coal utilization by-products library/research/coal/major... · slurry to dewatering bins or ponds,...
TRANSCRIPT
TOPICAL REPORT NUMBER 24 AUGUST 2006
Coal UtilizationBy-Products
Cover Photos:
Top: Building materials used in theLewis & Clark Visitors Center inFort Mandan, ND include fly ash-basedmortar and stucco, wall board, andhigh-volume fly ash concrete.
Bottom left: The Ronald ReaganBuilding and International Trade Centerin Washington, D.C. was built withconcrete containing fly ash.
Bottom right: Fly ash is an importantcomponent in mass concrete projects,such as the Glen Canyon Dam nearPage, AZ.
Acknowledgement:
DOE greatly appreciates theparticipation of the American CoalAsh Association in the preparation ofthis Topical Report.
Coal Utilization By-Products
Executive Summary .............................................................................................. 5
Introduction .......................................................................................................... 6
Where Do CUBs Come From? ............................................................................. 8
CUB Properties and Uses ................................................................................... 10
Market Analysis .................................................................................................. 14
DOE-Sponsored CUB Demonstrations .............................................................. 17
Examples of Best-Practice Utilization of CUB Materials .................................. 18
Factors Limiting the Use of CUBs ..................................................................... 22
Conclusions ........................................................................................................ 25
Acronyms and Abbreviations ............................................................................. 26
Bibliography ....................................................................................................... 27

5
Executive SummaryThe Clean Coal Technology Demonstration
Program (CCTDP) is a government andindustry cofunded effort to demonstrate a newgeneration of innovative coal utilizationprocesses in a series of facilities built acrossthe country. These projects are carried out on acommercial scale to prove technical feasibilityand provide information for future applications.
The goal of the CCTDP is to furnish themarketplace with advanced, more efficientcoal-based technologies that meet strictenvironmental standards. Use of thesetechnologies is intended to minimize theeconomic and environmental barriers thatlimit the full utilization of coal.
To achieve this goal, beginning in 1985,a multiphase effort consisting of five separatesolicitations was administered by the U.S.Department of Energy (DOE) through itsNational Energy Technology Laboratory.Selected projects have demonstratedtechnology options with the potential to meetthe needs of energy markets while satisfyingrelevant environmental requirements. Twofollow-on programs have been developedthat build on the successes of the CCTDP:the Power Plant Improvement Initiative(PPII) and the Clean Coal Power Initiative(CCPI).
Under the latter programs, three projectshave been selected or are underway with thegoal of increasing the use of coal utilizationby-products (CUBs) in construction andother industries. One of these projects fallsunder PPII and is being conducted byUniversal Aggregates, LLC. The others fallunder CCPI and are being conducted byWestern Greenbrier Co-Generation and theUniversity of Kentucky.
CUBs are the solid materials formedduring the combustion or gasification of coalduring electric power generation. Theprimary large-volume CUBs are fly ash,bottom ash, slag, ash produced via fluidizedbed combustion, and flue gas desulfurizationby-products. Historically, CUBs have beendisposed of in ashponds, landfills, and othersites. However, there are many incentives fordeveloping more beneficial uses for thesematerials, including power generationeconomics, the conservation of naturalresources and landfill space, and reductionsin carbon dioxide emissions.
As time passes, more and more CUBs arebeing sold or reused—over 40 percent in 2004compared to less than 25 percent in 1996while at the same time production of CUBshas increased significantly. Governmentagencies and other stakeholders haveestablished a goal of 50 percent utilization by2010.
CUBs are used in the manufacture of pre-cast concrete pipe.
Coal Utilization By-ProductsTopical Report Number 24
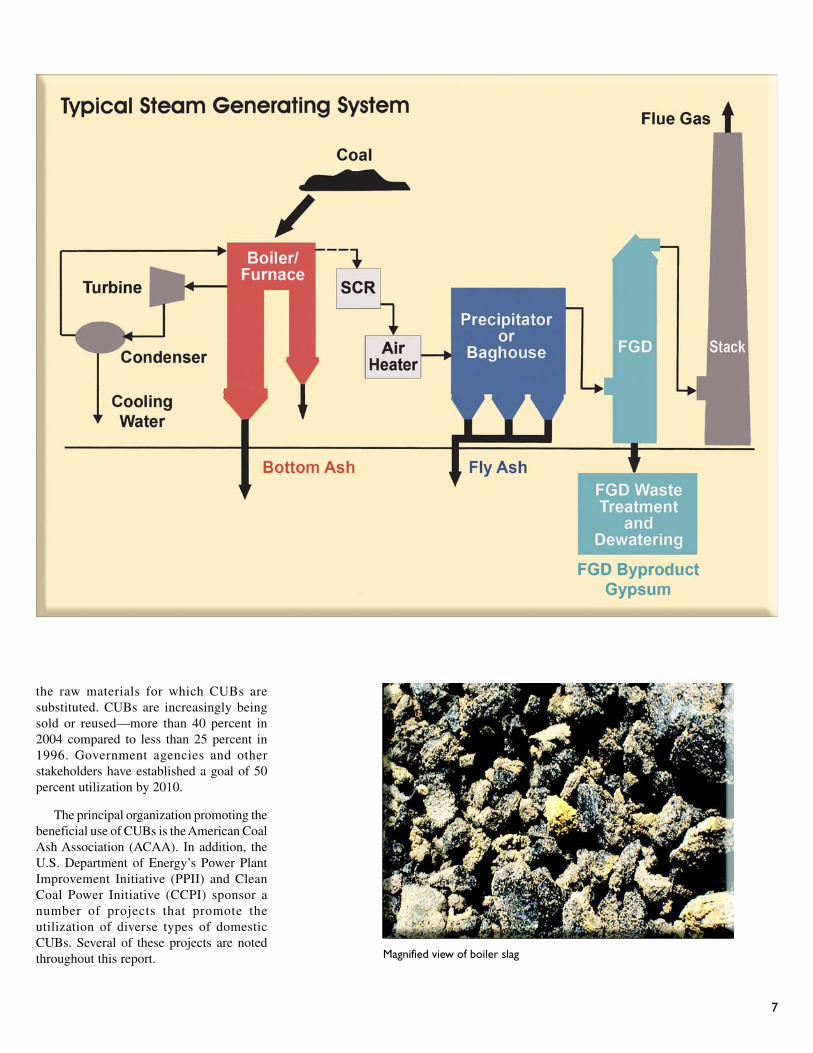
sulfur oxides to be removed from power plantflue gas as well. Both actions result inincreased generation of solid materialreferred to as coal utilization by-products(CUBs).
Although these materials have beenreferred to as coal combustion products(CCPs), residues, or wastes, the U.S.Department of Energy (DOE) prefers theterm “utilization” over “combustion”because it accounts for coal gasification,which also produces solid by-products thatmust be managed. Similarly, DOE prefers theterm “by-products” because it describes mostaccurately the nature of the materials at themoment they are generated. They become“products” when they are sold or beneficiallyutilized and “wastes” when they are sent toa permanent disposal site.
In 1980, CUBs were designated non-hazardous wastes by the Bevill Amendmentto the Resource Conservation and RecoveryAct. Further investigation has found that theirproperties often allow their beneficial use.In some cases, these properties make theCUB better suited for certain applicationsthan the naturally occurring materials theyreplace.
CUB utilization improves the economicsof power generation, conserves naturalresources, avoids the consumption ofincreasingly scarce landfill space, andreduces emissions of carbon dioxide (CO2)that would otherwise be required to produce
IntroductionCoal contains a substantial number of
impurities, including mineral matter andsulfur. When coal is burned, the mineralmatter is converted to ash and the sulfur isconverted to sulfur oxides.
Coal-fired power plants have long beenrequired to remove the bulk of the ashentrained in the flue gas. Now, environmentalregulations are requiring more and more
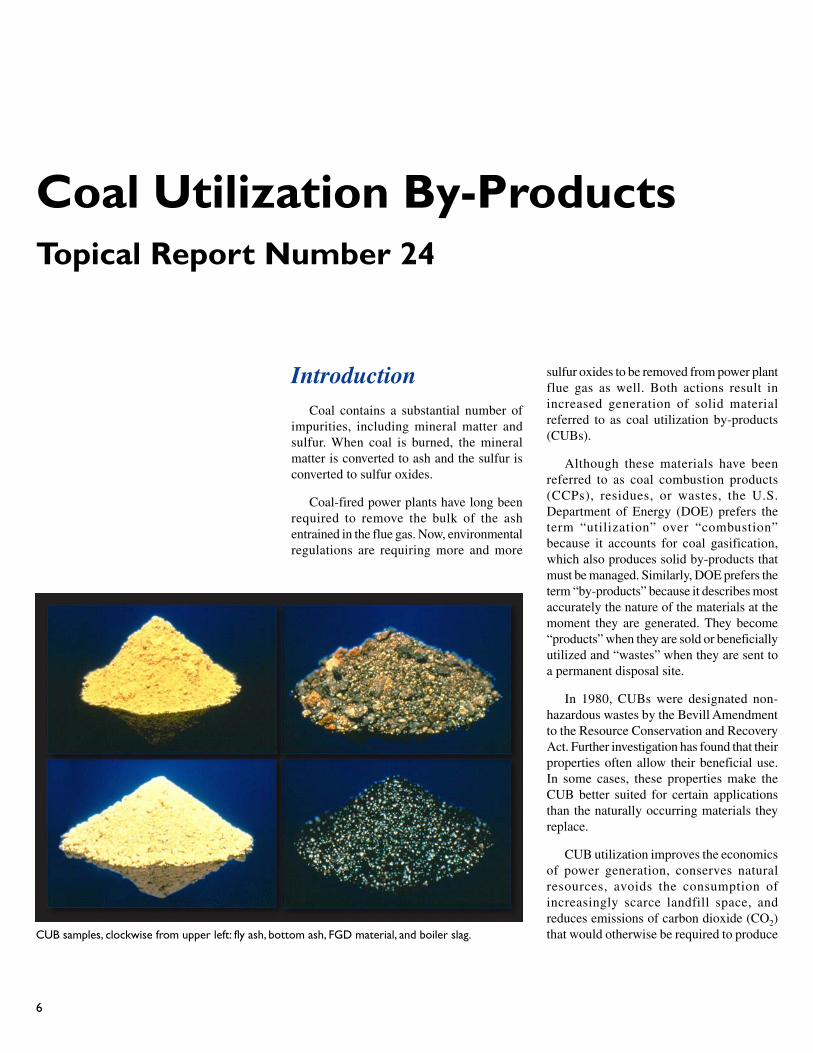
CUB samples, clockwise from upper left: fly ash, bottom ash, FGD material, and boiler slag.
