual-action
fluorochemicals. These are added into the final DP finish bath. A third type is engineered
specifically for 100% polyester fabric, e.g. exhaustible. They are best applied in the dye
cycle (thus the name exhaustible) by pad-dry-cure.17
DuPont™ Capstone® repellent and stain release, performance driven line of
fluorochemical finishes that meet or exceed marketing performance requirements for the
textile industry. TG-992 is an ‘Eco-friendly’ stain-release agent, which imparts excellent
stain-release and oil repellency properties to textile substrates, in particular polyester,
polyester/cotton blends, and 100% cotton.
Fluorolink 5032 is a water-based cationic PFPE (perfluopolyether) polyurethane
dispersion able to impart stain and stain release (easy-to-clean ability), even with delicate
washing conditions (low temperature and low detergent loading). It can be easily
combined with several cross linkers, extenders and repellent agents, both hydro- and
fluoro-carbon based, to enhance water and oil repellence properties for higher demanding
applications 27.
Orcosoft NP is a polyethylene type fabric softener in liquid form for easy
dispersion in either hot or cold water. This softener contains no free waxes, has good
resistance to scorch yellowing, has no adverse effect on light-fastness and will actually
improve fabric tear strength. Orcosoft NP is one of the most durable softeners available.
Masurf SP-535, SP-535A and Masurf SP-740 are functionalized anionic polymers
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

48
designed to impart stain resistance, antistain redeposition, stain release and stain blocking
properties to carpet and upholstery cleaner formulations 27.
Modified versions of these silicones as well as new silicone chemistries are being
introduced that offer improved softness without negatively impacting stain repellency
and/or stain release properties. Some of these silicones have shown synergistic effects
that improve the properties provided by the fluorochemicals. Additionally, some of these
organo-modified silicones are water dispersible or soluble, making them extremely stable
in most extreme textile finishing conditions and compatible with most textile chemicals 27
Utilizing Mason StayClean™ Technology, Masurf StayClean™ treated surfaces
repel dry stain, and resist stains. Masurf Stay Clean anti-staining agents protect carpeting
and upholstery with no dulling residue while effectively repelling stains to keep surfaces
cleaner. Masurf SP-535 (sodium salt), SP-535A (ammonium salt) and Masurf SP-740 are
Non-Flammable, and do not contain or release ozone depleting chlorofluorocarbons
(CFC’s), alkyl phenol ethoxylates (APE’s), and do not release formaldehyde. NANOX
GUARD - 333 doesn’t contain APEO (alkyl phenol ethylene oxide) inducing endocrine
disrupting chemicals. It doesn’t have inflammability, volatility. There are two Lurotex®
Duo Systems. One system makes fabric resistant to staining, the other helps the textile to
release stains if they gain a foothold.
Lurotex® Duo System for stain repellent, comprised of: Lurotex®
Protector RP/RP ECO fluorocarbon finish, and Perapret® Booster XLR
Lurotex® Duo System for stain release, comprised of: Lurotex®
Protector RL ECO fluorocarbon finish, and Perapret® Booster XLR 78
Effective stain release finishes have been developed for 100% polyester fabrics
which are best applied during the dye cycle and are often called Exhaustible SR finishes.
They are also called Co-Crystallizing SR finishes. This class of SR chemicals is
composed of water dispersible, low molecular weight block co-polymers which have
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
49
recurring blocks of hydrophilic segments attached to short blocks of PET
(polyoxyethylene).
The hydrophilic segment is either polyoxyethylene or sulfoisophthalic acid. The
PET portion provides attachment to the polyester fiber surface through secondary forces.
The most effective application conditions are the same as those for exhaust dyeing
polyester fibers with disperse dyes. This is the only method that results in a uniform
deposition of the finish on the fiber surface. Pad applications are sometimes used;
however, thermo soling temperatures are needed to get fixation 17.
