click on the document title to go to that section of ... -...
TRANSCRIPT

Click on the Document Title to go to that section of the document
Table of ContentsDocument Number Rev. Document Title Page
NumberA133-000-WA-MR-3211
B PIPES-ALLOY STEEL 2
6-44-0051 6 Technical notes for pipes. 166-78-0001 0 Specification for Quality Mgt. System Requirements from Bidders 266-78-0003 0 Specification for Documentation Requirement from Suppliers 35A133-000-16-43-ATR-3211
A ADDITIONAL TECHNICAL REQUIREMENTS 47
Page 1 of 49
Thi
s dr
awin
g an
d de
sign
it c
over
s ar
e pr
oper
ty o
f E
NG
INE
ER
S IN
DIA
LIM
ITE
D. T
hey
are
mer
ely
loan
ed o
n th
e bo
rrow
er's
exp
ress
agr
eem
ent t
hat i
t will
not
be
repr
oduc
ed, c
opie
d, e
xhib
ited
nor
used
exce
pt in
the
limite
d w
ay a
nd p
riva
te u
se p
erm
itted
by
wri
tten
cons
ent g
iven
by
the
lend
er to
the
borr
ower
for
the
inte
nded
use
. EIL
-164
1-51
5 R
ev.0
A4-
210x
297
EIL
- 5
88 A
- 2
16 x
279
ENGINEERS INDIA LIMITED
NEW DELHI
Project:
Client:
COKER BLOCK (LSTK 1)
CPCL
Requisition No. Rev
A133-000-WA-MR-3211 B
Page 1 of 4
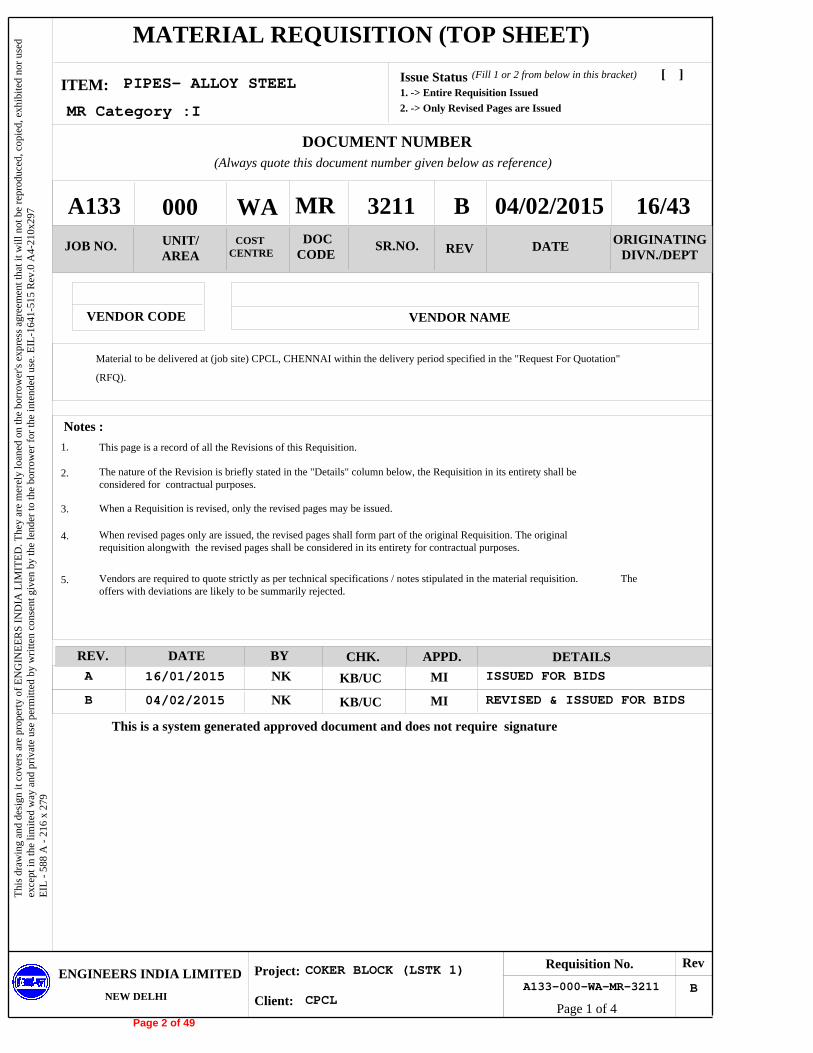
MATERIAL REQUISITION (TOP SHEET)
ITEM: PIPES- ALLOY STEEL Issue Status 1. -> Entire Requisition Issued
2. -> Only Revised Pages are Issued
(Fill 1 or 2 from below in this bracket)
DOCUMENT NUMBER(Always quote this document number given below as reference)
A133 000 WA 3211MR 04/02/2015 16/43B
JOB NO. UNIT/AREA
COST CENTRE
DOCCODE
SR.NO. REV DATE ORIGINATINGDIVN./DEPT
VENDOR NAME VENDOR CODE
Material to be delivered at (job site) CPCL, CHENNAI within the delivery period specified in the "Request For Quotation"
(RFQ).
Notes :
This page is a record of all the Revisions of this Requisition.
The nature of the Revision is briefly stated in the "Details" column below, the Requisition in its entirety shall beconsidered for contractual purposes.
When a Requisition is revised, only the revised pages may be issued.
When revised pages only are issued, the revised pages shall form part of the original Requisition. The original requisition alongwith the revised pages shall be considered in its entirety for contractual purposes.
A
B
16/01/2015
04/02/2015
ISSUED FOR BIDS
REVISED & ISSUED FOR BIDS
[ ]
Vendors are required to quote strictly as per technical specifications / notes stipulated in the material requisition. Theoffers with deviations are likely to be summarily rejected.
1.
2.
3.
4.
5.
MR Category :I
NK
NK
KB/UC
KB/UC
MI
MI
This is a system generated approved document and does not require signature
REV. DATE BY CHK. APPD. DETAILS
Page 2 of 49
Thi
s dr
awin
g an
d de
sign
it c
over
s ar
e pr
oper
ty o
f E
NG
INE
ER
S IN
DIA
LIM
ITE
D. T
hey
are
mer
ely
loan
ed o
n th
e bo
rrow
er's
exp
ress
agr
eem
ent t
hat i
t will
not
be
repr
oduc
ed, c
opie
d, e
xhib
ited
nor
used
exce
pt in
the
limite
d w
ay a
nd p
riva
te u
se p
erm
itted
by
wri
tten
cons
ent g
iven
by
the
lend
er to
the
borr
ower
for
the
inte
nded
use
. EIL
-164
1-51
5 R
ev.0
A4-
210x
297
EIL
- 5
88 A
- 2
16 x
279
ENGINEERS INDIA LIMITED
NEW DELHI
Project:
Client:
COKER BLOCK (LSTK 1)
CPCL
Requisition No. Rev
A133-000-WA-MR-3211 B
Page 2 of 4
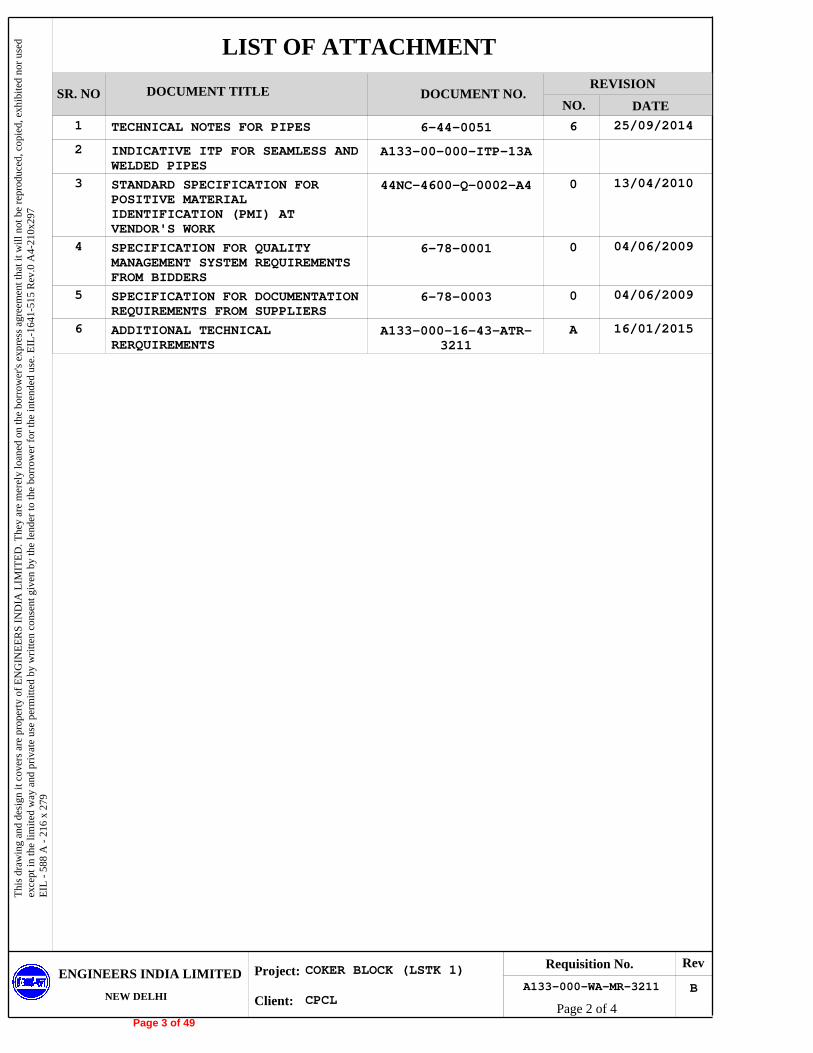
LIST OF ATTACHMENT
DOCUMENT TITLESR. NO DOCUMENT NO.REVISION
NO. DATE 1
2
3
4
5
6
TECHNICAL NOTES FOR PIPES
INDICATIVE ITP FOR SEAMLESS ANDWELDED PIPES
STANDARD SPECIFICATION FORPOSITIVE MATERIALIDENTIFICATION (PMI) ATVENDOR'S WORK
SPECIFICATION FOR QUALITYMANAGEMENT SYSTEM REQUIREMENTSFROM BIDDERS
SPECIFICATION FOR DOCUMENTATIONREQUIREMENTS FROM SUPPLIERS
ADDITIONAL TECHNICALRERQUIREMENTS
6-44-0051
A133-00-000-ITP-13A
44NC-4600-Q-0002-A4
6-78-0001
6-78-0003
A133-000-16-43-ATR-3211
6
0
0
0
A
25/09/2014
13/04/2010
04/06/2009
04/06/2009
16/01/2015
Page 3 of 49
Thi
s dr
awin
g an
d de
sign
it c
over
s ar
e pr
oper
ty o
f E
NG
INE
ER
S IN
DIA
LIM
ITE
D. T
hey
are
mer
ely
loan
ed o
n th
e bo
rrow
er's
exp
ress
agr
eem
ent t
hat i
t will
not
be
repr
oduc
ed, c
opie
d, e
xhib
ited
nor
used
exce
pt in
the
limite
d w
ay a
nd p
riva
te u
se p
erm
itted
by
wri
tten
cons
ent g
iven
by
the
lend
er to
the
borr
ower
for
the
inte
nded
use
. EIL
-164
1-51
5 R
ev.0
A4-
210x
297
EIL
- 5
88 A
- 2
16 x
279
ENGINEERS INDIA LIMITED
