cnc: rhinocam - · pdf file4 instructional fabrication school of the art institute of chicago...
TRANSCRIPT

CNC: RhinocamSullivan Fabrication Studio | Version 5.1 (beta)

2 3instructional fabrication school of the art institute of chicago
TABLE OF CONTENTS
Develop a CNC Rhino File. . . . . . . . . . . . . . 1. Import Model. . . . . . . . . . . . . . . . . . . . . . 6 –7 2. Define Stock. . . . . . . . . . . . . . . . . . . . . . . 8 –9 3. Fit Parts On Stock. . . . . . . . . . . . . . . . . 10–11 4.Develop Machining Regions. . . . . . . . . 12–13 5. Generate Tool Paths. . . . . . . . . . . . . . . . 14–19
Kinds of Machinig Operations . . . . . . . . .
File Review . . . . . . . . . . . . . . . . . . . . . . . . . .
Material Prep . . . . . . . . . . . . . . . . . . . . . . . .
Stock Approval . . . . . . . . . . . . . . . . . . . . . .
CNC Appointment Reservation . . . . . . . .
Glossary....... . . . . . . . . . . . . . . . . . . . . . . . .
6 1. Import Your Model. . . . . . . . . . . . . 6 –7 2. Create Stock Size. . . . . . . . . . . . . . . 8 –9 3. Fit Parts Within Margin. . . . . . . . . 10–11 4.Develop Curve Regions. . . . . . . . . . 12–13 5. Generate Tol Paths. . . . . . . . . . . . . 14–19
20
22
23
24
25
26

4 5instructional fabrication school of the art institute of chicago
What is the CNC Router?The CNC (Computer Numerically Controlled) Router is a digitally driven, coordinate based prototyping and production machine. The CNC mills materials utilizing a cutting bit fixed in a rotary spindle which traverses along an overhead gantry system. The gantry delivers the bit along the X, Y, and Z axis’ based on coordinates developed in relation to a 3D Model in the form of a tool path. Unlike a rapid prototyper, which prints a part layer by layer, the CNC will incrementally remove waste material revealing the part from within solid stock. A wide array of materials may be milled with the CNC when paired with the appropriate cutting bits including: wood, wood composites, cork, plastics, plastic composites, foam, casting wax, and non-ferrous metals. Though generally reductive in its nature, the CNC can also be implemented in augmented additive processes (ie. drawing, marking, scoring).
3D ModelWhile Rhino is our primary 3D model interface for CNC output, 2D and 3D files may be imported from other programs such as: AutoCAD, Maya, 3D Studio Max, Reveit, Solidworks, Blender, Adobe Illustrator, etc.
Working EnvelopeThe CNC machine is primarily suited for working within its relatively large work bed but with a relatively low head clearance. The Techno CNC has an XY work bed of 48” x 96” (a full sheet of plywood) and a prefered Z thickness of 2” or less (the thickness of a sheet of insulation foam). While the CNC gantry has a maximum clearance of 5.5”, cutting deeper than 2” puts undue stress on the machine, and limits the range of milling tools available for use. Whenever possible, models thicker than 2” should be split into slices 2” thick or less to be assembled after milling.
Kinds of MillingLoosely speaking all milling operations are divided into 2 categories; 2-D and 3-D. 2-D milling (aka 2.5 axis) works, very much like the laser cutter, cutting only in profile lines and flat planes while 3-D milling (aka 3 axis, 4 axis, 5 axis) allows for the creation of form and topography through 3-Dimensional machine gestures.
How to Use This GuideRefer to the panel on page () for a indexed reference to the order of operations for developing a CNC file. Each operational step is explained in more detail throughout the RhinoCAM section. The reverse section refers specifically to interfacing with the CNC machine during your machining appointment.
About SFS + CNCThe Sullivan Fabrication Studio Staff are here to assist you in all of your CNC projects. SFS staff are happy to consult with you regarding CNC file setup strategies and identify areas of potential exploration and development to improve the quality of the output.
CNC File Review TimesMonday– Thursday: 10:00a–1:00p & 4:30p–8:00p
Friday: 10:00a–1:00p
Saturday: 10:00a–4:00p
In order to schedule a milling time you will be required to have at least one review session with an SFS staff member during which an appointment time will be set.
About the Knowledge BaseA set of Knowledge Base files is provided by the Sullivan Fabrication Studio (SFS) which preloads baseline toolpath settings. All Toolpaths should be generated from this knowledge base in order to simplify toolpath creation. Select the machining operation(s) you want to perform and generate your Toolpath. Updates are periodically available to include new additions to the Knowledge Base. The most up to date Knowledge Base file can be found at artic.edu/webspaces/portal/irfm/CNCKnowledge.zip
A Note on using RhinoCAM Off-CampusIf you are working with Rhino off-campus, or with an inconsistent wireless connection to the server, you should not launch RhinoCam. Files that are open when network connectivity is lost may also loose all RhinoCam data.

