chapter_3_bmcl_3113
DESCRIPTION
chapter_3_BMCL_3113TRANSCRIPT

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
Chapter 3 : Plant layoutBMCL 3113 : PLANT DESIGN AND TECHNOLOGY
1

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
•Learning outcome•At the end of this lecture the student shall be able to •elaborate Objectives plant layout•Define plant layout•Explain the Essentials of plant layout•Evaluate the types of plant layout•Analyse factors influencing layout•Implement Procedure for plant layout
2

•Table of contents3.1 Objectives plant layout3.2 Definition of plant layout3.3 Essentials of plant layout3.4 Types of plant layout3.5 Factors influencing layout3.6 Features of a good layout3.7 Procedure for developing plant layout
FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EERI
NG
BM
CL 3
113
PLAN
T AN
D D
ESIG
N T
ECH
NO
LOG
Y
3

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.1 Objectives of Plant Layout.
1. Economies of materials, facilitation of manufacturing and handling of goods.
2. Proper and efficient use of floor space.3. Ensure proper flow of goods and processes
without any delay.4. Provision for supervision and control.5. Careful planning to avoid changes and re-
layout of a plant.
4

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.2 Plant Layout. Definitions
Meaning :Arrangement of – Machinery Equipment Other industrial facilities Achieving Quick production at least
cost.
5

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.3 ESSENTIALS
• The economic construction and efficient operation of a process unit will depend on how well the plant and equipment specified on the process flow sheet is laid out. The principal factors considered are:
Economic considerations: construction and operating costs.
The process requirements. Convenience of operation. Convenience of maintenance. Future expansion. Modular construction.
6

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.3 ESSENTIALS Proper and efficient utilization of available floor space To ensure that work proceeds from one point to another
point without any delay Provide enough production capacity. Reduce material handling costs Reduce hazards to personnel Utilize labour efficiently Increase employee morale Reduce accidents Provide for volume and product flexibility
7

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.3 ESSENTIALS Provide ease of supervision and control Provide for employee safety and health Allow ease of maintenance Allow high machine or equipment utilization Improve productivity
8

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 TYPES OF PLANT LAYOUT
Product or line layoutProcess or functional layoutFixed position or location layoutCombined or group layout
9

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Product Layout
• Straight Line or Layout for Serialized Manufacture.• Arrangement of machines in ONE LINE depending on
the sequence of operations.• Materials are fed in the first machine & finished
products comes out from the last machine.• In between , partly finished goods travel
automatically , from machine to machine, the output of one machine becoming the input for the next. • It is a feast for the eyes to watch the way sugarcane ,
fed at one end of the mill , comes out as sugar the other end.• Eg:Sugarcane mill and paper mill
10

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Product Layout
11
•A product layout groups different workstations together according to the products they work on. •Workstations in a product layout can quickly transfer small batches of semi-finished goods directly to the next station in a production line.

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Product Layout
12
•Product layouts can be ideal for smaller manufacturing businesses with lower volume than their large corporate competitors. As a business's manufacturing output grows, however, it is wise to at least consider implementing a process layout.
•In a product layout for a garment manufacturer, for example, stations for sewing cloth, sewing on buttons, inspecting seams, wrapping finished garments and boxing them up would all be located within close proximity for an individual clothing item, allowing individual garments to pass from one station to another quickly.

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Product Layout
13

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
Product Layout
•All the machine tool and equipment must be placed at the point demanded
by the sequences of operations.
•There should be no points where one line crosses another line.
•Materials may be fed where they are required for assembly but not
necessarily all at one point.
•All the operations , including assembly, testing and packing should be
included in the line.14

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
15

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
16

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
Product Layout
Advantages• Reduction in material handling
cost due to mechanization.• Avoid production bottleneck. • Economy in manufacturing time.• Better production control.• Require less floor area per unit of
production.• Work-in-progress is reduced and
so on investment.• Early detection of mistakes.
DisadvantagesProduct layout is known for its inflexibility.This is an expensive layoutDifficulty in supervision.Expansion is also difficult.Breakdown can disrupt the whole system.
17

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
Product Layout
Advantages• Greater incentive to a group of
workers to raise their level of performance.
• Product layouts have the advantage of keeping specific production jobs relatively contained.
• This can be ideal when building manufactured homes and other high-dollar, low-volume goods that require a good deal of communication between workers at different stations.
DisadvantagesProduct layouts deployed on a large scale can require more space than process layouts, since tools and equipment cannot be shared as easily between workers performing the same tasks on different products.
This lack of redundancy in production areas can also increase total expenses for equipment, since each redundant station needs a full set of equipment and tools to perform the work independently
18

