coextrusion'. in: encyclopedia of polymer science and ...nguyen.hong.hai.free.fr/ebooks/science...
TRANSCRIPT

COEXTRUSION
Introduction
Multilayer coextrusion of thermoplastic film and sheet has developed into an im-portant plastic fabrication process, providing large growth opportunities for theplastics industry. Coextruded multilayer plastics are challenging such traditionalmaterials as metals, glass, paper, and textiles.
The attraction of coextrusion is both economic and technical. It is a single-step process starting with two or more plastic materials that are simultaneouslyextruded and shaped in a single die to form a multilayer sheet or film. Thus, co-extrusion avoids the costs and complexities of conventional multistep laminationand coating processes, where individual plies must be made separately, primed,coated, and laminated. Coextrusion readily allows manufacture of products withlayers thinner than can be made and handled as an individual ply. Consequently,only the necessary thickness of a high performance polymer is used to meet aparticular specification of the product. In fact, coextrusion has been used com-mercially to manufacture unique films consisting of hundreds of layers with in-dividual layer thicknesses less than 100 nm (1). It is difficult to imagine anotherpractical method of manufacturing these microlayer structures.
Layers may be used to place colors, bury recycle, screen uv radiation, providebarrier properties, minimize die-face buildup, and to control film-surface proper-ties, for example. Additives, such as antiblock, antislip, and antistatic agents, canbe placed in specific layer positions. High melt strength layers can carry low meltstrength materials during fabrication.
The largest market for coextruded films and sheets is in packaging applica-tions, eg, two- or three-layer films for trash bags or five- to nine-layer structures forflexible and semirigid packages. As many as five different polymers may be used
1Encyclopedia of Polymer Science and Technology. Copyright John Wiley & Sons, Inc. All rights reserved.

2 COEXTRUSION Vol. 2
to obtain heat sealability, barrier, chemical resistance, toughness, formability, andaesthetics. Coextrusion is also suitable for applying thin multilayer films as coat-ings on substrates (2). Growing applications for coextrusion are in automotive,construction, appliance, and food packaging markets (see PACKAGING, FLEXIBLE;BARRIER POLYMERS).
Methods of Coextrusion
Coextruded films are produced by a tubular-blown film process and a flat-die,chill-roll casting process. Capital and operating costs for blown-film vs cast-filmcoextrusion lines are strongly dependent on product mix and utilization. Equip-ment suppliers provide comparative economic evaluations for specific products.Practical cast-film equipment has been discussed previously (3). Coextrusion diesare unique. Extruders used before the die and take-away equipment used after-wards are standard equipment for single-layer film manufacture of blown or castfilm (see EXTRUSION).
Tubular-Blown Film Process. This process is more flexible with regardto the permissible polymer viscosity mismatch, control of film orientation balancein the transverse and machine directions through blow-up ratio, and easy ran-domization of film-thickness variations. Production rates are limited by flow ratesper circumferential length of die (pressure drop) and cooling rates (heat transfer).
Casting Process. The flat-die, chill-roll, cast-film process is more suitablefor high volume production on dedicated lines because of higher output ratesobtained by wide dies and more efficient cooling on chill rolls. Cast films usuallyhave better clarity than blown films because of rapid quenching, but uniaxialorientation can cause the film to split in the machine direction for some structures.
Coextrusion Dies
Tubular-Blown Film Dies (Circular Dies). Tubular coextrusion dieswere the earliest dies used to make multilayer plastic film. Successful designrequires formation of uniform concentric layers in the annular die land formedby the mandrel and adjustable or nonadjustable outer die ring. Early designs in-cluded center-fed dies that had the mandrel supported by a spider (4). Feedportsarranged a concentric melt stream that was pierced by the mandrel as it flowedto the die exit, forming annular layers. Limitations of this early design were dis-continuity and nonuniformity caused by spider-induced weld lines in the layers.
Another early design used stacks of toroidal distribution manifolds, so thatas flow proceeded to the die exit, concentric layers were extruded on one anothersequentially (5). The number of layers could be varied by changing the number oftoroidal manifolds in the stack. The crosshead design of this die eliminated thespider support of the mandrel with its attendant weld-line problem.
The design most commonly used today is the multimanifold spiral mandreltubular-blown film die (Fig. 1a). This die consists of several concentric manifolds,one within the other. The manifolds are supported and secured through the base ofthe die. Each manifold consists of a flow channel that spirals around the mandrel,

Vol. 2 COEXTRUSION 3
(a)
(b)
Fig. 1. (a) A three-layer blown film die and (b) a stackable blown film die.

4 COEXTRUSION Vol. 2
allowing polymer to flow down the channel or leak across a land area to the nextchannel. This flow pattern smoothes out the flow of the polymer and minimizesany weld lines in the final film. While early designs were limited to two or threelayers, dies containing seven or more layers are now offered commercially.
These dies must achieve uniform concentric flow of all layers because it isimpractical to provide circumferential thickness adjustment for each layer. Mostpolymers are non-Newtonian, and polymer viscosity usually decreases with shearrate. Thus, rheological data obtained at the intended extrusion temperature andshear rate are needed to size manifolds and channels for layer uniformity andminimum pressure drop. Frequently, spiral mandrel manifolds, common in single-layer dies, are used to improve circumferential distribution. A well-designed spiralmandrel manifold can be helpful, but streamlining is necessary to minimize stag-nation, residence time, and purging. A manifold design is only optimum for aparticular polymer. Employing a polymer with significantly different propertiesmay require a different manifold insert in the die in order to obtain satisfactorylayer distribution.
Most tubular-blown film lines are designed for oscillation of the die or winderto randomize film thickness variations at the windup and avoid buildup of gaugebands, which can cause problems with film flatness. More layers complicate bear-ing and sealing systems in an oscillating die, but designs have now been refined toemploy new sealing materials that minimize polymer leakage. New designs incor-porate temperature control of individual annular manifolds to permit coextrusionof thermally sensitive polymers.
Another style of tubular-blown film die is the stackable plate die (Fig. 1b).In this style of die, each layer is spread uniformly and formed into a tube in asingle plate. Plates are then stacked on top of each other and the layers are addedsequentially. This style of die is becoming popular for specific applications sincethe number of layers can be adjusted by simply changing the number of plates inthe die.
Tubular coextrusion dies are expensive, and care must be taken when dis-assembling and reassembling them to clean or change parts. Discussions of addi-tional practical design, maintenance, and operating considerations have appeared(6–10).
Flat Dies (Slit Dies). Flat dies, also called slit dies because the orificeis a wide rectangular opening, are used in chill-roll, cast-film coextrusion. Thesedies are used almost exclusively for multilayer coextrusion with sheet thickness>254 µm, as well as in coextrusion coating processes (2), where a multilayer webis extrusion-coated onto a substrate such as paperboard, aluminum foil, plasticfoam, or textiles.
Another commercial application for flat-die coextrusion is biaxially orientedmultilayer films (11) made with the tentering process to improve mechanical prop-erties. Tentered film is biaxially oriented by stretching in the longitudinal andtransverse direction, either sequentially or simultaneously, at uniform optimumtemperature. In sequential stretching, the multilayer extrudate is cooled to asuitable orientation temperature on a first set of rolls and then stretched in themachine direction between a second set of rolls which is driven faster than thefirst set. The uniaxially stretched film then enters a tentering frame, which hastraveling clips that clamp the edge of the film. The clips are mounted on two

Vol. 2 COEXTRUSION 5
C
B
A
Fig. 2. Cross-sectional view of three-layer internal-combining multimanifold flat film orsheet die.
tracks that diverge inside a temperature-controlled oven increasing film width toprovide transverse stretch. The film is then heat set and cooled. Simultaneoustentering frames are also used which feature accelerating clips that stretch thefilm longitudinally as they diverge transversely.
Two basic die types used in flat-die coextrusion systems are multimanifolddies and the feedblock/single-manifold die. A hybrid combines feedblocks with amultimanifold die.
Multimanifold Dies. For each layer, these dies have individual manifoldsthat extend the full width of the die. Each manifold is designed to distribute itspolymer layer uniformly before combining with other layers outside the die (ex-ternal combining) or inside the die before the final die land (internal combining).
External-combining dies are typically limited to two-layer coextrusion be-cause two slit orifices must be individually adjusted with die-lip adjusting bolts.The webs are combined at the roll nip.
In principle, internal-combining dies are similar to multimanifold-tubular-coextrusion dies, except that the manifolds are flat (Fig. 2). With these dies, it ispossible to regulate flow across the width by profiling an adjustable restrictor barin each manifold to help obtain uniform distribution. However, wide dies requirenumerous adjusting bolts on each layer manifold along with die-lip adjustmentto control final thickness; this can make them difficult to operate. Multimanifolddies have been sold, capable of coextruding five and six layers; they are expensiveand require skilled operators. The principal advantage of multimanifold dies isthe ability to coextrude polymers with very different viscosities since each layeris spread independently prior to combining.
A significant disadvantage of wide multimanifold dies is difficulty in coex-truding very thin layers, such as thin cap (surface) layers, or thin adhesive (tie)layers used to bond two dissimilar polymers. Often these thin layers representonly 1 or 2% of the total structure thickness and are therefore extruded at a rela-tively low rate. With wide dies it is difficult to obtain uniformity when extrusion