NEW DELHI
Project:
Client:
COKER BLOCK (LSTK 1)
CPCL
Requisition No. Rev
A133-000-WA-MR-3211 B
Page 3 of 4
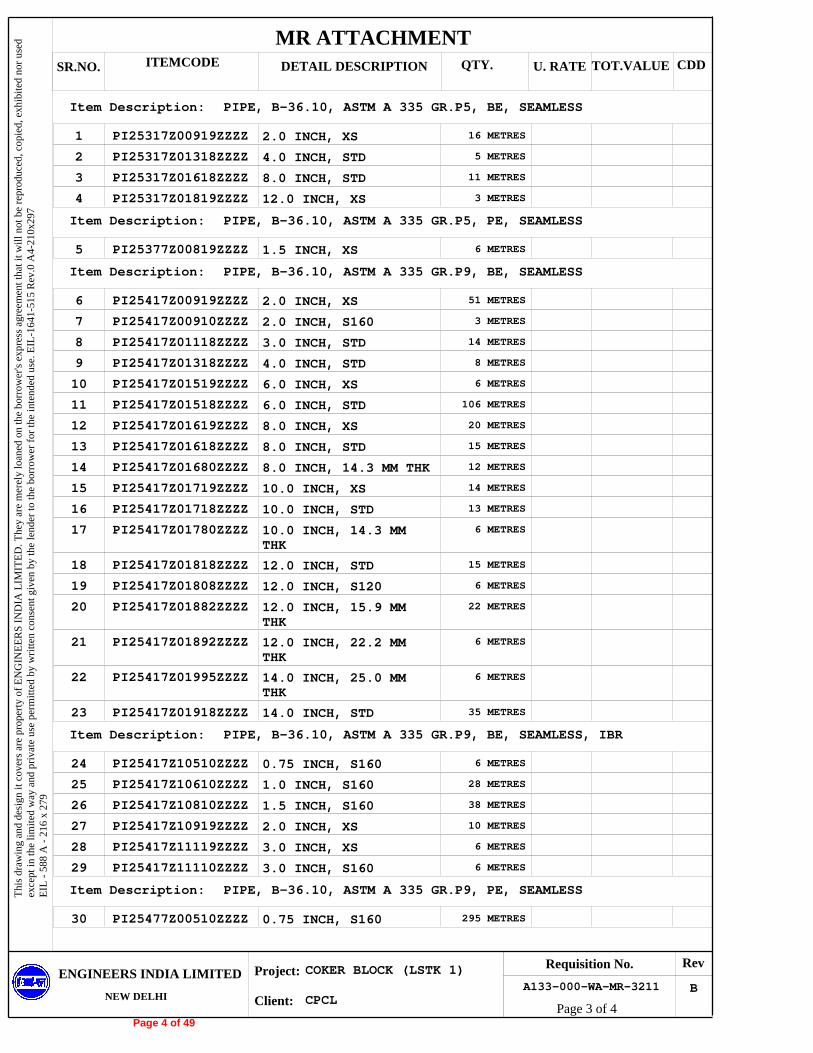
MR ATTACHMENTSR.NO. DETAIL DESCRIPTION QTY. U. RATE TOT.VALUE CDD
PIPE, B-36.10, ASTM A 335 GR.P5, BE, SEAMLESS
PIPE, B-36.10, ASTM A 335 GR.P5, PE, SEAMLESS
PIPE, B-36.10, ASTM A 335 GR.P9, BE, SEAMLESS
PIPE, B-36.10, ASTM A 335 GR.P9, BE, SEAMLESS, IBR
PIPE, B-36.10, ASTM A 335 GR.P9, PE, SEAMLESS
Item Description:
Item Description:
Item Description:
Item Description:
Item Description:
PI25317Z00919ZZZZ
PI25317Z01318ZZZZ
PI25317Z01618ZZZZ
PI25317Z01819ZZZZ
PI25377Z00819ZZZZ
PI25417Z00919ZZZZ
PI25417Z00910ZZZZ
PI25417Z01118ZZZZ
PI25417Z01318ZZZZ
PI25417Z01519ZZZZ
PI25417Z01518ZZZZ
PI25417Z01619ZZZZ
PI25417Z01618ZZZZ
PI25417Z01680ZZZZ
PI25417Z01719ZZZZ
PI25417Z01718ZZZZ
PI25417Z01780ZZZZ
PI25417Z01818ZZZZ
PI25417Z01808ZZZZ
PI25417Z01882ZZZZ
PI25417Z01892ZZZZ
PI25417Z01995ZZZZ
PI25417Z01918ZZZZ
PI25417Z10510ZZZZ
PI25417Z10610ZZZZ
PI25417Z10810ZZZZ
PI25417Z10919ZZZZ
PI25417Z11119ZZZZ
PI25417Z11110ZZZZ
PI25477Z00510ZZZZ
2.0 INCH, XS
4.0 INCH, STD
8.0 INCH, STD
12.0 INCH, XS
1.5 INCH, XS
2.0 INCH, XS
2.0 INCH, S160
3.0 INCH, STD
4.0 INCH, STD
6.0 INCH, XS
6.0 INCH, STD
8.0 INCH, XS
8.0 INCH, STD
8.0 INCH, 14.3 MM THK
10.0 INCH, XS
10.0 INCH, STD
10.0 INCH, 14.3 MMTHK
12.0 INCH, STD
12.0 INCH, S120
12.0 INCH, 15.9 MMTHK
12.0 INCH, 22.2 MMTHK
14.0 INCH, 25.0 MMTHK
14.0 INCH, STD
0.75 INCH, S160
1.0 INCH, S160
1.5 INCH, S160
2.0 INCH, XS
3.0 INCH, XS
3.0 INCH, S160
0.75 INCH, S160
16 METRES
5 METRES
11 METRES
3 METRES
6 METRES
51 METRES
3 METRES
14 METRES
8 METRES
6 METRES
106 METRES
20 METRES
15 METRES
12 METRES
14 METRES
13 METRES
6 METRES
15 METRES
6 METRES
22 METRES
6 METRES
6 METRES
35 METRES
6 METRES
28 METRES
38 METRES
10 METRES
6 METRES
6 METRES
295 METRES
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
ITEMCODE
Page 4 of 49
Thi
s dr
awin
g an
d de
sign
it c
over
s ar
e pr
oper
ty o
f E
NG
INE
ER
S IN
DIA
LIM
ITE
D. T
hey
are
mer
ely
loan
ed o
n th
e bo
rrow
er's
exp
ress
agr
eem
ent t
hat i
t will
not
be
repr
oduc
ed, c
opie
d, e
xhib
ited
nor
used
exce
pt in
the
limite
d w
ay a
nd p
riva
te u
se p
erm
itted
by
wri
tten
cons
ent g
iven
by
the
lend
er to
the
borr
ower
for
the
inte
nded
use
. EIL
-164
1-51
5 R
ev.0
A4-
210x
297
EIL
- 5
88 A
- 2
16 x
279
ENGINEERS INDIA LIMITED
NEW DELHI
Project:
Client:
COKER BLOCK (LSTK 1)
CPCL
Requisition No. Rev
A133-000-WA-MR-3211 B
Page 4 of 4
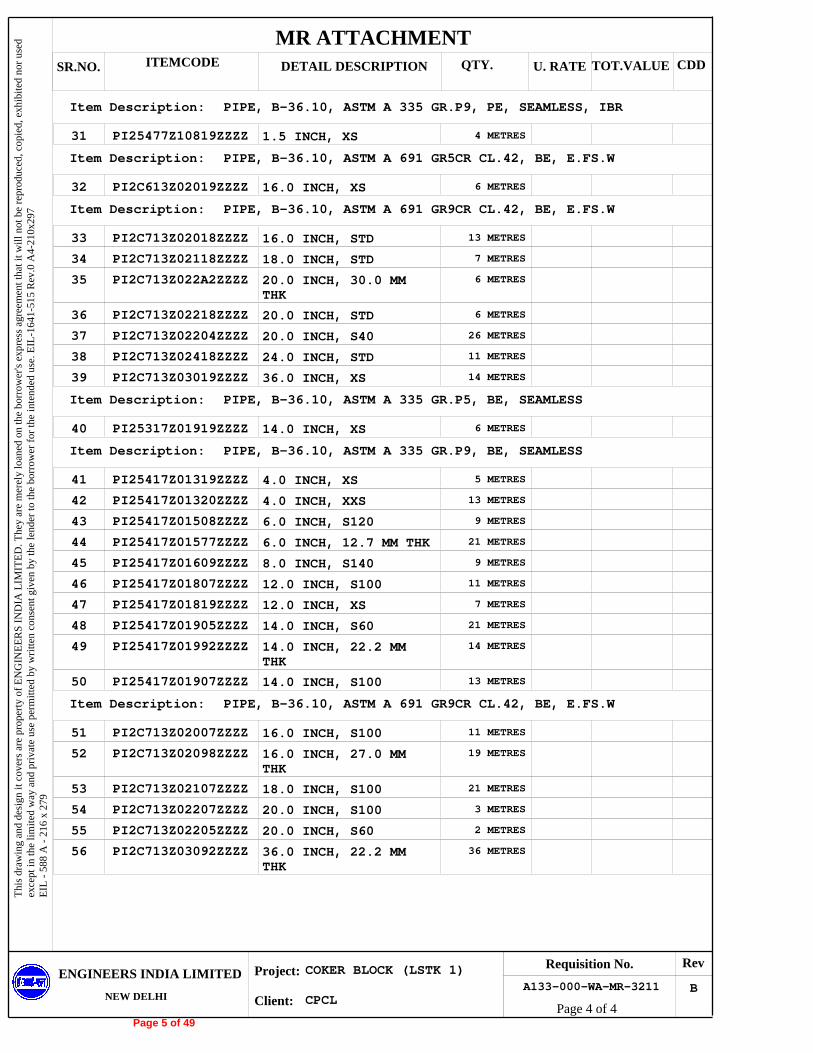
MR ATTACHMENTSR.NO. DETAIL DESCRIPTION QTY. U. RATE TOT.VALUE CDD
PIPE, B-36.10, ASTM A 335 GR.P9, PE, SEAMLESS, IBR
PIPE, B-36.10, ASTM A 691 GR5CR CL.42, BE, E.FS.W
PIPE, B-36.10, ASTM A 691 GR9CR CL.42, BE, E.FS.W
PIPE, B-36.10, ASTM A 335 GR.P5, BE, SEAMLESS
PIPE, B-36.10, ASTM A 335 GR.P9, BE, SEAMLESS
PIPE, B-36.10, ASTM A 691 GR9CR CL.42, BE, E.FS.W
Item Description:
Item Description:
Item Description:
Item Description:
Item Description:
Item Description:
PI25477Z10819ZZZZ
PI2C613Z02019ZZZZ
PI2C713Z02018ZZZZ
PI2C713Z02118ZZZZ
PI2C713Z022A2ZZZZ
PI2C713Z02218ZZZZ
PI2C713Z02204ZZZZ
PI2C713Z02418ZZZZ
PI2C713Z03019ZZZZ
PI25317Z01919ZZZZ
PI25417Z01319ZZZZ
PI25417Z01320ZZZZ
PI25417Z01508ZZZZ
PI25417Z01577ZZZZ
PI25417Z01609ZZZZ
PI25417Z01807ZZZZ
PI25417Z01819ZZZZ
PI25417Z01905ZZZZ
PI25417Z01992ZZZZ
PI25417Z01907ZZZZ
PI2C713Z02007ZZZZ
PI2C713Z02098ZZZZ
PI2C713Z02107ZZZZ
PI2C713Z02207ZZZZ
PI2C713Z02205ZZZZ
PI2C713Z03092ZZZZ
1.5 INCH, XS
16.0 INCH, XS
16.0 INCH, STD
18.0 INCH, STD
20.0 INCH, 30.0 MMTHK
20.0 INCH, STD
20.0 INCH, S40
24.0 INCH, STD
36.0 INCH, XS
14.0 INCH, XS
4.0 INCH, XS
4.0 INCH, XXS
6.0 INCH, S120
6.0 INCH, 12.7 MM THK
8.0 INCH, S140
12.0 INCH, S100
12.0 INCH, XS
14.0 INCH, S60
14.0 INCH, 22.2 MMTHK
14.0 INCH, S100
16.0 INCH, S100
16.0 INCH, 27.0 MMTHK
18.0 INCH, S100
20.0 INCH, S100
20.0 INCH, S60
36.0 INCH, 22.2 MMTHK
4 METRES
6 METRES
13 METRES
7 METRES
6 METRES
6 METRES
26 METRES
11 METRES
14 METRES
6 METRES
5 METRES
13 METRES
9 METRES
21 METRES
9 METRES
11 METRES
7 METRES
21 METRES
14 METRES
13 METRES
11 METRES
19 METRES
21 METRES
3 METRES
2 METRES
36 METRES
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
ITEMCODE
Page 5 of 49

