cnc machining center - silpakorn universityfrom the research, cnc machining center (brother) is...
TRANSCRIPT

การลดเวลาสญเสยของเครองจกร CNC Machining Center ดวยวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง
โดย นายสภชย เบาอฬาล
วทยานพนธนเปนสวนหนงของการศกษาตามหลกสตรปรญญาวศวกรรมศาสตรมหาบณฑต สาขาวชาการจดการงานวศวกรรม
ภาควชาวศวกรรมอตสาหการและการจดการ บณฑตวทยาลย มหาวทยาลยศลปากร
ปการศกษา 255 ลขสทธของบณฑตวทยาลย มหาวทยาลยศลปากร

การลดเวลาสญเสยของเครองจกร CNC Machining Center ดวยวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง
โดย นายสภชย เบาอฬาล
วทยานพนธนเปนสวนหนงของการศกษาตามหลกสตรปรญญาวศวกรรมศาสตรมหาบณฑต สาขาวชาการจดการงานวศวกรรม
ภาควชาวศวกรรมอตสาหการและการจดการ บณฑตวทยาลย มหาวทยาลยศลปากร
ปการศกษา 255 ลขสทธของบณฑตวทยาลย มหาวทยาลยศลปากร

MACHINE AVAILABILITY IMPROVEMENT FOR CNC MACHINING CENTER
BY RELIABILITY CENTERED MAINTENANCE
By
Mr. Supachai Baoulan
A Thesis Submitted in Partial Fulfillment of the Requirements for the Degree
Master of Engineering Program in Engineering Management
Department of Industrial Engineering and Management
Graduate School, Silpakorn University
Academic Year 2013
Copyright of Graduate School, Silpakorn University
บณฑตวทยาลย มหาวทยาลยศลปากร อนมตใหวทยานพนธเรอง “การลดเวลาสญเสยของเครองจกร CNC Machining Center ดวยวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง” เสนอโดย นายสภชย เบาอฬาล เปนสวนหนงของการศกษาตามหลกสตรปรญญาวศวกรรมศาสตรมหาบณฑต สาขาวชาการจดการงานวศวกรรม
……........................................................... (ผชวยศาสตราจารย ดร.ปานใจ ธารทศนวงศ)
คณบดบณฑตวทยาลย วนท..........เดอน.................... พ.ศ...........
อาจารยทปรกษาวทยานพนธ ผชวยศาสตราจารย ดร.ประจวบ กลอมจตร คณะกรรมการตรวจสอบวทยานพนธ .................................................... ประธานกรรมการ (อาจารยดร.สทธชย แซเหลม) ............/......................../.............. .................................................... กรรมการ (ผชวยศาสตราจารย ดร.ไพทรย ศรโอฬาร) ............/......................../.............. .................................................... กรรมการ (ผชวยศาสตราจารย ดร.ประจวบ กลอมจตร) ............/......................../..............

ง
53405320: สาขาวชาการจดการงานวศวกรรม
คาสาคญ : การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง/ การเลอกเครองจกรทสงผลกระทบตอปญหาทเกดขน /การวเคราะหอาการขดของและผลกระทบ / CNC Machining
Center
สภชย เบาอฬาล : การลดเวลาสญเสยของเครองจกร CNC Machining Center ดวยวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง. อาจารยทปรกษาวทยานพนธ : ผศ.ดร.ประจวบ กลอมจตร. 131 หนา
งานวจยนมงเนนการประยกตใชหลกการ ของการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง ในโรงงานแมชชนนงชนสวนอลมเนยมของอตสาหกรรมยานยนตร โดยมวตถประสงคเพอแสดงใหเหนวา แนวทางตามหลกการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง สามารถประยกตใชในการปรบปรงความนาเชอถอของเครองจกรในโรงงานกรณศกษาซงมลกษณะกระบวนการผลตประกอบไปดวยสายการผลตยอยๆหลายสายการผลต และเพอลดเวลาสญเสยทเกดจากปญหาการขดของและเสยหายของเครองจกรในระหวางทาการผลตในโรงงานกรณศกษาได ขนตอนตามหลกการบารงรกษานเรมจาก การเลอกเครองจกรทมความสาคญ ซงกระทบตอกระบวนการผลตในโรงงานกรณศกษา ระบระบบการทางานยอยและหนาทการใชงาน ระบความลมเหลวและจดลาดบความสาคญของชนสวนอปกรณ วเคราะหคณลกษณะความเสยหาย สาเหต และผลกระทบทเกดขน จากนนเลอกเทคนคการบารงรกษาทเหมาะสมกบชนสวนอปกรณ
และสรางแผนการบารงรกษาและนาไปใชงานตอไป จากผลการดาเนนการวจยในครงน เครองจกร
CNC Machining Center (Brother) ถกเลอกมาใชเปนเครองจกรกรณศกษา และภายหลงการประยกตใชแผนการบารงรกษาพบวา อตราความพรอมในการใชงานของเครองจกร (Machine
Availability) โดยเฉลยเพมขนจากเดม 92.72% เปน 96.45% หรอเพมขน 4.02% และเวลาเฉลยระหวางการเสยหาย (MTBF) เฉลยเพมขนจาก 1,622 นาท/เครอง เปน 4,460 นาท/เครอง หรอคดเปน 275%
ภาควชาวศวกรรมอตสาหการและการจดการ บณฑตวทยาลย มหาวทยาลยศลปากร
ลายมอชอนกศกษา........................................ ปการศกษา 2556
ลายมอชออาจารยทปรกษาวทยานพนธ ........................................
จ
53405320 : MAJOR : ENGINEERING MANAGEMENT
KEY WORD : RELIABILITY CENTERED MAINTENANCE/ TECHNICAL MODE
ANALYSIS/ FAILURE MODE EFFECTS ANALYSIS/ CNC MACHINING
CENTER
SUPACHAI BAOULAN : MACHINE AVAILABILITY IMPROVEMENT FOR
CNC MACHINING CENTER BY RELIABILITY CENTERED MAINTENANCE. THESIS
ADVISOR : ASST.PROF. PRACHUAB KLOMJIT, Ph.D. 131 pp.
This research aims to adapt Reliability-Centered Maintenance (RCM) in the
aluminum machining factory of automobile industry in order to show that RCM can improve
reliability of the machine in the case study plant which is sub - processing consisting of many
production lines, and reduce waste time due to damage of the machine during production in the
case study plant. The process begins with the selection of machine which affects production
process of the case study plant, identification of sub-system, functions, and failures, analysis of
damage, cause, and effect, selection of appropriate maintenance techniques, including creation
and implementation of maintenance plan. From the research, CNC Machining center (Brother) is
selected as a machine for the case study. After the adaptation of maintenance plan, it is found that
the average availability average value increases from 92.72% to 96.45% or increases 4.02%.
Mean Time Between Repair (MTBF) increases from 1,622 minutes/machine to 4,460
minutes/machine or increases 275%. Department of Industrial Engineering and Management Graduate School, Silpakorn University Student's signature ................................................... Academic Year 2013 Thesis Advisor's signature ........................................

ฉ
กตตกรรมประกาศ วทยานพนธฉบบนสาเรจลลวงไปดวยด ดวยความกรณาในการใหความชวยเหลออยางดยงของอาจารยทปรกษาวทยานพนธ ผชวยศาสตราจารย ดร.ประจวบ กลอมจตร ทกรณาใหแนวคด คาแนะนา และขอคดเหนอนเปนประโยชนตองานวจยมาโดยตลอด รวมถงคณะกรรมการสอบวทยานพนธทกทานซงประกอบดวย ผชวยศาสตราจารย ดร.ไพทรย ศรโอฬาร และอาจารยดร.สทธชย แซเหลม ทชวยใหคาแนะนา และขอคดเหนในการทาวจย จงขอกราบขอบพระคณเปนอยางสงไว ณ ทนดวย นอกจากนผวจยขอขอบพระคณทมงานโรงงานตวอยาง อนไดแก ผจดการสวนบารงรกษา ผจดการแผนกบารงรกษาเครองจกรเอนจน ผจดการแผนกแมชชนงอะลมเนยมพนกงานแผนกบารงรกษา ตลอดรวมถงพนกงานจากหนวยงานตาง ๆ ทเกยวของของโรงงานตวอยางทกทานทไดเออเฟอใหความรวมมอเปนอยางดในทกๆ ดานในการทาวจย

ช
สารบญ
หนา
บทคดยอภาษาไทย ..................................................................................................................... ง
บทคดยอภาษาองกฤษ ................................................................................................................ จ
กตตกรรมประกาศ ...................................................................................................................... ฉ
สารบญตาราง ............................................................................................................................. ญ
สารบญภาพ ................................................................................................................................ ฐ
บทท 1 บทนา ............................................................................................................................... 1
ความเปนมาและความสาคญของปญหา ................................................................. 1
สมมตฐานในการวจย .............................................................................................
วตถประสงคของงานวจย ....................................................................................... 7
ขอบเขตของการดาเนนงานวจย ............................................................................. 7
วธการดาเนนการวจย ............................................................................................. 7
ประโยชนทคาดวาจะไดรบ .................................................................................... 7
2 ทฤษฎและวรรณกรรมทเกยวของ .................................................................................... 8
ชนดของการบารงรกษา ......................................................................................... 8
วศวกรรมความนาเชอถอ (Reliability Engineering) .............................................. 15
การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered
Maintenance: RCM) .................................................................................... 2
การวเคราะหอาการขดของและผลกระทบ (Failure Mode and Effects Analysis: FMEA) ........................................................................................
การบารงรกษาตามสภาพ (Condition Based Maintenance) ................................... 38
การคานวณคาประสทธภาพโดยรวม ..................................................................... 42
เทคโนโลยเครองจกรซเอนซ (CNC MACHINE) .................................................. 44
ซ
บทท หนา
การทดสอบมอเตอร .............................................................................................. 53
วรรณกรรมทเกยวของ ........................................................................................... 54
3 วธการดาเนนงาน ..............................................................................................................
ขนตอนการดาเนนงานวจย .....................................................................................
การศกษาสภาพการดาเนนการผลตของโรงงานกรณศกษา
และการวเคราะหปญหาทเกดขน .................................................................
การประยกตใชวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง ..................
การเลอกเครองจกรทสงผลกระทบตอปญหาทเกดขน ...........................................
จาแนกสวนประกอบของเครองจกรออกเปนระบบยอย
และระบหนาทการใชงาน ............................................................................ 7 วเคราะหความสาคญของชนสวนอปกรณในแตละระบบยอย ...............................
ระบความความลมเหลวในแตละระบบยอย (Functional Failure) .......................... 80
การสรางระบบบารงรกษาบนพนฐานของความนาเชอถอ ..................................... 84
การกาหนดแผนในการเขาตรวจสอบและการประยกตเพอนาไปใชงาน ................
4 ผลการดาเนนการวจย ....................................................................................................... 0
ผลการเลอกวธการบารงรกษาทเหมาะสมกบคณลกษณะความเสยหาย ................. 10
การสรางแผนบารงรกษาและการนาไปใชงาน ....................................................... 101
ผลการดาเนนงาน..... .............................................................................................. 108
ผลการทดสอบสมมตฐานการวจย..... ..................................................................... 110
5 สรปผลการศกษาและขอเสนอแนะ .................................................................................. 1 สรปและวจารณผลการวจย .................................................................................... 11
ปญหาและอปสรรคในการดาเนนงานวจย ............................................................. 118
ขอเสนอแนะ..... ..................................................................................................... 119
รายการอางอง .................................................................................................................................. 120

ฌ
บทท หนา
ภาคผนวก ........................................................................................................................................ 1 ภาคแผนก ก
แผนการบารงรกษาของโรงงานกรณศกษากอนดาเนนการปรบปรง ......................... 1
ภาคผนวก ข มาตรฐานคา Machine Accuracy ของเครอง CNC Machining center (Brother) ....... 128
ประวตผวจย .................................................................................................................................. 1

ญ
สารบญตาราง
ตารางท หนา
1 แสดงจานวนความถเครองจกรหยดฉกเฉนเดอนมกราคม ถง กนยายน ป 2555 ..... 5
2 แสดงเวลาทเครองจกรหยดฉกเฉนเดอนมกราคม ถง กนยายน ป 2555.................. 5
3 เวลาสญเสยของเครองจกรในโรงงานกรณศกษา
เดอนมกราคม ถง กนยายน ป 2555 ..............................................................
4 ตวอยางการคานวณคาความสาคญของเครองจกร (Machine Criticality, MC) .......
5 แสดงเกณฑการกาหนดอตราผลกระทบของความรนแรง (S) ................................ 35
6 แสดงเกณฑการใหคะแนนความถทเกดขนของขอบกพรองทคาดวาจะเกด (O) .... 3
7 แสดงเกณฑการใหคะแนนความสามารถในการตรวจจบ (D) ................................
8 ตวอยางการตรวจสอบเหตขดของเครองซเอนซ ..................................................... 5 9 ผลการคานวณคาความสาคญของเครองจกร (Machine Criticality, MC) ............... เปรยบเทยบผลการคานวณคาความสาคญเครองจกรกบประวตเครองจกรหยด ..... 7
1 เกณฑความมากนอยในการใชงานชนสวนอปกรณ ............................................... 78
1 เกณฑราคาของชนสวนอปกรณ ............................................................................. 78 1 เกณฑระยะเวลาทใชในการซอมแซมหรอเปลยนทดแทนชนสวนอปกรณ) ..........
1 เกณฑผลกระทบตอชนสวนอปกรณอนๆ เมอชนสวนทพจารณา เกดความเสยหาย ..........................................................................................
1 เกณฑการแบงกลมลาดบความสาคญของชนสวนอปกรณ (ศรรตน, 2537) ........... 79
1 ผลวเคราะหความสาคญของชนสวนอปกรณในแตละระบบยอย
เครองจกร CNC Machining center (Brother) .............................................. 80
1 ประวตการชารดของของชนสวนอปกรณในแตละระบบยอย
เครองจกร CNC Machining center (Brother) ในป พ.ศ. ..................... 81
1 การวเคราะหสาเหตและผลกระทบของความชารดเสยหาย
(Failure Mode Effect Analysis) ของชนสวนยอย ........................................ 82
แสดงคา MTBF ของแตละชนสวนสวนยอยพรอมวธการดาเนนการ
บารงรกษาโดยเปรยบเทยบกบจดคมทน ...................................................... 86

ฎ
ตารางท หนา
2 แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอย
ทระดบความเชอมน 90% เปรยบเทยบกบเวลาและคาใชจาย ....................... 2 แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอย
ทระดบความเชอมน 70% เปรยบเทยบกบเวลาและคาใชจาย ....................... 2 แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอย
ทระดบความเชอมน 60% เปรยบเทยบกบเวลาและคาใชจาย ....................... 9
2 แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอย
ทระดบความเชอมน 55% เปรยบเทยบกบเวลาและคาใชจาย ....................... 9
2 แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอย
ทระดบความเชอมน 50% เปรยบเทยบกบเวลาและคาใชจาย ....................... 9
2 ผลการวเคราะหแผนการบารงรกษาตามอาการขดของและผลกระทบ
(Failure Mode Effect Analysis) ชนสวนยอยทมระดบความเสยงสง ..........
2 ผลการเลอกวธการบารงรกษาเครองจกร
เครอง CNC Machining center (Brother) ..................................................... 10
2 ดชนการวดผลการดาเนนงาน อตราความพรอมใชงานกอนการปรบปรง แผนการบารงรกษาเครอง CNC Machining center (Brother) ...................... 1
2 ดชนการวดผลการดาเนนงาน อตราความพรอมใชงานหลงการปรบปรง
แผนการบารงรกษาเครอง CNC Machining center (Brother) ..................... 1
ดชนการวดผลการดาเนนงาน อายเฉลยทเครองจกรเดนไดกอนปรบปรง
แผนการบารงรกษาเครอง CNC Machining center (Brother) .................... 1
3 ดชนการวดผลการดาเนนงาน อายเฉลยทเครองจกรเดนไดหลงปรบปรง แผนการบารงรกษาเครอง CNC Machining center (Brother) ………. ............. 110 31 สรปผลการเปรยบเทยบ ดชนการวดผลการดาเนนงาน การปรบปรงและหลงการปรบปรงของเครองจกร ....................................... 110
32 ผลการเปรยบเทยบ เวลาเฉลยระหวางการเสยหายกอนและหลงปรบปรง
แผนการบารงรกษาเครอง CNC Machining center (Brother) ...................... 112

ฏ
ตารางท หนา
33 ผลการเปรยบเทยบ คาอตราความพรอมในการใชงานของเครองจกร
กอนและหลงการปรบปรงแผนการบารงรกษาเครอง
CNC Machining center (Brother) ................................................................ 11
34 สรปผลการวจย ...................................................................................................... 118
ฐ
สารบญภาพ
ภาพท หนา
1 กระบวนการผลตของโรงงานกรณศกษา ...............................................................
2 ตวอยางเครองจกรซเอนซของโรงงานกรณศกษา ..................................................
3 ตวอยางเครองจกรระบบควบคมอตโนมตดวย PLC ของโรงงานกรณศกษา .........
4 กราฟแสดงจานวนและเวลาเครองจกรหยดเดอนมกราคม ถง กนยายน ป 255 ....
ววฒนาการทางเทคโนโลยการบารงรกษา ..............................................................
6 แสดงความนาเชอถอของระบบผสมแบบตางๆ...................................................... 18
7 รปกราฟ “เสนโคงรปอางนา” (Bathtub curve) ...................................................... 19
ชวงเวลาของการบารงรกษา ................................................................................... 9 กราฟแสดงความสมพนธระหวางความนาเชอถอกบเวลา ...................................... 22 10 แผนภมความสมพนธของการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง ..... 22
11 กระบวนการการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง .......................... 24
12 แผนภาพการเลอกองคประกอบทสาคญ (Critical Component) ............................. 25 13 แผนผงแสดงลาดบขนตอนในการดาเนนการวจย .................................................. 2 1 ขนตอนการวเคราะหลกษณะขอบกพรองและผลกระทบ (FMEA) ....................... 3
15 ชนดของงานบารงรกษา ......................................................................................... 38
6 ผงองคประกอบของการตรวจสอบสภาพอปกรณ .................................................. 39
ความสมพนธระหวางคาใชจายงานซอมกบความพรอมของเครองจกรสาหรบ
การบารงรกษาแบบตางๆ .......................................................................... 4
เครองกดซเอนซ แบบ 3 แกน ................................................................................. 4
เครองกดซเอนซแบบแกนทเอยงเพลามดไดและมโตะงานหมน ............................ 46
ระบบซเอนซ .......................................................................................................... องคประกอบของระบบควบคมซเอนซ ..................................................................
ขอมลแสดงบนจอภาพ ...........................................................................................
แผงควบคมระบบซเอนซ .......................................................................................
แผนการบารงรกษาเครองจกรซเอนซ .................................................................... 5
รายละเอยดคาแนะนาใชสารหลอลน นามนหลอเยนและนามนไฮดรอลกส .......... 5

ฑ
ภาพท หนา
รายละเอยดการตรวจเชคเครองจกร........................................................................ 5
27 สายการผลต Crank case ......................................................................................... 9
28 สายการผลต Head cylinder ....................................................................................
29 สายการผลต Cover crank case ............................................................................... 30 กราฟแสดงจานวนเครองจกรในโรงงาน แมชชนนงอะลมเนยม ............................ 6
31 เครอง CNC Machining center (Brother) ............................................................... 6
32 เครอง CNC Horizontal machine (Enshu) .............................................................. 62
33 เครอง CNC Machining center (Fanuc) .................................................................. 62
34 เครองตอกหมายเลข (Marking machine) ............................................................... 63
35 เครองอด Press Plug machine และ เครองอด Press guide seat machine ................ 63
36 เครองตรวจสอบรอยรว (Leak test machine) .........................................................
เครองลาง (Washing machine) ...............................................................................
เครองเปาแหง (Air blow machine) ........................................................................ 5
โปรแกรมสาเรจรป ทใชในการจดเกบประวตการซอมบารง ................................. 6
ใบงานบารงรกษาเชงปองกนในปจจบน ................................................................ 6
กระบวนการ การบารงรกษาบนพนฐานของความนาเชอถอ.................................. 4 เครอง CNC Machining Center ของโรงงานกรณศกษา ......................................... 71
4 เครอง CNC Machining Center ของโรงงานกรณศกษา (ตอ) ................................. 71
4 รปสวนประกอบยอยของชด Spindle unit .............................................................. 72
รปสวนประกอบยอยของชดแกนเคลอนท (Moving axis) ..................................... 7
รปสวนประกอบยอยของชด Magazine unit .......................................................... 7
รปสวนประกอบยอยชดระบบควบคม (Control panel) ......................................... รปสวนประกอบยอยของชดระบบปอนการทางาน (Operation panel) .................. 75
รปสวนประกอบยอยของชดประต .........................................................................
รปสวนประกอบยอยของชดระบบนาหลอเยน ......................................................
รปสวนประกอบยอยของชดระบบลม (Pneumatic system) ................................... 77 รปกระบวนการ RCM Methodology Logic ........................................................... 8
กราฟความสมพนธระหวางระดบความเชอมมนกบเวลา ....................................... 89

ฒ
ภาพท หนา รปชด Spindle unit ทชารด ..................................................................................... 97
แสดงการวดคา Spindle run out ........................................................................... 97
แสดงวธการวดคา Back lack ของแกนเคลอนท .....................................................
เครองมอตรวจสอบคาความเปนฉนวนของมอเตอร ..............................................
แสดงใบงานบารงรกษาแบบใหมชนด CBM ทไดจากการวเคราะห ...................... 103
แสดงผลการแกไขใบงานบารงรกษาแบบ TBM ทกรอบ 1 ป
ทไดจากการวเคราะห ................................................................................... 104
แสดงผลการแกไขใบงานบารงรกษาแบบ TBM ทกรอบ เดอน
ทไดจากการวเคราะห ................................................................................... 105
แสดงผลการแกไขใบงานบารงรกษาแบบ TBM ทกรอบ เดอน
ทไดจากการวเคราะห ................................................................................... 11
ตวอยางการบารงรกษาเครองจกรตามแผนการบารงรกษาแบบ CBM
โดยการวดคา Machine accuracy .................................................................
ตวอยางการบารงรกษาเครองจกรตามแผนการบารงรกษาแบบ CBM
โดยการวดคาความเปนฉนวนมอเตอร ......................................................... 107
ตวอยางการบารงรกษาเครองจกรตามแผนการบารงรกษาแบบ TBM
ทปรบปรงแลว ............................................................................................. 107
การทดสอบดวยวธ Paired - Sample T test แบบมทศทางดานซาย ....................... 1
ผลการวเคราะหเวลาเฉลยระหวางการเสยหายโดยวธ Paired - Sample T test ....... 1
ผลการวเคราะหคาอตราความพรอมในการใชงานของเครองจกร
โดยวธ Paired - Sample T test ..................................................................... 1
แผนการบารงรกษารายปของโรงงานกรณศกษา.................................................... 1
แสดงใบงานบารงรกษาแบบ TBM ทกรอบ 1 ปกอนการปรบปรง ........................ 12
แสดงใบงานบารงรกษาแบบ TBM ทกรอบ เดอนกอนการปรบปรง .................. 1
แสดงใบงานบารงรกษาแบบ TBM ทกรอบ 3 เดอนกอนการปรบปรง .................. 12 คามาตรฐานการตรวจวด Machine Accuracy
เครอง CNC Machining center (Brother) ..................................................... 1

1
บทท 1
บทนา
1.1 ความเปนมาและความสาคญของปญหา ในปจจบนอตสาหกรรมการผลตสนคามการแขงขนทสงมาก องคกรตางๆมความ
จาเปนอยางมากทจะตองมการปรบปรงและพฒนาสนคา เพอสรางความไดเปรยบในการแขงขนกบคแขงในตลาด และทสาคญเพอตอบสนองตอความตองการของลกคาในดานคณภาพ ปรมาณ และการสงมอบ เพอใหลกคาเกดความพงพอใจสงสด ในขณะเดยวกนองคกรผผลตกจะตองไมละเลยในการใหความสาคญทางดานตนทนการผลตสนคา การดาเนนการผลตใหบรรลเปาหมายนน องคกรผผลตจะตองจดหาทรพยากรและปจจยทสาคญ คอ วตถดบ แรงงาน เครองจกร และเงนลงทน มาใชในการผลตสนคา โดยเฉพาะเครองจกรถอวาเปนหวใจสาคญในการผลตสนคา
อตสาหกรรมยานยนตรเปนอตสาหกรรมขนาดใหญและมการแขงขนทสง กระบวนการผลต เปนแบบกระบวนการตอเนองประกอบดวยหลากหลายกระบวนการ ซงโดยปจจบนเพอลดตนทนการผลตหลายบรษทฯ ไดนาระบบ JIT หรอระบบ LEAN มาใชในกระบวนการผลตเพอลดจานวนชนสวนงานคงคางระหวางกระบวนการ เปนเหตใหเมอเครองจกรทใชในกระบวนการผลตเกดเหตเครองจกรหยดกะทนหน (Breakdown) ในกระบวนการใดกระบวนการหนงๆ จะสงผลกระทบเปนลกโซใหกระบวนการตอเนองหยดสายการผลตตามไปดวย จงมความจาเปนทจะตองมการพฒนาทางดานประสทธภาพของกระบวนการผลตใหมประสทธภาพสงสด การเสยหายตอสายการผลตโดยรวม หากไมสามารถแกปญหาทเกดขนไดอยางทนทวงทกอาจจะทาใหผลการผลตไมไดตามแผนงานทกาหนดไว
เครองจกรและอปกรณทใชในกระบวนการผลตของอตสาหกรรมยานยนตรมเทคโนโลยทสงรวมถงมอปกรณและชนสวนทมความซบซอน จงตองมการจดการและวางแผนดานบารงรกษาทถกตองและเหมาะสม แตการบารงรกษาเครองจกรในปจจบน สวนใหญเปนการแกไขเฉพาะหนา จะซอมเมอเครองจกรเกดเหตขดของหรอชารดขณะทาการผลต ดวยเหตทเครองจกรมการผลตอยางตอเนองเปนประจา จงไมตองการหยดเครองจกรเพอซอมบารงเปนเหตใหเครองจกรเกดการชารดเสยหายมากขน ประสทธภาพลดตาลง

2
1.1.1 ขอมลของโรงงานกรณศกษา โรงงานกรณศกษามกระบวนการผลตคอ รบงานวตถดบทหลอขนรปแลว (Die casting) มาจากบรษทผรบเหมา (Supplier) ประกอบดวยวตถดบ 3
ประเภทคอ Cover crankcase, Head cylinder และ Crankcase มาเขาสกระบวนการแมชชนนง
ผลตภณฑทไดจะสงเขาสโรงงานประกอบเครองยนตซงเปนโรงงานในกลมบรษทฯ เพอประกอบเปนเครองยนตตอๆไป โดยโรงงานกรณศกษานเปดทาการผลตตลอด 24 ชวโมงเวลาทาการจนทรถงศกร ประกอบดวยกระบวนการผลต 3 กระบวนการดงตอไปน
ภาพท 1 กระบวนการผลตของโรงงานกรณศกษา
1.1.1.1 กระบวนการ Crankcase machining process คอกระบวนการทใชในการตดเฉอนวตถดบ (Crankcase) ประกอบดวย 6 สายการผลต แตละสายการผลตประกอบไปดวย 19
กระบวนการผลตยอย มอตรากาลงการผลตงานเฉลย ชนตอกะ (Cycle time 1.6 นาท/ชน) ใชพนกงานในการเดนเครอง 5 คนตอสายการผลต
1.1.1.2 กระบวนการ Head cylinder machining process คอกระบวนการทใชในการตดเฉอนวตถดบเสอสบเครองยนต (Head cylinder) ประกอบดวย 5 สายการผลต แตละสายการผลตประกอบไปดวย 15 กระบวนการผลตยอย มอตรากาลงการผลตงานเฉลย ชนตอกะ (Cycle time 1.6 นาท/ชน) ใชพนกงานในการเดนเครอง 4 คนตอสายการผลต
3
1.1.1.3 กระบวนการ Cover crankcase machining process คอกระบวนการทใชในการตดเฉอนวตถดบฝาครอบหองขอเหวยง (Cover crankcase) ประกอบดวย 6 สายการผลต แตละสายการผลตประกอบไปดวย 7 กระบวนการผลตยอย มอตรากาลงการผลตงานเฉลย 320 ชนตอกะ (Cycle time 1.6 นาท/ชน) ใชพนกงาในการเดนเครอง 1 คนตอสายการผลต
เครองจกรในโรงงานแมชชนนงอะลมเนยม ประกอบดวยเครองจกรหลกๆ 2 ประเภทคอ เครองจกรซเอนซ ซงสวนใหญเปนเครอง CNC Machining center และเครองจกรระบบควบคมอตโนมตดวย PLC รวมทกสายการผลตของโรงงานกรณศกษามทงสน 228 เครอง แบงออกเปน 8 ชนดเครองจกร
ภาพท 2 ตวอยางเครองจกรซเอนซของโรงงานกรณศกษา
ภาพท 3 ตวอยางเครองจกรระบบควบคมอตโนมตดวย PLC ของโรงงานกรณศกษา
1.1.2 ปญหาของโรงงานกรณศกษา ในปจจบน ประกอบไปดวยไปหาหลกๆดงตอไปน 1.1.2.1 คาประสทธภาพโดยรวมของเครองจกร (Overall Equipment
Effectiveness: OEE) ของบางสายการผลตตากวา 90% และคาอตราความพรอมในการใชงานของเครองจกร (Machine Availability) ตากวา 85%

4
1.1.2.2 ระบบการบารงรกษาปจจบนของโรงงานฯ ประกอบดวยการบารงรกษา เชงปอนกน (Preventive maintenance) และการซอมเมอเสย (Breakdown maintenance) ซงดาเนนการโดยแผนกบารงเครองจกรมพนกงานทงสน คน ทาใหบางครงเกดความลาชา
1.1.2.3 ในการดาเนนการบารงรกษาชงปองกนแตละครงกาลงคนไมเพยงพอเนองจากมเวลากระชนชดในการดาเนนงานตามแผนการหยดสายการผลตของฝายผลต
1.1.2.4 อะไหลเครองจกรบางรายการมราคาสงไมเหมาะในการบารงรกษาโดยเปลยนชนสวนตามคาบเวลา (Time based maintenance) ทาใหขาดการตรวจสอบดแลเปนเหตใหเครองจกรหยดบอย
1.1.2.5 อะไหลเครองจกรบางรายการใชเวลาในการซอมแซมนาน ทาใหไมสามารถจดหาเวลาในการเปลยนใหไดครบทกเครองจกร
โดยเวลาสญเสยของเครองจกรไดแสดงไวในรปภาพท 4 ดงน
ภาพท 4 กราฟแสดงจานวนและเวลาทเครองจกรหยดเดอนมกราคม ถง กนยายน ป 255

5
ตารางท 1 แสดงจานวนความถเครองจกรหยดฉกเฉนเดอนมกราคม ถง กนยายน ป 2555
ประเภทเครองจกร
จานวนความถเครองจกรหยดฉกเฉนตอเดอนป 2555 รวมหยด(ครง) มค. กพ. มค. เมย. พค. มย. กค. สค. กย.
Cleaning machine 3 3 1 0 1 1 3 2 1 15
Horizontal machine (Enshu) 3 1 1 0 1 0 4 1 1 12
Marking machine 0 0 0 0 0 0 0 0 0 0
Press machine 0 0 0 0 1 0 0 2 2 5
Leak test machine 0 0 0 0 0 0 0 0 0 0
Machining center (Fanuc) 0 0 0 0 0 0 0 1 0 1
Machining center (Brother) 30 17 17 14 11 15 17 15 19 155
Air blow machine 0 0 0 0 0 0 0 0 0 0
ตารางท 2 แสดงเวลาทเครองจกรหยดฉกเฉนเดอนมกราคม ถง กนยายน ป 2555
ประเภทเครองจกร
รวมเวลาทเครองจกรหยดฉกเฉนตอเดอนป 2555 รวมเวลา
(นาท) มค. กพ. มค. เมย. พค. มย. กค. สค. กย.
Cleaning machine 226 110 60 0 40.2 75 315 94.8 120 1,041
Horizontal machine
(Enshu) 660 45 800 0 60 0 212 40.2 240 2,057
Marking machine 0 0 0 0 0 0 0 0 0 0
Press machine 0 0 0 0 70.2 0 0 140 310 520
Leak test machine 0 0 0 0 0 0 0 0 0 0
Machining center
(Fanuc) 0 0 0 0 0 0 0 140 0 140
Machining center
(Brother) 2,241 1,024 981 1,555 1,159 1,686 1,550 4,849 2,090 17,135
Air blow machine 0 0 0 0 0 0 0 0 0 0

6
ตารางท 3 เวลาสญเสยของเครองจกรในโรงงานกรณศกษาเดอนมกราคม ถง กนยายน ป 2555
ประเภทเครองจกร
เวลารบภาระงาน (นาท)
เวลาทหยดฉกเฉน(นาท)
จานวนครงทหยดฉกเฉน
อตราความพรอมใชงาน
(%)
อายเฉลยทเครองจกรเดนได (นาท)
Cleaning machine 235,620 1,041 15 99.56% 15,708
Horizontal machine (Enshu) 235,620 2,057 12 99.13% 19,635
Marking machine 235,620 0 0 100.00% -
Press machine 235,620 520 5 99.78% 47,124
Leak test machine 235,620 0 0 100.00% -
Machining center (Fanuc) 235,620 140 1 99.94% 235,620
Machining center (Brother) 235,620 17,135 155 92.73% 1,520
Air blow machine 235,620 0 0 100.00% -
การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance:
RCM) เปนหลกการจดการดานการบารงรกษาเครองจกร ทจะมาชวยลดการขดของและเสยหายของเครองจกร ลดกจกรรมการบารงรกษาทไมจาเปน ใหกจกรรมการบารงรกษาทกาหนดขนถกตองและเหมาะสมกบหนาทการทางานของชนสวนอปกรณมากทสด ใหการบารงรกษามประสทธภาพสงสด ในขณะทตนทนดานการบารงรกษาตาสด ซงหลกการจะทาการวเคราะหรปแบบความเสยหายของอปกรณและชนสวน ตามหลก FMEA : Failure Mode and Effect
Analysis (ขอบกพรองและผลกระทบ) แลวทาการเลอกรปแบบการบารงรกษาทเหมาะสมกบอปกรณและชนสวน ซงประกอบไปดวย การบารงรกษาตามสภาพ (Condition-Based
Maintenance: CBM) การบารงรกษาตามรอบเวลา (Time-Based Maintenance: TBM) การเปลยนชนสวนตามรอบเวลา (Time-Based Discard: TBD) และการซอมเมอเสยหาย (Run to Failure: RTF)
1.2 สมมตฐานในการวจย
การปรบปรงแผนการบารงรกษาเครองจกรโดยใชการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance: RCM) จะทาใหคาอตราความพรอมในการใชงานของเครองจกรเพมขน (Machine availability) และเวลาเฉลยระหวางการเสยหาย (Mean
Time Between Failure: MTBF) เพมขน มแตงานซอมบารงรกษาตามแผนทวางเอาไว ทาใหกระบวนการทางานมประสทธภาพเพมขน

7
1.3 วตถประสงคของงานวจย เพอลดเวลาทเครองจกรเกดการขดของและเสยหายอยางกะทนหนในระหวางการผลต
และเพมอตราความพรอมใชงานของเครองจกร
1.4 ขอบเขตของการดาเนนงานวจย 1.4.1 การศกษาวจยนทาการศกษาขอมลและวางแผนการบารงรกษาโดยมงความ
นาเชอถอเปนศนยกลางใหกบโรงงานกรณศกษา โรงงานแมชชนนงอะลมเนยม
1.4.2 ใชอตราความพรอมในการใชงานของเครองจกร (Machine Availability) และเวลาเฉลยระหวางการเสยหาย (Mean Time between Failure: MTBF) เปนตวชวด
1.5 วธดาเนนการ
1.5.1ศกษาปญหาในขบวนการผลต การใชงานและการซอมบารงระบบควบคมกระบวนการ
1.5.2 ศกษาทฤษฎและงานวจยทเกยวของ
1.5.3 ดาเนนการทดลองและรวบรวมขอมล
1.5.4 วเคราะหผลการทดลองและหาแนวทางแกไข
1.5.5 สรปผลการดาเนนการ
1.5.6 จดทาเอกสาร
1.6 ประโยชนทคาดวาจะไดรบ 1.6.1 ชวยใหโรงงานกรณศกษาทราบถงปญหา ขอผดพลาด ทเกดขนจากการดาเนนการ
บารงรกษาเครองจกร 1.6.2 สามารถวางแผนและควบคมการเดนเครองในการผลตอยางเตมประสทธภาพ
1.6.3 ลดความสญเสยทเกดจากเครองจกรและอปกรณในกระบวนการผลต สงผลใหมการใชงานไดอยางมประสทธภาพ
1.6.4 สามารถนาแนวทางการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance: RCM) ไปประยกตใชกบการวางแผนและบรหารจดการ การบารงรกษาเครองจกรอนๆ ทมในโรงงานกรณศกษา
1.6.5 สามารถตรวจสอบเครองจกรไดอยางเปนระบบรวมถงการกาหนดระยะเวลาในการซอมบารงไดอยางถกตองโดยไมสงผลกระทบตอกระบวนการผลต

8
บทท 2
ทฤษฎและวรรณกรรมทเกยวของ
งานวจยนมวตถประสงคเพอศกษาการประยกตใชวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance: RCM) สาหรบกระบวนการผลตในโรงงาน Machining aluminum เพอเพมอตราความพรอมในการใชงานของเครองจกร (Machine
Availability) และลดเวลาสญเสย (Downtime) ทเกดจากการขดของและเสยหายอยางกระทนหน (Break down) ของเครองจกรลดลง ใหงานบารงรกษาและรอบเวลาในการบารงรกษาตามแผนมประสทธภาพสงสด (Optimize PM Interval) เหมาะสมกบอปกรณและชนสวนดวย ผวจยไดคนควาเอกสารและงานวจยทเกยวของดงจะนาเสนอตามหวขอตอไปน
1. ชนดของการบารงรกษา 2. วศวกรรมความนาชอถอ
3. การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance:
RCM)
4. การวเคราะหอาการขดของและผลกระทบ (Failure Mode and Effects Analysis: FMEA)
5. การบารงรกษาตามสภาพ (Condition Based Maintenance)
6. การคานวณคาประสทธภาพโดยรวม
7. เทคโนโลยเครองจกรซเอนซ
8. การทดสอบมอเตอร
9. งานวจยอนๆทเกยวของ
2.1 ชนดของการบารงรกษา ในยคตนๆ ของการใชเครองจกรนน มกจะใชงานจนกวาจะเกดการชารดจงทาการ
ซอมแซมทาใหเกดความเสยหายในรปแบบตางๆเกดตามมา ตอมาเมอถงยกตปฏวตอตสาหกรรมไดมการวางระบบงานเพอซอมบารงรกษาเชงปองกนขนเพอยดอายการใชงานของเครองจกรและปองกนไมใหเครองจกรเกดการเสยโดยกะทนหน แนวความคดและววฒนาการในการบารงรกษาเกดจากการเปลยนแปลงของเทคโนโลยในการผลตคอมพวเตอร จงมสวนชวยทาใหมการผลกดน