6 COEXTRUSION Vol. 2
Transition channel
Layered sheet or film
Directionof flow
Feedports meterlayers of polymers
Fig. 3. The principle of the feedblock for coextruding multilayer film or sheet. Number oflayers is equal to number of feedports.
rate per width is very low. Also, it is difficult to coextrude thermally- sensitivepolymers such as poly(vinyl chloride) (PVC) and poly(vinylidene chloride) copoly-mers (PVDC) in wide dies because slow-moving material near the walls greatlyincreases residence time and thermal exposure.
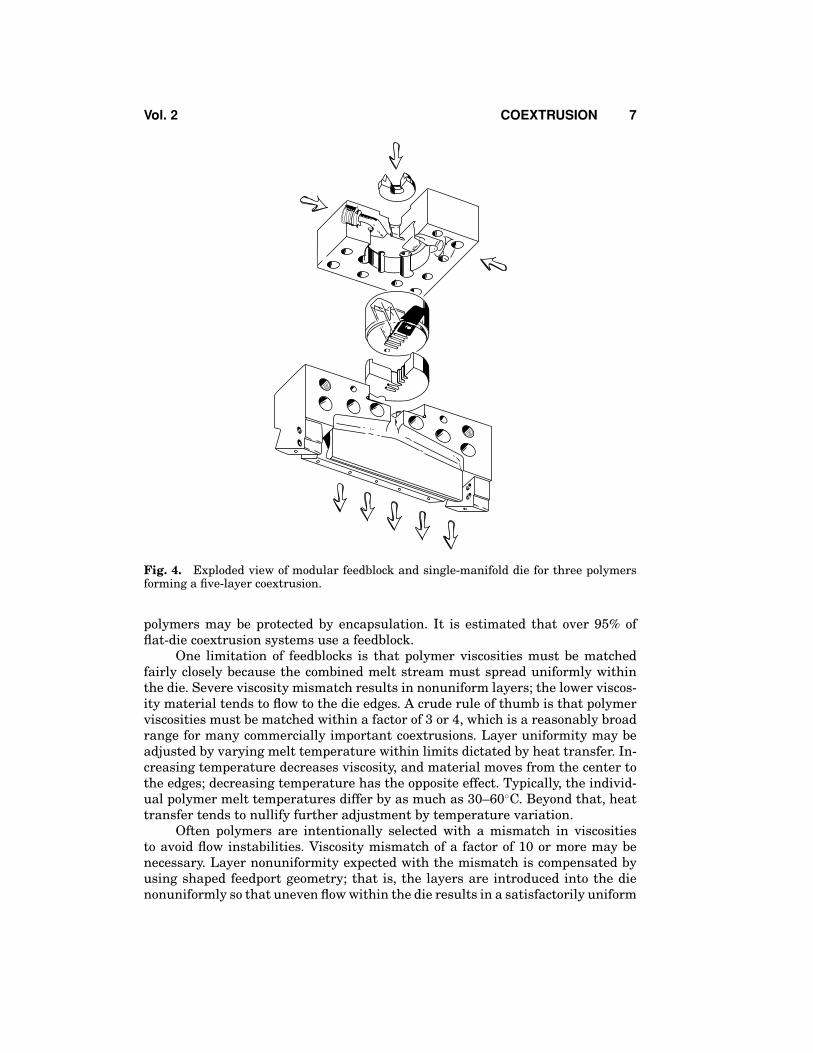
Feedblock/Single-Manifold Dies. The feedblock method of flat-die coextru-sion, originally developed and patented by The Dow Chemical Company, uses afeedblock before a conventional single-manifold die (12,13). A layered melt stream,which is prearranged ahead of the die inlet by the feedblock is extended to thewidth of the die as it is reduced in thickness (Fig. 3). Polymer melts from eachextruder can be subdivided into as many layers as desired in the final product.Feedports arrange metered layers in required sequence and thickness proportions.A commercial feedblock/single-manifold die system is shown in Figure 4. Modularfeedblock design similar to that illustrated can be used to change the number,sequence, or thickness distribution of layers by changing a flow programmingmodule in the feedblock. Programming modules consist of machined flow chan-nels designed to subdivide and direct flow of each material to specific locationsand proportions required by the product.
The shape of the multilayer melt stream entering the die inlet can be round,square, or rectangular, as long as the feedblock is properly designed to deliver thelayers to the die with constant composition (14). Some feedblock suppliers preferround die entry design for ease of machining or retrofitting to old dies. Othersprefer square or rectangular die entries for ease of design and minimization ofshape change as the layer interfaces are extended to the rectangular die orifice.A thermally sensitive polymer can be encapsulated by stable polymers so that itdoes not contact the die walls, thus reducing residence time.
The fact that the multilayer stream at the die inlet is narrow (∼2.5–10 cm)compared to die width makes it relatively easy to meter thin surface or adhesivelayers.
The versatility of the feedblock has made it the most popular flat-die co-extrusion method. Large numbers of layers may be coextruded, layer structuremay be readily altered with interchangeable modules, and thermally sensitive
Vol. 2 COEXTRUSION 7
Fig. 4. Exploded view of modular feedblock and single-manifold die for three polymersforming a five-layer coextrusion.
polymers may be protected by encapsulation. It is estimated that over 95% offlat-die coextrusion systems use a feedblock.
One limitation of feedblocks is that polymer viscosities must be matchedfairly closely because the combined melt stream must spread uniformly withinthe die. Severe viscosity mismatch results in nonuniform layers; the lower viscos-ity material tends to flow to the die edges. A crude rule of thumb is that polymerviscosities must be matched within a factor of 3 or 4, which is a reasonably broadrange for many commercially important coextrusions. Layer uniformity may beadjusted by varying melt temperature within limits dictated by heat transfer. In-creasing temperature decreases viscosity, and material moves from the center tothe edges; decreasing temperature has the opposite effect. Typically, the individ-ual polymer melt temperatures differ by as much as 30–60◦C. Beyond that, heattransfer tends to nullify further adjustment by temperature variation.
Often polymers are intentionally selected with a mismatch in viscositiesto avoid flow instabilities. Viscosity mismatch of a factor of 10 or more may benecessary. Layer nonuniformity expected with the mismatch is compensated byusing shaped feedport geometry; that is, the layers are introduced into the dienonuniformly so that uneven flow within the die results in a satisfactorily uniform
8 COEXTRUSION Vol. 2
Feed inletSelector plug
Distribution pin
Melt stream
Adjustable vane
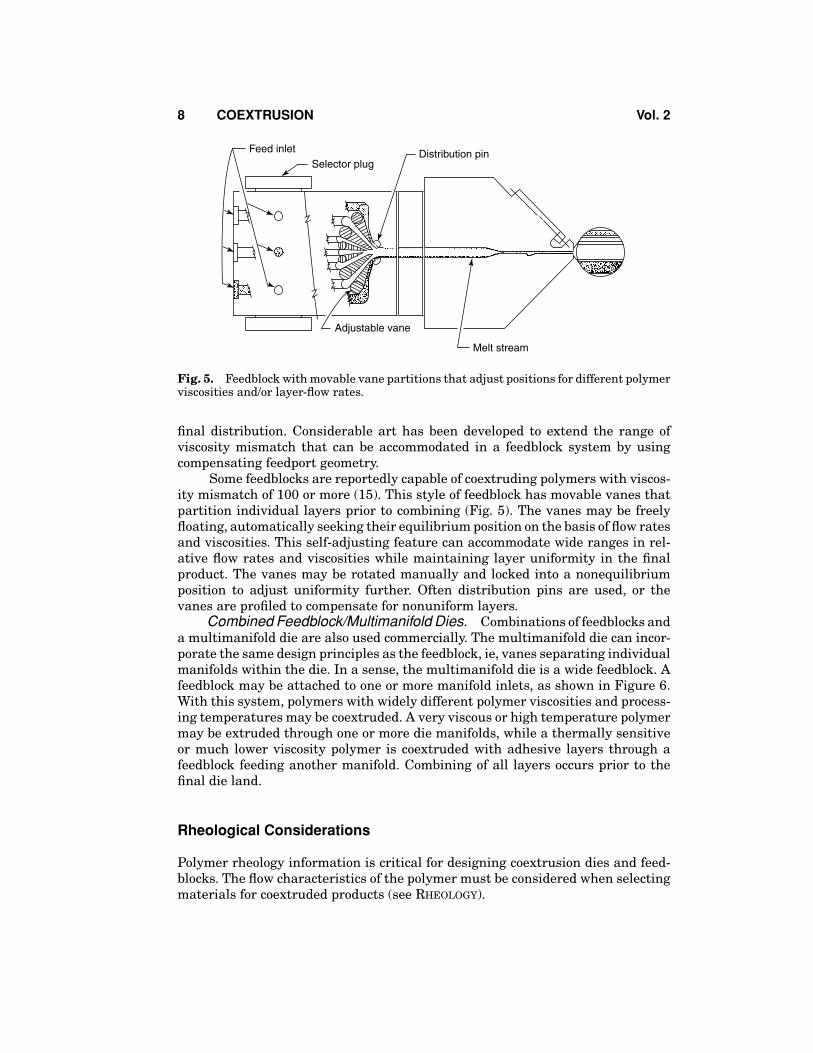
Fig. 5. Feedblock with movable vane partitions that adjust positions for different polymerviscosities and/or layer-flow rates.
final distribution. Considerable art has been developed to extend the range ofviscosity mismatch that can be accommodated in a feedblock system by usingcompensating feedport geometry.
Some feedblocks are reportedly capable of coextruding polymers with viscos-ity mismatch of 100 or more (15). This style of feedblock has movable vanes thatpartition individual layers prior to combining (Fig. 5). The vanes may be freelyfloating, automatically seeking their equilibrium position on the basis of flow ratesand viscosities. This self-adjusting feature can accommodate wide ranges in rel-ative flow rates and viscosities while maintaining layer uniformity in the finalproduct. The vanes may be rotated manually and locked into a nonequilibriumposition to adjust uniformity further. Often distribution pins are used, or thevanes are profiled to compensate for nonuniform layers.
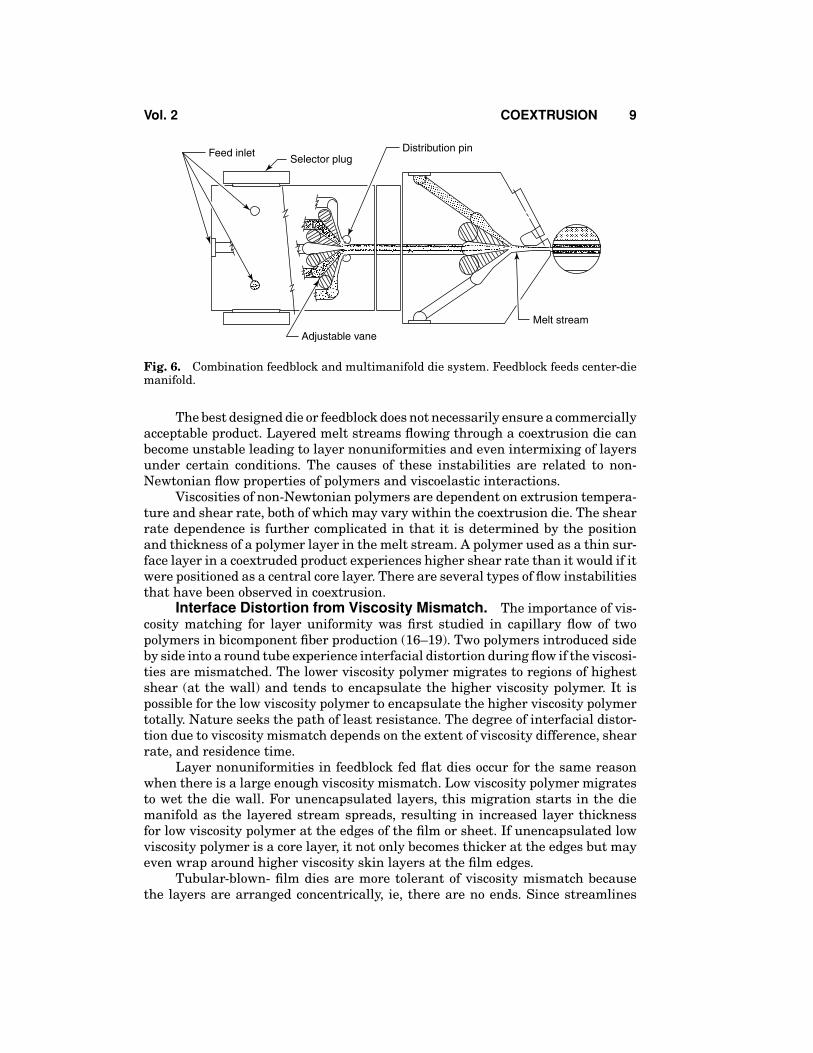
Combined Feedblock/Multimanifold Dies. Combinations of feedblocks anda multimanifold die are also used commercially. The multimanifold die can incor-porate the same design principles as the feedblock, ie, vanes separating individualmanifolds within the die. In a sense, the multimanifold die is a wide feedblock. Afeedblock may be attached to one or more manifold inlets, as shown in Figure 6.With this system, polymers with widely different polymer viscosities and process-ing temperatures may be coextruded. A very viscous or high temperature polymermay be extruded through one or more die manifolds, while a thermally sensitiveor much lower viscosity polymer is coextruded with adhesive layers through afeedblock feeding another manifold. Combining of all layers occurs prior to thefinal die land.
Rheological Considerations
Polymer rheology information is critical for designing coextrusion dies and feed-blocks. The flow characteristics of the polymer must be considered when selectingmaterials for coextruded products (see RHEOLOGY).
Vol. 2 COEXTRUSION 9
Melt stream
Adjustable vane
Feed inletSelector plug
Distribution pin
Fig. 6. Combination feedblock and multimanifold die system. Feedblock feeds center-diemanifold.
The best designed die or feedblock does not necessarily ensure a commerciallyacceptable product. Layered melt streams flowing through a coextrusion die canbecome unstable leading to layer nonuniformities and even intermixing of layersunder certain conditions. The causes of these instabilities are related to non-Newtonian flow properties of polymers and viscoelastic interactions.
Viscosities of non-Newtonian polymers are dependent on extrusion tempera-ture and shear rate, both of which may vary within the coextrusion die. The shearrate dependence is further complicated in that it is determined by the positionand thickness of a polymer layer in the melt stream. A polymer used as a thin sur-face layer in a coextruded product experiences higher shear rate than it would if itwere positioned as a central core layer. There are several types of flow instabilitiesthat have been observed in coextrusion.
Interface Distortion from Viscosity Mismatch. The importance of vis-cosity matching for layer uniformity was first studied in capillary flow of twopolymers in bicomponent fiber production (16–19). Two polymers introduced sideby side into a round tube experience interfacial distortion during flow if the viscosi-ties are mismatched. The lower viscosity polymer migrates to regions of highestshear (at the wall) and tends to encapsulate the higher viscosity polymer. It ispossible for the low viscosity polymer to encapsulate the higher viscosity polymertotally. Nature seeks the path of least resistance. The degree of interfacial distor-tion due to viscosity mismatch depends on the extent of viscosity difference, shearrate, and residence time.
Layer nonuniformities in feedblock fed flat dies occur for the same reasonwhen there is a large enough viscosity mismatch. Low viscosity polymer migratesto wet the die wall. For unencapsulated layers, this migration starts in the diemanifold as the layered stream spreads, resulting in increased layer thicknessfor low viscosity polymer at the edges of the film or sheet. If unencapsulated lowviscosity polymer is a core layer, it not only becomes thicker at the edges but mayeven wrap around higher viscosity skin layers at the film edges.
Tubular-blown- film dies are more tolerant of viscosity mismatch becausethe layers are arranged concentrically, ie, there are no ends. Since streamlines