SUMMARY SHEET OF CHANGES
Date:04.02.2015
Page 1 of 1
Note: This Document is to be read in conjunction with the documents attached with Material Requisition.
With reference to the MR for PIPES (ALLOY STEEL) -A133-000-WA-MR-3211, following are the changes:
Sl. No. Document Document no. Document Added (A)/ /Revised (R)
Affected Contents
1.
MATERIAL REQUISITION A133-000-WA-MR-3211 R A. Changes in MR attachment
1. Quantity changed for SR. No. 11, 14, 15, 38 & 39.
2. New items from SR. NO. 40 to 56 are added in the revised MR.
Page 6 of 49
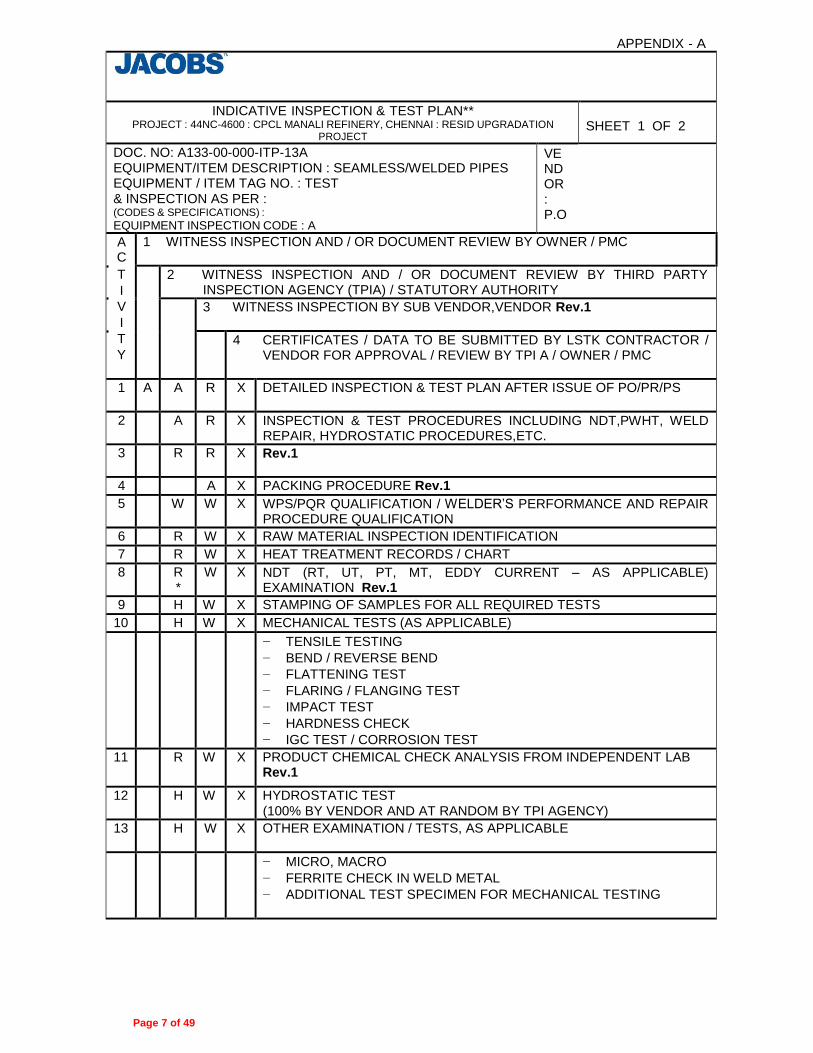
APPENDIX - A
INDICATIVE INSPECTION & TEST PLAN** PROJECT : 44NC-4600 : CPCL MANALI REFINERY, CHENNAI : RESID UPGRADATION
PROJECT
SHEET 1 OF 2
DOC. NO: A133-00-000-ITP-13A EQUIPMENT/ITEM DESCRIPTION : SEAMLESS/WELDED PIPES EQUIPMENT / ITEM TAG NO. : TEST & INSPECTION AS PER : (CODES & SPECIFICATIONS) :
EQUIPMENT INSPECTION CODE : A
VENDOR : P.O. NO. :
PR/PS NO. DRG. NO.
A C
T
I
V
I
T
Y
1 WITNESS INSPECTION AND / OR DOCUMENT REVIEW BY OWNER / PMC
2 WITNESS INSPECTION AND / OR DOCUMENT REVIEW BY THIRD PARTY INSPECTION AGENCY (TPIA) / STATUTORY AUTHORITY
3 WITNESS INSPECTION BY SUB VENDOR,VENDOR Rev.1
4 CERTIFICATES / DATA TO BE SUBMITTED BY LSTK CONTRACTOR / VENDOR FOR APPROVAL / REVIEW BY TPI A / OWNER / PMC
1 A A R X DETAILED INSPECTION & TEST PLAN AFTER ISSUE OF PO/PR/PS
2 A R X INSPECTION & TEST PROCEDURES INCLUDING NDT,PWHT, WELD REPAIR, HYDROSTATIC PROCEDURES,ETC.
3 R R X Rev.1
4 A X PACKING PROCEDURE Rev.1
5 W W X WPS/PQR QUALIFICATION / WELDER’S PERFORMANCE AND REPAIR PROCEDURE QUALIFICATION
6 R W X RAW MATERIAL INSPECTION IDENTIFICATION
7 R W X HEAT TREATMENT RECORDS / CHART
8 R *
W X NDT (RT, UT, PT, MT, EDDY CURRENT – AS APPLICABLE) EXAMINATION Rev.1
9 H W X STAMPING OF SAMPLES FOR ALL REQUIRED TESTS
10 H W X MECHANICAL TESTS (AS APPLICABLE)
− TENSILE TESTING
− BEND / REVERSE BEND
− FLATTENING TEST
− FLARING / FLANGING TEST
− IMPACT TEST
− HARDNESS CHECK
− IGC TEST / CORROSION TEST
11 R W X PRODUCT CHEMICAL CHECK ANALYSIS FROM INDEPENDENT LAB Rev.1
12 H W X HYDROSTATIC TEST (100% BY VENDOR AND AT RANDOM BY TPI AGENCY)
13 H W X OTHER EXAMINATION / TESTS, AS APPLICABLE
− MICRO, MACRO
− FERRITE CHECK IN WELD METAL
− ADDITIONAL TEST SPECIMEN FOR MECHANICAL TESTING
Page 7 of 49