9
เพอใหเกดการเปลยนแปลงของวธการบารงรกษาจากการซอมบารงเมอเสย เปนการวางแผนการซอมบารงกอนทเครองจกรจะไมสามารถดาเนนการไดโดยสามารถสรปแนวของววฒนาการทเกดขนในชวงป ค.ศ.1950 ถงหลงชวงป ค.ศ.2000 ไดดงภาพท 5
1950 1951 1954 1957 1960-2000
กระบวน
การพฒนา วธการ
บารงรกษา
การซอมเมอเสย (BM)
การบารงรกษาเชงปองกน (PM)
การบารงรกษา ทวผล (PM)
การบารงรกษา เชงปรบปรง(CM)
การปองกนการบารงรกษา(MP)
Maintenance
Prevention (MP)
Corrective Maintenance (CM)
Productive Maintenance (PM)
Breakdown Maintenance (BM)
ลกษณะ
การ
บารงรกษา
ซอมเมอ
เครองจกร
เกดการ
ชารด
มกเปนการ
ปองกนกอน
การชารด
บารงรกษาเพอเพมผลผลตเรมถกนามาใชโดยบรษท(GE:
General)
เนนการปรบปรงแกไขสวนทบกพรองททาใหเครองจกรชารด
เนนทออกแบบใหระบบไมตองการบารงรกษาหรอตองบารงรกษานอยทสด
ภาพท 5 ววฒนาการทางเทคโนโลยการบารงรกษา ทมา: เสกสรร สงหธน. “การบารงรกษาเชงแผนงานเพอเพมประสทธภาพเครองจกรกรณศกษาสายการบรรจนายาทาความสะอาดสขภณฑ.” (วทยานพนธปรญญามหาบณฑต สาขาวชาวศวกรรมการผลต บณฑตวทยาลย มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ,2550), 8.
การบารงรกษาทผานมาตางกจะมวธการบารงรกษาทแตกตางกน เหมอนกน หรอคลายคลงกนนามาเทยบวธการไมได ในหนวยงานการผลตแตละหนวยหรอแตละโรงงาน แผนการผลต ตลอดจนผลตภณฑกจะไมเหมอนกน ซงกเปนสาเหตใหการบารงรกษา ในแตละทไมเหมอนกน ซงในกระบวนการผลตลวนแลวแตคดคนหาวธการบารงรกษาเพออานวยความสะดวกใหกบสายงานของตน ดงนนชนดของการบารงรกษากมหลากหลายวธการดงน (สรพล, 2545)
2.1.1 การบารงรกษาดวยผควบคมเครอง (Operator Maintenance : OM) เปนการบารงรกษาเมอมความเสยหายเครองจกรทใชอย ทาโดยผควบคมเครองนนๆ เปนผดาเนนการซอมเอง
หากเปนการชารดเสยหายเพยงเลกนอย แตหากไมสามารถจะซอมแซมไดกจะเรยกชางจากบรษทผ จาหนายเครองจกรทาการซอมให ซงวธรกษาเมอเครองจกรอปกรณนน เกดชารดและตองหยดเปนกรณฉกเฉน วธนแมวาจะเปนวธการดงเดมในการบารงรกษา แตจาเปนตองนามาใชอยางหลกเลยง

10
ไมไดเนองจากเครองจกรทงหลายแมวาจะไดรบการบารงรกษาปองกนอยางดแลวเพยงใดกตาม กยงมโอกาสเกดเหตเสยหายโดยฉกเฉนขนไดตลอดเวลา อาทเชน
2.1.1.1 ความเสยหายมผลกระทบตอกระบวนการผลต และการซอมบารงรกษานอยมากทาใหความเสยหายดานการบารงรกษากมนอยดวย
2.1.1.2 แนวโนมการเสอมสภาพชารดของเครองจกรแตกตางกนมากและไมสามารถทจะตรวจหรอซอมได
2.1.1.3 การบารงรกษาหลงเกดเหตขดของของเครองจกร (Breakdown Maintenance: BM)
การซอมในกรณนเกดขนหลงจากทเครองจกรอปกรณไดเกดความชารดขน หากมการใชงานซอมบารงเครองจกรอยางด แตในบางกรณเครองจกรกอาจทาใหเกดความเสยหายอยางกะทนหนได แมวาจะไดมระบบซอมบารงเปนอยางดแลวกตาม ทาใหจาเปนตองทาการซอมบารงในรปแบบน กจกรรมซอมบารงในรปแบบนเปนงานของฝายซอมซงอาจตองการความรวมมอจากฝายอนบาง ระบบการซอมบารงตางๆ อยางกะทนหน เพราะการเกดความเสยหายของเครองจกรในลกษณะน จะทาใหเกดผลเสยอยางรายแรงแกระบบการผลต
2.1.2 การบารงรกษาตามตารางทไดกาหนดไว (Scheduled Maintenance: SM) เปนการดาเนนการซอมบารงรกษาโดยใชผทมหนาทโดยตรง ซงเปนเจาหนาทในแผนกบารงรกษาในการดาเนนการไดมการเตรยมแผนการไวลวงหนา โดยไดมการกาหนดจดการบารงรกษา และระยะเวลาทตองทาการบารงรกษา เมอถงเวลาตามแผนกาหนดแลว ทางแผนกซอมบารงรกษากจดสงชางซอมบารงไปดาเนนการตามแผน เชน เปลยนถายนามนหลอลนจารบ หรอตรวจตราในจดทสวนประกอบมอายการใชงานสน ในการดาเนนการนไมไดระบความสามารถ หรอวธการบารงรกษา ดงนนชางซอมบารงจงตองใชความสามารถทตนมเพอดาเนนการใหบรรลผลการบารงรกษาใหไดตามเปาหมายทกาหนด
2.1.3 การบารงรกษาตามแผนทกาหนดไว (Planned Maintenance: PLM) เปนการจดการบารงรกษาโดยเจาหนาทหนวยบารงรกษาทมหนาทโดยตรง โดยเพมความละเอยดของแผนงานเพมจากการบารงรกษาแบบตามกาหนดเวลา กลาวคอ นอกจากกาหนดจดทตองการทาการบารงรกษาแลว ยงคงตองระบวธการบารงรกษาและตวบคคลทจะตองทาการบารงรกษาดวย เพอจะไดซงผทมความสามารถในดานนนๆไปดาเนนการซอมตามวธการทกาหนดและเครองจกรทมความพรอมในการทางานมากทสด มอายการใชงานไดยาวนาน
2.1.4 การบารงรกษาเชงแกไขปรบปรง (Corrective Maintenance: CM) เปนการดาเนนการเพอการดดแปลงปรบปรงแกไขเครองจกร หรอสวนของเครองจกร เพอขจดเหตขดของท

11
เกดขนบอยๆจนเปนปญหาการขดของซาซากเกดการเรอรงของเครองจกรใหหมดไปโดยสนเชง
การปรบปรงสมรรถนะของเครองจกรใหสามารถผลตไดดวยคณภาพและปรมาณทสงขนสาหรบ ขอมลทไดนน มกเปนขอมลทไดหลงการเกดเหตขดของแลวเทานน ผใหบรการในหนาทวเคราะหหาสาเหตตลอดจนการดดแปลงปรบปรงแกไขนตองเปนผทมความชานาญสงเทานน
2.1.5 การปองกนการบารงรกษา (Maintenance Prevention: MP) เปนการดาเนนการเพอไดมาซงเครองจกรทไมตองการการบารงรกษา หรอหากตองการการบารงกเพยงแตมประวตของเครองจกรรนแรกโดยละเอยดซงการศกษาและวเคราะหขอมลมอยจะชวยใหการออกแบบหรอการเลอกซอเครองจกรใหมบรรลถงวตถประสงคของการปองกนการบารงรกษาไดโดย
2.1.5.1 ออกแบบเครองจกรทใชในการผลตใหมความแขงแรงทนทานและบารงรกษาไดงาย โดยเฉพาะการออกแบบเครองจกรทใชกบงานเฉพาะพเศษ
2.1.5.2 ใชเทคนคทจะทาใหเครองจกรทางานไดโดยมความนาเชอถอสง
เครองจกรจะไดไมตองทางานหนกเกนไป
2.1.5.3 ตองรจกเลอกซอเครองจกรตลอดจนอปกรณทดมความทนทาน ใชงานไดงายซอมแซม และมราคาทเหมาะสม
2.1.6 การบารงรกษาเชงพยากรณ (Predictive Maintenance: Pdm) เปนการเฝาดแลรกษาเครองจกรอปกรณเพอทจะคนหาสญญาณการผดปกต ทจะนาไปสการชารดของเครองจกรอปกรณและคาดคะเนความเสยหายทจะเกดขนรวมทงทาการซอมแซมและแกไขความผดปกตกอนทเครองจกรอปกรณนนๆ จะชารด ซงการซอมบารงรกษาเชงพยากรณสามารถทาไดโดยนาเทคนคตางๆมาใชในการเฝาตดตามเงอนไขของการดาเนนงาน เชนการวเคราะหการสนสะเทอน
(Vibration Analysis) การวดอณหภมโดยใชเครองบนทกซงแสดงผลแบบกราฟ (Thermograph)
การศกษาเกยวกบการเสยดสบนสวนตางๆ ของเครองจกร (Iridology) เปนตน ซงมการออกแบบการซอมบารงรกษาเชงพยากรณทดแลว สามารถทาใหการขดของของเครองจกรอปกรณลดลง งานซอมบารงฉกเฉนนอยลง มแตงานซอมบารงรกษาตามทวางแผนไว ทาใหกระบวนการทางานมประสทธภาพเพมขน ตนทนตาลง
2.1.7 การบารงรกษาเชงปองกน (Preventive Maintenance: PM) เปนการดาเนนการในการซอมบารงรกษากอนทเครองจกรนนจะชารดโดยการคาดคะเนและจดแผนการบารงรกษาไวลวงหนา ซงตองสรางแผนการซอมบารงรกษาอยางมมาตรฐานเหตผลเนองมาจากการตระหนกถงผลกระทบตอการผลตเมอมความขดของทไมไดคาดการณไวลวงหนานนเอง การซอมบารงรกษาเชงปองกน สามารถทาไดดวยการตรวจสอบสภาพเครองจกรอปกรณ ทาความสะอาด และทาการ

12
ลอลนใหถกวธ การปรบแตงเครองจกรเปนไปตามคา แนะนาของคมอ รวมทงการปรบปรงและเปลยนชนสวนอะไหลตามกาหนดเวลาวตถประสงคของการซอมบารงเชงปองกนคอ
1.ลดจานวนการชารดขดของของเครองจกรอปกรณ
2.ลดความสญเสยในการผลต เนองจากอปกรณเกดการชารดขดของ
3.เพมอายการใชงาน และผลผลตของอปกรณทงหมด
4.เพอรบขอมลทมความสมพนธกบเครองจกรและอปกรณเพอใชในการตดสนใจตางๆ และสามารถชวยผลตอบแทนการลงทนอกดวย
5.ชวยในการวางแผนและจดลาดบตารางการผลตทดสาหรบการซอมบารงรกษา 6.ชวยเพมความปลอดภย และสขภาพของแรงงาน
2.1.8 การบารงรกษาทวผลโดยทกคนมสวนรวม (Total Productive Maintenance: TPM)
เปนการจดรปแบบของการบารงรกษาสาหรบพนกงานทกคน ตงแตผบรหารสงสดลงมา ถงพนกงานในสายงานผลต ซงเปนการบารงรกษาเครองจกรเครองจกรอยางทวถงทงบรษท โดยการปฏบตการซอมบารงในรปแบบตางๆ ทง 5 รปแบบ คอ กจกรรมโดยรวมทงหมดของระบบ การบารงรกษาทวผลททกคนมสวนรวม ลกษณะของการปฏบตงานจะเปนการปฏบตงานโดยตรงตามหนาท และการปฏบตควบคกบการปฏบตงานตามปกตของทกๆฝายรวมกนเพอใหเกดขนตอนการซอมบารงทมอยางเปนระบบและตอเนองโดยผลสาเรจของการทากจกรรม TPM ดงกลาวน จะนาไปสผลสาเรจของการเพมผลผลตของหนวยงานและองคกรนนเอง
วตถประสงคของการนาศาสตรดานการบารงรกษามาใชกเพอดแลเครองจกรกลใหทางานอยางตอเนองและทางานใหเตมประสทธภาพซงเปนสงทตองการของทกๆองคการ
โดยเฉพาะอยางยงสาหรบอตสาหกรรมการผลตจาเปนอยางยงทจะตองทาใหเครองจกรเหลานหยดทางานเนองจากการชารดใหนอยทสด จะเหนวาวตถประสงคของงานการบารงรกษาเครองจกรกลกคอการลดจานวนครงของการชารดของเครองจกรใหนอยทสด ลดคาใชจายงานซอมแซม และการเพมชวงเวลาความพรอมใชงานของเครองจกร (Machine Availability Period) รวมถงเพมความปลอดภยใหกบผททางานทเกยวของ การบารงรกษาสามารถแบงออกเปน 4 ประเภท คอ
1. การซอมเมอเสย (Breakdown Maintenance: BM) วธการบารงรกษาวธนเปนแนวความคดในงานการบารงรกษาทเกาแกทสดในตาราบางเลมใหนยามวธการบารงรกษาแบบนวา “ดาเนนการโดยไรการบารงรกษา (No maintenance at All or Maintenance Less)” ทงนอาจเปนเพราะวาโดยขอเทจจรงแลวกคอวาบคลากรในฝายบารงรกษาจะไมออกไปปฏบตงานใดๆเลยจนกวาจะมรายงานวามเครองจกรชารดใชงานตอไปไมได อยางไรกตามการบารงรกษาแบบนยงคงมใชอยกบสถานการณบางลกษณะ เชน ในเครองจกรทไมสลบซบซอนและมชนสวนอะไหลพรอม

13
อยเสมอหรอสามารถสงซอไดอยางทนททนใดโดยคาใชจายทเกดขนจากการบารงรกษาแบบนควรจะมคาใชจายนอยกวาการประยกตใชวธการรกษาวธอนๆ ตวอยางการบารงรกษาแบบน ไดแก
หลอดไฟฟา ซงถกปลอยไวจนกระทงหลอดขาด หรอในกรณแผนผาเบรกรถยนตหนาสมผสสกลง
เปนตน ขอเสยในการบารงรกษาชนดนไดแก 1.1ไมมสญญาณใดๆ บอกเปนการเตอนลวงหนาเมอเครองจกรเรมชารด
1.2ไมสามารถยอมรบได ในระบบทตองการความเชอมนสง เชน ในอากาศยาน
1.3เกบชนสวนอะไหลไวมากซงหมายถงคาใชจายในการเกบของคงคลงสง 1.4ไมสามารถบรรลเปาหมายในการปฏบตตามแผนการผลตไดตามประสงค 1.5ไมสามารถวางแผนงานในแผนกการบารงรกษาได
2. การบารงรกษาตามแผน (Plan Maintenance: PM) เพอเปนการลบลางขอบกพรองของการบารงรกษาเมอชารดจงไดมการพฒนางานทางดานการบารงรกษาตามแผนขนมา กลาวโดยยอกคอการบารงรกษาเครองจกรกลตามระยะเวลาทกาหนดขนโดยอาจไดมาจากประสบการณหรอจากคมอการใชงานของเครองจกรนนๆ อยางไรกตามการชารดของเครองจกรโดยไมคาดคดกไมสามารถขจดออกไปไดเนองมาจากวารปแบบความชารดของเครองจกร(ในแงการกระจายทางสถต) ไมไดอยในลกษณะของการกระจายแบบสมาเสมอ ดงนนจงเปนการยากทจะเลอกชวงการบารงรกษาตามแผนทเหมาะสมและในบางกรณถงแมวาไดปฏบตการบารงรกษาตามแผนแลวกตามกยงคงมโอกาสทจะเกดการชารดของเครองจกร โดยไมคาดคดอกอยางหลกเลยงไมได สรปไดวาการใชการบารงรกษาแบบนจะทาใหเปนการเพมคาใชจายในการผลตทงทางตรงและทางออมตวอยางของการบารงรกษาแบบน ไดแก การตรวจเชคระดบนามนทบรเวณชองตรวจระดบนามน
การเปลยนถายนามนตามระยะเวลา การถอดเปลยนชนสวนทสาคญบางชนสวนตามระยะเวลา ฯลฯ
ปญหาหนงทจะพบเสมอเมอทาการบารงรกษาตามระยะเวลา คอ ทาการเปลยนชนสวนบางชนโดยไมจาเปนและในบางกรณอาจจะเปนการรบกวนชนสวนในระบบอนโดยไมจาเปนรวมไปถงในกรณทมการประกอบกลบของชนสวนเขาทไมถกตองซงนบวาไดรบผลเสยมากกวาผลดเสยอก
ในชวงศตวรรษทผานมาจงม วธการบารงรกษาแบบใหมทเรยกกนวา (RELIABILITY CENTRED
MAINTENANCE: RCM) โดยมหลกการ ยอๆ ดงน
2.1 ตรวจวเคราะหหาชนสวนวกฤต
2.2 ตรวจสอบชนสวนวกฤตตามระยะเวลาทกาหนด
2.3 ถอดชนสวนออกเพอปรบสภาพ
2.4 ถอดเปลยนชนสวนวกฤต
2.5 ในกรณของชนสวนทไมวกฤตกใหใชตอไปจนชารด

14
2.6 ในบางกรณทจาเปนใหทาการออกแบบชนสวนบางชนใหม 3. การบารงรกษาเชงพยากรณหรอการคาดคะเน (Predictive Maintenance) หรอ (Fix it
before fails) โดยทวไปในปจจบนเปนททราบกนแลววาเครองจกรกลจะมกลไกและวธทางานสลบซบซอนมากกวาในสมยกอนๆรวมทงเปนการยากทจะทาการถอดเปลยนหรอทาการตรวจเชคตามจดทสาคญของงานการบารงรกษาตามแผน (Plan Maintenance) วธการในงานการบารงรกษาโดยการคาดคะเนนบไดวาเปนปรชญาใหมในศาสตรของการบารงรกษาเครองจกร แนวความคดโดยสรปกคอการใชวธการหรอเทคนคใหมๆของเครองมอวดชนดตางๆเชน อปกรณทในการวดความสนสะเทอน กลองอนฟราเรด เทอรโมกราฟฟ เปนตน โดยพนฐานแลวพอทจะจดแบงการบารงรกษาแบบนออกเปนวธยอยๆคอ
3.1. การวเคราะหสญญาณความสนสะเทอน (Vibration Analysis)
3.2. การวเคราะหสารหลอลนใชแลว (Oil / Wear Particle Analysis)
3.3. การวเคราะหสมรรถนะเครองจกร (Performance Monitoring)
3.4. การวเคราะหภาพถายความรอน (Thermography Monitoring)
ซงมกจะเรยกวธการเหลานวาการตดตามสภาพเครองจกร (Condition Monitoring)
หรอเรยกอกชอหนงวาการตดตามสขภาพเครองจกร (Machine Health Monitoring) กจดไดวาเปนสวนหนงของการบารงรกษาแบบคาดคะเน ความจรงแลวการทา CM: Condition Monitoring หรอMHM: Machine Health Monitoring ไมใชของใหม เพราะโดยทวไปแลววศวกรหรอผควบคมเครองกใชสามญสานกในการดแลเครองจกรอยแลว เชน การใชสายตาตรวจดลกษณะโดยทวไป
การใชจมกดมกลนไหม การใชหฟงเสยงทดงผดปกต และการใชฝามอสมผส (ความรอนและ/หรอความสนสะเทอน) เปนตน อยางไรกตามวธการตรวจสอบดงกลาวจะเปนลกษณะการประเมนสภาพเครองจกรทไมมขอยตทแนนอน ทงนเนองมาจากความไมเทยงตรงของประสาทสมผสแตละคนทไมเหมอนกน ดงนนการใชเครองมอตรวจวดเชงปรมาณสาหรบการบารงรกษาแบบคาดคะเนจงเปนสงสาคญ ทงนเพราะทาใหไดขอสรปทไมมการบดพลวในการประเมน ดงนนจากความหมายของ “Predictive Maintenance” กพอทจะสรปไดวาเมอสามารถทราบถงลกษณะของตนเหตของการชารดกพอทจะสามารถจดเตรยมการลวงหนาสาหรบแรงงาน อะไหล และชวงเวลาการทางานทไมขดกบแผนการผลตหลกโดยมการประยกตใชอยางเหมาะสม
4. การบารงรกษาเชงรก (PROACTIVE MAINTENANCE) เปนการบารงรกษากอนทเครองจกรจะเรมทจะชารด นบวาการใชเทคนคการบารงรกษาเครองจกรทคอนขางใหมในอตสาหกรรมบานเราทงนเพราะแนวคดดงกลาวนถกตพมพเมอประมาณป ค.ศ.1985 โดยยอแลว

15
งานการบารงรกษาแบบนจะมงพจารณาท “รากเหงาของปญหา (Root Causes of Failure)” โดยท
Root Causes สามารถแบงยอยออกเปนแปดอยาง คอ
1. ความไมเสถยรทางเคม (Chemical Stability)
2. ความไมเสถยรทางกายภาพ (Physical Stability)
3. ความไมเสถยรทางอณหภม (Temperature Stability)
4. ความไมเสถยรทางการสกหรอ (Wear Stability)
5. ความไมเสถยรทางการรวไหล (Leakage Stability)
6. การเกดโพรงอากาศในระบบไฮโดรลก (Cavitation)
7. ความไมเสถยรในระดบของสงสกปรก (Contamination)
8. ความไมเสถยรจากการบดตวหรอเยองศนย (Distortion & Misalignment)
เมอใดมการไมสมดลในระบบของเครองจกรจะเกดความไมม Stability ใน Root Causes
ทกลาวมา หรออาจจะมความไมสมดลในระบบมากกวาหนงสาเหตกเปนได ตวอยางทเหนไดงายๆ
ในระบบไฮโดรลก กคอ การทมสงสกปรก (Contaminates) หลดรอดเขาในระบบซงอาจจะเกดจากการเตมนามนสกปรกเขาในระบบ การเสอมสภาพของไสกรองอากาศ การชารดฉกขาดของซล เปนตน สงสกปรกดงกลาวจะเปนสาเหตหลกททาใหระบบขาดสมดลไป เมอวศวกรหรอผชานาญการทราบถง Root Causes กจะทาการแกไขใหระบบกลบคนสสมดล เชน ใชไสกรองมประสทธภาพสงขน เปลยนซลทขาด หรอกรองนามนทสงสยวามสงสกปรกผสมอยเปนตน อยางไรกตามเนองจากจาเปนตองใชทงเครองมอและบคคลากรทมความชานาญสงในการคนหา Root
Causes แนวความคดการบารงรกษาแบบนจงยงไมแพรหลายมากนก
2.2 วศวกรรมความนาเชอถอ (Reliability Engineering)
ในการรวมเทคนคการบารงรกษาเชงรก (Proactive techniques) วศวกรรมความนาเชอถอจะรวมถง Reliability การออกแบบใหม (Redesign) การแกไขหรอการปรบปรงชนสวนประกอบทสาคญ ในบางครงกมความจาเปนตองการแกไขแบบของชนสวนทสาคญ การออกแบบโครงสรางเพอกาหนดหนาทรบผดชอบกถกรวมเขาในวศวกรรมความนาเชอถอดวย
การวดระดบความนาเชอถอ (Moubray, 1997) ไดนยามความหมายของการชารดวา “สนทรพยใดๆ ทไมสามารถใชงานไดตามมาตรฐานหรอระดบทผใชงานยอมรบ” หรออาจนยามความชารดวา เปนความสญเสยทางสมรรถนะของระบบหรอกระบวนการ ซงเปนตนเหตความสญเสยความสามารถของโรงงานและสงผลกระทบตอผลตอบแทนทางธรกจ สาหรบการกาหนดระดบความนาเชอถอในงานวศวกรรมจะดาเนนในชวงกระบวนการออกแบบ ตงแตชวงการ

16
ออกแบบเบองตนจนกระทงชวงการพฒนาตนแบบ รวมทงชวงการทดสอบตนแบบและการทบทวนการออกแบบ
2.2.1 การคานวณความนาเชอถอ (Reliability Calculations) MTBF ควรจะเปนคาคานวณจากการเกบประวตการซอมบารงของเครองจกร การจดบนทกประวตจากชางซอมบารง ประวตการเปลยนชนสวน โดยคาความนาชอถอ (R(t)) สามารถคานวณไดจากสมการดงน (1)
R(t) = 1- F(t) (1)
F(t) คอ อตราความเสยหายของระบบเทยบกบเวลาซงเปนอตราการกระจายตวของความเสยหาย (failure distribution) แบบพนฐาน ถาการสมคาตวแปรเวลา (t) เปนคาความหนาแนนของอตราการเสยหาย (f(t)) แลวจะกาหนดคาสมการความนาเชอถอไดดงน
R(t) = 1- F(t) = f(t)dt (2)
L คอ คาอายเฉลย, t คอคาบเวลาทสนใจ e คอคาลอกการทมธรรมชาต ดงนนจะไดคาความนาเชอถอเทยบกบเวลาคอ
R(t) = 1/L(e–t /L) = e–t /L (3)
คาเฉลยอายสาหรบสมการ Exponential function เทยบเทากบคา Mean Time Between
Failures (MTBF)
R(t) = e–t /M = e–F/t (4)
F คอ อตราความเสยหายและ M คอคา MTBF
อตราการชารด (Failure Rate) โดยทวไปการวดความนาเชอถอของเครองจกรจะใชตวชวดทเรยกวา อตราความเสยหาย โดยหาไดจากสมการดงน
Fr = Number of failures
Total Operating Hours
(5)
สามารถหาคาเวลาเฉลยระหวางความเสยหายของเครองจกรได หรอ Mean Time
Between Failures (MTBF) ซงเปนสวนกลบของคาอตราความเสยหาย
(6)
MTBF = 1
FR(N)

17
ตวอยางการคดอตราการชารด
Unit Failed at Time (Operating Hours)
1 75
2 125
3 130
4 325
5 525
อปกรณ 5 ชนมชวโมงการทางาน 525 ชวโมงตอตว มชวโมงการทางานรวมหลงจากการชารด 2,625 ชวโมง โดยอปกรณตวท 1 ชารดท 75 ชวโมง อปกรณตวท 2 ชารดท 125 ชวโมง อปกรณตวท 3 ชารดท 130 ชวโมง อปกรณตวท 4 ชารดท 325 ชวโมง และอปกรณตวท 5 ชารดท 525
ชวโมง ผลรวมเวลาการทางานแสดงดงตารางขางลาง
Operating Hours Remark
2,625 Total operating hours after failure.
75 Unit 1 operating hours before failure.
125 Unit 2 operating hours before failure. 130 Unit 3 operating hours before failure. 325 Unit 4 operating hours before failure.
+ 525 Unit 5 operating hours before failure. 3,805 Total operating hours.
อตราการชารด (Fr) คานวณไดดงน
(7)
สามารถหาคา MTBF ไดดงน
(8)
2.2.2 คาความนาเชอถอของสวนประกอบยอย แบงออกเปนระบบตางๆไดดงน
Fr = 5
= .0001314 failures/hour 3805
MTBF = 1
= 1
= 761 hours Fr .0001314

18
2.2.2.1 ระบบอนกรม (Series networks) ในกรณของระบบทมสวนประกอบยอยแตละสวนอยในรปแบบของการอนกรมสามารถหาคาความนาเชอถอของระบบรวมไดดงน
Reliability (R) = (RA) (RB) (RC) (9)
ถาระบบอนกรมถกระบในรปของคาบเวลา คาความนาเชอถอรวมสามารถหาไดดงน
Rs = e - (l+l+…+1)t (10)
2.2.2.2 ระบบขนาน (Parallel networks) ในกรณของระบบทมสวน ประกอบยอยแตระสวนอยในรปแบบของการขนานสามารถหาคาความนาเชอถอของระบบรวมไดดงน
Reliability (R) = RA+ RB – (RA) (RB) 2 component network
(R) = 1 – (1-RA) (1-RB) (1-RC) 3 component network
(R) = 1- (1-R)n n identical component
(11)
2.2.2.3 ระบบผสม (Serial-Parallel networks) สามารถอธบายคาความนา เชอถอรวมของระบบแบบผสมไดดงภาพท 6
ภาพท 6 แสดงความนาเชอถอของระบบผสมแบบตางๆ
0.81 0.9 A 0.9 B Rt = Ra x Rb Series Reliability
0.9 A
0.9 B
0.99
Rt = Ra + Rb – (Ra x Rb) Rt = 1 – (1 – Rx)n Parallel Reliability
0.9 A
0.9 B
0.9 A 0.891
Rt = Ra x Rbc Combination Reliability
Network Reliability

19
2.2.3 ความนาเชอถอ (Reliability) และอตราความเสยหาย ความนาเชอถอ คอความนาจะเปนทชนสวน ระบบ หรอเครองจกรจะสามารถทางานไดอยางมประสทธภาพโดยไมเกดความเสยหายหรอชารด ภายใตชวงเวลาทกาหนดไวและภายใตขอกาหนดการทางานโดยทความนาเชอถอจะมคาแปรผกผนกบอตราความเสยหาย อตราความเสยหายมความสาคญมากสาหรบการออกแบบชนสวนเครองจกรกล รวมทงการบารงรกษา เนองจากคาอตราความเสยหายจะนาไปใชในการประเมนคาชวงเวลาการใชงานกอนทชนสวนหรอเครองจกรจะเสยหาย (Mean Time Between
Failures :MTBF) หรอคาความพรอมของระบบ (Availability) เปนตน โดยทวไปเปนทยอมรบกนในวงการวศวกรรมบารงรกษาวา กราฟ “เสนโคงรปอางนา” (Bathtub curve) เปนกราฟทใชอธบายลกษณะเฉพาะทมกจะเกดขนโดยทวไปกบเครองจกรกล ดงแสดงในภาพท
ภาพท รปกราฟ “เสนโคงรปอางนา” (Bathtub curve)
ทมา: วฒนา เชยงกล, เกรยงไกร ดารงรตน และดลดษฐ เมองแมน. การจดการงานบารงรกษาดวย Reliability (กรงเทพมหานคร. ซเอดยเคชน จากด , 2553), 155-156
1 การเสยในชวงแรก (คา Beta นอยกวา 1) คาอตราความเสยหายในชวงเรมแรกจะมคามากแลวคอยๆลดลง เรยกชวงนวาการเกดความเสยหายในชวงแรก (Early Failure Region
หรอ Burn-in Period) ถาเครองจกรสามารถผานชวงนไปไดจะสามารถใชงานไดราบรน
2 การเสยในชวงใชงานปกต (คา Beta เทากบ 1) ชวงเวลานเรยกวาชวงทเกดความเสยหายแบบคงท (Constant Failure Rate Region) เพราะวาอตราความเสยหายในชวงนจะขนอยกบภาระงาน (work load) ทมากระทาตอชนงาน

20
3 การเสยในชวงหมดอายใชงาน Wear out (คา Beta มากกวา 1) ชวงนเรยกวาชวงการสกหรอ (Wear-out Region) ในชวงเวลานคาอตราความเสยหายจะไมไดเกดขนแบบสมแตจะมสาเหตหลกๆมาจากอายการใชงาน คาอตราความเสยหายจะเพมขนอยางมากในชวงปลายอายการใชงาน หากตองการทจะลดผลกระทบของความเสยหายทเกดขนในชวงน อาจจะทาไดโดยการวางแผนการบารงรกษาเชงปองกน หรอการเปลยนและทดแทนชนสวน
2.2.4 การกาหนดระยะเวลาในการตรวจสอบและบารงรกษา ในขณะนไมมวธการทจะกาหนดคาบระยะเวลาทถกตองของงานบารงรกษา เวนแตลกษณะในการบารงรกษาตามอายของระบบหรออปกรณทชารดเสยหายจากการใชงาน ซงขอมลนไมสามารถใชไดถกตองเสมอไปสาหรบระบบและอปกรณใหม วธการพยากรณโดยการตรวจสอบและทดสอบ (Predictive Testing
and Inspection: PT&I) ควรถกนามาใชในการหาความสมพนธระหวางสภาพของอปกรณและอายของอปกรณนนๆ โดยตองระวงไววาในการวเคราะหอปกรณทมลกษณะคลายคลงกนพบวามากกวา 90 เปอรเซนตของอปกรณทนามาวเคราะหแสดงคาความสมพนธระหวางอายกบความนาเชอถอทไมสมพนธกน คาระยะเวลาเฉลยกอนเกดการขดของ(MTBF) มกถกใชบอยในการหา รอบเวลาในการบารงรกษา วธนใหเฉพาะคาเฉลยของอายอปกรณทเกดการขดของไมใชอายทอปกรณจะใชงานไดสงสด การกระจายตวแบบ Weibull จงถกนาไปใชในอตสาหกรรมผลตลกปนเพอหาอายของลกปนซงจะใหขอมลทถกตองมากขนกบการกระจายตวของความขดของ
คณลกษณะอายการใชงาน(Estimated Time of Arrival: eta) จะสมพนธกบอายการใชงานเฉลย 50 เปอรเซนต t
t50 = eta ln2 1/beta 12
แฟคเตอรรปรางการกระจายตวแบบ Weibull ปกตอยระหวาง beta = 0.5 ถง 7
สาหรบคา Beta < 1 หมายถงอตราความเสยหายจะมคาลดลง
สาหรบคา Beta > หมายถงอตราความเสยหายเพมขนตามเวลาการใชงานหรอเรยกวาระยะการสกหรอ (Wear-Out)
สาหรบคา Beta= หมายถงอตราความเสยหายคงท

21
ภาพท 8 ชวงเวลาของการบารงรกษา ทมา: สมภพ ตลบแกว. “การบารงรกษาเครองจกรกลบนพนฐานความนาเชอถอ.” วารสารวชาการพระจอมเกลาพระนครเหนอ. 17, 1 ( ม.ค. – เม.ย.): 72-75.
จากรปท 8 ถาหากวาเครองจกรถกใชงานเกนเวลา TW จะสงผลใหเครองจกรไดรบความเสยหายเนองมาจากการการเสอมสภาพ (กราฟเสนทบทเพมขน) แตถาหากวามการบารงรกษาหรอการเปลยนชนสวนกอนทเครองจกรจะเสอมสภาพ อายการใชงานกจะเพมขนเปน TW + W
(เสนประ) และเมอมการทาเชนนอยอยางสมาเสมอคาของ W กจะกลายมาเปนคาบเวลาในการวางแผนบารงรกษานนเอง
. .5 การบารงรกษาเครองจกรกลบนพนฐานความนาเชอถอ ปญหาหลกอนหนงทสาคญตอผปฏบตงานดานการบารงรกษาเครองจกรกล คอไมสามารถคาดการณไดวาเครองจกรหรอสวนประกอบตางๆจะมอายการใชงานไดเปนเวลานานเทาไรจงจะเสอมสภาพ ดงนนผปฏบตงานจงแกไขปญหานโดยทาการเปลยนหรอซอมแซมชนสวนตางๆ ตามชวงเวลาทกาหนดไวในคมอการใชงานของเครองจกร เปนททราบกนดวาผประกอบการสวนใหญในประเทศมกนยมนาเครองจกรจากตางประเทศเชน ญปน เยอรมน สหรฐอเมรกา เปนตน หรอ อาจเรยกไดวาเปน “ผใช (User)” แตในปจจบนนผผลตเครองจกรกลและชนสวนในประเทศทงขนาดกลางและขนาดยอม (SME) ไดกลบกลายมาเปนผผลตชนสวนและเครองจกรกลสงออกไปยงตลาดตางประเทศเปนจานวนมาก นนกคอ มการพฒนามาเปน “ผสราง (Maker)” มากกวาแตกอน จงเกดคาถามทสาคญวาผสรางเครองจกรกลหรอผผลตชนสวนจะทราบไดอยางไรวา เครองจกรกลทสรางขนมาหรอชนสวนทออกแบบจะมอายการใชงานนานเทาไรจงจะเสอมสภาพ การทจะหาคาตอบไดจาเปนตองประยกตหลกการวศวกรรมความนาเชอถอ (Reliability Engineering) ตงแตขนตอนการออกแบบจนถงการทดสอบชนสวน ทงนกเพอนาผลการทดสอบนไปเปนพนฐานในการกาหนดแผนการบารงรกษานนเอง ดงภาพท 9
W
TW TW + W TW + 2
Failure
Rate
W
Time

22
ภาพท 9 กราฟแสดงความสมพนธระหวางความนาเชอถอกบเวลา
2.3 การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance)
โดยทวไปองคกรสวนใหญมงการปองกนปญหาการขดของโดยไมค านงถงการวเคราะหหาสาเหตการขดของอยางเปนระบบ จงสงผลตอประสทธผลของการบารงรกษา ดวยเหตดงกลาว RCM จงไดถกนามาใชสนบสนนในการระบกลไกทสงผลตอการชารดเสยหายของชนสวนและสามารถระบกจกรรมการบารงรกษาเชงปองกนไดอยางเหมาะสม ซงสามารถนาไปสความมประสทธภาพและประสทธผลในการบารงรกษาได (วระศกด, และโกศล, )
ภาพท 10 แผนภมความสมพนธของการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง
ทมา: Nowlan, F. Stanley, and Howard F. Heap. Reliability-Centered Maintenance.
Department of Defense, Washington,D.C. 1978, Report Number AD-A066579.
Reliability Centered Maintenance
Preventive PT & I BASED Proactive Reactive
- Small item
- Non-Critical
- Inconsequential
- Unlikely to fail
- Redundant
- Subject to wear out
- Consumable
- Known failure pattern
- Random failures
- Not subject to wear
- PM induced failures
- Root Cause Failure
Analysis
- Age Exploration
- FMEA
- Commissioning
คา R(t) หลงจากใชงานไป เดอน
1 เดอน เดอน
.
คา R(t) หลงจากเปลยนชนสวนตามแผน PM
คา R(t) ในชวงเรมตน
. .
t ( เดอน)
R (t)

23
คาจากดความของการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability
Centered Maintenance) หรอ RCM ถกกาหนดโดยนกวจยไวหลายทานดงน
RCM คอ กระบวนการในการกาหนดแผนงานลวงหนาของการบารงรกษาโดยตระหนกถงความนาเชอถอและขดความสามารถของอปกรณ (Nowlan และ Heap, ) RCM คอ กระบวนการทถกใชเพอกาหนดความตองการในการบารงรกษาของทรพยสนทางกายภาพใดๆ ตามความตองการในการใชงานของผใชงาน (สชญาน, ) RCM คอ กรรมวธทใชในการกาหนดความตองการ หรอแผนการบารงรกษาของเครองจกรและสวนประกอบโดยคานงถงความนาเชอถอไดของเครองจกรและสวนประกอบดวยคาใชจายนอยสด (วระศกด, ) RCM คอ แนวทางอยางเปนระบบเพอทาใหเขาใจถงแนวทางความชารดของเครองจกร และการระบงานบารงรกษา ทสามารถลดความชารดเสยหายใหเกดขนนอยทสด โดยมงความนาเชอถอสงสด และลดหรอขจดงานบารงรกษาเชงปองกนทเกนความจาเปน (โกศล, ) จากคาจากดความตางๆ ขางตนของ RCM สามารถกลาวโดยสรปไดวา RCM ถอเปนแนวทางอยางเปนระบบ เพอศกษาและเขาใจถงรปแบบความชารดเสยหายของเครองจกร รวมทงการระบกจกรรมงานบารงรกษาทสามารถลดความชารดเสยหายใหเกดขนนอยทสด และการระบงานบารงรกษาเชงปองกนอยางมประสทธผล และประสทธภาพในอปกรณหลก โดยมงระดบความนาเชอถอของระบบ และมคาใชจายบารงรกษาทเหมาะสม ดงนน RCM จงเปนแนวทางสาหรบการประเมนเพอกาหนดกลยทธสาหรบจดการเครองจกรอยางเหมาะสมทสด ดวยการระบหนาทการทางาน และรปแบบหรอสาเหตการชารด โดย RCM สามารถนยามในรปของโครงสรางและกระบวนการทางตรรกะ (Logical Process) โดยมงเนนการปรบปรงระดบความนาเชอถอและความปลอดภยสงสด ซง RCM จะมองคประกอบและแนวทางดงน (โกศล, ) .นยามขอบเขตของระบบ
.นยามหนาทการใชงานทสาคญของระบบ
.การจาแนกรปแบบความชารดเสยหาย (Failure Modes) และผลกระทบทเกดขน
.ประเมนความสญเสยทเกดจากความชารดของชนสวนหรอองคประกอบ
.ดาเนนการแกไข และปองกนไมใหปญหาการชารดเสยหายเกดขน 2.3.1 เปาหมายทวไปของ RCM ประสทธผลของระบบการบารงรกษาจะเกดขนกตอเมอความถของการเกดปญหาความขดของลดลง ซงความถของการเกดความขดของจะเปนตวชวดสาคญของความนาเชอถอ และความพรอมในการใชงานของระบบ โดย RCM จะมบทบาทตอการแกไขปญหาความบกพรองดวยการใชเทคนคการวนจฉย (Diagnostic Techniques) และการ

