concept description: offset gregorian dish version b · final【dvac-1 concept description:offset...
TRANSCRIPT

FINAL【DVAC-1 CONCEPT DESCRIPTION:OFFSET GREGORIAN DISH】 [2011]
2011/06/15 Page 1 of 57
DVAC-1 CONCEPT DESCRIPTION: OFFSET GREGORIAN
DISH VERSION E
Document number…………………………………………………..……WP2-020.045.010-TD-002
Revision………………………………………………………………………….…………………….…Version E
Author………………………………………………………………………………………………………..Biao Du
Date……………………………………………………………………………………………………..2011/06/15
Status………………………………………………………………………………………………………………Final
Name Designation Affiliation Date Signature
Additional Authors
Bo PENG, Yuanpeng ZHENG, Yu LU, Chengjin JIN, Zhenguo FENG, Minxiang SHI, Yifan ZHANG, Jianzhai ZHOU, Guoxi LIU,. Feng YAN, Jingnan LI, Shuo LI, Yuhai QIU, Lijia LIU
Submitted by:
Zanming LIANG Director of JLRAT JLRAT 2011.06.15
Accepted by:
Bo PENG Director of JLRAT JLRAT 2011.06.15
Approved by:
Feng WANG VP JLRAT 2011.06.15

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 2 of 57
DOCUMENT HISTORY
Revision Date Of Issue Engineering Change
Number
Comments
A 2011.03.16 First draft release for internal review
B 2011.05.22 More details release for internal review
C 2011.05.31 Open for review
D 2011.06.03 Open for review
E 2011.06.15 Final
DOCUMENT SOFTWARE
Package Version Filename
Wordprocessor MsWord Word 2003
Block diagrams MsVisio Word 2007
Real Time operating system VxWorks
Calculating radiation patterns of antenna Grasp Grasp 9.7
Calculating radiation patterns of feed Ansoft Ansoft 11.0
3D structure design Pro/E Pro/E4.0
2D structure design CAXA CAXA 2007
Finite element analysis MSC·Patran/Nastran MSC·Patran/Nastran 2007
Other MsProject Word 2003
ORGANISATION DETAILS
Name JLRAT
Physical/Postal
Address
Datun Road, A20, Chaoyang District, Beijing, 100012,
China
Fax. 86 10 64807689
Website www.nao.cas.cn

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 3 of 57
TABLE OF CONTENTS
1 INTRODUCTION ............................................................................................. 9
1.1 Purpose of the Document ..................................................................................................... 10
2 REFERENCES .............................................................................................. 11
3 CONTEXT .................................................................................................. 12
3.1 SKA Hierarchy........................................................................................................................ 12
3.2 Role of the Offset Gregorian Dish in the Dish Array ............................................................. 13
3.3 Context Diagram ................................................................................................................... 14
4 PHYSICAL DESCRIPTION ................................................................................ 14
4.1 Introduction .......................................................................................................................... 14
4.2 Antenna Design and Manufacture ........................................................................................ 16
4.2.1 Microwave Optical Design Example .................................................................................. 18
4.2.2 Design of the Offset Antenna Reflector ............................................................................ 20
4.2.3 Main Reflector Manufacture ............................................................................................ 20
4.2.4 Subreflector Manufacture ................................................................................................ 23
4.2.5 Backing Structure of the Offset Antenna .......................................................................... 23
4.2.6 Feed Switch Mechanism ................................................................................................... 23
4.2.7 Antenna Mount Design ..................................................................................................... 24
4.2.7.1 Pedestal ................................................................................................................. 26
4.2.7.2 Azimuth Part ......................................................................................................... 27
4.2.7.3 Elevation Part ........................................................................................................ 28
4.2.8 Weight of Dish ................................................................................................................... 28
4.2.9 Packaging and Transportation .......................................................................................... 29
4.2.10 Antenna Servo Control Design .......................................................................................... 29
5 REQUIREMENTS .......................................................................................... 31
5.1 Functional Requirements ...................................................................................................... 32
5.2 Non-Functional Requirements .............................................................................................. 33
6 TECHNICAL PROGRESS TO DATE ...................................................................... 35
7 COST ESTIMATES ......................................................................................... 36
8 PLANS FOR FURTHER DEVELOPMENT ................................................................ 37
8.1 Milestone .............................................................................................................................. 37
8.2 Schedule for Prototype ......................................................................................................... 38
8.3 Phase I Construction ............................................................................................................. 38
8.4 Phase II Construction ............................................................................................................ 38
8.5 Technology Roadmap ........................................................................................................... 39