APPENDIX - A
INDICATIVE INSPECTION & TEST PLAN** PROJECT : 44NC-4600 : CPCL MANALI REFINERY, CHENNAI : RESID UPGRADATION
PROJECT
SHEET 2 OF 2
EQUIPMENT/ITEM DESCRIPTION : SEAMLESS/WELDED PIPES
EQUIPMENT / ITEM TAG NO. : TEST & INSPECTION AS PER : (CODES & SPECIFICATIONS) :
EQUIPMENT INSPECTION CODE : A
VENDOR : P.O. NO. :
PR/PS NO. DRG. NO.
A C
T
I
V
I
T
Y
1 WITNESS INSPECTION AND / OR DOCUMENT REVIEW BY OWNER / PMC
2 WITNESS INSPECTION AND / OR DOCUMENT REVIEW BY THIRD PARTY INSPECTION AGENCY (TPIA) / STATUTORY AUTHORITY
3 WITNESS INSPECTION BY SUB VENDOR,VENDOR Rev.1
4 CERTIFICATES / DATA TO BE SUBMITTED BY LSTK CONTRACTOR / VENDOR FOR APPROVAL / REVIEW BY TPI A / OWNER / PMC
14 R W X CHECK FOR GALVANISING, PICKLING & PASSIVATION, AS APPLICABLE Rev.1
15 H W X FINAL INSPECTION
− VISUAL EXAMINATION
− DIMENSION CHECK
− VERIFICATION OF MARKING
− COLOUR CODING
− ENDS PROTECTION
− REVIEW OF MANUFACTURER’S TEST CERTIFICATE
16 W W X PMI INSPECTION FOR AS / SS PIPES Rev.1
17 H X PACKING & LOADING OF ITEMS AS PER SHIPPING DRAWING
18 H H INSPECTION RELEASE CERTIFICATE
LEGENDS : H – HOLD, W – WITNESS, R - REVIEW, A - APPROVAL, I - INFORMATION, X – SUBMIT
PO – PURCHASE ORDER, PR – PURCHASE REQUISITION, PS – PURCHASE SPECIFICATION
** NOTE : THIS IS AN INDICATIVE INSPECTION AND TEST PLAN IDENTIFYING SCOPE OF INSPECTION /REVIEW OF DOCUMENTS AS A MINIMUM REQUIREMENT, DETAILED INSPECTION AND TEST PLAN INDICATING ALL SPECIFIED REQUIREMENTS AFTER ISSUE OF PO / PR TO BE GENERATED BY VENDOR AND SAME DULY APPROVED BY TPI A TO BE SUBMITTED TO OWNER/PMC FOR APPROVAL.
* TPI A TO CARRY OUT INSPECTION AT SUB-VENDORS’ WORKS. - OWNER/PMC RESERVES RIGHT TO WITNESS INSPECTION OF ANY ITEM AT ANY STAGE WHICH SHALL BE INDICATED ON
QAP / INSPECTION & TEST PLAN AT THE TIME OF APPROVAL AND SAME TO BE COVERED AS PART OF PURCHASE ORDER CONDITION ISSUED BY CONTRACTOR.
Note : Following modification has been made from the original ITP attached with Bid Document.
1. In activity :scope of Inspection LSTK contractor has been deleted
2. Activity 3: Summary of all supplementary requirements as specified in the order/PS/PR deleted
3. Activity 4: Shipping drawings of completed equipments has been deleted
4. Activity 8: NDT as applicable has been modified as R for TPI
5. Activity 11 : Product Chemical check has been modified as R
6. Activity 14 : Check for Galvanizing has been modified as R for TPI.
7. Activities in respect of QAP / ITP and IRN /IC for categories will be as below: For PMC category A : QAP/ITP approval by EPC , TPIA & PMC. IRN/IC issued by TPIA and to be endorsed by PMC
Page 8 of 49

Page 1 of 7
CHENNAI PETROLEUM CORPORATION LIMITED MANALI REFINERY, CHENNAI
RESID UPGRADATION PROJECT
LSTK-1 : COKER BLOCK : DELAYED COKER UNIT & LPG CFC TREATING UNITS
PART I
SECTION : 5
STANDARD SPECIFICATION FOR POSITIVE MATERIAL IDENTIFICATION AT VENDOR’S WORKS
(PMI)
DOCUMENT NO : 44NC-4600-Q-0002-A4
0 13.04.2010 7 Issued for Feed APK PKB SBN
Rev No. Issue Date Pages Rev Description Prepared
By
Checked
By
Approved
By
Page 9 of 49
Jacobs CPCL – CHENNAI INSPECTION, MONITORING PART-I 44NC - 4600 FOR LSTK CONTRACTOR SECTION-5 LSTK – 1 COKER BLOCK Doc.No.44NC-4600-Q-0002-A4 Rev.0 Page 2 of 7
TABLE OF CONTENTS
1.0 SCOPE 2.0 DEFINITIONS 3.0 PMI EXAMINATION 4.0 ACCEPTABLE METHODS FOR PMI 5.0 EXTENT OF PMI EXAMINATION 6.0 RECORDING AND DOCUMENTATION 7.0 MARKING 8.0 ATTACHMENTS
8.1 TYPICAL POSITIVE MATERIAL IDENTIFICATION REPORT FORM – ALLOY STEEL BULK MATERIAL
Page 10 of 49

Jacobs CPCL – CHENNAI INSPECTION, MONITORING PART-I 44NC - 4600 FOR LSTK CONTRACTOR SECTION-5 LSTK – 1 COKER BLOCK Doc.No.44NC-4600-Q-0002-A4 Rev.0 Page 3 of 7
1.0 SCOPE
1.1 This specification applies to the requirements for Positive Material Identification (PMI) to be performed at vendor’s works on Metallic Alloy Materials procured either directly by Vendor or indirectly through their sub-vendors. Any deviations from this specification must be approved by Purchaser in the deviation / Waiver permit format. This specification shall also be read in conjunction with positive material identification at site.
1.2 This Specification covers the procedures and methodology to be adopted to assure that the chemical composition of alloy material is consistent with the material specification as specified in purchase documents using alloy analyser at the time of final inspection before despatch.
1.3 The scope of this specification shall include but not limited to Positive Material identification (PMI) to be performed on Alloy Piping Materials listed below :
However all grades of piping materials including stainless steel are subjected to PMI verification / test after receipt at site.
− Alloy Steel Pipes − Alloy Steel Flanges & Forgings − Alloy Steel Fittings − Alloy Steel Fasteners − Alloy Cast & Forged Steel Valves − Alloy Steel Instrumentation items (Control Valve, Safety Valves etc.) − Equipment, Pipe & Fittings Welds. − Gaskets (Ring Type Joints)
Following items shall be excluded from scope of PMI examination
− Gasket other than Ring Type Joints − Valve internal Components
2.0 DEFINITIONS
2.1 Vendor : Any supplier or manufacturers on whom an order is placed for supply of referred piping items. This definition shall also include any sub-vendor or manufacturers on whom a sub-order is placed by the vendor.
2.2 Inspection Lot : A group of items offered for Inspection covered under same size,
heat and heat treatment lot.
2.3 Alloy Material : Any metallic material (including welding filler materials) that contains alloying elements such as chromium, nickel, molybdenum, vanadium, etc which are intentionally added to enhance mechanical or physical properties and/or corrosion resistance.
Page 11 of 49
Jacobs CPCL – CHENNAI INSPECTION, MONITORING PART-I 44NC - 4600 FOR LSTK CONTRACTOR SECTION-5 LSTK – 1 COKER BLOCK Doc.No.44NC-4600-Q-0002-A4 Rev.0 Page 4 of 7
3.0 PMI EXAMINATION
3.1 The Vendor shall submit a procedure of PMI to comply with the requirements of this Specification. Approval of PMI procedure shall be obtained from Purchaser prior to commencing manufacturer / inspection of product.
3.2 PMI examination of alloy materials is independent of any certification, markings of
colour coding that may exist and is aimed at verifying that the alloy used are as per specified grades.
3.3 The Vendor shall identify all incoming alloy materials and maintain full traceability of
all alloy materials, including all off-cuts. Transfer of identification marks shall be undertaken prior to cutting to ensure maintenance of identification on off-cuts.
3.4 The Vendor shall ensure that all materials are segregated and stored in separately
identified locations to prevent the mix-up of materials of different alloy specifications or alloy material with carbon steel. Non-ferro-magnetic materials shall be segregated at all times from ferro – magnetic materials.
3.5 PMI examination is subject to surveillance inspection by Vendor / Third Party
Inspection Agency / Purchaser as specified in Quality Assurance Plan.
4.0 ACCEPTABLE METHODS FOR PMI
4.1 The Method used for PMI examination shall provide a quantitative determination of the alloying elements like Cr, Mo, Ni, V in Alloy Steel items. For Non-Ferrous alloys quantitative determination of appropriate alloying elements shall be verified.
4.2 Instruments or methods used for PMI examination shall be of those that will provide
quantitative, recordable, elemental composition results for positive identification of alloying elements present.
4.3 The acceptable instrument for alloy analyser shall be either “Portable X-ray
fluorescence” or “Optical Emission Spectro Analyser” type capable of verifying the percentage of alloy elements within specified range.
4.4 Chemical spot testing, magnets, alloy sorters and other methods using eddy current
methods are not acceptable for PMI examination.
4.5 The PMI instrument used shall have the sensitivity to detect the alloying elements in the specified range.
4.6 Each analyser must be calibrated according to the manufacturer’s specification at the
beginning and end of each shift. Instrument must be checked against known standard for each alloy type to be inspected during the shift.
4.7 Certified samples with full traceability of “known” alloy materials shall be available for
use as a random spot check on the instrument calibration.
4.8 The surface to be examined shall be prepared by light grinding or abrasive paper and solvent cleaner. Evidence of arc burn resulting from examination shall be removed by light grinding or abrasive paper.
Page 12 of 49
Jacobs CPCL – CHENNAI INSPECTION, MONITORING PART-I 44NC - 4600 FOR LSTK CONTRACTOR SECTION-5 LSTK – 1 COKER BLOCK Doc.No.44NC-4600-Q-0002-A4 Rev.0 Page 5 of 7
4.9 Alloy steel type joint gaskets shall only be inspected by using portable X-ray fluorescence instrument.
4.10 Testing shall be done as per the procedures outlined by the manufactures of alloy
analyser being used. Modification of these procedures if any, must be approved by Purchaser.
4.11 The persons performing PMI shall demonstrate their capabilities to the satisfaction of
Owner/PMC/Third Party Inspection Engineer. If the vendor has qualified operator in his rolls, he may perform the examination. Otherwise PMI examination shall be sub contracted to an independent testing agency.
4.12 Whenever materials, items and welds are identified as not meeting requirements by
the visiting engineer a rejection note shall be issued. The above shall be marked with a red “R” pending resolution.
5.0 EXTENT OF PMI EXAMINATION
Following sampling plans shall be applicable for PMI examination of various alloy items.
A. Flanges, Fittings, Valves, RTJ Gaskets
: 100%
B. Pipes : 100% (for pipes procured from traders).
10% random samples (minimum 2 Nos.) drawn from each size/Heat/Lot (for pipes procured directly from mills).
C. Tubes for heat transfer service : 100% (for tubes procured from traders).
Spot checking by sampling 1% of the tubes or 25 nos. whichever is less (for tubes procured directly from mills.
D Fasteners
:
Lot Size Sample Size
Upto 100 2% (Min 2)
101 to 500 1% (Min 3)
501 and above 0.5% (min 5) 6.0 RECORDING AND DOCUMENTATION
The results of PMI examination shall be recorded in the PMI Report Form as enclosed with this specification.
Page 13 of 49