24
ตรวจตดตาม เพอระบกาหนดการกจกรรมบารงรกษา (Maintenance Scheduling) ทจาเปนซงสงผลตอการเพมความนาเชอถอ และยงลดกจกรรมบารงรกษาเชงปองกนทซาชอน
ภาพท 11 กระบวนการการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง
ทมา: Jardaine, Andrew K.S., and Albert H.C. Tsang., Maintenance Replacement and
Reliability Theory and Application (Boca Raton Florida: Taylor & Francis Group, 2006), 9.
2.3.2 กรอบการดาเนนงานของ RCM ดงทไดกลาวมาตอนตนแลววา เปาหมายของ RCM คอการกาหนดกจกรรมการบารงรกษาอยางเหมาะสม ซง RCM สามารถดาเนนการตามขนตอนตอไปน
2.3.2.1 เมอดาเนนการวเคราะหระบบทมความซบซอน และประกอบดวยหนาทการทางานขององคประกอบทหลากหลาย (Numerous Functions) ใหดาเนนการจดแบงออกเปนระบบยอย (Sub-Systems) เพอใหผวเคราะหสามารถมงใหความสาคญ (Concentrate) ในเฉพาะสวนของระบบทศกษาและหลกเลยงความสบสนกบองคประกอบหรอระบบยอยอนๆ ซงในกระบวนการดงกลาวนจะตองมการจดทาเอกสารในการระบขอบเขตและหนาทการใชงานอยางชดเจน
2.3.2.2 องคประกอบวกฤต (Critical Components) จะตองถกระบในแตละระบบยอย โดยใชขอมลประวตการขดของและการซอม เนองจากปญหาการชารดดงกลาวอาจเปนสาเหต การชารดของระบบยอย
2.3.2.3 รปแบบความชารดเสยหาย (Failure Mode) ของแตละชนสวนจะถกระบขน และมการวดประเมนความเสยง โดยจะมการลาดบตามคาวกฤตของความชารดเสยหาย (Functional Failure) แตละองคประกอบทพจารณา
ระบ หนาทใช
งาน
เลอกเครองจกร
ระบคณลกษณะความเสยหายและสาเหต
ระบ ผลลพธ ทตามมา
เลอกเทคนคการบารง-
รกษาดวย RCM Logic
สรางและปรบปรง แผน
บารงรกษา
ระบ ความ
ลมเหลวของ หนาทใชงาน
1 2 3 4 5 6 7

25
2.3.2.4 เลอกนโยบายการบารงรกษา (Maintenance Policies) สาหรบแตละรปแบบความชารดเสยหายขององคประกอบตามขอมลประวตทถกบนทก (Failure Records) หรอการสนทนาพดคยกบผปฏบตงาน โดยขอมลประวตการชารดควรมความชดเจนถกตองเพอนาไปใชสาหรบตดสนใจวาจะใชกลยทธบารงรกษาแบบใดในแตละองคประกอบ
2.3.3 การประเมนและคดเลอกวเคราะหเครองจกรตามความวกฤตและวเคราะหหนาทกระบวนการการคดเลอกและวเคราะหเครองจกรตามความวกฤต พจารณาตามหนาททกระบวนการผลต (ระบบ) ตองการ ซงมความสาคญกอนและหลงตามความวกฤตของหนาทนน และเครองจกรทาไดดหรอไมไดอยทภาระทมนรบอย (Operating Context)
แนวทางการเลอกองคประกอบทสาคญ (Critical Component) โดยพจารณาจากระบบยอยทมรปแบบความเสยหายวกฤต (Critical Failure Mode) ซงมผลกระทบตอกระบวนการผลตความปลอดภย เปอรเซนตการใชประโยชนของเครองจกรทเสยหาย การบารงรกษาโดยแนวทางหรอ กระบวนการเลอกองคประกอบวกฤตนจะแสดงดวยแผนภาพทางโลจก (RCM Logic Tree) ดงแสดงในภาพท 12
องคประกอบทสาคญ
สงผลกระทบตอความปลอดภยและสงแวดลอมทนา ไปสความเสยหายของเครองจกร (SEI) หรอไม
เปอรเซนตการใชประโยชนของเครองจกรทเสยหาย (UR)
สงผลกระทบตอกระบวนการผลต (EM) หรอไม
ใช
ใช
ใช
ใช
ไม
ไม
ไม
ไม
ผลกระทบจากรปแบบความชารดเสยหาย
มความยงยากซบซอนในการซอมบารง (MTC) หรอไม
ไมใชองคประกอบทสาคญ
ภาพท 12 แผนภาพการเลอกองคประกอบทสาคญ (Critical Component)
ทมา: โกศล ดศลธรรม. “วศวกรรมความนาเชอสาหรบงานบารงรกษา.” เทคนคไฟฟาเครองกล อตสาหการ (มนาคม 2554): 108.

26
โดยการคานวณคาความสาคญของเครองจกร (Machine Criticality: MC) พจารณาจากเกณฑ 4 ดาน (Abdulnour, 1998: 591) คอ
. EM (Effect of the machine) ผลกระทบตอกระบวนการผลต . UR (Utilization rate of the machine) อตราการใชประโยชนของเครองจกรทเสยหาย
. SEI (Safety and environmental incidence of machine) ผลกระทบตอความปลอดภยและสภาพสงแวดลอมทนาไปสความเสยหายของเครองจกร
. MTC (Technical complexity of the machine) ความยงยากซบซอนในการซอมบารงและจาเปนตองอาศยทรพยากรจากภายนอก สตรทใชในการคานวณคาความสาคญของเครองจกร (Machine Criticality, MC)
(สมภพ, 2550) กาหนดนาหนกของความสาคญของแตละปจจย คอ
คะแนน 0 หมายถง ไมมผลกระทบจากปจจยนน คะแนน 1 หมายถง ผลกระทบจากปจจยนนมนอยมาก คะแนน 2 หมายถง ผลกระทบจากปจจยนนมปานกลาง
คะแนน 3 หมายถง ผลกระทบจากปจจยนนมมากทสด จากนนนาคะแนนทไดมาคานวณคาความสาคญของเครองจกร (Machine Criticality:
MC) จากสมการ (13) ดงน
MC = 3EM + 2UR + 3SEI + 1MTC (13)
โดยท
MC = ความสาคญของเครองจกร (Machine Criticality)
EM = ผลกระทบตอกระบวนการผลต
UR = เปอรเซนการใชประโยชนของเครองจกรทเสยหาย
SEI = ผลกระทบตอสภาพสงแวดลอมทนาไปสความเสยหายของเครองจกร MTC = ความยงยากซบซอนในการซอมบารง
การจดแสดงคะแนนความวกฤตโดยใหเหนแยกกน ชวยใหสามารถเหนภาพทงหมดไดในคราวเดยวกน นอกจากนนยงสามารถจดลาดบ (Sort) ตามประเดนเพอดาเนนการตางๆไดงายดงแสดงในตารางท 4 ดงน
27
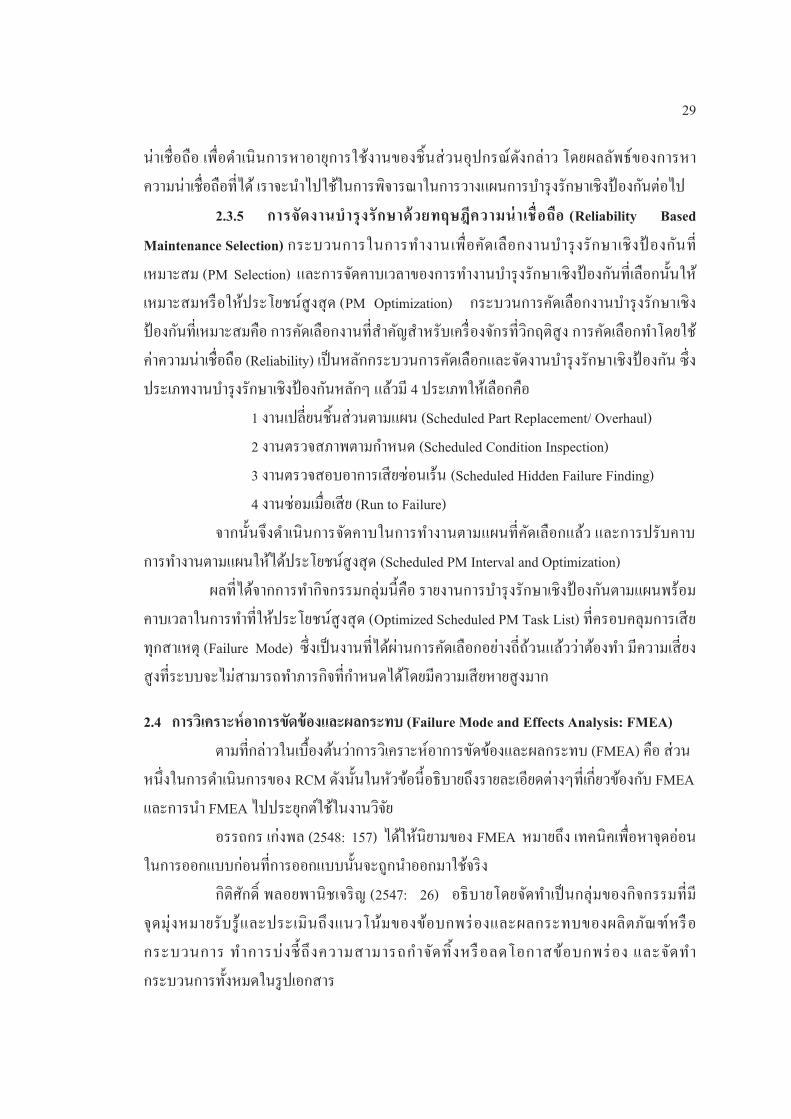
ตารางท 4 ตวอยางการคานวณคาความสาคญของเครองจกร (Machine Criticality, MC)
Weight 3 3 2 1 MC
Criticality
Code Machine Code SEI EM UR MCT
M01 3 3 3 1 25 A
M02 2 3 2 1 20 A
M03 3 3 3 1 25 A
M04 3 3 3 1 25 A
L01 2 2 2 1 17 B
L02 1 2 2 1 14 B
G01 2 2 2 1 17 B
G02 3 2 3 1 22 A
G03 1 2 2 1 14 B
G04 1 2 2 1 14 B
เพอใหสามารถใชงานคะแนนความวกฤตไดงาย จงควรจดความวกฤตทคานวณไดเปนชวงคะแนน 3 ชวง ซงหมายถง วกฤตสง กลาง และตา ตามลาดบ หรอเรยกวา A, B และ C ดงน
A: 20 ถง 27 เครองจกรนนสาคญมาก
B: 12 ถง 19 เครองจกรนนสาคญปานกลาง
C: 0 ถง 11 เครองจกรนนสาคญนอย
2.3.4 การดาเนนการของ RCM การดาเนนการ RCM จะถกแบงออกเปน 3 ชวง โดยในชวงแรกจะดาเนนการทบทวนบนทกประวตการบารงรกษา (Maintenance History Records) ของระบบ ในชวงท 2 จะมการวเคราะหความชารดเสยหาย (Functional Failure Analysis) และในชวงท 3 จะดาเนนการเลอกกลยทธบารงรกษา หลงจากไดสนทนาหรอพดคยกบผปฏบตงาน ซงการดาเนนการจะมแนวทางทสาคญ จากภาพท 12 (โกศล, 2554) แสดงถงรายละเอยดการวเคราะหตามแนวทางของ RCM เพอกาหนดนโยบายการบารงรกษาทเหมาะสม โดยมองคประกอบทสาคญ คอ
2.3.4.1 แนวทางเลอกระบบยอย (Sub-System) ในทกระบบยอยจะประกอบไปดวยองคประกอบ (Components) ซงแตละองคประกอบจะมคณสมบตเฉพาะ และอตราความชารดเสยหาย (Failure Rate) โดยทบางองคประกอบอาจจะมผลกระทบตอระบบยอย ดงนนสารสนเทศทจาเปนสาหรบการเลอกระบบยอยมดงน
1 ประวตการบารงรกษา 2 รายงานความชารดเสยหายในแตละองคประกอบ

28
3 ขอมลจากผผลต เชน วธการปฏบตการ (Operation Procedures) และขอกาหนดทางเทคนค เปนตน
2.3.4.2 แนวทางการวเคราะหชนสวนอปกรณทสาคญในแตละระบบยอย (Critical Component) โดยพจารณาจากชนสวนอปกรณทมรปแบบความเสยหายสาคญ (Critical
Failure Mode) ซงมผลกระทบตอความมากนอยในการใชงานชนสวนอปกรณ ราคาของชนสวนอปกรณ ระยะเวลาในการซอมแซมหรอเปลยนชนสวนอปกรณ และผลกระทบตอชนสวนอปกรณอนๆ (ศรรตน, ) สาหรบกระบวนการวเคราะหระบบยอยทสาคญไดแสดงดงภาพท 1
เครองจกร/ระบบ
แบงระบบออกเปนระบบยอย
วเคราะหความสาคญในแตละระบบยอย
ระบรปแบบชารดเสยหายในแตละองคประกอบ
วเคราะหสาเหตและผลกระทบของความชารดเสยหายในแตละรปแบบ
บนทกทบทวนความชารดเสยหาย
ประเมนหาแนวทางปรบปรงงานบารงรกษา
พจารณากจกรรมบารงรกษาในรอบทผานมา
เปรยบเทยบกจกรรมงานการบารงรกษา
ภาพท 1 แผนผงแสดงลาดบขนตอนในการดาเนนการวจย
2.3.4.3 แนวทางเลอกรปแบบความชารดเสยหายแตละองคประกอบ ไดเลอกใชการวเคราะหคณลกษณะความเสยหายและผลกระทบ (Failure Mode and Effects Analysis: FMEA)
ซงเปนวธทนยมทวไปทใชเพอวเคราะหรปแบบความชารดอยางเปนระบบ (Systematically
Analyze) และใชผลลพธดงกลาวสาหรบประเมนผลกระทบจากความชารดเสยหาย 2.3.4.4 แนวทางการปรบปรงงานบารงรกษา หลงจากไดชนสวนอปกรณททา
การวเคราะหผลกระทบและรปแบบความเสยหายเรยบรอยแลว เราจะใชหลกการวศวกรรมความ
29
นาเชอถอ เพอดาเนนการหาอายการใชงานของชนสวนอปกรณดงกลาว โดยผลลพธของการหาความนาเชอถอทได เราจะนาไปใชในการพจารณาในการวางแผนการบารงรกษาเชงปองกนตอไป
2.3.5 การจดงานบารงรกษาดวยทฤษฎความนาเชอถอ (Reliability Based
Maintenance Selection) กระบวนการในการทางานเพอคดเลอกงานบารงรกษาเชงปองกนทเหมาะสม (PM Selection) และการจดคาบเวลาของการทางานบารงรกษาเชงปองกนทเลอกนนใหเหมาะสมหรอใหประโยชนสงสด (PM Optimization) กระบวนการคดเลอกงานบารงรกษาเชงปองกนทเหมาะสมคอ การคดเลอกงานทสาคญสาหรบเครองจกรทวกฤตสง การคดเลอกทาโดยใชคาความนาเชอถอ (Reliability) เปนหลกกระบวนการคดเลอกและจดงานบารงรกษาเชงปองกน ซงประเภทงานบารงรกษาเชงปองกนหลกๆ แลวม 4 ประเภทใหเลอกคอ
1 งานเปลยนชนสวนตามแผน (Scheduled Part Replacement/ Overhaul)
2 งานตรวจสภาพตามกาหนด (Scheduled Condition Inspection)
3 งานตรวจสอบอาการเสยซอนเรน (Scheduled Hidden Failure Finding)
4 งานซอมเมอเสย (Run to Failure)
จากนนจงดาเนนการจดคาบในการทางานตามแผนทคดเลอกแลว และการปรบคาบการทางานตามแผนใหไดประโยชนสงสด (Scheduled PM Interval and Optimization)
ผลทไดจากการทากจกรรมกลมนคอ รายงานการบารงรกษาเชงปองกนตามแผนพรอมคาบเวลาในการทาทใหประโยชนสงสด (Optimized Scheduled PM Task List) ทครอบคลมการเสยทกสาเหต (Failure Mode) ซงเปนงานทไดผานการคดเลอกอยางถถวนแลววาตองทา มความเสยงสงทระบบจะไมสามารถทาภารกจทกาหนดไดโดยมความเสยหายสงมาก
2.4 การวเคราะหอาการขดของและผลกระทบ (Failure Mode and Effects Analysis: FMEA)
ตามทกลาวในเบองตนวาการวเคราะหอาการขดของและผลกระทบ (FMEA) คอ สวนหนงในการดาเนนการของ RCM ดงนนในหวขอนอธบายถงรายละเอยดตางๆทเกยวของกบ FMEA และการนา FMEA ไปประยกตใชในงานวจย อรรถกร เกงพล (2548: 157) ไดใหนยามของ FMEA หมายถง เทคนคเพอหาจดออนในการออกแบบกอนทการออกแบบนนจะถกนาออกมาใชจรง กตศกด พลอยพานชเจรญ (2547: 26) อธบายโดยจดทาเปนกลมของกจกรรมทมจดมงหมายรบรและประเมนถงแนวโนมของขอบกพรองและผลกระทบของผลตภณฑหรอกระบวนการ ทาการบงชถงความสามารถกาจดทงหรอลดโอกาสขอบกพรอง และจดทากระบวนการทงหมดในรปเอกสาร

30
2.4.1 ประโยชนของ FMEA มดงตอไปน 1 เพอนาขอมลการซอมมาใชประโยชนในการบารงรกษาให
2 ชวยสนบสนนการออกแบบทผดพลาดใหถกตองยงขน
3 ทาใหเกดการคลองตวในการสอสาร ระหวางพนกงานททางานรวมกน
4 ทาใหเขาใจพฤตกรรมการทางานของชนสวนอปกรณ และมความรจากการวเคราะหความเสยหาย
2.4.2 ขอบเขตการทางานของ FMEA โดยทวไปแลว FMEA ใชไดดในการวเคราะหเกยวกบความเสยหายของชนสวนอปกรณตางๆ ทสงผลใหระบบไมสามารถทางานตอไปได แตอยางไรกตาม ถาหากระบบนนมการทางานทซบซอน และมหลายหนาทการทางานรวมถงมอปกรณยอยๆ ประกอบขนมามาก กจะทาใหเกดความยากในการใช FMEA ทงนเพราะมรายละเอยดของขอมลทตองพจารณา ขอจากดอกอยางหนงทไมควรนามาพจารณาถาหากใช FMEA คอความผดพลาดในการทางานอนเนองมาจากตวบคคล นอกจากนความเสยหายทเกดจากสงแวดลอมกเปนปจจยหนงทไมควรนามาพจารณาในการทา FMEA
2.4.3 ขอมลทจาเปนในการทา FMEAในการใช FMEA เพอวเคราะหการทางานของระบบนน จาเปนตองทราบโครงสรางของระบบกอนซงโครงสรางของระบบนนประกอบไปดวย
1 สวนประกอบตางๆ ของระบบและลกษณะเฉพาะ 2 ตวเชอมโยงระหวางอปกรณตางๆ
3 ตาแหนงการทางานของสวนประกอบตางๆ
4 ตองทราบถงความเปนไปของระบบ
การวเคราะห FMEA จาเปนตองทราบรปแบบของระบบ (System Modeling) และมขอมลทจาเปนตองใชและเกยวของกบระบบการทางานอยางเพยงพอ
2.4.4 ขนตอนในการวเคราะหการออกแบบ FMEA (อรรถกร, 2548: 160) การวเคราะห FMEA ทครบถวนจะตองมการสรางตารางเพอการวเคราะหโอกาสเกดความผดพลาดและผลลพธภายหลง (Potential Failure and Consequences) ซงจะถกเตมขอมลตามขนตอนการวเคราะหดงตอไปน

31
ภาพท 14 ขนตอนการวเคราะหลกษณะขอบกพรองและผลกระทบ (FMEA)
ทมา: กสมา จรวงศสวสด. “การประยกตใช FMEA และ AHP เพอปรบปรงกระบวนการการผลต ฟรต กรณศกษาโรงงานผลตสารเคลอบเซรามกส.” (วทยานพนธปรญญามหาบณฑต สาขาวชาวศวกรรมศาสตร บณฑตวทยาลย มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ, 2550), 20.
2.4.4.1 แสดงรายการประกอบหลก (Major Assemblies) ของทงระบบออกเปนองคประกอบยอย เพอศกษาหาสาเหตและรปแบบความชารดเสยหายของแตละองคประกอบรวมทงผลกระทบตองคประกอบอน ๆ ในระบบ
รวบรวมความสมพนธองคประกอบและฟงกชนกระบวนการผลต
กาหนดโหมดความบกพรองทเปนไปได
ระบผลกระทบแตละขอบกพรอง
ระบสาเหตแตละขอบกพรอง
จดลาดบการควบคมกระบวนการปจจบน
หาลาดบความสามารถในการตรวจจบขอบกพรองสงสด
คานวณคาความเสยงชนา (RPN)
จาเปนตองมการแกไขหรอไม
แนะนามาตรการแกไข
ทาการปรบปรง
หาลาดบความรนแรงของผลกระทบสงสด
หาลาดบโอกาสในการเกดขอบกพรองสงสด
ไม
ใช รายงานผลขอบกพรองและผลกระทบ (FMEA)
ปรบปรงขอมล

32
2.4.4.2 ระบชอชนงาน และตวเลขกากบชนงาน (Part Name and Part Number)
เปนขอมลเพอใชแสดงชอ และรายละเอยดตางๆ เฉพาะของชนสวนนน
2.4.4.3 หนาทของชนสวน (Function of the Part) เปนขอมลหนาทการทางานของชนสวนนนขอมลนอาจจะมหลายแบบ หากหนาทของชนสวนมหลายหนาท และแตละหนาทมโอกาสเกดความผดพลาดขนได ดงนนจาเปนตองลงรายการแยกจากกน เพอความสามารถในการวเคราะหและจดเกบขอมล
2.4.4.4 โอกาสเกดภาวะความผดพลาด (Potential Failure Mode) ตองมการลงรายการแยกแตละโอกาสทจะเกดความผดพลาดของแตละหนาทโดยความหมายของโอกาสเกดภาวะความผดพลาดคอ โอกาสทชนสวนจะทางานผดพลาดขนหรอโอกาสทชนสวนจะไมสามารถทางานไดตรงตามการออกแบบ โดยความหมายนรวมถงชนสวนอนๆ หรอชนสวนทกาลงพจารณาอย สงผลใหโอกาสเกดภาระความผดพลาดเกดขนในสวนทกาลงพจารณาหรอชนสวนอนๆ
การตงสมมตฐานนนตองมการสมมตวาความผดพลาดอาจเกดขน แตในทางปฏบตอาจไมเกดขนจรง สงทสาคญคอ ภาระความผดพลาดควรมการอธบายความหมายของเทคนคมากกวาใชการอธบายแบบทวไป เพอมใหผบรโภคเขาใจผดวาผลตภณฑมจดดอย ตวอยางของภาวะความผดพลาด มดงตอไปน รอยแตก สเพยน การผดรป การสน การหลวม กระแสไฟลดวงจร รอยรวรอยราว การตดกน เปนตน
2.4.4.5 ผลกระทบของการผดพลาด (Effect of Failure) ผลกระทบอนเกดจากภาวะความผดพลาดในหนาททถกออกแบบใหผบรโภคใช ดงนน ผลกระทบแตละชนดจงควรถกบนทกและอธบายสงทผบรโภคไดรบผลกระทบหรอมประสบการณอนเกดจากความผดพลาด ผลกระทบเหลานบางครงมไดมผลเพยงความผดพลาดเฉพาะชนสวน แตมกจะมผลกระทบตอเนองอนอกดวยตวอยางของผลกระทบ มดงตอไปนเสยงรบกวน กนผดปกต มองเหนการทางานไมชด ทางานไมเสถยร ทางานไมสมาเสมอ เปนตน
2.4.4.6 ผลกระทบของระดบความรนแรง (Severity Level) จะตองถกตรวจสอบและจะตองมการใหลาดบความรนแรง (Severity Ranking) รวมทงจะตองมการวางเกณฑ (Criteria)
ในการใหระดบขนความรนแรงโดยผออกแบบหรอกลมผตรวจสอบ ควรจะมการวางเกณฑอยบนพนฐานของผลตภณฑแตละชนด แตโดยรวมควรจะตองมความสมาเสมอและยตธรรมตอทกผลตภณฑ การปรบปรงแกไขการออกแบบหรอกระบวนการเทานน จะสามารถลดลาดบขนความรนแรงลงได
2.4.4.7 สาเหตหรอกลไกทสรางโอกาสเกดความผดพลาด (Potential Causes or
Mechanisms of Failure) ความผดพลาดทเกดขนทกชนดจะตองมสาเหตหรอกลไกการเกดขน

33
ดงนน จะตองมการลงรายการสาเหตหรอกลไกทสรางโอกาสเกดความผดพลาด เพราะสาเหตเหลานเปนตวชวดความบกพรองในการออกแบบ ซงตองการการแกไขพฒนา ตวอยางของสาเหตทสรางโอกาสเกดความผดพลาด มดงน
1 มการออกแบบอายการใชงานไมเพยงพอ
2 ชนงานมความเครยดภายในมากเกนไป
3 มการกาหนดการซอมบารงไมเหมาะสม
4 มการปองกนจากสงแวดลอมอยางไมเพยงพอ
ตวอยางของกลไกทสรางโอกาสเกดความผดพลาด เชน การสกหรอ การลา การกดกรอน การยด วสดมความไมเสถยร เปนตน
หลงจากนนตองมการหาโอกาสเกดความผดพลาดระหวางการทางานของชนสวนนน ดงนนจะเหนไดวาการลดสาเหตของการเกดความผดพลาด ทาไดดวยการขจดหรอควบคมสาเหตของขอบกพรอง โดยเรมตงแตการออกแบบผลตภณฑหรอกระบวนการผลตจะเปนสงทจะสามารถลดลาดบทของโอกาสเกดความผดพลาดได
2.4.4.8 การควบคมกระบวนการ (Process Controls) การควบคมกระบวนการเปนวธการเพอปองกนภาวะความผดพลาดหรอปองกนไมใหมสาเหตใหเกดภาวะความผดพลาด ดงนน จาเปนตองมการควบคมตอไปน
1 มการใชการควบคมกระบวนการทางสถต
2 มการควบคมกระบวนการในทกขนตอน
การใหลาดบทการตรวจจบ (Detection Ranking) จะทาใหสามารถตรวจจบสาเหตทจะทาใหกระบวนการเกดภาวะความผดพลาด กอนทจะนาไปผลตจรง ดงนนตองมการใชลาดบบนพนฐานของโอกาสทจะตรวจพบโดยการควบคมกระบวนการ
2.4.4.9 การคานวณตวเลขความเสยงชนา (Risk Priority Number: RPN)
(Chrysler Corporation, Ford Motor Company, and General Motors Corporation, 1995) เพอจดลาดบกระบวนการในมมมองทางดานสภาวะความผดพลาดและการวเคราะหผลกระทบ ในแตละสาเหตหรอกลไกการเกดความผดพลาด ซงประกอบดวยอตราผลกระทบของความรนแรง (Severity: S)
ซงดไดจากตารางท 5 ความถทเกดขนของขอบกพรองทคาดวาจะเกด (Occurrence: O) ซงดไดจากดงตารางท และความสามารถในการตรวจจบ (Detection: D) ซงดไดจากตารางท 7 ตามลาดบ
โดยมสตรในการคานวณดงน
RPN = (S) × (O) × (D) (14)
34
โดยท RPN = ตวเลขลาดบความเสยง
SR = ระดบความรนแรง
OR = ระดบการเกด
DR = ระดบชวงเวลาเตอน
ตวเลขลาดบความเสยงกจะแสดงถงความสาคญของขอขดของในการทางานแตรปแบบทมแนวโนมจะเกดขน ซงมคาตงแต 1 ถง 1000 โดยคา 1 กจะมลาดบตาสดและ 1000 (10 x
10 x 10) กจะมลาดบสงสดเนองจากตวเลขลาดบความเสยงไดมาจากตวเลขทสมมตขนโดยความเหนชอบและยนยอมจากผทเกยวของ จงควรใชในการเปรยบเทยบและจดลาดบความสาคญเทานน
เมอไดคาตวเลขลาดบความเสยงแลว ควรจะทาการพจารณากระบวนการของชนสวนทมคาสงสดกอน เนองจากมความเสยงสงในการเกดความผดพลาดไมตรงกบการออกแบบ หลงจากนนจงควรมการกาหนดแผนการปรบปรง อยางไรกตาม เนองจากมองคประกอบ 3 อยางในการคานวณหากมองคประกอบใดมคาสงกวาปกตควรจะมการพจารณาปรบปรงเชนกน เนองจากความผดพลาดอาจจะเกดขนไดหากมจดออนทใดทหนง
การประเมนความเสยง (Risk Evaluation) แบงออกเปน 4 ระดบคอ ความเสยงเลกนอย (Minor) ไมตองมปฏบตการแกไข (RPN < 60), ความเสยงปานกลาง (Moderate) ไมตองมปฏบตการแกไข แตตองมการควบคมตดตามผลการดาเนนการ (RPN < 80), ความเสยงสง (High)
ตองมการควบคมอยางจรงจง พรอมตรวจสอบความถกตองดวยวธการทเหมาะสม (RPN < 100),
ความเสยงวกฤต (Critical) จะตองมปฏบตการแกไขและปองกน พรอมทงดาเนนการเปลยนแปลงอยางจรงจง (RPN > 100)
2.4.4.10 แผนการปรบปรง (Improving Plan) หลงจากไดคาตวเลขลาดบความเสยง (RPN) จะตองมการกาหนดแผนการปรบปรงโดยควรมการปรบปรงในจดทมคาลาดบสง โดยเฉพาะทขนความรนแรง (Severity) ทมคาสงกอน เนองจากคาความรนแรงเปนจดสาคญทอาจสรางผลกระทบไปสคาการเกดความผดพลาด และคาโอกาสทตรวจจบ
2.4.4.11 การเกบขอมลการปฏบต (Record Actions) หลงจากทแผนการปรบปรงไดมการสรางขนแลวจะตองมการคานวณคาตวเลขลาดบความเสยง (RPN) อกครง เพอใหแนใจวาคา RPN มจานวนลดลงและเพอการประเมนในอนาคต

35
ตารางท 5 แสดงเกณฑการกาหนดอตราผลกระทบของความรนแรง (S)
ผลกระทบ เกณฑดานผลตภณฑ
(ผลกระทบตอลกคา) คะแนน ผลกระทบ เกณฑดานกระบวนผลต
(ผลกระทบตอการผลต/ประกอบ) ลมเหลวทจะบรรลความปลอดภยและหรอกฎระเบยบทกาหนดไว
มผลกระทบรนแรง สงผลตอความปลอดภยในการใชงาน
10 ลมเหลวทจะบรรลความปลอดภยและหรอกฎระเบยบทกาหนดไว
มผลกระทบทมากตอพนกงาน
หรอโรงงานและไมมการเตอนลวงหนา
มผลกระทบรนแรง สงผลตอความปลอดภยในการใชงาน
9 มผลกระทบทมากตอพนกงาน
หรอโรงงานและมการเตอนลวงหนา
สญเสยหรอถกลดระดบหนาทการทางานหลก
สญเสยหนาทการทางานหลกแตไมกระทบตอความปลอดภย
8 Major
Disruption
เครองจกรหยดงาน มากกวา 8 ชม
หรอผลตของเสยมากกวา 4 ชม
ลดระดบหนาทการทางานหลกถกลดสมรรถนะการทางาน
7 Significant
Disruption
เครองจกรหยดงาน ระหวาง 4 - 8
ชม หรอผลตของเสยนอยกวา 4 ชม
สญเสยหรอถกลดระดบหนาทการทางานรอง
สญเสยหนาทการทางานรองและขาดความสะดวกสบาย
6 Moderate
Disruption
เครองจกรหยดงานระหวาง 1 - 4
ชม หรอผลตของเสยระหวาง 1 - 2
ชม
ลดระดบหนาทการทางานรอง แตทางานไดโดยสะดวก
5 เครองจกรหยดงานระหวาง 1/2 - 1
ชม หรอผลตของเสยไมเกน 1 ชม
ความประกอบพอด (Fit) และความเรยบรอยไมเปนไปตามตองการ
ขอบกพรองถกสงเกตพบไดโดยลกคามากกวา 75%
4 Moderate
Disruption
เครองจกรหยดงานระหวาง 10 - 30
นาท แตไมเกดการผลตของเสยเลย
ขอบกพรองถกสงเกตพบไดโดยลกคา 50%
3 เครองจกรหยดงานนอยกวา 10
นาท แตไมเกดการผลตของเสยเลย
ขอบกพรองถกสงเกตพบไดโดยลกคานอยกวา 25%
2 Minor
Disruption
คาพารามเตอรทสาคญไมอยในพกดทกาหนด แตควรแกไขในขณะทเครองจกรทางาน
ไมมผลกระทบ ไมมผลกระทบ 1 No Effect คาพารามเตอรทสาคญไมอยในพกดทกาหนด และการแกไขปรบปรงสามารถรอทาในชวงเวลาบารงรกษาตามปกต
36
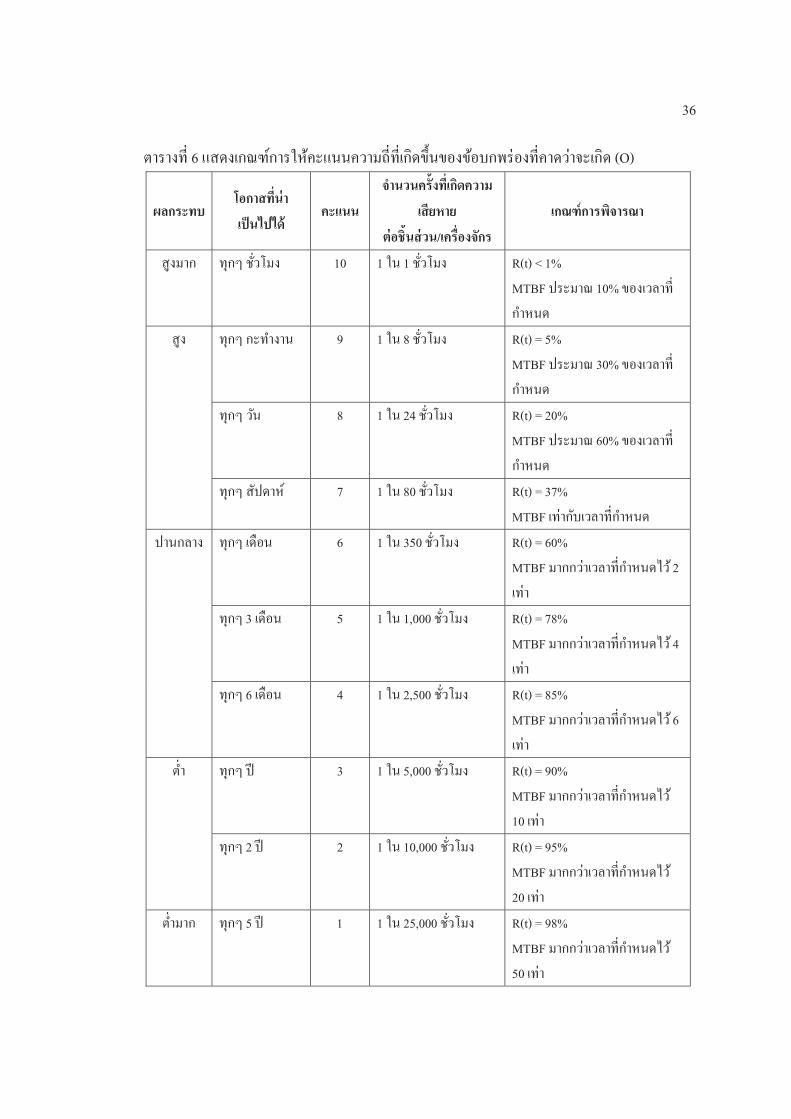
ตารางท 6 แสดงเกณฑการใหคะแนนความถทเกดขนของขอบกพรองทคาดวาจะเกด (O)
ผลกระทบ โอกาสทนาเปนไปได
คะแนน
จานวนครงทเกดความเสยหาย
ตอชนสวน/เครองจกร
เกณฑการพจารณา
สงมาก ทกๆ ชวโมง 10 1 ใน 1 ชวโมง R(t) < 1%
MTBF ประมาณ 10% ของเวลาทกาหนด
สง ทกๆ กะทางาน 9 1 ใน 8 ชวโมง R(t) = 5%
MTBF ประมาณ 30% ของเวลาทกาหนด
ทกๆ วน 8 1 ใน 24 ชวโมง R(t) = 20%
MTBF ประมาณ 60% ของเวลาทกาหนด
ทกๆ สปดาห 7 1 ใน 80 ชวโมง R(t) = 37%
MTBF เทากบเวลาทกาหนด
ปานกลาง ทกๆ เดอน 6 1 ใน 350 ชวโมง R(t) = 60%
MTBF มากกวาเวลาทกาหนดไว 2
เทา ทกๆ 3 เดอน 5 1 ใน 1,000 ชวโมง R(t) = 78%
MTBF มากกวาเวลาทกาหนดไว 4
เทา ทกๆ 6 เดอน 4 1 ใน 2,500 ชวโมง R(t) = 85%
MTBF มากกวาเวลาทกาหนดไว 6
เทา ตา ทกๆ ป 3 1 ใน 5,000 ชวโมง R(t) = 90%
MTBF มากกวาเวลาทกาหนดไว
10 เทา ทกๆ 2 ป 2 1 ใน 10,000 ชวโมง R(t) = 95%
MTBF มากกวาเวลาทกาหนดไว
20 เทา ตามาก ทกๆ 5 ป 1 1 ใน 25,000 ชวโมง R(t) = 98%
MTBF มากกวาเวลาทกาหนดไว
50 เทา