6 7instructional fabrication school of the art institute of chicago
THIS IS A CNC MODEL
Develop a CNC Rhino File
Most Rhino models can be milled on the CNC
but some may demand very different setups than
others.
Import geometry from project model and arrange
it according to the CNC parameters. All geometry
should exist in the positive X,Y Quadrants and
below the Z PLANE.
Duplicate important geometry onto a locked layer
as a backup.
Model must be sized to fit on the CNC machine.
The CNC has a recommended working envelope of
48” x 96” x 2”. Your CNC parts must fit within this
volume, if they do not, parts should be split into
pieces and/or layers and arranged accordingly.
A.
B.
C.
D.
THIS IS A PROJECT MODEL
1. Import Your ModelDevelop a CNC-specific Rhino Model by importing from your project model.
Z-PLANE
48”
2” 96”

8 9instructional fabrication school of the art institute of chicago
2. Create Stock Size
The top southwest corner of the stock should be positioned at 0,0,0 within
your rhino model.
Be sure to have a good understanding of what stock is available from Resale
or other suppliers.
Actual stock may not correspond to its labeled thickness. Be sure to verify
material thicknes s with calipers.
A.
B.
C.
*Material thickness is not always consistent with its labeled thickness.
DEVELOP A CNC RHINO FILE DEVELOP A CNC RHINO FILE
2
3.72
Y
Z X
10 11instructional fabrication school of the art institute of chicago
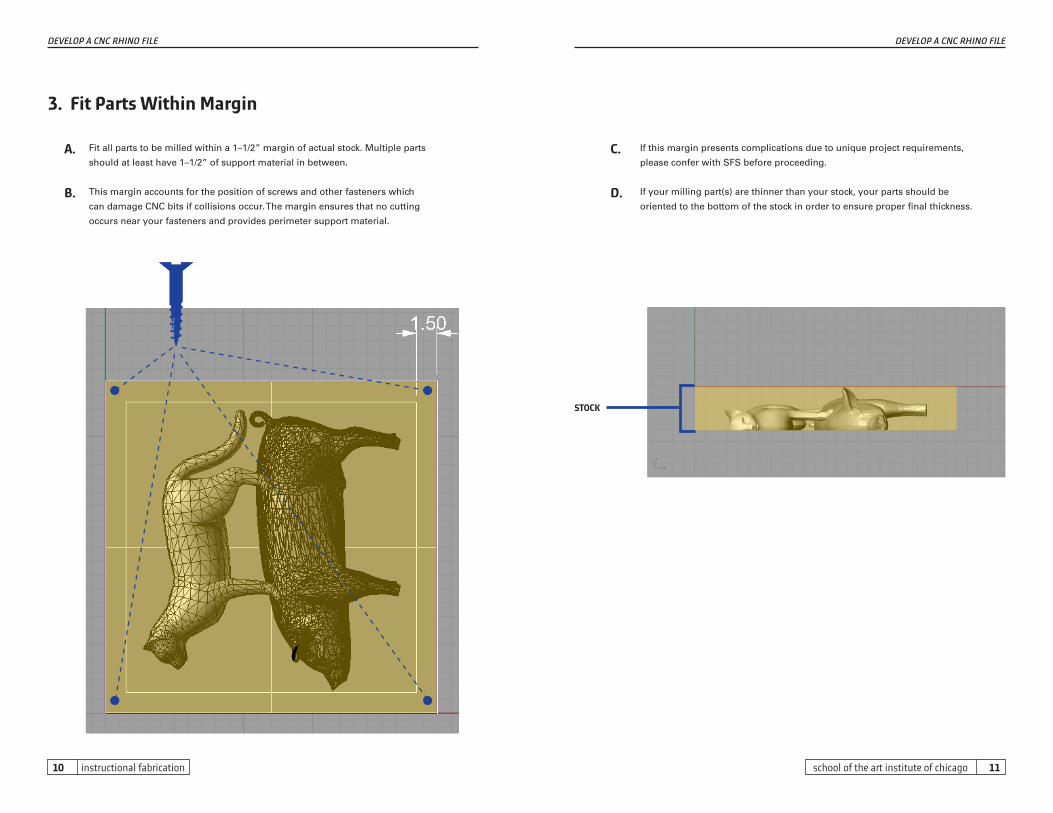
3. Fit Parts Within Margin
If this margin presents complications due to unique project requirements,
please confer with SFS before proceeding.
If your milling part(s) are thinner than your stock, your parts should be
oriented to the bottom of the stock in order to ensure proper final thickness.
Fit all parts to be milled within a 1–1/2” margin of actual stock. Multiple parts
should at least have 1–1/2” of support material in between.
This margin accounts for the position of screws and other fasteners which
can damage CNC bits if collisions occur. The margin ensures that no cutting
occurs near your fasteners and provides perimeter support material.
A.
B.
C.
D.
STOCK
DEVELOP A CNC RHINO FILE DEVELOP A CNC RHINO FILE