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 4 of 57
9 RISK ANALYSIS AND MITIGATION STRATEGIES .................................................... 39
9.1 Purpose ................................................................................................................................. 39
9.2 References ............................................................................................................................ 40
9.3 Risk Management Process .................................................................................................... 40
10 OTHER CROSS CUTTING ISSUES .................................................................... 42
10.1 Health, Safety & Environmental Management Plan ............................................................. 42
10.1.1 JLRAT Health Safety and Environment Policy ................................................................... 42
10.1.2 HSE Organization Roles and Responsibilities .................................................................... 43
10.1.3 Antenna Site Overview ..................................................................................................... 45
10.1.4 Health Safety and Environmental Risk Assessment .......................................................... 46
10.1.5 Safety Instructions and Guidelines ................................................................................... 46
10.1.5.1 Safety Instructions and Training ........................................................................... 46
10.1.5.2 Site Condition and Safety Induction at JLRAT ....................................................... 47
10.1.5.3 Safety Induction on Site ........................................................................................ 47
10.1.5.4 Specific HSE Training ............................................................................................. 47
10.1.5.5 Preliminary Set Up for Installation ........................................................................ 48
10.1.5.6 Housekeeping ........................................................................................................ 48
10.1.5.7 Personal Protective and Other Equipment ........................................................... 48
10.1.5.8 Fire Prevention ...................................................................................................... 49
10.1.5.9 Alcohol and Drugs ................................................................................................. 50
10.1.5.10 First Aid ................................................................................................................. 50
10.1.5.11 Hydration / Exposure ............................................................................................ 50
10.1.6 Environmental Hazards and Control Measures ................................................................ 51
10.1.7 HSE Meetings/Reports and Notices .................................................................................. 52
10.1.7.1 HSE Meetings ........................................................................................................ 52
10.1.7.2 Incident Reporting & Recording ............................................................................ 52
10.2 Quality Control ...................................................................................................................... 53
10.2.1 Design Phase ..................................................................................................................... 54
10.2.1.1 Planning Procedure ............................................................................................... 54
10.2.1.2 Development Procedure ....................................................................................... 54
10.2.1.3 Review ................................................................................................................... 54
10.2.2 Antenna Manufacturing Phase ......................................................................................... 55
10.2.2.1 Procurement Control ............................................................................................ 55
10.2.2.2 Manufacture Process Control ............................................................................... 55
10.2.2.3 Key Quality Process Point...................................................................................... 55
10.2.3 Assembly, Acceptance Phase ............................................................................................ 56
10.2.3.1 Product Test Control ............................................................................................. 56

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 5 of 57
10.2.3.2 Malfunction Revise Control................................................................................... 56
10.2.3.3 Factory Acceptance Testing (FAT) ......................................................................... 56
10.2.4 Delivery Phase ................................................................................................................... 56
10.2.4.1 Storage, Packaging and Transportation ................................................................ 56
10.2.4.2 Site Installation...................................................................................................... 57
10.2.4.3 Site Acceptance Test (SAT) .................................................................................... 57