37
ตารางท 7 แสดงเกณฑการใหคะแนนความสามารถในการตรวจจบ (D)
การตรวจจบ
เกณฑ
ชนดการตรวจสอบ ขอบเขตของเกณฑในการตรวจสอบ คะแน
น A B C
เกอบเปนไปไมได
ไมมการตรวจทแนนอน
X ไมสามารถตรวจพบได 10
หางไกลมาก
อาจจะไมสามารถตรวจจบความเสยหายได
X ตรวจพบโดยการสมเทานน 9
หางไกล การควบคมมโอกาสนอยทจะตรวจพบ
X ตรวจโดยใช สายตา การสมผส การไดยน เทานน
8
ตามาก การควบคมมโอกาสนอยทจะตรวจพบ
X ตรวจโดยใช สายตา การสมผส การไดยน เทานน หรอมการตรวจแบบนบคาประเภท ผาน ไมผาน
7
ตา การควบคมอาจตรวจพบได
X X ตรวจโดยพนกงานใช CF/CJ ในลกษณะการตรวจแยกชนดออกมาวา ผาน ไมผาน
6
ปานกลาง การควบคมอาจตรวจพบได
X สามารถตรวจจบทจดปฏบตงานโดยพนกงาน หรอเครองมอวดในลกษณะอตโนมต งานปรบตงและชนงานชนแรกของการผลต
5
คอนขางสง การควบคมมโอกาสทจะตรวจพบได
X X สามารถตรวจจบทจดปฏบตงานหลงเสรจสนกระบวนการไดโดยอตโนมต และปองกนไมใหไมใหไปสกระบวนการถดไป
4
สง การควบคมมโอกาสสงทจะตรวจพบได
X X มเกณฑการยอมรบหลายชนโดยไมยอมรบชนสวนทผดปกตและปองกนไมใหไมใหไปสกระบวนการถดไป
3
สงมาก การควบคมมโอกาสเกอบแนนอนในการตรวจพบ
X X มการใชควบคมตรวจจบความผดพลาดและหยดโดยอตโนมต เพอปองกนการผลตชนงาน ทจดปฏบตงาน
2
เกอบแนนอน การควบคมการตรวจจบไดอยางแนนอน
X
ไมมชนสวนทผดปกต เพราะไดออกแบบผลตภณฑหรอกระบวน การปองกนความผดพลาดไวแลว
1
หมายเหต: ชนดการตรวจสอบ
A คอ ระบบปองกนความผดพลาด (Error Proofed)
B คอ การตรวจสอบโดยเกจ (Gauging)
C คอ การตรวจสอบโดยใชสายตา มอ (Manual Inspection)
38
2.5 การบารงรกษาตามสภาพ (Condition Based Maintenance)
Condition Based Maintenance (CBM) หมายถงการบารงรกษาตามสภาพโดยตองมการตรวจตดตามสภาพของเครองจกร (condition monitoring) เพอใหทราบสภาพการทางานของเครองจกรอยเสมอและทาใหเหนแนวโนมของปญหากอนทจะเรมเกดขนจรง
จากแนวคดในการบารงรกษาสมยใหมคอ “อยาแตะตองเครองจกรททางานดอยแลว”
แตใชการบารงรกษาตามสภาพแทนซงจะดกวาเพราะไมมใครอยากถกผาตดทงๆ ทสขภาพยงดอยแตขอตรวจสขภาพรางกายเปนประจาจะดกวาหรอทเรยกกนวา “Condition Based Maintenance:
CBM” นนเอง (ธนกร, 2552: 27)
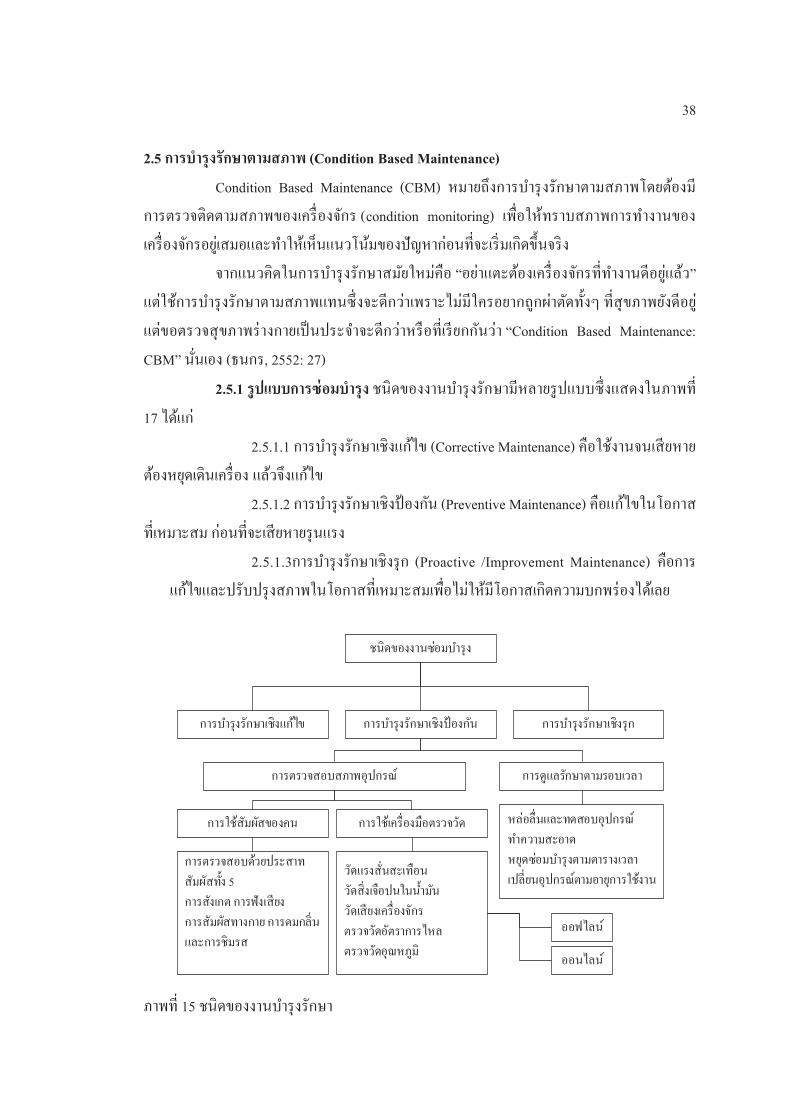
2.5.1 รปแบบการซอมบารง ชนดของงานบารงรกษามหลายรปแบบซงแสดงในภาพท 17 ไดแก
2.5.1.1 การบารงรกษาเชงแกไข (Corrective Maintenance) คอใชงานจนเสยหายตองหยดเดนเครอง แลวจงแกไข
2.5.1.2 การบารงรกษาเชงปองกน (Preventive Maintenance) คอแกไขในโอกาสทเหมาะสม กอนทจะเสยหายรนแรง
2.5.1.3การบารงรกษาเชงรก (Proactive /Improvement Maintenance) คอการแกไขและปรบปรงสภาพในโอกาสทเหมาะสมเพอไมใหมโอกาสเกดความบกพรองไดเลย
ชนดของงานซอมบารง
การบารงรกษาเชงแกไข การบารงรกษาเชงปองกน การบารงรกษาเชงรก
การตรวจสอบสภาพอปกรณ การดแลรกษาตามรอบเวลา
หลอลนและทดสอบอปกรณทาความสะอาดหยดซอมบารงตามตารางเวลาเปลยนอปกรณตามอายการใชงานวดแรงสนสะเทอน
วดสงเจอปนในนามนวดเสยงเครองจกรตรวจวดอตราการไหลตรวจวดอณหภม
การใชสมผสของคน การใชเครองมอตรวจวด
การตรวจสอบดวยประสาทสมผสทง 5การสงเกต การฟงเสยง การสมผสทางกาย การดมกลน และการชมรส
ออฟไลน
ออนไลน
ภาพท 15 ชนดของงานบารงรกษา

39
2.5.2 การตรวจสอบสภาพอปกรณ (Condition Monitoring) เปนการดาเนนการตดตามตรวจสอบขอมลเกยวกบสภาพอปกรณในดานตางๆแลวนามาประเมนถงสภาพอปกรณวาเหมาะสมทจะดาเนนการบารงรกษาหรอตรวจซอมแลวหรอยง ซงนามาใชประโยชนในการกาหนดชวงเวลาการบารงรกษาทเหมาะสม
การตรวจสอบสภาพอปกรณจะประกอบดวย การใชสมผสของคน (Subjective Method)
การใชเครองมอตรวจวด (Objective Method) และ การตดตงอปกรณเฝาตดตามสภาพการเดนเครอง (Continuous Monitoring) ดงแสดงในภาพท 16
ภาพท 16 ผงองคประกอบของการตรวจสอบสภาพอปกรณ
2.5.2.1 การใชสมผสของคน เปนวธการใชสมผสของคนตรวจตดตามสภาพเครองจกรเพอคนหา Failure หรอแนวโนมของการเกด Failure ดวย Five Sense Inspection ไดแก Visual Inspection เชน การสงเกตขนาด รปราง ระดบ การไหลแสง ส Sound Inspection เชน เสยงดง เสยงคอย เสยงกระทบกระแทก ผดปกต การสมผส เชนความรอน ความสนสะเทอน ความแขงออน ผวหยาบละเอยด การสดดมกลนทผดปกต เชน กลนไหม กลนสารระเหย การชมรสตางๆ ซงทกลาวมาทงหมดเรยกวา Subjective เนองจากเปนการตรวจสอบทใหผลขนอยกบความรสกของแตละบคคล ไมถอเปนมาตรฐานแตเปนวธการทใหผลรวดเรวและประหยดทสดโดยวธการทา Subjective Condition Monitoringไดแก
1 การสงเกตดวยสายตา (Looking) คอการสงเกตสภาพภายนอกและความผดปกตทวไป ไดแก การรวซม ระดบหรอการไหลในSight Glass ขนาดและรปรางเปนตน
2 การฟงเสยง (Listening) คอ การฟงเสยงทผดปกตเชน เสยงการรวไหล เสยงการสน การกระแทก เสยงทเปลยนแปลงไปจากเดมมากๆ
3 การดมกลน (Smelling) คอ การดมกลนทผดปกต
4 การชมรส (Testing) ไมมใชในงานบารงรกษาเครองกล
การตรวจสอบ สภาพอปกรณ
การใชสมผสของคน
การใชเครองมอตรวจวด
การตดตงอปกรณเฝาตดตามสภาพการเดนเครอง

40
5 การสมผสทางกาย (Feeling) คอ การใชมอแตะเพอสงเกตการสนสะเทอนหรอความรอนเนองจากของไหลภายในทอ ความตงของสายพาน เปนตน
2.5.2.2 การใชเครองมอตรวจวด เปนวธการใชอปกรณเครองมอตรวจวดตางๆ (Instruments) เชน Thermometer, Vibration Meter, Tachometer, Shock Pulse Meter, Ultrasonic Flow
Meter เปนตน ในการตดตามตรวจสอบสภาพเครองจกรซงมมาตรฐานสมาเสมอตลอดตงแตเรมตรวจสอบครงแรก โดยไมตองใชความรสกของคนมาเกยวของ จงทาใหสามารถจดทาเปนขอมลเชงสถตไดซงการทา Objective Condition Monitoring ดวยวธดงน
1 Vibration Analysis เชน ตรวจวดการสนสะเทอนทแบรง ตามระยะเวลาทกาหนดแลวนาคาทไดมาสรางกราฟเพอดแนวโนมการเพมขนของคาการสนสะเทอน 2 การวดเสยงเครองจกร (Sound Analysis, Shock Pulse Meter) 3 การตรวจวดสงปนเปอนในนามนหลอลน (Lube Oil Sampling & Oil
Analysis)
4 การตรวจวดอตราการไหลของของเหลวทอยในทอ (Fluid Flow & Pressure
Analysis) 5 การตรวจวดสภาพเครองจกรเพอตรวจสอบความผดปกตในเรองของ
ความรอนในขณะเครองจกรทางาน (Temperature Analysis, Thermography) 2.5.2.3 การตดตงอปกรณเฝาตดตามสภาพการเดนเครอง เปนการตดตงอปกรณ
ทคอยเฝาตดตามสภาพการเดนเครอง (supervisory) หลายอยางไวกบเครองจกรตลอดเวลา ทงยงสามารถกาหนดใหมการบนทกขอมลไดเชน ระบบ DCIS ทาใหสามารถรถงสภาวะการทางานของเครองจกรไดทกขณะทเดนเครองอย (real time) และสามารถเหนแนวโนมของการเสอมสภาพไดทนทหรอเรยกดขอมลยอนหลงเพอสบคนจดเรมตนของการเปลยนแปลงได
.5.3 การประเมนสภาพ (Condition evaluation) คอการนาขอมลจากการตรวจตดตามสภาพทงหมดมาแปลผลโดยผเชยวชาญโดยการวเคราะหเทยบกบขอมลเรมตน (Erection
record) ประวตการเดนเครอง (Operation Data) ประวตการตรวจซอม (history record) รายงานการตรวจซอม (Maintenance report) การบารงรกษาประจา (Routine maintenance) และบนทกเหตการณ (Event record) หรอ Black Log ทเกดขนทงหมดมาประมวลผลและสรปสภาพเครองจกรมสภาพผดปกตหรอไมอยางไรหรอมอาการใดทเปนสญญาณทบงบอกถงการเสอมสภาพ หรอแนวโนมของการเกดปญหาและจะเกดผลกระทบกบชนสวนหรออปกรณใดบาง เพอนาผลทไดนไปปรบแผนการบารงรกษาใหเหมาะสม (Work optimization) โดยเฉพาะอยางยงการบารงรกษา

41
ตามสภาพ และเพอใหสามารถบอกไดวาสภาพทเปนอยในปจจบนควรจะดาเนนการอยางไรตอไปเพอรกษา Reliability, Availability& Safety ใหสงทสดในขณะทม Cost Effective มากทสดดวย
.5.4 เหตผลในการทา การบารงรกษาตามสภาพ ในงานซอมแตละครงนน จะม Rotating Machine สวนหนงถกกาหนดใหเปดงานซอมซงเปนไปตามแผนทวางไวลวงหนา แตขอเทจจรงคอ Rotating Machine บางสวนยงอยในสภาพทใชงานได ยงไมมความจาเปนตองซอมบารง
การบารงรกษาตามสภาพ หรอ Condition Based Maintenance: CBM ตองมการตรวจตดตามสภาพของเครองจกร เพอใหทราบสภาพการทางานของเครองจกรอยเสมอ การซอมหรอเปลยนชนสวนตางๆ ของเครองจกรจะขนอยกบสภาพจรงของชนสวนนนๆ อยางไรกตามการตรวจวดสภาพกจะทาตามกาหนดเวลาเพอใหทราบสภาพของเครองจกรในขณะนนเปนระยะๆ ดงนนการทา CBM นนจะทาใหคาใชจายลดลงและทาใหAvailability เพมขน 2.5.5 องคประกอบในการทา การบารงรกษาตามสภาพ
2.5.5.1 การตรวจวดขอม ลจ ากการทา ง านของ เค รองจกร ( Condition
Measurement) 2.5.5.2 การนาขอมล/ สญญาณมาทา Trend Plot เพอดแนวโนมการเปลยนแปลง
ของสญญาณทสามารถบงบอกถงสภาพของเครองจกร (Condition Monitoring/ Health
Assessment) ดงแสดงในรปท 17
2.5.5.3 ดาเนนการซอมและบารงรกษาตามสภาพทเกดขน
ตนทน
อตราความพรอมในการใชงาน
การบารงรกษาเชงแกไข
การบารงรกษาเชงปองกน
การบารงรกษาตามสภาพ
การบารงรกษาเชงรก
ภาพท 17 ความสมพนธระหวางคาใชจายงานซอมกบความพรอมของเครองจกรสาหรบ การบารงรกษาแบบตางๆ

42
2.5.6 ขนตอนของการบารงรกษาตามสภาพ
2.5.6.1 เรมจากมการบนทกขอมลสภาพเครองจกรตงแตเรมตนไว
2.5.6.2 กาหนดระยะคาบเวลาในการตรวจตดตามสภาพเครองจกรเพอใหทราบสภาพเครองจกรในขณะนนเปนระยะๆ
2.5.6.3 นาขอมลจานวนมากทไดจากการตรวจตดตามจดทาเปนขอมลเชงสถตซงแสดงในรปกราฟแนวโนมและวเคราะหดวยหลกสถต
2.5.6.4 กาหนดมาตรฐานขอบเขตของคาสญญาณตางๆทไดจากการตรวจวดโดยอปกรณเครองมอ เชน Upper Limit, Lower Limit, Limit to Action & Limit to Stop Machine
2.5.6.5 ทาการประเมนสภาพจากการตรวจตดตามทงหมดมาแปลผลโดยวเคราะหเทยบกบขอมลเรมตนหรอบนทกเหตการณทเกดขนทงหมด
2.5.6.6 กาหนดแผนการบารงรกษาหรอเวลาทลงมอซอมบารงนน
2.5.6.7 สดทายดาเนนการซอมและบารงรกษาตามสภาพทเกดขนนน
2.5.7 ประโยชนทไดจาก การบารงรกษาตามสภาพ
2.5.7.1 หนวยงานซอมบารงสามารถลดขอบเขตของานซอมลงเหลอเทาทจาเปนลดการ Over Maintenance ชวยลด Outage Duration และสนบสนน Work Optimization
2.5.7.2 รจดขดของทเพงจะเรมเกดขนในเครองจกรกอนทจะลกลามไปจนเปนความเสยหายอยางใหญหลวง
2.5.7.3 ลดเวลาในการหยดเครองจกรหรออปกรณ
2.5.7.4 ยดอายการใชงานของอปกรณเครองจกร
2.5.7.5 ยดอายการใชงานของอะไหลใหนานขนทาใหใชงานคมคาและลดจานวนอะไหลทตองเกบสตอกไว
การทา Condition Base Maintenance นนเปนแนวทางใหมในงานซอมบารงโดยทาการซอมบารงตามสภาพจาก Condition Monitoring ซงจะชวยใหขยายระยะเวลาออกไปไดเพม Availability
ลด Work Load ลงลด Maintenance Cost ลง ปรบปรงการวางแผนบารงรกษาและชวยในการวางแผนจดการ Spare Part ทดขน
2.6 การคานวณคาประสทธภาพโดยรวม
ประสทธภาพโดยรวมของเครองจกร (Overall Equipment Effectiveness) คอ คาทไดจากผลคณระหวางอตราเวลาทเครองจกรทางานประสทธภาพการผลตและอตราคณภาพเปนการสรปวามการใชเครองจกรอยางไร และเดนเครองดวยความเรวเทาใด และมอตราผลตภณฑดเทาไร

43
นอกจากนยงเปนดชนชวดวามสวนรวมในเวลาททาใหเกดมลคาเพมขนมากนอยเทาใดดงแสดงการหาคาประสทธภาพโดยรวมในสมการท 15
Overall Equipment Effectiveness = A.P.Q (15)
โดยท
A = อตราการเดนเครอง
P = ประสทธภาพการผลต
Q = อตราคณภาพ
อตราการเดนเครองจกร (Availability) คอ การคานวณหาอตราสวนทเครองจกรเดนเครองจรง ทแสดงความพรอมของเครองจกรในการทางาน เปนการเปรยบเทยบระหวางเวลาเดนเครองกบเวลาภาระงาน โดยแสดงวธคานวณ อตราการเดนเครองตามสมการท 16 ถงสมการ 19
Availability = D-(E+G)
x 100% D
(16)
โดยท D = เวลาเดนเครอง
E = เวลารบภาระงาน
G = เวลาหยดตามแผน
ดงนน
เวลาเดนเครอง = เวลารบภาระงาน – เวลาเครองจกรหยด (17)
เวลารบภาระงาน = เวลาทางาน/กะ – เวลาหยดตามแผน (18)
เวลาหยดตามแผน = เวลาเครองจกรหยดตามแผน + เวลาพกตามแผน (19)
อตราคณภาพ (Quality Rate) คอ การคานวณจากจาวนชนการทดและชนงานทเสยเพอหาอตราคณภาพในการการผลต
Quality Rate = J
J+K
(20)
โดยท J = ชนงานด
K = ชนงานเสย

44
ระยะเวลาเฉลยกอนเกดการขดของ (Mean Time Between Failure) คอระยะเวลาทเครองจกรทางานทแตเรมตนจนกระทงเกดการหยดชะงกตามสมการ
Mean Time Between Failure = D-E
F
(21)
โดยท
D = เวลาเดนเครอง
E = เวลารบภาระงาน
F = จานวนครงทหยดเครอง
ระยะเวลาเฉลยทใชในการซอม (Mean Time To Repair) คอ ระยะเวลาทใชในระหวางการซอมเมอเครองจกรเกดการหยดชะงก โดยเรมจากเวลาทเครองจกรหยดถงเวลาทสามารถเดนเครองไดตามสมการ
Mean Time To Repair = E
F
(22)
โดยท
E = เวลารบภาระงาน
F = จานวนครงทหยดเครอง
2.7 เทคโนโลยเครองจกรซเอนซ (CNC MACHINE)
2.7.1 ววฒนาการของเครองจกรกลซเอนซ เครองจกรกลในอดตเปนเครองจกรกลแบบงายๆ ทตองการชางผควบคมทมความชานาญงานควบคมการผลตอยางใกลชด คาความเทยงตรงของชนงาน ขนอยกบความเชยวชาญของชางผควบคมเครองจกรกลนน ๆ เชนในการตดเฉอนชนงานของเครองจกรกลทวไป ชางผควบคมจะใชมอหมนเพอเลอนคมตดใหเคลอนทไป ซงลกษณะเชนนชางผ ควบคมจะตองคอยเฝาดตาแหนงขอคมตดทสมพนธกบเสนรอบรปบนชนงานทกาลงตดเฉอนอยตลอดเวลา นอกจากนนชางยงตองควบคมอตราปอนซงขนอยกบชนดของวสดชนงาน วสดเครองมอตดและตาแหนงของคมตดอกดวย ซงตอมาไดมการพฒนาเอาระบบควบคมแบบงายๆเขามาใชกบเครองจกรกลแตเปนระบบทควบคมการทางานของเครองมอใหสามารถทางานไดเฉพาะอยางเทานนเมอระบบเอนซไดถกนามาเผยแพร จงมการนาระบบเอนซเขามาใชกบเครองจกรกล ทาใหการผลต

45
ชนงานดวยเครองเอนซมความเทยงตรงสง ซงเอนซมาจากคาวา Numerical control หมายถงการควบคมเครองจกรกลดวยระบบตวเลขและตวอกษรหรอจะจากดความคาวาเอนซไดดงน คอการเคลอนตางๆ
ตลอดจนกระทงการทางานอนๆของเครองจกรกลจะถกควบคมโดยรหสทประกอบดวยตวเลขตวอกษรและสญลกษณอนๆ และจะถกแปลงเปนสญญาณไฟฟาทจะไปกระตนมอเตอรหรออปกรณอนๆ เพอทาใหเครองจกรทางานตามขนตอนทตองการ แตเนองจากการเปลยนแปลงการทางานของเครองเอนซเพอใหเหมาะกบลกษณะของงานทเปลยนแปลงไปนนคอนขางจะยงยาก ภายหลงคอมพวเตอรไดเขามามบทบาทจนเปนทรจกกน จงไดมการนาคอมพวเตอรเขามาใชรวมกบระบบเอนซ ซงเปนระบบทใชคอมพวเตอรเปนตวควบคม การทางานของเครองจกร เรยกวาระบบ ซเอนซ มาจากคาวา Computerized
Numerical control เปนระบบควบคมเอนซทใชคอมพวเตอรทมความสามารถสงเพมเขาไปในระบบทาใหสามารถจดการเกบขอมลทปอนเขาไปในระบบเอนซและประมวลผลขอมลเพอนาผลลพธทไดไปควบคมการทางานของเครองจกรกล
2.7.2 การทางานของเครองจกรกลซเอนซ ระบบการควบคมของเครองจกร จะรบขอมลทเปนภาษาทระบบควบคมสามารถเขาใจได จะตองปอนโปรแกรมเขาไปในระบบควบคมเครองผานแปนพมพ (Keyboard) เมอระบบควบคมอานขอมลทปอนเขาไปแลวกจะนาไปควบคมใหเครองจกรกลทางาน โดยผานการควบคมไปยงมอเตอร เครองจกรซเอนซจะมการเคลอนท 3
แนวแกนกจะมมอเตอรปอน 3 ตว เมอระบบควบคมอานโปรแกรมแลวกจะเปลยนรหสโปรแกรมนนใหเปนสญญาณทางไฟฟา และสงไปยงภาคขยายสญญาณของระบบขบ และสงไปยงมอเตอรปอนแนวแกนทตองการเคลอนทความเรวและระยะทางการเคลอนทของแทนจะถกควบคมโดยระบบวดขนาด (Measuring System) ซงประกอบดวยสเกลแนวตรง (Linear Scale) มจานวนเทากบจานวนแนวแกน ในการเคลอนทของเครองจกรกลทาหนาทสงสญญาณไฟฟาทสมพนธกบระยะทางทแทนเลอนเคลอนทกบไปยงระบบควบคม ทาใหระบบควบคมรวาแทนเลอนเคลอนทไปเปนระยะทางเทาใด เครองจกซเอนซ (CNC milling Machines) เปนเครองจกรทมขอบขายการทางานคอนขางกวางสามารถทางานกดเชนเดยวกบเครองกดทวไป และยงสามารถทางานอน ๆ เชน
เจาะร, ทาเกลยว, ควานร, ไดอกดวยเครองกดซเอนซจะมแนวแกนการควบคมตงแต 3 แกน 4 แกน
5 แกน หรอมากกวา ดงแสดงในรป

46
ภาพท 18 เครองกดซเอนซ แบบ 3 แกน
ภาพท 19 เครองกดซเอนซ แบบแกนทเอยงเพลามดไดและมโตะงานหมน
. . ระบบควบคมซเอนซ (CNC Control) ระบบซเอนซ (CNC System) จะมคอมพวเตอรประกอบอยดวย ดงนนชางควบคมเครองไมเพยงแตจะใชโปรแกรมเอนซใหเครองจกรทางานไดเทานน แตจะสามารถเขยนและปอนโปรแกรมดวยตวเองตลอดจนการแกไขโปรแกรมไดหลงจากปอนเขาไปในระบบควบคมของเครองแลว ดงรปท 22 เปนไดอะแกรมของการควบคมระบบ ซเอนซ
ภาพท 2 ระบบซเอนซ
2. . องคประกอบของระบบควบคมซเอนซ (CNC Control system components)
ระบบซเอนซจะประกอบดวยองคประกอบตาง ๆ มากมาย ถาเราพจารณาถงสงทเราตองการใหระบบสามารถทาได เราจะสามารถแสดงใหเหนองคประกอบของระบบซเอนซดวยไดอะแกรมงาย
ๆ ดงรป

47
ภาพท 21 องคประกอบของระบบควบคมซเอนซ
หวใจของระบบซเอนซ คอคอมพวเตอรซงทาหนาทในการคานวณทงหมดและเชอมโยงขอมลตางๆ เขาดวยกนอยางเปนเหตและผล เนองจากระบบซเอนซเปนองคประกอบทเชอมโยงระหวางชางควบคมเครองกบเครองจกรกล จงจาเปนตองมชดอนเตอรเฟส (Inter-face) อยคอ
. . .1 ชดควบคมชดเฟสสาหรบเครอง ซงประกอบดวยแผงควบคม (Control
pane) และ ขอตอ (connections) ตาง ๆ สาหรบเครองอานเทปกระดาษ (magnetic tape unit) หนวยดสเกต (Diskette unit) และเครองพมพ (printer)
. . .2 ชดอนเตอรเฟสสาหรบเครองจกรกล องคประกอบหลกของชดอนเตอรเฟสจะประกอบดวย อนเตอรเฟสการควบคม (Control interface) การควบคมแนวแกน
(axis control) และหนวยจายกาลง (Power Supply) รายละเอยดของหมวดการทางานและวธการทางานของคอมพวเตอร ตลอดจนชดอนเตอรเฟสทงสองมรายละเอยดตางๆ ดงน
1 แผงควบคม (Control panel) แผงควบคมของเครองจกรกลซเอนซซโดยทวไปจะมลกษณะการออกแบบทแตกตางกนในสวนทเกยวกบรปแบบการวางตาแหนงของปมควบคมตาง ๆ จานวนของปมควบคม ดงแสดงในรปท 23
2 จอภาพ (Displays) หรอสวนแสดงขอมล ในสวนนจะ ประกอบดวยจอภาพซอารท (CRT Screen; Cathode Ray Tube = CRT) ในสวนแสดงขอมลแบบดจตอล digital
displays และสญญาณไฟอน ๆ เชน สญญาณไฟแสดงขอผดพลาด ดงแสดงในรปท 22 จอภาพของระบบซเอนซจะแสดงขอมลตางๆ ดงน
โปรแกรม จอภาพจะแสดงขอมลของโปรแกรมเอนซทปอนเขาไป
ตลอดจนโปรแกรมทเกบบนทกอยในระบบความจาของเครอง
เครองมอ แสดงรายการเครองมอทตองใชในแตละโปรแกรม ทงขนาดและความยาว ตลอดจนคาแกไขใหถกตองนอกจากนยงสามารถแสดงอายการใชงานของเครองมออกดวย

48
ขอมลเครองจกรกล แสดงพารามเตอรของเครองจกรกล เชน ความเรวรอบสงสดของเพลางาน อตราปอนสงสด เปนตน
การตดเฉอน แสดงตาแหนงปจจบนของเครองมอ บลอก (Block) ของโปรแกรมทใชขณะนน คาอตราปอน (F) ความเรวรอบ (S) เปนตน การทางานอน ๆ:แสดงรปการทางานของเครองมอตามโปรแกรมเอนซทปอนไว (Simulation) เปนตน
ภาพท 22 ขอมลแสดงบนจอภาพ
ภาพท 23 แผงควบคมระบบซเอนซ
. . .3 สวนควบคมการทางานของเครองจกร (Control for operating machine)
ในสวนน จะถกจดเตรยมสาหรบควบคมการทางานของเครองจกรกลดวยมอ (Manual control) ซงจะมปมควบคมการเคลอนทของแทนเลอนในแนวแกนตาง ๆ มอหมนเลอนแทนเลอนเชนเดยวกบเครองจกรกลทวไป ปมสวตซเปด/ปดสารหลอเยน ปมปรบความเรวรอบ/อตราปอน เปนตน
. . .4 สวนควบคมการโปรแกรม (Control for programming) ในสวนนจะใชสาหรบการปอน แกไข และเกบบนทกโปรแกรมและขอมลอนๆ สวนควบคมการโปรแกรมจะประกอบดวย แปนพมพ (Key board) ทมทงตวอกษรและตวเลขสาหรบพมพคาสงตางๆ

49
. . .5 สวตซเลอกหมวดการทางาน (Mode selector switch) เพอใหระบบควบคมสามารถแบงแยกการทางานไดสะดวก จงแบงการทางานของระบบควบคมออกเปนหมวดการทางาน (Operating mode) เชน หมวดการทาโปรแกรม หมวดการปอนขอมล หมวดเครองมอ
หมวดการทางานดวยมอ หมวดการทางานอตโนมต เปนตน การเลอกหมวดการทางานจะใชสวตซหมน (Rotary switch) หรอแถวของปมควบคม (Row of buttons) บนแผงควบคม วธนทาใหสามารถเปลยนการทางานจากหมวดหนงไปยงอกหมวดหนงไดงาย ในขณะทงานบนจอภาพหรอสวนแสดงขอมลแบบดจตอลจะแสดงหมวดการทางานทใชอย ซงอาจเปนสญญาณไฟ ตาแหนงของสวตซ หรอตวอกษรกบตวเลขกได
2.7.7 การบารงรกษาเครองจกรซเอนซ ในงานบารงรกษาเครองจกรกลซเอนซ ทถกตองและมประสทธภาพจาเปนจะตองมเอกสารหรอคมอการใชงานเครองจกรกลซเอนซ ทใชในการผลตชนสวนตาง ๆ ทเกยวของกบระบบการบารงรกษาและการซอมเปนปจจยสาหรบกระบวนการผลตทตอเนองใหมอายการใชงานไดยาวนานเครองจกรกลแตละเครองจะมเอกสารการทางานและการใชงานจากผผลตและคมอผใช เอกสารการทางานซงประกอบไปดวย
การอธบายการทางานเครองจกรกลอยางละเอยดดวยภาพถายหรอภาพเขยนแบบ
เอกสารแนะนาการตดตงและการเดนเครองจกรกล
เอกสารแนะนาการผลตแตละขนตอน
เอกสารแนะนาการซอมและบารงรกษา เอกสารอธบายการหาสาเหตและการแกไขขอขดของของเครองจกรกลขณะทางาน
การใชงานเครองจกรซเอนซจาเปนจะตองปฏบตตามขอกาหนด คาแนะนา ทผผลตไดกาหนดขนเพอการใชงานเครองจกรอยางถกวธ
2.7.7.1 การบารงรกษาและการซอม หมายถงมาตรการในการเฝาระวงดแลและการปรบตงเครองจกรกลใหอยในสภาพการทางานปกต ซงรวมถงการบารงรกษา การตรวจเชค
2.7.7.2 การบารงรกษา การบารงรกษาจะประกอบดวยมาตรการการเฝาระวงรกษาสภาพเครองจกรกลใหอยในสภาพพรอมใชงาน ในระหวางการทางานเครองจกรกลทมประสทธภาพและสมรรถนะนน ผลผลตหรอชนสวนทผลตไดจะตองมพกดขนาดเทยงตรงดวยเหตนจงตองควบคมมใหเกดเสยงดงผดปกต การสนสะเทอนหรอการรวของทอไฮดรอลกส หรอทอสายนามนหลอลนการบารงรกษาเครองจกรกลอยางสมาเสมอนน สวนใหญจะกระทาหลงจากการทางานแตละวนหรอแตละกะดวยผปฏบตงานเครองจกรหรอชางซอมบารงนน ตามแผนบารงรกษาดงตวอยางในตารางท 2 วงรอบการบารงรกษาและตรวจเชคตามปกตจะกระทาทก ๆ 8, 40, 160,

50
500 และ 2,000 ชวโมง นนหมายความวา ทก 40 ชวโมง การทางานจะตองมการบารงรกษาเพมเตมจากทกๆ 8 ชวโมงการทางาน หรอการบารงรกษาเพมขนอกเมอทางานถง 160 ชวโมง เปนตน
ภาพท 2 แผนการบารงรกษาเครองจกรซเอนซ
ชวงเวลา 500 และ 2,000 ชวโมง สวนมากจะมชางซอมจากผผลตมาทาการตรวจสอบปรบตงและเปลยนอะไหลตามความจาเปนทระบไวในสญญาผขายและผซอเครองจกรดงแสดงในภาพท 2 จะแสดงรายละเอยดคาแนะนาใชสารหลอลน นามนหลอเยนและนามนไฮดรอลกสทถกตอง
ภาพท 2 รายละเอยดคาแนะนาใชสารหลอลน นามนหลอเยนและนามนไฮดรอลกส

51
2.7.7.3 การตรวจสอบ (inspection) หมายถง การกาหนดคณภาพการทางานและดกรการสกหรอของเครองจกรหลงจากการตรวจรบเครองจกรครงแรกจะมการตรวจสอบครงแรกโดยกระทาตามเอกสารการตรวจเชคครองจกรกอนสงมอบผซอดงภาพ
ภาพท 26 รายละเอยดการตรวจเชคเครองจกร
ในเอกสารจะบอกตาแหนงและเครองมอวดทใชตรวจสอบรวมทงคาอนญาต คาพกดเบยงเบนทกาหนดไว เพอหลกเลยงการเกดของเสยในการผลตกจะตองบารงรกษา ตรวจเชคตามระยะเวลาทกาหนดไวนอกจากนยงสามารถตรวจสอบพเศษไดตามความตองการ เชนในกรณทขนาดความเทยงตรงชนงานเกดผดพลาดขนมา หรอกรณเกดการกระแทกชนของโตะงานอยางรนแรงการตรวจสอบจะมการวดอยางแมนยาเชน การตรวจสอบการหมนกลมของเพลางานสปนเดลของเครองกลงหรอความตรงของรองรางเลอนการตรวจสอบหนาสมผสกลงฟนเฟองตอการสกหรอหรอตรวจสอบการหมนเงยบของตลบลกปนดวยการฟงกรณตวอยางทคาการวดรองรางเลอนแตกตางกนมากกวาทกาหนดกจะตองทาการปรบตง ซอมหรอเปลยนใหมสาหรบกรณทชนสวนสกหรอมากจะตองดาเนนการซอมหรอเปลยนอะไหลใหมกอนทเครองจกรจะหยดชะงกการทางาน
2.7.7.4 การซอม จะเปนมาตรการททาใหเครองจกรสามารถทางานไดปกตซงกระทาโดยการปรบตง การซอมหรอการเปลยนอะไหลชนสวน ชนสวนสกหรอทสามารถปองกน