12 13instructional fabrication school of the art institute of chicago
4. Develop Curve Regions
Dupedge, Dupborder, Dupfaceborder, and Silhouette are common commands
for this procedure. Mesh Outline can be useful, but vtroublesome.
If you are making any modifications to the position of a part on this model,
be sure to move these region curves simultaneously.
Some 3-axis machining operations will require that region curves be offset in
order to allow milling of an entire part. Generally, this offset amount is ½”, but
can vary depending on the type of tool path and the requirements of the part
to be milled.
C.
D.
A.
B.Develop Curve Regions that describe the geometry of parts and/or the areas to cut within
or around. These curve regions will serve as selection areas for generating tool paths.
All region curves should be projected to the Z, 0 plane.
Dupedge Dupborder Dupface Border Silhouette Mesh Outline
DEVELOP A CNC RHINO FILE DEVELOP A CNC RHINO FILE
OFFSET

15school of the art institute of chicago
5. Generate Tool Paths
DEVELOP A CNC RHINO FILE DEVELOP A CNC RHINO FILE
B
B. Load predefined TOOLSET (2012 KB.vkb).A. All machining operations should derive from the Knowledge Base, a set of pre-
determined machining parameters, and be generated only with tools from the
SFS Toolset. Loading from the Knowledge Base will load SFS established settings
like feed speed, cut direction, and some of the advanced parameters for you,
limiting complications in creating toolpaths. BOTH THE MACHINING OPERATIONS BROWSER AND THE MACHINING OBJECTS BROWSER SHOULD BE SELECTED FROM THE RHINOCAM MENU.
A

16 17instructional fabrication school of the art institute of chicago
5. Generate Tool Paths continued
D.
DEVELOP A CNC RHINO FILE DEVELOP A CNC RHINO FILE
DRAG & DROP appropriate tool path into the Machining Operations Browser area.
D
Load predefined KNOWLEDGE BASE.C.
C

18 19instructional fabrication school of the art institute of chicago
E. Define tool path parameters. Double click on the toolpath name in the machining operations browser. Scroll through each of the tabs in the machining operation to develop settings for the tool path.
DEVELOP A CNC RHINO FILE DEVELOP A CNC RHINO FILE
5. Generate Tool Paths continued
E. F.
G.
DEFINE TOOL PATH PARAMETERS. Double click on the toolpath name in the machining
operations browser. Scroll through each of the tabs in the machining operation
to develop settings for the tool path.
When all settings have been developed, select GENERATE to create tool path.
Tool Paths Generated.
E

20 21instructional fabrication school of the art institute of chicago
Kinds of Machining Operations
2 1/2 AXIS MACHINING
2 1/2 Axis Machining creates toolpaths that follow 2D lines, or flat
surface geometry, to cut to a programed depth. Cuts are determined by the X and
Y coordinates at each point along the surface edge or line. Cuts are made in depth
increments to fit the tool’s cutting capacity. 2 1/2 axis milling is used primarily for
cutting sheet materials.
You should model flat surfaces. To convert 2D lines to surfaces, use the Planar
Surface tool in Rhino.
FACINGFacing toolpaths machine the entire surface to flatten or dimension the material.
PROFILINGProfiling toolpaths follow the edges of surfaces to create profiles.
POCKETINGPocketing toolpaths cut away all of the material inside of a selected
region to create pockets.
ENGRAVINGEngraving toolpaths follow lines on the center to apply text or
engrave a design.
3-AXIS MACHINING3-Axis Machining creates toolpaths that follow 3d surfaces to carve objects.
Cuts are determined by the X,Y and Z coordinates for each point along the
surface of your 3D Model.
HORIZONTAL ROUGHINGRoughing operations are needed when cutting deep into hard materials
such as woods, plastics, and metals. Incremental cuts are made in a series
of depths that are within the tools cutting capacity. Roughing operations are
time consuming but neccessary parts of machining solid geometry in hard
materials like wood.
FINISHINGFinishing operations are created to accurately carve your geometry.
The toolpath is created to follow the surface of your model precisely.
PARALLEL FINISHING Parallel Finishing make cuts in line with each other, at
a consistent step over.
HORIZONTAL FINISHING Horizontal Finishing will create toolpaths that follow the
contours of your model at a consistent Z stepdown.