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 6 of 57
LIST OF FIGURES
Fig. 1 Dish Array Hierarchy .................................................................................................................... 13
Fig. 2 Dish Context Diagram .................................................................................................................. 14
Fig. 3 Block Diagram of 15 Meter Antenna System .............................................................................. 17
Fig. 4 Offset Gregorian Dish Configuration .......................................................................................... 18
Fig. 5 15 Meter Offset-Gregorian Antenna Design ............................................................................... 19
Fig. 6 Radiation Pattern in the Phi=90º and Phi=0º Plane at f=1.5GHz ................................................ 19
Fig. 7 Offset Antenna Reflector ............................................................................................................. 20
Fig. 8 Integral Sandwich Structure of the Main Reflector ..................................................................... 21
Fig. 9 Main Reflector Rib Configuration ................................................................................................ 22
Fig. 10 Subreflector Configuration ........................................................................................................ 23
Fig. 11 Backing Structure ...................................................................................................................... 23
Fig. 12 Feed Switch Mechanism ........................................................................................................... 24
Fig. 13 Antenna Mount Structure ......................................................................................................... 25
Fig. 14 Antenna Mount Dimensions ..................................................................................................... 25
Fig. 15 Pedestal ..................................................................................................................................... 26
Fig. 16 Structure of the Azimuth Part ................................................................................................... 27
Fig. 17 Structure of the Elevation Part .................................................................................................. 28
Fig. 18 Block Diagram of the Antenna Control System ......................................................................... 29
Fig. 19 Technology Roadmap ................................................................................................................ 39
Fig. 20 Flow Chart of Employee HSE Responsibility .............................................................................. 43

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 7 of 57
LIST OF TABLES
Table 1 Specifications for 15 Meter Offset-Gregorian Antenna ........................................................... 15
Table 2 Weight of 15 Meter Antenna ................................................................................................... 28
Table 3 Cost Estimates .......................................................................................................................... 37
Table 4 Milestones of SKA Project-Dish Subsystem .............................................................................. 37
Table 5 Schedule for Manufacture of Prototype .................................................................................. 38
Table 6 Potential Risk and Its Proposed Mitigation .............................................................................. 40
Table 7 Regulatory Reporting Time Frames .......................................................................................... 52

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 8 of 57
LIST OF ABBREVIATIONS
ASKAP .......................... Australian SKA Pathfinder
AZ .................................. Azimuth
CoDR ............................. Conceptual Design Review
DVAC-1 ......................... Dish Verification Antenna China #1
DVAC-2 ......................... Dish Verification Antenna China #2
EL. ................................. Elevation
EMC .............................. Electro Magnetic Compatibility
FAT ................................ Factory Acceptance Test
FEA………………………Finite Element Analysis
HR ................................. Human Resource
HSE ............................... Health Safety and Environment
JLRAT ........................... Joint Laboratory for Radio Astronomy Technology
LNA ............................... Low Noise Amplifier
LRU ............................... Line-Replaceable Unit
NCR ............................... Non-Conformed Report
NTP ............................... Network Time Protocol
PAF ............................... Phased Array Feed
PrepSKA........................ Preparatory Study for the SKA
QMG .............................. Quality Management Group
QMS .............................. Quality Management System
RFI ................................. Radio Frequency Interference
r.m.s. ............................. Root Mean Square
S.A. ................................ South Africa
SAT ............................... Site Acceptance Test
SEMP ............................ System Engineering Management Plan
SKA ............................... Square Kilometre Array
SKA1 ............................. Phase I Construction of SKA Project
SKA2 ............................. Phase II Construction of SKA Project
SKADS .......................... SKA Design Studies
SPDO ............................ SKA Program Development Office
SPO ............................... SKA Project Office
SPF ............................... Single Pixel Feed
TBC ............................... To be calculated
TBD ............................... To be decided
UTC ............................... Universal Time Coordinated
WBSPFs ........................ Wideband Single-Pixel Feeds
WMS .............................. Workmanship Manufacturing Specification