2.6.4.4 Tests for Stain Release Finish for Jacquard Fabrics
AATCC test method 130 – 2000 has been developed to measure the ability of
fabrics to release a stain42. Stain release performance was assessed using AATCC method
130-2000. Fabrics were stained with three types of oily stains, dirty motor oil, mineral oil
and vegetable oil (Wesson® corn oil) and rated after one home laundering tumble-dry
cycle (HLTD). On the other hand, stain repellency performance was assessed by
measuring fabric’s oil and water repellency using AATCC methods 118-2000 and
22-2000 respectively 27.
Release Point (RP) is defined as the surface tension of a detergent solution where
stain just separates from fiber surfaces. This technique for quantifying stain release based
on thermodynamic considerations which state that the work of adhesion (the quantity)
must overcome by the detergent for stain to separate from a solid surface. In a detergent
solution, when the contact angle becomes 180 degrees and the oil just separates from the
fiber, the interfacial tension between the oil/detergent will equal the work of adhesion 17.
2.6.5 Mosquito Repellent Finish
Mosquito-borne disease is a significant public health concern.62 A mosquito
repellent textile is one such textile product came out recently. It protects the human
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
50
beings from the bite of mosquitoes and thereby promising safety from the diseases like
malarial fever. To impart this character, a finish of the mosquito repelling agent is given
to the textile material. Thorough research and development has facilitated the
applicability of certain chemicals of the textile products, which sustain this character for a
reasonable period. Basically mosquito-repelling textiles are the ones, which exhibit a
character of repelling mosquitoes. This feature was developed as a need in sense of
protection from the mosquitoes in which the textile material is given an anti mosquito
finish 8.
Using Insect repellent is one of the most efficient ways to prevent disease
transmission by biting insects, particularly by mosquitoes 81. Arthropod-borne diseases
are many, but vaccines, both effective and economical, are few 20. A number of studies
have found that compounds containing specific functional groups are more effective
repellents as measured by duration of protection. Roadhouse (1953) 75 concluded that
oxides are the most effective compounds and hydrocarbons make the least effective
repellents. The data indicated that an oxygen function is very important for repellency
and a phenyl group probably enhances repellency 20.
Insect-borne diseases are still a problem in many tropical and sub-tropical
countries. The diseases such as malaria, filariasis, dengue, hemorrhagic fever can impede
national economic and social development 57. Personal protective measures, including
repellents, are widely used to prevent the transmission of mosquito-borne diseases by
minimizing the contact between humans and vectors 13, 72. Vector-borne diseases are
among the most important public health problems and obstacles to socioeconomic
development of developing countries, particularly in the tropics, with malaria alone
causing an estimated 1.5–2.7 million deaths and 300–500 million cases per year 4.
2.6.5.1 Requirements for Mosquito Repellency
Mosquitoes are nuisance to human beings and spread dreadful disease like
malaria, filariasis, dengue hemorrhagic fever and Japanese encephalitis, etc. Aedes
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
51
aegypti, the yellow fever mosquito, is also a well known vector of dengue. The reasons
mosquitoes are attracted to humans are very complex. We know for certain that the
carbon dioxide you exhale is a very important attractant for all biting insects. We know
there are other chemicals in your breath as well as on the surface of the skin, such as the
lactic acid produced by muscle movement that can also be attractive 94. Plant products
have been used traditionally by human communities in many parts of the world against
the vectors and species of insects 55.
Malaria is one of the most serious vector-borne diseases, affecting millions of
people mainly in the tropics. In spite of major efforts undertaken for its control, through
drug treatment and vector control, an increase in malaria incidence has occurred in the
last 30 years, primarily caused by socio-economic underdevelopment and drug and
insecticide resistance 93. Malaria is one of the world’s most common and serious tropical
diseases. It causes more than one million deaths annually, more than 80 % of which
occurs in sub-Saharan Africa, mostly among children under five. It kills more people than
any other disease including HIV/AIDS 74, even though it is a preventable and curable
disease. Malaria, one of the leading causes of death in the world, killing 1.5 to 2.7 million
people worldwide is one of the diseases transmitted by mosquitoes.83
Indoor spraying with organochlorines has caused behavioral changes in several
malaria vector species, mostly due to the selective pressure placed on the target vector
population. The effects of these changes can be manifold. For instance endophilic
mosquitoes can be replaced by exophilic species which share larval habitats. Arthropod-
borne diseases and nuisance pests can be prevented or controlled by using a number of
techniques including personal protective measures and environmental controls.
