cnc fabric cutting machine
TRANSCRIPT
1
NATIONAL INSTITUTE OF FASHION TECHNOLOGY, GANDHINAGAR
Under The Guidance of-Pavan Godiawala
Submitted By:SUNIDHI KUMARI( DFT-4)
Sewn Products , Machines and Equipment's
Computer Numerically ControlledFabric Cutting Machine
CNC Computer Numerical Control may be
considered to be a means of operating a machine through the use of discrete numerical values fed into the machine , where the required ‘input’ technical information is stored on a kind of input media such as floppy disk, hard disk, CD ROM, DVD, USB flash drive, or RAM card etc.
The machine follows a predetermined speeds necessary to produce a workpiece of the right shape and size and thus according to completely predictable results.
ADVANTAGES OF CNC Easier to program;
Easy storage of existing programs;
Easy to change a program
Avoids human errors
NC machines are safer to operate
Complex geometry is produced as
cheaply as simple ones
Usually generates closer tolerances than
manual machines

COMPUTER CONTROLLED FABRIC CUTTING MACHINE
COMPUTER CONTROLLED KNIFE CUTTING MACHINE This methods provides the most accurate possible
cutting fabric , at high speed. It is a typical computer system having a table with
a cutting surface consisting of nylon bristles which support the fabric lays but are flexible enough to permit penetration and movement of the knife blade which is supported only on the top. The bristles also allow the passage of air through the table to create a vacuum, reducing the height of the lay and holding it in place .
It is ideal for placing notches in a lay and has a depth adjustment guide to stop you notching too deeply. It has a depth capacity of 200mm and selectable temperatures of 300, 400 or 500 degree C.
ELEMENTS OF A CNC SYSTEM Input Device Machine Control Unit Machine Tool Driving System Feedback System Display Unit
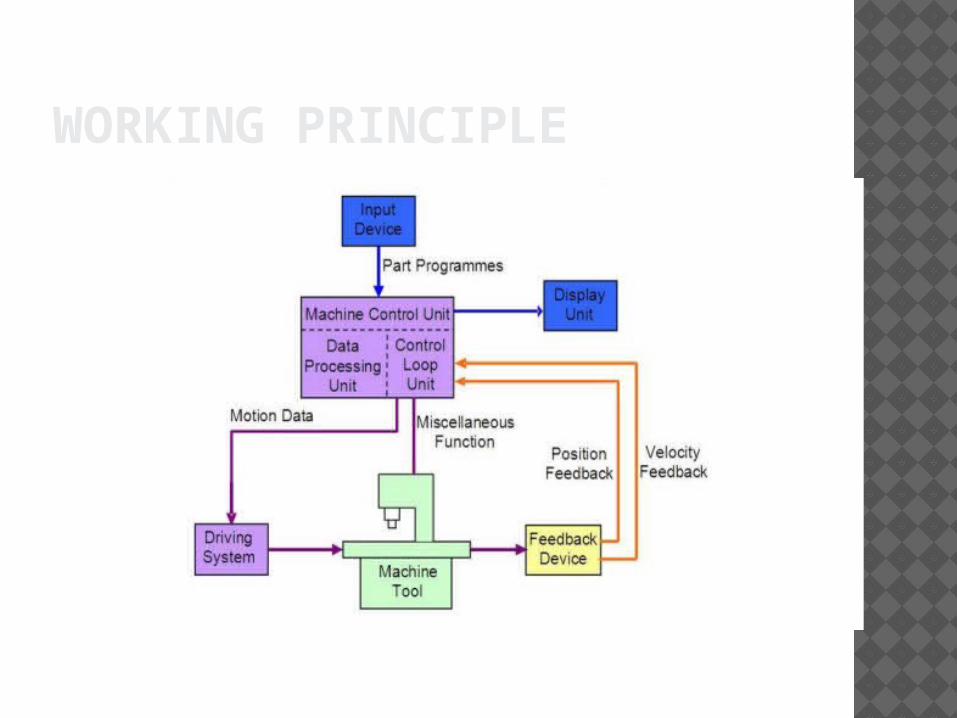
WORKING PRINCIPLE
THE CUTTING TABLE
Bristle bed The bristles are made with a special macro-molecule
nylon material which is soft enough to avoid being cut by the knife, while at the same time lasting 30% longer than that of bristles used in other cutters in the industry.
These bristles allow the passage of air through the table to create a vacuum, reducing the height of lay and holding it in place.
The bristle surface on the table allows knife blade to penetrate surface without damage.
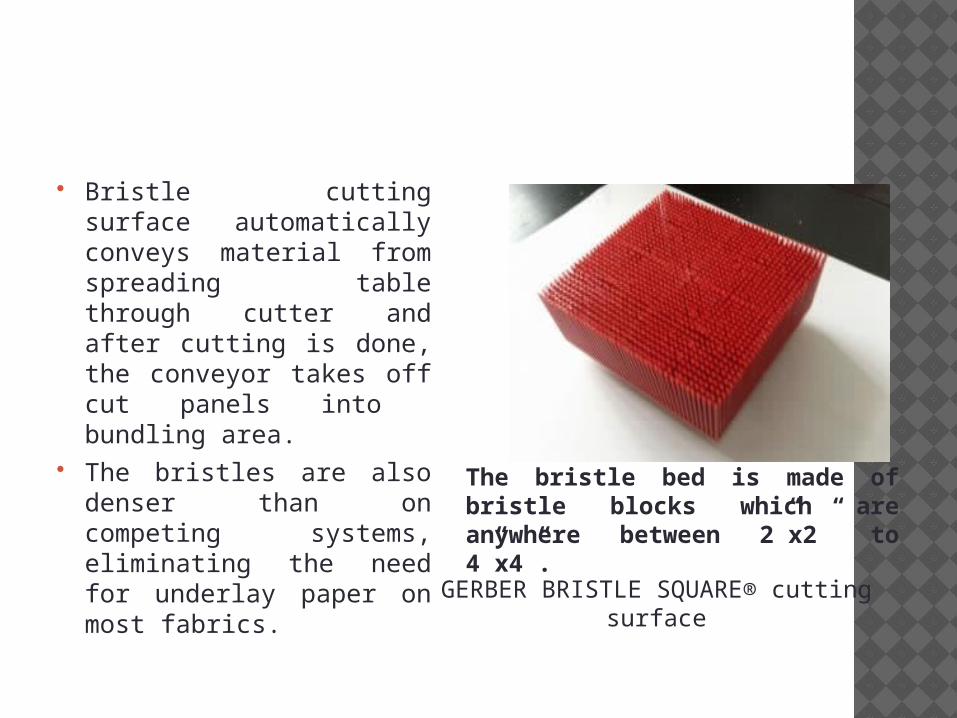
Bristle cutting surface automatically conveys material from spreading table through cutter and after cutting is done, the conveyor takes off cut panels into bundling area.