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 9 of 57
1 Introduction
JLRAT propose two concept designs for the SKA dish: The Dish Verification Antenna China #1 (DVAC-
1) and DVAC-2. DVAC-1 refers to an offset Gregorian dish; DVAC-2 refers to an axis-symmetric dish
(prime focus reflector antenna).
This document describes the concept design for DVAC-1, an offset Gregorian dish, which has been
developed by the Chinese Joint Laboratory for Radio Astronomy Technology (JLRAT) for potential use
in the SKA Dish Array.
This document also discusses the requirements for the dish, technical progress to date, cost
estimates for mass production, plans for further development, risk analysis and mitigation strategies,
and other issues which cut across the breadth of the project.
There are potentially three types of reflector antenna that could be used for the SKA dish array:
prime focus reflectors, dual symmetric reflectors, and dual offset reflectors. The comparative
features of these three types of antenna are given as follows.
Firstly, a prime focus reflector antenna has the advantage of the simplest optical design, giving a
symmetry which helps in the mechanical design and cost. But it has many disadvantages:
1) It is not possible to simultaneously optimize aperture efficiency and noise temperature;
2) It has lower efficiency and higher sidelobes because of greater blockage;
3) It is mechanically difficult to accommodate multiple feeds and a PAF at the primary focus.
Secondly, the advantages of a dual symmetric reflector are:
1) Shaping can produce high aperture efficiency and low noise temperature;
2) Feed spillover pointing at the sky can further reduce the noise temperature;
3) Symmetry helps with the mechanical design and cost.
But it has the following disadvantages:
1) The subreflector has to be small to reduce aperture blockage, limiting the low frequency
performance;
2) The small subreflector requires high gain (narrow angle) feeds, precluding the use of proposed
broadband feeds which have wide angle illumination;
3) A lower frequency feed and PAF would have to be located at the primary focus, requiring a feed

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 10 of 57
interchange mechanism and it is difficult to accommodate two feeds at the primary focus.
Thirdly, some advantages of a dual offset reflector are:
1) Shaping can produce high aperture efficiency and low noise temperature;
2) The no blockage design further enhances aperture efficiency and reduces wide angle sidelobes;
3) Feed spillover pointing at the sky can further reduce the noise temperature;
4) It is mechanically easy to accommodate multiple feeds at the secondary focus and a PAF at the
primary focus.
But its disadvantages are that asymmetry increases the complexity of the mechanical design leading
to higher costs.
Based on the above summary of three types of antenna, the dual offset reflector turns out to be the
better choice of antenna. Therefore, this document focuses only on the concept design and analysis
of an offset Gregorian antenna.
The main attractions of the DVAC-1 design are as follows.
An offset-Gregorian antenna is adopted to yield high aperture efficiency and low noise
temperature.
A wideband single-pixel feed (WBSPF) is used to ensure high antenna efficiency and
decrease the number of feeds.
An integrated modular design is beneficial to ensuring accuracy, reducing costs and for
convenience of maintenance.
An integrated main reflector surface is used to allow quick installation with low man power.
Sealed and lubricated driving devices are used for high reliability and low maintenance cost.
Mature technology is used to achieve low cost, high reliability, and convenient maintenance.
1.1 Purpose of the Document
The purpose of this document is to describe the dish subsystem, including the following information.
Its context within the Dish Array Element
Discussion of the SKA requirements that the dish subsystem will address
Physical description of the dish subsystem
Target specifications