52
การเสยหายตอเครองจกรดวยการเปลยนอะไหลเชน ตลบลกปน กรองนามนหลอลน ปะเกนและชนสวนตาง ๆการเปลยนอะไหลทสกหรอและเสยหายสามารถกระทาโดยดจากคมอเครองจกร
คาแนะนาการถอดชนสวนเครองจกร แบบภาพระเบด (explosion drawing) ทแสดงหมายเลขชนสวนอะไหล โดยเลอกใชอะไหลแทจากผผลตเครองจกร
การหาขอขดของของเครองจกรกลมวธการหาการขดของของเครองจกรกลอยางดงนคอ
การตรวจสอบดวยการมองเชนจดทเศษขงานอดตน หนาคอนแทกทสกปรกและอน
ฟงเสยงทผดปกตจากการทางานเครองจกร
ตรวจสอบความรอนทสงเกนปกตโดยใชหลงมอไปแตะเชน ตวเรอนตลบลกปน
ตรวจสอบแรงดนระบบไฮดรอลกสและตรวจสอบระบบจายกระแสไฟฟาโดยเฉพาะอยางยงตาแหนงหนาคอนแทกและปลกเสยบตางๆ ทงนเพอลดการขดของการทางานเครองจกร
เครองจกรสวนใหญจะแสดงจดขดของบนจอภาพควบคมระบบเครองจกรดวยภาษาหรอมหมายเลขกากบและบอกมาตรการแกไขขอขดของ
ตารางท 8 ตวอยางการตรวจสอบเหตขดของเครองซเอนซ
หมายเลข สาเหตขอขดของทเปนไปได มาตรการแกไข
Limit Switch Looked Not “On”
- Unlock turret ไมทาใหสญญาณ On
หายไป
- Proximity Switch ชารด
- กลไกของ Turret ชารด
- ลนชารด
- ตรวจสอบสายไฟฟา ปลกเสยบและแผนขอมล
- เปลยนสวตซใหม
- หาสาเหตท Turret
- เปลยนลนใหม
เนองจากเครองจกรกลซเอนซเปนเครองจกรกลทมการเคลอนทมาก ดงนนวธบารง รกษาเครองจกรกลซเอนซทถกตองใหอยในสภาพการทางานปกต สามารถผลตชนสวนฯ ใหมพกดขนาดเทยงตรง และมประสทธภาพนนจะตองอาศยการทาความสะอาดการหลอลน การปรบตง การวด การตรวจสอบสงเกตงาย ๆ ดวยการมองดการอดตน/สงสกปรก/จดรวของนามนฯ
การฟงเสยงทผดปกต การสมผสดความรอนทมากเกนกวาปกต การวเคราะหปญหาดวยแผนภมกางปลา การซอม การเปลยนชนสวน ตามระยะเวลาทผผลตกาหนดไวอยางเครงครด จะเปนแนวทางในการลดปญหาขอขดของ ลดการหยดชะงกของเครองจกรซเอนซ (breakdown time) ลดการสกหรอของชนสวนฯ ทาใหลดคาใชจายในการซอมบารงไดอกดวย
53
2.8 การทดสอบมอเตอร
วธการตรวจสอบมคอนขางมากและหลากหลายและขนอยกบประเภทและชนดของมอเตอรดวยดงน
2.8.1 วดคาความตานทานขดลวดทง 3 เฟส โดยวดเทยบกนดวาในแตละเฟสมคาเทากนหรอแตกตางกนมากนอยเพยงใดโดยใชไมโครโอหมมเตอร มอเตอรทปกตความตานทานตองเทากนหรอตางกนไมควรเกน 3-5 เปอรเซนตของคาความตานทานเฉลยทง 3 เฟส
2.8.2 วดคาความตานทานฉนวนของขดลวด (Insulation Resistance) ใชเครองมอประเภท Meg ohm meter ขนตาตงยานวดไปท 500 volt dc กอน แลวทาการวดทสายลดหรอสาย
power ทตอออกมาจากขดลวดของมอเตอร วดระหวางเฟสกบเฟสและ เฟสกบกราวด (โครงหรอเฟรมมอเตอร) ผลทวดออกมาคาระหวางเฟสกบเฟสตองไมตากวาคา 0-1 เมก-โอหม สวนผลการวดระหวางเฟสกบกราวดกเชนเดยวกน ถาตากวานมอเตอรจะไมสามารถนาไปใชงานไดเนองจากขดลวดอาจจะชอรทระหวางเฟสกบเฟส หรอชอรทลงกราวดกบโครงแลวกไดและอกสาเหตหลกทสาคญกคอเรองของความชนและสงสกปรกตางๆทเกดขนขณะใชงานกได
P.I.หรอ Polarization Index เปนคาทใชสาหรบประเมนสภาพฉนวน ถาจะใหเขาใจงายกคอเปนคาความตานทานท10 นาทกบ1 นาททวดไดแลวนามาคานวณเปรยบเทยบกน โดยตามปกตมขอกาหนดวาถาคา P.I.< 1.5 ฉนวนนนตองมการปรบปรงสภาพใหมแตถา P.I. > 4 แสดงวาฉนวนนนอยในสภาพดมาก แตถาคา P.I. สงมากจนถง 7 ฉนวนนนจะอยในสภาพทแหงกรอบ
และถาคา P.I. < 1 แสดงวามอเตอรเกด partial conductive path บนผวฉนวนหรอ มความชนมากไมควรนามาใชงาน สาหรบคาฉนวนของมอเตอรแตละ CLASS โดยอางถง “Institute of Electrical
and Electronics Engineers Recommended Practice for Testing Insulation Resistance of Rotating
Machinery “IEEE STD 56-1958” จะมคา P.I.ตาสดทยอมรบไดแตกตางกนดงนคอ
Class A คา P.I ตอง >= 1.5
Class B คา P.I ตอง >= 2
Class F คา P.I. ตอง >= 2
PI หรอ Polarization Index หรอแปลงายๆวา ดชนการเปลยนขว ซงจะหมายถง การเปลยนขวโมเลกลของฉนวนซงอยในสมมตฐานทวาถาฉนวนทด เมอมการปอนแรงดนเขาไปทฉนวนโมเลกล จะมการกลบขวไดอยางสมบรณ และในทายทสดจะไมมกระแสไหลผานตวฉนวนนนไดเลย ซงจะทาใหไดคาฉนวนทมคาความตานทานสง แตในทางกลบกนถาฉนวนมสภาพทไมด
การกลบขวของโมเลกลจะทาไดไมสมบรณทาใหมกระแสไหลผานอยตลอดเวลาทาใหมคาความตานทานตา

54
เวลา 10 นาททใชในการปอนแรงดนการทดสอบไปทฉนวนเปนเวลาไดจากการทดสอบแลววาเปนเวลาทฉนวนทมสภาพดกลบขวไดอยางสมบรณ สวนเวลา 1 นาททนามาใชในการนามาหารเปนเวลาทไดคาความตานทานฉนวนโดยไมพจารณาคาอนๆทไมเกยวของเชน คาคาปาซแทนซของฉนวน ฉะนนคา PI จงนาคาความตานทานฉนวนทวดไดในเวลา 10 นาทมาหารดวยคาความตานทานฉนวนทวดไดในเวลา 1 นาท เมอไดตวเลขเทาไหรจะนาไปพจารณาจากมาตรฐาน
DAR หรอ Dielectric Absorption Ratio เปนการเปรยบเทยบคาของความตานทานฉนวนทเกดจากการวดคา ท 60 วนาท นามาหารดวย 30 วนาท หรอคา อตราสวนของคา เมกเกอร
60 วนาท หารดวย 30 วนาท ทเปนชอวา Dielectric Absorption เพราะในสภาวะของการวดคาความตานทานฉนวนหรอคอการปอนไฟดซเขาไปทฉนวน เวลาตงแต 0 วนาทจนถง 60 วนาทเปนชวงทฉนวนมคณสมบตดาน Dielectric Absorption DAR มหลกการพจารณาดงน
1.0 - 1.25 พอใช
1.4 - 1.6 ด มากกวา 1.6 ดมาก
DAR จะเปนทนยมในสมยกอนเนองจากการวดเมกกะโอหมในสมยกอนเครองมอวดยงเปนแบบปนดวยมอ ฉะนนจงจะเปนการยากทจะทาการวดโดยใชวธแบบ PI เพราะตองใชมอปนตง 10 นาทสรปงายๆวาทงสองวธเปนการทดสอบสภาพของฉนวนทเหมอนกน แต ณ ปจจบน PI
จะเปนการวดทนยมมากกวา 2.8.3 วดคาความเปนตวนาของขดลวดหรอคา L การวดคา L หรอ อนดกแตนซ ไมใช
จดประสงคหลกเพอการหาประสทธภาพของมอเตอร จดประสงคเพอตองการดความผดปกตของขดลวดวาผดปกตหรอไม โดยดทคาในแตละเฟสวามคาเทากนหรอไม มอเตอรทปกตจะตองมคา อนดกแตนซทเทากนหรอแตกตางกนไมเกน 5 เปอรเซนต
เพอเพมประสทธภาพการจดการมอเตอรในอตสาหกรรมและอาคาร การวเคราะหและตรวจสอบมอเตอรไฟฟามประโยชนในดานการประหยดพลงงานไฟฟา ชวยยดอายการทางานของมอเตอรไฟฟาสามารถวางแผนการจดการและซอมแซมไดทนทวงท และยงลดความสญเสยจากการหยดทางานของเครองจกร
2.9 วรรณกรรมทเกยวของ
ดนย (2543) ศกษาและสรางขนตอนการวเคราะหสาเหตขดของของเครองจกรเพอเพมประสทธภาพในการบารงรกษาเชงปองกน โรงงานงานผลตชนสวนเครองยนตรถจกรยานยนต โดย

55
การนาประวตการขดของ ของเครองจกรมาทาการวเคระห จดระเบยบขอมลการขดของ นาเสนอวธการปรบปรงหวขอและชวงเวลาการปฏบตงานบารงรกษาเชงปองกน จนไดมาซงแผนปฏบตงานบารงรกษาเชงปองกนทแบงออกเปนชวงเวลาตามชวโมงการทางานของเครองจกร การศกษาไดทาการปรบปรงแผนกผลตชนสวนเพลาขอเหวยง ในสายการผลต A และ B ซงเครองจกรทงานวจยนสนใจเปนเครองเจยรนยผวนอกและเจยรนยผวในอตโนมต หลงการศกษาพบวา เครองเจยรนยผวนอกอตโนมต มคา MTBF เพมขน 10,610.33 นาท และ 6,469 นาท ตามลาดบ และมคาเปอรเซนตความพรอมทางานเพมขน 1.62% และ 3.07% ตามลาดบ สวนเครองเครองเจยรนยผวในอตโนมต มคา MTBF เพมขน 8,452,50 นาท และ 6,585.38 นาท ตามลาดบ และมคาเปอรเซนตความพรอมทางานเพมขน 2.59% และ 0.97% ตามลาดบ
ฐตวฒ (2546) ไดทาการศกษาและหาแนวทางการลดของเสยในกระบวนการผลต โดยพฒนาและปรบปรงระบบการประกนคณภาพในโรงงานตวอยาง ซงเปนโรงงานผลตกระเบองมงหลงคาคอนกรตทกระบวนการผลตกระเบองหลงคาคอนกรตสนาเงน สาหรบการวเคราะหมการนาเทคนคการวเคราะหขอบกพรองและผลกระทบในกระบวนการผลต (Failure Mode and Effect
Analysis :FMEA) และแผนภาพแสดงสาเหตและผลมาใชเพอหาสาเหตของขอบกพรองภายหลงนาแผนการควบคมกระบวนการผลต ทเสนอแนะไปปฏบตจรงภายในโรงงานตวอยาง พบวาปรมาณกระเบองเสยจากสไมสมาเสมอทตรวจพบในสวนของการตรวจสอบภายหลงการผลตลดลงจาก7.4% เหลอ 4.1%
อนวฒน (2547) ไดกลาวถงการเพมความพรอมในการใชงานของเครองจกรในแผนกกรอดาย ดวยการนาการบารงรกษาเชงปองกนมาประยกตใช ใหแผนกกรอสามารถตอบสนองตอความตองการของแผนกทอผาไดทนเวลา งานวจยไดจดลาดบในการแกไข โดยการทาการปรบปรงสภาพเครองจกรใหกลบสสภาพทพรอมใชงาน และวางแผนการบารงรกษาเชงปองกนของเครองจกรกรอดาย หลงจากการนาวธการปรบปรงเชงปองกนไปปฏบต สามารถความสญเสยโอกาสในการผลตได ประสทธภาพของแผนกกรอดายเพมขนจาก 48.30% เปน 58.33% และคาความพรอมในงานเครองจกรเพมขนจาก 45.31% เปน 56.61%
กาญจนา (2550) ศกษาแนวทางการปรบปรงประสทธภาพการผลตของเครองจกรดวยการนาหลกการบารงรกษาบนพนฐานความนาเชอถอมาประยกตใช เพอเพมความพรอมในการใชงานและความนาเชอถอของเครองจกร โดยใหมคาเวลาเฉลยระหวางความเสยหายของเครองจกรยาวนานขน ดวยการนาระบบการบารงรกษาเครองจกรและการวเคราะหรปแบบและผลกระทบของความเสยหาย มาทาการวเคราะหความเสยหายและระดบความเสยงเพอนาขอมลทไดมาทาการวางแผนการบารงรกษาเชงปองกนทเหมาะสมในแตละเครองจกรใหเปนมาตรฐานในการบารงรกษา

56
ภายหลงการศกษาพบวาอตราความพรอมในการใชงานของเครองจกรเพมขนเฉลย 82.73% ซงไดมากกวาเกณฑทตงไวท 80% คาเวลาเฉลยระหวางความเสยหายของเครองจกรเพมขนเฉลย 63.80% จานวนความถในการเกดความเสยหายลดลงเฉลยเทากบ 46.44% และจานวนชวโมงทเกดความเสยหายลดลง 67.47%
สมศกด (2552) ลดเวลาสญเสยทเกดจากปญหาการขดของและการเสยหายทเกดอยางกระทนหนในระหวางการผลต โดยการนาหลกการบารงรกษาเชงปองกนบนพนฐานความนาเชอถอมาใชกบชนสวนอปกรณของโรงงานกรณศกษา การศกษาเรมจากจดลาดบความสาคญของชนสวนอปกรณของเครองผสมคอนกรต และนาขอมลทไดมาวเคราะหคณลกณะความเสยหายและผลกระทบเพอหาระดบความเสยง คานวณรอบการเปลยนทดแทนทเหมาะสมตอการใชงานดวยการประมาณคาความนาเชอถอ และจดทาแผนการบารงรกษาเชงปองกน หลงจากการศกษาพบวาเวลาสญเสยทเกดจากการขดของและเสยหายของเครองจกรลดลงจาก 865.33 นาทตอเดอนเหลอ 301.67 นาทตอเดอน หรออตราความพรอมในการใชงานเพมขน 7.34%
F.T.S. Chan (2548) ไดทาการวจยการสรางระบบการบารงรกษาเครองจกรแบบทกคนมสวนรวม (Total Productive Maintenance: TPM) ใหกบโรงงานผลตแผงวงจรไฟฟา เปาหมายของงานวจยนกเพอศกษาประสทธภาพและแนวทางการสรางระบบ TPM กบบรษทผผลตสนคาอเลกทรอนค ดวยเหตทวาอตสาหกรรมผลตแผงวงจรไฟฟา มการเปลยนแปลงไปมาก การแขงขนเพมสงขนอยางรวดเรว ลกคาจะใหความสนใจในเรองของคณภาพ การสงมอบ และในราคาของสนคา จงเปนเหตใหมการนา TPM มาใชเพอปรบปรงระบบทงทางดานคณภาพและผลตภาพในเวลาเดยวกน TPM มเปาหมายเพอเพมความพรอมในการใชงาน (Availability) ของเครองจกรทมอย ลดการลงทนดานเครองจกรทจะเกดขนในอนาคต การลงทนดานทรพยากรมนษยจะใหผลทดกวาการลงทนดานเครองจกร ขอมลเบองตนของบรษทกรณศกษา การปฏบตตามทฤษฎพนฐานของ TPM 12 ขนตอน ความยากในการนา TPM มาประยกตใช และปญหาทเกดขนระหวางการสรางระบบ จะถกนามาวเคราะหและพจารณา โดยปจจยชวดความสาเรจในการนาระบบ TPM มาใช คอผลของการปฏบตทไดรบจากดาเนนงาน ผลการดาเนนงานทเกยวของกบเครองจกรใหผลทด ผลตภาพของเครองจกรตวอยางเพมขน 83% แตกจะไดรบผลการตอบสนองทไมดจากพนกงานซงตองชแนะทาความเขาใจถงประโยชนทจะไดรบจากการนา TPM มาใช
Stanley Fore (2553) มงทาการวจยเพอแสดงแนวทางการประยกตใช การบารงรกษาเครองจกรดวยการใชความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance: RCM) กบอตสาหกรรมแปรรปไม ซงหลกการของ RCM เปนขนตอนทจะนามาใชเพอพฒนาและเพมประสทธภาพการบารงรกษาตามแผน (Preventive Maintenance: PM) ทจาเปนตอเครองจกรให

57
ปฏบตงานดวยความนาเชอถอ ดวยการนากจกรรมการบารงรกษาคอ Reactive Maintenance,
Preventive Maintenance, Condition-based Maintenance and Proactive maintenance มาประกอบรวมเขาดวยกนใหเกดประสทธภาพสงทสด การศกษาแสดงใหเหนวา กจกรรมการบารงรกษาทเฉพาะเจาะจงทาใหโปรแกรมการบารงรกษามประสทธภาพ ทาใหเวลาสญเสยจากเครองหยดเดน (Downtime) ลดลง และยงเปดเผยใหเปนวาโปรแกรมการบารงรกษาสวนใหญทบอกวาเปนการบารงรกษาเชงรก (Proactive maintenance) แททจรงแลวเปนการบารงรกษาหลงเกดเหตขดของ (Reactive Maintenance) และงานวจยนยงกลาวอกวา หลกการของ RCM สามารถประยกตใชไดกบทกอตสาหกรรม แมแตประเทศทสวนใหญเปนโรงงานอตสาหกรรมขนาดเลก

63
58
บทท 3
วธการดาเนนงาน
จากการศกษาและทบทวนทฤษฎและงานวจยทเกยวของตามทกลาวไวในบทท ผวจยตองการประยกตใชวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง ในกระบวนการผลตโรงงานแมชชนนงอะลมเนยม (Machining Aluminum) ใหสอดคลองกบวตถประสงคของงานวจย คอลดเวลาทเครองจกรเกดการเสยหายทเกดจากการขดของและเสยหายอยางกะทนหนในระหวางการผลต ซงทางโรงงานเองมความประสงคทจะทาการปรบปรงประสทธภาพอตราความพรอมในการเดนเครอง (Machine Availability) โดยบทนจะกลาวถงวธการดาเนนงานโดยเรมตนจากการศกษาสภาพปญหาของระบบกระบวนการควบคมทใชกบเครองจกร หลงจากนนจะเปนการเกบรวบรวมขอมลมาทาการวเคราะหขอมล และวางแผนปฏบตงานซอมบารง ซงสามารถแบงเปนหวขอไดดงน
3.1 ขนตอนการดาเนนงานวจย
ขนตอนในการดาเนนงานสามารถแบงออกไดเปน 8 ขนตอน ตามแนวทางของการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง ซงประกอบไปดวยขนตอนตอไปน
1.1 ศกษาสภาพการดาเนนงานของโรงงานกรณศกษาและวเคราะหปญหาทเกดขน
1.2 การประยกใชวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง
1. ทาการเลอกเครองจกรทสงผลกระทบตอปญหาทเกดขน (Critical Component)
1. จาแนกสวนประกอบของเครองจกรออกเปนระบบยอยและระบหนาทการใชงาน
1. ระบความความลมเหลวในแตละระบบยอยและจดลาดบความสาคญของชนสวนอปกรณทสาคญ (Detection Rating)
1.6 วเคราะหผลกระทบของความเสยหายทเกดขน 1.7 การสรางระบบการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง 1.8 จดทาแผนการซอมบารงและระบบเอกสารทงหมดและการนาไปใชงาน
3.2 การศกษาสภาพการดาเนนการผลตของโรงงานกรณศกษาและการวเคราะหปญหาทเกดขน
โรงงานกรณศกษา ทจะนาหลกการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางมา

59 ประยกตใช เปนโรงงานทอยในกลมโรงงานอตสาหกรรมรถจกรยานยนตร โดยมสภาพการดาเนนงานของโรงงานดงน
3.2.1 กระบวนการผลตของโรงงานกรณศกษา โรงงานกรณศกษามกระบวนการผลตคอ รบงานวตถดบทหลอขนรปแลว (Die casting) มาจากบรษทผรบเหมา (Supplier) ประกอบไปดวยวตถดบ 3 ประเภทคอ Cover crankcase, Head cylinder และ Crankcase มาเขาสกระบวนการ แมชชนนง ผลตภณฑทไดจะสงเขาสโรงงานประกอบเครองยนตซงเปนโรงานในกลมบรษทฯ เพอประกอบเปนเครองยนตตอๆไป โดยโรงงานกรณศกษาน เปดทาการผลตตลอด 24 ชวโมงเวลาทาการจนทรถงศกร ประกอบดวยกระบวนการผลต 3 กระบวนการดงตอไปน
3.2.1.1 กระบวนการ Crankcase machining process คอกระบวนการทใชในการตดเฉอนวตถดบ ฝาครอบเครองยนต (Crank case) ประกอบไปดวย 6 สายการผลต (Cycle time 1.6
นาท/ชน) แตละสายการผลตประกอบไปดวย 19 กระบวนการยอย มอตรากาลงการผลตงานเฉลย ชนตอกะ ( ชม) ใชพนกงานในการเดนเครองจกร คนตอสายการผลต ดงแสดงในภาพท
ภาพท 2 สายการผลต Crank case
3.2.1.2 กระบวนการ Head cylinder machining process คอกระบวนการทใชในการตดเฉอนวตถดบกระบอกสบเครองยนต (Head cylinder) ประกอบดวย สายการผลต แตละสายการผลตประกอบไปดวย 1 กระบวนการยอย มอตรากาลงการผลตงานเฉลย ชนตอกะ (Cycle
time 1.6 นาท/ชน) ใชพนกงานในการเดนเครอง 4 คนตอสายการผลต ดงแสดงในภาพท 28

60
ภาพท สายการผลต Head cylinder
3.2.1.3 กระบวนการ Cover crankcase machining process คอกระบวนการทใชในการตดเฉอนวตถดบฝาครอบหองขอเหวยง (Cover crankcase) ประกอบดวย 6 สายการผลต แตละสายการผลตประกอบไปดวย 7 กระบวนการผลตยอย มอตรากาลงการผลตงานเฉลย 320 ชนตอกะ (Cycle time 1.6 นาท/ชน) ใชพนกงาในการเดนเครอง 1 คนตอสายการผลตดงแสดงในภาพท
ภาพท สายการผลต Cover crankcase
3.2.2 เครองจกรในโรงงานแมชชนนงอะลมเนยม ประกอบดวยเครองจกรหลกๆ 2
ประเภทคอ เครองจกรซเอนซ ซงสวนใหญเปนเครองซเอนซแมชชนนงเซนเตอร (CNC Machining
Center) และเครองจกรควบคมอตโนมตดวยระบบพแอลซ (PLC) โดยโรงงานกรณศกษามครองจกรรวมทงสน 228 เครองแบงออกเปน 8 ชนดเครองจกร โดยมเครองจกรทสาคญๆ ดงน
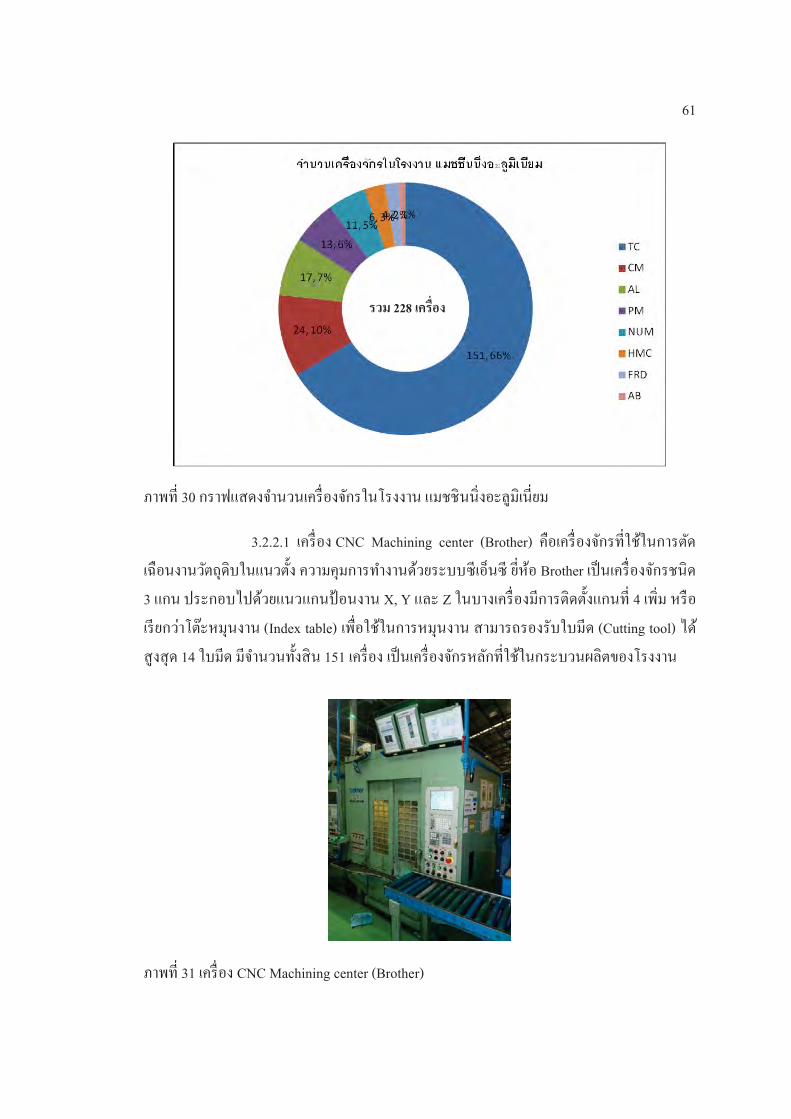
61
ภาพท 30 กราฟแสดงจานวนเครองจกรในโรงงาน แมชชนนงอะลมเนยม
3.2.2.1 เครอง CNC Machining center (Brother) คอเครองจกรทใชในการตดเฉอนงานวตถดบในแนวตง ความคมการทางานดวยระบบซเอนซ ยหอ Brother เปนเครองจกรชนด 3 แกน ประกอบไปดวยแนวแกนปอนงาน X, Y และ Z ในบางเครองมการตดตงแกนท 4 เพม หรอเรยกวาโตะหมนงาน (Index table) เพอใชในการหมนงาน สามารถรองรบใบมด (Cutting tool) ไดสงสด 14 ใบมด มจานวนทงสน 151 เครอง เปนเครองจกรหลกทใชในกระบวนผลตของโรงงาน
ภาพท 31 เครอง CNC Machining center (Brother)
รวม 228 เครอง

62
3.2.2.2 เครอง CNC Horizontal machine (Enshu) คอเครองจกรทใชในการตดเฉอนงานวตถดบในแนวนอน ความคมการทางานดวยระบบซเอนซ ยหอ Fanuc เปนเครองจกรชนด 4
แกนประกอบไปดวยแนว แกนปอนงาน X, Y, Z และแกนท 4 หรอโตะหมนงาน เพอใชในการหมนงาน สามารถรองรบใบมดไดสงสด 14 ใบมด มจานวนทงสน 6 เครอง ใชในเฉพาะสายการผลต Crankcase เทานน
ภาพท เครอง CNC Horizontal machine (Enshu)
3.2.2.3 เครอง CNC Machining center (Fanuc) มลกษณะการทางานเชนเดยวกบเครอง CNC Machining center (brother) คอเครองจกรทใชในการตดเฉอนงานวตถดบในแนวตงความคมการทางานดวยระบบซเอนซ ยหอ Fanuc เปนเครองจกรชนด 3 แกนประกอบไปดวยแนว แกนปอนงาน X, Y และ Z สามารถรองรบใบมดไดสงสด 14 ใบมด มจานวนทงสน 4 เครอง ใชในสายการผลตงาน Cover crank case เพยงบางสายการผลต
ภาพท 33 เครอง CNC Machining center (Fanuc)

63
3.2.2.4 เครองตอกหมายเลข (Marking machine) คอเครองจกรทสรางขนมาเพออานวยความสะดวกใหกบพนกงานในการระบหมายเลขของชนงาน (Serial number) ทถกผลตในสายการผลตนนๆ และเพอลดเวลาในการทางานของพนกงาน (Hand time) ใหนอยลง ไมไดเปนเครองจกรหลกในสายการผลต ในบางสายการผลตยงคงใชว ธการระบหมายเลขชนงานโดยพนกงาน เครองจกรชนดนมจานวนทงสน 11 เครอง
ภาพท 34 เครองตอกหมายเลข (Marking machine)
3.2.2.5 เครองอด (Press machine) คอ เครองจกรทใชในการประกอบงานชนสวนยอย (Small Part) เขากบงานชนสวนหลกดวยวธสวมอด ควบคมการทางานดวยระบบ พแอลซ มจานวนทงสน 13 เครองแบงออกเปน 2 ชนด เรยกชอตามกระบวนการผลตคอ เครอง Press
plug machine และเครอง Press guide seat machineใชในกระบวนการผลต Crank case และ กระบวนการผลต Head cylinder
ภาพท 35 เครองอด Press Plug machine และ เครองอด Press guide seat machine

64
3.2.2.6 เครองตรวจสอบรอยรว (Leak test machine) เปนเครองจกรทใชในการตรวจสอบคณภาพในการผลตชนงานด (Finish good) วาชนงานทผลตไดไมมรอยรวกอนสงเขาสโรงงานประกอบเครองยนตตอไป ควบคมการทางานดวยระบบพแอลซ มจานวนทงสน 17 เครอง
ภาพท 36 เครองตรวจสอบรอยรว (Leak test machine)
3.2.2.7 เครองลาง (Washing machine) เปนเครองจกรทใชในการทาความสะอาดชนงานด (Finish good) เพอขจดคราบนามนและสงสกปรกกอนสงเขาสโรงงานประกอบเครองยนตตอไป ควบคมการทางานดวยระบบ PLC ประกอบดวยการทางาน 2 ขนตอนคอ การลางดวยนารอน จากนนจงเปาแหงดวยลมอด มจานวนทงสน 24 เครอง
ภาพท 37 เครองลาง (Washing machine)

65
3.2.2.8 เครองเปาแหง (Air blow machine) เปนเครองจกรทใชลมอดเปาทาความสะอาดชนงานด (Finish good) ใหแหง เพออานวยความสะดวกใหกบพนกงานและลดเวลาการทางานใหนอยลง มใชเพยงในบางสายการผลตเทานน มจานวนทงสน 2 เครอง
ภาพท เครองเปาแหง (Air blow machine)
3.2.3 สภาพปจจบนของงานดานการบารงรกษา โรงงานกรณศกษามแผนกซอมบารงเปนผทมทาหนาทรบผดชอบ งานดานการบารงรกษาเครองจกร โดยโครงสรางบรหารงานจะมผจดการแผนก หวหนาแผนก หวหนาหนวยชางและทมชางซอมบารง ทาหนาทซอมและบารงรกษาเครองจกรภายในโรงงาน
ในปจจบนโรงงานกรณศกษามวธการบารงรกษา 2 แบบ ไดแก การบารงรกษาแบบฉกเฉน (Breakdown Maintenance) และการบารงรกษาเชงปองกน (Preventive Maintenance)
1. การบารงรกษาแบบฉกเฉน (Breakdown Maintenance) การซอมบารงวธน เกดขนเมอเครองจกรเกดการเสยหายอยางฉบพลนโดยไมทราบลวงหนา พนกงานหนวยงานผลตจะทาการแจงแหตมายงแผนกซอมบารง พรอมทงจดบนทกอาการเสยหายทเกดขน เมอหนวยงานซอมบารงรบทราบแลวกจะสงชางเขาไปประเมนสภาพเครองจกรและหาแนวทางในการซอมตอไป โดยมการบนทกประวตเครองจกรลงในระบบโปรแกรมสาเรจรป
2. การบารงรกษาเชงปองกน (Preventive Maintenance) พนกงานแผนกซอมบารงจะดาเนนการตรวจเชค PvM ตามแผนงานรอบเวลาทกาหนดไวในแผนงานบารงรกษาเครองจกร เชน การตรวจเชคสภาพเครองจกร การหลอลนชนสวนเครองจกร การซอมแซมอปกรณทชารด และการเปลยนอะไหลตามกาหนดเวลา โดยแผนการบารงรกษาอางองตามคมอเครองจกรของผผลตโดยแบงรอบการบารงรกษาออกเปนทก 3 เดอน ทก 6 เดอน และทก 1 ป

66
ภาพท โปรแกรมสาเรจรปทใชในการจดเกบประวตการซอมบารง
ภาพท 4 ใบงานบารงรกษาเชงปองกนในปจจบน

67
3.2.4 การวเคราะหสภาพปญหาทพบในโรงงานกรณศกษา จากการศกษาสภาพโรงงานกรณศกษาเบองตนพบวา โรงงานกรณศกษามการดาเนนงานดานการบารงรกษาเครองจกร แตการวางแผนงานบารงรกษายงขาดประสทธภาพ มาตรฐานในการบารงรกษายงไมดพอ งานบารงรกษาทจาเปนไมไดรบการปฏบต การจดการดานการบารงรกษาเพอปองกนความเสยหายอนเนองมาจากเครองจกรเสยอยางกระทนหนยงไมดเทาทควร สงผลใหเครองจกรบางประเภทชารดเสยหายอยบอยครง ซงมสาเหตหลกๆ คอ
3.2.4.1 เครองจกรสวนใหญมอายการใชงานเฉลยมากกวา 10 ป ทาใหเครองจกรเรมมอตราการเสยทเพมสงขนเนองมาจากอปกรณชนสวนตางๆ เรมมการเสอมสภาพ
3.2.4.2. เครองจกรสวนมากมการใชงานตลอด 24 ชวโมง 5 วนตอสปดาหเปนผลใหเครองจกรเกดการสกหรอและเสอมสภาพไดเรวยงขน
3.2.4.3 เครองจกรมความหลากหลายทงในดาน ขนาดและความซบซอนของระบบการทางาน การออกแบบ อปกรณทใชและวธการใชงาน ทาใหการบารงรกษาเปนไปไดยากลาบาก
3.2.4.4 เครองจกรขาดการดแลรกษาอยางทวถง เนองจากทมชางซอมบารงมไมเพยงพอ รวมทงพนกงานทปฏบตงานกบเครองจกรมสวนรวมในการบารงรกษานอย
3.2.4.5 ขาดมาตรฐานในการบารงรกษาเครองจกร โดยการบารงรกษาสวนใหญจะเกดขนเมอเครองจกรเกดขดของ มอปกรณเสยหรอชารด (Breakdown Maintenance)
3.3 การประยกตใชวธการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง
การดาเนนการ การบารงรกษาโดยมงความนาเชอถอเปนศนยกลางจะถกแบงออกเปนสามชวง ในชวงแรกจะดาเนนการทบทวนบนทกประวตการบารงรกษา (Maintenance History
Records) ของระบบ ในชวงท 2 จะมการวเคราะหความสาคญของเครองจกร (MC) และวเคราะหความชารดเสยหาย (Functional Failure Analysis) และในชวงท 3 จะดาเนนการเลอกกลยทธบารงรกษาหลงจากไดทาการวเคราะหสาเหตและผลกระทบของความชารดเสยหาย (FMEA) และความสาคญของเครองจกร (MC) ซงการดาเนนการจะมแนวทางทสาคญ ดงภาพท 41
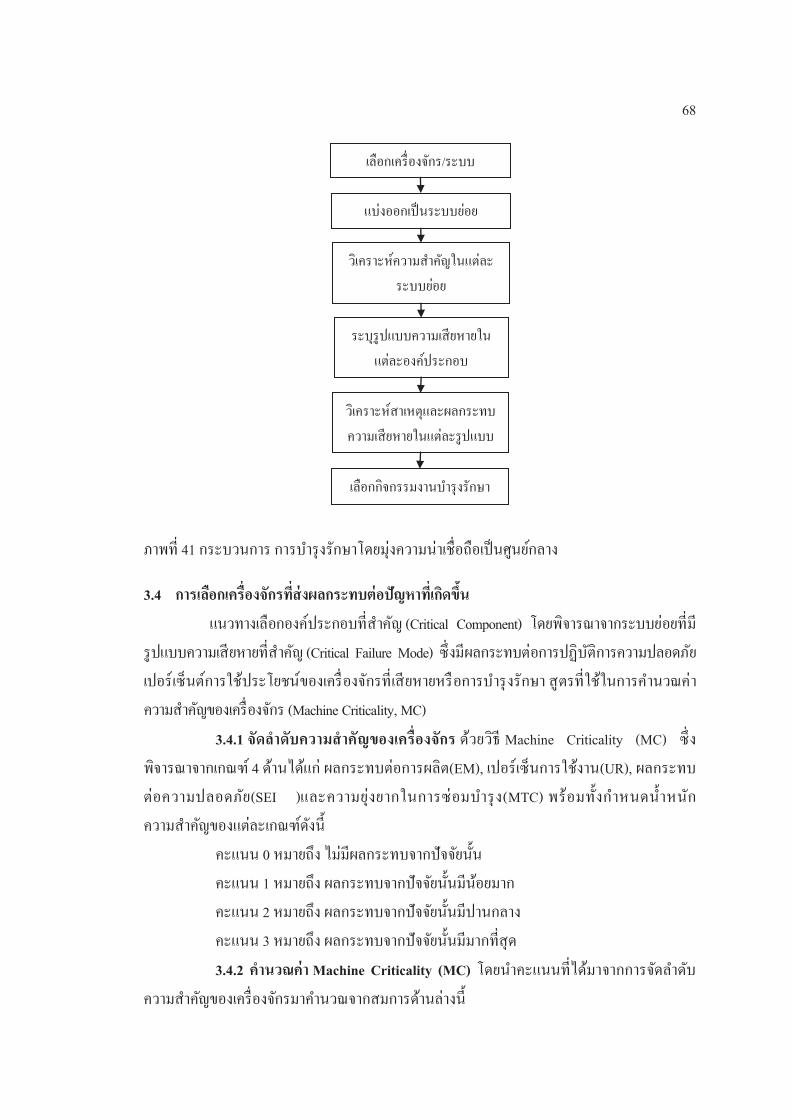
68
ภาพท 41 กระบวนการ การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง
3.4 การเลอกเครองจกรทสงผลกระทบตอปญหาทเกดขน
แนวทางเลอกองคประกอบทสาคญ (Critical Component) โดยพจารณาจากระบบยอยทมรปแบบความเสยหายทสาคญ (Critical Failure Mode) ซงมผลกระทบตอการปฏบตการความปลอดภย เปอรเซนตการใชประโยชนของเครองจกรทเสยหายหรอการบารงรกษา สตรทใชในการคานวณคาความสาคญของเครองจกร (Machine Criticality, MC)
3.4.1 จดลาดบความสาคญของเครองจกร ดวยวธ Machine Criticality (MC) ซงพจารณาจากเกณฑ 4 ดานไดแก ผลกระทบตอการผลต(EM), เปอรเซนการใชงาน(UR), ผลกระทบตอความปลอดภย(SEI )และความยงยากในการซอมบารง(MTC) พรอมทงกาหนดนาหนกความสาคญของแตละเกณฑดงน คะแนน 0 หมายถง ไมมผลกระทบจากปจจยนน
คะแนน 1 หมายถง ผลกระทบจากปจจยนนมนอยมาก
คะแนน 2 หมายถง ผลกระทบจากปจจยนนมปานกลาง
คะแนน 3 หมายถง ผลกระทบจากปจจยนนมมากทสด
3.4.2 คานวณคา Machine Criticality (MC) โดยนาคะแนนทไดมาจากการจดลาดบความสาคญของเครองจกรมาคานวณจากสมการดานลางน
แบงออกเปนระบบยอย
เลอกเครองจกร/ระบบ
วเคราะหความสาคญในแตละระบบยอย
ระบรปแบบความเสยหายในแตละองคประกอบ
วเคราะหสาเหตและผลกระทบความเสยหายในแตละรปแบบ
เลอกกจกรรมงานบารงรกษา
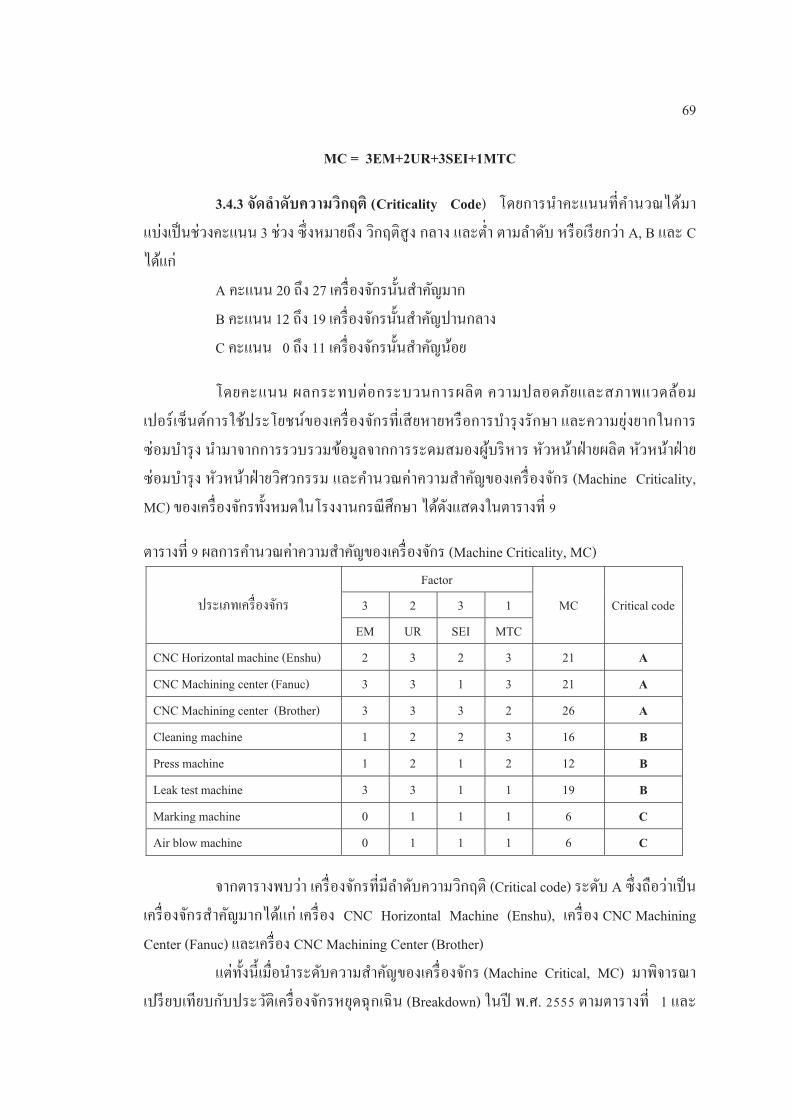
69
MC = 3EM+2UR+3SEI+1MTC
3.4.3 จดลาดบความวกฤต (Criticality Code) โดยการนาคะแนนทคานวณไดมาแบงเปนชวงคะแนน 3 ชวง ซงหมายถง วกฤตสง กลาง และตา ตามลาดบ หรอเรยกวา A, B และ C
ไดแก
A คะแนน 20 ถง 27 เครองจกรนนสาคญมาก
B คะแนน 12 ถง 19 เครองจกรนนสาคญปานกลาง C คะแนน 0 ถง 11 เครองจกรนนสาคญนอย
โดยคะแนน ผลกระทบตอกระบวนการผลต ความปลอดภยและสภาพแวดลอม เปอรเซนตการใชประโยชนของเครองจกรทเสยหายหรอการบารงรกษา และความยงยากในการซอมบารง นามาจากการรวบรวมขอมลจากการระดมสมองผบรหาร หวหนาฝายผลต หวหนาฝายซอมบารง หวหนาฝายวศวกรรม และคานวณคาความสาคญของเครองจกร (Machine Criticality,
MC) ของเครองจกรทงหมดในโรงงานกรณศกษา ไดดงแสดงในตารางท
ตารางท ผลการคานวณคาความสาคญของเครองจกร (Machine Criticality, MC)
ประเภทเครองจกร
Factor
MC Critical code 3 2 3 1
EM UR SEI MTC
CNC Horizontal machine (Enshu) 2 3 2 3 21 A
CNC Machining center (Fanuc) 3 3 1 3 21 A
CNC Machining center (Brother) 3 3 3 2 26 A
Cleaning machine 1 2 2 3 16 B
Press machine 1 2 1 2 12 B
Leak test machine 3 3 1 1 19 B
Marking machine 0 1 1 1 6 C
Air blow machine 0 1 1 1 6 C
จากตารางพบวา เครองจกรทมลาดบความวกฤต (Critical code) ระดบ A ซงถอวาเปนเครองจกรสาคญมากไดแก เครอง CNC Horizontal Machine (Enshu), เครอง CNC Machining
Center (Fanuc) และเครอง CNC Machining Center (Brother) แตทงนเมอนาระดบความสาคญของเครองจกร (Machine Critical, MC) มาพจารณา
เปรยบเทยบกบประวตเครองจกรหยดฉกเฉน (Breakdown) ในป พ.ศ. ตามตารางท 1 และ