6
the raw materials for which CUBs aresubstituted. CUBs are increasingly beingsold or reused—more than 40 percent in2004 compared to less than 25 percent in1996. Government agencies and otherstakeholders have established a goal of 50percent utilization by 2010.
The principal organization promoting thebeneficial use of CUBs is the American CoalAsh Association (ACAA). In addition, theU.S. Department of Energy’s Power PlantImprovement Initiative (PPII) and CleanCoal Power Initiative (CCPI) sponsor anumber of projects that promote theutilization of diverse types of domesticCUBs. Several of these projects are notedthroughout this report.
7
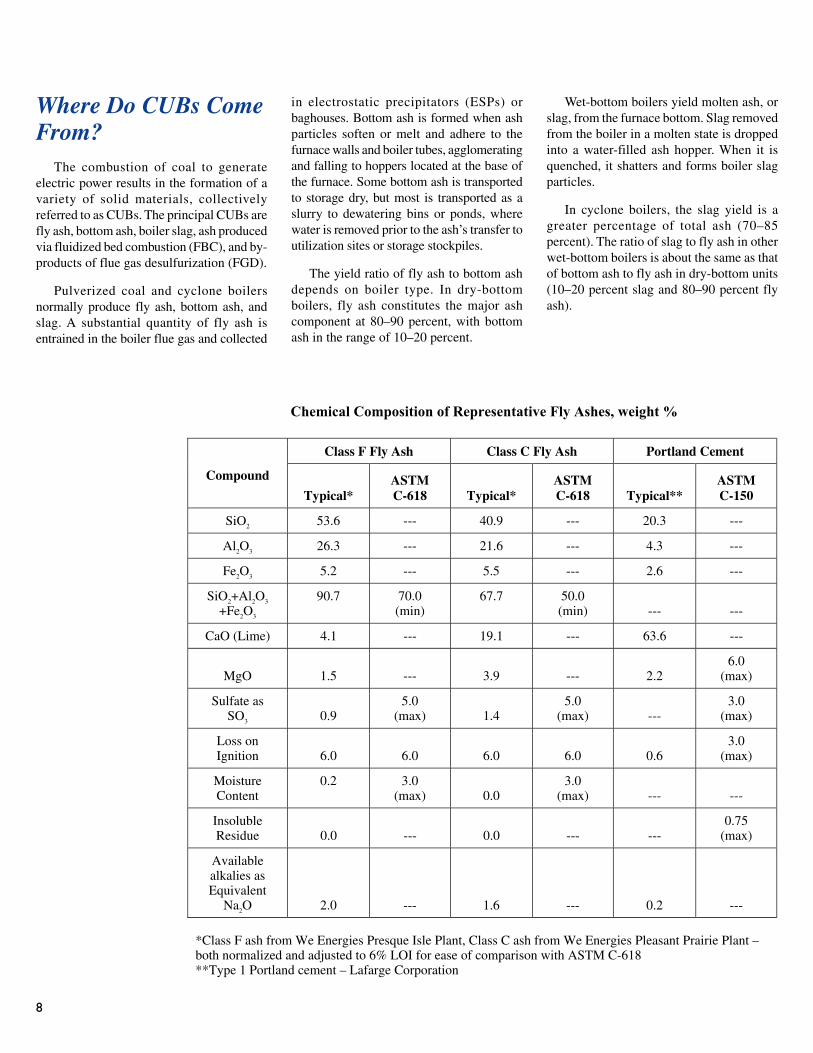
Magnified view of boiler slag
Chemical Composition of Representative Fly Ashes, weight %
Class F Fly Ash Class C Fly Ash Portland Cement
Compound Typical*
ASTM C-618 Typical*
ASTM C-618 Typical**
ASTM C-150
SiO2 53.6 --- 40.9 --- 20.3 ---
Al2O3 26.3 --- 21.6 --- 4.3 ---
Fe2O3 5.2 --- 5.5 --- 2.6 ---
SiO2+Al2O3 +Fe2O3
90.7
70.0 (min)
67.7
50.0 (min) --- ---
CaO (Lime) 4.1 --- 19.1 --- 63.6 ---
MgO 1.5 --- 3.9 --- 2.2 6.0
(max)
Sulfate as SO3 0.9
5.0 (max) 1.4
5.0 (max) ---
3.0 (max)
Loss on Ignition 6.0 6.0 6.0 6.0 0.6
3.0 (max)
Moisture Content
0.2
3.0 (max) 0.0
3.0 (max) --- ---
Insoluble Residue 0.0 --- 0.0 --- ---
0.75 (max)
Available alkalies as Equivalent
Na2O 2.0 --- 1.6 --- 0.2 ---
*Class F ash from We Energies Presque Isle Plant, Class C ash from We Energies Pleasant Prairie Plant – both normalized and adjusted to 6% LOI for ease of comparison with ASTM C-618 **Type 1 Portland cement – Lafarge Corporation
Where Do CUBs ComeFrom?
The combustion of coal to generateelectric power results in the formation of avariety of solid materials, collectivelyreferred to as CUBs. The principal CUBs arefly ash, bottom ash, boiler slag, ash producedvia fluidized bed combustion (FBC), and by-products of flue gas desulfurization (FGD).
Pulverized coal and cyclone boilersnormally produce fly ash, bottom ash, andslag. A substantial quantity of fly ash isentrained in the boiler flue gas and collected
8
in electrostatic precipitators (ESPs) orbaghouses. Bottom ash is formed when ashparticles soften or melt and adhere to thefurnace walls and boiler tubes, agglomeratingand falling to hoppers located at the base ofthe furnace. Some bottom ash is transportedto storage dry, but most is transported as aslurry to dewatering bins or ponds, wherewater is removed prior to the ash’s transfer toutilization sites or storage stockpiles.
The yield ratio of fly ash to bottom ashdepends on boiler type. In dry-bottomboilers, fly ash constitutes the major ashcomponent at 80–90 percent, with bottomash in the range of 10–20 percent.
Wet-bottom boilers yield molten ash, orslag, from the furnace bottom. Slag removedfrom the boiler in a molten state is droppedinto a water-filled ash hopper. When it isquenched, it shatters and forms boiler slagparticles.
In cyclone boilers, the slag yield is agreater percentage of total ash (70–85percent). The ratio of slag to fly ash in otherwet-bottom boilers is about the same as thatof bottom ash to fly ash in dry-bottom units(10–20 percent slag and 80–90 percent flyash).
FGD material is produced when sulfurdioxide (SO2) is removed from stack gases.This occurs in the flue gas scrubbers whenslurried limestone or lime reacts with thegaseous SO2 to produce calcium sulfite(CaSO3).
In “wet” FGD systems, which are by farthe most common in large, coal-fired utilityboilers, SO2 removal takes place downstreamof the particulate removal device. In manyinstallations, CaSO3 is further oxidized tocalcium sulfate (CaSO4). Because the sulfatematerial is in an aqueous slurry, it forms thehydrate, CaSO4 · 2H2O (gypsum).