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 11 of 57
Description of interfaces
Details of technical progress to date
Cost estimates for production in SKA quantities
Details of further plans up to production readiness
2 References
[1] System Engineering Management Plan (SEMP) WP2-005.010.030-MP-001Reference 3
[2] Requirements_spreadsheet_v1_20100929(1)
[3] SKA Dish Verification Antenna: Executive Summary
[4] SKA Dish Verification Antenna System Functional Specifications v 0.6
[5] US SKA TDP Antenna Concept for Secondary & Feed Support, Rev A Matt Fleming 2010-08-
21
[6] US SKA TDP Antenna PAF at Prime Positioner, Rev A Matt Fleming 2010-08-22
[7] DVAC-1 Antenna Design and Analysis, JLRAT May, 2011
[8] SKA System Requirement Specification (SRS)
[9] 11-MGT-090.010.010-RE-003-C_Risk Register
[10] 14-MGT-040.040.000-MP-001-1_Risk Man Plan

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 12 of 57
3 Context
3.1 SKA Hierarchy
The SKA Systems Engineering Management Plan (SEMP) [1] has defined multiple layers of hierarchy:
L7: SKA User
L6: System
L5: Element
L4: Sub-System
L3: Assembly
L2: Sub Assemblies
L1: Components
Although not explicitly stated in the SEMP, the hierarchical approach has the advantage of breaking
down the complexity of the system. Each layer is only concerned about its own functionality and its
interface to the immediately adjacent layers.
Within the hierarchical scheme, the Dish Array is defined at the element level deriving its requirements
directly from a subset of System level requirements. In turn, the sub-system level allows the Dish Array
element to be partitioned further into Level 4 functionality, comprising the Dish, PAF and Single Pixel
Feed (SPF) sub systems. The dish is further divided into dish structure and servo control assemblies at
level 3, and these two assemblies can also be divided into sub assemblies at level 2 and components at
level 1. Introducing these layers of hierarchy ensures that the complexity of the system is broken down
such that individual layers only have to deal with their relevant connections to the system.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 13 of 57
Mount
Dish
Array
Dish
PAF
Single Pixel
Feeds
L5
Elements
L4
Sub-Systems
L3
Assemblies
L2
Sub
Assemblies
Dish Structure
Servo Control
Main
Reflector
Sub
Reflector
Feed
Support
Antenna
Pedestal
Azimuth
Part
Elevation
Part
ACU ADUPower
Distribution
Position
Encoders
Limit and
Safety
Protection
Reflector
L1
Components
Fig. 1 Dish Array Hierarchy
In Fig. 1, a dish as one of the sub-systems is divided into 3 layers:
At level 3, the dish is divided into dish structure and servo control assemblies;
At level 2, the dish structure is divided into 2 sub assemblies: reflector and mount. The servo
control is divided into 5 sub assemblies: ACU, ADU, power distribution, position encoders, limit
and safety protection;
At level 1, the reflector is further divided into 3 components: the main reflector, sub reflector
and feed support. The mount is further divided into 3 components: pedestal, azimuth part,
elevation part.
3.2 Role of the Offset Gregorian Dish in the Dish Array
The offset-Gregorian Dish that has been studied in depth by the JLRAT team is a potential SKA dish
capable of currently accommodating 3 single pixel feed payloads (however, if more, e.g. 5 corrugated
horns are needed for SKA Phase 2, then the impact of the size and weight of the feeds on the structure
of the antenna may need to be further investigated), a phased array feed (SKA Requirements:
Requirements_spreadsheet_v1_20100929(1) [2]). Alternatively, 2 Wideband single-pixel feeds (WBSPFs,
developed by the JLRAT team) may be used to replace the 3 single-pixel feeds. It is a completely new
design that specifically addresses the functional and non-functional requirements of the SKA; many of
these requirements are unique to the SKA and go far beyond what has been previously required for
dishes used in ground based radio astronomy.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 14 of 57
3.3 Context Diagram
Fig. 2 is a first order system context diagram, which contains a mixture of both science and non-science
influences. The diagram illustrates the large number of influences that must be considered in the Dish
design. These will spawn the development of Dish requirements, both functional and non-functional.
Other elements of the context will be identified in the next phase of the project. At this high level, the
context diagram for SKA1 and SKA2 are identical.
Health
and
Safety
Operations
Maintenance
and support
Human
Factors
Natural
Environment
Technology
Dish
Manufacturing
and installation
Security
Evaluation
during
Construciton
External RFI
Environment
SKA System
Transitioning
between
phases
Commercial
Industry
Power
Provision
Radio
Propagation;
Troposphere,
Ionosphere
Existing
Infrastructure
Regulatory
Transportation
Fig. 2 Dish Context Diagram
4 Physical Description
This chapter gives a description of the dish subsystem, with diagrams, CAD drawings and photographs
etc., Including details of how the sub system will interface with other parts of the Dish Array.
4.1 Introduction
The SKA is expected to need about 3300 15-metre dishes, to be installed in Australasia or Southern
Africa. Essential features of the antennas are as follows [3].
Ease of installation, using minimal manpower and tools