It has been well recognized that repellents must be volatile since repellents affect
the olfactory chemosensilla of the mosquito. Studies have focused on physical properties
such as volatility, melting point, molecular weight, and polarizability. The study of the
relationship between volatility and repellency has been logically extended to melting and
boiling points 20.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
52
Christopher demonstrated that compounds those melt above 37ºC generally have
little insect repellency. Coumarin, with a melting point of 68–70 ºC, is an exception.
Bunker and Hirschfelder, (1925) noted that all of the 20 best repellents had a boiling
point greater than 150 ºC. Piper and others found that the preferred boiling point range
was 230–260 ºC for repellents. For a series of N, N-diethylbenzamides, Johnson and
others found that the optimum boiling point for repellency was 120 ºC at 0.5 mm of Hg.
However, a boiling point in the proper range does not guarantee repellency 20.
2.6.5.2 Benefits for Mosquito Repellent Finish
Many plant-based products are widely used for their insecticidal/repellent
properties for control of mosquitoes/ protection from mosquito bites. Large numbers of
plant products have been reported to have mosquito larvicidal and/or repellent activity
against adult mosquitoes. Protection against mosquito bites was reported for the genus
Zadirachta indica; Cymbopogan; Mentha; Eucalyptus maculata citriodon; Tagetus; and
Lantana camarilla flowers. Citronella and lemon eucalyptus provide the active ingredient
of commercial repellents sold under several brand names. Pinusongifolia (Family:
Pinaceae) commonly known as Pine, yield oil which is traditionally used for the
protection from mosquito bites 9. In south-eastern Nigeria, Ocimum gratissimum (L.)
commonly called ‘nchu anwu’ meaning mosquito repellent is cultivated around houses. It
is a herb, which grows up to six feet high with an erect stem. Ethno medicinally, it is used
as remedy for cold and catarrh, stomach pain, diarrhea and piles 63.
Research reports on the insect repellent and insecticidal activities of
O.gratissimum in the field and laboratory are varied. Usip et al (2006) 89 has tried the
activity on mosquitoes and black flies respectively using human baits. This study
examined the mosquito-repellent and mosquitocidal activities of O. gratissimum grown in
eastern Nigeria in order to verify the folkloric claim that it has mosquito repellent
property. Additionally, the study utilized natural oils; olive and palm kernel used locally
for cooking and cosmetic purposes to formulate the volatile oil into lotions to improve its
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
53
acceptability and preclude any adverse effect that could emanate from use of synthetic
bases 63.
There are many studies about the repellency effect of volatile oils derived from
Moschosma polystachyum (Family: Lamiaceae) and Solanum xanthocarpum (Family:
Solanaceae) against filarial vector (Culex quinquefasciatus) using human in a laboratory
setting. M. polystachyum a common shrub of South India has been shown to possess
larvicidal activity against Culex quinquefasciatus 71. S. xanthocarpum, the Indian night
shade, commonly known as ‘baigan kateli’, is found throughout the country, but more
abundant in arid areas. The plant is known to have multiple medicinal properties and the
extracts of fruit and root have been used as larvicides against Anopheles culicifacies,
Anopheles stephensi and Aedes aegypti 80.