9
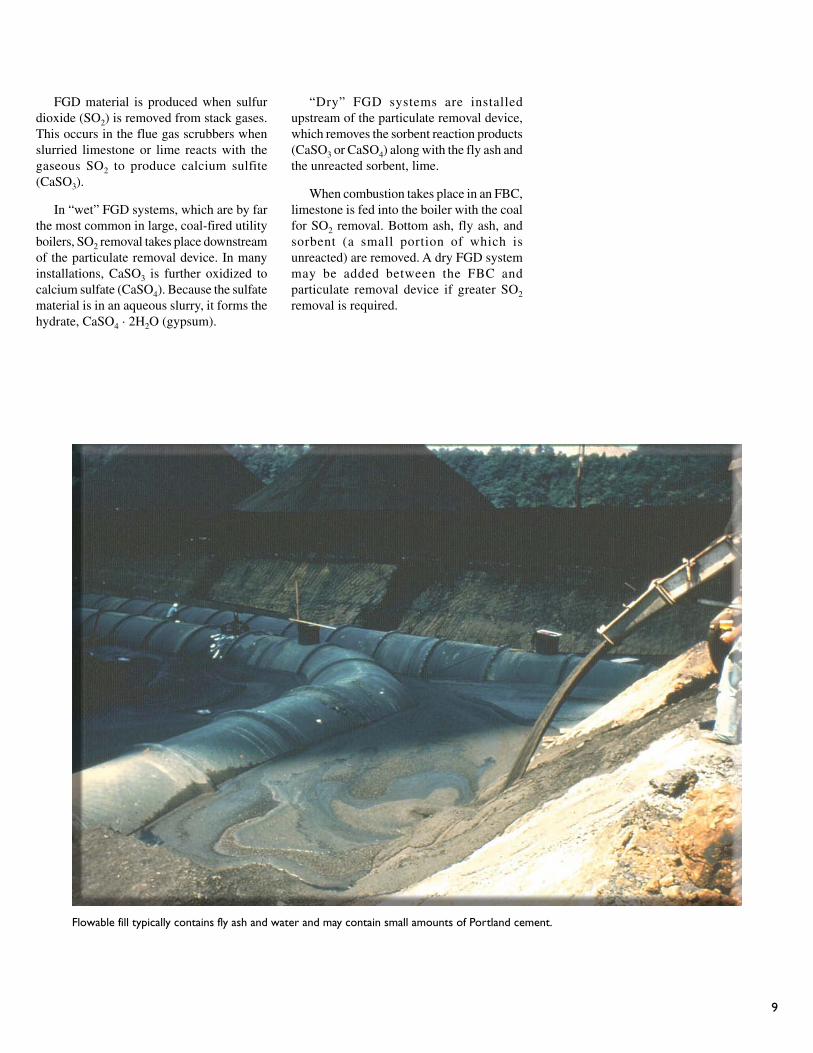
Flowable fill typically contains fly ash and water and may contain small amounts of Portland cement.
“Dry” FGD systems are installedupstream of the particulate removal device,which removes the sorbent reaction products(CaSO3 or CaSO4) along with the fly ash andthe unreacted sorbent, lime.
When combustion takes place in an FBC,limestone is fed into the boiler with the coalfor SO2 removal. Bottom ash, fly ash, andsorbent (a small portion of which isunreacted) are removed. A dry FGD systemmay be added between the FBC andparticulate removal device if greater SO2
removal is required.

CUB Propertiesand UsesFly Ash
Fly ash is a fine, powdery material and byfar the largest-volume CUB. Its particles arespherical in shape, glassy, with a size similarto that of silt. The chemical make-up of flyash depends primarily on the chemicalproperties of the coal burned, but also on thegrinding equipment, furnace, combustionprocess, and nitrogen oxide (NOX)-controlequipment used. The properties of a particularfly ash are the key factor in determining itspotential use in manufacturing andconstruction applications.
ASTM International (formerly theAmerican Society for Testing and Materials)classifies fly ash into two categories—Class Fand Class C. Combustion of bituminous andanthracite coals (except in FBCs) usuallyproduces Class F, a pozzolanic ash containingsilicon, aluminum, and high levels of iron.Pozzolanic materials, a term originally appliedto volcanic ash, form cement when mixed withwater. The combustion of subbituminous andlignite coals usually produces Class C, apozzolanic and cementitious ash high incalcium or lime.
The most common and economical use forClass C fly ash is as a partial replacement forPortland cement in concrete manufacturing(normally up to 30 percent, but can be as highas 50 percent in some applications). In 2004,approximately 14 million tons were used inthis capacity, generating several hundredmillion dollars in revenue and demonstratingthe wide acceptance fly ash enjoys in theconcrete industry.
Two significant benefits are realized whenfly ash is used to displace Portland cement.First, aluminosilicates in the ash react withcalcium hydroxide, augmenting itscementitious properties and increasing thestrength and durability of the final product.Second, Portland cement production releaseshigh levels of CO2. For every ton of fly ashused in replacement, one ton of CO2 emissionis avoided. This could prove to be a significantelement of an overall U.S. greenhouse gasreduction strategy.
In addition to cement manufacture, flyash is used to produce controlled low-strength material, also known as flowable fill,and as a filler in plastic compounds. Flowablefill pours freely, sets up quickly, and has thestrength of compacted soil. In construction,it cuts man-hours and improves worker safetyby allowing trenches to be backfilledremotely rather than manually. In mining, itis used as backfill and is especially useful inpreventing underground mine subsidence.The finest-sized fly ash is used as filler inplastic compounds, increasing the stiffnessof the plastic and reducing production costby displacing plastic resin.
The applications noted above use fly ashwith low carbon content, formally thepredominant fly ash produced by U.S. coal-fired power plants. Due to changes inenvironmental controls, however, high-carbonfly ash is becoming more common. Effortsare underway to identify uses for suchmaterial, and two have been closelyinvestigated.
The first is fuel. Carbon from the ash ishigh in surface area, which compensates forits low volatile matter content. Testsconducted by the University of Kentucky’sCenter for Applied Energy Research founda 99 percent burnout rate for the carbonwhen the fly ash is reblended with the coalfeed. The second is as a sorbent material.The carbon’s pore structure and high surfacearea help it adsorb odorous gases andorganic pollutants. Applications couldinclude removal of organic dyes and oilsfrom waste streams.
In reconstructing and/or upgradingexisting pavements, Class C fly ash is usedduring cold in-place recycling (also knownas full-depth reclamation). The existingpavement is pulverized along with its base,and the mixture is stabilized by adding flyash and water. A new asphaltic concretesurface is then installed above the stabilizedsection. The properties of the Class C ashenhance the recycled pavement’s structuralcapacity to a much greater extent than eitherClass F ash or traditional crushed stoneaggregate could do.
10
Class C fly ash is also widely used for soilstabilization. When properly proportioned,disked, and compacted, the ash increases theshear strength of soils in embankmentsections. It can also serve as a drying agent.Soil with high moisture content can be difficultto compact during spring and fall. Adding flyash to the soil quickly reduces the soil’smoisture content to levels suitable forcompaction. Finally, Class C ash is used toreduce the shrink-swell potential of clay soils.The cementitious products formed byhydrating the ash bond with the clay particlesreduce the clay’s swell potential to levelsachievable with lime treatment.
Bottom AshCompared to fly ash, bottom ash is much
coarser, often containing significant voidsfrom gas bubbles. The chemical compositionof bottom ash is somewhat similar to that offly ash, but it typically contains more carbonand less volatile impurities (mercury, boron,etc.), which tend to report to the fly ash.
Bottom ash is also more inert. Becauseits particles have fused in the boiler, theyshow less pozzolanic activity and areunsuitable as an additive constituent incement. Bottom ash can, however, be usedas a coarse aggregate for cement blocks, withits porous nature often qualifying theproduct for lightweight classification. Atone time this was a common use. However,quality and supply problems have reducedthe amount of ash used in this type ofproduct.
Today, bottom ash is most commonlyused in structural fills, road base and sub-base pavement, and for snow and iceremoval.
Boiler SlagBoiler slags normally have a particle size
in the range of 0.5–5.0 mm. Typically, itsparticles are smooth in texture, but if gasesare trapped in the molten slag as it is tappedfrom the furnace, the slag can be somewhatporous. The maximum dry bulk densityvalues of boiler slag are 10–25 percentlower than natural granular materials.
By far the most common use of boilerslag is for roofing granules and blastinggrit. These applications account for over88 percent of slag sold.
Boiler slag is also used in roadconstruction. It enhances hot-mix asphaltbecause of its hard, durable particles andresistance to surface wear. It finds use inasphalt wearing surface mixtures becauseof its affinity for asphalt and its dust-freesurface, which increases the asphalt’sadhesion and anti-stripping characteristics.And, it has been used successfully as aseal-coat aggregate for bituminous surfacetreatments to enhance skid resistance.Because it has a uniform particle size, theslag is usually mixed with aggregates ofother sizes to achieve target gradation.
FBC AshFBC ash is a relatively new CUB that
already enjoys a utilization rate of over50 percent. It is a mixture of unreacted lime,CaSO3, anhydrous CaSO4, and ash that ishighly alkaline in nature. It is also self-cementing, although it has a tendency toswell.
FBC fly ash is used in structural fillswhere swelling is not an issue, soilmodification, and mining applications.Efforts are also underway to find a use forthis material in cement manufacturing.