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 15 of 57
Low manufacturing cost
Ease of transportation
Minimal routine maintenance requirements
Lifetime: minimum 30 years, up to 50 years
Main specifications for the DVAC-1 antenna are given in Table 1[4].
Table 1 Specifications for 15 Meter Offset-Gregorian Antenna
Items Specification
Antenna type Offset-Gregorian antenna
Diameter 15 meter
Focal length / Diameter ratio (f/D)
0.36
Mount type EL over AZ mount(AZ:full-motion,EL: Screw)
Frequency switch manner
Feed switch(within 30s)
Surface accuracy
1.2mm r.m.s. (at night and no wind)
1.25mm r.m.s. (Wind 7m/s , ΔT=5ºC)
1.75mm r.m.s. (Wind 20m/s , ΔT=7ºC)
Pointing accuracy 10 arcsec r.m.s. (at night and no wind)
TBC (at daytime, with wind)
Travel range AZ:-270°270°
EL:15°85°
Slew rates (Max) Acceleration (Max)
AZ:3°/s, EL:1°/s;
AZ:3°/s2, EL:1°/s2
Feed type 2 wide-band SPF (see note 2)and a PAF
Frequency band(GHz) 0.31.5 1.510
Wavelength(cm) 20100 320
Antenna aperture
efficiency (%)
0.3GHz 0.9GHz 1.5GHz 1.5 GHz 6 GHz 10 GHz
60 65 65 65 65 55
First sidelobe level
(dB) -18 -18
Polarisation Dual-CP Dual-LP Dual-CP Dual-LP
VSWR 1.5 2 1.5 2

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 16 of 57
Items Specification
Ambient temperature -10°C55°C
Wind velocity Drive to stow :70 km/h
Survival: 160 km/h (at El=54°)
Design lifetime 30 years
Notes: This table is based on the following conditions; if requirements change, further investigation will be needed.
1. At night, windless, 2. Two wideband single-pixel feeds (WBSPFs, developed by JLRAT team) 3. The calculated first sidelobe is mostly less than -20dB
4.2 Antenna Design and Manufacture
The 15 meter antenna design includes a microwave optical design, structural design and servo control
design. Its design characteristics are given in the following.
An offset-Gregorian antenna is adopted to yield high aperture efficiency, low sidelobes and low
noise temperature.
A wideband single-pixel feed (WBSPF) is used to ensure high antenna efficiency and decrease
the number of feeds.
An integrated modular design is beneficial to ensuring accuracy, reducing costs and for
convenience of maintenance.
An integrated main reflector surface is used to allow quick installation with low man power.
Sealed and lubricated driving devices are used for high reliability and low maintenance cost.
Mature technology is used to achieve low cost, high reliability, and convenient maintenance.
The block diagram of 15 meter antenna system is shown in Fig. 3