Jacobs CPCL – CHENNAI INSPECTION, MONITORING PART-I 44NC - 4600 FOR LSTK CONTRACTOR SECTION-5 LSTK – 1 COKER BLOCK Doc.No.44NC-4600-Q-0002-A4 Rev.0 Page 6 of 7
7.0 MARKING
7.1 All alloy materials tested by PMI shall be identified using either of the following methods by indicating “AV”
a) Electro – etching b) A low stress stamp marking c) Hologram Sticker d) Vibro – etching e) Colour Coding
Location of markings will be near to vendor’s monogram, material specification, heat number / cast number, welders stamp, etc as applicable.
8.0 ATTACHMENTS
Page 14 of 49

Jacobs CPCL – CHENNAI INSPECTION, MONITORING PART-I 44NC - 4600 FOR LSTK CONTRACTOR SECTION-5 LSTK – 1 COKER BLOCK Doc.No.44NC-4600-Q-0002-A4 Rev.0 Page 7 of 7
PMI REPORT FORM – ALLOY BULK MATERIAL
ATTACHMENT 8.1
TYPICAL POSITIVE MATERIAL IDENTIFICATION REPORT : ALLOY STEEL BULK MATERIALS Page ….of ….
Project : Client : Job No. :
PMI Report No. : Vendor / Sub-Vendor :
Purchase Order No. : Testing Agency :
Purchase Requisition No. PMI Location :
Bulk Item Type (as per Requisition)
Material Specification / Grade :
Number of items in Lot :
Requisition Item No. Description : Alloy Content Weight Percent Remarks Accept/Reject
Cr. Mo Ni V
Instrument Type / ID
Source Age Source dt.
Last Service Date :
PMI Examination by :
Approved by Vendor Witnessed by
Company
Page 15 of 49

ENGINEERS
TECHNICAL NOTES FOR 5fg-ar I~-3dg INDIA LIMITED PIPES
IA GoN of Indo Undeflakng)
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 1 of 10
lebri ch i•JA
TECHNICAL NOTES FOR PIPES
6 25.09.14 REVISED AND ISSUED AS STANDARD SPECIFICATION SH' K ATD(‘'\:' SC
5 31.12.13 REVISED AND ISSUED AS STANDARD SPECIFICATION UK SH AK RN SC
4 04.07.08 REVISED AND ISSUED AS STANDARD SPECIFICATION RN SC DM VC
3 15.03.00 REVISED AND ISSUED AS STANDARD SPECIFICATION RN BRB NS AS
2 04.04.94 HYDROTEST & I.G.C. TEST CLAUSES REVISED
AKG BPV GRR AS
Rev. No
Date Purpose Prepared
by Checked
by
Standards Committee Convenor
Standards Bureau
Chairman
Approved by
Format No. 8-00-0001-F1 Rev. 0 Copyright EIL — All rights reserved
Page 16 of 49
ENGINEERS TECHNICAL NOTES FOR INDIA LIMITED
PIPES IA Govt ot Intha Undertalfing)
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 2 of 10
rivvottt.1.5trool,
Abbreviations:
ANSI American National Standards Institute API American Petroleum Institute ASME American Society of Mechanical Engineers ASTM American Society for Testing & Materials BHN Brinell Hardness Number BIS Bureau of Indian Standards E.FS.W Electric Fusion Weld E.R.W Electric Resistance Weld HAZ Heat Affected Zone HIC Hydrogen Induced Cracking IBR Indian Boiler Regulations IGC Inter Granular Corrosion IS Indian Standard LT Low Temperature MR Material Requisition NACE MR National Association of Corrosion Engineers : Material Requirement NB Nominal Bore NPT Nominal Pipe Thread PMI Positive Material Identification PR Purchase Requisition SMYS Specified Minimum Yield Strength SS Stainless Steel
Piping Standards Committee
Convenor : Mr. R. Nanda
Members : Mr. M. Ismaeel Mr. Amrendra Kumar Mr. G. Balaji Mr. K.J. Harinarayanan (HMTD) Mr. P P Lahiri / Mr. S. Ghoshal (SMMS) Mr. S. Mukherjee (Construction) Mr. K.V.K. Naidu (Projects)
Format No. 8-00-0001-F1 Rev. 0
Copyright EIL — All rights reserved
Page 17 of 49

$;fgW 2154- 1+fV7R rwnrt ,151,70541,
ENGINEERS TECHNICAL NOTES FOR INDIA LIMITED IA Govl of lodia Undeftalong)
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 3 of 10
PIPES
CONTENTS
1.0 GENERAL 4
2.0 IBR PIPES 6
3.0 ACCEPTABLE DEVIATIONS 7
4.0 HYDROSTATIC TEST 7
5.0 MARKING AND DESPATCH 10
6.0 REFERENCES 10
Format No. 8-00-0001-F1 Rev. 0
Copyright EIL —All rights reserved
Page 18 of 49
ENGINEERS TECHNICAL NOTES FOR 2f5le'g INDIA LIMITED PIPES
IA Govl ol lnaia Undertakog)
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 4 of 10
1.0 GENERAL
1.1
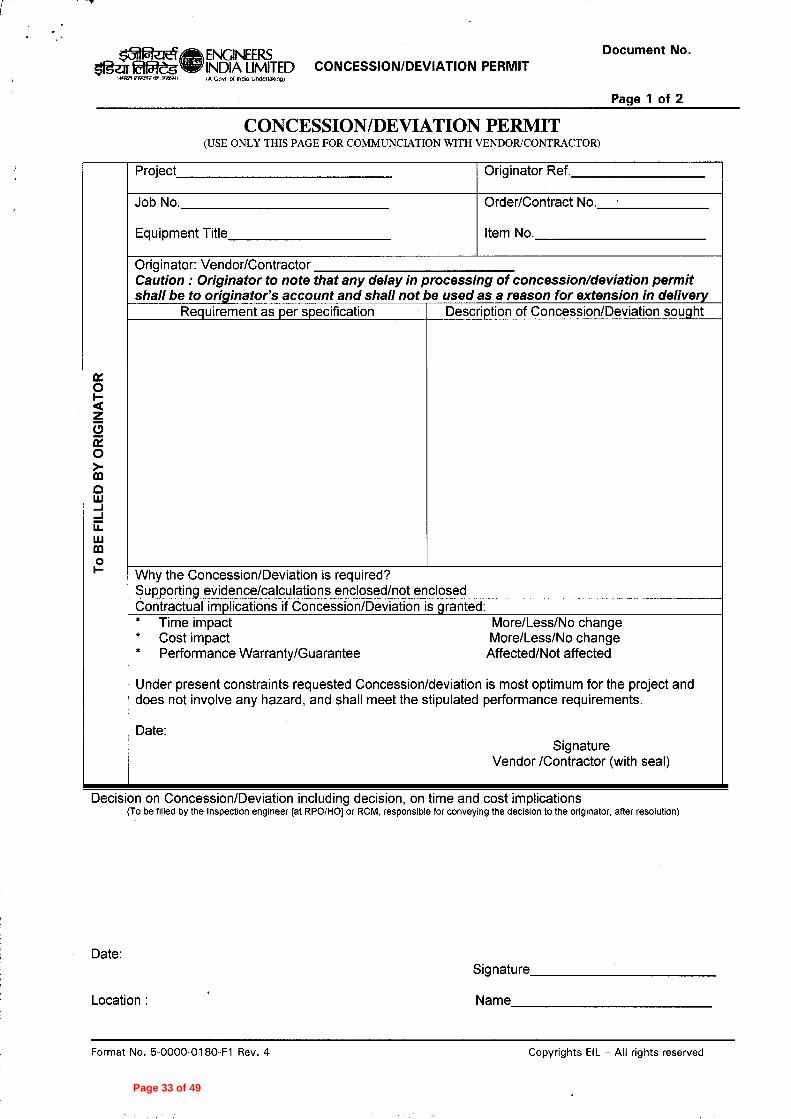
A11 pipes and their dimensions, tolerances, chemical composition, physical properties, heat treatment, hydrostatic test and other testing and marking requirements shall conform to the latest codes and standards specified in the material requisition (MR). Supplier shall strictly comply with MR/PR stipulations and no deviations shall be permitted. Post Order Concession/Deviation Permit 5-0000-0180-F1 as mentioned in Cl. 5.18 of Specification for Quality Management System Requirements from Bidders (6-78-0001) is not applicable.
1.2 Testing
1.2.1 Test reports shall be supplied for all mandatory tests as per the applicable material specifications. Test reports shall also be furnished for any supplementary tests as specified in the MR & Clauses 1.10 & 1.11.
1.2.2 Material test certificates (physical property, chemical composition & heat treatment report) shall also be furnished for the pipes supplied.
1.2.3 PMI shall be performed as per the scope and procedures as defined in the spec for PMI at Supplier's Works (6-81-0001).
1.2.4 Refer to specification nos. 6-81-0002 and 6-81-0003 for Inspection & Test plans for welded pipes and seamless pipes respectively.
1.3 Manufacturing Processes
1.3.1 Steel made by acid Bessemer process shall not be acceptable.
1.3.2 A11 longitudinally welded pipes should employ only automatic welding.
1.4 Pipe shall be supplied in single or double random length of 4 to 7 and 7 to 14 meters respectively.
1.5 a. Seamless and E.R.W. pipes shall not have any circumferential seam joint in a random length. However, in case of E.FS.W pipe, in one random length one welded circumferential seam of same quality as longitudinal weld is permitted. This weld shall be at least 2.5 m from either end. The longitudinal seams of the two portions shall be staggered by 90°. Single random length in such cases shall be 5 to 7 m.
b. Unless otherwise mentioned in the respective material code, E.FS.W pipes < 36" shall not have more than one longitudinal seam joint and E.FS.W pipes 36" shall not have more than two longitudinal seam joints.
1.6 Pipe with screwed ends shall have NPT external taper pipe threads conforming to ASME/ANSI B1.20.1 up to 1.5" NB & IS 554 for 2" to 6" NB.
Copyright EIL — All rights reserved Format No. 8-00-0001-F1 Rev. 0
Page 19 of 49