10 COEXTRUSION Vol. 2
cannot cross each other, further migration cannot occur. However, good die designis required to obtain concentric layers.
Interface Distortion from Viscoelasticity. While matching the viscosi-ties of adjacent layers has proven to be very important, the effect of polymerviscoelasticity on layer thickness uniformity is also important (20–24).
It has been shown that polymers that are comparatively high in elasticityproduce secondary flows normal to the primary flow direction in a die that candistort the layer interface. This effect becomes more pronounced as the width of aflat die increases. Appropriate shaping of the die channels can minimize the effectof layer interface distortion due to elastic effects.
Coextruding a structure that contains layers of polymers with low and highlevels of elasticity can cause interface distortion because of the differences inelasticity between the layers in flat dies. The effect is typically not observed intubular dies.
Flow Instability. Interface distortion causes thickness nonuniformities,but the interface remains smooth. Other instabilities result in irregular inter-faces and even layer intermixing in severe cases. These instabilities are relatedto viscoelasticity in non-Newtonian polymers. At low output rates, low amplitudewaviness of the interface is observed, which is barely noticeable to the eye andmay not interfere with the functionality of the multilayer film. At higher outputrates, the layer distortion becomes more severe. If a large amplitude waveform de-velops in the flowing multilayer stream within the die, the velocity gradient cancarry the crest forward and convert it into a fold. Multiple folding results in an ex-tremely jumbled, intermixed interface. This type of instability has been observedin tubular-blown film dies, multimanifold dies, and feedblock/single-manifold dies.
This instability develops in the die land, and its onset can be correlated witha critical interfacial shear stress for a particular polymer system (2). The mostimportant variables influencing this instability are skin-layer viscosity, skin-to-core thickness ratio, total extrusion rate, and die gap. Although the interfacialshear stress does not cause instability, elasticity is related to shear stress, andinterfacial stress is used to correlate variables for a particular system.
Interfacial instability in a number of coextruded polymer systems has beenexperimentally correlated with viscosity ratios and elasticity ratios (25), and asimplified rheology review has been given (26).
This type of interfacial instability can be reduced or eliminated by increasingskin-layer thickness, increasing die gap, reducing total rate, or decreasing skin-layer polymer viscosity. These methods may be used singly or in combination.These remedies reduce interfacial shear stress, and stable flow results when itis below the critical stress for the polymer system being coextruded. Most oftenskin-layer polymer viscosity is decreased. In feedblock coextrusion the resultantviscosity mismatch imposed by this remedy can cause variations in layer thicknessas discussed earlier. Shaped skin layer feedslots are then used to compensate.
Other types of instabilities may exist, for example, a problem has been ob-served in feedblock coextrusion of axisymmetric sheet (27). A wavy interface isalso characteristic of this instability, but the wave pattern is more regular whenviewed from the surface. The instability originates in the die, well ahead of thedie land, and internal die geometry influences both the severity and pattern.For a given die geometry, the severity of instability increases with structureasymmetry and some polymers are more susceptible to unstable flow than others.

