cleaner technologies substitutes assessment case studies ... · pdf file2 ctsa: upholstered...
TRANSCRIPT
CTSA: Upholstered Furniture 1
• Description ofupholstered furnitureindustry
• Case study on La-Z-Boy West’s furnituremanufacturing plant inRedlands, CA
• Case study on Sit-On-Itin Brea, CA
• Case study onAmerican Seating inGrand Rapids, MI
• Case study on CountryRoads in Greenville, MI
B ulletin ContentsAlternatives to ChlorinatedSolvent Adhesives in theUpholstered FurnitureManufacturing Industry
The Institute for Research and Technical Assistance (IRTA), a non-profit organization located in Santa Monica, California, analyzed
the cost and performance of alternative adhesive technologies used bythe furniture and sleep products industries. This project was sponsoredby the U.S. EPA with a grant from the Design for the Environment(DfE) Program. The Cleaner Technologies Substitutes Assessment(CTSA) is a partnership with industry including Southern CaliforniaEdison (SCE) and the Association of Woodworking & FurnishingsSuppliers® (AWFS®).
Industry DescriptionFlexible slabstock polyurethane foam is produced by 23 companies inabout 75 pouring plants in the United States. In 1997, approximately830 million pounds of slabstock foam were produced. By 1998, slab-stock foam production doubled to about 1.6 billion pounds.
June 2000
Cleaner Technologies SubstitutesAssessment Case Studies:Upholstered Furniture
®
EPA 744-R-88-008

2 CTSA: Upholstered Furniture
Flexible slabstock foam is fabricated (cut and shaped) intopieces to be used in carpet underlay, furniture, bedding, packag-ing, transportation seating, and other products where a durableand resilient cushioning material is required.
Many foam manufacturers are vertically integrated and have on-or off-site foam fabrication operations using the foam stock theymanufacture. These flexible foam manufacturers fabricateabout half of the foam produced in their own facilities. Theother half is purchased by independent fabricators who cut andshape it into various products. There are approximately 350foam fabrication plants in the United States. All foam fabrica-
tors perform fabrication services for other companies that manufacturebedding, upholstered furniture and other products.
Types of Upholstered Furniture ManufacturingOperationsUpholstered furniture manufacturers purchase foam from foam manufac-turers or foam fabricators and they use the foam to manufacture their fur-niture. Some upholstered furniture manufacturers make home furniture,some make office furniture and some make both types of furniture. Othermanufacturers make stadium seating or transportation seating for use inconveyances like buses; some of these companies also manufacture officechairs.
There are more than 2,600 upholstered home furniture manufacturers inthe United States. Approximately 60 percent of these firms have fewerthan 10 employees. Although all upholstered home furniture manufac-turers use foam for their seat backs, arms, cushions and pillows, onlyabout 10 percent of them use adhesives in their operations. They use theadhesive to bond foam to fabric and wood.
There are about 950 companies that manufacture wood and non-woodoffice furniture in the country. Approximately 90 percent, or about 850of these companies manufacture seating. Perhaps 90 percent or 765 ofthem use adhesives in their process. They use adhesives to bond foam tofabric, wood, metal and plastic and to bond fabric to wood, metal andplastic. The vast majority of these companies have fewer than 25employees.
About 10 percent of furnituremanufacturers use adhesives tobond foam to fabric or wood.
About IRTAIRTA is a nonprofitorganizationestablished in 1989 toassist companies inadopting low- andnon-solventtechnologies. IRTAprovides technicalassistance in generaland precisioncleaning, drycleaning,paint stripping andcoating, adhesive andink operations.
