chapter iii
DESCRIPTION
nTRANSCRIPT

CHAPTER III
REPORT ON JOB/TASK/ASSIGNMENT/PROJECT
3.1 Report duty
My duty as welding inspector has been exposed to TIG cladding process, manual
welding process, consumable checklist, welding qualification and weld shop training.
Trainee gained an experience in Welding engineering and welding qualification. I'm has
been given one project to improve quality of welding in weld shop department.
Assistance from Welding engineer and welder, the project generates excellent result for
quality of product and minimize time and cost and also involved with SAP
documentation system during industrial training. SAP system is the documentation link
to One Subsea worldwide.
3.2 Responsibilities
Improve quality of product and reduce the cycle time in weld shop department.
1

3.3 Job/Tasks
3.3.1 Weld shop introduction training
I'm has been given training on subsea system component and technology. The
presentation on function of Subsea tree, Spool body, Tubing hanger, Annulus wing valve
(AWV), Production wing valve block (PWV), bonnet and wellhead. The purpose is to
make trainee familiar with the product made by One Subsea.
The presentation also cover the document used in Weld shop such WPS, PQR, Weld
map, WDS, Heat treatment chart, Consumable stock checklist and Feature base welding
and explanation about TIG cladding machine (TIGHR & TIGCN), SAW inlay
(SAWOL), SAW butt weld (SAWBU), furnace (SRDB &SRSB).
(a) (b)
Figure 12: (a) TIG cladding bay and (b) Wellhead bay
2

3.3.2Prepare Wellheads work instruction
The purpose of Wellheads work instruction is to establish a guideline and control
for welding process at Wellheads shop and to ensure compliance to the specification,
requirement and zero defects quality. The wellhead work instruction prepared for each
step of wellhead butt weld starts from pre-weld NDE till final NDE, including each
movement and cycle time for each. One Subsea produces three types of wellhead
diameter size which are 18 ¾ inches, 30 inches and 36 inches. The welding process is
used only for GTAW,GMAW,SMAW and SAW. Figure XX shows the methodology flow
chart during investigation.
The work instruction suggests a new method which is easy for welder to use
during, before and after welding process. I'm a must calculate the best fit up operation in
order to reduce preparation time. All techniques were change and helped in increasing
the working safety. Cleaning method was also improved by using chemical rather than
previous method which is by using only grinder and techniques for cleaning, was also
included in wellhead work instruction. Welding inspection before, during and after also
include in work instruction by refering Drawing, WPS and One Subsea code and
standard. Prepares recommendation baking, holding time and temperature for
consumable and flux. Procedure for back gouging is also included in wellhead work
instruction for welder references. By using the work instruction weld shop department, it
is easier for welders to get standard hour as per planning required.
3

Figure 13: Wellhead
4

Figure 14: Methodology of Wellheads work instruction
Figure 15: Fit-up operation
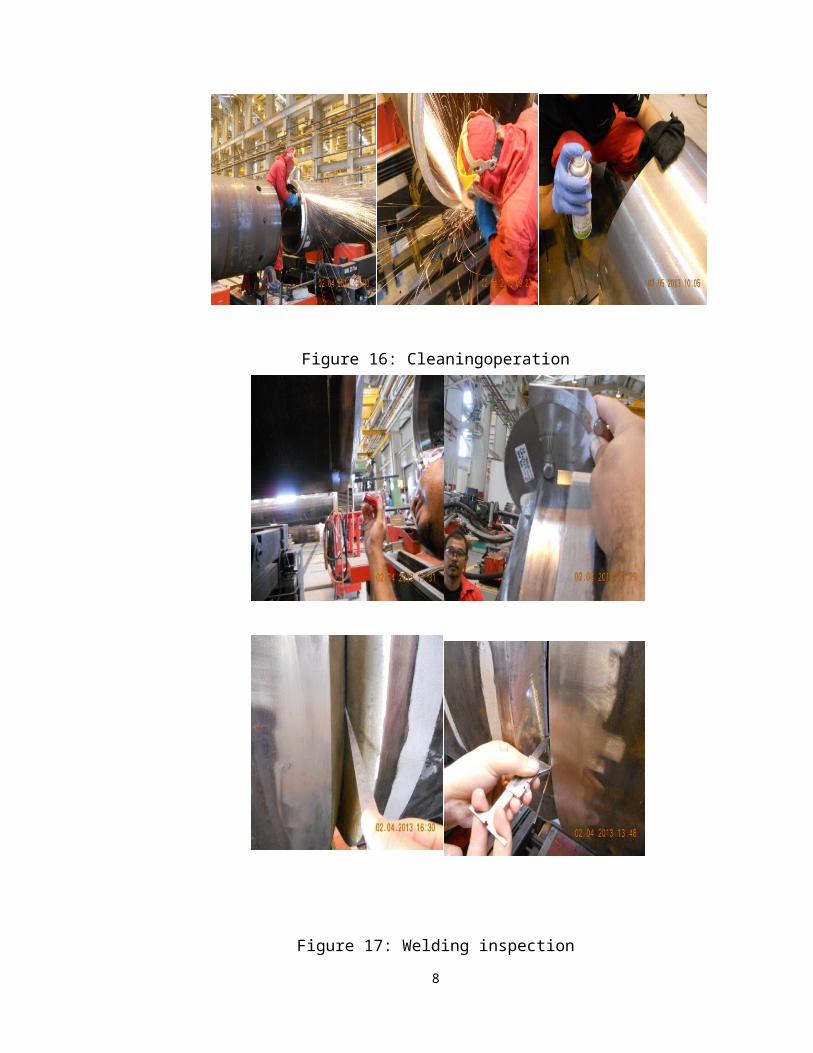
Figure 16: Cleaningoperation
5