In rural areas of African communities, thermal expulsion and direct burning of
aromatic plants before sleeping continue to play a very important role in household
protection against mosquito vectors of dangerous diseases such as malaria, yellow and
dengue fever, elephantiasis and lymphatic filariasis62,4. Leaves of Suregada zanzibariensis
(Angiospermae: Euphobiaceae) are used for this purpose by people of the coastal region
of Tanzania, and they are used also in traditional medicine for treating skin diseases,
asthma, abdominal pains, and malaria. The plant, known as ‘mchungwa Pori’ (meaning
“wild citrus”) in Kiswahili language, has leaves that resemble those of citrus plants which
exhibit insecticidal 26 and repellent 64 activities against various mosquito species.
Suregada zanzibariensis is well distributed in tropical Africa and grows as trees of about
9 m height.
Photochemical study and characterization of bio-active constituents of the plant
has been reported recently. The goal of this bioprospecting initiative was to search for
plants and their photochemical that could be useful for mosquito control. Towards the
end of the study, the constituents of the essential oil of the plant were characterized and
were studied individually and in blends for their repellency against Anopheles gambiae
S.S. Giles (Diptera: Culicidae) 25.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

54
2.6.5.3 Agents used for Mosquito Repellent Finish
Vaporizing mat products generally use a plug in heater, although a candle-heated
mat has been recently introduced in North America. SumiOne® (common name
Metofluthrin, 2, 3, 5, 6-tetrafluoro-4-methoxymethylbenzyl (E, Z) (1R, 3R)-2, 2-
dimethyl-3-(prop- 1-enyl) cyclopropanecarboxylate) is a novel vapor active synthetic
parathyroid that is highly effective against mosquitoes. Paper impregnated with
metofluthrin showed to be effective at dispensing the compound though passive
evaporation happens at room temperature. Using insect collections from human and
animal baited nets, 44 Kawada et al in 2004, reported the results of indoor and outdoor
field trials for efficacy of paper strips treated with metofluthrin in Lombok Island,
Indonesia. 10 Argueta et al., in 2004 demonstrated the outdoor spatial repellency of
metofluthrin using CDC mosquito traps 37.
The active ingredient IR 3535 was tested for its ability to repel mosquitoes from
the firearms or legs. The active ingredient was formulated into two products; pump spray
and lotions. Reactions to mosquito bites are usually mild and easily treated with over-the-
counter steroidal creams. Of the several chemicals evaluated as alternative to DEET, the
two piperidine derivatives namely, picaridin (PIC) and AI3-37220 (220) are very
important. AI3-37220, 1-(cyclohex-3-ene-1-ylcarbonyl)-2-methylpiperidine was first
synthesized by the United States Department of Agriculture. Field and laboratory
bioassays showed that the Racemic compound had equal or even better efficacy than
DEET (N,N-diethyl-m-toluamide) 12.
Racemic 2-(2-hydroxyethyl)-1-piperidinecarboxylic acid 1-methylpropyl ester
also known as KBR3023 or Bayrepel and marketed as Picaridin, had been introduced
only very recently in North America, which was introduced earlier in Australia. PIC was
also found to be comparable to DEET (N, N-diethyl-m-toluamide) and is registered as a
“reduced-risk” chemical by the USEPA (United States Environmental Protection
Agency) in 2000–2001.14 Bhattacharjee et al (2000) assessed the similarity of 15 DEET
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
55
(N, N-diethyl-m-toluamide) analogs with a juvenile hormone mimic to indicate the
importance of the amide moiety for bioactivity 20.
Ma et al., (1999) compared electronic properties, such as molecular electrostatic
potential, dipole moment and atomic charges, of 31 DEET (N, N-diethyl-m-toluamide)
related compounds but did not develop any quantitative prediction model. In both the
studies, semi empirical quantum chemical calculations (AM1) were used. In a recent
study, 14 Bhattacharjee et al., (2000) developed a pharmacophore model and screened a
large database to identify novel repellents. In all these studies, compounds of different
chemical structures were analyzed and the stereo specificity was not the focus of their
research 12.