70 ตารางท 2 พบวาเครองจกร CNC Machining center (brother) มจานวนการหยดฉกเฉนสงสด และมชวโมงการหยดฉกเฉน (Down time) สงสดถง 82% ของชวโมงการหยดฉกเฉนรวม โดยท เครอง CNC Horizontal Machine (Enshu) มจานวนการหยดฉกเฉนเพยง 12 ครง สวนเครอง CNC Machining Center (Fanuc) เกดเหตหยดฉกเฉนเพยงแค 1 ครงเทานนเอง ดงแสดงในตารางท 10
ตารางท 10 เปรยบเทยบผลการคานวณคาความสาคญของเครองจกรกบประวตเครองจกรหยด
ประเภทเครองจกร จานวนเครองจกร
หยด (ครง) เวลาหยดเฉลย
(นาท/ครง) รวมเวลาหยด
(นาท) Critical
code
Machining center (Brother) 155 111 17,135 A
Horizontal machine (Enshu) 12 171 2,057 A
Machining center (Fanuc) 1 140 140 A
Cleaning machine 15 69 1,041 B
Press machine 5 104 520 B
Leak test machine 0 0 0 B
Marking machine 0 0 0 C
Air blow machine 0 0 0 C
ดงนนงานวจยนจงเลอก เครอง CNC Machining center (Brother) ซงเปนเครองจกรทมความสาคญมากระดบ A และมประวตเครองจกรหยดสงสด มาประยกตใชหลกการ การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง เพอลดเวลาสญเสยเนองจากเครองจกรมอาการขดของหรอเสยหายอยางกะทนหน และจดทาแผนการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางของชนสวนตางๆ ใหมประสทธภาพสงสด
3.5 จาแนกสวนประกอบของเครองจกรออกเปนระบบยอยและระบหนาทการใชงาน
ผลจากการศกษาในหวขอท 3.4 พบวาเครอง CNC Machining Center (Brother) ทใชในกระบวนการผลตมความสาคญตอโรงงานกรณศกษาสงทสด สอดคลองกบขอมลเครองจกรหยดของกระบวนการผลต ดงนนทางผวจยจงเลอกเครองจกรดงกลาวมาศกษาวจยการประยกตใช หลกการ การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง โดยเครอง CNC Machining Center
(Brother) มอายการใชงานเฉลยประมาณ 10 ป ประกอบไปดวยระบบยอยตางๆ ซงแตละระบบยอยจะมชนสวนจานวนมากประกอบเขาดวยกน โดยสามารถจาแนกออกเปนระบบใหญๆ ไดดงน
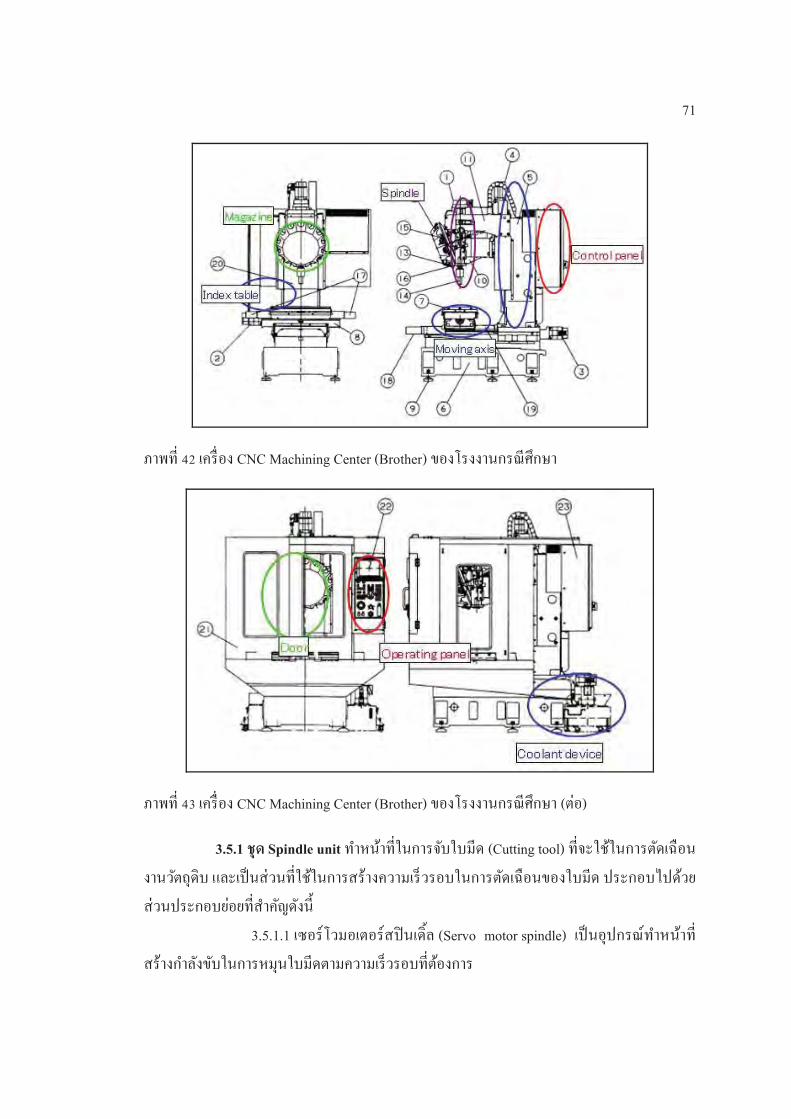
71
ภาพท เครอง CNC Machining Center (Brother) ของโรงงานกรณศกษา
ภาพท เครอง CNC Machining Center (Brother) ของโรงงานกรณศกษา (ตอ)
3.5.1 ชด Spindle unit ทาหนาทในการจบใบมด (Cutting tool) ทจะใชในการตดเฉอนงานวตถดบ และเปนสวนทใชในการสรางความเรวรอบในการตดเฉอนของใบมด ประกอบไปดวยสวนประกอบยอยทสาคญดงน
3.5.1.1 เซอรโวมอเตอรสปนเดล (Servo motor spindle) เปนอปกรณทาหนาทสรางกาลงขบในการหมนใบมดตามความเรวรอบทตองการ

72
3.5.1.2 สปนเดล (Spindle ) ทาหนาทในการจบใบมดและสงถายกาลงในการหมนตดไปยงไปมด
3.5.1.3 คลบปลง (Coupling) ทาหนาทในการสงถายกาลงจากชด เซอรโวมอเตอรสปนเดล มายง ชดสปนเดล
ภาพท 4 รปสวนประกอบยอยของชด Spindle unit
3.5.2 ชดแกนเคลอนท (Moving axis unit) ทาหนาทในเคลอนทชนงานและใบมดเขาหากนหรอสรางความเรวในการปอนชนงานเพอตดเฉอนชนงาน (Cutting feed) ทจะใชในการตดเฉอนงานวตถดบเปนรปรางตางๆ แบงออกเปน 3 แกน คอ แกน X, แกน Y และแกน Z แตละแกนประกอบไปดวยสวนประกอบยอยทสาคญดงน
.5.2.1 เซอรโวมอเตอร (Servo motor axis) เปนอปกรณทาหนาทสรางกาลงขบในการเคลอนทโดยความคมทงความเรวและความแมนยาในการกาหนดตาแหนง .5.2.2 บอลสกร (Ball screw) เปนสวนเคลอนท ทใชในการเคลอนทชนงานหรอชดสปนเดลเพอทาการตดเฉอนวตถดบเปนรปรางตางๆ .5.2.3 คลบปลง (Coupling) ทาหนาทในการสงถายกาลงจากชดเซอรโวมอเตอรไปยงชดบอลสกร
3.5.2.4 ลมตสวตซ (Limit switch) เปนอปกรณไฟฟาทใชในการกาหนดจดศนย (Zero position) ของแกนนนๆ และกาหนดระยะทางสงสดทแกนนนๆ จะสามารถเคลอนทไปได (Over travel)

73
ภาพท รปสวนประกอบยอยของชดแกนเคลอนท (Moving axis)
3.5.3 ชด Magazine unit ทาหนาทในการจบใบมด (Cutting tool) ทยงไมไดใชงาน และใชในการเปลยนใบมดทจะใชงานเขากบชด Spindle เมอตองการจะใชใบมดนนๆในการตดเฉอนชนงานโดยสามารถรองรบใบมดไดถง 14 ใบมด ประกอบไปดวยสวนประกอบยอยทสาคญดงตอน
3.5.3.1 Motor magazine เปนอปกรณททาหนาท สรางกาลงขบในการหมนชด Magazine
3.5.3.2 ชดเฟอง เปนสวนทใชในการสงถายกาลงเพอหมนชด Magazine
3.5.3.3 Gripper เปนสวนทใชในการจบยดใบมดทยงไมไดใชงาน
ภาพท รปสวนประกอบยอยของชด Magazine unit
3.5.4 ชดระบบควบคม (Control panel) เปนอปกรณทใชในการควบคมการทางานของเครองจกร เพอกาหนดหนาทใหอปกรณแตละสวนทางานสมพนธกน ประกอบไปดวยสวนประกอบยอยทสาคญดงน

74 .5.4. ระบบไฟฟาควบคม เปนชดจายพลงงานใหกบเครองจกรและระบบสนบสนนของเครองจกร เชน ไฟแสดงสถานะตาง อปกรณเสรม เชน ระบบนาหลอเยน และระบบจบยดชนงาน (Jig and fixture) เปนตน .5.4. ระบบควบคม CNC เปนอปกรณหลกทใชในการควบคมการทางานของเครองจกรในการตดเฉอนชนงานวตถดบ และการเคลอนทของแกนเคลอนทตางๆ .5.4.3 ระบบ Servo amplifier ทาหนาทในรบคาสงจากชดระบบควบคม CNC
และสงสญญาณคาสงเพอควบคมการทางานของ Servo motor ตางๆ รวมถงสงสญญาณตอบสนอง (Feedback) กลบไปยงระบบควบคม CNC เมอชด Servo motor ตางทางานแลวเสรจตามคาสง
ภาพท 7 รปสวนประกอบยอยชดระบบควบคม (Control panel)
3.5.5 ชดระบบปอนการทางาน (Operation panel) เปนอปกรณทใชในการปอนคาสงในการทางานและแสดงผลการทางานของเครองจกรออกมาเปนตวหนงสอ ประกอบไปดวยสวนประกอบยอยทสาคญดงน
3.5.5.1 ปมกดและกญแจ (Push Button and Key Switch) ใชในการเปด-ปดอปกรณประกอบตางๆ ของเครองจกร
3.5.5.2 แปนพมพ (Key panel) เปนอปกรณใชในการปอนคาสงใหกบชดระบบควบคม CNC
3.5.5.3 ชดจอแสดงผล (Display panel) ทาหนาทในการแสดงผลการทางานของเครองจกร

75
ภาพท รปสวนประกอบยอยของชดระบบปอนการทางาน (Operation panel)
3.5.6 ชดประต (Door) เปนอปกรณปองกนเพอความปลอดภยขณะเครองจกรทางาน โดยปองกนไมใหเศษชนสวนทเกดจากการตดเฉอนกระเดนถกพนกงานผควบคมเครอง ประกอบไปดวยสวนประกอบยอยดงน
3.5.6.1 บานประต เปนอปกรณทใชในการเปดหรอปดเพอนาชนงานวตถดบเขาภายในเครองจกร และปองกนความปลอดภยใหกบพนกงาน
3.5.6.2 รางประต เปนสวนทใชในการบงคบการเคลอนทปดหรอเปดของประต 3.5.6.3 ลอประต เปนสวนททาใหประตเคลอนทปดหรอเปดไดอยางลนไหล
ภาพท รปสวนประกอบยอยของชดประต
3.5.7 ระบบนาหลอเยน (Coolant system) เปนชดอปกรณทใชในการหลอเยนชนงานขณะทเครองจกร กาลงทางาน เพอปองกนไมใหเกดความเสยหายแกชนงานและเครองจกรขณะทาการตดเฉอนหรอเจาะรชนงาน ประกอบดวยสวนประกอบยอยดงน

76
3.5.7.1 ปมนาหลอเยน ใชในการดดนาหลอเยนจากถงนาหลอเยนไปฉดยงชนงานหรอรางเศษวตถดบขางเครอง
3.5.7.2 ถงนาหลอเยนใชในการบรรจนาหลอเยนและรองรบเศษเศษวตถดบ 3.5.7.3 ทอนาหลอเยน ใชในการสงหรอกาหนดทศทางของนาหลอเยนไปตาม
จดตางๆ ทตองการ . . . วาลวนาหลอเยน ใชในการเปดหรอปดการฉดนาหลอเยน
ภาพท 5 รปสวนประกอบยอยของชดระบบนาหลอเยน
3.5.8 ระบบลม (Pneumatic system) เปนระบบทใชในการควบคมการทางานของอปกรณทใชลมอดในการทางานตางๆ เชน ชดจบยดชนงาน, ชดเปาเศษโลหะทเกดจากการตดเฉอน เปนตน ประกอบไปดวยสวนประกอบยอยๆ ดงน
3.5.8.1 โซลนอยด วาลว (Solenoid valve) เปนอปกรณหลกทใชสงการทางานของอปกรณตางๆ โดยทาหนาทปดหรอเปดการจายลมอดไปยงอปกรณนนๆ
3.5.8.2 ชดปรบแรงดนลม (Pressure regulator) เปนอปกรณทใชในการปรบระดบแรงดนลมใหเหมาะสมกบการใชงานของอปกรณนนๆ
3.5.8.3 กรองอากาศ (Air filter) เปนชดทใชในการกรองหรอดกสงสกปรกแปลกปลอมทมากบระบบลมอด ไมใหไปอดตนในอปกรณลมตางๆ
3.5.8.4 ชดหลอลน (Air lubricator) เปนอปกรณทใชหลอลนเพอปองกนไมใหการเคลอนทของอปกรณตางๆ เชน กระบอกสบ หรอ โซลนอยด วาลว เปนตน เกดการตดขดหรอชารด
3.5.8.5 สวตซแรงดนลม (Air pressure switch) เปนอปกรณทใชตรวจจบระดบแรงดนลมของเครองจกรวาอยในเกณฑทกาหนดไวหรอไม

77
ภาพท 1 รปสวนประกอบยอยของชดระบบลม (Pneumatic system)
3.5.9 ชดแกนหมน (Index unit) เปนอปกรณทใชในการหมนชนงานไปในแนวแกนตางๆ ขนอยกบการออกแบบของกระบวนการทางานนนๆ วา ตองการตดเฉอนชนงานในแนวไหน โดยสวนมากม 2 แบบคอ ชดแกนหมนในแนวนอนและชดแกนหมนในแนวตงฉาก
3.6 วเคราะหความสาคญของชนสวนอปกรณในแตละระบบยอย
เพอใหเ กดประสทธภาพในการตรวจสอบและซอมบารงรกษา การจดลาดบความสาคญของชนสวนอปกรณในแตละระบบยอยของเครองจกร โดยใชวธการคาเฉลยถวงนาหนก (Weighted Average) จากเกณฑทง ดาน (ศรรตน, ) จงนามาใชในงานวจยน
เกณฑทง ดาน ไดแก ) ความมากนอยในการใชงานชนสวนอปกรณ ) ราคาชนสวนอปกรณ ) ระยะเวลาทใชในการซอมแซมหรอเปลยนทดแทนชนสวนอปกรณ และ ) ผลกระทบตอชนสวนอปกรณอนเมอชนสวนทพจารณาเกดความเสยหาย การพจารณาความสาคญของชนสวนอปกรณมรปแบบสมการในการคานวณดงน
โดยท CC คอ คาเฉลยชนสวนอปกรณทสาคญ
Wn คอ ผลคณเชงนาหนกของเกณฑ Xn
Xn คอ คะแนนของเกณฑท n ในการประเมนชนสวนอปกรณ
สาหรบรายละเอยดของเกณฑการใหคะแนนทใชในการจดลาดบความสาคญของชนสวนอปกรณในแตละระบบยอยสามารถอธบายไดดงน
CC = ∑ Wn Xn / ∑ Wn
4
n =1
4
n=1

78 3.6.1 เกณฑความมากนอยในการใชงานชนสวนอปกรณ เปนปจจยหนงทกาหนดภาระในการใชงานของแตละชนสวนอปกรณ โดยแสดงรายละเอยดของระดบคะแนนในดงตารางท 11
ตารางท 1 เกณฑความมากนอยในการใชงานชนสวนอปกรณ
ความมากนอยในการใชงาน (W1) คะแนน
1. แสดงการใชงานชนสวนอปกรณนนๆ 100 เปอรเซนต เมอเครองจกรทางาน 4
2. แสดงการใชงานชนสวนอปกรณนนๆ 75 เปอรเซนต แตไมถง 100 เปอรเซนต 3
3. แสดงการใชงานชนสวนอปกรณนนๆ 50 เปอรเซนต แตไมถง 75 เปอรเซนต 2
4. แสดงการใชงานชนสวนอปกรณนนๆ ไมเกน50 เปอรเซนต 1
3.6.2 เกณฑราคาของชนสวนอปกรณ เปนการกาหนดปจจยทางดานราคาของแตละชนสวนอปกรณ โดยแสดงรายละเอยดของระดบคะแนนในดงตารางท 1 ดงน
ตารางท 1 เกณฑราคาของชนสวนอปกรณ (ปรบราคาตามขอเสนอแนะของสมศกด, 2552)
ราคาของชนสวนอปกรณ (W2) คะแนน
1. แสดงราคามากกวา 3 , บาท 4
2. แสดงราคาตงแต 10, –3 , บาท 3
3. แสดงราคาตงแต 2, –10, บาท 2
4. แสดงราคานอยกวา 2, บาท 1
3.6.3 เกณฑระยะเวลาทใชในการซอมแซมหรอเปลยนทดแทนชนสวนอปกรณ โดยพจารณาจากชนสวนอปกรณทใชในการซอมแซมกอน และถาซอมแซมไมไดจะพจารณาระยะเวลาในการเปลยนทดแทน แสดงรายละเอยดของระดบคะแนนในดงตารางท 1 ดงน
ตารางท 1 เกณฑระยะเวลาทใชในการซอมแซมหรอเปลยนทดแทนชนสวนอปกรณ
ระยะเวลาทใชในการซอมแซมหรอเปลยน คะแนน
1. ใชเวลาในการซอมแซมหรอเปลยนอปกรณมากกวา นาท 4
2. ใชเวลาในการซอมแซมหรอเปลยนอปกรณตงแต 61-120 นาท 3
3. ใชเวลาในการซอมแซมหรอเปลยนอปกรณตงแต 31-60 นาท 2
4. ใชเวลาในการซอมแซมหรอเปลยนอปกรณไมเกน 30 นาท 1

79 3.6.4 เกณฑผลกระทบตอชนสวนอปกรณอนๆ เมอชนสวนทพจารณาเกดความเสยหาย โดยแสดงรายละเอยดของระดบคะแนนในดงตารางท 1 ดงน
ตารางท 1 เกณฑผลกระทบตอชนสวนอปกรณอนๆ เมอชนสวนทพจารณาเกดความเสยหาย
ผลกระทบชนสวนอปกรณอนๆ คะแนน
1. กระทบตอชนสวนอปกรณอน เครองจกรไมสามารถดาเนนการผลตตอไปได 4
2. ไมกระทบตอชนสวนอปกรณอนๆ เครองจกรไมสามารถดาเนนการผลตตอไปได
3
3. กระทบตอชนสวนอปกรณอนๆ เครองจกรสามารถดาเนนการผลตตอไปได 2
4. ไมกระทบตอชนสวนอปกรณอนๆ เครองจกรสามารถดาเนนการผลตตอไปได
1
ทงนสามารถนาเอาผลการประเมนการจดลาดบความสาคญของชนสวนอปกรณ ในแตละระบบยอยของเครองจกรโดยใชวธการคาเฉลยถวงนาหนก มาจดระดบความเสยง (Risk
Evaluation) ตามลาดบความสาคญซงแบงไดดงน
1. ความสาคญลาดบ A ไดรบการเอาใจใสในบารงรกษาเปนอยางด
2. ความสาคญลาดบ B ไดรบการเอาใจใสในบารงรกษาพอสมควร และ
3. ความสาคญลาดบ C ไดรบการเอาใจใสในบารงรกษาไมมาก (ศรรตน, 2537)
ซงสามารถสรปผลไดดงแสดงในตารางท 1
ตารางท 1 เกณฑการแบงกลมลาดบความสาคญของชนสวนอปกรณ (ศรรตน, 2537)
การแบงกลมความสาคญของชนสวนอปกรณ คาเฉลย ความสาคญ เอาใจใสในการบารงรกษาสง (สาคญมาก) ≥ 2.75 A
เอาใจใสในการบารงรกษาพอสมควร (สาคญปานกลาง) 2.01 – 2.74 B
เอาใจใสในการบารงรกษานอย (สาคญนอย) ≤ 2.00 C
สาหรบผลคณเชงนาหนกของเกณฑในสมการขางตนทางผวจยไดทาการกาหนดโดยคดใหความสาคญกบแตละเกณฑมคาทเทากนกลาวคอ
กาหนดใหผลคณเชงนาหนกของเกณฑ Wn = 2.5
จากวธการประเมนการจดลาดบความสาคญของชนสวนอปกรณขางตน สามารถระบความสาคญของชนสวนอปกรณในแตละระบบยอยของเครองจกร CNC Machining center
(Brother) ไดดงแสดงในตารางท ดงน

80 ตารางท 1 ผลวเคราะหความสาคญของชนสวนอปกรณในแตละระบบยอยเครองจกร CNC
Machining center (Brother)
อปกรณยอย
เกณฑตดสนใจและคะแนนถวงนาหนก คาเฉลยแบบถวงนาหนก
ลาดบความสาคญ
W1 W2 W3 W4
2.5 2.5 2.5 2.5
Spindle unit 4 3 4 4 3.75 A
Moving axis unit 3 4 3 4 3.5 A
Control panel 2 3 4 3 3 A
Magazine unit 3 3 4 2 3 A
Door 2 4 1 2 2.25 B
Operation panel 2 1 4 2 2.25 B
Index unit 3 1 2 1 1.75 C
Coolant unit 1 2 2 1 1.5 C
Pneumatic unit 1 1 2 1 1.25 C
สรปการใหคะแนนความสาคญของชนสวนอปกรณในแตละระบบยอย พบวาชด Spindle unit, ชด Moving axis unit ชด Control panel และชด Magazine unit เปนชนสวนอปกรณทอยในกลมความเสยงวกฤต (Critical) ระดบ A จะตองมปฏบตการแกไขและปองกน พรอมทงดาเนนการเปลยนแปลงอยางจรงจง ตองไดรบการเอาใจใสในการบารงรกษาเปนอยางด
จากผลการสรปการจดลาดบความสาคญของชนสวนอปกรณ ทางผวจยของโรงงานกรณศกษา ไดเลอกชนสวนอปกรณทมความสาคญมากทสดคอ ชด Spindle unit, ชด Moving axis,
ชด Control panel และชด Magazine unit ไปวเคราะหคณลกษะความเสยหายและสาเหต รวมทงวเคราะหผลกระทบของความเสยหายทเกดขนเพอกาหนดเทคนคการบารงรกษาทเหมาะสมดงน
3.7 ระบความความลมเหลวในแตละระบบยอย (Functional Failure)
หลงจากการจาแนกสวนประกอบของเครองจกรออกเปนระบบยอยพรอมทงระบหนาทการใชงาน ตามหวขอ 5 พรอมทงกาหนดระดบความเสยงของแตละชนสวนยอยแลว ทางผวจยไดทาการวเคราะหเพอระบความลมเหลว (Functional Failure) ทอาจจะเกดขนเมอชนสวนอปกรณในระบบยอยทางานตามหนาท (Functions) ทไดออกแบบไวโดยอางองจากประวตเครองจกรหยดดงตารางท 1 สามารถสรปผลไดดงแสดงไวในตารางท

81 ตารางท 17 ประวตการชารดของของชนสวนอปกรณในแตละระบบยอยเครองจกร CNC
Machining center (Brother) ในป พ.ศ.
อปกรณยอย จานวนการชารด (ครง) รวมเวลาหยดชารด (นาท) ลาดบความสาคญ
Moving axis unit 40 5,113 A
Spindle unit 23 2,324 A
Magazine unit 18 1,369 A
Control panel 26 5675 A
Door 29 1,450 B
Operation panel 1 50 B
Coolant unit 6 320 C
Index unit 6 460 C
Pneumatic unit 6 330 C

82
ตารางท การวเคราะหสาเหตและผลกระทบของความชารดเสยหาย (Failure Mode Effect Analysis) ของชนสวนยอย
ตาแหนงเครองจกร
ชนสวน หนาท รปแบบความเสยหาย ผลกระทบของความ
เสยหาย สาเหตของความเสยหาย
Spindle unit
มอเตอร Spindle หมน Spindle
ไหมหรอไมทางาน เครองจกรหยด คาความเปนฉนวนตา Alarm overheat เครองจกรหยด พดลมมอเตอรไหม
หยดไมตรงตาแหนง Tool รวง Encoder เสอมสภาพ
Spindle assy. จบ Tool ทจะใช Cutting
งาน
เสยงดง เสยงตอการผลตงานเสย Bearing แตก
หมนแกวงคา Run out สง ผลตงานเสย เครองชน
Bearing หลวม
Bearing cam roller แตก Tool รวง เสอมสภาพจากการใชงาน
Moving axis unit
Ball screw ขบเคลอน Table วางงาน ตดหรอหมนฝด เครองจกรหยด Ball screw แตกแลวลกปนตด
หลวมคลอน ผลตงานเสย ลกปนหรอเสอลกปนสก
Support Bearing รองรบการหมน Ball screw ตดไมหมน เครองจกรหยด Bearing แตกแลวลกปนตด
หลวมคลอน ผลตงานเสย ลนปนหรอเสอลกปนสก
Servo motor ขบเคลอน Ball screw
ไหมหรอไมทางาน เครองจกรหยด คาความเปนฉนวนตา ตดหรอฝด เครองจกรหยด Bearing แตกเนองจกาความชน
หยดไมตรงตาแหนง ผลตงานเสย Encoder เสอมสภาพ
Limit switch ตรวจสอบตาแหนงศนยเครอง
อานคาเพยน เครองจกรหยด กาน Limit switch สกปรก
ไมอานคา เครองจกรหยด หนา Contact limit switch ชารด
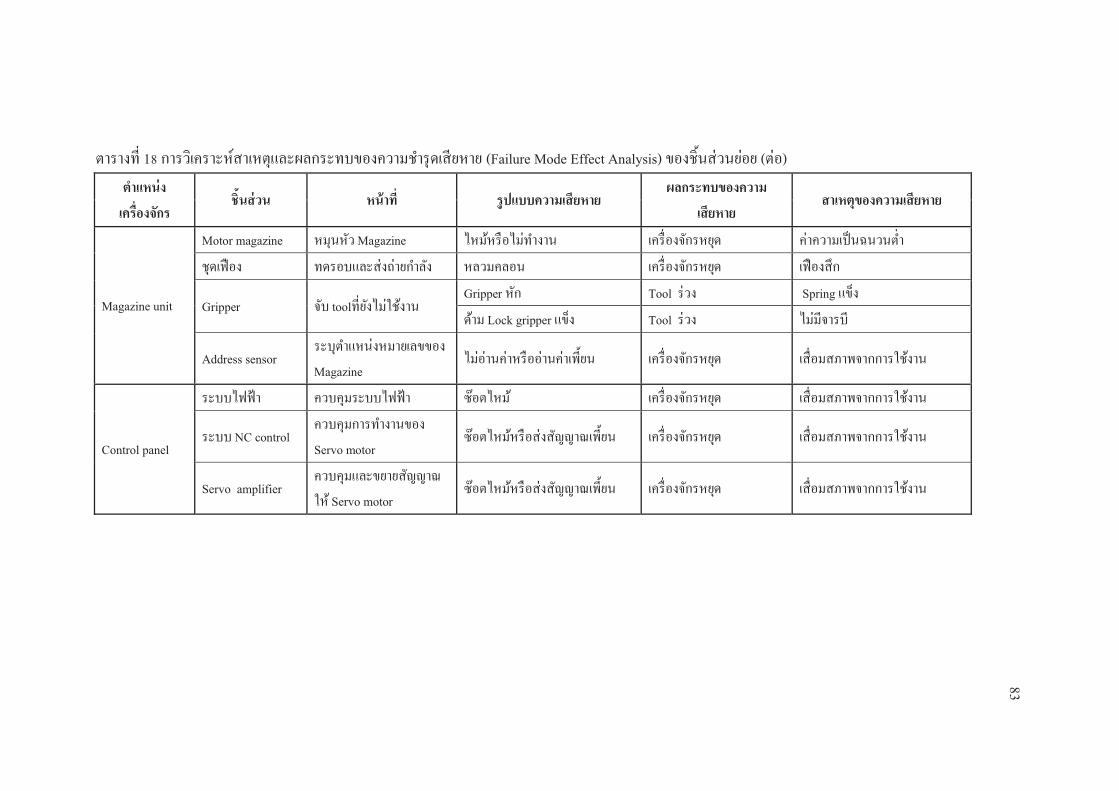
83
ตารางท 1 การวเคราะหสาเหตและผลกระทบของความชารดเสยหาย (Failure Mode Effect Analysis) ของชนสวนยอย (ตอ) ตาแหนงเครองจกร
ชนสวน หนาท รปแบบความเสยหาย ผลกระทบของความ
เสยหาย สาเหตของความเสยหาย
Magazine unit
Motor magazine หมนหว Magazine ไหมหรอไมทางาน เครองจกรหยด คาความเปนฉนวนตา ชดเฟอง ทดรอบและสงถายกาลง หลวมคลอน เครองจกรหยด เฟองสก
Gripper จบ toolทยงไมใชงาน Gripper หก Tool รวง Spring แขง
ดาม Lock gripper แขง Tool รวง ไมมจารบ
Address sensor ระบตาแหนงหมายเลขของ Magazine
ไมอานคาหรออานคาเพยน เครองจกรหยด เสอมสภาพจากการใชงาน
Control panel
ระบบไฟฟา ควบคมระบบไฟฟา ซอตไหม เครองจกรหยด เสอมสภาพจากการใชงาน
ระบบ NC control ควบคมการทางานของ Servo motor
ซอตไหมหรอสงสญญาณเพยน เครองจกรหยด เสอมสภาพจากการใชงาน
Servo amplifier ควบคมและขยายสญญาณให Servo motor
ซอตไหมหรอสงสญญาณเพยน เครองจกรหยด เสอมสภาพจากการใชงาน

84
3.8 การสรางระบบบารงรกษาบนพนฐานของความนาเชอถอ
โดยทวไปองคกรสวนใหญมงการปองกนปญหาการขดของโดยไมค านงถงการวเคราะหหาสาเหตการขดของอยางเปนระบบจงสงผลตอประสทธผลของการบารงรกษา ดวยเหตดงกลาว RCM จงไดถกนามาใชสนบสนนในการระบกลไกทสงผลตอการชารดเสยหายของชนสวนและสามารถระบกจกรรมการบารงรกษาเชงปองกนไดอยางเหมาะสม ซงสามารถนาไปสความมประสทธภาพและประสทธผลในการบารงรกษาได (วระศกด, และโกศล, ) 3.8.1 แนวทางในการเลอกวธการบารงรกษา ขนตอนในการเลอกเทคนคการบารงรกษาทเหมาะสมกบคณลกษณะความเสยหาย (Failure Mode) รวมกบความพรอมและความสามารถในการดาเนนงานโดยใช RCM methodology Logic ของAndrew K.S. Jar dine (2006: 11) ดงภาพท
ภาพท รปกระบวนการ RCM Methodology Logic
ทมา: Jardaine, Andrew K.S., and Albert H.C. Tsang., Maintenance Replacement and
Reliability Theory and Application (Boca Raton Florida: Taylor & Francis Group, 2006), 11.
การเลอกงานบารงรกษานเปนการเลอกงานบารงรกษาตามเงอนไขทางเศรษฐศาสตรและความเปนไปไดทางเทคนค เทคนคการบารงรกษาทจะนามาใชพจารณาคอ . การบารงรกษา
มความเปนไปไดทางเทคนคหรอทางเศรษฐศาสตรหรอไม หากการบารงรกษาตามสภาพ จะสามารถตรวจจบความสญเสยในหนาทการใชงานทลดลงได
มความเปนไปไดทางเทคนคหรอทางเศรษฐศาสตรหรอไม หากการซอมแซมสามารถฟนฟประสทธภาพของชนสวนอปกรณเพอลดความเสยงทจะเกดความลมเหลวได
มความเปนไปไดทางเทคนคหรอทางเศรษฐศาสตรหรอไม ทจะเปลยนชนสวนอปกรณเพอลดความเสยงทจะเกดความลมเหลวได
การบารงรกษาตามสภาพ
ซอมเมอเสย
การเปลยนชนสวนตามรอบเวลา
การบารงรกษาตามรอบเวลา
เลอกเครองจกร
85
ตามสภาพ (Condition-Based Maintenance: CBM), . การบารงรกษาตามรอบเวลา (Time-Based
Maintenance: TBM) . การเปลยนชนสวนตามรอบเวลา (Time-Based Discard: TBD) 4. การซอมเมอเสยหาย (Run to Failure: RTF)
3.8.2 การกาหนดชวงระยะเวลางานบารงรกษาเชงปองกน โดยสวนใหญ คา Mean
Time Between Failure จะถกใชเปนพนฐานในการกาหนดคาบเวลาในการบารงรกษาเชงปองกน ซงแนวทางนไมไดใหขอมลทเกยวกบผลกระทบจากการเพมอายการใชงาน แตจะหาอายเฉลยซงความเสยหายเกดขน ไมใชอายทมแนวโนมใชงานไดนานมากทสด การแจกแจงแบบไวบลลจะใหขอมลการแจกแจงความเสยหายทแมนยามากกวา โดยคาความนาชอถอ (R (t)) สามารถคานวณไดจากสมการดงน
R (t) = 1- F (t)
เมอ F (t) คออตราความเสยหายของระบบเทยบกบเวลาซงเปนอตราการกระจายตวของความเสยหาย (Failure distribution) แบบพนฐาน สมมตฐานวาเวลาทเกดอตราการชารดเสยหายอธบายไดดวยสมการความหนาแนนแบบ Exponential แลวจะได
R(t) = e –t/M = e –F/t
โดย F คออตราความเสยหาย และ M คอคา MTBF ดงนนจะหาคาบเวลาทเหมาะสมในการเขาตรวจสอบสภาพชนสวนทมระดบความเสยงสงไดจากสมการ
t = - ln R (t) x MTBF
จากประวตเครองจกรชารดในป พศ. 2555 และแนวทางการเลอกแผนการบารงรกษา
โดยใชวธ RCM methodology Logic รวมกบการพจารณาคาใชจายทอาจเกดขนเมอเลอกแนวทางการบารงรกษานนๆ วามความคมคาเพยงใด โดยโรงงานกรณศกษาคดคาใชจายในการดาเนนงานดงน
1. โรงงานกรณศกษาคดคาแรงพนกงงานเฉลย 3 บาท/คน/นาท 2. เวลาผลตชนงานเฉลยตอชน (Cycle time) ของทกสายการผลตอยท 1.6 นาท/ชน
3. กาไรของแตละผลตภณฑอยท 30% ของตนทนหรอคดเปนเงน 240 บาท/ชน
จากขอมลขางตน สามารถกาหนดคา MTBF และแผนการบารงรกษาของ แตละชนสวนสวนยอยทมระดบความสาคญสง ไดดงตารางท