The bristles are also denser than on competing systems, eliminating the need for underlay paper on most fabrics.
GERBER BRISTLE SQUARE® cutting surface
The bristle bed is made of bristle blocks which are anywhere between 2”x2” to 4”x4”.
VACUUM SYSTEM
Vacuum system is required to hold the lay in place
and reduce its height. So, it holds the layers while the knife is cutting.
There are three types of vacuum systems, depending upon the manufacturer:
1. TUB VACUUM : Tub suction applies equal amount of suction overall the cutting area. Integrated vacuum system holds materials securely in place for effective and accurate cutting.
VACUUM SYSTEM2. LOCALIZED VACUUM: Localized vacuum is used for creating suction only at areas
surrounding the blade and not the entire cutting area. Integrated "intelligent" zoned vacuum system holds down the lay at cutting location. Vacuum exhaust stack recycles heated air.
3. PLY SENSING VACUUM: This is a very efficient and power saving system of creating
vacuum in the cutting area. Amount of vacuum generated depends upon the number of fabric layers. Once fabric plies are placed on the cutting table and vacuum generation is started, sensors detect height of the lay and generate only the amount of vacuum sufficient for holding the layers. This way energy consumption is reduced to a large amount in cases where length and of plies is lesser than the cutting dimensions.
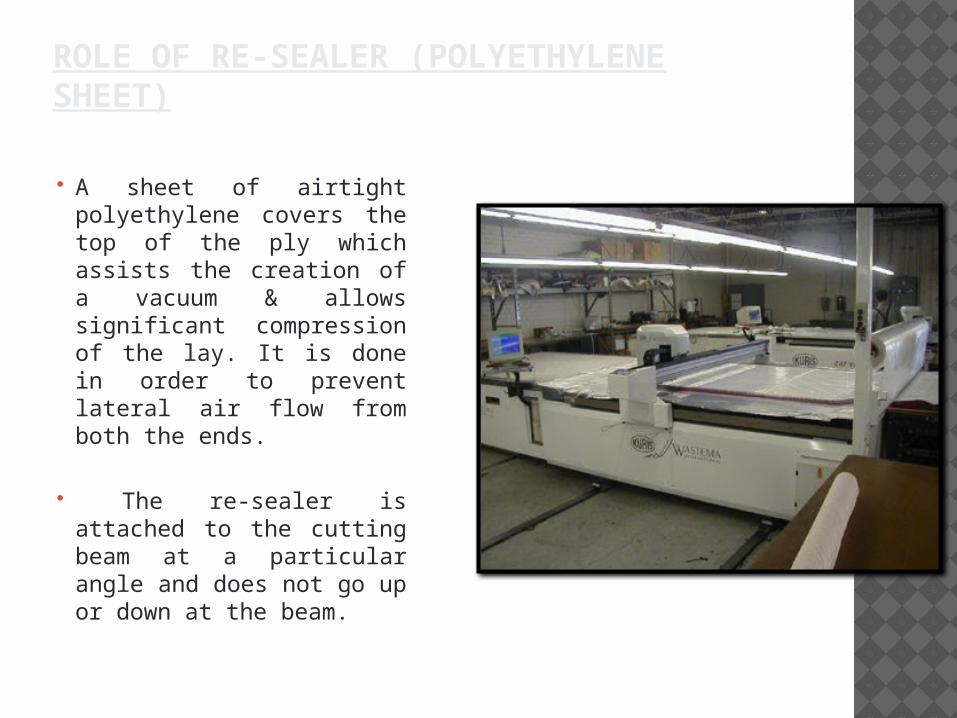
ROLE OF RE-SEALER (POLYETHYLENE SHEET)
A sheet of airtight polyethylene covers the top of the ply which assists the creation of a vacuum & allows significant compression of the lay. It is done in order to prevent lateral air flow from both the ends.
The re-sealer is attached to the cutting beam at a particular angle and does not go up or down at the beam.
Role of perforated paper Before transferring the fabric plies
on the cutting table , a sheet of perforated paper is spread. This paper is laid so that the lay can be moved on the cutting table without any distortion in the lay. This paper is perforated to enable vacuum creation on the cutting area for compressing the lay.
Role of laying marker Marker is laid on the top ply to help in
the process of bundling after cutting. Marker laid helps in the identification of bundles of pieces by their size, style and other specific details.
Perforated paper
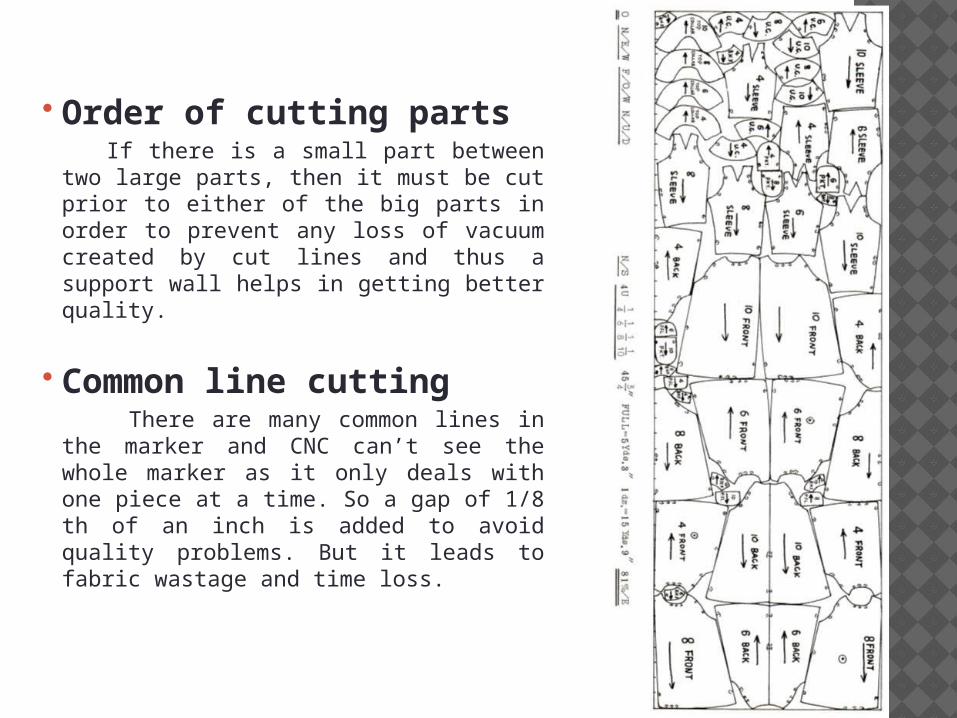
Order of cutting parts If there is a small part between two
large parts, then it must be cut prior to either of the big parts in order to prevent any loss of vacuum created by cut lines and thus a support wall helps in getting better quality.
Common line cutting There are many common lines in the
marker and CNC can’t see the whole marker as it only deals with one piece at a time. So a gap of 1/8 th of an inch is added to avoid quality problems. But it leads to fabric wastage and time loss.