Since the mid 1950s, N, N-diethyl-m-toluamide has been regarded as the standard
mosquito repellent. However, as a repellent for human use, DEET (N, N-diethyl-m-
toluamide) is not equally effective against all insect and arthropod vectors of disease. It is
short in duration of action and has disagreeable cosmetic effects 20. It has long been
known that the most effective insect repellents are those which contain DEET. DEET has
been sold in the United States since 1956 and is used by 50- 100 million people each
year. It repels mosquitoes, no-see-ums, fleas, ticks, gnats, horse flies, deer flies, yellow
flies and chiggers. Repellents containing DEET are available as pump sprays, aerosols,
lotions, creams, soaps, and sticks 94.
Recently, the laboratory of the Plant Production Technology Section, King
Mongkut Institute of Technology Lad Krabang (KMITL) has successfully developed the
plant extracts and essential oils as one of the methods in controlling insect vector. Herbal
shampoo from Piper retrofractum proved to be highly effective against all stage of human
head lice and had no side effects on children, after treated 66. Furthermore,
Phosomkusolsil and Soonwera investigated the repellency of insect repellent, larvicidal
and pupacidal activities of Thai indigenous plant oils against Ae. aegypti, An. minimus
and Cx. quinquefascatus in the laboratory 65,74. The insect repellent DEET, N,N-diethyl-
3-methylbenzamide, has been used for 50 years, with 200 million people using it
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
56
worldwide to reduce their risk of vector-borne diseases but its mode of action has yet to
be elucidated. The report that DEET modulates the physiological response of lactic acid-
sensitive olfactory receptor neurons (ORNs) in the antennae of the yellow fever
mosquito, Aedes aegypti, led to the hypothesis that DEET may interfere with and inhibit
the response of the olfactory system to a normally attractive chemical signal.
This notion of ‘‘jamming’’ the olfactory system has been substantiated, on the
one hand, by behavioral observations indicating that lactic acid per se is a mosquito
attractant and suggesting that DEET inhibits attraction to lactic acid. However, repellency
solely by inhibition of lactic acid detection was challenged by indoor and field
experiments demonstrating the repellent effect of DEET with carbon dioxide as the only
attractant 101.
Currently, mosquito repellent containing diethyl toluamide (DEET) is
recommended as the most effective form of bite-preventive treatment. The efficacy of
DEET in providing long-lasting protection against a wide variety of mosquito species has
been documented in several studies. Although DEET is an effective repellent against
mosquitoes, there are concerns associated with its use. Human toxicity has been reported
with DEET, with symptoms varying from mild to severe. It is irritating to mucous
membranes, and concentrated formulations dissolve plastic 81. While DEET is an
effective repellent, high concentrations can make unpleasantly oily feel and can melt
plastic, watch crystals and paint finishes. It is safe on nylon, cotton, and wool; it can,
however, damage rayon, acetate and spandex. DEET can also irritate eyes and sensitive
skin or dry it out. Some people are allergic to DEET. Infants and children tend to be more
sensitive to DEET than adults 94.
DEET may be unsafe for children possibly causing encephalopathy. Therefore,
the development of alternative, environmentally friendly and sustainable approaches for
mosquito control is with the use of natural products owning greater target specificity,
lower bioaccumulation properties and reduction of malignancy in non-target animals 81.
Personal protective measures, including repellents, are widely used to prevent the
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)
57
transmission of mosquito-borne diseases by minimizing the contact between humans and
vectors 13. The majority of commercial repellent products contain the chemical DEET (N,
N-diethyl-3-methylbenzanmide), which has shown excellent repellency against
mosquitoes and other biting insects. However, side effects after the application of N,
N-diethyl-m-toluamide vary from mild to severe. To avoid these adverse effects, research
on repellents that are derived from plant extracts could provide possible alternatives to
DEET 86, 70.