86
ตารางท แสดงคา MTBF ของแตละชนสวนสวนยอยพรอมวธการดาเนนการบารงรกษาโดยเปรยบเทยบกบจดคมทน
ชนสวนยอยทมระดบความสาคญ
MTTR
(นาท/ครง)
ราคาอะไหล
(บาท/ชน)
คาแรงซอม
(บาท/ครง)
รวมคาใชจายในการซอม
(บาท/ครง)
คาสญเสยโอกาศ
(บาท/ครง)
ความถชารด
(ครง/ป)
เวลาเดนเครอง
(ชม)
MTBF
(ชม) การเลอกเทคนคการบารงรกษา
RCM methodology Logic
การบารง รกษา
Motor spindle 75 117,760 225 117,985 12,656 1 5,460 5,460 ตรวจความสญเสยลวงหนาได CBM
Spindly assy 115 65,120 345 65,465 19,406 3 5,460 1,820 ตรวจความสญเสยลวงหนาได CBM
bearing cam roller 40 615 120 735 6,750 1 5,460 5,460 สามรถเปลยนตามรอบเวลาได TBM
Ball screw X 60 40,960 180 41,140 10,125 1 5,460 5,460 ตรวจความสญเสยลวงหนาได CBM
Ball screw Y 60 40,960 180 41,140 10,125 1 5,460 5,460 ตรวจความสญเสยลวงหนาได CBM
Ball screw Z 60 57,760 180 57,940 10,125 1 5,460 5,460 ตรวจความสญเสยลวงหนาได CBM
Support Bearing X 90 5,600 270 5,870 15,188 1 5,460 5,460 ตรวจความสญเสยลวงหนาได CBM
Support Bearing Y 90 5,600 270 5,870 15,188 3 5,460 1,820 ตรวจความสญเสยลวงหนาได CBM
Servo motor X 115 47,600 345 47,945 19,406 3 5,460 1,820 ตรวจความสญเสยลวงหนาได CBM
Servo motor Y 115 47,600 345 47,945 19,406 1 5,460 5,460 ตรวจความสญเสยลวงหนาได CBM
Servo motor Z 80 57,920 240 58,160 13,500 0 5,460 - อะไหลมราคาสงไมสามารถระบ MTTF ได RTF
Limit switch X 35 530 105 635 5,906 1 5,460 5460.0 สามรถเปลยนตามรอบเวลาได TBM
Limit switch Y 35 530 105 635 5,906 1 5,460 5460.0 สามรถเปลยนตามรอบเวลาได TBM
Limit switch Z 35 530 105 635 5,906 1 5,460 5460.0 สามรถเปลยนตามรอบเวลาได TBM
Motor magazine 250 14,400 750 15,150 42,188 0 5,460 - ไมสามารถระบMTTF ได RTF

87
ตารางท แสดงคา MTBF ของแตละชนสวนสวนยอยพรอมวธการดาเนนการบารงรกษาโดยเปรยบเทยบกบจดคมทน (ตอ)
ชนสวนยอยทมระดบความสาคญ
MTTR
(นาท/ครง)
ราคาอะไหล
(บาท/ชน)
คาแรงซอม
(บาท/ครง)
รวมคาใชจายในการซอม
(บาท/ครง)
คาสญเสยโอกาศ
(บาท/ครง)
ความถชารด
(ครง/ป)
เวลาเดนเครอง
(ชม)
MTBF
(ชม) การเลอกเทคนคการบารงรกษา
RCM methodology Logic
การบารง รกษา
ชดเฟอง 300 0 900 900 50,625 0 5,460 - ไมสามารถระบMTTF ได RTF
Gripper 60 12,000 180 12,180 10,125 2 5,460 2730.0 ไมสงผลกระทบตอการเดนเครองจกร RTF
Address sensor 40 4,400 120 4,520 6,750 5 5,460 1092.0 ตรวจเชคตามรอบเวลาได TBM
ระบบไฟฟา 66 4,960 198 5,158 11,138 4 5,460 1365.0
อะไหลมราคาไมสงแตมหลากหลายชนดไมสามารถเปลยนตามรอบเวลาได
RTF
ระบบ NC control 181 127600 543 128,143 30,544 1 5,460 5460.0 อะไหลมราคาสงและเปลยนตามรอบเวลาไมได
RTF
Servo amplifier 78 180800 234 181,034 13,163 1 5,460 5460.0 อะไหลมราคาสงและเปลยนตามรอบเวลาไมได
RTF
88
เพอหาคาบเวลาทเหมาะสมในการเขาดาเนนการบารงรกษาชนสวนยอยทมระดบความสาคญสง โดยคานงถงคาใชจายในการบารงรกษา ระยะเวลาทสามารถทาไดจรงอางองจากแผนดาเนนงานและจานวนพนกงานชางซอมบารงของโรงงานการณศกษา และจดคมทนเมอเปรยบเทยบกบการสญเสยโอกาศเมอเครองจกรหยดฉกเฉน
ผดาเนนการวจยฯ ไดดาเนนการทดลองกาหนดคาระดบความเชอมนทระดบตางๆ เปรยบเทยบกบเวลาทสามารถดาเนนการไดและคาใชจายทเกดจาการบารงรกษา แสดงผลไดดงในตารางท 20, ตารางท 21, ตารางท 22, ตารางท 23, และตารางท 24 สามารถสรปผลไดดงน
1. ระยะเวลาทสามารถดาเนนการบารงรกษาไดจรงคดจากจานวนชางบารงรกษาของโรงงานกรณศกษาและเวลาทสามารถหยดเครองเพอเขาบารงรกษาเครองจกรได
เวลาบารงรกษา = จานวนชางบารงรกษา (คน) x ชวโมงทางาน/วน x จานวนวนหยด
= 8 x 8 x 104 = 6,656 ชวโมง
2. ทระดบความเชอมน 9 % มคาใชจายในการบารงรกษาชนสวนยอยบางรายการสงกวาคาสญเสยโอกาศทเกดขน และรอบเวลาในการบารงรกษาทไดจากการคานวณตามระดบความเชอมนไมสามารถดาเนนการไดจรงเพราะเวลาและจานวนเจาหนาทมไมเพยงพอ
3. ทระดบความเชอมน 70% มคาใชจายในการบารงรกษาชนสวนยอยบางรายการใกลคาสญเสยโอกาศทเกดขน และรอบเวลาในการบารงรกษาทไดจากการคานวณตามระดบความเชอมนไมสามารถดาเนนการไดจรงเพราะเวลาและจานวนเจาหนาทมไมเพยงพอ
4. ทระดบความเชอมน 60% และ 55% มคาใชจายในการบารงรกษาชนสวนยอยตากวาคาสญเสยโอกาศทเกดขน แตรอบเวลาในการบารงรกษาทไดจากการคานวณตามระดบความเชอมนไมสามารถดาเนนการไดจรงเพราะเวลาและจานวนเจาหนาทมไมเพยงพอ
5. ทระดบความเชอมน % มคาใชจายในการบารงรกษาชนสวนยอยตากวาคาสญเสยโอกาศทเกดขน และรอบเวลาในการบารงรกษาทไดจากการคานวณตามระดบความเชอมนสามารถดาเนนการไดจรง
ดงนนผวจยฯ จงกาหนดรปแบบการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางสาหรบแตละชนสวนทมระดบความเสยงสง เมอพจารณาจากคาใชจายทอาจเกดขนจากการซอมบารงชนสวนนนๆและระยะเวลาทสามารถดาเนนการไดจรง โดยเลอกรอบเวลาการบารงรกษาทระดบความเชอมน 50 % กาหนดเปนรปแบบการบารงรกษาและระยะเวลาทเหมาะสม ดงแสดงในตารางท 25

89
โดยสามารถอธบายไดวา เมอเครองจกร CNC machining center (Brother) มชวโมงการใชงานตามคาบเวลาไปเรอยๆ จะทาใหความนาเชอถอของระบบชนสวนยอยลดลงจนถงระดบความเชอมน % ทางหนวยงานบารงรกษาจะเขาดาเนนการตรวจสอบตามแผนบารงรกษาเพอฟนฟระดบความเชอมนของชนสวนยอยกลบคนสสภาพเดม ดงแสดงในรปท 3
ภาพท กราฟความสมพนธระหวางระดบความเชอมมนกบเวลา ทมา: สมภพ ตลบแกว. “การบารงรกษาเครองจกรกลบนพนฐานความนาเชอถอ.” วารสารวชาการพระจอมเกลาพระนครเหนอ. 17, 1 (มกราคม -เมษายน 2550): 72-75.
คา R(t) หลงจาก
ใชงานไป เดอน
R (t)
1 เดอน เดอน
.
คา R(t) หลงจากเปลยนชนสวนตามแผน PM
คา R(t) ในชวงเรมตน
.
.
t ( เดอน)

90
ตารางท แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอยทระดบความเชอมน 90% เปรยบเทยบกบเวลาและคาใชจาย
ชนสวนยอยทมระดบความสาคญ
MTBF
(ชม) วธการ
บารงรกษา คาบการ
บารงรกษา (ชม)
ความถการบารงรกษาตอป
(ครง/ป)
คาใชจายตามแผนบารงรกษา(บาท/ป/เครอง)
รวมคาสญเสยโอกาศ
(บาท/ป/เครอง)
เวลาสาหรบตรวจสอบทก
เครองจกร (ชวโมง)
Motor spindle 5,460 CBM 575 8.76 1,971 12,656 1,654
Spindly assy 1,820 CBM 192 26.28 9,068 58,219 7,607
bearing cam roller 5,460 TBM 575 8.76 6,439 6,750 882
Ball screw X 5,460 CBM 575 8.76 1,577 10,125 1,323
Ball screw Y 5,460 CBM 575 8.76 1,577 10,125 1,323
Ball screw Z 5,460 CBM 575 8.76 1,577 10,125 1,323
Support Bearing X 5,460 CBM 575 8.76 2,366 15,188 1,984
Support Bearing Y 1,820 CBM 192 26.28 7,097 45,563 5,953
Servo motor X 1,820 CBM 192 26.28 9,068 58,219 7,607
Servo motor Y 5,460 CBM 575 8.76 3,023 19,406 2,536
Limit switch X 5460 TBM 575 8.76 5,563 5,906 772
Limit switch Y 5460 TBM 575 8.76 5,563 5,906 772
Limit switch Z 5460 TBM 575 8.76 5,563 5,906 772
Address sensor 1092 CBM 115 43.81 5,257 33,750 4,410
หมายเหต คดเวลาจรงทชางจานวน 8 คนสามารถเขาตรวจสอบตามแผนไดทกวนหยดเสาร-อาทตยคอ 6,656 ชวโมง สาหรบเครองจกร 151 เครอง 38,916

91
ตารางท แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอยทระดบความเชอมน 70% เปรยบเทยบกบเวลาและคาใชจาย
ชนสวนยอยทมระดบความสาคญ
MTBF
(ชม) วธการ
บารงรกษา คาบการ
บารงรกษา(ชม)
ความถการบารงรกษาตอป
(ครง/ป)
คาใชจายตามแผนบารงรกษา(บาท/ป/เครอง)
รวมคาสญเสยโอกาศ
(บาท/ป/เครอง)
เวลาสาหรบตรวจสอบทก
เครองจกร (ชวโมง)
Motor spindle 5,460 CBM 1,947 2.59 582 12,656 488
Spindly assy 1,820 CBM 649 7.76 2,679 58,219 2,247
bearing cam roller 5,460 TBM 1,947 2.59 1,902 6,750 261
Ball screw X 5,460 CBM 1,947 2.59 466 10,125 391
Ball screw Y 5,460 CBM 1,947 2.59 466 10,125 391
Ball screw Z 5,460 CBM 1,947 2.59 466 10,125 391
Support Bearing X 5,460 CBM 1,947 2.59 699 15,188 586
Support Bearing Y 1,820 CBM 649 7.76 2,096 45,563 1,759
Servo motor X 1,820 CBM 649 7.76 2,679 58,219 2,247
Servo motor Y 5,460 CBM 1,947 2.59 893 19,406 749
Limit switch X 5460 TBM 1,947 2.59 1,643 5,906 228
Limit switch Y 5460 TBM 1,947 2.59 1,643 5,906 228
Limit switch Z 5460 TBM 1,947 2.59 1,643 5,906 228
Address sensor 1092 CBM 389 12.94 1,553 33,750 1,303
หมายเหต คดเวลาจรงทชางจานวน 8 คนสามารถเขาตรวจสอบตามแผนไดทกวนหยดเสาร-อาทตยคอ 6,656 ชวโมง สาหรบเครองจกร 151 เครอง 11,496

92
ตารางท แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอยทระดบความเชอมน 60% เปรยบเทยบกบเวลาและคาใชจาย
ชนสวนยอยทมระดบความสาคญ
MTBF
(ชม) วธการ
บารงรกษา คาบการ
บารงรกษา(ชม)
ความถการบารงรกษาตอป
(ครง/ป)
คาใชจายตามแผนบารงรกษา(บาท/ป/เครอง)
รวมคาสญเสยโอกาศ (บาท/ป/
เครอง)
เวลาสาหรบตรวจสอบทก
เครองจกร (ชวโมง)
Motor spindle 5,460 CBM 2,789 1.81 407 12,656 341
Spindly assy 1,820 CBM 930 5.42 1,870 58,219 1,569
bearing cam roller 5,460 TBM 2,789 1.81 1,328 6,750 182
Ball screw X 5,460 CBM 2,789 1.81 325 10,125 273
Ball screw Y 5,460 CBM 2,789 1.81 325 10,125 273
Ball screw Z 5,460 CBM 2,789 1.81 325 10,125 273
Support Bearing X 5,460 CBM 2,789 1.81 488 15,188 409
Support Bearing Y 1,820 CBM 930 5.42 1,464 45,563 1,228
Servo motor X 1,820 CBM 930 5.42 1,870 58,219 1,569
Servo motor Y 5,460 CBM 2,789 1.81 623 19,406 523
Limit switch X 5460 TBM 2,789 1.81 1,147 5,906 159
Limit switch Y 5460 TBM 2,789 1.81 1,147 5,906 159
Limit switch Z 5460 TBM 2,789 1.81 1,147 5,906 159
Address sensor 1092 CBM 558 9.04 1,084 33,750 910
หมายเหต คดเวลาจรงทชางจานวน 8 คนสามารถเขาตรวจสอบตามแผนไดทกวนหยดเสาร-อาทตยคอ 6,656 ชวโมง สาหรบเครองจกร 151 เครอง 8,027

93
ตารางท 2 แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอยทระดบความเชอมน 55% เปรยบเทยบกบเวลาและคาใชจาย
ชนสวนยอยทมระดบความสาคญ
MTTF
(ชม) วธการ
บารงรกษา คาบการ
บารงรกษา(ชม)
ความถการบารงรกษาตอป
(ครง/ป)
คาใชจายตามแผนบารงรกษา(บาท/ป/เครอง)
รวมคาสญเสยโอกาศ (บาท/ป/
เครอง)
เวลาสาหรบตรวจสอบทก
เครองจกร (ชวโมง)
Motor spindle 5,460 CBM 3,264 1.54 347 12,656 291
Spindly assy 1,820 CBM 1,088 4.63 1,598 58,219 1,341
bearing cam roller 5,460 TBM 3,264 1.54 1,135 6,750 155
Ball screw X 5,460 CBM 3,264 1.54 278 10,125 233
Ball screw Y 5,460 CBM 3,264 1.54 278 10,125 233
Ball screw Z 5,460 CBM 3,264 1.54 278 10,125 233
Support Bearing X 5,460 CBM 3,264 1.54 417 15,188 350
Support Bearing Y 1,820 CBM 1,088 4.63 1,251 45,563 1,049
Servo motor X 1,820 CBM 1,088 4.63 1,598 58,219 1,341
Servo motor Y 5,460 CBM 3,264 1.54 533 19,406 447
Limit switch X 5460 TBM 3,264 1.54 980 5,906 136
Limit switch Y 5460 TBM 3,264 1.54 980 5,906 136
Limit switch Z 5460 TBM 3,264 1.54 980 5,906 136
Address sensor 1092 CBM 653 7.72 926 33,750 777
หมายเหต คดเวลาจรงทชางจานวน 8 คนสามารถเขาตรวจสอบตามแผนไดทกวนหยดเสาร-อาทตยคอ 6,656 ชวโมง สาหรบเครองจกร 151 เครอง 6,858
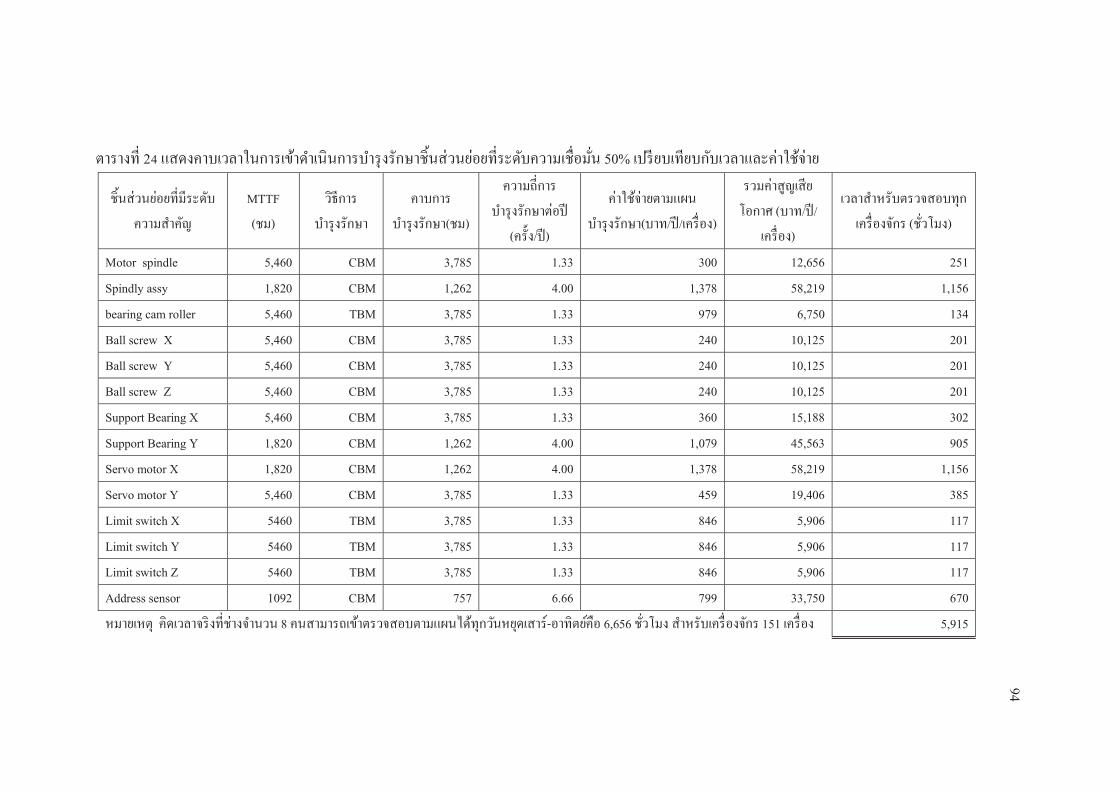
94
ตารางท 2 แสดงคาบเวลาในการเขาดาเนนการบารงรกษาชนสวนยอยทระดบความเชอมน 50% เปรยบเทยบกบเวลาและคาใชจาย
ชนสวนยอยทมระดบความสาคญ
MTTF
(ชม) วธการ
บารงรกษา คาบการ
บารงรกษา(ชม)
ความถการบารงรกษาตอป
(ครง/ป)
คาใชจายตามแผนบารงรกษา(บาท/ป/เครอง)
รวมคาสญเสยโอกาศ (บาท/ป/
เครอง)
เวลาสาหรบตรวจสอบทก
เครองจกร (ชวโมง)
Motor spindle 5,460 CBM 3,785 1.33 300 12,656 251
Spindly assy 1,820 CBM 1,262 4.00 1,378 58,219 1,156
bearing cam roller 5,460 TBM 3,785 1.33 979 6,750 134
Ball screw X 5,460 CBM 3,785 1.33 240 10,125 201
Ball screw Y 5,460 CBM 3,785 1.33 240 10,125 201
Ball screw Z 5,460 CBM 3,785 1.33 240 10,125 201
Support Bearing X 5,460 CBM 3,785 1.33 360 15,188 302
Support Bearing Y 1,820 CBM 1,262 4.00 1,079 45,563 905
Servo motor X 1,820 CBM 1,262 4.00 1,378 58,219 1,156
Servo motor Y 5,460 CBM 3,785 1.33 459 19,406 385
Limit switch X 5460 TBM 3,785 1.33 846 5,906 117
Limit switch Y 5460 TBM 3,785 1.33 846 5,906 117
Limit switch Z 5460 TBM 3,785 1.33 846 5,906 117
Address sensor 1092 CBM 757 6.66 799 33,750 670
หมายเหต คดเวลาจรงทชางจานวน 8 คนสามารถเขาตรวจสอบตามแผนไดทกวนหยดเสาร-อาทตยคอ 6,656 ชวโมง สาหรบเครองจกร 151 เครอง 5,915

95
ตารางท 2 ผลการวเคราะหแผนการบารงรกษาตามอาการขดของและผลกระทบ (Failure Mode Effect Analysis) ของชนสวนยอยทมระดบความเสยงสง
ตาแหนงเครองจกร
ชนสวน หนาท รปแบบความเสยหาย ผลกระทบ
ความเสยหาย
สาเหตของ
ความเสยหาย
ภารกจการบารงรกษาเชงปองกน
รปแบบ ความถ
Spindle unit
Motor
spindle หมน spindle
ไหมหรอไมทางาน เครองจกรหยด คาความเปนฉนวนตา วดคาความเปนฉนวน Motor CBM 1ครง/ป
Alarm overheat เครองจกรหยด พดลมไหม ตรวจการหมนของพดลม TBM ทกวน
ลางทาความสะอาดพดลม TBM 4ครง/ป
หยดไมตรงตาแหนง Tool รวง Encoder เสอมสภาพ สารอง Motor RTF -
Spindly
assy.
จบ Tool ทจะใช Cutting
งาน
เสยงดง ผลตงานเสย Bearing แตก ฟงเสยง CBM 4ครง/ป
คา Run out สง ผลตงานเสย เครองชน ตรวจสอบ Machine accuracy CBM ทกครง
Bearing หลวม ตรวจสอบ Machine accuracy CBM 4ครง/ป
Bearing cam roller แตก tool รวง เสอมสภาพจากการใชงาน กาหนด MTBF TBM 1ครง/ป
Moving axis
Ball screw ขบเคลอน
Table วางงาน
ตดหรอหมนฝด เครองจกรหยด Ball screw แตก สารอง Ball screw RTF
หลวมคลอน ผลตงานเสย ลนปนหรอเสอลกปนสก ตรวจสอบ Machine accuracy CBM 1ครง/ป
Support
Bearing
รองรบ
Ball screw
ตดไมหมน เครองจกรหยด Bearing แตก กาหนด MTBF TBM 1ครง/ป
หลวมคลอน ผลตงานเสย ลกปนหรอเสอลกปนสก ตรวจสอบ Machine accuracy CBM 4ครง/ป
Servo
motor
ขบเคลอน ball
screw
ไหมหรอไมทางาน เครองจกรหยด คาความเปนฉนวนตา วดคาความเปนฉนวน Motor CBM 4ครง/ป
ตด เครองจกรหยด Bearing แตกจากความชน วดคาความเปนฉนวน Motor CBM 4ครง/ป
หยดไมตรงตาแหนง ผลตงานเสย encoder เสอมสภาพ สารอง Motor RTF -
Limit
switch
ตรวจตาแหนงศนยเครอง
อานคา error เครองจกรหยด กาน limit switch สกปรก ทาความสะอาดเศษ chip
ภายในแกน
TBM 4ครง/ป

96
ตารางท ผลการวเคราะหแผนการบารงรกษาตามอาการขดของและผลกระทบ (Failure Mode Effect Analysis) ของชนสวนยอยทมระดบความเสยงสง (ตอ) ตาแหนงเครองจกร
ชนสวน หนาท รปแบบความเสยหาย ผลกระทบ
ความเสยหาย
สาเหตของ
ความเสยหาย
ภารกจการบารงรกษาเชงปองกน
รปแบบ ความถ
Moving axis Limit
switch
ตรวจตาแหนงศนยเครอง
ไมอานคา เครองจกรหยด Limit switch ชารด กาหนด MTBF TBM 1ครง/ป
Magazine
Motor หมน magazine ไหมหรอไมทางาน เครองจกรหยด คาความเปนฉนวนตา สารองมอเตอร RTF -
ชดเฟอง สงถายกาลง หลวมคลอน เครองจกรหยด เฟองสกหรอแตก ขนอดหรอสารองเฟอง RTF -
Gripper จบ Tool ทยงไมใชงาน
Gripper หก Tool รวง Spring แขง สารอง gripper RTF
กาม lock gripper แขง Tool รวง Spring แขง ทาจาระบ TBM 4ครง/ป
Address
sensor
ระบตาแหนงหว magazine
ไมอานคาหรออานคาเพยน
เครองจกรหยด เสอมสภาพจากการใชงาน ตรวจสอบสภาพแผน Plate รบแสง CBM 3ครง/ป
Control panel
ระบบไฟฟา
ควบคมระบบไฟฟา ซอตไหม เครองจกรหยด เสอมสภาพจากการใชงาน สารองอะไหลไฟฟา RTF
ระบบ NC
control
ควบคมการทางานของ servo motor
ซอตไหมหรอสงสญญาณเพยน
เครองจกรหยด เสอมสภาพจากการใชงาน สารองอะไหลระบบ NC
control RTF
Servo
amplifier
ควบคมการทางานของ Servo motor
ซอตไหมหรอสงสญญาณเพยน
เครองจกรหยด เสอมสภาพจากการใชงาน สารองอะไหล Servo
amplifier RTF

97
3.8.3 การบารงรกษาแบบ Condition base maintenance จากตารางการวเคราะหแผนการบารงรกษาอาการขดของและผลกระทบ (Failure Mode Analysis) ของชนสวนยอยทมระดบความเสยงสง ผวจยไดดาเนนการศกษาแนวทางสาหรบการบารงรกษาตามสภาพ ในชนสวนทมระดบความเสยงสงดงน
3.8.3.1 ชด Spindle Assy. รปแบบความเสยหายของชด Spindle Assy. จะสงผลกระทบตอคณภาพงานโดยทาใหขนาด Diameter งานทไดโตกวาคามาตรฐาน สาเหตหลกมาจากคา Run-out (คาความแกวงของ spindle) สงทาใหผลตงานไมไดคณภาพ ดงนนสามารถตรวจสอบไดโดยเชคคา Spindle run out โดยตามมาตรฐานของโรงงานผผลตเครอง CNC Machining Center
(Brother) ยอมรบคาไดไมเกน 20 ไมโครเมตร โดยใชอปกรณมาตรฐานในการตรวจสอบคอ Master
bar และ Pick test ยานการวด 0.01 ไมโครเมตร
ภาพท 5 รปชด Spindle unit ทชารด
ภาพท 5 แสดงการวดคา Spindle run-out

98
3.8.3.2 ชด Ball screw ของแกนตางๆ จากการตรวจสอบปญหาคณภาพงานกรณงานเยองศนย จากการตรวจสอบชนสวนทชารดพบวาสาเหตหลกมาจาก Bearing ของ Ball
screw แตกหรอเสอมสภาพ ทาใหคาความแมนยาในการเคลอนทของเครองจกรลดลง ซงเราสามารถตรวจสอบสภาพของ ball screw ดวยการตรวจสอบคา Backlash ตามมาตรฐานของผผลตคา Backlash ทยอมรบไดตองไมเกน 5 ไมโครเมตร โดยใชอปกรณมาตรฐานในการตรวจสอบคอ Pick test ยานการวด 0.01 ไมโครเมตร
ภาพท 56 แสดงวธการวดคา back lack ของแกนเคลอนท
3.8.3.3 Servo motor จากการตรวจสอบชนสวนทชารด โดยบรษทเจาของผลตภณฑ (Brother) พบวาสาเหตหลกททาให Motor ชารดมาจากมความชนเขาไปใน Motor ดงนนเราสามารถตรวจสอบ Motor ไดโดยการวดคาความเปนฉนวนของมอเตอรดวยอปกรณ Insulator
tester ตามมาตรฐาน IEEE ยนยอมใหคาทวดไดไมตากวา 1 เมกกะโอหม
ภาพท 5 เครองมอตรวจสอบคาความเปนฉนวนของมอเตอร

99
3.9 กาหนดแผนในการเขาตรวจสอบและการประยกตเพอนาไปใชงาน
จากผลการสรปการจดลาดบความสาคญของชนสวนอปกรณของเครอง CNC
Machining Center (Brother) โรงงานกรณศกษา ผวจยไดเลอกชนสวนอปกรณทมระดบความเสยงสงมาวเคราะหคณลกษะความเสยหายและสาเหต รวมทงวเคราะหผลกระทบของความเสยหายทเกดขนเพอกาหนดเทคนคการบารงรกษาทเหมาะสมและวธการดาเนนงานซงจะกลาวในบทตอไป

100
บทท 4
ผลการดาเนนงานวจย
ผลจากการดาเนนงานทไดกลาวมาแลวในบทท 3 ทาใหทราบถงเครองจกรทมระดบความสาคญ (Machine Critical, MC) มากระดบ A ทสงผลตอการสญเสยของกระบวนการผลตในโรงงานแมชนนงอะลมเนยม คอเครอง CNC Machining center (Brother) ซงเปนเครองจกรทมความสาคญมากและมประวตเครองจกรหยดสงสด และควรไดรบการแกไขเปนลาดบแรก โดยแสดงรายละเอยดเกยวกบการคดเลอกและวเคราะหเครองจกรตามความวกฤตและวเคราะหหนาทของชนสวนอปกรณในแตละสวนของเครองจกร
สาหรบในบทนจะเปนการกาหนดแผนการบารงรกษาตามผลการวเคราะหคนหาสาเหตทแทจรงในการเสยหายของเครองจกรดวยวธการวเคราะหอาการขดของ (Failure Mode
Effect Analysis) ของชนสวนเครอง CNC Machining center (Brother) นาขอมลทไดมาทาการเลอกวธการบารงรกษาทเหมาะสมกบคณลกษณะความเสยหาย (Failure Mode) โดยใชวธการ RCM methodology Logic ของ Andrew K.S. Jardine (2006: 9) โดยคานงถงคาใชจายในการบารงรกษา ระยะเวลาทสามารถทาไดจรงอางองจากแผนดาเนนงานและจานวนพนกงานชางซอมบารงของโรงงานกรณศกษา และจดคมทนระหวางคาสญเสยโอกาสเมอเครองจกรหยดฉกเฉนเปรยบเทยบกบคาใชจายในการซอม จนไดวธการบารงรกษาของแตละชนสวนของเครองจกร จากนนดาเนนการบารงรกษาตามแผนทกาหนดและทาการวดผล
4.1 ผลการเลอกวธการบารงรกษาทเหมาะสมกบคณลกษณะความเสยหาย รปแบบการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางสาหรบแตละชนสวนทม
ระดบความเสยงสง เมอพจารณาจากคาใชจายทอาจเกดขนจากการซอมบารงชนสวนตามคณลกษณะความเสยหาย (Failure Mode) รวมกบวธการ RCM methodology Logic แสดงไดดงตารางท 26
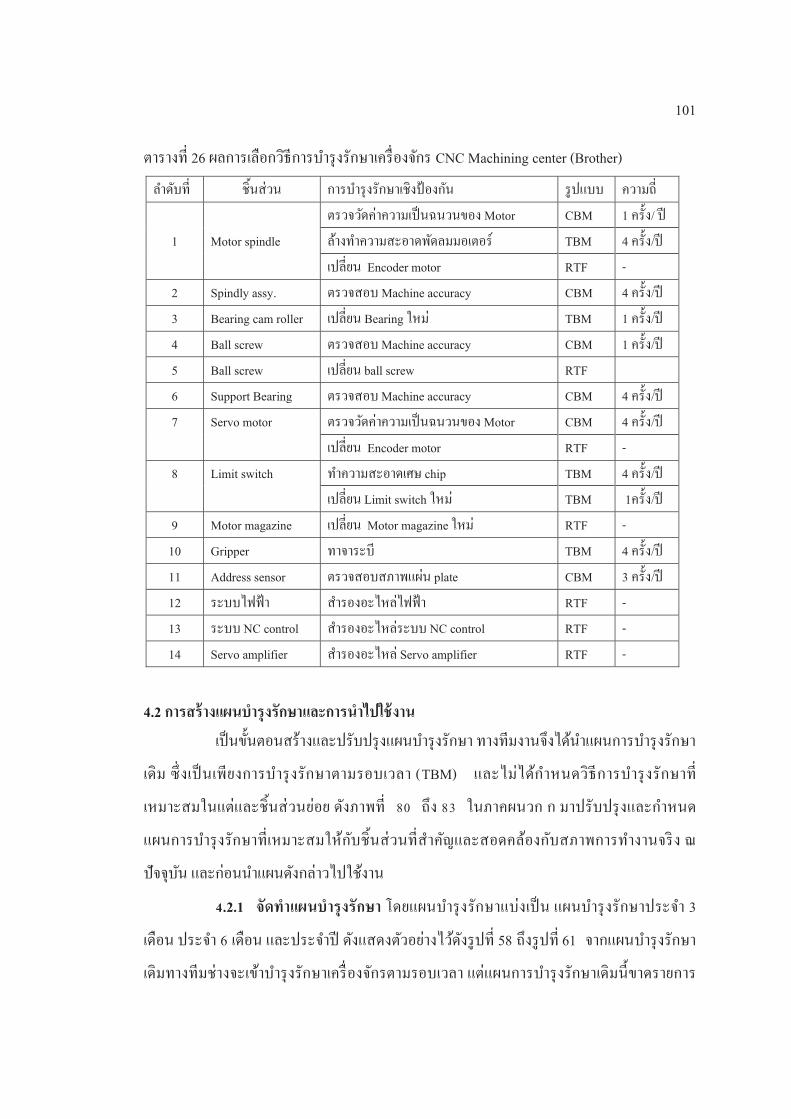
101
ตารางท 26 ผลการเลอกวธการบารงรกษาเครองจกร CNC Machining center (Brother)
ลาดบท ชนสวน การบารงรกษาเชงปองกน รปแบบ ความถ
1 Motor spindle
ตรวจวดคาความเปนฉนวนของ Motor CBM 1 ครง/ ป ลางทาความสะอาดพดลมมอเตอร TBM 4 ครง/ป
เปลยน Encoder motor RTF -
2 Spindly assy. ตรวจสอบ Machine accuracy CBM 4 ครง/ป
3 Bearing cam roller เปลยน Bearing ใหม TBM 1 ครง/ป
4 Ball screw ตรวจสอบ Machine accuracy CBM 1 ครง/ป
5 Ball screw เปลยน ball screw RTF
6 Support Bearing ตรวจสอบ Machine accuracy CBM 4 ครง/ป
7 Servo motor
ตรวจวดคาความเปนฉนวนของ Motor CBM 4 ครง/ป
เปลยน Encoder motor RTF -
8 Limit switch
ทาความสะอาดเศษ chip TBM 4 ครง/ป
เปลยน Limit switch ใหม TBM 1ครง/ป
9 Motor magazine เปลยน Motor magazine ใหม RTF -
10 Gripper ทาจาระบ TBM 4 ครง/ป
11 Address sensor ตรวจสอบสภาพแผน plate CBM 3 ครง/ป
12 ระบบไฟฟา สารองอะไหลไฟฟา RTF -
13 ระบบ NC control สารองอะไหลระบบ NC control RTF -
14 Servo amplifier สารองอะไหล Servo amplifier RTF -
4.2 การสรางแผนบารงรกษาและการนาไปใชงาน
เปนขนตอนสรางและปรบปรงแผนบารงรกษา ทางทมงานจงไดนาแผนการบารงรกษาเดม ซงเปนเพยงการบารงรกษาตามรอบเวลา (TBM) และไมไดกาหนดวธการบารงรกษาทเหมาะสมในแตและชนสวนยอย ดงภาพท ถง ในภาคผนวก ก มาปรบปรงและกาหนดแผนการบารงรกษาทเหมาะสมใหกบชนสวนทสาคญและสอดคลองกบสภาพการทางานจรง ณ ปจจบน และกอนนาแผนดงกลาวไปใชงาน .2.1 จดทาแผนบารงรกษา โดยแผนบารงรกษาแบงเปน แผนบารงรกษาประจา 3
เดอน ประจา 6 เดอน และประจาป ดงแสดงตวอยางไวดงรปท 58 ถงรปท 61 จากแผนบารงรกษาเดมทางทมชางจะเขาบารงรกษาเครองจกรตามรอบเวลา แตแผนการบารงรกษาเดมนขาดรายการ

102
ชนสวนอปกรณทสาคญตอการทางานของเครองจกรทควรไดรบการดแลรกษา แตหลงจากนาหลกการการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางมาประยกตใช ทาใหชนสวนอปกรณทมความสาคญไดรบการดแลรกษาทเหมาะสม ซงแผนของทางทมชางจะเนนหนกไปทาง การบารงรกษาตามสภาพควบคกบการบารงรกษาตามรอบเวลา 4.2.2 ฝกอบรมพนกงานประจาเครองและพนกงานชางซอมบารง ใหมความรความเขาใจถงแนวทางและขนตอนในการดแลรกษาเครองจกรทถกตอง โดยทมงานบารงรกษาเปนผด าเนนการฝกอบรม หลงจากทมการนาแผนบารงรกษาไปใชแลว จะมการตดตามผลการดาเนนงาน รวมทงจะมรวบรวมความคดเหนและขอเสนอแนะจากพนกงานประจาเครองและชางบารงรกษามาปรบปรงแผนการบารงรกษาใหมประสทธภาพมากยงขน
4.2.3 สรางคมอควบคมปจจยเขาทสาคญ หลงจากทไดฝกอบรมพนกงานประจาเครองและชางบารงรกษาแลวพบวา มจดทตองใหความรความเขาใจ เกยวกบระบบการทางานและชนสวนอปกรณเพมเตม ทางทมงานจงไดรวมกนสรางคมอควบคมปจจยเขาทสาคญขนเพอเปนแหลงความรแกพนกงานเครองและชางซอมบารง

103
ภาพท แสดงใบงานบารงรกษาแบบใหมชนด CBM ทไดจากการวเคราะห

104
ภาพท แสดงผลการแกไขใบงานบารงรกษาแบบ TBM ทกรอบ 1 ปทไดจากการวเคราะห

105
ภาพท แสดงผลการแกไขใบงานบารงรกษาแบบ TBM ทกรอบ 6 เดอนทไดจากการวเคราะห

106
ภาพท แสดงผลการแกไขใบงานบารงรกษาแบบ TBM ทกรอบ 3 เดอนทไดจากการวเคราะห

107
เมอไดแผนงานการบารงรกษาตามหลกการการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางแลว ทางทมงานบารงรกษาเครองจกรไดดาเนนการบารงรกษาตามแผนทวางไว ดงตวอยางตามภาพ
ภาพท 62 ตวอยางการบารงรกษาเครองจกรแบบ CBM โดยการวดคา Machine accuracy
ภาพท ตวอยางการบารงรกษาเครองจกรแบบ CBM โดยการวดคาความเปนฉนวนมอเตอร
ภาพท ตวอยางการบารงรกษาเครองจกรตามแผนการบารงรกษาแบบ TBM ทปรบปรงแลว

108
4.3 ผลการดาเนนงาน ในการดาเนนงานศกษาวจยนทาการศกษาขอมลและวางแผนการบารงรกษาโดยมง
ความนาเชอถอเปนศนยกลางใหกบโรงงานกรณศกษา โรงงานแมชชนนงอะลมเนยม ไดแบงหลกการวดผลออกเปน 2 สวน คอ การดาเนนงานกอนการปรบปรงแผนการบารงรกษาซงมชวงเวลาตงแตเดอนมกราคม 2555 ถงเดอน กนยายน 2555 และ ผลการดาเนนงานหลงปรบปรง ตงแตเดอนมกราคม พ.ศ. 2556 ถงเดอน พฤษภาคม พ.ศ. 2556 โดยในการดาเนนงานศกษาวจยนใชอตราความพรอมในการใชงานของเครองจกร (Machine Availability) และเวลาเฉลยระหวางการเสยหาย (Mean
Time between Failure: MTBF) เปนตวชวดผลการวจย โดยแสดงผลการดาเนนงานไดดงน
ตารางท 2 คาอตราความพรอมใชงานของเครองจกรกอนการปรบปรงแผนการบารงรกษาเครอง
CNC Machining center (Brother)
CNC Machining center (Brother) (กอนปรบปรง)
เดอน เวลาทเครองจกรเสย
(นาท) เวลารบภาระงาน
(นาท)
อตราความพรอมใชงานของเครองจกร
(%) ม.ค.- 2,241 26,460 91.53%
ก.พ.- 1,024 26,460 96.13%
ม.ค.- 981 27,720 96.46%
เม.ย.- 1,555 20,160 92.29%
พ.ค.- 1,159 27,720 95.82%
ม.ย.- 1,686 26,460 93.63%
ก.ค.- 1,550 27,720 94.41%
ส.ค.- 4,849 27,720 82.51%
ก.ย.- 2,090 25,200 91.71%
เฉลยตอเดอน 1,904 26,180 92.72%