SHARPENING OF CUTTING BLADE The time interval of blade sharpening is
adjustable according to the variation of fabric textures, allowing the blades to last longer after each cut.
The Knife Control Plate has anti-static properties - unique to the cutter - which means that all the consumable materials need no separate anti-static treatment.
The Grinding Stones are made with diamond powder, increasing the life of the stones by wearing down at a slower rate.
ENERGY EFFICIENCY: Sealed Bristle Vacuum Box prevents air
escape eliminating unnecessary waste of power from the vacuum pump.
Vacuum strength can be set at seven different levels, maintaining the optimum suction power depending on materials and number of layers being cut. Eliminates the need to operate the vacuum at maximum capacity if not needed.
Plastic Film re-covers the fabric simultaneously while cutting to prevent the air leaking from the gaps between the cut pieces.
CUTTING SPEED Cutting speed varies from one fabric to the other. For densely woven fabrics (like denim), the speed
required for cutting is more and vice versa. Knits can be cut at an average speed of 2,500 rpm
while 14 oz. denim may require 7500 rpm to cut it. Some cutters also have a liquid silicon system with
cooling device set up to at the top of the knife to make sure that the heat is not generated and if it does the heat never reaches the top of the knife.
Operators can easily adjust cut speed and knife speed according to the type of material being cut to maximize throughput.
Overall speed of cutting fabric is generally 5 to 12 m/min.
SOFTWARE REQUIREMENTS: Windows operating system Operator guide with plausibility control and fault diagnoses Automatic adaptation of inclined ply position to marker Elimination of common cut-lines Automatic chain up of markers Application for remote-service
G Code The "instructions" read by CNC machines are usually a human
readable format called G-Code. The machine is set up with a base unit, like inch or mm, and a command of G01 X500 Y200 Z100 on a metric mm setup tells the machine it needs to move.
Example: 500 units on the X axis and 200 units on the Y axis and 100 on z axis.
CNC PROGRAMMING
Programming consists of a series of instructions in form of letter codes.
Preparatory Codes:
G codes-Initial machining setup and establishing operating conditions
N codes-specify program line number to be executed by the MCU
Axis Codes: X,Y,Z -Used to specify motion of the slide along X, Y, Z direction
Feed and Speed Codes: F and S-Specify feed and spindle speed
Miscellaneous codes –M codes For coolant control and other activities.
HARDWARE REQUIREMENTS: Reversible bristle conveyor X- and Y-axis driven by linear-modules Permanent-magnet-motor-drives for all axes Parameter driven adjustable vacuum Integrated sound absorber for exhaust Integrated cleaning of the bristles Sharpening device Automatic knife-frequency-dependent oil dosage Industrial PC on an actual performance level with
flat screen Integrated high performance vacuum turbine, 15 kW Standard working widths: 1600/1800/2000/2200 mm
ADVANTAGES OF CNC Flexibility of operation is improved, as is the ability to
produce complex shapes with good dimensional accuracy, repeatability, reduced scrap loss, and high production rates.
Machine adjustments are easy to make with microcomputers.
More operations can be performed with each setup, and less lead time for setup and machining is required compared to conventional methods.
Design changes are facilitated, and inventory is reduced. Programs can be prepared rapidly and can be recalled at any
time utilizing microprocessors. Less paperwork is involved. Faster prototype production is possible. Required operator skill is less than that for a qualified
machinist, and the operator has more time to attend to other tasks in the work area.
ADVANTAGES: Volume of production is very high. Less paper work, faster prototype
production, reduction in lead times. Improved quality and accuracy of
manufactured parts Stabilized manufacturing costs. CNC machines can be updated by
improving the software used to drive the machines.
One operator can run two or more machine at a time hence reduces the labour cost.
Shorter cycle time. Just in time manufacture. An automatic material handling. Lesser floor space. Increased operational safety. Machining of advanced materials.
DISADVANTAGES: 1)Higher investment cost :
-The machine is expensive. High machine utilization is essential in order to get reasonable return on the investment.
2)Higher maintenance cost :
-The technology used in the CNC machine is to be more complex as compared to the general equipment so it requires high maintenance cost.
3)Skilled CNC operator is required :
-Part programming and CNC operation as well as maintenance requires the skilled operator to overcome these problems.
4)Air conditioned place are required for installation of the machines.
5)Unsuitable for long run applications.
6)Training of part programmer is required.
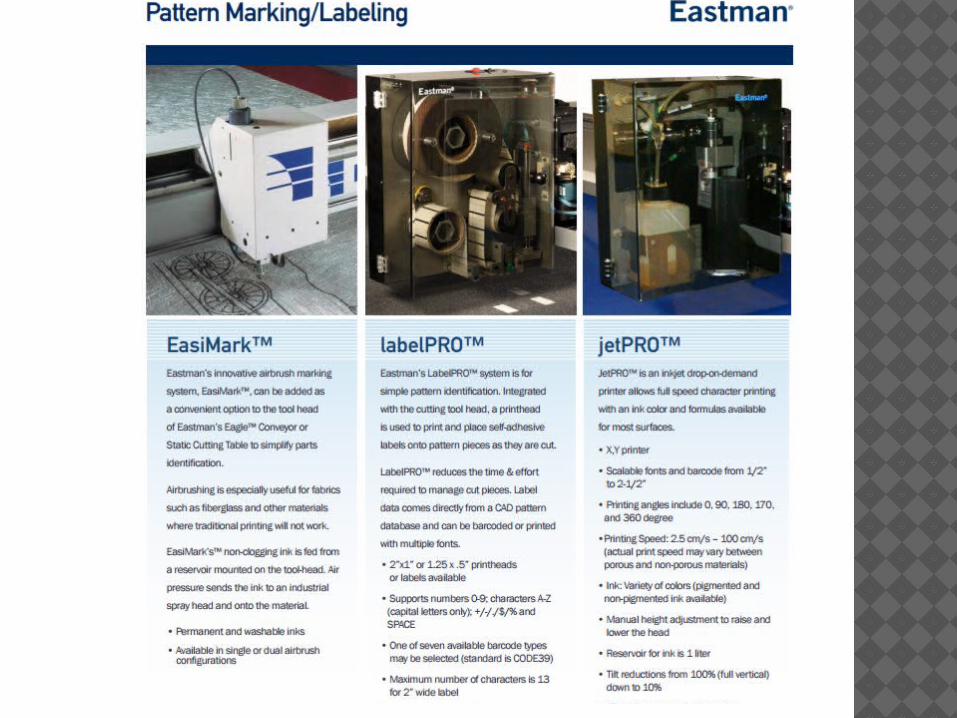
MAJOR MANUFACTURERS GERBER Eastman (raptor) Kuris (texcut) Topcut bullmer(german) TukaTech (TukaCut)

GERBER CUTTER Z7 Knife Intelligence Plus features powerful new
algorithms to predict, sense, and correct knife deflection during the cutting process, ensuring superior accuracy and quality of holes.