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 PROCESS Layout
• Functional layout /job lot manufacture or batch production layout.• Involves grouping of like machines in one
department.• General purpose machines.
19

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 PROCESS Layout
Inward good stores
PlanersAutomatics Grinders
Packing and ShippingMilling
machinesCentral
inspection
Area
Heat treatment shop
Raw Material holding stores
Drilling
shop Assembly Finished goods storage
Electro plating shop
Training Shop
(Lathes)Painting shop
20

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
21

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Process Layout
22
•Groups workstations together according to the activities being performed, regardless of which products each workstation is working on. •Workstations produce higher volumes of output at a time before sending semi-finished goods in bulk to the next area, which may be located as close as the other end of a building or as far as another facility on the other side of the globe.•the garment manufacturing example, a process layout would group multiple sewing stations together for different clothing items in one area, then locate inspection, wrapping and packaging stations for different items together in different areas.

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
PROCESS Layout3.4 While grouping machines certain principles need to be kept in mind :
• The distance between departments should be as
short as possible.
• Machines should be grouped in accordance with
the principle of sequence of operation within the
department.
• Convenience for inspection.
• Convenience for supervision. 23

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 PROCESS Layout
Advantages Handle a variety of processing
requirements Not vulnerable to equipment
failures General-purpose equipment is
less costly and is easier and less costly to maintain
Possible to use individual incentive systems• Scope for expansion as the
capacity can be easily increased. • Greater flexibility.
DisadvantagesDifficulty in the movement of material.Requires more space.Difficult in production control.More production time as work in progress has to travel from place to place.
24

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 PROCESS Layout
Advantages• Process layouts are designed to
increase economies of scale, allowing individual processes to function more efficiently by pooling resources. • process layouts can be ideal for
businesses that produce large volumes of product each day. • Process layouts provide
additional cost advantages in human resources, as employees can more easily specialize in a specific work process and learn from coworkers and supervisors performing the same jobs.
DisadvantagesAccumulation of work in progress at different places. Process layouts can be less effective when dealing with individual custom orders, as custom information has to be sent along the production line along with the semi-finished materials.
25

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
26
Product layout Process layout1. Investment
Needs high investment in machine/equipment
Comparatively low investment needed
2. Duration of ProductionNeeds less manufacturing times as the economy in time can be planned in the beginning
Production time can not be economized due to frequent movement of men and material.
3. Immobilization due to BreakdownBreak down of any unit/component immobilises the whole system
Breakdown of any machine does not immobilize the whole system
4. Adjustability to changesInflexible as each machine can perform pre-designed operation only
Flexible as different section can adjust ht operation according to operation
SUMMARY PRODUCT LAYOUT VS. PROCESS LAYOUT

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
27
Product layout Process layout5. Floor space
Requires less space. Require more space.6. Men/Equipment Utilization
Not to full capacity Comparatively better utilizationLesser amount of material handling and comparatively lesser time, money and efforts
Involves greater handling of material requiring more time, money and efforts.
7. material handlingLesser amount of material handling and comparatively lesser time, money and efforts
Involves greater handling of material requiring more time, money and efforts.
8. Demand and supply relationshipProper co-ordination between demand and as these are made to stock
Co-ordination between demand and supply is likely to be difficulty as these made to order.
9. Control and InspectionSpecialized and expertise control is required thus increasing supervision costs
Comparatively lesser efforts on control are needed.