Vol. 2 COEXTRUSION 11
It has been suggested that this type of instability may be related to the extensionalrheological properties of the polymers used in the coextruded structure (28).
No complete predictive theory exists for these complicated rheological inter-actions, but the accumulated experience of polymer producers, equipment suppli-ers, and experienced fabricators provides guidance in polymer selection.
Polymers for Coextruded Films
Polymers are chosen for individual layers to achieve special combinations of prop-erties, eg, mechanical strength and stiffness, gas and water-vapor barrier, oil andgrease barrier, heat seal, hot tack, Adhesion, optics, formability, machinability,and economics. Individual layers may be pure polymers or blends, sometimes withregrind or recycled scrap. The polymer layers are often formulated with color, an-tislip, antiblock, antistats, processing aids, fillers, biocides, oxygen scavengers,antifogs, flame retardants, nucleating agents, and stabilizer additives to enhancelayer characteristics (29–35) (see ADDITIVES). Adhesive polymers are used as tielayers to bond dissimilar polymers that do not normally adhere to each other (seeADHESIVE COMPOUNDS).
Common polymers used in coextrusion applications are listed below withtheir abbreviations:
Name Abbreviation
Low density polyethylene LDPEMedium density polyethylene MDPEHigh density polyethylene HDPEHigh molecular weight, high density polyethylene HMW-HDPELinear low density polyethylene LLDPEUltralow density polyethylene ULDPEPolyolefin plastomer POPEthylene–styrene interpolymer ESIEthylene–vinyl acetate EVAEthylene–acrylic acid EAAEthylene–methyl acrylate EMAEthylene–ethyl acrylate EEACyclic olefin copolymer COCEthylene–n-butyl acrylate EnBAEthylene–methacrylic acid copolymer EMAAEthylene–methacrylic acid salts IonomerEthylene–vinyl alcohol EVOHPoly(vinyl alcohol) PVOHPolyamide PAPoly(vinyl chloride) PVCPoly(vinylidene chloride) copolymers PVDCPolypropylene PPPolybutylene PBPoly(ethylene terepthalate) PETGlycol modified polyester PETGPoly(ethylene napthalate) PEN

12 COEXTRUSION Vol. 2
Name Abbreviation
Poly(methyl methacrylate) PMMAPoly(hydroxyaminoether) PHAEPolycarbonate PCPolystyrene PSHigh impact polystyrene HIPSAcrylonitrile–methyl acrylate copolymer AN/MAAcrylonitrile copolymers ANAcrylonitrile–butadiene–styrene polymers ABSStyrene–butadiene block copolymer SB
See ETHYLENE POLYMERS, LDPE; ETHYLENE POLYMERS, HDPE; ETHYLENE
POLYMERS, LLDPE; VINYL ALCOHOL POLYMERS; VINYL CHLORIDE POLYMERS;VINYLIDENE CHLORIDE POLYMERS (PVDC); POLYAMIDES, PLASTICS; POLYESTERS,THERMOPLASTIC; PROPYLENE POLYMERS (PP); METHACRYLIC ESTER POLYMERS;ACRYLONITRILE POLYMERS; STYRENE POLYMERS (PS); IONOMERS.
An individual polymer usually can provide several functions, but selectionfor each layer is determined by the key property that the polymer can contributeto the total film for a specific application.
Mechanical Properties. The coextruded film must have adequate ten-sile and impact strength, tear resistance, elongation, and puncture resistance forpackage integrity. LDPE, LLDPE, POP, HDPE, PP, nylon, ionomer, and EAA aretypical resins used for toughness. Significant catalyst development has resulted invarious forms of polyethylene copolymers. Ziegler–Natta catalysts produce linearcopolymers with a broad short-chain branch distribution and a broad molecularweight distribution. Metallocene catalysts produce copolymers with a more homo-geneous comonomer distribution and a narrower molecular weight distribution.Constrained geometry catalysts produce copolymers with a small but significantamount of long-chain branching, in addition to any short-chain branching fromthe comonomer, as well as with a more homogeneous comonomer distributionand a narrower molecular weight distribution. Metallocene and constrained ge-ometry catalysts allow higher levels of comonomer and molecular tailoring forspecific properties. In general, metallocene and constrained geometry catalystshave better optical properties, ESCR, impact strength, puncture strength, andtensile strength than Ziegler–Natta catalyst polymers. The lower density copoly-mers made possible with metallocene and constrained geometry catalysts, POP,demonstrate enhanced breathability for controlled atmosphere packaging appli-cations. The lower density resins also have lower melting points and may be usedas heat seal resins with good hot tack and seal integrity, allowing them to be sub-stituted for EVA or ionomers. The open sites of the metallocene and constrainedgeometry catalysts also allow the copolymerization of different comonomers suchas styrene and norbornene with ethylene. Metallocene technology has also beenused for the manufacture of isotactic PP, syndiotactic PP, copolymers of PP withother olefins, and syndiotactic PS (36–45).
Most published film data is derived from monolayer film and as a first ap-proximation, tensile strength of a coextruded film may be estimated from thepercentage of each polymer present in the film according to the law of mixtures,

Vol. 2 COEXTRUSION 13
ie, the summation of the tensile strength per unit thickness of each layer, mul-tiplied by its thickness, divided by total thickness. However, layer interactionscan greatly influence mechanical behavior of composites. Favorable (synergistic)interactions provide mutual interlayer reinforcement (46,47), and the compositeacquires better mechanical properties than expected from summation of the com-ponents as a blend (48–52). For example, when a normally brittle polymer layer issandwiched between ductile layers which can inhibit crack propagation, the brittlelayer may undergo greater deformation than is possible for it as an unsupportedfree film.
Unfavorable layer interactions can lead to mutual interlayer destruction, ie,failure in one layer leads to premature failure in normally ductile layers, causingcatastrophic failure of an entire composite. In this case, the cracked layer acts asa notch to localize stress concentration in adjacent layers.
Layer multiplying enables structures with hundreds or thousands of layersto be produced. A layered melt stream from a feedblock is fed through layer mul-tipliers. In each multiplier, the initial melt stream is divided vertically in two,spread horizontally, and then recombined, resulting in a doubling of the initialnumber of layers. Improved physical properties, mechanical, optical, barrier, andelectronic, have been demonstrated. Synergistic combinations of the properties ofthe component polymers have also been reported. The failure mechanism of micro-layered PC/SAN structures can be controlled, with layer thicknesses in the micronrange demonstrating improved toughness and impact relative to conventionalblends. Microlayering can also produce structures with aligned platelet fillers,demonstrating anisotropic physical, barrier, and electrical properties. Breathablefilms with high water vapor transition rates and good mechanical properties areobtained with a microlayered filled polypropylene/polyethylene oxide system. Anumber of companies have commercialized microlayer structures with unique op-tical properties. These structures have from 100 to 500 layers and total thicknessfrom 1 to 2.5 mil. These films can be tuned to reflect or transmit different segmentsof the visible or near ir portions of the electromagnetic spectrum. Applicationsrange from iridescent decorative films for packaging and labeling to metal freefilms that specularly reflect up to 98% of visible light from any incident angle forelectronic display enhancement. Microlayer structures, with the ability to controlthe interface/volume ratio, have also been used for fundamental interdiffusionand adhesion studies (53–59).
Molecular orientation is another important factor influencing mechanicalproperties of coextruded films (11). Biaxial orientation can greatly improve filmstrength. However, uniaxial or highly unbalanced orientation causes poor trans-verse properties, which result in easy splitting of coextruded films in the machinedirection. This tendency may occur even when a relatively thin layer responds tounidirectional orientation and propagates failure to thicker adjacent layers.
Therefore, although law of mixture calculations for multilayer films may beused for an approximate estimate of strength, it is inadequate for predicting layerinteractions and ultimate film performance.
Mechanical properties measured on coextruded films include the effect oforientation during processing, as well as polymer–layer interactions. Optimizationof film properties by plotting property against percentage composition of polymercombinations yields the most comprehensive picture of film performance.