Digitally-controlled Convey Under Vacuum maintains material stability to ensure cut part accuracy bite to bite.
Intuitive touch screen interface provides ready access to setup and job information, ensuring repeatability of accurately cut parts.
Enhanced knife guide design creates a more rigid and repeatable knife path, maximizing knife positional accuracy.
Automatic knife sharpening feature assures a sharp knife for complete and accurately cut parts.
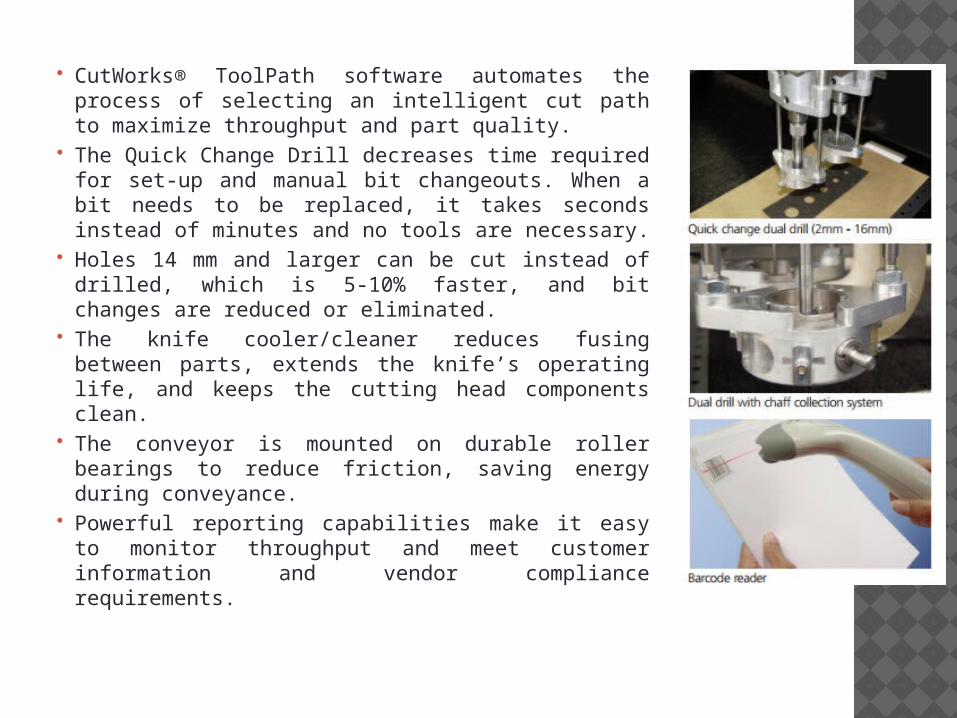
CutWorks® ToolPath software automates the process of selecting an intelligent cut path to maximize throughput and part quality.
The Quick Change Drill decreases time required for set-up and manual bit changeouts. When a bit needs to be replaced, it takes seconds instead of minutes and no tools are necessary.
Holes 14 mm and larger can be cut instead of drilled, which is 5-10% faster, and bit changes are reduced or eliminated.
The knife cooler/cleaner reduces fusing between parts, extends the knife’s operating life, and keeps the cutting head components clean.
The conveyor is mounted on durable roller bearings to reduce friction, saving energy during conveyance.
Powerful reporting capabilities make it easy to monitor throughput and meet customer information and vendor compliance requirements.
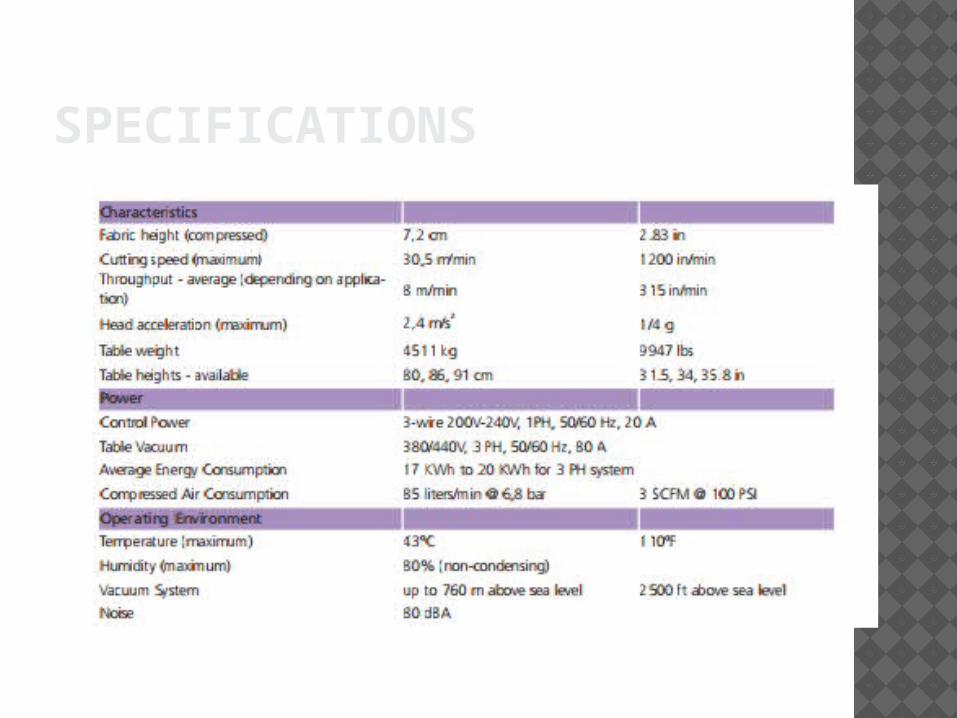
SPECIFICATIONS
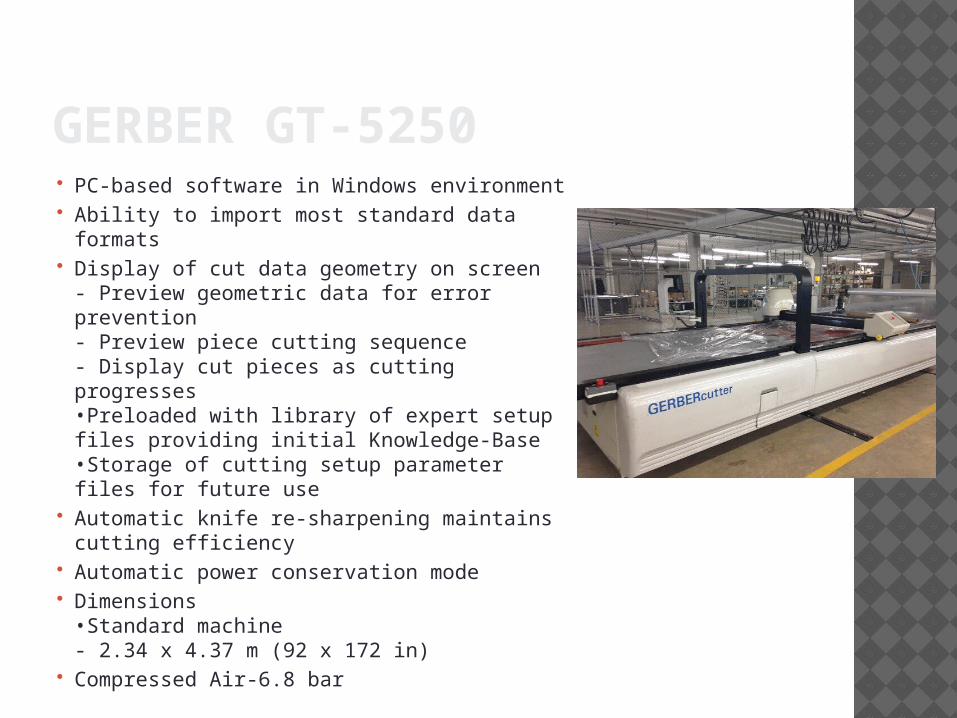
GERBER GT-5250 PC-based software in Windows
environment Ability to import most standard data
formats Display of cut data geometry on screen