11
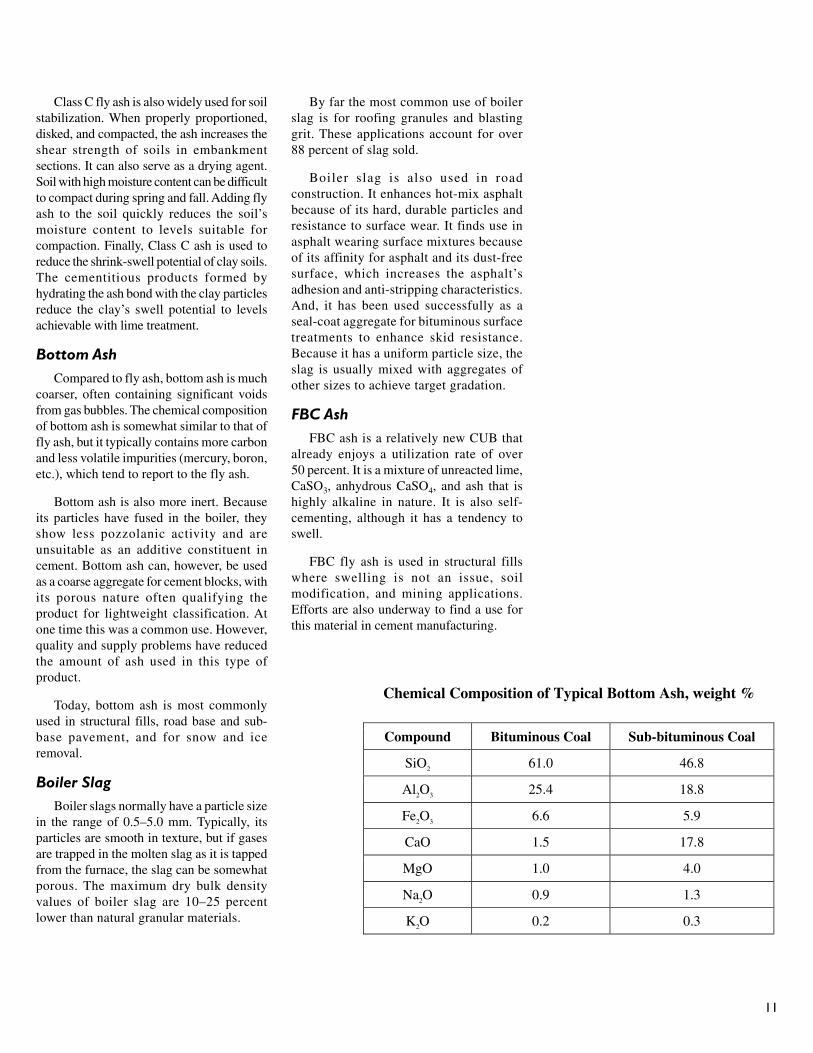
Chemical Composition of Typical Bottom Ash, weight %
Compound Bituminous Coal Sub-bituminous Coal
SiO2 61.0 46.8
Al2O3 25.4 18.8
Fe2O3 6.6 5.9
CaO 1.5 17.8
MgO 1.0 4.0
Na2O 0.9 1.3
K2O 0.2 0.3

FGD MaterialWet FGD scrubber material is initially
formed and primarily generated as CaSO3.Calcium sulfite sludge can be fixated withlime, fly ash, or cement and used for roadbase. However, many wet scrubber systemsinclude a forced oxidation step that convertsCaSO3 to CaSO4. Because this process iscarried out in the aqueous phase, gypsumis produced.
The purity of synthetic gypsum rangesfrom 96 to 99 percent, depending on thesorbent used for desulfurization and theamount of fly ash collected in the scrubbersalong with the gypsum. The quantityproduced is directly proportional to the sulfurcontent of the fuel being burned and thesystem’s SO2 removal efficiency Syntheticgypsum is widely used for wallboard—where its purity often makes it more desirablethan natural rock gypsum—as a road base,and in cement manufacturing.
When used as a road base, the gypsum isstabilized with quicklime and pozzolanic flyash. In cement manufacturing, it is mixedwith the “clinker” product (calcium silicates)from the cement kiln. The gypsum acts tocontrol the setting time of the resultingcement. When introduced in wet form, it alsobenefits the cement grinding process byintroducing moisture into the ball mill, thusproviding additional cooling.
Several uses for synthetic gypsumcurrently constitute small markets. Theseinclude agriculture and the manufacture ofvarious products. However, gypsumproduction is expected to rise significantlyover the next 10 years along with the increasein scrubber installations in response toenvironmental regulations. These smallmarkets may prove increasingly importantto synthetic gypsum utilization.
12
Chemical Composition of Typical Boiler Slag, weight %
Compound Bituminous Coal Sub-bituminous Coal
SiO2 48.9 40.5
Al2O3 21.9 13.8
Fe2O3 14.3 14.2
CaO 1.4 22.4
MgO 5.2 5.6
Na2O 0.7 1.7
K2O 0.1 1.1
The purity of synthetic gypsum makes it more desirable than naturally occurring rock for theproduction of wallboard and other construction materials.
AgricultureGypsum has proven to be an effective soil
amendment in many agricultural applicationsto improve drainage and provide sulfur andcalcium nutriment. However, regulators arereluctant to allow the use of soil amendmentsthat contain mercury, no matter how stable.In addition, the agriculture industry has yetto determine which crops would adequatelybenefit from gypsum application.
Ohio State University is a national leaderin testing and research in FGD gypsumutilization in this area. The Electric PowerResearch Institute (EPRI) also is conductingdata reviews and field tests of cropproductivity to demonstrate the benefit andenvironmental acceptability of using gypsumin agriculture. Depending on the outcome ofthese efforts, EPRI is scheduled to conductgroundwater and subsurface migration testsfor mercury. In addition, EPRI will conductagronomic analyses to determine theeconomic value of FGD gypsum use withdifferent crops, soils, and transportationscenarios (from power plant to farm). EPRI’swork is being cofunded by DOE.
13
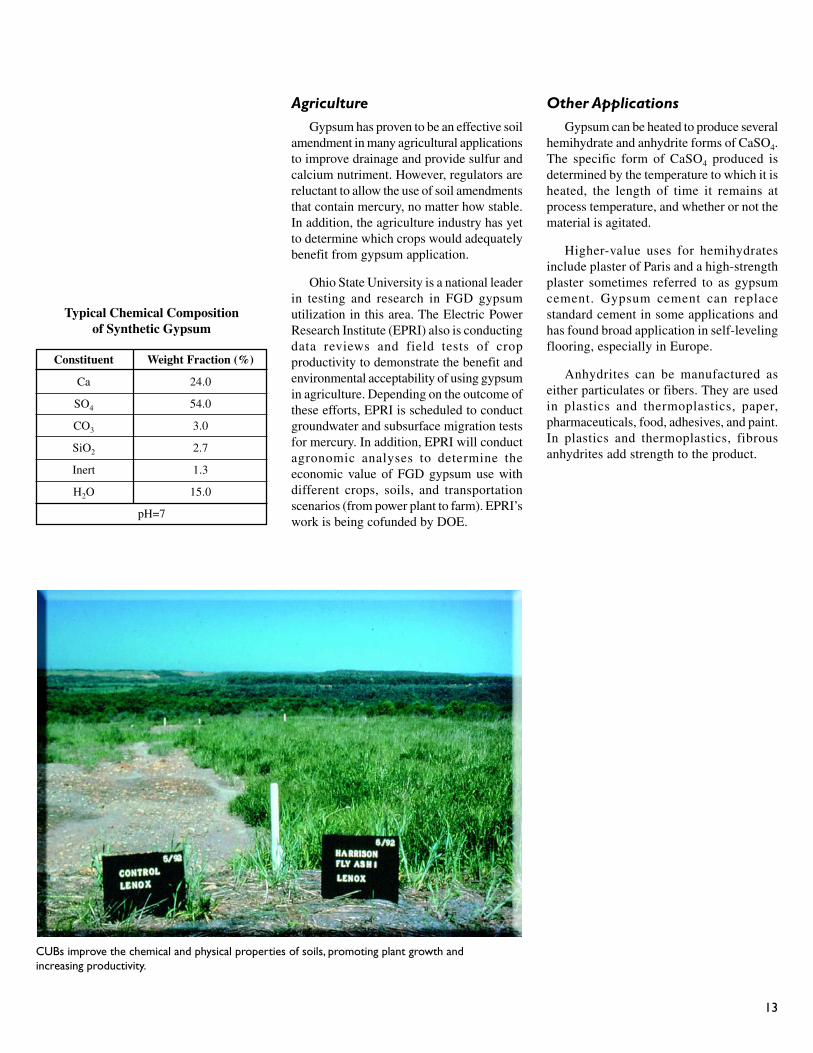
CUBs improve the chemical and physical properties of soils, promoting plant growth andincreasing productivity.
Typical Chemical Compositionof Synthetic Gypsum
Constituent Weight Fraction (%)
Ca 24.0
SO4 54.0
CO3 3.0
SiO2 2.7
Inert 1.3
H2O 15.0
pH=7
Other ApplicationsGypsum can be heated to produce several
hemihydrate and anhydrite forms of CaSO4.The specific form of CaSO4 produced isdetermined by the temperature to which it isheated, the length of time it remains atprocess temperature, and whether or not thematerial is agitated.
Higher-value uses for hemihydratesinclude plaster of Paris and a high-strengthplaster sometimes referred to as gypsumcement. Gypsum cement can replacestandard cement in some applications andhas found broad application in self-levelingflooring, especially in Europe.
Anhydrites can be manufactured aseither particulates or fibers. They are usedin plastics and thermoplastics, paper,pharmaceuticals, food, adhesives, and paint.In plastics and thermoplastics, fibrousanhydrites add strength to the product.
Market AnalysisIn 2004, the United States produced over
122 million tons of CUBs, over 49 milliontons of which were used constructively. Thismakes 2004 the first year in which over40 percent of the CUBs from coal-firedpower plants were effectively utilized.
The market value of various CUBs isdetermined by several factors. These includethe uses for which the properties of thematerial make it suitable, distance to the user,and the state and local specifications thatdetermine which purposes are allowed.
The ACAA estimates ranges of expectedvalues for some of these products:
• Cement-quality fly ash—$40–60/ton
• Self-cementing fly ash for soilstabilization—$10–20/ton
• Bottom ash and fly ash for snow and icecontrol—$3–6/ton
• Bottom ash and fly ash for road base—$4–8/ton
• Self-cementing fly ash for oilfield groutingand waste stabilization—$15–25/ton
• Fly ash for use in flowable fill—$1/ton
Selling price is only one economicaspect of CUB utilization, however. If CUBsare not used beneficially, power plants incurcosts associated with disposal, which canbe as low as $3/ton for onsite disposal butas high as $50/ton for landfilling in areaswhere space is scarce or long hauls arerequired.