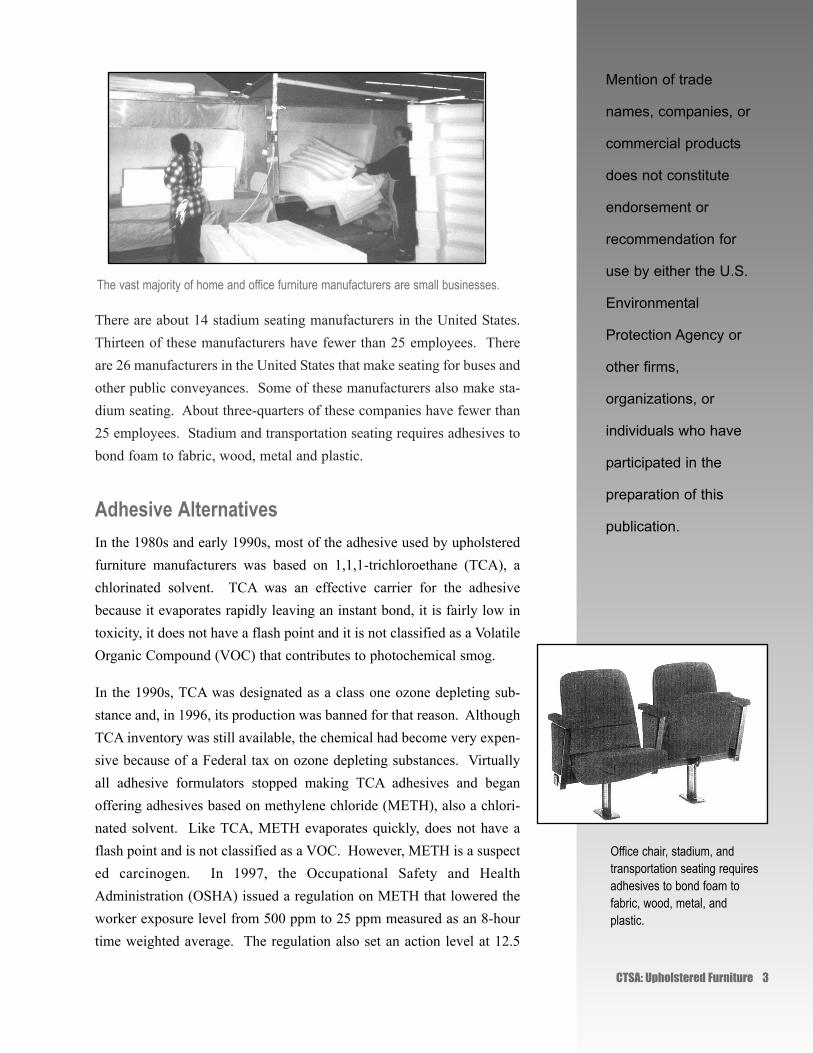
There are about 14 stadium seating manufacturers in the United States.Thirteen of these manufacturers have fewer than 25 employees. Thereare 26 manufacturers in the United States that make seating for buses andother public conveyances. Some of these manufacturers also make sta-dium seating. About three-quarters of these companies have fewer than25 employees. Stadium and transportation seating requires adhesives tobond foam to fabric, wood, metal and plastic.
Adhesive AlternativesIn the 1980s and early 1990s, most of the adhesive used by upholsteredfurniture manufacturers was based on 1,1,1-trichloroethane (TCA), achlorinated solvent. TCA was an effective carrier for the adhesivebecause it evaporates rapidly leaving an instant bond, it is fairly low intoxicity, it does not have a flash point and it is not classified as a VolatileOrganic Compound (VOC) that contributes to photochemical smog.
In the 1990s, TCA was designated as a class one ozone depleting sub-stance and, in 1996, its production was banned for that reason. AlthoughTCA inventory was still available, the chemical had become very expen-sive because of a Federal tax on ozone depleting substances. Virtuallyall adhesive formulators stopped making TCA adhesives and beganoffering adhesives based on methylene chloride (METH), also a chlori-nated solvent. Like TCA, METH evaporates quickly, does not have aflash point and is not classified as a VOC. However, METH is a suspected carcinogen. In 1997, the Occupational Safety and HealthAdministration (OSHA) issued a regulation on METH that lowered theworker exposure level from 500 ppm to 25 ppm measured as an 8-hourtime weighted average. The regulation also set an action level at 12.5
Mention of trade
names, companies, or
commercial products
does not constitute
endorsement or
recommendation for
use by either the U.S.
Environmental
Protection Agency or
other firms,
organizations, or
individuals who have
participated in the
preparation of this
publication.
CTSA: Upholstered Furniture 3
The vast majority of home and office furniture manufacturers are small businesses.