Figure 17: Welding inspection
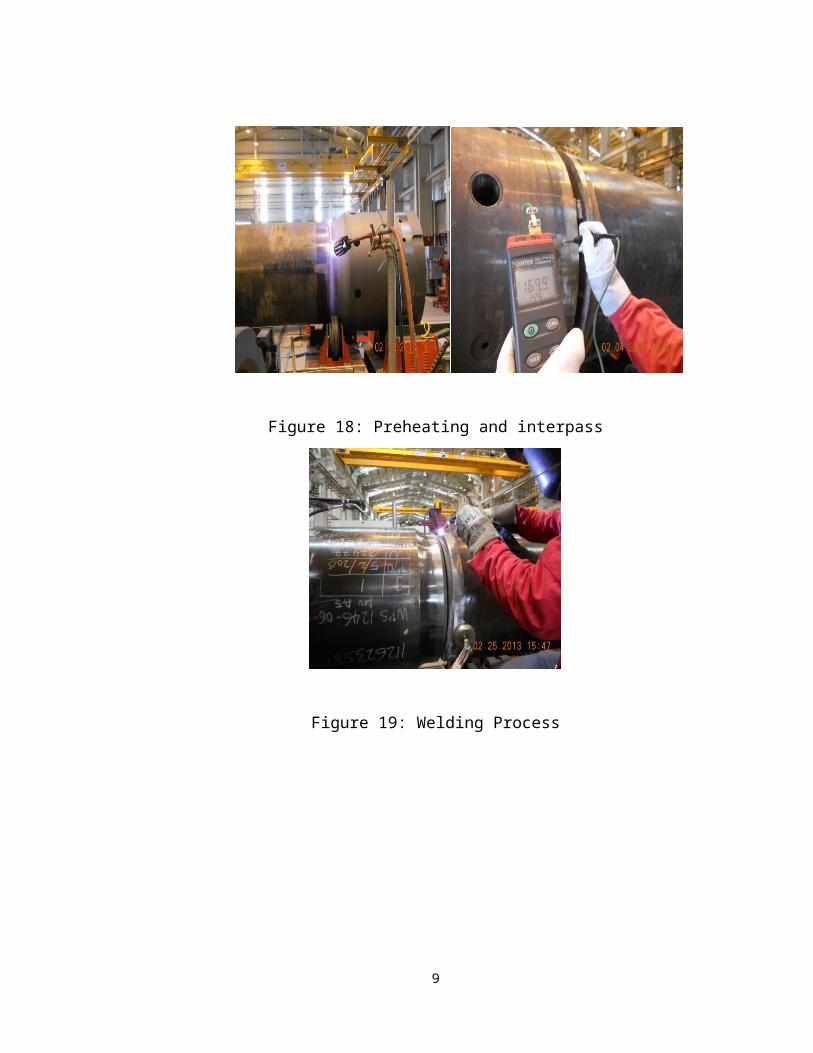
Figure 18: Preheating and interpass
6
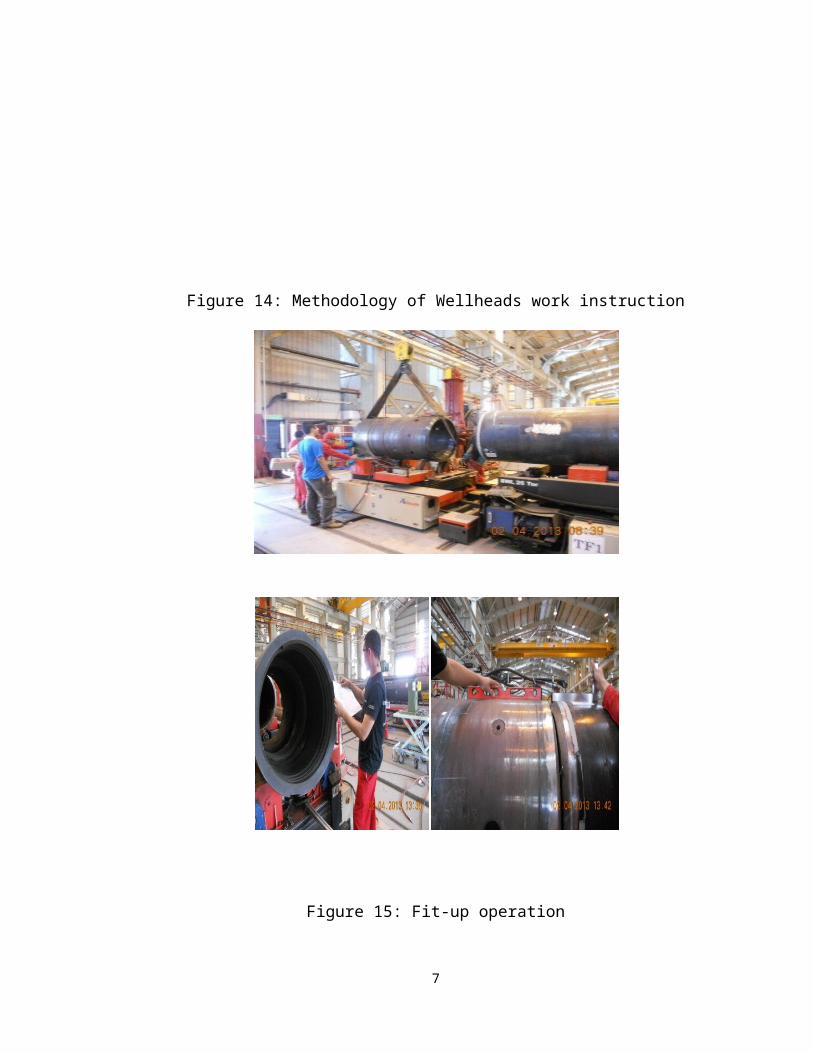
Figure 19: Welding Process
Figure 20: Back gouging
Figure 21: Back welding by using SAW process
7
8
3.3.3TIG cladding weld shop task
TIG cladding is a process that adds a layer of another type of metal onto the surface, to
increase corrosion resistance, minimize material cost, and maintain base material
benefits. Cameron typically uses filler metal Inconel 625 built up on the base metallow
alloy steel such as ANSI 4130 and 2-1/4 Cr-1Mo Gr. F22.
Figure 22: Explanation of weld clad
I'm has been given the project to improve cladding cycle time for production wing valve
(PWV) and annulus wing valve (AWV) for Christmas tree. The purpose of the project is
to achieve standard hour and decrease the cost. From the investigation, the
manufacturing variance can control and increase quality of product.
I'm has also revised on the Prepare welding featured cladding process such as Landing
shoulder, Close ring groove, Cavity base, Bottle prep, PWV annulus bore 2", Seat face,
Tubing hanger, Open ring groove, Bore to bore and Body bush. The purpose of this
project is to provide guideline for welder to first weld which area in cladding process.
9