wlrrT t,vcrtV ItISOIstt)
ENGINEERS TECHNICAL NOTES FOR INDIA LIMITED PIPES IA Govt ol Intlia Gott000k,o9)
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 5 of 10
1.7 Pipe with beveled ends shall be in accordance with ASME B16.25. Weld contours shall be as follows:
Material Wall Thickness Weld Contour
Carbon Steel (Except Low Temp. Carbon Steel)
Up to 22 mm Figure 2 Type A
> 22 mm Figure 3 Type A
Alloy Steel, Stainless Steel & Low Temp. Carbon Steel
Up to 10 mm Figure 4
> 10 mm & Up to 25 mm Figure 5 Type A
> 25 mm Figure 6 Type A
1.8 Galvanized pipes shall be coated with zinc by hot dip process conforming to IS 4736 / ASTM A 153.
1.9 All austenitic stainless steel pipes shall be supplied in solution annealed condition. All types of 321 or 347 stainless steel pipes shall be in a stabilized heat treated condition. Stabilizing heat treatment shall be carried out subsequent to the normal solution annealing. Soaking time & holding temp. for stabilizing heat treatment shall be 4 hrs & 900°C respectively.
1.10 I.G.C. Test for Stainless Steels
1.10.1 For all austenitic stainless steel pipes inter-granular corrosion test shall have to be conducted as per following:
ASTM A262 Practice "B" with acceptance criteria of "60 mils/year (max.)". OR
ASTM A262 Practice E with acceptance criteria of no cracks at 20X magnification and microstructure to be observed at 250X magnification shall ensure the absence of any cracks/ fissures. When testing is conducted as per practice 'E' photograph of microstructure shall be submitted for record.
1.10.2 When specifically asked for in MR for high temperature application of some grades of austenitic stainless steel (eg.SS 309, 310, 316, 316H etc.) ASTM A262 Practice "C" with acceptance criteria of "15 mils/year (max.)" shall have to be conducted.
1.10.3 For the IGC test as described in 1.10.1 & 1.10.2, two sets of samples shall be drawn from each solution annealing lot; one set corresponding to highest carbon content and the other set corresponding to the highest pipe thickness.
All welded pipes indicated as `CRY0' & `LT' in MR shall be impact tested per requirement & acceptance criteria of ASME B31.3. The impact test temperature shall be -196°C & -45°C for stainless steel and carbon steel respectively unless specifically mentioned otherwise in MR.
1.12 NACE/HIC Requirements
1.12.1 Pipes under "NACE" category and those designated as "HIC1" shall meet the requirements given in NACE MR-0103 unless mentioned otherwise.
1.12.2 Pipes made from plates and designated as "HIC1" shall meet the HIC requirements of EIL specification 6-79-0013 unless mentioned otherwise.
Copyright EIL — All rights reserved Format No. 8-00-0001-F1 Rev. 0
Page 20 of 49