Office chair, stadium, andtransportation seating requiresadhesives to bond foam tofabric, wood, metal, andplastic.

4 CTSA: Upholstered Furniture
ppm. Companies with worker exposure above that level are required toinstitute monitoring and medical surveillance.
In the early 1990s, the formulators developed one-part and two-partwater-based adhesives and some upholstered furniture manufacturers,particularly in Southern California, adopted them. In SouthernCalifornia, METH is classified as a toxic and could not be used when theformulators stopped using TCA adhesives. The early one-part water-based adhesives were based exclusively on natural latex and they did notbond instantly like the solvent-borne adhesives. The two-part adhesiveswere difficult to use in equipment but did bond instantly. They weremuch more expensive than the one-part adhesives, however. At thisstage, new one-part water-based adhesives composed of natural latexand a small amount of synthetic polymers are available. These adhesivesbond much more rapidly than the older one-part adhesives that are basedexclusively on latex. Many California upholstered furniture manufac-turers have converted or are converting to these new one-part latex/syn-thetic water-based adhesives. Some companies are still using the two-part water-based adhesives.
Another alternative in this industry is hot melt adhesives which are 100percent solids. They are applied with special spray guns that heat theresins in the hot melt adhesives to 300 degrees F or higher so they canflow. Many upholstered furniture manufacturers, including those withautomated lines, have adopted hot melt adhesives.
Another alternative is an adhesive based on acetone, a non-chlorinatedchemical. Acetone is low in toxicity and, like TCA and METH, readily
evaporates leaving a quick bond. It does have a very low flashpoint, however, and measures must be taken to minimize thechance of fire or explosion. The National Fire ProtectionAssociation (NFPA) has rated acetone as an NFPA 704 level 3flammability hazard. State building codes and fire codes arebased on NFPA guidelines. These codes vary according to loca-tion and local fire departments have regulations that affect theamount of the adhesive that can be stored and require explosion-proof motors and high air flow ventilation systems. Some for-mulations based on acetone also contain other chemicals likeheptane, hexane and mineral spirits. The other chemicals inthese formulations are classified as VOCs.
Water-based, acetone-based, andhot melt adhesives have beenused as alternatives in upholsteredfurniture manufacturing.
About SCESCE, the flagship of theEdison Internationalfamily of companies, isthe nation’s secondlargest investor-ownedelectric utility company.Central to the growth ofthe region’s economy,SCE continues itsdecades-old commitmentto assist businessesseeking to start, expand,or relocate to its serviceterritory.

CTSA: Upholstered Furniture 5
The best choice of adhesive differs by the type of product. The majoralternative to METH- and TCA-based adhesives in the upholstered officefurniture sector is hot melt adhesives. The major alternative in the uphol-stered home furniture sector is either one-part or two-part water-basedadhesives. In the transportation seating sector, both hot melt and water-based adhesives are good alternatives. In some niche applications, man-ufacturers use acetone-based adhesives.
Manufacturers that use any of the adhesive types except hot melt adhe-sives generally need to install a ventilation system. Upholstered furni-ture manufacturers that wish to continue using METH-based adhesiveshave to purchase and install effective ventilation systems that reduce theworker exposure to the legal OSHA limit. Manufacturers that wish touse acetone-based adhesives must also install ventilation systems toensure the acetone concentration is below the lower explosion limit ofthe chemical. Manufacturers adopting water-based adhesives generallyinstall a ventilation system; the water-based systems produce aerosol par-ticulates that can be removed from the workplace with the ventilationsystem.
About AWFS®
AWFS® wasincorporated to fulfill amajor need to representthe interests ofcompanies andindividuals who supplythe home andinstitutional furnishingsmanufacturing industries.Today, AWFS® has aninternational membershipthat includesmanufacturers anddistributers of machinery,hardware, lumber,upholstery materials,bedding, wood productsand other supplies tofurniture and cabinetmanufacturers.