My duty also has investigated the step over for cladding machine and calculated the wire
speed versus voltage and current for WPS and revised the angle of welding torch for
TIG cladding inside diameter bore. The purpose of this investigation is due to many
defects occurring on the weldment such as lack of fusion and porosity. The investigation
also showed TIG cladding torch must be changed to a better quality to reduce vibration
during cladding process. This method will develop good arc length during cladding
process.
I'm also involved the project to calculate excess weld metal on the BG STARFISH
spool body. The purpose of this project is to minize weld metal thickness. To handled
this project starting from machine open up until the end of welding process. Reviewed
machine open up drawing, welding drawing and actual welding result. From the
calculation, excess weld metal can be reduce 1 mm per side. From this project, weld
shop was able to reduce consumable cost and improve the standard hour.
To prepared weld map cladding process involved in Christmas Tree product. The weld
map that has been prepared is master valve. The weld map showed guideline, step by
step, which area that needs to be weld and include suitable welding features to use. This
project is the new design from Petrobras. This give to gain experience to prepare weld
map from beginning until the end.
I'm was assisted by the welding engineer to qualify twin wire welding torch for Fronius
TIG cladding. The purpose of this project is to increase cladding process productivity.
The twin wire welding torch can decrease layer of weld metal and reduce the welding
time. Form the investigation for twin wire welding torch, it has a problem for tungsten
electrode which is easy to damage due to unsuitable welding current and voltage. The
investigation is still studied by welding engineer in order to overcome it.
10