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
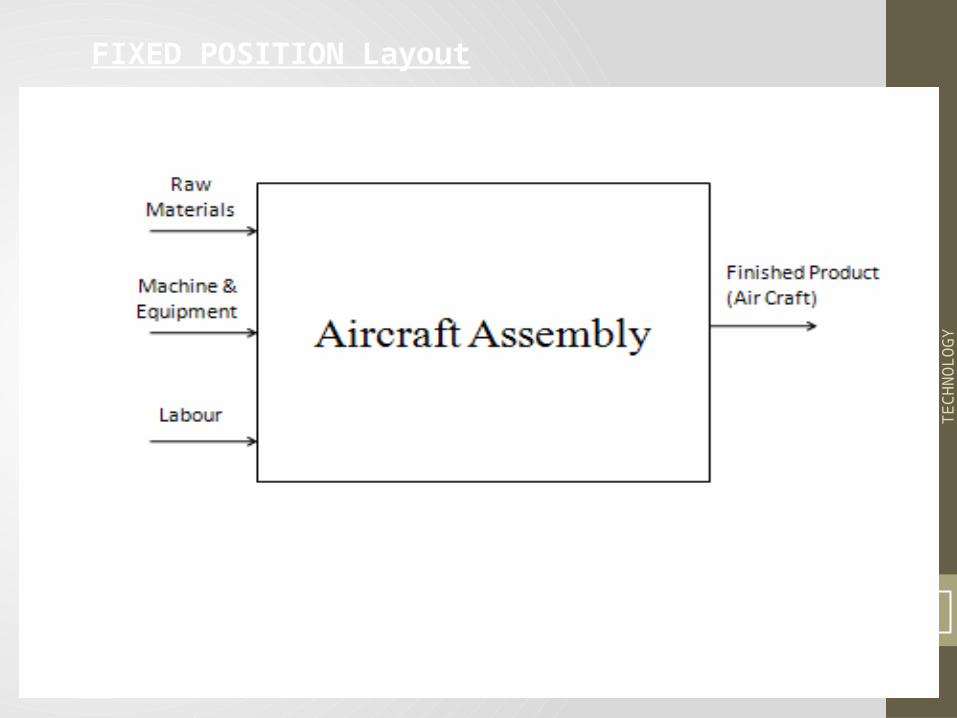
3.4 FIXED POSITION Layout
• Movement of men and machines to the product.• Bulky product.• The fixed position layout involves the movement of
men and machines to the product which remains stationary. • In this type of layout , the material or major
components remains in a fixed location and tools , machinery and men as well as other pieces of material are brought to this location.• The movement of men and material to the product is
advisable because the cost of moving them would be less than the cost of moving the product which is very bulky. Eg: Aircraft assembling, ships etc.
28

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 FIXED POSITION Layout
29

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 FIXED POSITION Layout
30
FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
FIXED POSITION Layout
31

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 FIXED POSITION Layout
ADVANTAGES• Men and machine can be used
for a wide variety of operations producing different products.• The investment on layout is
very small.• The worker identifies himself
with the product and takes pride in it when the work is complete.• The high cost of, and difficulty
in transporting a bulky product are avoided.
DISADVANTAGESAs the production
period being very long so the capital investment is very high.
Very large space is required for storage of material and equipment near the product.
As several operations are often carried out simultaneously so there is possibility of confusion and conflicts among different workgroups
32

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Cellular manufacturing
• Machines grouped into cells.• Each cell is formed to produce a few
parts with common characters.
33

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Cellular manufacturing
34

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Cellular manufacturing
35
FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Cellular manufacturing
Advantages• Lower work-in-process inventories.• Reduced material handling costs• Shorter flow times in production• Improved visual control
Disadvantages Reduced manufacturing flexibility
36

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Combined layout or Group technology layout or Hybrid layout
•A combination of process and product layouts combines the advantages of both types of layouts product and process layout. •A combination layout is possible where an item is being made in different types and sizes. • Here machinery is arranged in a process layout
but the process grouping is then arranged in a sequence to manufacture various types and sizes of products.
• It is to be noted that the sequence of operations remains same with the variety of products and sizes.
37
FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Combined Layout -notes
38
•The application of the principle of product layout, process layout or fixed location layout in their strict meanings is difficult to come across. •A combination of the product and process layouts, with an emphasis on either is noticed in most industrial establishments. Plants are never laid out in either pure form. •It is possible to have both types of layout in an efficiently combined form if the products manufactured are somewhat similar and not complex.•In plants involving the fabrication of parts and assembly fabrication tends to employ the process layout, while the assembly areas often employ the product layout. •In soap manufacturing plants, the machinery manufacturing soap is arranged on the product line principle but ancillary services such as heating the manufacturing of glycerine the powerhouse the water treatment plant are arranged on a functional basis.