Characteristics of Alternatives
Adhesive Classified Toxicity Ozone Flash Point Issuesas VOC Depleter
1,1,1-Trichloroethane No Medium Yes No Production banned
Methylene Chloride No High No No Heavily regulated
Acetone No Low No Yes Fire regulations
Acetone Blends Yes Some high No Yes Fire regulations
Water-Based No Low No No Forms aerosols
Hot Melt No Low No No High-temperatureapplication
6 CTSA: Upholstered Furniture
La-Z-Boy West a Pioneer in Water-Based Adhesives
La-Z-Boy West, part of the La-Z-Boychain with 14 U.S. plants, established
operations in Redlands, California in 1966.Today the Redlands facility has about 400employees in a 190,000 square foot buildingthat manufactures 800 pieces of furnitureeach day. In addition to the recliner chairsfor which La-Z-Boy is famous, the firm alsomanufactures sofas, tables and office furni-ture. The Redlands plant manufactures 53different styles in 30 different variants. Afew years ago, the plant began making con-tract office furniture, a part of the businessthat is expected to grow substantially.
La-Z-Boy brings in the fabric, wood, metaland foam used to assemble the furniture. TheRedlands operation includes three paintbooths where a stain and one or two topcoatsare applied. They also have three adhesivesspray booths where adhesive is applied to
bond foam to foam and fabric. The prima-ry fabric used is muslin but some dacronand duon is employed as well. The foam isused to make chair seats, backs, arms andlegrests.
In 1988, La-Z-Boy decided they wanted toconvert from the solvent-borne coatings andadhesives they used at the time to water-based systems. They elicited the coopera-tion of their suppliers and also approachedother suppliers. They spent the next threeyears testing water-based coatings andadhesives.
In January, 1992, the experimental workwas completed and La-Z-Boy converted, inone shot, to a full water-based coating sys-tem and a one-part and two-part water-based adhesive system. More recently, La-Z-Boy has reassessed their adhesive system
“The new water-based
process is better from
an environmental and
worker exposure
standpoint. The most
important thing is that
the process is
technically effective.”
and has now converted away from the two-part adhesive. All of the adhesives used inthe plant today are water-based one-parts.According to Ted Meinke, Plant Supervisor,"We worked very hard on the conversionsmuch earlier than other companies. We'repleased that we eliminated solvents from ourplant."
In terms of the new adhesive system, TedMeinke does not believe the company lostanything in the conversion. "Although therewere problems with the two-part system,now that we're in the one-part systemthroughout, we've really minimized ourcosts."
At first, the workers did not like the water-based adhesives. They were used to solventswhich have a very short tack time. Workersare paid by piecework and they did not wantto wait between spray operations because itwould reduce their pay. The employeecharged with optimizing the conversionquickly figured it out. She could spray uptwo stacks of foam and by the time she wasfinished, she could begin bonding the first
CTSA: Upholstered Furniture 7
stack. On balance, the throughput remainedabout the same even though the tack time ofthe water-based adhesives is longer. At thisstage, all three of the adhesive sprayers,Mary, Rosalina and Sylvia, much prefer thewater-based adhesives because of theirreduced exposure to solvents.
The early efforts of the La-Z-Boy Redlandsplant helped the company convert to water-based systems in their other plants nation-wide. "The new water-based process is bet-
La-Z-Boy West manufactures 53different styles of furniture in 30different variants.
La-Z-Boy recliners like this one are bonded usingwater-based adhesives.

8 CTSA: Upholstered Furniture
ter from an environmental and worker expo-sure standpoint. The most important thing
is that the process is technically effective,"says Ted Meinke.
The cost comparison for La-Z-Boy for theTCA-based adhesives and the water-basedone-part adhesives is shown below. Thefigures account for the fact that La-Z-Boy's production has increased since 1992when the plant converted away from theTCA-based adhesives. The values showthat use of the water-based adhesives is 35percent less costly than use of the TCA-based adhesive.
Says Tony Freitas, a ProductionSupervisor involved heavily in the conver-sion, "I wouldn't want to convert back tothe solvent-based glue even if we could.The water-based system we have today isgreat."
The early efforts of the La-Z-Boy Redlands planthelped the company convert to water-based systemsin their other plants nationwide.