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 17 of 57
Fig. 3 Block Diagram of 15 Meter Antenna System
The offset-Gregorian dish configuration is shown in Fig. 4. The design shows a single integrated main
reflector supported by a minimal spar structure. The mount is a turning head design with a lead screw
elevation actuator. The design also includes a support and interchange mechanism for a PAF and 3 SPFs
or 2 WBSPFs.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 18 of 57
Fig. 4 Offset Gregorian Dish Configuration
4.2.1 Microwave Optical Design Example
The microwave optical design deals with various parameter choices, shaping of the dual reflector and
antenna performance analysis. These parameters include the focal length of the main reflector, the
maximum edge to edge dimensions of the main and sub reflectors, the half angle subtended by the edge
of the subreflector, the tilt angle of the boresight ray (which falls under the focal point), and the clear
distance between the main reflector and subreflector. The aim of the microwave optical optimum
design is to increase the aperture efficiency, reduce the sidelobes (first sidelobe and wide angle
sidelobes) and the noise temperature, as well as to obtain a compact structure and the minimum main
reflector area. The optimum design is given in the following, as shown in Fig. 5.
Main reflector parameters: DM=15000 mm, DH=629.3 mm, FM=5400 mm.
Subreflector parameters: Φ*=55°, DS=2855 mm.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 19 of 57
4089
55°55°
4357
1712
18733
15000
34.7°
Fig. 5 15 Meter Offset-Gregorian Antenna Design
The efficiency and radiation patterns of the antenna are calculated by the simulation software GRASP9.7.
The calculated radiation pattern and efficiency for the shaped offset-Gregorian antenna is shown in Fig.
6.
-10 -8 -6 -4 -2 0 2 4 6 8 10-70
-60
-50
-40
-30
-20
-10
0
Angle [deg]
Rela
tive P
ow
er
[dB
]
Freq=1.5 [GHz] Gain=46.395 [dBi] Aeff=78.5 [%]
phi=0°
phi=90°
Fig. 6 Radiation Pattern in the Phi=90º and Phi=0º Plane at f=1.5GHz