14
CUB Regulatory History
In the Solid Waste Disposal Act Amendments of 1980, which amended the 1976Resource Conservation and Recovery Act (RCRA), Congress temporarilyexempted from regulation as hazardous wastes a range of CUBs (fly ash, bottomash, slag, and FGD wastes) under RCRA Subtitle C. Congress then directed EPAto study the adverse effects on human health and the environment caused byCUB disposal. The study was to be followed by a Report to Congress (RTC) and,six months later, a regulatory determination (RD) stating whether CUBs do ordo not warrant permanent regulation.
In response, EPA took the following actions:
• 1988: Submitted the RTC, “Wastes from the Combustion of Coal by ElectricUtility Power Plants,” in which it tentatively determined that CUBs do notwarrant regulation under Subtitle C.
• 1992: In response to a suit filed by a citizens’ group because it did not publishits RD in the required timeframe, entered into a consent decree that dividedCUBs into two categories: (1) those generated by electric utility and independentpower production facilities and (2) all remaining wastes subject to RCRA Sections3001(b) and 8002(n). The decree contained separate schedules for providingRDs for each category.
• 1993: Issued an RD determining that Category 1 materials do not warrantregulation when managed alone (i.e., not co-managed with low-volume wastes).
• 1999: Issued an RTC tentatively determining that Category 2 materials shouldalso remain exempt from Subtitle C.
• 2000: Issued an RD determining that Category 2 materials do not warrantregulation. However, EPA also determined that “national regulations undersubtitle D of RCRA are warranted for [CUBs] when they are disposed in landfillsor surface impoundments, and that regulations under subtitle D of RCRA (and/or possibly modifications to existing regulations established under authority ofthe Surface Mining Control and Reclamation Act [SMCRA]) are warranted whenthese wastes are used to fill surface or underground mines.” The EPA alsostated that it did not want to erect unnecessary barriers to the use of thesematerials because they conserve natural resources and landfill space.
To ensure the consistent regulation of CUBs across all waste managementscenarios, EPA plans to develop national regulations for CUB disposal in surfaceimpoundments, landfills, and as minefilling. EPA’s regulations will be applicable toCUBs that are generated at electric utility and independent power productionfacilities and not co-managed with low-volume wastes.

Fly AshFly ash is the largest-volume CUB with
respect to both production and utilization(70.8 and 28.1 million tons in 2004,respectively). It currently finds markets inconcrete manufacturing and in road and otherconstruction applications. However, with a70 percent disposal rate, it is far from beingfully utilized.
Of the 70.8 million tons of fly ash availableannually, approximately 16.5 million tons areused as a replacement for Portland cement inconcrete manufacturing and as a componentof the kiln feed to produce clinker. In 2004,the United States used approximately121 million tons of Portland cement, of whichfly ash with acceptable properties could havereplaced at least 30 percent (36.1 million tons).Therefore, substantial opportunity still existsfor fly ash in this market—though not nearlyenough to fully utilize annual production.
High-volume construction is another,potentially large market for fly ash and onefavored by EPA. The ash can be used in roadconstruction, as structural and mine fill, andfor waste stabilization.
In a PPII demonstration project, UniversalAggregates is using spray dryer absorber ash,a mixture of fly ash and spent sorbent, tomanufacture aggregate. According to theUnited States Geological Survey (USGS), theUnited States uses more than 1.2 billion tons/year of crushed stone, sand, and gravel asaggregate. Barriers to tapping this market withfly ash include non-acceptance in some statesof fly ash as a base material, widely varyingspecifications for use where it is accepted, andpotential cost. USGS reports that sand andgravel sold for an average price of $5.28/tonin 2004 (f.o.b. quarry) while crushed stonesold for $6.08/ton. The cost of manufacturedaggregate must be competitive and it mustcontinue to gain acceptance as a safe, reliablematerial. If these conditions are met, thepotential market for manufactured aggregateis expected to be quite large.
15
Bottom AshJust under 50 percent of annual bottom
ash production currently finds a market asstructural fill, road base material, and a snowand ice control product. As acceptance forthese applications increases, these largemarkets have the potential to absorb all ofthe bottom ash produced annually.
The most common uses of boiler slag are roofing granules and blasting grit. However,quantities available are decreasing as cyclone boilers are being retired.
Boiler SlagNearly 90 percent of the boiler slag
currently generated each year is sold on themarket, primarily as blasting grit and roofinggranules. However, much of the slag isproduced in cyclone boilers, which havefallen out of favor due to their high NOX
emissions.

As the older cyclone boilers are retired,the quantities of boiler slag available willdecrease. According to ACAA data,2.57 million tons were produced in 1996compared to 1.97 million in 2004. The boilerslag that is produced will certainly find aready market.
FBC AshThe quantities of available FBC ash are
currently small compared to other forms ofash. However, it already enjoys a utilizationrate of over 50 percent. Its highly alkalinenature makes FBC ash especially useful in soilmodification and to mitigate acid minedrainage. Work is also underway to find a usefor this material in cement manufacturing.
While FBC technology has been availablefor some time, recent trends indicate thatinstallations will increase dramatically in thecoming decade. Therefore, the use of FBCash also needs to grow. If utilization ratesare to be maintained or increased, continuingwork is needed to expand the use of this CUBin its current applications and to develop newways to utilize this important product.
FGD MaterialIn 2004, just under 12 million tons of
synthetic gypsum were produced in U.S.FGD systems, and over 9 million tons weresold. Of product sold, over 8 million tonswent into wallboard.
Because of its purity, which ranges from96 to 99 percent, the CaSO4 · 2H2O producedin FGD systems competes effectively withnatural gypsum. Some wallboard producershave built manufacturing plants near powerplants. When the gypsum is to be used in aremote wallboard plant, transportation costsare critical.
16
Conversely, approximately 17.5 milliontons of CaSO3 FGD material were producedin 2004, but less than 7 percent found amarket, primarily in structural fills andmining applications. It would be relativelyeasy to convert this material to gypsum ifthe market would support it. Conversion ofall CaSO3 FGD material would nearly triplecurrent gypsum production to almost30 million tons/year. An almost certain risein gypsum production will result fromindustry compliance with SO2 emissionrestrictions embodied in EPA’s Clean AirInterstate Rule (CAIR). CAIR is expected togreatly increase the number of plantsequipped with wet FGD systems, which inturn will substantially increase the amountof available FGD gypsum.
Because the United States uses a total ofonly 39 million tons of gypsum/year, andgiven the constraint of transportation costs,it is unlikely that current uses can effectivelyabsorb all FGD material in the future. Tofully utilize future production, developmentof other potential markets must continue,including agriculture, gypsum cement, paper,plastics, pharmaceuticals, food, adhesives,and paint.
Fly ash and FGD material can be used as filler in paints.

DOE-Sponsored CUBDemonstrations
As mentioned earlier, DOE has selectedprojects under the PPII and CCPI programsthat will demonstrate effective use of CUBs.These projects are currently in various stagesof development.
Western GreenbrierOne of the DOE-sponsored projects
intended to increase the use of CUBs is theCCPI project being conducted by WesternGreenbrier Co-Generation, LLC. Thisproject will co-generate electric power andsteam for export to nearby users, as well asproduce cement from a portion of the ashfrom the combustion system.
The Western Greenbrier project, to belocated in Rainelle, WV, will produce75 megawatts (MW) of electric power whileburning beneficiated waste coal. The wastecoal will be obtained from the 4-million tonAnjean waste coal pile. The combustionsystem will be a circulating fluidized bed(CFB). Limestone will be injected into thebed to control SO2. The limestone will beconverted to lime in the CFB. SO2 removalwill be enhanced with a spray dryerabsorber (SDA). Particulate matter will becontrolled in a pulse jet baghouse locateddownstream of the SDA. A portion of thefly ash/lime mixture removed by thebaghouse will be hydrated and recycled.The balance will be used for remediationof the acid runoff from the Anjean wastecoal pile.
Spent bed material (lime and ash) will beprocessed in a horizontal kiln to produceclinker, which will then be crushed toproduce a fast-setting, high-strength cement.
University of KentuckyAnother CCPI project that will
demonstrate ash processing is beingsponsored by the University of Kentucky.Collaborators in this project are CEMEXUSA and LG&E Corporation, the parent ofKentucky Utilities (KU). The demonstrationwill be carried out at KU’s Ghent PowerStation. The technology being demonstratedwill process the ash from a boiler andconvert it all into saleable products. Thedemonstration will also use the plant’s ashpond as a feed source during boiler outagesor when demand for the ash product is high.
17
The process moves the ash through a seriesof separation equipment that includes screens,crushers, hydraulic classifiers, concentratingspirals, sieve bends, flotation cells, and dryers.The end result is a series of products thatcompletely utilize the boiler ash. Theseproducts are pozzolan, lightweight aggregate,fill-sand, unburned carbon, and cenospheres.
Light-weight concrete block made with CUBs.(Photo courtesy of FlexCrete Building Systems, LC.)

Universal AggregatesThis PPII project is being conducted by
Universal Aggregates, LLC, at theBirchwood Power Facility in King GeorgeCounty, VA. This demonstration willtransform 115,000 tons/year of spray dryersolids into 167,000 tons/year of lightweightaggregates that can be used to manufacturelight- and medium-weight masonry blocks.