Annual Cost Comparison for La-Z-BoyTCA-based Adhesive Water-based Adhesive
Capital cost — $120
Adhesive cost $28,800 $15,840
Labor cost $113,400 $113,400
Maintenance cost $1,800 $4,914
Electrical cost $1,080 $3,600
Training cost — $227
Regulatory cost $1,193 $528
Production adjustment $1.455 —
Total cost $212,827 $138,629

CTSA: Upholstered Furniture 9
Office Chair Manufacturer StartsUp with Hot Melt Glues
Mike Mekjian started a new business inFebruary 1996. The company, called
Sit-On-It, manufactures office chairs and islocated in Brea, California. Between100,000 and 200,000 chairs are manufac-tured each year and the company is one of thetop 25 office chair manufacturers in thecountry. Today, Sit-On-It has a 31,000square foot facility with 60 employees.
"I worked at another larger office furniture
manufacturer for several years," says MikeMekjian. While he was there he analyzed avariety of different gluing processes thatused 1,1,1-trichloroethane, methylene chlo-ride, water-based and hot melt adhesives."When I started up Sit-On-It, I wanted it tobe completely clean from the beginning so Idecided to go with hot melt adhesives," saysMike Mekjian. "I didn't want environmen-tal problems down the line."
In the office chair production process, Sit-On-It bonds foam to wood and fabric.Particularly for bonding foam to wood, anaggressive adhesive is needed. In bondingthe foam to fabric, the adhesive must have atwo to three minute "open time." Thisallows a period for the workers to adjust thefoam and fabric properly. This is especiallyimportant when the fabric has patterns or ageometric design. Another requirement forthe adhesive is that it have a high heat
“Hot melt adhesives were
the right choice for us.
We’ve been able to expand
and do the right thing for
the workers and the
environment.”
Established in 1996, Sit-On-It has grown to 60employees at its Brea, California plant.

10 CTSA: Upholstered Furniture
release rate. This is to ensure that high tem-peratures would not reactivate the adhesive.The company has changed glues three timesto get the hot melt with the best propertiesfor their application.
Originally the company applied all the adhe-sive in a batch operation. Last year Sit-On-It purchased a conveyorized system. At thisstage, about 30 percent of the bonding isdone on a manual line and 70 percent on anautomated line. All of the foam to woodbonding is done on the conveyor line.Pressure is applied and the glue driesinstantly. Then the conveyor applies glue tothe foam and to the fabric. Four workers
Sit-On-It uses anautomated hot meltline in its officechair productionprocess.
Annual Cost of Hot MeltAdhesives for Sit-On-It
Capital cost $8,150
Adhesive cost $93,700
Labor cost $88,000
Maintenance cost $440
Electrical cost $2,580
Gas cost $60
Total cost $192,930
staff the three upholstery assembly stationswhere the foam and fabric are adjusted prop-erly.
"We grew 600 percent in 1997 and 300 per-cent in 1998," says Mike Mekjian. "Theinvestment in the conveyor line was worth-while. It's very efficient. Hot melt adhe-sives were the right choice for us. We'vebeen able to expand and do the right thingfor the workers and the environment," hesays.

CTSA: Upholstered Furniture 11
American Seating manufactures trans-portation, office and auditorium seating
at their production plant in Grand Rapids,Michigan. The company has 700 employeestoday and has operated at the same locationsince 1888. American Seating has a 95 per-cent market share in the manufacture of seatsfor tour and inner city buses; about 200employees work in the transportation seatingdivision. They also manufacture auditoriumand sports seating, seats for colleges andmajor league teams. The company produc-tion amounts to between 500 and 1,000 seatsper day.
American seating uses slabstockpolyurethane and molded foam in their busseating. Their operations involve bondingfoam to metal, foam to vinyl, foam to fabric,vinyl to metal and vinyl to fabric. The prod-
uct used by the company currently is a sol-vent-borne adhesive containing acetone andvarious other organic solvents. Two or threepeople apply adhesive during the two 12-hour shifts the company operates.
American Seating has been testing alterna-
Bus Seating ManufacturerSearches for Alternative Adhesive
“If we could use a water-
based glue, it would be
better for the workers, the
community, and the
environment.”
American Seating Company provides seating forstadiums and auditoriums like the Fulton CountyGovernmental Building—Assembly Hall in Atlanta.