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.4 Combined layout or Group technology layout or Hybrid layout
39

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUTA. Type of industry• Synthetic process• When two or more materials are mixed to get a new
product – cement (limestone +clay)• Analytical process• Breaking up materials into several parts. Refining of the
petroleum.• Conditioning process• The form of raw material is changed into desired
products as in jute industry.• Extraction process.• By applying heat , desired product is extracted from
original material. Manufacture of aluminium from bauxite.
40

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUTB. Volume production.• What volume is required to be produced.• Job production• Batch production• Mass production
41

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUTC. Influence of the processes.• Material handling problem, position of store room, and
tool roomD. Flexibility of layout• Flexibility is required to cater for changes in product
design, method of operation, type of products or production quality.• Flexibility of layout can be achieved through• Keep enough unobstructed floor areas• Separate electrical motors for individual machines• Mobile machinery be used• Equipment be placed on rubber footing instead of fixed
permanently.• Portable unit maybe employed.• Make used of portable jigs and fixtures.
42

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUT
E. Machine requirements• Know the number of machine required• Total number of production cycle, P• Time required to perform the operation, T• The length of the unit time interval, H • The use or utilisation of the machine, C.• Number of machine N=TP/(HC)
43
FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUT
F. Products• Products design • Finalised the product design before planning for
layout.• Small changes in product design can have bigger
changes in layout• Product specification• The dimensions, limit and tolerances of thepart of
products determine the kind of processes or type of machinery to be used.• Close tolerance cause slow production and higher
cost. 44

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUT
F. Products• Quantity and variety of products• Determine the number of machines to meet
production schedule.• One product manufacturing plant – product layout.• Multiple product requires – process layout
45

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUT
G. Work-station design• Space requirement required• Space required by machines• Floor space for the power source/ electric
motor.• Floor space for the worker • Clearance space for feeding the work and
off the machine• Space for racks, conveyor• Space for tool racks, benches and auxiliary
equipment.46

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUTH. Storage space requirement• Close to the process• Depends on1. The quantity of raw material required per hour.2. Volume and weightof partially processed parts waiting
moving from one machine to another machine.3. Volume and weight of parts on the move from one
department to another department.4. Volume and weight of scrap.5. The ceiling height of plant building.6. The floor load of bearing capacity.7. Total production per assembly.8. The raised ground required for the storage9. Method to be adopted for storage purposes.
47

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUTI . Materials• Due to physical and chemical characteristics influences
plant layout.• Shape , size, weight and condition also affect the choice
type of layout, choice of material handling and storage facilities.
J. Movement• Material flow should be in straight line without back
tracking or cross flow. • Move without delay• No unnecessary handling to avoid physical effort and
chance of damages.• Easy and save movement of all workers. 48

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUT
K. Employees facilities.• Safe and comfort to employees• Facilities – canteen, locker rooms, medical facilities.• Noise, heat, light , ventilation and vibrations.
L. Building• Integral part of plant layout – protects ma, material,
machinery and supporting activities necessary for the production• New building – need to specify width bay, column
spacing, floor loads, windows areas, location of stairs, elevators and etc.• When building in existence - building influences layout. 49

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUT
M. Expansion• Should be considered during plant layout to
avoid the plant grow in haphazard way.• Planning for potential expansion shall be done
in the beginning.N. Adaptability and versatility• Layout should be able to meet emergencies ad
variations without difficulty.• Versatility – layout ability to handle the variety
of products.50

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUT
O. Types of machine or equipment• Manually operated equipment – include machine shop and
workbench which requires constant attention by operators.• Semi automatic machinery – relieve operator from certain
operation such as loading, unloading, feeding. Reduce manpower requirement as the operator can operate 2 to 3 machine at one time.• Fully automatic machinery – machine operate continuously
through successive cycle and produce comparatively simple product and large volumes. Materials can be loaded with the machine in operations.
51

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUTO. Types of machine or equipment• Standard machinery – meet wide demand of equipment
users and sold in large quantity and low prices. Adaptable to changes in design of product.• Universal machinery – Perform a variety of job on a large
variety of sizes of pieces. Great flexibility in diverse operation.• Multi-operation machinery – Perform a number of
different operations successively on the same piece or on number of different pieces. Large scale production of standardised products and result in large output at low cost.• Single purpose-machinery – Perform the same operation
with no change. Used in mass production turn out identical work at top speed. Special and automatic devices are designed for high speed output.
52

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.5 FACTORS INFLUENCING LAYOUTO. Effects of location/site on layout• Region or location which can supply the part /
subassembly.• Accessibility to the raw materials and market whether rail,
road or truck loading platform be provided in layout. Bearing on arrangement of the receiving and shipping layout and method of materials handling.• Method of acquiring and storage of fuel and power. Some
prefer to buy from utility providers and others generate on powers• Layout is also influence by the size and shape of the plant,
climatic conditions and laws of the area.
53