In this process, spray dryer ash is mixedwith water and other recycled products andfed to a mixer that produces a moist,granular material. The product from themixer is fed directly to an extruder thatproduces short, soft, wet extrusions (greenpellets). These are sent to a slow-turningtumbler where the green pellets are mixedwith a dry embedding material. Theembedding material coats the green pelletsto keep them from agglomerating and to fillvoids between the pellets to cushion themduring subsequent processing. The greenpellets are then fed to a curing vessel wherethey are allowed to cure via cementitious/pozzolanic reactions. The hardened pelletsare screened to remove fines and embeddingmaterial and sent to storage or to a finalcrushing and screening process to generatethe final product.
Other ProjectsIn addition to these PPII and CCPI
projects, DOE is sponsoring 10 additionalprojects under the Combustion ByproductsRecycling Consortium, which is managed bythe National Energy Technology Laboratoryand the West Virginia University WaterResearch Institute. These projects have a totalvalue of over $1.8 million.
18
Examples of Best-Practice Utilization ofCUB MaterialsWe Energies
We Energies (Wisconsin Electric Powerand Wisconsin Gas LLC) is a leader in CUButilization, with more than 98 percent of itstotal CUB production (645,000 tons/year)going to reuse applications. The utilitydeveloped a patented process designed toremove coal ash from company landfills andrestore the land in accordance with allapplicable regulations. The process includesidentifying a disposal site that has theappropriate CUBs and excavating covermaterials to access the deposited ash. Aportion of the ash is recovered to determineloss-on-ignition (LOI) value. If it is costeffective to do so, the ash material is removedto a pulverized coal furnace for reburning,utilizing one of two coal ash beneficiationprocesses developed by We Energies. Theseprocesses convert a high-carbon ash into amore useable and marketable product whileextracting its residual fuel heating value.
The utility also patented a process toremove ammonia (NH3) compounds from flyash. This process is applicable to ashgenerated from units equipped with selectivecatalytic reduction (SCR) or selective non-catalytic reduction (SNCR) technologies,which use NH3 to control NOX. The processinvolves the application of heat to the ashusing a high-temperature air slide. WeEnergies patented two processes related tothe use of fly ash in producing metal matrixcomposites (e.g., aluminum casings).Prototype automotive parts, such asmanifolds and brake drums, have beenproduced for testing. In these types ofproducts, fly ash is used in the composite toalter the density, hardness, crack propensity,and mechanical properties of the metalmatrix. These composite materials holdpromise for producing lower cost alloys andproviding a higher value use for fly ash.
We Energies also has a patent (and onepending) for producing controlled low-strength material and concrete material thatis less electr ically resistant. Thesematerials have potential applications in theutility and construction industry forelectrical grounding, lightning protection,transportation system sensors, and iceprevention on bridges, sidewalks, andairport runways.
The utility has also produced a structurallightweight aggregate that blends a mixtureof fly ash, paper mill sludge, and municipalwastewater sludge. The process pelletizesand dries the mixture, then fires the pelletsin a co-current flow rotary kiln to producea low-density, ceramic aggregate. From1994 to 2000, We Energies owned andoperated a commercial-scale pilot plant forthe production of this product.
Great River EnergyGreat River Energy markets fly ash from
the Coal Creek Power Station, a 1,100-MWplant, located in Underwood, ND, and theStanton Station, a 180-MW plant locatednear Stanton, ND. Sales of fly ash in 2004from the Coal Creek Power Station areprojected to have been about 390,000 tonsout of the 440,000 tons produced. Asignificant portion of the fly ash marketedfrom both plants is mixed with cement tomake concrete that is stronger and moredurable than concrete made with cementalone. In addition, the fly ash from theseplants is being used by the Amerada HessCorporation to restore oil production sitesin North Dakota after oil rigs are removed.It is also used in manufacturing FlexCrete(an aerated concrete) that will be used to helpconstruct the National Energy TechnologyTraining and Education Center at BismarckState College. The fly ash is also being testedin new product development for ceramic tilesand a spray product to protect and extendthe life of wooden power transmission poles.
Charah Inc.Charah has explored new ways to bag
concrete mix to address issues of cleanlinessand container damage loss to appeal to big-box retailers, who are the largest sellers ofthese products. Working with AutomaticPackaging Machinery of Atlanta, GA, andConcetti of Rome, Italy, Charah developeda method to successfully place its CUB-based concrete mix into totally sealedplastic bags fitted with two handles. Inaddition, the plastic bags are more durablethan paper bags. These innovations willeliminate leakage problems experienced byretailers and make the product moreappealing to consumers.
Charah built a manufacturing plant inVirginia that started production in Januaryof 2005. This plant includes automated,state-of-the-art equipment and will have thecapacity to annually produce six millionbags of the CUB-based concrete mix. Overthe next three years, Charah plans to buildseven additional manufacturing plants toutilize ash resources throughout the UnitedStates.
EERCThe University of North Dakota Energy
and Environmental Research Center (EERC)has the country’s most extensive researchprogram focused on the release of mercuryvia leachates and vapor from CUBs impactedby mercury emission controls. EERC hasdeveloped the following technologies:
• Methods for determining the directleachability of mercury from CUBs
• Methods for evaluating vapor-phasetransport of mercury
• A method to evaluate the release of mercuryfrom CUBs at elevated temperatures (upto 750 °C) in real time
• Experimental protocols to evaluate theeffect of microbiological activity on CUBleachate.
19
The DOE Clean Coal Technology Programs
The DOE commitment to clean coal development has progressed through threephases. First was the Clean Coal Technology Demonstration Program (CCTDP),a model of government and industry cooperation that advanced DOE’s missionto foster secure and reliable energy systems.
With 33 of its 34 active projects completed, the CCTDP has yielded technologiesthat provide a foundation for meeting future energy demands and utilizing thevast U.S. reserves of coal in an environmentally sound manner. Begun in 1985,the CCTDP represents a total investment value of nearly $3.3 billion. DOE’sshare of the total cost is about $1.3 billion, or approximately 40 percent. Theprojects’ industrial participants (i.e., non-DOE) have provided the remainder,about $2.0 billion.
Two follow-on programs have been developed that build on the successesof the CCTDP and are patterned after it. The Power Plant ImprovementInitiative (PPII) is a cost-shared program directed toward improved reliabilityand environmental performance of the nation’s coal-burning power plants.Authorized by the U.S. Congress in 2001, PPII involves six projects thatfocus on technologies enabling coal-fired power plants to meet increasinglystringent environmental regulations at the lowest possible cost.
The Clean Coal Power Initiative (CCPI), authorized in 2002, is aimed ataccelerating commercial deployment of advanced technologies to ensure thenation will continue to have clean, reliable, and affordable electricity. Total Federalfunding will equal up to $2 billion over 10 years, with a matching cost share byindustrial participants of at least 50 percent. To date, nine CCPI projects areeither active or in negotiation.

LCRAIn 2004, the Lower Colorado River
Authority (LCRA) achieved a utilizationrate of nearly 150 percent of currentproduction of FGD CUBs by using materialthat was deposited in landfills years ago.LCRA plans to install scrubbers on Units 1and 2 at the Fayette Power Project by 2012and projects that its market willaccommodate the additional volume ofFGD by-products that it anticipatesgenerating in the near future.
LCRA’s bottom ash uses includeproduction of road-base materials (bottomash mixed with fly ash) and brickmanufacturing. Until 2002, LCRA’sutilization rates of bottom ash averagednearly 50 percent. By 2004, LCRA pushedits utilization rate to over 100 percent, againusing stored material produced in earlieryears to make up the difference. Theincreased use is primarily due to a higherlocal demand in surrounding counties forroad-base material. In addition, the demandfor bottom ash as an ingredient in brickincreased when a new brick plant openedin the area. LCRA’s fly ash use, primarilyin ready-mix concrete, road stabilization,and road-base mixtures, has also seen anincrease beyond 100 percent.
Kansas City Power and Light;Lafarge North America; and theUniversity of Missouri, Kansas City
The partners are testing the “Full DepthCold In-Place Recycling of AsphaltPavement.” This process is used torehabilitate low-volume rural roads byrecycling existing asphalt pavement and basematerials in place, instead of hauling themaway and bringing virgin materials to the site.The old road is ground up and left in place.Self-cementing (Class C) fly ash and waterare then mixed in, and the blend is compactedinto a new road base.
20
In ancient times the Romans added volcanic ash to concrete to strengthen structures and roads.
CUBs are used to enhance modern road construction.

PMETPittsburgh Mineral and Environmental
Technology (PMET) developed and patentedthe innovative Brixx Technology to producebuilding products. The process producesstand-alone building products from CUBs,including both fly ash and bottom ash. Unlikemany concrete applications, the Brixxprocess can utilize fly ash with LOIexceeding 3 percent. The process consists ofmixing the raw materials, pressing themixture into desired shapes, and curing theresulting product. The process producestobormorite (a calcium silicate hydrate)crystals in the Brixx product that result in astrong, weather-resistant material. PMET hastaken this technology from a laboratory-scaleprocess to the pilot scale. Currently, PMETis producing paving brick as a demonstrationproject for a Pennsylvania Department ofEnvironmental Protection-sponsored EnergyHarvest grant.
The fly ash used in this project has an LOIof 6.3 percent, which is too high to use as anadditive in concrete. The Brixx paving brickshave a compressive strength that exceedsASTM standards. For a full-scale plant, energyconsumption is expected to be 430,000 Btu/ton of product, which is 67 percent less energythan a modern clay brick high-efficiency kiln.Production costs are expected to beapproximately $0.11/piece, compared to anestimated selling price of $0.20. PMETestimates that a plant producing 13.6 millionpaving bricks/year would have a payback timeof two years.