12 CTSA: Upholstered Furniture
tives to their solvent-based adhesives foryears. They would like to identify a suitablewater-based alternative. The water-basedproducts they have tested give good results inbonding foam to metal and foam to vinyl butnot for vinyl to metal. The "green strength"or bond strength of the water-based adhe-sives they have tested so far do not meet thecompany's standards. The company has alsotried hot melt adhesives that did not bondwell to the metal.
"We would convert to a water-based adhesivetomorrow if we could find one that met ourrequirements," says Warren Zimmerman,Manager of the Production OperationsGroup. "We're not happy with a solvent glue.If we could use a water-based glue, it wouldbe better for the workers, the community andthe environment," he says.
Annual Cost of SolventAdhesives for American Seating
Capital cost —
Adhesive cost $65,875
Labor cost $117,000
Maintenance cost $1,903
Electrical cost $11,520
Total cost $196,298
Operations at American Seating involve bondingfoam to metal, vinyl, and fabric, as well as bondingvinyl to metal and fabric.
Transportation seating provides challenges foradhesive alternatives.
CTSA: Upholstered Furniture 13
Public Seating Company ConvertsAway From Solvent Adhesive
Country Roads is located in Greenville,Michigan. During the winter, the com-
pany has 80 employees that work one shift.During the summer, Country Roads hires 40additional workers and the company operatestwo shifts.
Country Roads manufactures and remanufac-tures public seating for arenas, auditoriumsand theaters. During the refurbishingprocess, the seats are pulled apart. All of themetal and most of the wood they contain isreused in the process. New foam and fabricare used on the refurbished seats which areput back in use. The company remanufac-tures about 200,000 chairs a year.
As part of the refurbishing process, the com-pany used a methylene chloride-based glue to
bond foam to wood, foam to steel, foam tofabric, steel to fabric and foam to vinyl.Three workers apply the adhesive in twospray booths. The company started aggres-sively investigating alternatives in the lastyear. After a significant amount of testing,the company found that hot melt glues bestsatisfied their requirements for about 90percent of their production. The company isin the process of converting from theMETH-based adhesives to the hot meltglues.
"The hot melt glues look very good for mostof our production," says Dave MacMillen,Plant Superintendent at Country Roads."We still need a good adhesive for bondingplastic to metal," he says. "We plan to test
“The hot melt glues look
very good for most of our
production…We’re going to
make a full conversion away
from methylene chloride.”

14 CTSA: Upholstered Furniture
an acetone glue for those applications. We'regoing to make a full conversion away frommethylene chloride."
Annual Cost of MethyleneChloride Adhesives for
Country Roads
Capital cost —
Adhesive cost $25,300
Labor cost $179,200
Maintenance cost $396
Electrical cost $360
Total cost $205,256

CTSA: Upholstered Furniture 15
For More Information To obtain additional copies of this or other case studies, or formore information contact:
Institute for Research and Technical Assistance (IRTA)2800 Olympic Blvd., Ste. 101
Santa Moncia, CA 90404
Telephone: (310) 453-0450Fax: (310) 453-2660
E-Mail: [email protected] website: http://home.earthlink.net/~irta
Check Out IRTA’s WebSite:
http://home.earthlink.net/~irta
Check Out DfE’sAdhesives Web Site:
http://www.epa.gov/opptintr/dfe/adhesive/adhesive.html
About the Design for the Environment (DfE) ProgramThe Design for the Environment (DfE) Program is a cooperative effortbetween the Environmental Protection Agency (EPA), industries,research institutions, environmental/public interest groups, and othergovernment agencies. Working with these partners, the DfE programidentifies cost-effective alternatives to existing products and processesthat reduce risks to workers and the environment while maintaining orimproving performance and product quality. Through the DfE program,EPA encourages businesses to incorporate environmental considerationsinto their products, processes, and technical and management systems.To help industry implement some of the ideas and technologies identi-fied, the DfE program has published a number of case studies of compa-nies which have found that environmental improvements can also lead toeconomic benefits. The case studies encourage other vendors, as well asother businesses, to learn from these environmental successes and adaptthe techniques to their own processes.