109
ตารางท 2 คาอตราความพรอมใชงานของเครองจกรหลงการปรบปรงแผนการบารงรกษาเครอง
CNC Machining center (Brother)
CNC Machining center (Brother)(หลงปรบปรง)
เดอน เวลาทเครองจกรเสย
(นาท) เวลารบภาระงาน
(นาท)
อตราความพรอมใชงานของเครองจกร
(%) ม.ค.- 250 26,460 99.06%
ก.พ.- 1,895 25,200 92.48%
ม.ค.- 1,561 26,460 94.10%
เม.ย.- 430 21,420 97.99%
พ.ค.- 365 26,460 98.62%
เฉลยตอเดอน 900 25,200 96.45%
ตารางท เวลาเฉลยระหวางการเสยหาย (MTBF) กอนการปรบปรงแผนการบารงรกษาเครอง
CNC Machining center (Brother)
CNC Machining center (Brother)(กอนปรบปรง)
เดอน จานวนเครองจกร
ชารด (ครง) เวลารบภาระงาน
(นาท) MTBF (นาท)
ม.ค.- 30 26,460 882
ก.พ.- 17 26,460 1,556
ม.ค.- 17 27,720 1,631
เม.ย.- 14 20,160 1,440
พ.ค.- 11 27,720 2,520
ม.ย.- 15 26,460 1,764
ก.ค.- 17 27,720 1,631
ส.ค.- 15 27,720 1,848
ก.ย.- 19 25,200 1,326
เฉลยตอเดอน 17 26,180 1,622

110
ตารางท 3 เวลาเฉลยระหวางการเสยหาย (MTBF) หลงการปรบปรงแผนการบารงรกษาเครอง CNC
Machining center (Brother)
CNC Machining center (Brother)(หลงปรบปรง)
เดอน จานวนเครองจกร
ชารด (ครง) เวลารบภาระงาน
(นาท) MTBF (นาท)
ม.ค.- 5 26,460 5,292
ก.พ.- 8 26,460 3,150
ม.ค.- 9 27,720 2,940
เม.ย.- 3 20,160 7,140
พ.ค.- 7 27,720 3,780
เฉลยตอเดอน 6.4 26,180 4,460
จากขอมลขางตนสามารถสรปผลเปรยบเทยบผลการดาเนนงานตามตวชวดของงานวจยนกอนและหลงการดาเนนการปรบปรงแผนการบารงรกษาแผนตามหลกการ การบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง ไดดงตารางท
ตารางท 31 สรปผลการเปรยบเทยบ ดชนการวดผลการดาเนนงาน กอนปรบปรงและ หลงการปรบปรงแผนการบารงรกษาเครอง CNC Machining center (Brother)
เครองจกร ดชนวดผล กอน
ปรบปรง
หลงปรบปรง
CNC Machining center
(Brother)
อตราความพรอมในการใชงานของเครองจกร
92.72% 96.45%
เวลาเฉลยระหวางการเสยหาย (MTBF) 1,622 4,460
ความถเครองจกรชารด(ครง) 17 6.4
4. ผลการทดสอบมตฐานการวจย ในการดาเนนงานวจยนไดกาหนดสมมตฐานในการวจยไววา การปรบปรงแผนการบารงรกษาเครองจกรโดยใชการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability
Centered Maintenance: RCM) จะทาใหคาอตราความพรอมในการใชงานของเครองจกรเพมขน

111
(Machine availability) และเวลาเฉลยระหวางการเสยหาย (Mean Time Between Failure: MTBF)
เพมขน โดยในการทดสอบสมมตฐานใชการทดสอบทางสถตคอ การเปรยบเทยบคาเฉลยของกลมตวอยาง กลมทไมเปนอสระตอกนดวยวธ Paired - Sample T test แบบมทศทาง หรอทเรยกวา การทดสอบแบบหางเดยว ( One- tailed test ) ทางซาย โดยสามารถตงสมมตฐานไดดงน
การตงสมมตฐาน H0 : μกอน = μหลง (คาดชนวดผลกอนปรบปรงไมแตกตางกบหลง
ปรบปรงแผนการบารงรกษา)
H1 : μกอน < μหลง (คาดชนวดผลกอนปรบปรงนอยกวาหลง
ปรบปรงแผนการบารงรกษา)
โดยท μกอน คอ คาดชนวดผลกอนปรบปรงแผนการบารงรกษา
μหลง คอ คาดชนวดผลหลงปรบปรงแผนการบารงรกษา
ถาคา Sig./2 > จะยอมรบH0
ภาพท การทดสอบดวยวธ Paired - Sample T test แบบมทศทางดานซาย
ในการทดสอบสมมตฐานจะเปรยบเทยบผลการดาเนนงานกอนการปรบปรงแผนการบารงรกษาซงมชวงเวลาตงแตเดอนมกราคม 2555 ถงเดอน พฤษภาคม 2555 และ ผลการดาเนนงานหลงปรบปรง ตงแตเดอนมกราคม พ.ศ. 2556 ถงเดอน พฤษภาคม พ.ศ. 2556 เนองจากชวงเวลาดงกลาวมชวโมงการผลตและรปแบบการผลตทเหมอนกน ไดผลการทดสอบการดงน
4.4.1 คาดชนวดผลเวลาเฉลยระหวางการเสยหาย สามารถสรปผลเปรยบเทยบอายเฉลยทเครองจกรเดนได กอนและหลงปรบปรงแผนการบารงรกษาเครอง CNC Machining center
(Brother) ดงตารางท

112
ตารางท 32 ผลการเปรยบเทยบ เวลาเฉลยระหวางการเสยหายกอนและหลงปรบปรงแผนการบารงรกษาเครอง CNC Machining center (Brother)
เดอน กอนการปรบปรง
(นาท) หลงการปรบปรง
(นาท)
882 5,292
1,556 3,150
1,631 2,940
1,440 7,140
2,520 3,780
สามารถแสดงผลการวเคราะหเวลาเฉลยระหวางการเสยหายดวยวธการทดสอบ Paired
- Sample T test โดยใชโปรแกรมทางสถตสาเรจรปคอโปรแกรม SPSS ในการทดสอบไดผลดงน
ภาพท 6 การวเคราะหเวลาเฉลยระหวางการเสยหายโดยวธ Paired - Sample T test
. กอนปรบปรงแผนการบารงรกษาเครองจกรมคาเฉลยเวลาเฉลยระหวางการเสยหายเทากบ , . นาท และหลงปรบปรงแผนการบารงรกษาเครองจกรมคาเฉลยเวลาเฉลยระหวางการเสยหายเทากบ 4,460.4 นาท
. ผลการทดสอบสมมตฐานดวยวธ Paired - Sample T test จะเหนวา คา t คอ - . ,
df = และ sig = 0.0 (2-tailed) แตเราตองการทดสอบทางเดยว ดงนนคา sig = 0.0 /2 = 0.018

113
( -tailed) ซงนอยกวา . ดงนนจงปฏเสธสมมตฐาน H0 ยอมรบสมมตฐาน H1 คอ คาดชนวดผลเวลาเฉลยระหวางการเสยหายกอนการปรบปรงแผนการบารงรกษานอยกวาหลงการปรบปรงแผนการบารงรกษาเครองจกร CNC Machining center (Brother) อยางมนยสาคญทางสถตท .
ดงนนจะเหนไดวาการนาหลกการการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง มาประยกตใชในการปรบปรงแผนการบารงรกษาเครองจกร สามารถทาใหเวลาเฉลยระหวางการเสยหายของเครองจกรลดลงไดจรง ซงสอดคลองกบจานวนความถทเครองจกรหยดฉกเฉนตอเดอนลดลงอยางเหนไดชด 4.4.2 คาดชนวดผลคาอตราความพรอมในการใชงานของเครองจกร สามารถสรปผลเปรยบเทยบคาอตราความพรอมในการใชงานของเครองจกรกอนและหลงปรบปรงแผนการบารงรกษาเครอง CNC Machining center (Brother) ดงตารางท 3
ตารางท 33 ผลการเปรยบเทยบ คาอตราความพรอมในการใชงานของเครองจกรกอนและหลงปรบปรงแผนการบารงรกษาเครอง CNC Machining center (Brother)
เดอน กอนการปรบปรง
(เปอรเซนต) หลงการปรบปรง
(เปอรเซนต) 91.53% 99.06%
96.13% 92.48%
96.46% 94.10%
92.29% 97.99%
95.82% 98.62%
สามารถแสดงผลการวเคราะหคาอตราความพรอมในการใชงานของเครองจกรดวยวธการทดสอบ Paired - Sample T test โดยใชโปรแกรมทางสถตสาเรจรปคอโปรแกรม SPSS ในการทดสอบ ไดผลดงน

114
ภาพท การวเคราะหคาอตราความพรอมในการใชงานของเครองจกรโดย Paired - Sample T test
. กอนปรบปรงแผนการบารงรกษาเครองจกรมคาเฉลยคาอตราความพรอมในการใชงานของเครองจกร เทากบ . เปอรเซนต และหลงปรบปรงแผนการบารงรกษาเครองจกรมคาเฉลยคาอตราความพรอมในการใชงานของเครองจกรเทากบ . เปอรเซนต
. ผลการทดสอบสมมตฐานดวย Paired - Sample T test จะเหนวา คา t คอ -0.915, df =
และ sig = 0.412 (2-tailed) แตเราตองการทดสอบทางเดยว ดงนนคา sig = 0.412/2 = 0. ( -tailed) ซงมากกวา . ดงนนจงยอมรบสมมตฐาน H คอ คาดชนวดผลอตราความพรอมในการใชงานของเครองจกรกอนการปรบปรงแผนการบารงรกษาไมแตกตางจากหลงการปรบปรงแผนการบารงรกษาเครองจกร CNC Machining center (Brother) อยางมนยสาคญทางสถตท .
ถงแมผลการทดสอบสมมตฐานจะพบวา การนาหลกการการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางมาประยกตใชในการปรบปรงแผนการบารงรกษาเครองจกร ไมสงผลใหอตราความพรอมในการใชงานของเครองจกรหลงการปรบปรงแผนการบารงรกษาแตกตางจากกอนการปรบปรงแผนการบารงรกษาเครองจกรมากนก ทงนกเนองมาจากในบางเดอนถงแมวจะมจานวนความถเครองจกรหยดฉกเฉนลดลงแตเวลารวมทเครองจกรหยดฉกเฉนกบเพมขนซงเปนผลมาจากความยงยากซบซอนในการแกไขปญหาเครองจกรหยดฉกเฉนในแตละปญหาทแตกตางกนนนเอง แตถงอยางไรคาเฉลยอตราความพรอมในการใชงานของเครองจกรหลงการปรบปรงแผนการบารงรกษากยงลดลงตากวากอนการดาเนนการปรบปรงแผนการบารงรกษา
115
บทท 5
สรปผลการศกษาและขอเสนอแนะ
ในการวจยฯ น มวตถประสงคเพอศกษาแนวทางการประยกตใชหลกการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance: RCM) ในการลดเวลาทเครองจกรเกดความเสยหายในระหวางการผลต และจดทาแผนการบารงรกษาเชงปองกนบนพนฐานความนาเชอถอทเหมาะสมกบสภาพการใชงานจรงใหกบโรงงานกรณศกษา หลงจากการศกษาสภาพปญหาทเกดขนกบเครองจกรของโรงงานกรณศกษาพบวา แผนการบารงรกษาในปจจบนยงขาดประสทธภาพ ไมครอบคลมจดทตองทาการบารงรกษา เครองจกรยงคงเกดการขดของและเสยหายอยางกระทนหนในระหวางการผลต โดยสามารถสงเกตไดอยางชดเจนคอยงคงมเครองจกรบางประเภททเกดความเสยหายคอนขางบอยซงสาเหตหลกมดงตอไปน
1. เครองจกรสวนมากเปนเครองจกรทใชงานมานานแลว 2. เครองจกรสวนใหญถกใชงานอยางหนกวนละ ชวโมง สปดาหละ วน ทาให
เครองจกรมความสกหรอ และเสอมสภาพเรว
3. ชางซอมบารงแตละคนมความชานาญในการซอมแซมเครองจกรแตละประเภทไมเหมอนกน บอยครงทชางซอมทไมชานาญในดานนนเขาไปซอมแลวใชเวลานานและยงทาใหอาการขดของตอเนอง
4. ขาดการวางแผนซอมบารงรกษาเชงปองกนอยางเปนระบบ
เพอใหบรรลวตถประสงคของงานวจยทไดกาหนดไว ผวจยจงไดดาเนนการปรบปรงแผนการบารงรกษาเชงปองกนดวยการนาหลกการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางมาประยกตใช โดยมขนตอนการดาเนนงานหลกๆ ดงตอไปน
1. ศกษาสภาพการดาเนนงานของโรงงานกรณศกษาและวเคราะหปญหาทเกดขน
2. ศกษาทฤษฎและผลงานวจยทเกยวของกบการบารงรกษา 3. ทาการเลอกเครองจกรทสงผลกระทบตอปญหาทเกดขน
4. จาแนกสวนประกอบของเครองจกรออกเปนระบบยอยและระบหนาทการใชงาน

5. ระบความความลมเหลวในแตละระบบยอยและจดลาดบความสาคญของชนสวนอปกรณทสาคญ
6. วเคราะหคณลกษณะความเสยหายและสาเหต
7. วเคราะหผลกระทบของความเสยหายทเกดขน
8. เลอกเทคนคการบารงรกษาโดยการใชวธการ RCM Logic tree เปรยบเทยบรวมกบคาใชจายทเกดขนในการบารงรกษาและคาสญเสยโอกาสทเกดจากเครองจกรหยดฉกเฉน
. สรางแผนบารงรกษาและปรบปรงใหเหมาะสม และนาไปใชกบครองจกรของโรงงานกรณศกษา
. สรปผลการดาเนนการวจยโดยพจาณาดชนวดผลการดาเนนงาน ไดแกอตราความพรอมในการใชงานเครองจกร (Machine Availability) และ อายเฉลยทเครองจกรเดนได (MTBF)
จากขนตอนการดาเนนงานหลกๆ ทผวจยไดดาเนนการไปนน สงผลใหสามารถลดเวลาสญเสยทเกดจากเครองจกรเกดการขดของและเสยหายลงไดซงสามารถสรปผลไดดงตอไปน
5.1 สรปและวจารณผลการวจย จากผลการดาเนนการวจย เครอง CNC Machining center (Brother) ในโรงงานแมชชน
นงชนสวนอลมเนยม เปนเครองจกรทไดรบเลอกมาทาการวจยในครงน ซงสามารถจาแนกสวนประกอบออกเปนระบบยอยได 6 ระบบยอย 18 ชนสวนอปกรณ เพอนามาระบหนาทการใชงานและความความลมเหลวในแตละระบบยอย และเมอจดลาดบความสาคญของชนสวนอปกรณซงมทงสน 1 ชนสวน จะถกนามาวเคราะหคณลกษณะความเสยหายและสาเหต พรอมทงวเคราะหผลกระทบของความเสยหายทเกดขน การเลอกเทคนคการบารงรกษาไดใช RCM Logic tree รวมกบการเปรยบเทยบคาใชจายทอาจเกดขนจากการบารงรกษากบคาสญเสยโอกาสในกระบวนการผลตเมอเครองจกรหยดฉกเฉน ในการเลอกเทคนคการบารงรกษาทเหมาะสมทสด จากนนสรางแผนบารงรกษา และนาไปใชกบเครอง CNC Machining center (Brother)
ภายหลงจากการนาแผนการบารงรกษาดงกลาวไปใชงานจรงและทาการเกบรวบรวมขอมลเพอเปรยบเทยบผลการดาเนนงาน ซงแยกตามการวเคราะหคาดชนวดผลการดาเนนงาน กอนและหลงการนาหลกการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางมาประยกตใช โดยกอนการดาเนนการ มคาเฉลยความถเครองจกรหยดฉกเฉน 17 ครงตอเดอน คาอตราความพรอมในการใชงานเครองจกรโดยเฉลยเทากบ 92.72% และคาอายเฉลยทเครองจกรเดนได (MTBF) โดยเฉลยเทากบ 1,622 นาท ซงผลลพธภายหลงการดาเนนการประยกตใชหลกการบารงรกษาดงกลาวพบวา
. คาเฉลยความถเครองจกรหยดฉกเฉนของเครองจกร CNC Machining center
(Brother) ลดลงเฉลย 10.6 ครงตอเดอน เหลอ . ครงตอเดอน อนเนองมาจากมการวเคราะหหา
117
สาเหตทแทจรง พรอมกบกาหนดแนวทางการบารงรกษาทถกตองและเหมาะสมใหแกชนสวนอปกรณทมความวกฤตตอระบบการทางานของเครองจกร
. อตราความพรอมในการใชงานของเครอง CNC Machining center (Brother) เพมขนโดยเฉลย 3.73% คดเปน 96.45% ซงเวลาสญเสยสวนใหญของเครอง คอเวลาทเครองจกรเกดความเสยหาย เมอเวลาดงกลาวลดลงสงผลใหอตราความพรอมในการใชงานและความนาเชอถอของเครองจกรเพมขน
. อายเฉลยทเครองจกรเดนได (MTBF) โดยเฉลยเพมขนเปน 4,460 นาท หรอเพมขนเฉลยคดเปน 175%
4. ผลการทดสอบสมมตฐานคาดชนวดผลเวลาเฉลยระหวางการเสยหายดวยวธการ Paired - Sample T test จะพบวา คา t คอ - . , และ คา sig = 0.0 /2 = 0.018 ( -tailed) ซงนอยกวา . ดงนนจงยอมรบสมมตฐานทวาคาดชนวดผลเวลาเฉลยระหวางการเสยหายกอนการปรบปรงแผนการบารงรกษานอยกวาหลงการปรบปรงแผนการบารงรกษาเครองจกร CNC
Machining center (Brother) อยางมนยสาคญทางสถตท . สามารถกลาวไดวาการนาหลกการการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง มาประยกตใชในการปรบปรงแผนการบารงรกษาเครองจกร สามารถทาใหเวลาเฉลยระหวางการเสยหายของเครองจกรลดลงไดจรง ซงสอดคลองกบจานวนความถทเครองจกรหยดฉกเฉนตอเดอนลดลงอยางเหนไดชด
5.ผลการทดสอบสมมตฐานคาดชนว ดผลอตราความพรอมในการใชงานของเครองจกรดวยวธการ Paired - Sample T test จะเหนวา คา t คอ -0.915, คา sig = 0.412/2 = 0.
( -tailed) ซงมากกวา . ดงนนจงปฏเสธสมมตฐานทวา คาดชนวดผลอตราความพรอมในการใชงานของเครองจกรกอนการปรบปรงแผนการบารงรกษานอยกวาหลงการปรบปรงแผนการบารงรกษาเครองจกร CNC Machining center (Brother) อยางมนยสาคญทางสถตท . ทงนกเนองมาจากในบางเดอนถงแมจะมจานวนความถเครองจกรหยดฉกเฉนลดลงแตเวลารวมทเครองจกรหยดฉกเฉนกบเพมขนซงเปนผลมาจากความยงยากซบซอนในการแกไขปญหาเครองจกรหยดฉกเฉนในแตละปญหาทแตกตางกนนนเอง แตถงอยางไรคาเฉลยอตราความพรอมในการใชงานของเครองจกรหลงการปรบปรงแผนการบารงรกษากยงลดลงตากวากอนการดาเนนการปรบปรงแผนการบารงรกษา
การนาหลกการบารงรกษาโดยมงความนาเชอถอเปนศนยกลางมาประยกตใชปรบปรงและพฒนา แผนการบารงรกษาหรอแผน PvM เดม พบวาแผนบารงรกษามประสทธภาพและชดเจนมากยงขน ชนสวนอปกรณทมความสาคญตอระบบหรอหนาทการใชงานของเครองจกร ไดรบการ
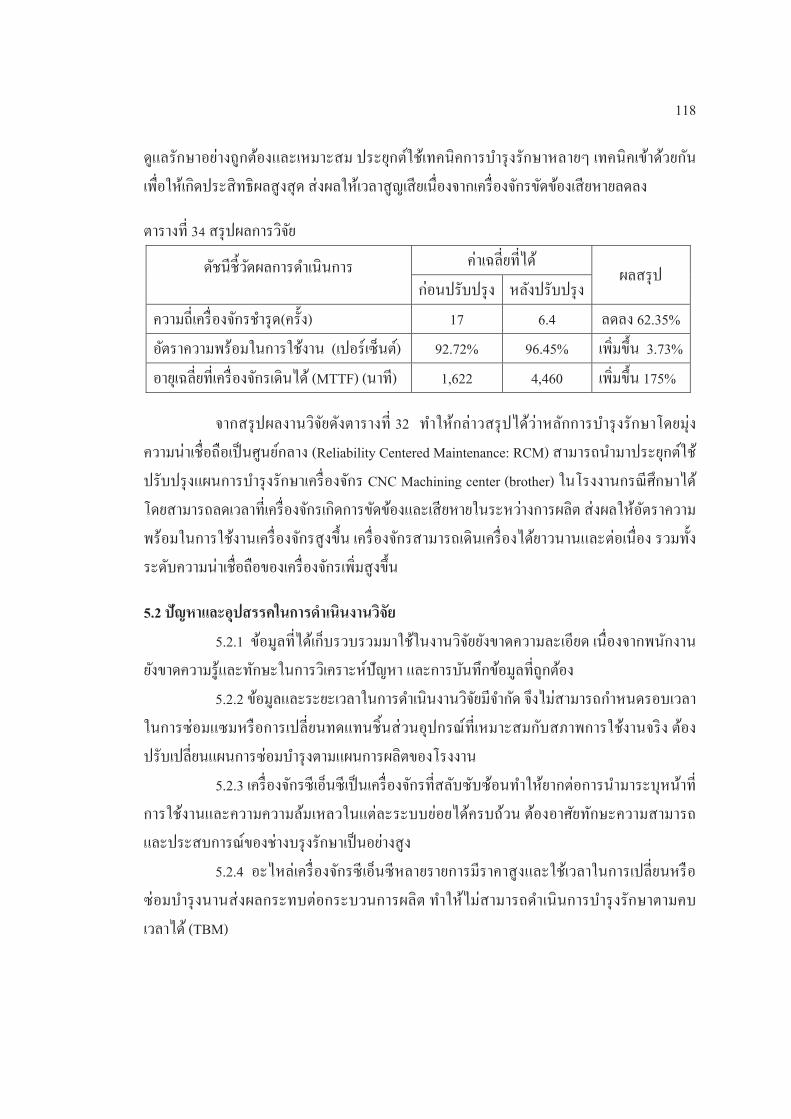
118
ดแลรกษาอยางถกตองและเหมาะสม ประยกตใชเทคนคการบารงรกษาหลายๆ เทคนคเขาดวยกนเพอใหเกดประสทธผลสงสด สงผลใหเวลาสญเสยเนองจากเครองจกรขดของเสยหายลดลง
ตารางท 3 สรปผลการวจย
ดชนชวดผลการดาเนนการ คาเฉลยทได ผลสรป
กอนปรบปรง หลงปรบปรง
ความถเครองจกรชารด(ครง) 17 6.4 ลดลง 62.35%
อตราความพรอมในการใชงาน (เปอรเซนต) 92.72% 96.45% เพมขน 3.73%
อายเฉลยทเครองจกรเดนได (MTTF) (นาท) 1,622 4,460 เพมขน 175%
จากสรปผลงานวจยดงตารางท 32 ทาใหกลาวสรปไดวาหลกการบารงรกษาโดยมงความนาเชอถอเปนศนยกลาง (Reliability Centered Maintenance: RCM) สามารถนามาประยกตใชปรบปรงแผนการบารงรกษาเครองจกร CNC Machining center (brother) ในโรงงานกรณศกษาไดโดยสามารถลดเวลาทเครองจกรเกดการขดของและเสยหายในระหวางการผลต สงผลใหอตราความพรอมในการใชงานเครองจกรสงขน เครองจกรสามารถเดนเครองไดยาวนานและตอเนอง รวมทงระดบความนาเชอถอของเครองจกรเพมสงขน
5.2 ปญหาและอปสรรคในการดาเนนงานวจย 5.2.1 ขอมลทไดเกบรวบรวมมาใชในงานวจยยงขาดความละเอยด เนองจากพนกงาน
ยงขาดความรและทกษะในการวเคราะหปญหา และการบนทกขอมลทถกตอง
5.2.2 ขอมลและระยะเวลาในการดาเนนงานวจยมจากด จงไมสามารถกาหนดรอบเวลาในการซอมแซมหรอการเปลยนทดแทนชนสวนอปกรณทเหมาะสมกบสภาพการใชงานจรง ตองปรบเปลยนแผนการซอมบารงตามแผนการผลตของโรงงาน
5.2.3 เครองจกรซเอนซเปนเครองจกรทสลบซบซอนทาใหยากตอการนามาระบหนาทการใชงานและความความลมเหลวในแตละระบบยอยไดครบถวน ตองอาศยทกษะความสามารถและประสบการณของชางบรงรกษาเปนอยางสง
5.2.4 อะไหลเครองจกรซเอนซหลายรายการมราคาสงและใชเวลาในการเปลยนหรอซอมบารงนานสงผลกระทบตอกระบวนการผลต ทาใหไมสามารถดาเนนการบารงรกษาตามคบเวลาได (TBM)
119
5.2.5 เนองจากตนทนตางๆ ทเกยวเนองกบการผลตเปนความลบของทางบรษททางผวจยจงไมสามารถคานวณเปรยบเทยบตนทนทลดลงภายหลงประยกตใชหลกการซอมบารงรกษาดงกลาวได
5.2.6 ในการปฏบตตามแผนการซอมบารงรกษาทไดวางไวยงไมไดรบความรวมมอเทาทควรบางครงทางแผนกผลตยงไมสามารถหยดเครองใหทาการบารงรกษาไดตามแผน
5.2.7 ทกษะการบารงรกษาของชางซอมบารงแตละคนมความชานาญไมเหมอนกน บอยครงทชางซอมทไมชานาญในดานนนเขาไปซอมแลวใชเวลานานและยงทาใหอาการขดของตอเนองทงททาตามกาหนดเวลาการบารงรกษา
5.3 ขอเสนอแนะ 5.3.1 ควรมการตดตามและวเคราะหขอมลความเสยหายของเครองจกรหลงจากทไดนา
แนวทางตามหลกการบารงรกษาบนพนฐานของความนาเชอถอมาประยกตใช เพอปรบปรงแผนการบารงรกษาใหเหมาะสมกบสภาพการใชงานจรง
5.3.2 ควรมการเกบรวบรวมขอมลความเสยหายอยางตอเนองเพยงพอ และนาขอมลดงกลาวมาใชกาหนดรอบการเปลยนทดแทนชนสวนอปกรณทเหมาะสมตอไป
5.3.3 ควรมการฝกอบรมพนกงานใหทราบถงวธการวเคราะหหาสาเหตของความเสยหายของเครองจกร ผลกระทบทเกดจากความเสยหาย และแนวทางแกใขปองกน พรอมทงอบรมเพมทกษะและความชานาญถงวธการบารงรกษาเครองจกรทถกตองและเหมาะสม เพอคงรกษาสภาพการใชงานของเครองจกรใหมอายการใชงานทยาวนาน
5.3.4 ควรมการวางแผนระบบอะไหลสารอง เมอเครองจกรเกดการเสยหายกระทนหน สามารถบารงรกษาเครองจกรไดทนท ไมตองเสยเวลาในการรอคอยอะไหล
5.3.5 ควรนาแนวทางตามหลกการบารงรกษาบนพนฐานของความนาเชอถอนขยายผลไปประยกตใชกบเครองจกรอนๆ ทมความสาคญตอกระบวนการผลตภายโรงงาน
5.3.6 ผทใชเครองจกรไดแกแผนกผลตโดยเฉพาะ Operator ทควบคมเครองจกร ควรจะตองทราบวธการบารงรกษาเครองจกรเบองตนและสามารถทาการบารงรกษาเครองจกรเบองตนได เชนหลอลนในจดหลอลนตางๆ สงเกตอาการผดปกตของเครองจกรเบองตนได เพอใหเครองจกรสามารถทางานไดอยางยาวนาน
5.3.7 ทกคนควรรวมมอและใหความสาคญกบการบารงรกษา และ คานงถงเครองจกรททางานอยเปนสาคญ เพอใหสามารถทาการบารงรกษาเครองจกรไดตามแผน ตามเวลา เพอใหเครองจกรสามารถทางานไดตามปกตอยตลอดอายการใชงานตอไป

120
รายการอางอง
กาญจนา จตรจน. ( ). “การเพมประสทธภาพการผลตโดยการบารงรกษาบนพนฐานของความนาเชอถอ กรณศกษาโรงงานผลตชนสวนเครองจกรกล.” วทยานพนธปรญญามหาบณฑต ภาควชาวศวกรรมอตสาหการ บณฑตวทยาลย มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ.
กตศกด พลอยพานชเจรญ. (2551). การวเคราะหอาการขดของและผลกระทบ . พมพครงท 1.
กรงเทพฯ: สมาคมสงเสรมเทคโนโลย (ไทย-ญปน). โกศล ดศลธรรม. ( ). “วศวกรรมความนาเชอสาหรบงานบารงรกษา.” เทคนคไฟฟาเครองกล
อตสาหการ , (มนาคม): . ดนย สาหรายทอง. ( ). “การวเคราะหเหตขดของของเครองจกรเพอเพมประสทธภาพในงาน
บารงรกษา เชงปองกน กรณศกษา: โรงงานผลต ชนสวนเครองยนตรถจกรยานยนต.”
วทยานพนธปรญญามหาบณฑต ภาควชาวศวกรรมอตสาหการ บณฑตวทยาลย
จฬาลงกรณมหาวทยาลย. ณฏฐรนทร อกษรนา. ( ). “การเพมประสทธภาพการผลตดวยการบารงรษาเชงปองกน
กรณศกษา โรงงานฉดโฟมเพอการบรรจภณฑ .” วทยานพนธปรญญามหาบณฑต ภาควชาวศวกรรมอตสาหการ บณฑตวทยาลยมหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ.
วรศกด กรยวเชยร. (2545). “การบารงรกษาเพอความเชอถอได.” Mechanical Technology
Magazine, no. 8 (มถนายน): 60-65.
วฒนา เชยงกล, เกรยงไกร ดารงรตน และดลดษฐ เมองแมน. ( ). การจดการงานบารงรกษาดวย Reliability. กรงเทพฯ: ซเอดยเคชน จากด (มหาชน).
ศรรตน ศลปพพฒน. ( ). “การออกแบบแผนงานบารงรกษา สาหรบอตสาหกรรมคอนกรตผสมเสรจแบบหลายโรงผสม.” วทยานพนธวศวกรรมศาสตรมหาบณฑต ภาควชาวศวกรรมอตสาหการ บณฑตวทยาลยจฬาลงกรณมหาวทยาลย.
สรณญา ศลาอาสน. ( ). “การเพมประสทธภาพเครองจกรโดยระบบบารงรกษาเชงปองกน กรณศกษาโรงงานอตสาหกรรมผลตเครองดม.” วทยานพนธปรญญามหาบณฑต ภาควชาวศวกรรมอตสาหการ บณฑตวทยาลย มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ.

121 สมศกด สมฤทธ. ( ). “การลดเวลาสญเสยในการผลตโดยวธการบารงรกษาเชงปองกนบน
พนฐานทฤษฎความนาเชอถอ กรณศกษาอตสาหกรรมชนสวนคอนกรตสาเรจรป.”
วทยานพนธปรญญามหาบณฑต ภาควชาวศวกรรมอตสาหการ บณฑตวทยาลย มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ.
สชญาน หรรษสข. (2543). “เพมประสทธภาพงานบารงรกษา ดวยเทคนค RCM (1).” เทคนคเครองกลไฟฟา-อตสาหการ, no. 183 (เมษายน): 108-116.
อนวฒน ผลวฒนา. ( ). “การพฒนาประสทธภาพของแผนกกรอดายโดยการบารงรกษาเชงปองกน.” วทยานพนธปรญญามหาบณฑต ภาควชาวศวกรรมอตสาหการ บณฑตวทยาลย มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ.
ผศ.ชาล ตระการกล (25 ). เทคโนโลยซเอนซ CNC TECHNOLOGY. พมพครงท 14. กรงเทพฯ: สมาคมสงเสรมเทคโนโลย (ไทย-ญปน).
สมภพ ตลบแกว. “การบารงรกษาเครองจกรกลบนพนฐานความนาเชอถอ.” วารสารวชาการพระจอมเกลาพระนครเหนอ. ปท 17, ฉบบท 1 (ม.ค.-เม.ย. 50), หนา 72-75.
Abdulnour, G. et al. ( ). “A reliability based maintenance policy; A case study.” Computers
ind. Engng, no. : - . Chrysler Corporation, Ford Motor Company, and General Motors Corporation. (1995). Potential
Failure Mode and Effects Analysis (FMEA). n.p.
Fore, Stanley. ( ). “Application of RCM for a chipping and sawing mill.” Journal of
Engineering, Design and Technology , : - .
International Atomic Energy Agency (IAEA). ( ). Application of Reliability Centered
Maintenance to Optimize Operation and Maintenance in Nuclear Power Plants.
Vienna: Nuclear Power Engineering Section.
Jardaine, Andrew K.S., and Albert H.C. Tsang. (2006). Maintenance Replacement and
Reliability Theory and Application. Boca Raton Florida: Taylor & Francis Group.
Kobbacy, K.A.H., and Murthy. (2008). D.N.P. Complex System Maintenance Handbook.
London: Springer.
National Aeronautics and Space Administration (NASA). ( 8). Reliability Centered
Maintenance guide for Facilities and Collateral Equipment. n.p.
Nowlan, F.S. and Heap, H.F. (1978). Reliability-Centered Maintenance. n.p.: Braun-Brum
field, Inc.

ภาคผนวก

ภาคผนวก ก
แผนการบารงรกษาของโรงงานกรณศกษากอนดาเนนการปรบปรง

124
ภาพท แผนการบารงรกษารายปของโรงงานกรณศกษา
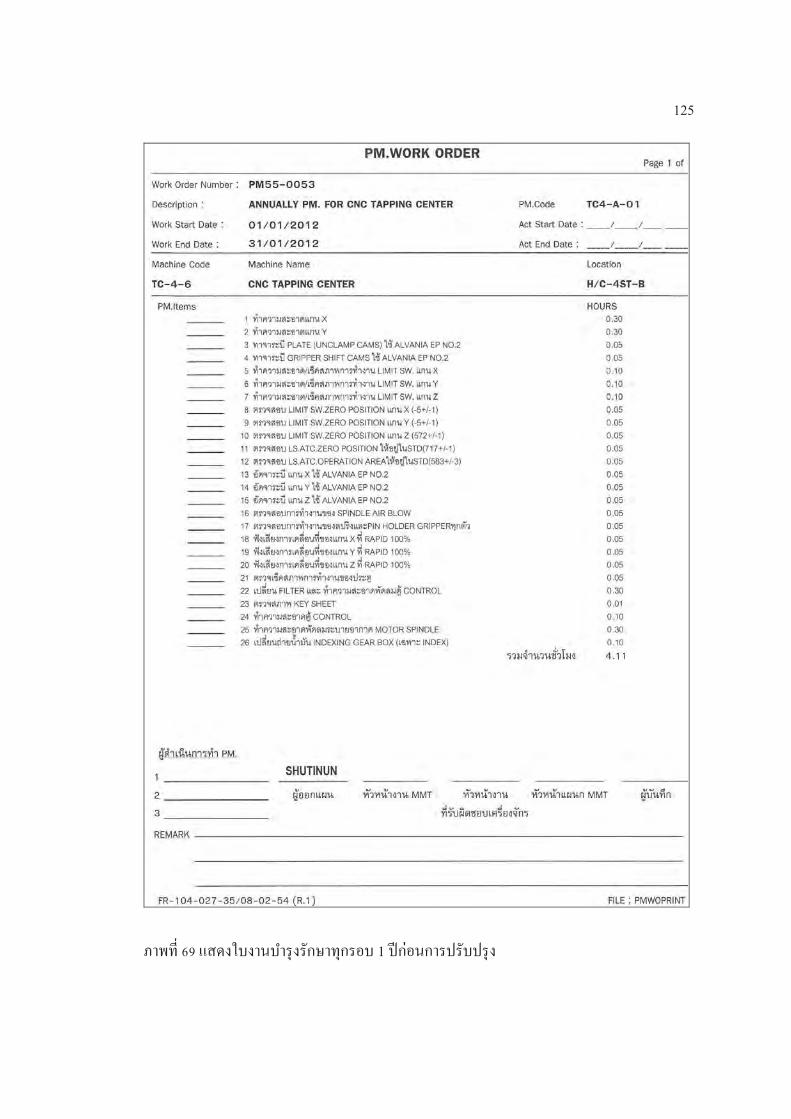
125
ภาพท แสดงใบงานบารงรกษาทกรอบ 1 ปกอนการปรบปรง

126
ภาพท 70 แสดงใบงานบารงรกษาทกรอบ 6 เดอนกอนการปรบปรง

127
ภาพท แสดงใบงานบารงรกษาทกรอบ 3 เดอนกอนการปรบปรง

ภาคผนวก ข
มาตรฐานคา Machine Accuracy ของเครอง CNC Machining center (Brother)

129
ภาพท คามาตรฐานการตรวจวด Machine Accuracy เครอง CNC Machining center (Brother)

130
ภาพท คามาตรฐานการตรวจวด Machine Accuracy เครอง CNC Machining center (Brother) (ตอ)
ประวตผวจย
ชอ นายสภชย เบาอฬาล ทอย เลขท 9/457 หม 12 ถบางนา-ตราด กม.26 ตาบลบางบอ อาเภอบางบอ จงหวดสมทรปราการ รหสไปรษณย 10560 E-mail: [email protected] ประวตการศกษา พ.ศ. 2544 สาเรจการศกษาปรญญาวศวกรรมศาสตรบณฑต (วศวกรรมไฟฟา) คณะวศวกรรมศาสตร มหาวทยาลยขอนแกน พ.ศ. 2553 ศกษาตอระดบปรญญามหาบณฑต สาขาวชาการจดการงานวศวกรรม คณะวศวกรรมศาสตรและเทคโนโลยอตสาหกรรม มหาวทยาลยศลปากร ประวตการทางาน พ.ศ. 2546-2547 ตาแหนง วศวกรไฟฟา ฝายวศวกรรม บรษท พรมส (ประเทศไทย) จากด พ.ศ. 2547 – ปจจบน ตาแหนง หวหนาแผนกบารงรกษาเครองจกร E/G บรษท ไทยยามฮามอเตอร จากด เลขท 64 หม 1 ต.ศรษะจรเขใหญ อ.บางเสาธง จ.สมทรปราการ 10540