Figure 23: Spool Body
Figure 24: TIG cladding process
3.3.4 Inspection
Trainee also reviewed on DPI, MPI, RI and UT report for TIG cladding defects and
wellhead manual welding. From this task, trainee has been given the knowledge in Non-
destructive testing (NDT). Trainee also has been given the chance to investigate the root
cause from the result and solve the problem.Besides that, trainee also able to review
11
radiography film for welder qualification test (WQT) with QC inspector and learn how
to interpret the film.
Trainee was given the opportunity to follow welding engineer to review on
nonconformance record (NCR) with engineering department on welding defects and
solve the problem. Trainee learned how to solve problem and tried to give ideas for that
cause. From this discussion, trainee is exposed and familiar with welding defects that
always occur on the weldment.
Figure 25: Magnetic particle inspection(MPI)
(a) (b)
12

Figure 26: (a) Dye penetrant inspection (DPI) and (b) Ultrasonic testing (UT)
3.3.5 Calculated Consumable
Trainee has been given the task to record on how many consumables are used for each
joint 18 ¾ inches, 30 inches and 36 inches wellhead. The investigations started from pre-
weld until the end of welding process. The purpose of this investigation is to identify the
amount of consumable for each welding process such as GTAW, GMAW, SMAW and
SAW. The result of investigation after calculation is not accurate due to welder
efficiency usage. The counter measured for this problem is trainee created an excel
checklist system to analyze the amount of consumable usage for every joining. Welder
must measure the weight of the consumable used before and after. This project
minimized an excessive consumable use.
3.3.6 Training
Trainee has been given an experience to perform as a welder for model 95 series
automated orbital welding from Arc machines, inc. (AMI). Automated orbital welding
usually uses for Christmas tree tubing. This training teaches trainee on how to key in
programme based on WPS and performs welding process. From this training, trainee
gained knowledge on how to weld tubing especially Super Duplex stainless steel.
Trainee also gained an experience to operate FRONIUS TIG cladding machine. The
purpose is to understand automated TIG welding and programme and system. From this
training, trainee can understand the behavior of FRONIUS TIG cladding machine and
able to identify easily the problem occurred on the machine.
Trainee gained detail explanation on API spec 6A (wellhead and Christmas Tree
Equipment (see also ISO 10423), API 17D Subsea Wellhead and Christmas Tree
Equipment, ASME IX (Welding and Brazing qualification), NACE MR0175 / ISO
15156 and Quality Plan (QP).
13

Figure 27: Automated orbital welding from Arc Machine, Inc. (AMI)
Figure 28: Beveling preparation
14

Figure 29: Automated orbital welding process
3.3.7 Witness
Trainee has been given one touch to monitor orbital welding process from the beginning
until the end of welding process. The monitoring is to verify the quality of weldment
before, during and after welding. Among the duties are monitoring orbital welding
process and Check WPS for orbital welding 316L stainless steel and Super Duplex
stainless steel for 0.375” OD x 0.065 wall thickness.
Figure 30: Automated orbital welding
15

Figure 31: Automated orbital welding
3.3.8 Qualification
Welding Procedure Specification (WPS) is a document providing in detail, the required
variable for a specific welding application to ensure repeatability. It is also a written
document that provides direction to the welder or welding operator for making
production weld in accordance with code requirements.Example of typical Items that
should be considered on W.P.S is base metal, welding process, welding parameter,
technique, joint design, PWHT/SR, additional technique data, additional filler metal data
and etc.
Procedure Qualification Record (PQR) is a record comprising all relevant data from the
welding of a test coupon needed for approval of a welding procedure specification
(WPS) as well as all results from the testing of weld test. Trainee assisted welding
engineer for procedure qualification record (PQR). and monitoring welder uses WPS as
per standard requirement. Trainee also checked on welding symbols and weld map as
per drawing requirement.Trainee prepared welding sequence for welding of wellhead
(GTAW, GMAW, SMAW and SAW) and calculated suitable weld thickness for every
layer.Trainee also assisted welding engineer for WPS Preparation for the Pass PQR
Plate.
16

Figure 32: Welding process during PQR
Welder Qualification Test (WQT) is a qualification program to determine a person
(welder) ability to deposit sound weld metal and to determine his mechanical ability
operate the welding equipment.Trainee assisted welding engineer for welder
qualification test (WQT) for base material carbon steel SA 516 GR. 70 and welding
position 2G and 3G.
Figure 33: Welder qualification test (WQT) with position 3G
Welding data sheet (WDS) is a document used in conjunction with a WPS, detailing the
welding parameters and ranges for welding a specific joint, over a range of thicknesses
and weld sizes, as illustrated on the data sheet.
17