- Preview geometric data for error prevention- Preview piece cutting sequence- Display cut pieces as cutting progresses•Preloaded with library of expert setup files providing initial Knowledge-Base•Storage of cutting setup parameter files for future use
Automatic knife re-sharpening maintains cutting efficiency
Automatic power conservation mode Dimensions
•Standard machine- 2.34 x 4.37 m (92 x 172 in)
Compressed Air-6.8 bar

EASTMAN RAPTOR MULTI-PLY SYSTEM
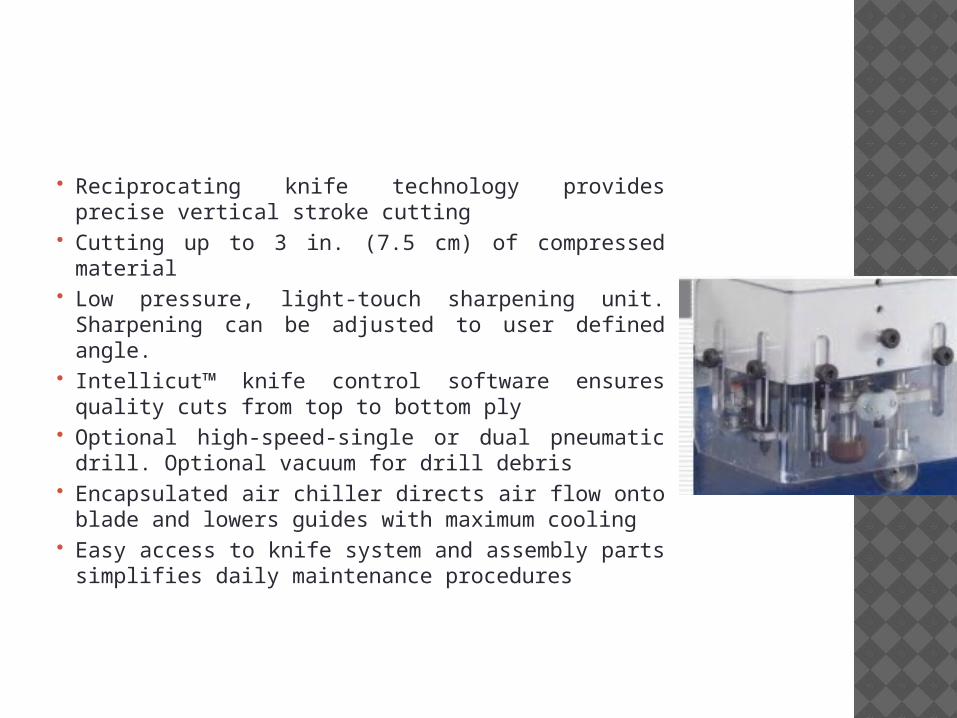
Reciprocating knife technology provides precise vertical stroke cutting
Cutting up to 3 in. (7.5 cm) of compressed material
Low pressure, light-touch sharpening unit. Sharpening can be adjusted to user defined angle.
Intellicut™ knife control software ensures quality cuts from top to bottom ply
Optional high-speed-single or dual pneumatic drill. Optional vacuum for drill debris
Encapsulated air chiller directs air flow onto blade and lowers guides with maximum cooling
Easy access to knife system and assembly parts simplifies daily maintenance procedures

SPECIFICATIONSWidth 78 in., other sizes available
(2.0 m)
Length 8.2 ft. (2.5 m)
Drive System Dual-X Axis, Y-Axis & Theta Axis.
Pneumatic 90 psi (6.2 bars)
Maximum Cutting Speed Up to 40 in./sec (Up to 60m/min)
Maximum Acceleration 0.3g
Compressed Air Consumption 21 CFM
Sound Level <76 dB(A)
Operating Temperature 55-100 deg F (12-37 deg C)
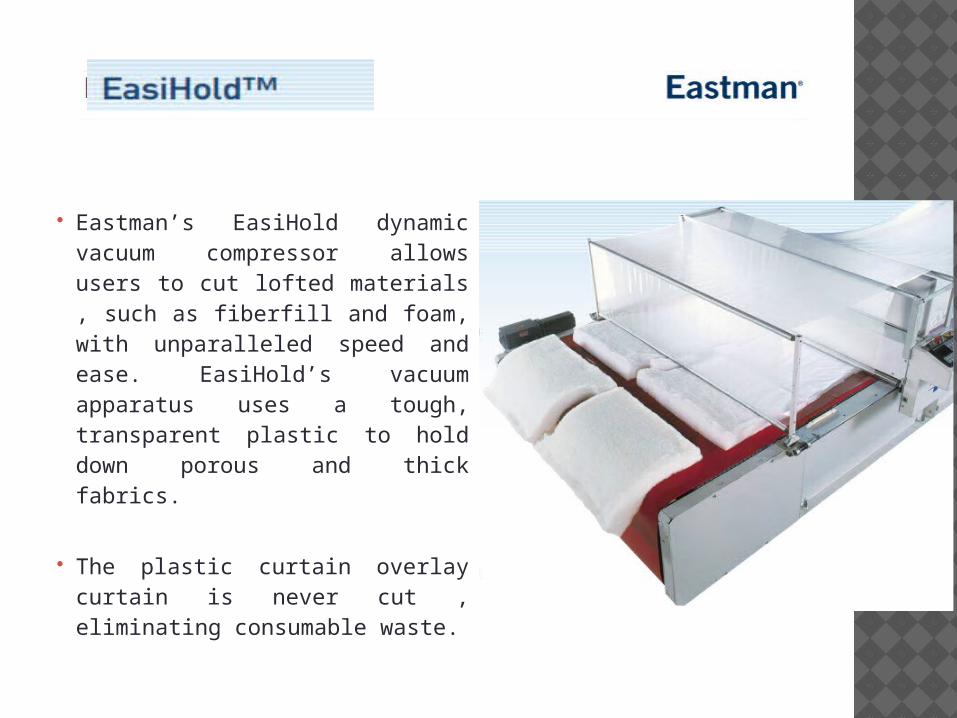
Eastman’s EasiHold dynamic vacuum compressor allows users to cut lofted materials , such as fiberfill and foam, with unparalleled speed and ease. EasiHold’s vacuum apparatus uses a tough, transparent plastic to hold down porous and thick fabrics.