21
Xcel Energy and Lafarge NorthAmerica
During the spring of 2002, Xcel Energyand Lafarge North America demonstrated useof fly ash alongside other materials(including lime and oil emulsions) on a trialhighway project in Randall County, TX. Thepaving contractor used approximately200 tons of CUB material to stabilize the roadbase. The fly ash performance on this projectwas strong compared to the alternativematerials, and Lafarge has seen geotechnicalapplications grow from 20 percent of thestabilization work in the Amarillo market in2002 to 90 percent of the market today.
The success of Xcel Energy andLafarge’s success in the traditional andnontraditional CUB markets in Texas hasresulted in the beneficial use of all of the500,000 tons of CUBs produced annuallyat Xcel’s Harrington and Tolk powerstations. Xcel Energy estimates that in 2003,15,865 tons of these CUBs were used inTexas stabilization projects. Assumingthat 75 percent of fly ash used for soilstabilization replaces the use of lime, thecorresponding ratio of CUB to lime use isabout 2:1. With an emission factor for limemanufacture of 0.17 metric tonnes of carbonequivalent (MTCE)/ton, then greenhousegas emissions reduction attributable to thisCUB use in stabilization projects is1,350 MTCE/year.
CUBs are used in a range of construction materials, including masonry products.
Factors Limiting theUse of CUBsUnburned Carbon on Fly Ash
Increasingly strict limits on U.S. NOX
emissions have led to the widespread useof low-NOX burners, reburning, and overfireair. Often these strategies impair completecoal combustion and produce high-carbonfly ash, which is unsuitable for use incement manufacturing. The excessivecarbon adsorbs concrete’s air-entrainingagent, which impacts the setting process,causes air entrainment problems, andreduces the material’s strength anddurability, especially during freeze-thawconditions.
In some cases, careful design andoperation of low-NOX combustion systemscan mitigate the problem of excessivecarbon. Several organizations have alsodeveloped processes to separate theunburned carbon from the fly ash ordeveloped cement additives to blockadsorption of the air-entraining chemicalsby the carbon. The University of KentuckyCenter for Applied Energy Research iscurrently demonstrating a DOE-sponsoredCCPI project that addresses the formerapplication.
Ammonia Deposition on Fly AshTwo other NOX-reduction technologies—
SCR and SNCR—introduce NH3 into theflue gas. Unreacted NH3, referred to asammonia slip, contaminates the system’s flyash via adsorption or other mechanisms. Thiseffect can be detrimental to both utilizationand disposal of the ash.
In the manufacture of building materials,fly ash must meet permissible limits ofammonia content based on exposure limitsfor employees and product performance.Even if exposure limits are not exceeded,ammonia can present problems for sensitiveindividuals.
If the ash is placed in a landfill, odorbecomes a factor. Further, in landfills,rainwater can leach ammonia along withother components of ash, resulting inviolation of groundwater pollutionregulations.
These effects must be taken into accountin establishing SCR/SNCR operations, andseveral thermal and chemical techniqueshave been developed to counteract the effects
of ammonia slip. One process subjects thefly ash to an additional FBC step to removeboth the unburned carbon and the residualammonia. Another process treats the fly ashwith an alkali, such as lime, to release andrecover the ammonia. In addition, severalmethods have been developed to removeammonia and other pollutants from thewastewater that results from exposure of flyash in landfills to rainwater.
22
Increasing CUB Utilization
In 2003, the ash industry, in partnership with EPA, DOE, and theFederal Highway Administration, established the Coal CombustionProducts Partnership (C2P2). This effort has been successful inmaking end-users, specifiers, regulators, and others aware of howCUBs can enhance highway and construction activities.
C2P2 has also recognized a number of organizations for theirinitiatives to increase the use of CUBs. Awardees exemplify bestpractices for promoting the commercial utilization of CUBs anddemonstrating the environmental benefits that can result.
In mid-2005, a number of C2P2’s founders began working on anew program, the Green Highways Partnership. The partnershipcombines public and private efforts to integrate transportationplanning with environmental protection. This includes addressingsuch factors as watershed protection, ecosystem management,and the use and reuse of recycled industrial materials.
By looking at the design, planning, construction, operation, andmaintenance of transportation systems in the broadestenvironmental context, there will be less impact on theenvironment and many opportunities for collaborativepartnerships. Coal ash and other industrial by-products cancontribute to the greening of America’s highways by conservingnatural materials, reducing greenhouse gas emissions, and loweringoverall costs.
23
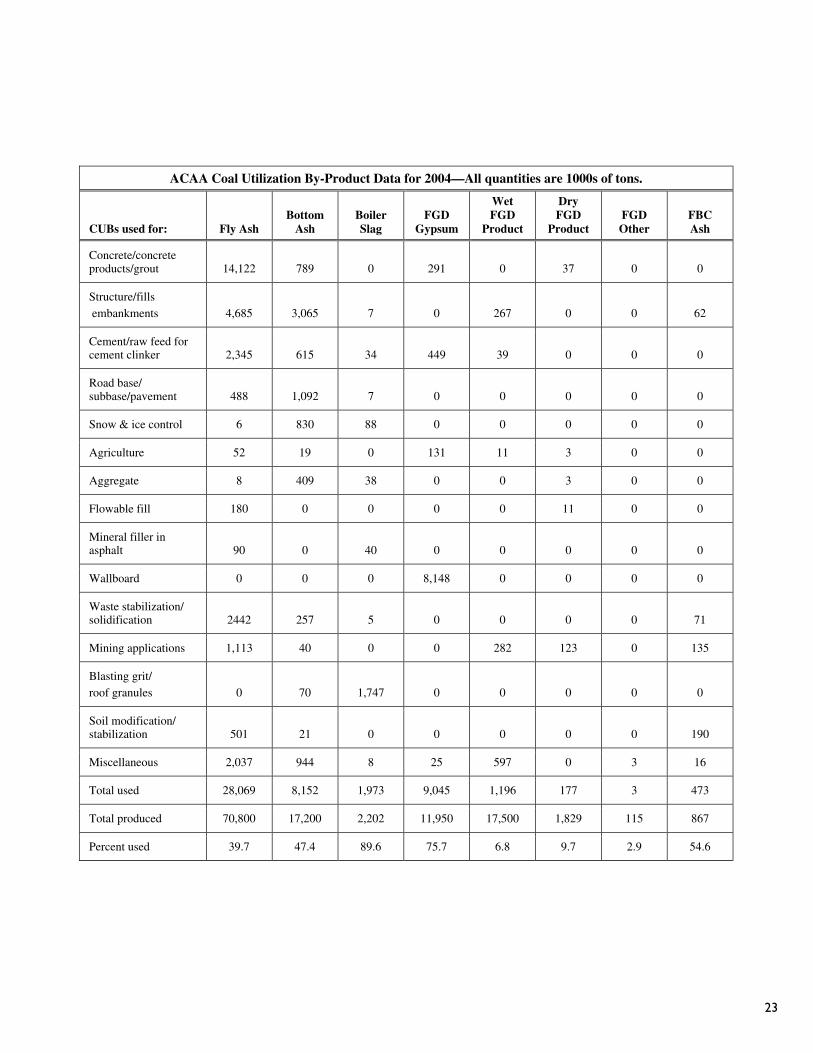
ACAA Coal Utilization By-Product Data for 2004—All quantities are 1000s of tons.
CUBs used for: Fly Ash Bottom
Ash Boiler Slag
FGD Gypsum
Wet FGD
Product
Dry FGD
Product FGD Other
FBC Ash
Concrete/concrete products/grout 14,122 789 0 291 0 37 0 0
Structure/fills embankments 4,685 3,065 7 0 267 0 0 62
Cement/raw feed for cement clinker 2,345 615 34 449 39 0 0 0
Road base/ subbase/pavement 488 1,092 7 0 0 0 0 0
Snow & ice control 6 830 88 0 0 0 0 0
Agriculture 52 19 0 131 11 3 0 0
Aggregate 8 409 38 0 0 3 0 0
Flowable fill 180 0 0 0 0 11 0 0
Mineral filler in asphalt 90 0 40 0 0 0 0 0
Wallboard 0 0 0 8,148 0 0 0 0
Waste stabilization/ solidification 2442 257 5 0 0 0 0 71
Mining applications 1,113 40 0 0 282 123 0 135
Blasting grit/ roof granules 0 70 1,747 0 0 0 0 0
Soil modification/ stabilization 501 21 0 0 0 0 0 190
Miscellaneous 2,037 944 8 25 597 0 3 16
Total used 28,069 8,152 1,973 9,045 1,196 177 3 473
Total produced 70,800 17,200 2,202 11,950 17,500 1,829 115 867
Percent used 39.7 47.4 89.6 75.7 6.8 9.7 2.9 54.6
24
MercuryRecent regulations to control mercury
emissions in stack gases could also have adeleterious effect on the utilization of CUBs.
One method likely to be widely used formercury control is the injection of powdered,activated carbon into the flue gas. Currently,the carbon is removed along with the fly ashusing standard fly ash removal equipment.This results in ash contaminated with highcarbon levels.
We Energies Inc. is conducting a CCPIproject at its Presque Isle Power Plant todemonstrate EPRI’s TOXECON™ mercury-control process. Using this process, the bulkof the fly ash is removed by existing ESPsbefore carbon is injected into the system. Thecarbon is later removed, along with anyresidual ash, via a baghouse installeddownstream of the ESP.