2.6.5.4 Tests for Mosquito Repellent Finish
There are many tests for testing the efficiency of insect repellency finish but the
standard tests are, AATCC test method 24 – 1999 is to evaluate the effectiveness of anti–
insect finishes and AATCC test method 28 – 1999 to evaluate potential anti-insect
finishes under conditions of ordinary use 35.
2.7 MULTIFUNCTIONAL FINISHES AND ITS IMPORTANCE
Multifunctional effects are essential for producing higher value added textiles,
important not only for new technical applications but also for more “traditional” uses
such as clothing and home textiles with high product differentiation. Functional
properties can be defined as all the effects that are beyond the pure aesthetic and
decorative functions. They include a large range of properties that in some cases can be
also classified as “smart properties”, which means that they grant to the textiles the
capacity of acting according to an external stimulation. Multiple functions are often
required, leading to what we can call multifunctional textiles. In many cases, the
functional properties involve a surface modification, which can be obtained by means of
chemical modification, by the application of a surface layer or by more environmental
friendly treatments such as the use of enzymes or physical modification 50. Sun et al., 82,
studied about novel process of chemically incorporating a photo-initiator onto cotton
fabrics, and then photo-initiating graft polymerization from the immobilized photo-
initiator, which resulted in achievement of high efficient photo-grafting polymerization
on the surface of cotton fabrics.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

58
Emergency workers and professionals need multifunctional protective clothing,
which is not available currently. Research on protective clothing can only be conducted
by a collaborative group of researchers and manufacturers, because expertise in different
scientific areas is needed 82. Kathirvelu et al 43 have studied the various aspects of surface
modification of textiles using Titanium dioxide and Zinc Oxide nanoparticles separately
to impart multifunctional to textiles. Conventional textile finishing methods used to
impart different properties to fabrics often do not lead to permanent effects and will lose
their functions after laundering or wearing.
Nanoparticles can provide high durability for treated fabrics, with respect to
conventional materials, because they possess large surface area and high surface energy.
These two characteristics ensure better affinity for fabrics and lead to an increase in
durability of the textile functions 84. For public health and safety reasons, individuals are
better of using DEET based products as an alternative mosquito repellent 83.
Research outcome on the syntheses and characterizations of Titanium dioxide
(TiO2) and Zinc Oxide (ZnO2) nanoparticles and their applications on cotton and
polyester/cotton blended fabrics for imparting multifunctional properties (Anti-bacterial
protection, self-cleaning and UV protection) are reported. The consumers are demanding
textile products with higher performances, even in the “traditional” clothing and home
textiles areas as the world market of textiles is becoming highly competitive. Therefore,
researchers have made many attempts to impart more functional characteristics to fabrics
(in addition to the above mentioned primary functions) so as to get what are known as
multifunctional textiles. Nanotechnology is an emerging, highly interdisciplinary field,
premised on the ability to manipulate structural materials on woven and knitted fabric
samples separately to impart multifunctional property to the treated textiles. The
effectiveness of the multifunctional finishing treatments were assessed through
standardized tests available for testing the specific functions such as anti-microbial
protection, stain release and UV protection both before and after washing of the treated
samples. Consequently, it was demonstrated that the 100%cotton and 45/55%
polyester/cotton fabrics treated with nano TiO2 and ZnO2 had the intended
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)

59
functionalities, such as antibacterial activity, self-cleaning and UV protection 43. Many
researchers improved repellency which provide a repellent that is effective over several
hours with a base or fixative materials, such as vanillin, salicylic acid, mustard and
coconut oils 86. However the effectiveness and duration of repellency chemicals depends
on multiple factors, including the type of repellents and formula.
In short, the review of literature presented evidence supporting the attractiveness
of the jacquard fabrics and its move in the market, and types of functional finished fabric
in market and its application. The scope of this research is that to develop functional
finished jacquard fabric and multifunctional jacquard fabric to develop home textile
products for health care applications.
Print to PDF without this message by purchasing novaPDF (http://www.novapdf.com/)