The plastic curtain overlay curtain is never cut , eliminating consumable waste.
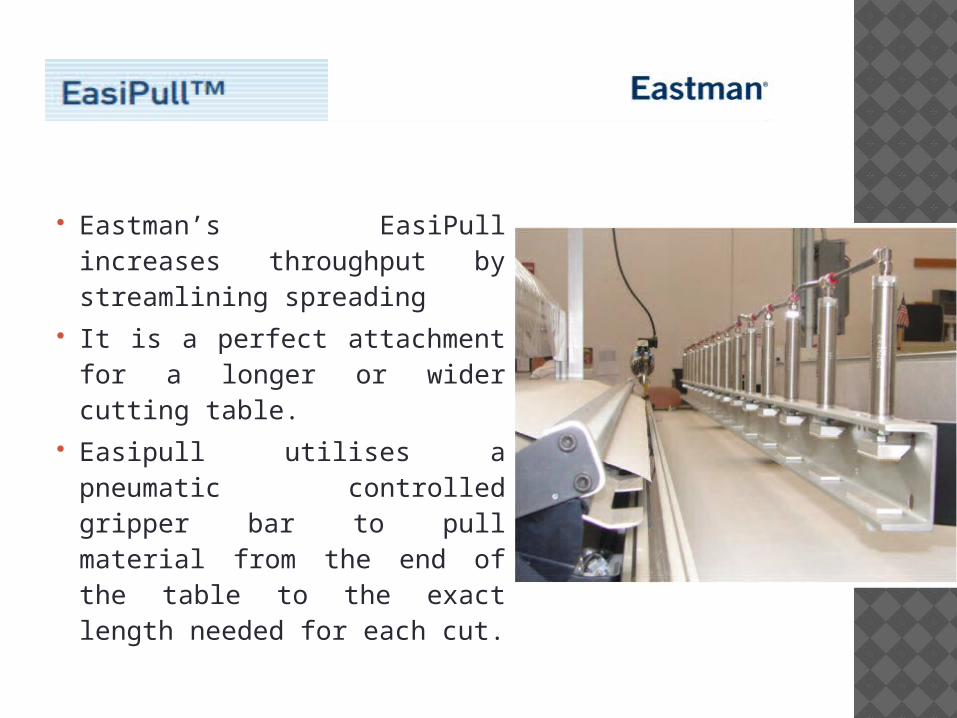
Eastman’s EasiPull increases throughput by streamlining spreading
It is a perfect attachment for a longer or wider cutting table.
Easipull utilises a pneumatic controlled gripper bar to pull material from the end of the table to the exact length needed for each cut.
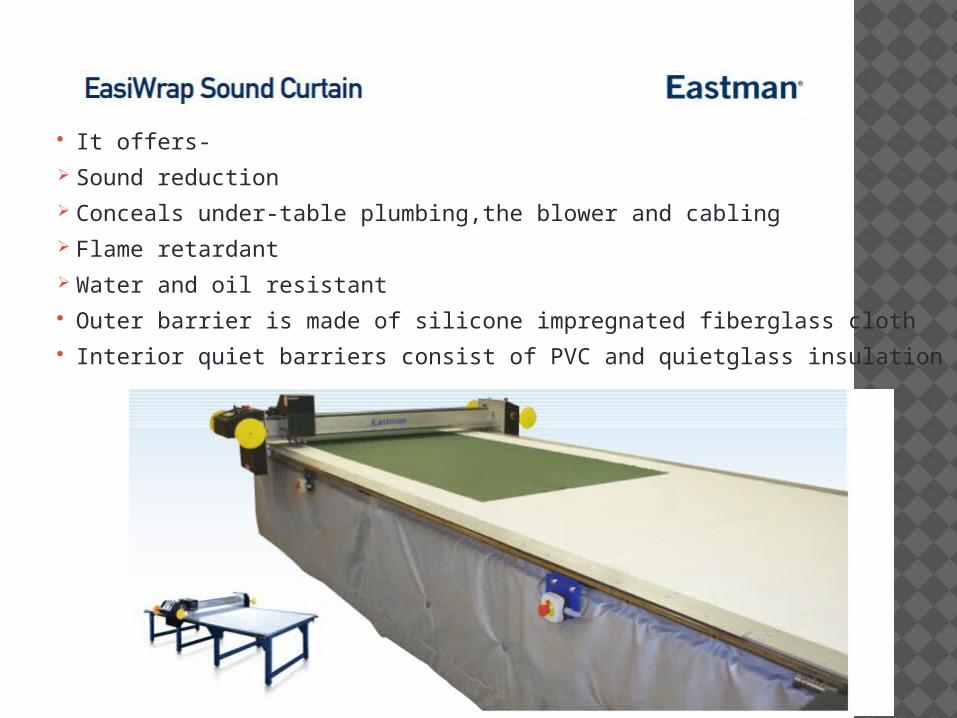
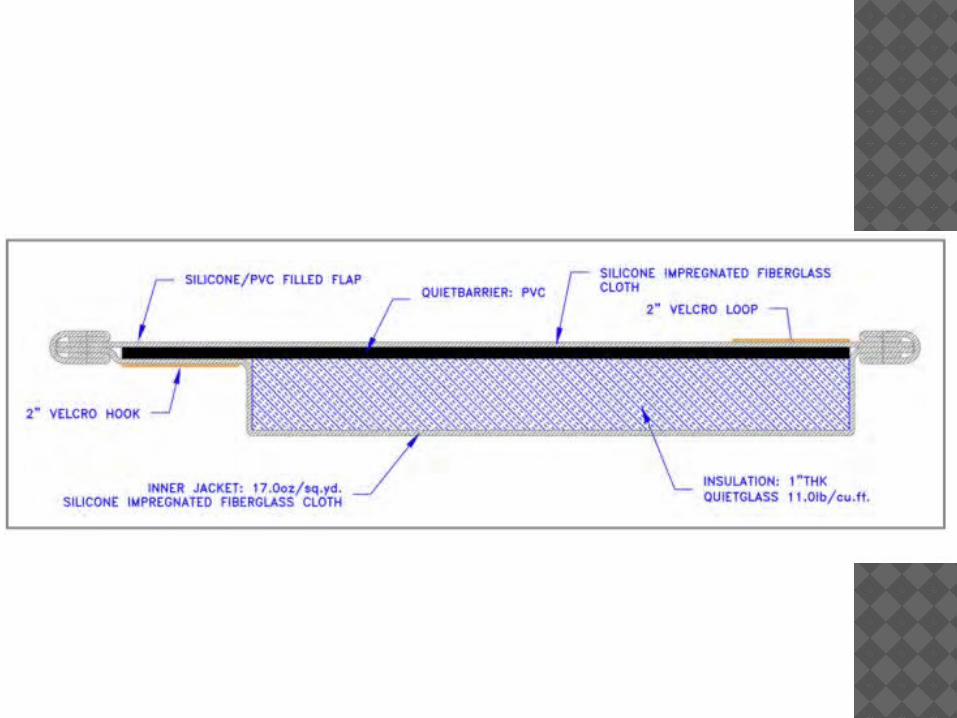
It offers- Sound reduction Conceals under-table plumbing,the blower and cabling Flame retardant Water and oil resistant Outer barrier is made of silicone impregnated fiberglass cloth Interior quiet barriers consist of PVC and quietglass insulation
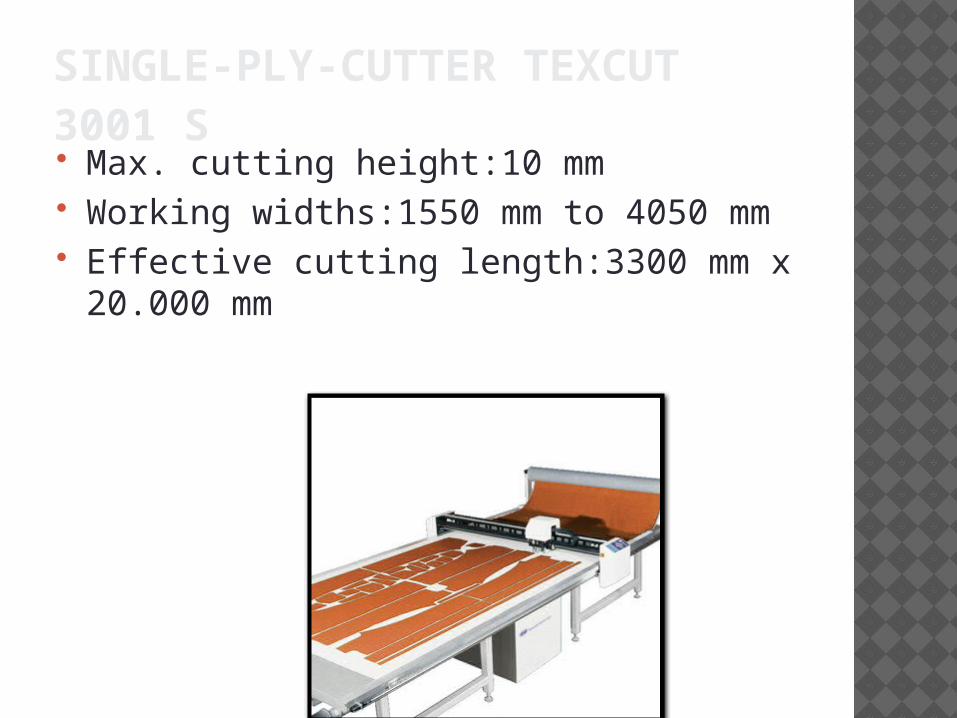
SINGLE-PLY-CUTTER TEXCUT 3001 S Max. cutting height:10 mm Working widths:1550 mm to 4050 mm Effective cutting length:3300 mm x 20.000
mm

LOW-PLY AUTOMATIC FABRIC CUTTER
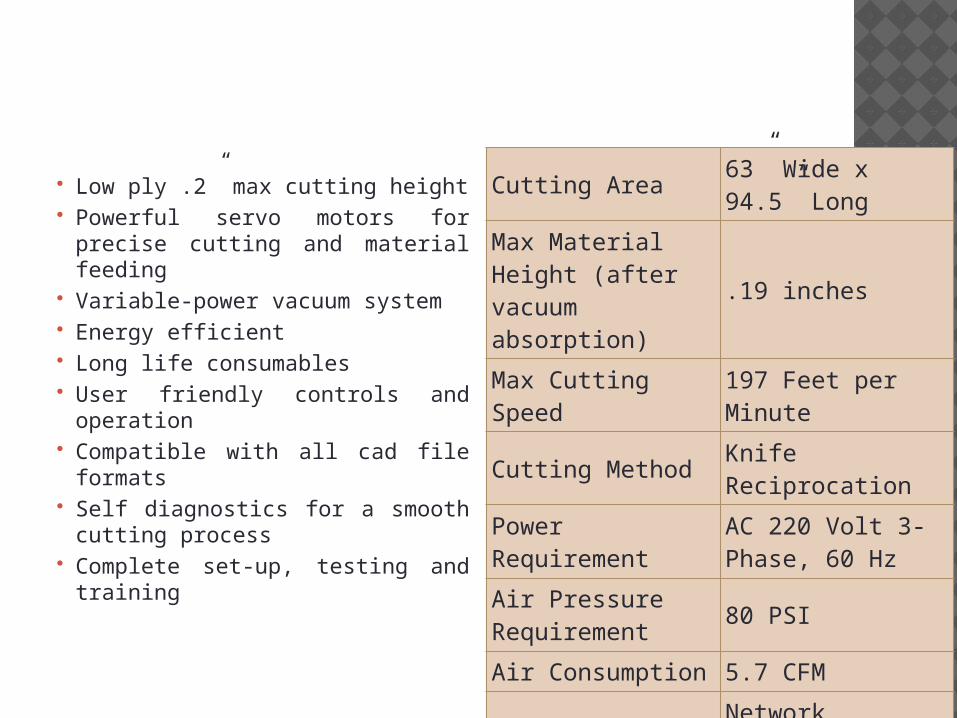
Low ply .2” max cutting height Powerful servo motors for
precise cutting and material feeding
Variable-power vacuum system Energy efficient Long life consumables User friendly controls and
operation Compatible with all cad file
formats Self diagnostics for a smooth
cutting process Complete set-up, testing and
training
Cutting Area 63” Wide x 94.5” Long
Max Material Height (after vacuum absorption)
.19 inches
Max Cutting Speed
197 Feet per Minute
Cutting Method Knife Reciprocation
Power Requirement
AC 220 Volt 3-Phase, 60 Hz
Air Pressure Requirement 80 PSI
Air Consumption 5.7 CFM
CAD Data Reading Method
Network Connection/ USB/Disk/Barcode
Knife Grinding System
Double Wheel Grinding Device
Machine Weight 1,700 lbs
TECHNICAL ADVANTAGES: X, Y, Z and C four axis action forms three-dimensional
cutting planes, which optimizes perfect curve cutting. The LX-2416 is equipped with AC Servo Motors and Transistor Inverters ensuring a very precise cutting operation.