`511 ENGINEEFZS TECHNICAL NOTES FOR 5fga 02-eg INDIA LIMITED
Ift Govt of UnciertaNingf PIPES
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 6 of 10
1.11UR ertcnt ,TR,1-4.1)
1.13 Specified heat treatment for carbon steel and alloy steel and solution annealing for stainless steel pipes shall be carried out after weld repairs. Number of weld repairs at the same spot shall be restricted to maximum two by approved repair procedure.
1.14 For black or galvanized pipes to IS 1239, the minimum percentage of elongation shall be 20%.
1.15 All 1Cr-V2Mo and 11/4Cr-1/4Mo seamless pipes shall be normalised and tempered.
1.16 For all welded alloy steel pipes with mandatory requirement of heat treatment and radiography, radiography shall be performed after heat treatment.
1.17 For Hydrogen service pipes following special requirements shall also be met:
1.17.1 All carbon steel pipes having wall thickness 9.53 mm (0.375") and above shall be normalised. Cold drawn pipes shall be normalised after the final cold draw pass for all thicknesses.
1.17.2 All alloy steel (Cr-Mo) pipes shall be normalised and tempered. The normalising and tempering shall be a separate heating operation and not a part of the hot forming operation. The maximum room temperature tensile strength shall be 100,000 psig.
1.17.3 For carbon steel Pipes, hardness of weld and HAZ shall be 200 BHN (max.). For alloy steel Pipes, hardness of weld and HAZ shall be 225 BHN (max.).
1.17.4 For all austenitic stainless steels, the weld deposit shall be checked for ferrite content. A Ferrite No.(FN) not less than 3% and not more than 10% is required to avoid sigma phase embrittlement during heat treatment. FN shall be determined by Ferritescope prior to post weld heat treatment.
1.17.5 For all Carbon steel and Alloy steel pipes with wall thickness over 20mm, Charpy-V Notch impact testing shall be carried out in accordance with paragraph UG-84 of ASME Section VIII, Div-1 for weld metal and base metal from the thickest item per heat of material and per heat treating batch. Impact test specimen shall be in complete heat treated condition and accordance with ASTM A370. Impact energies at 0°Celsius shall average greater than 27J (20 ft-lb) per set of three specimens, with a minimum of 19J (15 ft-lb).
1.18 For dual grades of SS where specified, chemical composition and mechanical properties of both grades specified shall be ensured.
2.0 IBR PIPES
2.1 IBR Documentation
2.1.1 Pipes under purview of IBR shall be accompanied with IBR certificate original in Form III-A duly approved and countersigned by IBR authority/local authority empowered by the Central Boiler Board of India(Photocopy of the original certificate duly attested by the local boiler inspector where the supplier is located is the minimum requirement for acceptance) or Form III-D [for well known pipe manufacturers as per IBR] signed by Manufacturer's authorized representative. Well known pipe manufacturers, as recognized by IBR, shall submit a duly attested copy of Form XVI-G along with Form
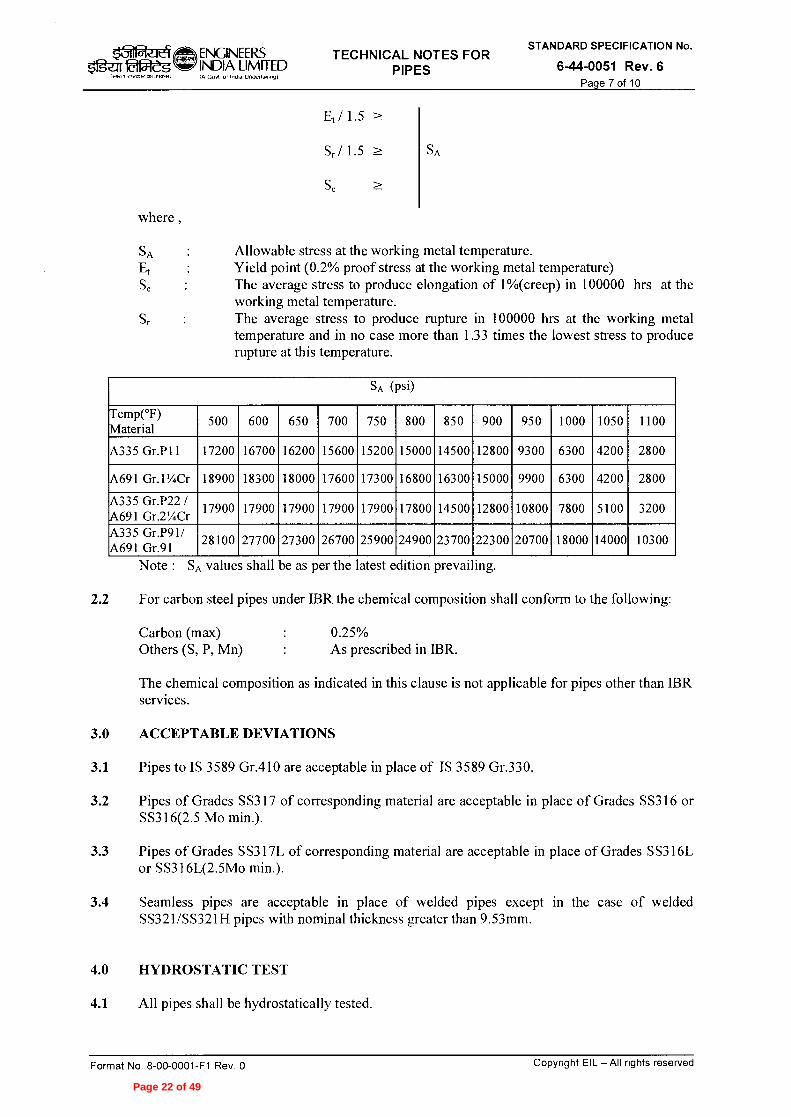
2.1.2 For materials 11/4Cr - V2Mo (ASTM A335 Gr.P11 / A691 Gr.11/4Cr), 21/4Cr - 1Mo (ASTM A335 Gr.P22 / A691 Gr.21/4Cr) & 9Cr -1Mo-V (A335 Gr.P91/A691 Gr.91), Form III-A approved by IBR shall include the tabulation of Et, Sc & Sr values for the entire temperature range given below. Et, Sc & Sr values shall be such that throughout the temperature range
Copyright EIL — All rights reserved Format No. 8-00-0001-F1 Rev. 0
Page 21 of 49
$R-ar 22-eg 1.177, rrmrr an s~›
ENGINEERS TECHNICAL NOTES FOR INDIA LIMITED IA Govt ot India Undertalfingt
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 7 of 10
PIPES
E,/ 1.5
Sr / 1.5
Sc
where ,
SA Allowable stress at the working metal temperature. Yield point (0.2% proof stress at the working metal temperature)
S, The average stress to produce elongation of 1%(creep) in 100000 hrs at the working metal temperature.
Sr The average stress to produce rupture in 100000 hrs at the working metal temperature and in no case more than 1.33 times the lowest stress to produce rupture at this temperature.
SA (psi)
Temp(°F) Material
500 600 650 700 750 800 850 900 950 1000 1050 1100
A335 Gr.P11 17200 16700 16200 15600 15200 15000 14500 12800 9300 6300 4200 2800
A691 Gr.11/4Cr 18900 18300 18000 17600 17300 16800 16300 15000 9900 6300 4200 2800
A335 Gr.P22 / A691 Gr.21/4Cr
17900 17900 17900 17900 17900 17800 14500 12800 10800 7800 5100 3200
A335 Gr.P91/ A691 Gr.91
28100 27700 27300 26700 25900 24900 23700 22300 20700 18000 14000 10300
Note : SA values shall be as per the latest edition prevai ing.
2.2 For carbon steel pipes under IBR the chemical composition shall conform to the following:
Carbon (max)
0.25% Others (S, P, Mn) As prescribed in IBR.
The chemical composition as indicated in this clause is not applicable for pipes other than IBR services.
3.0 ACCEPTABLE DEVIATIONS
3.1 Pipes to IS 3589 Gr.410 are acceptable in place of IS 3589 Gr.330.
3.2 Pipes of Grades SS317 of corresponding material are acceptable in place of Grades SS316 or SS316(2.5 Mo min.).
3.3 Pipes of Grades SS317L of corresponding material are acceptable in place of Grades SS316L or SS316L(2.5Mo min.).
3.4 Seamless pipes are acceptable in place of welded pipes except in the case of welded SS321/SS321H pipes with nominal thickness greater than 9.53mm.
4.0 HYDROSTATIC TEST
4.1 A11 pipes shall be hydrostatically tested.
SA
Copyright EIL — All rights reserved Format No. 8-00-0001-F1 Rev. 0
Page 22 of 49
~_le7 e5•
ENGINEERS TECHNICAL NOTES FOR INDIA LIMITED
PIPES IA Govt of Incha Undertalting)
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 8 of 10
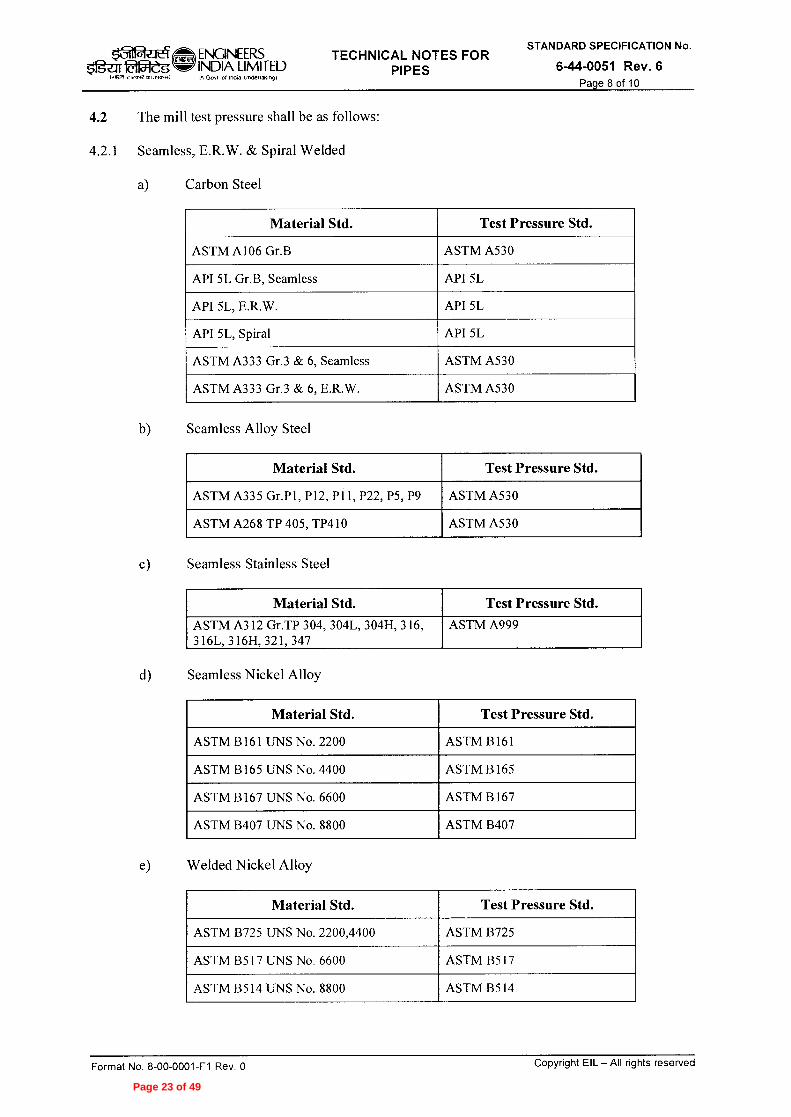
4.2 The mill test pressure shall be as follows:
4.2.1 Seamless, E.R.W. & Spiral Welded
a) Carbon Steel
Material Std. Test Pressure Std.
ASTM A106 Gr.B ASTM A530
API 5L Gr.B, Seamless API 5L
API 5L, E.R.W. API 5L
API 5L, Spiral API 5L
ASTM A333 Gr.3 & 6, Seamless ASTM A530
ASTM A333 Gr.3 & 6, E.R.W. ASTM A530
b) Seamless Alloy Steel
Material Std. Test Pressure Std.
ASTM A335 Gr.P1, P12, P11, P22, P5, P9 ASTM A530
ASTM A268 TP 405, TP410 ASTM A530
c) Seamless Stainless Steel
Material Std. Test Pressure Std.
ASTM A312 Gr.TP 304, 304L, 316L, 316H, 321, 347
304H, 316, ASTM A999
d) Seamless Nickel Alloy
Material Std. Test Pressure Std.
ASTM B161 UNS No. 2200 ASTM B161
ASTM B165 UNS No. 4400 ASTM B165
ASTM B167 UNS No. 6600 ASTM B167
ASTM B407 UNS No. 8800 ASTM B407
e) Welded Nickel Alloy
Material Std. Test Pressure Std.
ASTM B725 UNS No. 2200,4400 ASTM B725
ASTM B517 UNS No. 6600 ASTM B517
ASTM B514 UNS No. 8800 ASTM B514
Format No. 8-00-0001-F1 Rev. 0
Copyright EIL — All rights reserved
Page 23 of 49