Wet FGD processes can also be effectivefor mercury removal, especially if themercury in the flue gas is in the oxidized statewhen it enters the FGD system. There iscurrently some interest in enhancing theseprocesses to achieve higher levels of mercuryremoval. One concern is the possibility ofFGD by-products containing elevated levelsof mercury. However, tests to date indicatethat mercury contamination will not be aproblem for either the disposal orconstructive use of these CUBs.
A second concern is the re-release ofgaseous mercury during the manufacture ofwallboard, cement, and other products thatcontain FGD CUBs. The Innovations forExisting Plants program of DOE’s NationalEnergy Technology Laboratory is currentlyinvestigating the extent to which such re-releases of mercury may occur.
To Receive AdditionalInformation
To be placed on the Departmentof Energy’s distribution list forfuture information on the CleanCoal Demonstration Programs,the projects they are financing, orother Fossil Energy Programs,please contact:
John L. GrasserDirector, Office of CommunicationFE-5/Forrestal BuildingU.S. Department of Energy1000 Independence Ave., SWWashington, DC 20585202-586-6803202-586-5146 [email protected]
David J. AnnaOffice of Public Affairs CoordinationU.S. Department of EnergyNational Energy TechnologyLaboratoryP.O. Box 10940Pittsburgh, PA 15236-0940412-386-4646412-386-6195 [email protected]
Agriculture is a potentially significant market for gypsum and other CUBs.

25
Contacts for CCTProjects and U.S.DOE CCT Program
Gene KightFE-20/Germantown BuildingU.S. Department of Energy1000 Independence Ave., S.W.Washington, DC 20585-1290301-903-2624301-903-9301 [email protected]
Ronald L. CutrightDirectorAdvanced Energy SystemsDivisionNational Energy TechnologyLaboratoryP.O. Box 880Morgantown, WV 26507-0880304-285-4012304-285-4403 fax
This report is available onthe Internet at:www.netl.doe.gov
ConclusionsCUB reuse carries with it many economic
and environmental advantages, includingcost savings to the power industry,conservation of natural resources and landfilldisposal space, and reduced CO2 emissions.The challenges are to ensure that CUBsproduced are available and salable andcontinue to find profitable market outlets.
Through research and increased publicawareness, these challenges are beingaddressed by government and privatestakeholders. The quantities of CUBsgenerated are increasing, but the utilizationof CUBs is increasing faster.
We have nearly reached the goal of50 percent utilization to be achieved by 2010.With continued product and marketdevelopment, this goal will be met andexceeded, and our nation will have come along way in the responsible stewardship ofits CUBs.
List of Acronyms and AbbreviationsACAA ........................... American Coal Ash Association
ASTM ........................... American Society for Testing and Materials
CaSO3 .......................................... calcium sulfite
CaSO4 .......................................... calcium sulfate
CaSO4•2H20 .................. gypsum
CCPs ............................. coal combustion products
CCPI ............................. Clean Coal Power Initiative
CCWs............................ coal combustion wastes
CFB ............................... circulating fluid bed
CO2 ................................................ carbon dioxide
CCTDP ......................... Clean Coal Technology Demonstration Program
CUBs ............................ Coal Utilization By-Products
DOE .............................. U.S. Department of Energy
EERC ............................ University of North Dakota Energy and Environmental Research Center
EPA ............................... U.S. Environmental Protection Agency
EPRI ............................. Electric Power Research Institute
ESP ............................... electrostatic precipitator
FBC ............................... fluidized bed combustion
FGD .............................. flue gas desulfurization
KU ................................ Kentucky Utilities
LCRA ........................... Lower Colorado River Authority
LOI ............................... loss on ignition
MTCE ........................... metric tonnes of carbon equivalent
MW ............................... megawatts of electric power
NH3 ............................................... ammonia
NOX .............................................. nitrogen oxides
PMET ........................... Pittsburgh Mineral and Environmental Technology, Inc.
PPII ............................... Power Plant Improvement Initiative
RCRA ........................... Resource Conservation and Recovery Act
RD................................. regulatory determination
RTC ............................... Report to Congress
SCR ............................... selective catalytic reduction
SDA .............................. spray dryer absorber
SNCR ............................ selective non-catalytic reduction
SO2 ................................................ sulfur dioxide
USGS ............................ United States Geological Survey
26
BibliographyAmerican Coal Ash Association, Coal Ash:Innovative Applications of Coal CombustionProducts (CCPs), 1998
American Coal Ash Association, 2004 data at http://www.ACAA-USA.org
American Coal Council,http://americancoalcouncil.org
Coal Combustion Products Partnership (C2P2),www.epa.gov/epaoswer/osw/conserve/c2p2/index.htm, www.epa.gov/rcc/c2p2/pubs/pmet.pdf
Combustion Byproducts Recycling Consortium,wvwri.nrcce.wvu.edu/programs/cbrc
Ellison, W., New Frontiers for Byproduct Gypsum,Internal report prepared forU.S. DOE, February 1989
EPRI 2006 Portfolio, P078.002, Technologies andInformation to Increase Use of All CCPs,www.epri.com/portfolio/product.aspx?id=1213&area=25&type=10
Groves, A.W., Gypsum and Anhydrite, OverseasGeological Surveys, Her Majesty’s StationeryOffice, 1958
Kelly, T. and Van Oss, H.G., U.S. Geological Survey,Coal Combustion Products Statistics, June 2004;http://minerals.usgs/gov/minerals/pubs/commodity/coal/#pubs
National Research Council, Managing CoalCombustion Residues in Mines, March 2006
Ramme, B. and Tharaniyil, M., Coal CombustionProducts Utilization Handbook, 2nd Edition, 2004,www.we-energies.com/environmental/ccp_handbook_preface.pdf
U.S. Department of Energy, www.fossil.energy.gov/programs/powersystems/index.html
U.S. Environmental Protection Agency, Using CoalAsh in Highway Construction: A Guide to Benefitsand Impacts,EPA-530-K-05-0002, April 2005
World of Coal Ash, Conference Proceedings,April 2005, www.worldofcoalash.org/index.html
27
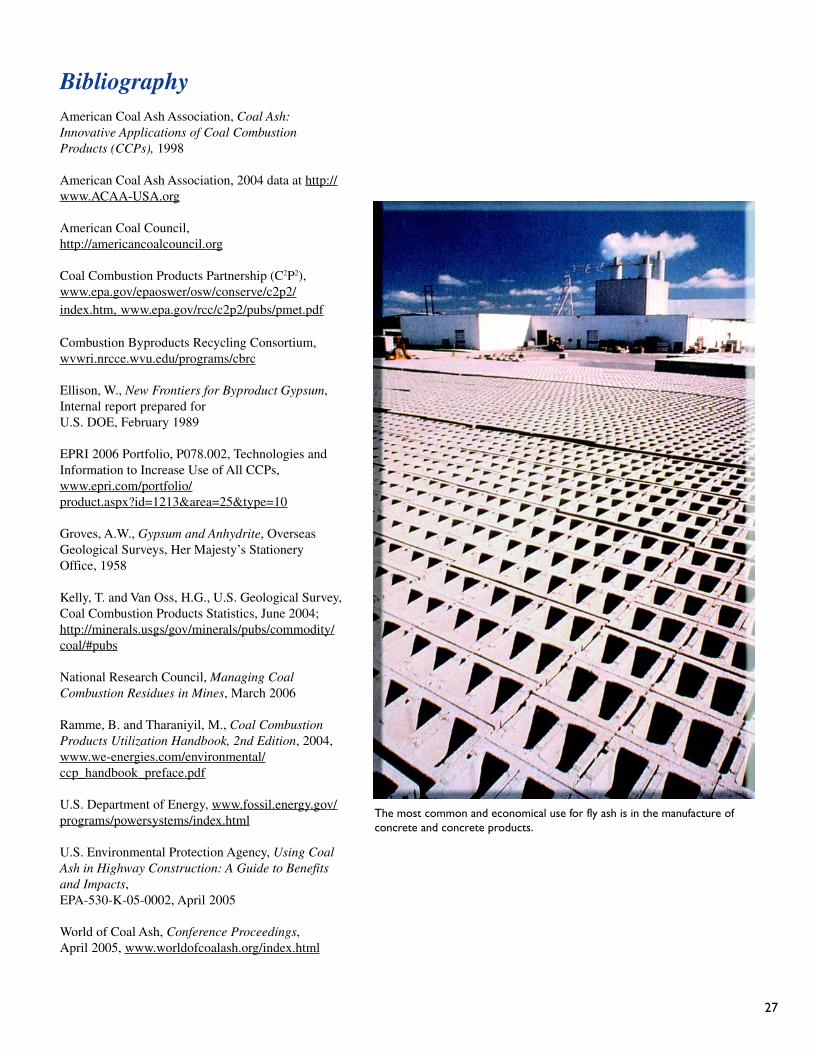
The most common and economical use for fly ash is in the manufacture ofconcrete and concrete products.
National EnergyTechnology Laboratory
1450 Queen Avenue SWAlbany, OR 97321-2198541-967-5892
2175 University Avenue South, Suite 201Fairbanks, AK 99709907-452-2559
3610 Collins Ferry RoadP.O. Box 880Morgantown, WV 26507-0880304-285-4764
626 Cochrans Mill RoadP.O. Box 10940Pittsburgh, PA 15236-0940412-386-4687
One West Third Street, Suite 1400Tulsa, OK 74103-3519918-699-2000
Visit the NETL website at:www.netl.doe.gov
Customer Service:1-800-553-7681
U.S. Department of EnergyOffice of Fossil Energy
Printed in the United States on recycled paper
August 2006