14 COEXTRUSION Vol. 2
Table 1. Oxygen Permeabilities
Resina nmolm·s·GPa
mL·milm2·d·atm
mL·mil100in·2d·atm
EVOH 0.04 0.3 0.02b
PVDC 0.3 2.3 0.15Nitrile barrier resin 1.6 12.4 0.8Nylon-6 5.2 40.3 2.6Polyester 7 54 3.5Rigid PVC 10–40 78–310 5–20Polypropylene 300 2300 150.0HDPE 300 2300 150.0PS 700 5400 350.0LDPE 840 6500 420.0aSee listed abbreviations in “Polymers for Coextruded Films” section.bDry only.
Gas-Barrier Properties. Coextruded films are often used to provide a bar-rier to gases (oxygen, nitrogen, and carbon dioxide) and water vapor in packagingapplications. PVDC, EVOH, acrylonitrile, nylon, PVC, and PET provide varyingdegrees of barrier to gases, flavor and aroma components, and organic fractions(60,61). A variety of nylon polymers are available including nylon-6, nylon-6,6,nylon-11, nylon-12, amorphous nylon, and MXD-6 (62) (see POLYAMIDES, PLASTICS).Coextruded films with liquid crystalline copolymers as well as with PCTFE havebeen reported (63–65). Poly(hydroxyaminoether) thermoplastics for barrier pack-aging have recently been commercialized (66). Table 1 gives comparative oxygenpermeabilities for several plastics based on 25.4-µm thickness at 23◦C. Variousaspects of film barriers have been reviewed (67–70) (see BARRIER POLYMERS).
At steady state, gas-transmission rate through a given layer is inverselyproportional to its thickness. The total transmission rate through a multilayerfilm may be calculated by treating the contribution of each layer as resistancesin series (71). For many coextruded films the overall transmission rate is con-trolled by the high barrier layer, ie, the layer with lowest transmission rate. Gas-transmission rates through polymers increase with temperature. Some polymers,such as EVOH, are moisture-sensitive, and oxygen-transmission rate increaseswith relative humidity. Therefore, application of coextruded barrier films to pack-aging requires knowledge of the package environment during filling, processing,shipping, and storage. Data comparing EVOH and PVDC suggest an aggregateoxygen exposure index to evaluate barrier coextrusions under varying environ-mental conditions (72).
Inadequate understanding of product barrier requirements poses a package-design problem in predicting adequate shelf life from gas-transmission data.
Langmuir kinetic theory has been discussed for prediction of barrier require-ments (73), but packagers still must rely on extensive shelf life testing of individualfood products in candidate barrier films.
Table 2 gives water vapor transmission rates for several polymers. The rank-ing of polymers for water vapor transmission is different from ranking them for
Vol. 2 COEXTRUSION 15
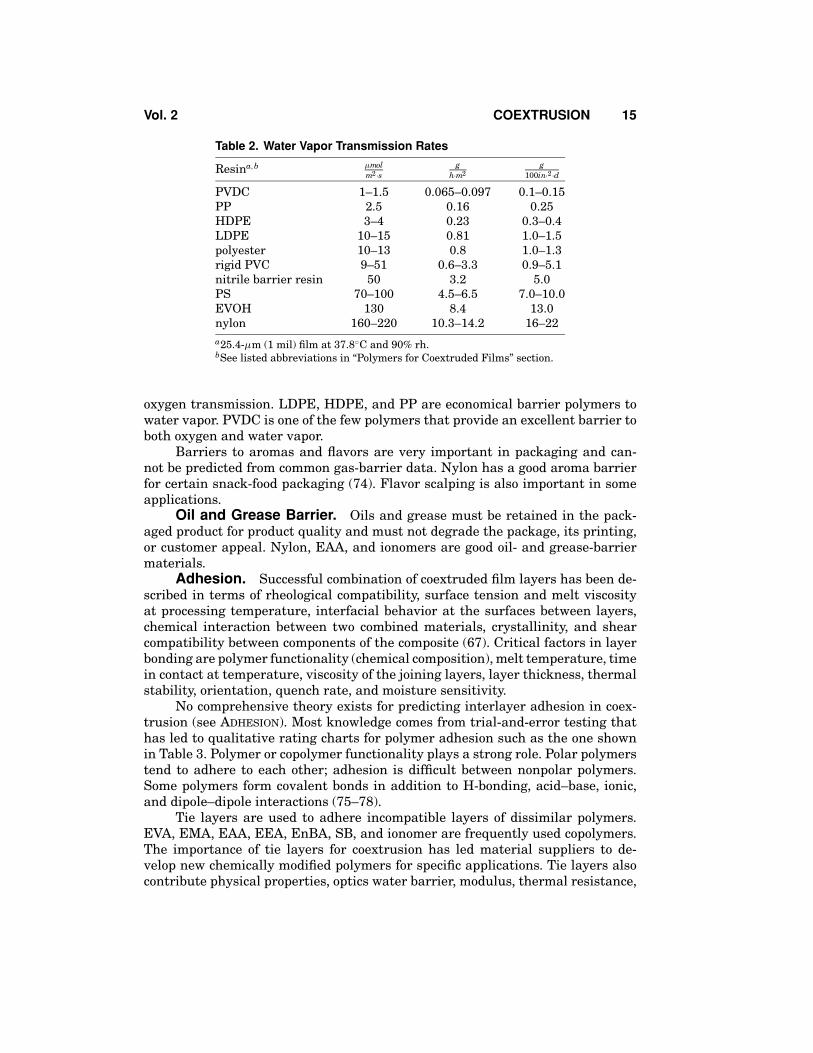
Table 2. Water Vapor Transmission Rates
Resina,b µmolm2·s
gh·m2
g100in·2·d
PVDC 1–1.5 0.065–0.097 0.1–0.15PP 2.5 0.16 0.25HDPE 3–4 0.23 0.3–0.4LDPE 10–15 0.81 1.0–1.5polyester 10–13 0.8 1.0–1.3rigid PVC 9–51 0.6–3.3 0.9–5.1nitrile barrier resin 50 3.2 5.0PS 70–100 4.5–6.5 7.0–10.0EVOH 130 8.4 13.0nylon 160–220 10.3–14.2 16–22a25.4-µm (1 mil) film at 37.8◦C and 90% rh.bSee listed abbreviations in “Polymers for Coextruded Films” section.
oxygen transmission. LDPE, HDPE, and PP are economical barrier polymers towater vapor. PVDC is one of the few polymers that provide an excellent barrier toboth oxygen and water vapor.
Barriers to aromas and flavors are very important in packaging and can-not be predicted from common gas-barrier data. Nylon has a good aroma barrierfor certain snack-food packaging (74). Flavor scalping is also important in someapplications.
Oil and Grease Barrier. Oils and grease must be retained in the pack-aged product for product quality and must not degrade the package, its printing,or customer appeal. Nylon, EAA, and ionomers are good oil- and grease-barriermaterials.
Adhesion. Successful combination of coextruded film layers has been de-scribed in terms of rheological compatibility, surface tension and melt viscosityat processing temperature, interfacial behavior at the surfaces between layers,chemical interaction between two combined materials, crystallinity, and shearcompatibility between components of the composite (67). Critical factors in layerbonding are polymer functionality (chemical composition), melt temperature, timein contact at temperature, viscosity of the joining layers, layer thickness, thermalstability, orientation, quench rate, and moisture sensitivity.
No comprehensive theory exists for predicting interlayer adhesion in coex-trusion (see ADHESION). Most knowledge comes from trial-and-error testing thathas led to qualitative rating charts for polymer adhesion such as the one shownin Table 3. Polymer or copolymer functionality plays a strong role. Polar polymerstend to adhere to each other; adhesion is difficult between nonpolar polymers.Some polymers form covalent bonds in addition to H-bonding, acid–base, ionic,and dipole–dipole interactions (75–78).
Tie layers are used to adhere incompatible layers of dissimilar polymers.EVA, EMA, EAA, EEA, EnBA, SB, and ionomer are frequently used copolymers.The importance of tie layers for coextrusion has led material suppliers to de-velop new chemically modified polymers for specific applications. Tie layers alsocontribute physical properties, optics water barrier, modulus, thermal resistance,

16 COEXTRUSION Vol. 2
Table 3. Qualitative Degree of Adhesion Between Resinsa,b
and toughness. Examples include a family of Plexar resins by Equistar (79), aseries of CXA resins by DuPont (80), and Mitsui’s Admer adhesive resins. Greaterdevelopment of extrudable adhesive polymers is expected.
Heat Seal. Heat sealability characteristics of a structure are controlledby the outer surface layers and the type of seal geometry used to form a pack-age. Heat-seal layers must fuse and adhere to themselves and other layers. Sealstrength, heat-seal temperature range, and sealability through contaminants (81)are important to high fabrication rates and package integrity. LDPE, POP, EVA(82), EAA (83), ionomer (84), and LLDPE are common seal-layer materials. LDPEis the standard multiple-purpose layer, whereas EVA has outstanding low temper-ature seal and seal range. EVA is frequently coextruded with HDPE to prevent thepuckering that occurs when HDPE is heated to its softening point to form a heatseal. The higher softening temperature of HDPE allows use of hotter heat-sealbars. EAA, POP, and ionomers are strong and seal through contaminants (85–87). A resin’s hot tack, ie, the ability of a molten seal to resist separating force,