41 ENGINEERS TECHNICAL NOTES FOR 01 -eg INDIA LIMITED PIPES
IA Govt of Indo UnclertaNngt
STANDARD SPECIFICATION No.
6-44-0051 Rev. 6 Page 9 of 10
4.2.2 Electric Fusion Welded
a) Carbon Steel & Alloy Steel E.FS.W (16" & above)
Material Std. Test Pressure Std.
API 5L Gr.B P = 2ST/D ASTM A671 Gr.CC65, 70 (C1.32) S = 90% of SMYS ASTM A672 Gr.C60, 65, 70 (CI.12,22) Except for API 5L Gr.B ASTM A671 Gr.CF60, 65, 66, 70 (C1.32) S = 85% of SMYS ASTM A691 Gr.V2Cr, 1Cr, 11/4Cr, 21/4Cr, For API 5L Gr.B SCr, 9Cr (C1.42) T = Nominal Wall Thickness
D = O.D of Pipe
b) Stainless Steel E.FS.W (2" to 6")
The hydrostatic test pressure in kg/cm2 for the following materials shall be as given below :
Material Gr.1 :ASTM A312 TP 304 / 304H / 316 / 316H / 321 / 347 welded. Material Gr.2 :ASTM A312 TP 304L / 316L welded.
Size Pipe Schedule : 10S Pipe Schedule : 40S Pipe Schedule : 80S
Material Gr. 1
Material Gr.2
Material Gr.1
Material Gr.2
Material Gr.1
Material Gr.2
2" 100 80 155 130 230 190
3" 80 60 155 130 230 190
4" 80 50 155 130 230 190
6" 65 35 90 75 155 130
c) Stainless Steel E.FS.W (8" and above).
Material Std. Test Pressure Std.
ASTM A358 TP 304L, 304, 304H, 316L, 316, 316H, 321, 347 (Classes 1, 3 & 4)
P = 2ST/D S = 85% of SMYS T = Nominal Wall Thickness D = O.D of Pipe
ASTM A358 TP 304L, 304, 304H, 316L, 316, 316H, 321, 347 (Classes 2 & 5)
P = 2ST/D S = 72% of SMYS T = Nominal Wall Thickness D = 0.D of Pipe
4.2.3 Carbon Steel Pipes to BIS Standards
Material Std. Test Pressure Std.
IS 1239 IS 1239
IS 3589 IS 3589
4.3 Hydrostatic pressure testing shall be performed using iron free water, which is clean and free of silt. Maximum chloride content in water for hydrostatic testing for SS piping shall be 50 ppm.
Format No. 8-00-0001-F1 Rev. 0 Copyright EIL — All rights reserved
Page 24 of 49
STANDARD SPECIFICATION No. ENGINEERS TECHNICAL NOTES FOR
OrcRes INDIA LIMITED 1.1,P+,,M11 J457,01/ IA GoN ol India UnclettaMing)
PIPES 6-44-0051 Rev. 6 Page 10 of 10
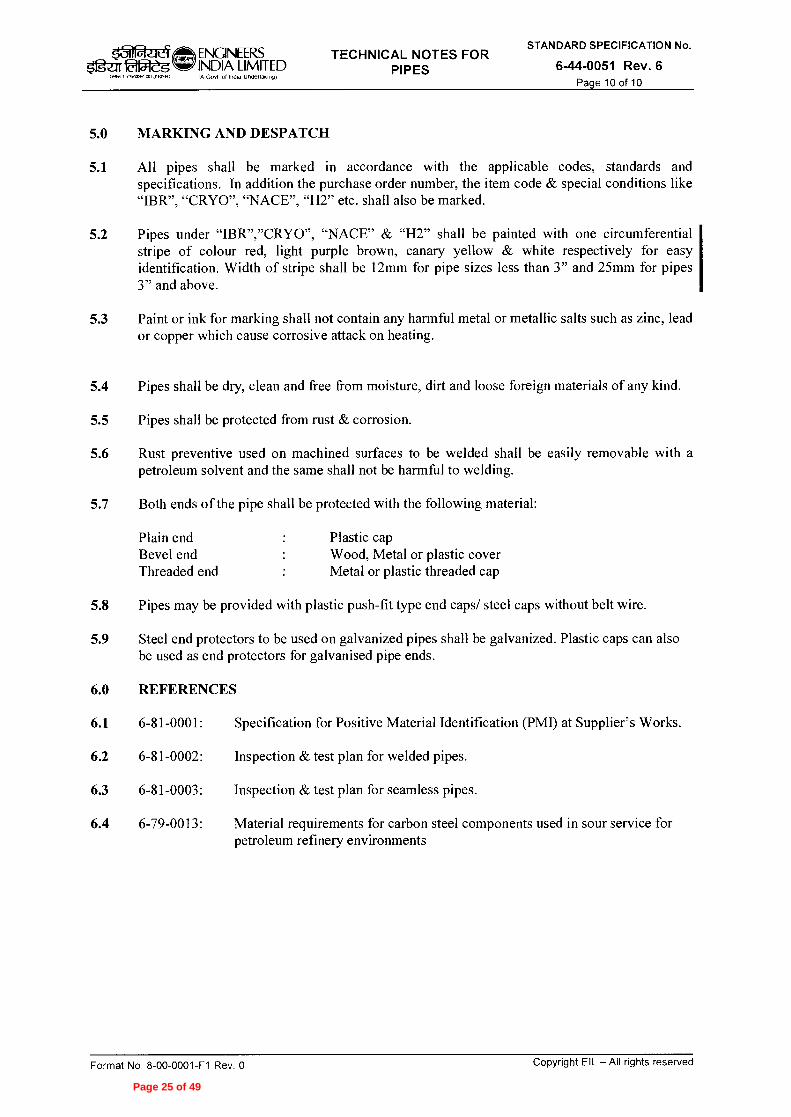
5.0 MARKING AND DESPATCH
5.1 All pipes shall be marked in accordance with the applicable codes, standards and specifications. In addition the purchase order number, the item code & special conditions like "IBR", "CRY0", "NACE", "H2" etc. shall also be marked.
5.2 Pipes under "IBR","CRY0", "NACE" & "H2" shall be painted with one circumferential stripe of colour red, light purple brown, canary yellow & white respectively for easy identification. Width of stripe shall be 12mm for pipe sizes lens than 3" and 25mm for pipes 3" and above.
5.3 Paint or ink for marking shall not contain any harmful metal or metallic salts such as zinc, lead or copper which cause corrosive attack on heating.
5.4 Pipes shall be dry, clean and free from moisture, dirt and loose foreign materials of any kind.
5.5 Pipes shall be protected from rust & corrosion.
5.6 Rust preventive used on machined surfaces to be welded shall be easily removable with a petroleum solvent and the same shall not be harmful to welding.
5.7 Both ends of the pipe shall be protected with the following material:
Plain end
Plastic cap Bevel end
Wood, Metal or plastic cover Threaded end
Metal or plastic threaded cap
5.8 Pipes may be provided with plastic push-fit type end caps/ steel caps without belt wire.
5.9 Steel end protectors to be used on galvanized pipes shall be galvanized. Plastic caps can also be used as end protectors for galvanised pipe ends.
6.0 REFERENCES
6.1 6-81-0001: Specification for Positive Material Identification (PMI) at Supplier's Works.
6.2 6-81-0002: Inspection & test plan for welded pipes.
6.3 6-81-0003: Inspection & test plan for seamless pipes.
6.4 6-79-0013: Material requirements for carbon steel components used in sour service for petroleum refinery environments
Copyright EIL — All rights reserved Format No. 8-00-0001-F1 Rev. 0
Page 25 of 49

Page 26 of 49
Page 27 of 49
Page 28 of 49
Page 29 of 49
Page 30 of 49
Page 31 of 49

Page 32 of 49
Page 33 of 49

Page 34 of 49

Page 35 of 49
Page 36 of 49

Page 37 of 49
Page 38 of 49

Page 39 of 49

Page 40 of 49
Page 41 of 49
Page 42 of 49
Page 43 of 49

Page 44 of 49
Page 45 of 49
Page 46 of 49

ADDITIONAL TECHNICAL REQUIREMENTS
DOCUMENT No.
A133-000-16-43-ATR-3211 Rev. A
Page 1 of 2
A 16.01.14 ISSUED FOR BIDS NK KB/UC MI
Rev. No Date Purpose Prepared
by Checked by Approved by
Format No. EIL 1641-1924 Rev. 1 Copyright EIL – All rights reserved
ADDITIONAL TECHNICAL REQUIREMENTS
(FOR PIPES)
Page 47 of 49

ADDITIONAL TECHNICAL REQUIREMENTS
DOCUMENT No.
A133-000-16-43-ATR-3211 Rev. A
Page 2 of 3
Format No. EIL 1641-1924 Rev. 1 Copyright EIL – All rights reserved
ADDITIONAL TECHNICAL REQUIREMENTS
(FOR PIPES)
1. Bidder to note that no correspondence whatsoever shall be entered into or entertained after the bid submission.
2. Bidder shall furnish quotations only for those items, for which he can supply
strictly as per MR specifications and for which he is approved by EIL/Owner.
3. No technical details of any nature shall be included in the offer. If the offer contains any technical deviation or clarification or stipulates any technical specifications (even if in line with the MR requirements), the offer shall be summarily rejected.
4. The submission of prices by the Bidder shall be construed to mean that he has
confirmed compliance with all technical specifications of the corresponding item(s).
5. Bidders shall ensure compliance to all the attachments listed in the “list of
attachment sheet” of the MR, A133-000-WA-MR-3211.
6. Negative tolerance on quantity is not acceptable and positive tolerance on quantity shall be restricted to single random length only. In case the MR quantity is within single random length, the supplied quantity shall be maximum single random length only.
7. For pipes under NACE category Hardness shall be below BH No. 200 for CS
material and Carbon equivalent (CE) shall be limited to 0.43.
8. For Items Specified with requirements of “LUM1”, shall meet the requirements
of “NACE” specified in MR-0103 and Sulphur content in the material is to be
restricted to 0.01% (max). Hardness shall be below BH No. 200 for CS
material. Carbon equivalent (CE) shall be limited to 0.43.
9. Items specified with requirements of “UOP1” shall meet both the requirements
of „NACE” specified in MR-0103 and Indian Boiler Regulations. Sulphur
Content in the material is to be restricted to 0.01% (max). Hardness shall be
below BH No. 200 for CS material. Carbon equivalent (CE) shall be limited to
0.43.
10. Items specified with requirements of “HIBR” shall meet both the requirements
of Hydrogen service (as per clause 1.17 of Technical Notes for Pipes) and
Indian Boiler Regulations (Clause 2.0 of Technical Notes for Pipes).
11. Refer Clause 5.1 of Technical notes for pipes (6-44-0051), in addition to the services mentioned in this clause, the pipes under “LUM1” & “HIC1” shall be painted in sky blue stripes & light orange stripes respectively. Pipes under “UOP1” shall be painted in dual stripes of Red and Sky blue. Pipes under “HIBR” service shall be painted in dual stripes of Red and Sea Green.
Page 48 of 49

ADDITIONAL TECHNICAL REQUIREMENTS
DOCUMENT No.
A133-000-16-43-ATR-3211 Rev. A
Page 3 of 3
Format No. EIL 1641-1924 Rev. 1 Copyright EIL – All rights reserved
12. Clause 5.5 of Technical notes for pipes (6-44-0051), shall be read as below: “Pipes shall be protected from rust, corrosion and mechanical damage during transportation, shipment and storage.”
13. The attachment no. 6.1, 6.2 and 6.3 specified in Clause 6.0 of Technical notes for pipes (6-44-0051) to be ignored and replaces as following:
6-81-0001 to be replaced by 44NC-4600-Q-0002-A4 ( Standard Specification For Positive Material Identification At Vendor‟s Works-PMI)
6-81-0002 and 6-81-0003 to be replaced by A133-00-000-ITP-13A (Indicative ITP for seamless and welded pipes).
Page 49 of 49