22 23instructional fabrication school of the art institute of chicago
Purchase Material from Resale with ArtiCASH only
Any externally sourced materials(home depot etc.) should be verified with SFS staff before
purchase to assure that these materials comply with SFS usage regulations
Cut material to the size described in your RhinoCAM Stock or to SFS recommendation
File Reivew
SFS will conduct a file review consultation and may ask you to repair elements within your file and
return at a later time or date (repair & repeat). Arrive at the SFS during reccomended File Review
times
Monday– Thursday: 10:00a–1:00p & 4:30p–8:00p
Friday: 10:00a–1:00p
Saturday: 10:00a–4:00p
Material Prep
Laminate material as needed. Allow 24hrs prior to milling
for any glue to cure.
When laminating material be sure to use an adequate
number of clamps and enough glue such that it squeezes
out from all sides of the lamination.
Be sure to test your clamping strategy without glue first to
ensure you have enough clamps for the glue up.
Glue should be spread evenly on all surfaces to be glued.
Use a spreader or an old paint roller to do this.
Be sure there is craft paper down on any surface on which
you are gluing on to keep glue off of tables and floor.
If glue has not fully cured (24hrs) there is a risk of the
material delamination during milling be sure to allow 24
hours for glue to dry
When laminating yellow foam use only super 78 spray
adhesive which is specifically formulated for polystyrene
foam. other forms of spray adhesive will melt polystyrene
foam damaging the materials contact surface as well
releasing dangerous fumes.
For other laminating questions please refer to SFS staff.
1.
2.
3.
4.

24 25instructional fabrication school of the art institute of chicago
SFS will verify your stock according to your model. If your physical stock does not correspond with your Stock in RhinoCAM, it may be necessary to make modifications to your file and/or re-create your stock to fit the constraints of your model. Such modifications can cause un-necessary time over runs or other complications so it is best practice to verify this as you go.
Establish a time estimate for machining your file by Posting / Viewing Information
Add 15-45 minutes to your time estimate to allow for machine setup, bit changes etc.
SFS will work with you to establish a suitable appointment time
Stock Approval
1. ARRIVE 15 MINUTES BEFORE APPOINTMENT. Appointees more than 5 minutes late for their appointment risk cancellation.
CHECK IN and check out CNC tool kit.
Be sure to bring your PREPARED STOCK AND CNC-PREPPED RHINO MODEL (do not come with post files only).
OPEN RHINO FILE for shop staff on the computer adjacent the CNC machine. Shop staff will look the file over to verify all information.
Shop Staff will guide you on how to MOUNT YOUR MATERIAL to the machine and prepare the machine for your run.
During your CNC run, PAY ATTENTION TO THE MACHINE. Phones, books and internet browsing are prohibited. Be prepared to pause the machine at any sign of trouble. If you need to leave the machine unattended for any reason, you must pause the run.
When the machine comes to a stop notify Shop Staff. A bit change may be necessary.
SFS Staff reserve the right to end your appointment at its scheduled end time regardless of file completion.
CNC Appoinitment Reservation
1.
2.
3.
4.
5.
6.
7.
8.
2.
3.
4.