The cutter is equipped with specially designed software - which distinguishes between lines and curves - giving the cutter an intuitive ability to adjust the cutting speed according to the complexity of patterns being cut.
Integrated vacuum system flattens the material in the entire cutting area eliminating material movement between the layers.
The double sided knife sharpening system makes blades even on both sides, extending the usable life of the knife exponentially over similar systems.
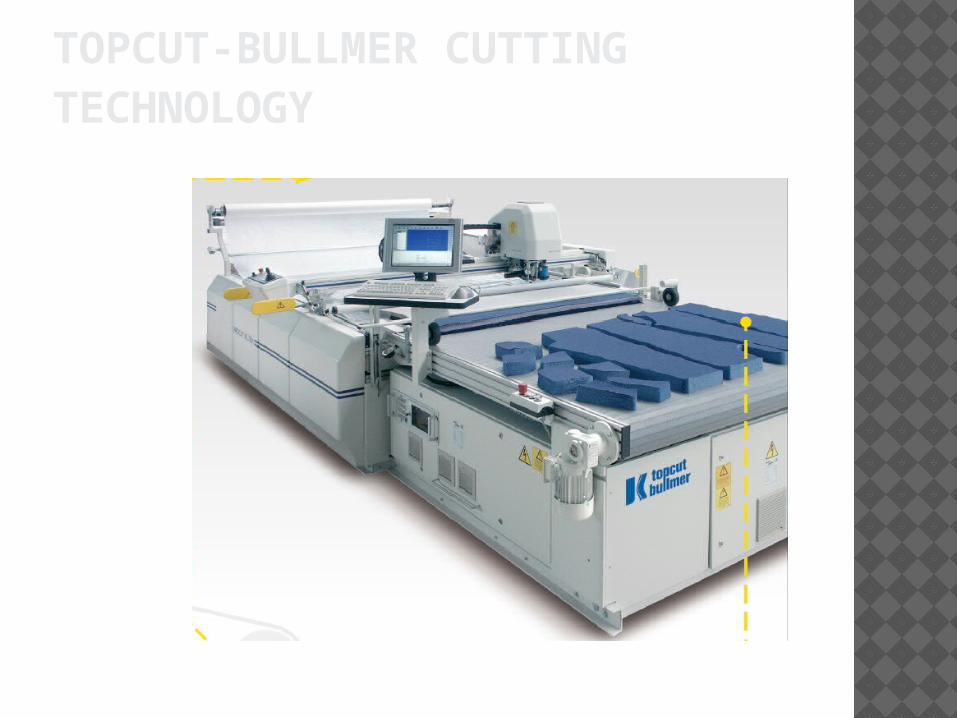
TOPCUT-BULLMER CUTTING TECHNOLOGY
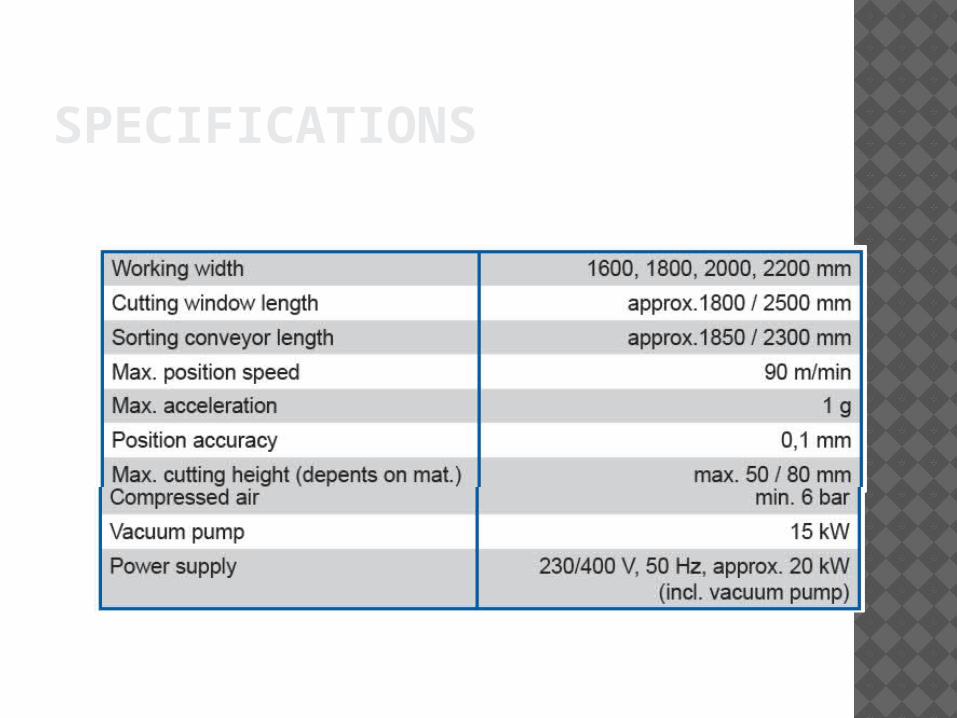
SPECIFICATIONS

TUKACUT
TUKACUT300/600/800Features Laser device for start point Choice of cutting start point Complete management of cut files Wireless connection with the LAN Automatic cleaning system of the cutting conveyor Windows based operating system with computer ,
keyboard , touchscreen monitor and mouse Cutting conveyor with programmable speed and reverse
movement Auto diagonal system to identify potential errors , with
suggested solutions Cutting Height: 8cm , 6 cm and 3 cm of compressed layer Power Supply : 20 kw Compressed Air : Consumption 150 L/min 6 Bar
Options Hot drill Lateral motorized travel kit to move the
machine between multiple spreading tables Cooling device : Blade cooling system Barcode reader to facilitate data marker
input in auto edit / cut software to manage and modify ISO marker
REFERENCE http://mosafavi.iut.ac.ir/sites/mosafavi.iut.ac.ir/files/files_cou
rse/cnc_1_0.pdf http://
www.demasewingautomation.com/index.php/component/virtuemart/cutting-machines/gerber-gt5250-automatic-cutter-automatic-fabric-cutting-system-detail?Itemid=0\
http://www.ttt.tukatech.com/sites/default/files/TUKAcut.pdf http://
www.eastmancuts.com/media/pdf_catalogs/automated-product-catalog.pdf
http://www.demasewingautomation.com/index.php/dematron http://
www.demasewingautomation.com/index.php/component/virtuemart/cutting-machines/gerber-gt5250-automatic-cutter-automatic-fabric-cutting-system-detail?Itemid=0
http://www.eastmancuts.com/products/automated-cutting-systems/automated-cutting-systems/conveyor-cutting-system.html
http://www.gregorcic.si/cms/tiny_mce/upload/pdf/Z7_E-nov.pdf
http://amatec.no/assets/files/Brosjyrer/Gerber/Z7Brochure.pdf
http://pdf.directindustry.com/pdf/soc-E.html