Vol. 2 COEXTRUSION 17
determines the rate at which the polymer can be sealed. LDPE, LLDPE, POP,EVA, EAA, and ionomer are materials of choice.
Machinability. Packaging films must run through printing presses andpackage-forming machinery without marring, hang-up, wandering, or deforma-tion. Combinations of LDPE, PP, and PET are selected for structure-fabricationneeds. PC is being investigated as a high modulus layer that can provide toughnesswithout orientation and compete with oriented PET.
Optical Properties. Many packages need sparkling clarity to display theircontents (see OPTICAL PROPERTIES). Other packages have printing over nearly all ofthe surface area or the product must be protected from uv radiation. White, brown,and black pigmented layers are combined to protect light-sensitive products.
The gloss and haze of a coextruded structure are modified by particular layersin the structure. The total haze exhibited by a film depends on the surface hazeand the internal film haze. Placing a high haze layer on the inside of a film and lowhaze layers on the outside surfaces improves the haze of the buried material. Theoutside layer controls the gloss. Modification of haze gloss may be obtained withprocessing conditions, processing aids, nucleating agents, and other additives. Inthe case of cast films, a polished roll gives a high gloss, low haze film with tack. Amatte chill roll produces a dull surface.
High Temperature Dimensional Stability. Dimensional stability at ele-vated temperatures is important in high temperature filling, sterilization applica-tions, and microwave oven lidding. Resistance to physical deformation under loadis linked to physical distortion of the part or package. HDPE, PP, nylon, and PETare suitable for high temperature applications. Coextrusion of PC with barrierpolymers is being developed for high temperature barrier packaging (88).
Economics. An advantage of coextrusion is the capability of combininglayers of high performance resins with low cost resin layers to produce high per-formance/low cost composite structures. The use of recycled and scrap resins inburied layers further improves economy. Multilayer extrusion economic consid-erations have been calculated (89). The effect of recycle on film properties, eg,tensile strength, impact, and elongation, depends on the degree of compatibilityof polymers in the recycle layer. Often the tie-layer polymer acts as a compatibi-lizer for recycle. Recycle of incompatible polymers with different refractive indexesusually causes haziness and cannot be used when excellent optical properties arerequired.
Aesthetics. Coextruded layers may be colored for appearance, lightscreening, or coding. White is used as a printing background or a cleanlinesslayer adjacent to the product. Colors are used to designate sterile and nonsterilesurfaces; black and brown screen uv light. Coextruded film composed of over 100layers of alternating materials with different refractive indexes produces a vividiridescence used in decorative applications (1,90). If gloss is essential, a thin sur-face layer of a high gloss polymer can be coextruded to give the package sparklefor marketing appeal.
Formability. Materials with a broad softening range, such as PS and PC,can be thermoformed into deep-draw package shapes. Crystalline polymers, eg,HDPE and PP, are more difficult to thermoform, but solid-phase forming processesbelow the melting point are possible. Multilayer semirigid barrier containers aremade by Shell’s Solid Phase Pressure Forming Process and the patented Dow

18 COEXTRUSION Vol. 2
Scrapless Forming Process (91–94) that is being developed by Cincinnati Milacron.An advantage of the latter process is that round containers may be made fromsquare blanks cut from sheet without the trim scrap normally associated withsheet forming.
Applications
Flexible packaging is important in several markets. Stand-up pouches have grownsignificantly in the pet foods and agricultural chemical markets. In 2002, foodpackaging will be over half of the $9.7 billion converter sales in flexible pack-aging. Case ready meats, growing at 21% annually through 2002, is the fastestgrowing segment of the perishables market. Structures include clear antifog lid-ding material, high barrier films, and high abuse shrink films. High or moderatebarrier materials will exhibit a 5% growth rate in flexible foodservice pouches.Dry foods markets include snacks and candy, cereals, pet food, and coffee, all ofwhich are growing approximately 5% annually. Consumer and industrial marketsinclude healthcare packaging growing (6% annual growth), medical disposables(8% annual growth), agricultural packaging (4% annual growth), and palletizingand unitizing (9% annual growth) (95–99). Future developments are expected tofocus on high barrier coextruded films for longer shelf life and better control ofproduct quality. Products now packaged in conventional materials such as glassand metal will be packaged in more efficient coextruded materials.
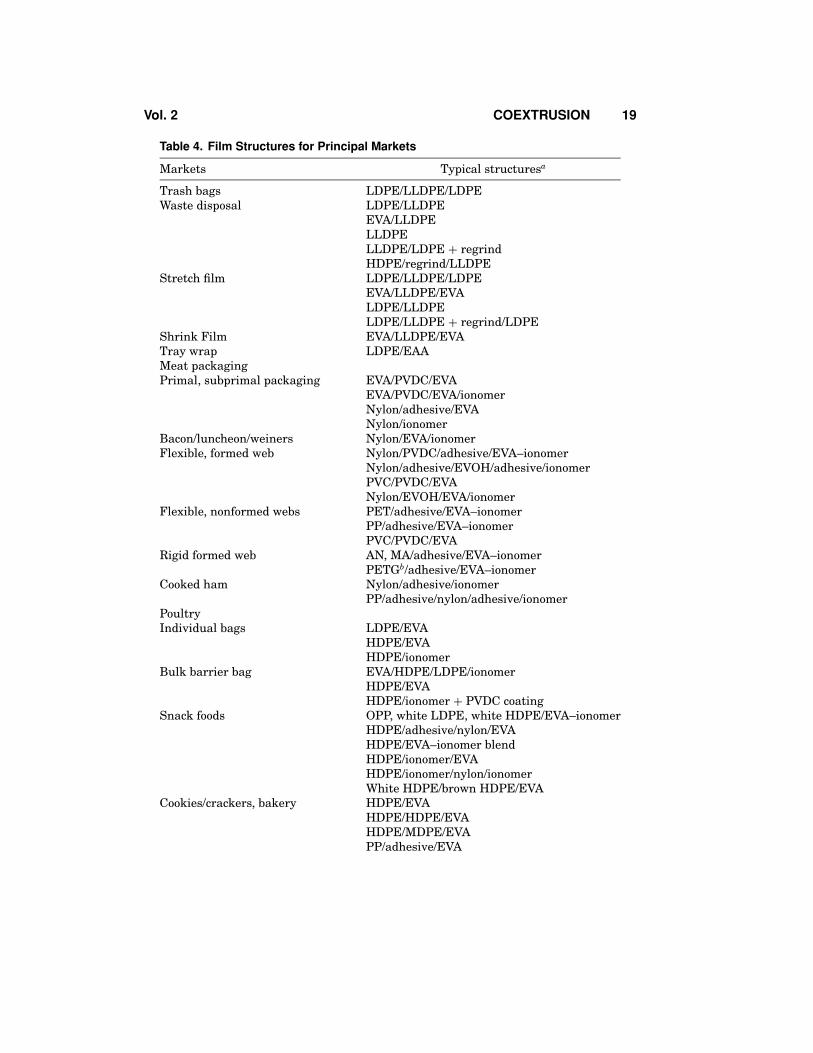
Structure design requires careful selection and planning because of the mul-titude of possible choices regarding material combinations, layer placement, layerthickness, etc. Often a coextruded film is further processed by lamination andcoating into more complex structures to meet specific product application require-ments. Theoretical design and product testing must be combined to yield the mostefficient film structure for a specific application. Table 4 shows common designsthat have evolved for the principal markets (100–102).
Agricultural films for mulch, greenhouse, and fumigation is illustrative.Films have been developed to capture a specific portion of the light spectrum.Films that absorb or block certain ir wavelengths and films with a specific colordesigned for a particular crop have been developed. Solarization films generateheat, raise soil temperature, and sterilize the soil. Light stabilizers are added toextend the life of greenhouse films on one hand while other films have been de-veloped to minimize disposal costs at the end of the growing season. Coextrudedbarrier films that have 1000 times the methyl bromide barrier of a monolayerpolyethylene film are also available (103).
Commercial applications for coextruded multilayer sheet began later thanfor films, but volume has been growing rapidly and now exceeds that of films.The largest use of coextruded sheet is in thermoformed semirigid containers. Theearliest applications were two- and three-layer sheet of similar polymers, suchas PS two-color drinking cups, disposable dinnerware, and dairy tubs for cottagecheese and margarine. These dairy containers had a thin gloss layer of crystal PScoextruded on HIPS for marketing appeal. Because the layers were compatiblein these easily thermoformed structures, problems with trim-scrap recycle wereminimal. The disposable containers were usually coextruded as three layers with
Vol. 2 COEXTRUSION 19
Table 4. Film Structures for Principal Markets
Markets Typical structuresa
Trash bags LDPE/LLDPE/LDPEWaste disposal LDPE/LLDPE
EVA/LLDPELLDPELLDPE/LDPE + regrindHDPE/regrind/LLDPE
Stretch film LDPE/LLDPE/LDPEEVA/LLDPE/EVALDPE/LLDPELDPE/LLDPE + regrind/LDPE
Shrink Film EVA/LLDPE/EVATray wrap LDPE/EAAMeat packagingPrimal, subprimal packaging EVA/PVDC/EVA
EVA/PVDC/EVA/ionomerNylon/adhesive/EVANylon/ionomer
Bacon/luncheon/weiners Nylon/EVA/ionomerFlexible, formed web Nylon/PVDC/adhesive/EVA–ionomer
Nylon/adhesive/EVOH/adhesive/ionomerPVC/PVDC/EVANylon/EVOH/EVA/ionomer
Flexible, nonformed webs PET/adhesive/EVA–ionomerPP/adhesive/EVA–ionomerPVC/PVDC/EVA
Rigid formed web AN, MA/adhesive/EVA–ionomerPETGb/adhesive/EVA–ionomer
Cooked ham Nylon/adhesive/ionomerPP/adhesive/nylon/adhesive/ionomer
PoultryIndividual bags LDPE/EVA
HDPE/EVAHDPE/ionomer
Bulk barrier bag EVA/HDPE/LDPE/ionomerHDPE/EVAHDPE/ionomer + PVDC coating
Snack foods OPP, white LDPE, white HDPE/EVA–ionomerHDPE/adhesive/nylon/EVAHDPE/EVA–ionomer blendHDPE/ionomer/EVAHDPE/ionomer/nylon/ionomerWhite HDPE/brown HDPE/EVA
Cookies/crackers, bakery HDPE/EVAHDPE/HDPE/EVAHDPE/MDPE/EVAPP/adhesive/EVA