26 27instructional fabrication school of the art institute of chicago
CLIMB CUT (AKA DOWNCUT): In a climb cut, the cutter motion is downriver, opposite its
rotation—the cutter rotates clockwise but is fed conter-clockwise and away from the rotation.
The resulting cut can produce a finer surface edge but climb cutting is extremely hard on bits
and can be easily overdone. Climb cuts should only be made with extreme caution and in special
situations.
CNC: Computer Numerically Controlled
COLLET: The holder that locks cutting tools into the spindle of the CNC router.
CONVENTIONAL CUT (AKA UPCUT): In a conventional cut, the cutter rotation and tool motion
are in parody, the cutter is fed upstream into the material, producing a robust cut but with a
tendency to tearout. Conventional cutting is the standard cutting direction and should be used in
most situations.
CUTTING EDGE: The sharpened edge of the tool used for cutting.
DOWNCUT BIT: The flutes and cutting edge of a downcutting bit are spiraled downward
pushing chips and grain down into the material.
FEED RATE: The rate at which the cutter moves from point A to point B. Expressed in inches/
minute.
FLUTE: The grooves cut into the tool to allow chip removal during cutting.
FIXTURE: A template or clamping device which helps to either locate or affix your material to
the machine. If, for example, a student is milling many parts from identical sized stock, it would
make the process go faster to affix a location template on the spoil board so each new piece of
stock would not need to be re-zeroed and could instead use the same origin point as the last
milled piece.
Glossary of CNC Terms
GANTRY: The horizontal support member of the CNC, on which the Spindle is mounted. The
gantry moves along the X-axis. The router moves laterally along the gantry to describe the Y-axis.
G-CODE: A system of numeric code and machine instructions. When you Post a file, Rhinocam
will produce G-Code. Once the file is posted a plain text file will open in a new notepad window.
This is the G-Code. Do not alter this code! You will notice the file type is .nc, this stands for
numeric code.
GENERATE: The command in Rhinocam which tells Rhinocam to interpret the information you
have provided in the MOp and develop toolpaths.
HOME: An absolute coordinate position programmed into the CNC machine. When you send the
machine Home you are sending it to this absolute coordinate position. If you are running many
files with a consistent origin, it is useful to know where that origin is in relation to the Home
coordinates. In the event of a CNC shutdown or some other loss of your origin coordinates, the
coordinates can always be reproduced from this Home position.
KNOWLEDGE BASE: A group of basic tool-paths with speeds and other parameters already
defined. Most often, when a student begins developing a toolpath they should start with one of
the toolpaths found in the Knowledge Base file so that some options are already established.
MACHINING OPERATIONS (MOPS): The term used to describe the tool path and settings
created for machining.
ORIGIN: In Rhino, this is the world 0,0,0 coordinate. On the CNC machine you establish this
point when you zero out the bit on the material. When you do this you must zero out all three
coordinates. Once you have established this origin, the CNC will interpret that origin to be the
position of the 0,0,0 origin in your Rino file.
POST (OR POSTPROCESS): The process by which Rhinocam converts tool paths into numeric
code which are interpretable by the CNC machine.

28 instructional fabrication
POST PROCESSOR: In the Rhinocam setup tab, there is an option to define the Post processor.
When you define this you are telling Rhinocam what kind of CNC machine you are using. Every
CNC speaks a slightly different form of numeric code (.nc) so it is necessary to tell Rhinocam what
kind of machine it is going to be communicating with so that it posts the .nc file in the correct
format. In SFS, we only have two machines, TechoIsel and Onsrud TM3. If your post processor is
setup for any other machine, your file will not run correctly.
REGION: The area in Rhinocam you use to designate a milling area. Generally, regions are
closed curves on or around the geometry you wish to mill. Think of a region as a way to tell
Rhinocam where to look for milling geometry.
SPINDLE: The rotating motor that spins the cutting tool.
SPOIL BOARD: Sheet of underlying material, beneath your working stock, which serves as both
a place to affix your stock as well as a sacrificial cutting surface. While it is allowable to set your
toolpaths such that they cut into the spoil board, be sure they do not cut through it!
STOCK: The material that will be machined on the CNC Router.
STRAIGHT FLUTE: Straight flute bits are used in applications where the material may flex or lift
during cutting, when for instance the material is thin and light.
SUPPORT MATERIAL: The material outside of the part you are milling. When you are milling,
there must generally be some sort of support material in addition to the part being milled so as to
secure the parts to the machine as they are being milled.
TOOL: The rotary cutter used in the CNC machine to cut the material. Tools are made from a
variety of materials and in a wide range of sizes and geometry.
TOOLPATH: A definition of the motion of the tool as it makes a given cut. In Rhinocam, the
toolpath itself is expressed by a light green line. Each green line represents one linear motion of
the tool and defines the center location of the bit at any one time.
UPCUT BIT: The flutes and cutting edge are spiraled upward pulling chips and
grain up out of the material.