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.6 Principles For Ideal Layout.
Minimum Travel
Sequence
Usage and Flexibility
Safety and Satisfaction
Compactness and Minimum
investment
54

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.6 Features of a good layout.
• Sufficient space for worker and machine to perform their tasks.• Must have adequate safety and security to
workers against accidents. For eg. Provision of first aid box, fire ex.,etc• Sufficient gang-way space for raw materials,
workers and semi finished goods
55

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.6 Features of a good layout.
• Arrangement of machines and equipment in such a way that it minimizes material handling and costs.• Stores for in-process material should be near to
processing machines.• Supervision, co-ordination and control should be
easily and effectively carried.• Scope for further adjustments and extensions
should be sufficient enough.
56

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.7 Procedures of developing plant layout.
1. Procure basic data – related to products, materials, manufacturing
processes, production schedule, material storage and handling equipment. Future expansions.
2. Analyze the product and production process.• Breaking down the products into sub
assembly and subassembly into individual parts. Determine the operation necessesary for production of each part.
57

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3. Make or buy decision. • Decide which part to be manufactured and which is to be
purchased before selection of equipment. This need to be reviewed periodically as the cost is changing.
4. Plan the material flow• Movement of material in straight line through the plant.
Need to ensure minimum movement in term of distance and time.
5. Consider general material handling plan• Design the general method for handling the materials
from unloading of materials from supplier and final loading of finished goods to the customer.
58
3.7 Procedures of plant layout.

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.7 Procedures of plant layout.
6. Calculate requirement• After selecting type of equipment, time
required for each operation is estimated Accurate and reliable data should be collected.
7. Plan individual work stations• Work station is the floor area occupied by
worker and machine. Work station must match the flow station.
8. Select specific material handling equipment• After workstation- decide on the material
handling equipment 59

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.7 Procedures of plant layout.9. Coordinate groups of related operations• Design interrelationship between the work areas while
designing the individual operations or work area. At this stage , flow diagrams should also be coordinated with the material flow plan
10. Construct flow diagram for production centers.• Flow diagram show to scale all machines, storage areas,
benches and other auxiliary equipment for functioning of particular department.
11. Plan service and auxiliary activities• Inter relate the supporting activities with production
activities with respect to degree of closeness required by material, personnel and information flow. Activities which produce air and noise pollution, odor, dust are separated and kept at some distance.
60

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.7 Procedures of plant layout.
12. Determine space requirement• Space equipment for all
13. Allocate activity area and plot plan14. Consider building type15.Construct master layout
61

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.7 Procedures of plant layout.
16. Seek opinion and suggestions• Best layout can only be obtaine with the
cooperation of all persons in the process.17. Evaluate adjust and select the best layout• Final layout is a compromise of various
factors, considerations, opinions, and layout objectives.
18. Check final layout• Check detail attention overall layout
62

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
3.7 Procedures of plant layout.
19. Obtain official approval• Need to be approved by competent persons. Final
layout shall also accompany 1. Blue prints of the layout, 2.Parts list 3. Assembly chart, 4. Operation process chart. 5. Estimated cost
20. Installation of layout- Building constructions
21. Follow up the implementation of layout• Follow up must be conducted to ensure the
installation of the layout as per approved layout.63

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
64
QUESTIONS1. Define plant layout. Why it is necessary to plan the
plant layout2. List the important objectives of plant layout and
explain them.3. What are the different factors to be considered
while planning the plant layout.4. What are the advantages of plant layout? Explain
them.5. Explain the principle of good plant layout.6. Explain the different types of layout7. Explain what is product layout. Under what
condition can product layout be employed to get good advantages.

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GY
65
QUESTIONS8. Discuss merits and demerits of fixed position layout.9. Under what circumstances process layout is useful.10. Explain product layout and process layout. Discuss
factors that influence the selection11. Explain different factors which influence plant
layout.12. Explain in brief a new plant layout.13. Describe the procedure for planning a new plant
layout.14. Explain major tools and technique used in
constructing layout. Why is so much preliminary work necessary before constructing the final layout.

FACU
LTY
OF
MEC
HAN
ICAL
EN
GIN
EER
ING
BM
CL 3
113
PLAN
T AN
D D
ESI
GN
TEC
HN
OLO
GYEnd of lecture
66