20 COEXTRUSION Vol. 2
Table 4. (Continued)
Markets Typical structuresa
CerealsLow barrier HDPE/EVA
HDPE/HDPE/EVAHDPE/HDPE/EVA–ionomer blend
Medium barrier HDPE/adhesive/EVOH/adhesive/EVAHDPE/adhesive/nylon/adhesive/EVA
Cheese PP/PENylon, PVDC, LDPE/ionomerLDPE/PVDC/LDPE/ionomerEVA/PVDC/EVALDPE/PVDC/LDPE/adhesive/EVA
Frozen food EVA/white LDPE/EVAEVA/white LLDPE/EVAPET/adhesive/LDPE–ionomer
Heavy-duty bags LDPE/PVDC/LDPEShipping bags LDPE/EVA
LDPE/LLDPE/EVALDPE/HDPE/EVALDPE/LLDPEChlorinated PE/EVAWhite LDPE/black MDPE–EVA
Medical White LDPE/colored LDPEWhite ionomer/LDPE/colored EVAPlexar/nylon/LDPE/Plexar/nylon/PlexarPET/LDPENylon/LDPELDPE/PVDC/LDPE
aSee listed abbreviations in “Polymers forCoextruded Films” section.bPoly(ethylene glycol-co-cyclohexane-1,4-dimethanol terephthalate).
mixed-color scrap as a buried layer. The marketing appeal and ease of fabricationof coextruded semirigid containers quickly saturated those market applications.The principal growth area is in high barrier, semirigid food packages for long shelflife applications in competition with metal and glass for unrefrigerated storage.These advanced coextruded structures were developed in Europe during the 1970sand combine as many as five dissimilar polymers into six- to -nine layer structures(Fig. 7). A relatively thin barrier layer is coextruded with one or more bulk struc-tural layers of HDPE, PP, or HIPS to provide package strength and rigidity. Oftena thin surface layer as the interior of the package provides heat sealability for thelid stock to the container flange. In other applications, a hermetic seal is made bydouble seaming a metal can end onto the plastic container body. Adhesive layersbond the barrier layer to the structural layers. Often a pigmented, light barrierlayer is included as an inner layer for food products that are sensitive to uv light.
Early European applications for barrier sheet were in form-fill-seal (FFS)packaging of soft cheese, fruit drinks, jams, jellies, and condiments, and hightemperature-short time sterilized milk. FFS packaging (where roll stock is

Vol. 2 COEXTRUSION 21
(a)
(c)
SaranGlue
Glue
HIPS
Black HIPSor scrap
PE
HDPE or PP
HDPE or PP
GlueSaranGlue
SaranGlue
Glue
HIPS
PE
(b)
Fig. 7. Typical coextruded sheet structures used for barrier food packaging. Functionalproperties: (a) retortability, high oxygen and moisture barrier (three extruders); (b) heatsealability, oxygen and moisture barrier, low taste and odor transfer, thermoformability(four extruders); (c) oxygen and moisture barrier, uv light protection, heat sealability, ther-moformability (five extruders).
converted into packages, filled with product, and sealed in the customers plant)minimizes scrap recycle. Round FFS packages have square heat-seal flanges sothat most of the material is used in the package. However, the desire to useround preformed containers and to make more economical use of materials hasstimulated recycling of multilayer scrap of dissimilar materials as a buried corelayer. Sometimes this recycle layer is a black, pigmented uv barrier layer.
Selection of the bulk structural layers to be coextruded with the barrierpolymer layer depends on package strength requirements, rigidity at minimal wallthickness, and package temperatures during product filling, thermal processing,and storage. In many FFS packaging applications, the food product is filled atambient or low temperatures (74◦C), and HIPS is chosen for its modulus and easeof forming. Most FFS machines are designed to form HIPS.
Products requiring higher fill temperatures have layers of HDPE or PP. Heat-sterilized containers heated up to 121◦C employ PP, although HDPE can be usedfor retort temperatures up to about 112◦C. HDPE has better low temperature im-pact properties than PP, which may be important in distribution and warehousing.HDPE and PP are more difficult to thermoform than HIPS; PP usually undergoessolid phase forming. Fillers are sometimes added to improve polyolefin stiffnessand formability.

22 COEXTRUSION Vol. 2
An alternative to high temperature retort sterilization of shelf-stable foodsin the package is aseptic packaging in which a sterile food is packaged in a com-mercially sterile environment. In one technique the container is sterilized with ahydrogen peroxide solution before it is filled and sealed in a safe environment. Asecond technique, invented by the French company, ERCA, and licensed to Conti-nental Packaging, uses a novel sacrificial layer to provide a sterile package inte-rior. Continental’s FFS machine, the Conoffast System, has the forming and fillingstations in a safe environment. Roll stock of coextruded PP/PE/tie/PVDC/tie/blackHIPS/HIPS is fed into the machine where the PP layer is separated, exposing asterile PS layer. The barrier sheet is formed, filled, and then sealed with a secondsacrificial-layer lid stock.
Formed multilayer barrier packages, eg, trays, bowls, and cans from coex-truded PP/PVDC/ PP, are being developed for soups and entrees that can be storedat ambient temperatures and heated to serving temperature in a microwave oven.Coextrusions of high performance, high temperature polymers, such as polyether-imide and polysulfone, for dual-oven containers capable of withstanding conven-tional bake-oven temperatures of 204–232◦C are being tested.
In addition to packaging markets, sheet coextrusion is applied in construc-tion, recreational vehicle, and sanitaryware markets where weatherable or chem-ically resistant layers are coextruded with low cost polymers.
Continuing development of coextruded film and sheet structures from combi-nations of high performance polymers with low cost polymers and improved adhe-sive resins will expand the market opportunities for plastics in competition withother materials. Easy combination of many layers and a better understanding ofsynergistic behavior in multilayer film and sheet will also lead to new applications.
BIBLIOGRAPHY
“Films, Multilayer” in EPSE 2nd ed., Vol. 7, pp. 106–127, by W. J. Schrenk and E. W. Veagey,The Dow Chemical Company.
1. W. J. Schrenk and J. Pinsky, in Tappi Paper Synthetics Proceedings, 1976, pp. 141–145.2. G. L. Wooddell, in Tappi Paper Synthetics Proceedings, 1980, pp. 119–127.3. D. Djordjevic, in Tappi/PLC Conference Proceedings, 1984, pp. 67–75.4. U.S. Pat. 3,223,761 (Apr. 30, 1962), G. E. Raley (to Union Carbide Corp.).5. U.S. Pat. 3,308,508 (Mar. 14, 1967), W. J. Schrenk (to The Dow Chemical Company).6. A. Toporek, in Tappi Coextrusion Seminar, 1983, pp. 23–28.7. W. P. Wright, in Tappi Coextrusion Seminar, 1983, pp. 29–35.8. M. Tanella, in Tappi Coextrusion Seminar, 1983, pp. 37–46.9. J. E. Snell, in Tappi Paper Synthetics Proceedings, 1983, pp. 439–450.
10. R. Hessenbruch, in Tappi/PLC Conference Proceedings, 1984, pp. 85–94.11. J. P. McCaul and J. J. Hohaman, in Tappi/PLC Conference Proceedings, 1984,
pp. 633–636.12. U.S. Pat. 3,557,265 (Jan. 19, 1971), D. Chisholm and W. J. Schrenk (to The Dow
Chemical Company).13. W. J. Schrenk, Plast. Eng. 30, 65 (Mar. 1974).14. L. M. Thomka and W. J. Schrenk, Mod. Plast. 49, 62 (Apr. 1972).15. Chemical Week Publishing, LLC, Mod. Plast. 60(28), 22 (Aug. 1983).16. J. H. Southern and R. L. Ballman, in D. C. Bogue, M. Yamamoto, and J. L. White, eds.,
U.S. Jpn. Semin. Polym. Process. Rheol.; Appl. Polym. Symp. 20, 175 (1973).17. J. L. White and co-workers, J. Appl. Polym. Sci. 16, 1313 (1972).

Vol. 2 COEXTRUSION 23
18. C. D. Han J. Appl. Polym. Sci. 17, 1289 (1973).19. A. E. Everage Jr., Trans. Soc. Rheol. 17, 629, (1973).20. J. Dooley K. S. Hyun, and K. R. Hughes, Polym. Eng. Sci. 38(7), 1060 (July 1998).21. J. Dooley, and B. T. Hilton, Plast. Eng. 50(2), 25 (Feb. 1994).22. J. Dooley and L. Dietsche, Plast. Eng. 52(4), 37 (Apr. 1996).23. B. Debbaut and co-workers, J. Non-Newtonian Fluid Mech. 69(23), 255 (Apr. 1997).24. B. Debbaut and J. Dooley, J. Rheol. 43(6), 1525 (Nov./Dec. 1999).25. C. D. Han, Y. J. Kim, and H. B. Chin, Polym. Eng. Rev. 4, 3 (July 1984).26. M. A. Arvedson, in Tappi/PLC Conference Proceedings, 1984, pp. 513–519.27. W. J. Schrenk and S. A. Marcus, in Tappi/PLC Conference Proceedings, 1984, pp.
627–631.28. R. Ramanathan and co-workers, SPE-ANTEC Tech. Pap. 42, 224 (1996).29. S. C. Pahuja, Tappi CA Rep (1978).30. Chemical Week Publishing, LLC, Mod. Plast. 77(5), 5 (2000).31. Chemical Week Publishing, LLC, Mod. Plast. 76(10), 73 (1999).32. J. Edenbaum, Plastic Additives and Modifiers Handbook, Van Nostrand Reinhold Co.,
Inc., New York, 199233. J. T. Lutz, Thermoplastic Polymer Additives, Marcel Dekker, Inc., New York, 2001.34. G. M. Giacoletto, in Tappi 1999 Polymers Laminations & Coatings Conference, 1999,
p. 79.35. J. Turick, Film Extrusion Manual, Tappi Press, 1992, p. 611.36. K. G. Schurzky, in Tappi/PLC Conference Proceedings, 1984, pp. 7–10.37. E. W. Veazey, T. L. Barnette, and T. J. Pate, Plast. Eng. 40(9), 33 (Sept. 1984).38. E. W. Veazey, in SPE/ANTEC Conference Proceedings, 1984, pp. 26–29.39. P. S. Chum, W. J. Kruper, and M. J. Guest, Adv. Mat. 12(23), 1759 (2000).40. J. J. Wooster, in Tappi 1999 Polymers, Laminations & Coatings Conference, 1999, p.
619.41. A. J. Peacock, Handbook of Polyethylene, Marcel Dekker, Inc., New York, 2000.42. G. M. Benedikt and B. L. Goodall, Metallocene Catalyzed Polymers, Plastics Design
Library, 1998.43. C. Vasile and R. B. Seymour, Handbook of Polyolefins, Marcel Dekker, Inc., New York,
1993.44. E. M. Moore, Polypropylene Handbook: Polymerization, Characterization, Properties,
Processing, Applications, Hanser Publishers, Munich, 1996.45. J. Karger-Kocsis, Polypropylene Structure, Blends and Composites, Chapman & Hall,
London, 1995.46. W. J. Schrenk and T. Alfrey, Polym. Eng. Sci. 9, 393 (1969).47. H. E. Stanley, in SPE Coextrusion RETEC, 1981, pp. 161–171.48. J. Taylor and J. J. Baik, in Tappi 1999 Polymers, Laminations & Coatings Conference,
1999, p. 993.49. F. Martinez, G. E. Mazuera, and D. R. Parikh J. Plast. Film Sheeting 6(1), 44 (1990).50. V. Patel, S. Mehta, S. A. Orroth, and S. P. McCarthy, in SPE 1999 ANTEC, 1999, p.
391.51. C. M. Beagan, C. M. McNally and W. R. Murphy, in SPE 1998 ANTEC, 1998, p. 128.52. D. Acierno, F. P. LaMantia and G. Titomanlio, Acta Polym. 37(1112), 695 (1986).53. J. Im and W. J. Schrenk, Plast. Film Sheeting 4(2), 104 (1988).54. C. Mueller and co-workers, J. Appl. Polym Sci. 78(4), 816 (2000).55. J. Kerns and co-workers, Macromol. Symp. 147, 15 (1999).56. S. Nazarenko, A. Hiltner and E. Baer J. Mater. Sci. 34, 1461 (1999).57. E. Baer, D. Jarus, and A. Hiltner, SPE 1999 Antec, 1999, p. 3947.58. J. C. Van Der Hoeven, R. Wimberger-Friedl, and H. E. H. Meijer, Polym. Eng. Sci.
41(1), 32 (2001).59. M. F. Weber and co-workers, J. Sci. 287, 2451 (2000).
24 COEXTRUSION Vol. 2
60. T. Iwanami and Y. Hirari, in Tappi Paper Synthetics Proceedings, 1982, pp. 339–346.61. R. C. Adam and S. J. Warsala, in Tappi Paper Synthetics Proceedings, 1984, pp. 79–82.62. M. I. Kohan, Nylon Plastics Handbook, Hanser Gardner Publications, Inc., Cincinnati,
Ohio, 1995.63. S. Kenig, A. Ophir, F. Wiener, and M. Omer, in SPE 2000 ANTEC, 2000, p. 438.64. R. Lusigna, in Tappi 1998 Polymers, Laminations & Coatings Conference, 1998, p.
889.65. Mod. Plas. Int. 29(11), 90 (1999).66. J. E. White and co-workers, Adv. Mat. 12(23), 1791 (2000).67. C. Kirkland, Plast. Technol. 58 (Feb. 1983).68. L. B. Ryder, Plast. Eng. 41 (May 1984).69. G. Mahajan and S. Arnold, in Tappi/PLC Conference Proceedings, 1984, pp. 561–573.70. S. J. Waisala and J. J. Hoffman, in Tappi/PLC Conference Proceedings, 1984, pp.
79–85.71. W. J. Schrenk and T. Alfrey, in D. R. Paul and S. Newman, eds., Polymer Blends,
Academic Press, New York, 1978, Chapt. “15”.72. S. A. Marcus and P. T. Delassus, in Proceedings on Future-Pak ’84, Second Interna-
tional Ryder Conference on Packaging Innovations, Dec. 3–5, 1984.73. L. J. Bonis, in Tappi/PLC Conference Proceedings, 1984, pp. 319–328.74. Tappi PLC, Pap. Film Foil Converter 59, 2 (Feb. 1985).75. J. Villalpana-Olmos, S. Sanchez-Valdes, and I. G. Yanez-Flores, Polym. Eng. Sci. 19(9),
1597 (1999).76. G. W. Kamykowski and S. Goto, in Tappi 1996 Polymers, Laminations & Coatings
Conference, 1996, p. 197.77. B. A. Morris, Tappi J., 107 (Aug. 1992).78. M. G. Botros, in Tappi 1995 Polymers, Laminations & Coatings Conference, 1995,
p. 331.79. M. Shida and co-workers, in Tappi Paper Synthetics Proceedings, 1976. pp. 133–140.80. J. E. Guillotte and K. Y. Wright Jr., Tappi Coex Coating and Film Report, 1983, pp.
129–137.81. R. T. Van Ness, in Tappi Paper Synthetics Proceedings, 1978, pp. 293–299.82. R. A. L. Eidman, in Tappi Paper Synthetics Proceedings, 1978, pp. 161–168.83. D. M. Naeger, in Tappi Paper Synthetics Proceedings, 1983, pp. 1–10.84. W. L. Strum, in Tappi Paper Synthetics Proceedings, 1983, pp. 11–17.85. M. F. Simpson and J. L. Presa, J. Plast. Film Sheeting 13, 159 (1997).86. J. R. De Garavilla Tappi J. 78(6), 191 (1995).87. L. K. Mergenhagen and N. F. Whiteman, in Tappi 1993 Polymers, Laminations &
Coatings Conference, 1993, 569.88. J. M. Mihalic and L. E. Baccaco, in Tappi Coextrusion Seminar, 1983, pp. 103–128.89. C. P. Finch, in SPE Coextrusion RETEC, Chicago, 1981, pp. 103–128.90. W. Schrenk and co-workers, Int. Polym. Process. 6(3), 255 (1991).91. U.S. Pat. 3,739,052 (Aug. 11, 1970), R. E. Ayers, K. J. Cleerman, and W. J. Schrenk (to
The Dow Chemical Company).92. U.S. Pat. 3,947,204 (Mar. 30, 1976), R. E. Ayers, K. J. Cleerman, and W. J. Schrenk (to
The Dow Chemical Company).93. U.S. Pat. 3,995,763 (Dec. 7, 1976), R. E. Ayers, K. J. Cleerman, and W. J. Schrenk (to
The Dow Chemical Company).94. U.S. Pat. 4,005,967 (Feb. 1, 1977), R. E. Ayers, K. J. cleerman, and W. J. Schrenk (to
The Dow Chemical Company).95. K. Huston, Pap. Film Foil Converter (Apr. 2000).96. S. B. Marks, in Tappi 1998 Polymers, Laminations & Coatings Conference, 1998, p.
325.

Vol. 2 COLORANTS 25
97. R. W. Halle, in Tappi 1998 Polymers, Laminations & Coatings Conference, 1998, p.285.
98. T. Clark, Pap. Film & Foil Converter, (Nov. 1996).99. P. M. German, in Tappi 1998 Polymers, Laminations & Coatings Conference, 1998, p.
311.100. J. Osborn, Plastic Films Technology & Packaging Applications, Technomic Publishing
Co., Inc., Lancaster, Pa. 1992.101. K. M. Finlayson, Plastic Film Technology, Technonmic Publishing Co., Inc., 1993.102. R. J. Hernandez, S. E. M. Selke, and J. D. Culter Plastics Packaging, Hanser Gardner
Publications, Inc., Cincinnati, Ohio, 2000.103. Chemical Week Publishing, LLC, Mod. Plast. 76(7), 60 (1999).
JOSEPH DOOLEY
HARVEY TUNG
The Dow Chemical Company