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 20 of 57
Further details can be found in section 4.2.2 in [7].
4.2.2 Design of the Offset Antenna Reflector
The antenna reflector subsystem mainly consists of the main reflector, subreflector, backing structure
and feed support including the feed switch mechanism as shown in Fig. 7. The antenna backing structure
and feed support design recommended by the US SKA TDP [5][6] is adopted with some modifications to
the support structure of the subreflector and feeds to decrease their deformation.
Fig. 7 Offset Antenna Reflector
The main reflector design adopts a single sandwich panel. Such a design is of low cost and suitable for
batch production.
Further details can be found in Section 4.3.1 in [7].
4.2.3 Main Reflector Manufacture
Two draft designs are provided for main reflector manufacture. One adopts an aluminum skin and the
other carbon fibre.
Design 1. Aluminum sandwich structure
The main reflector surface consists of two aluminum skins with Z-shaped ribs between the two
skins, producing an integral sandwich structure, shown in Fig. 8.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 21 of 57
Al Skin
Z-type Rib
Gluing &
Riveting
Gluing
Al Skin
Fig. 8 Integral Sandwich Structure of the Main Reflector
The two aluminum skins and Z-shaped ribs are glued and riveted on the mould. The space between
the skin and the ribs may be filled with polystyrene foam to increase rigidity. The aluminum skin is
2mm (upper)/1mm (lower) in thickness and 2m wide, and a length which varies with the arc length
of the reflector. The Z-shaped ribs are located at the joints of adjacent skins and at the aperture
edge of the main reflector surface. In the central area, some ribs are placed in the crosswise
direction. Some ribs are also placed at the joints of the backing structure and the surface ribs in
order to enhance the local rigidity. On the mould, the skin of the reflecting surface and the ribs are
glued through the negative pressure method, while the back skin and ribs are glued and riveted
together. The total surface accuracy will be σ≤0.8mm (r.m.s.). Fig. 9 shows the main reflector rib
configuration.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 22 of 57
Fig. 9 Main Reflector Rib Configuration
All the components consisting of skins and ribs will be produced in the factory, and then
transported to the site for the shaping of the main reflector with the help of the mould, followed by
assembly.
Design 2. Carbon fibre sandwich structure
Compared with design 1, the aluminum skins are replaced by carbon fibre skins, and Z-shaped ribs
are not used. The space between the two skins is filled with polystyrene foam.
We have done some research on these two designs. From the results of an FEA of these two types
of reflector, the carbon fibre panel has less weight with less deformation. The details can be found
in section 4.3.3 in [7]. As a technical procedure, we think that carbon fibre will be easier to shape
on the mould and that its surface accuracy will be better than 0.8mm (r.m.s.). We will carry out
further research to decide which design to eventually adopt.
Our practice shows that the surface reflectivity of the carbon fibre reflector is the same as that of
aluminum reflector, better than 99% at 10 GHz.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 23 of 57
4.2.4 Subreflector Manufacture
Since the size is relatively small, the subreflector can be made of magnesium material, the weight of
which is 30% less than aluminum alloy. The total accuracy can be controlled so that σ≤0.25mm, with a
cost nearly the same as aluminum alloy. It is shown in Fig. 10
Fig. 10 Subreflector Configuration
4.2.5 Backing Structure of the Offset Antenna
The backing structure of the US SKA TDP antenna is adopted with proper modification for some key
parts (Further details can be found in Section 4.3.1 in [7]), as shown in Fig. 11.
Fig. 11 Backing Structure
4.2.6 Feed Switch Mechanism
The proposed feed switch mechanism for the US SKA TDP is adopted, as shown in Fig. 12.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 24 of 57
Fig. 12 Feed Switch Mechanism
The feed mounting and feed switch mechanism are described in detail in section 4.3.1 in [7].
4.2.7 Antenna Mount Design
The antenna mount uses the AZ-EL type structure, with a gear drive in AZ and a screw drive in EL. It is
composed of a pedestal, an AZ part and an EL part, shown in Fig. 13. The mount has a strong bearing
capacity, compact structure and is easy to manufacture and transport.
The elevation driving device adopts a planetary reducer with a ball screw drive, without a counterweight.
The azimuth and elevation angular encoder is mounted by means of a flexible-axis drive technique with
high rotational rigidity. The azimuth cable wrap device uses a double-layer ring structure suitable for
cable bending.
Fig. 13 and Fig. 14 show the proposed mount structure for the offset antenna. Further details are given
in section 4.3.2 in [7].

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 25 of 57
Fig. 13 Antenna Mount Structure
Fig. 14 Antenna Mount Dimensions

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 26 of 57
The elevation part of the antenna mount and the reflector are of an integrated design, which may
effectively improve the rigidity, ensure the surface accuracy of the reflector and reduce the weight of
the whole antenna.
The azimuth part incorporates a dual-motor electrical anti-backlash drive with high driving precision.
A modular design is adopted for all rotating parts of the mount. Line-Replaceable Units (LRU) are
implemented in the reducer, motor, encoder and limit device, azimuth cable wrap, elevation lock device
providing not only ease of replacement and maintenance, but also being suitable for batch production.
The AZ drive utilizes an external gear bearing and is installed on the AZ rotation table which is better
than using an internal bearing located in the inner box. It is easy to maintain and has high drive rigidity.
A sealed cover protects from dust and sand.
All of the structural parts of the antenna mount are made of welded steel plate, which allows for rapid
large-scale production and may reduce the weight.
4.2.7.1 Pedestal
The pedestal is the supporting body of the antenna mount, as shown in Fig. 15. It is a low-cost truncated
cone made of welded steel plate and designed for easy manufacturing.
Fig. 15 Pedestal

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 27 of 57
4.2.7.2 Azimuth Part
The azimuth part comprises a pedestal, azimuth bearing, rotation table, encoder and limit device, an
azimuth cable wrap device, reducer, motor, etc., as shown in Fig. 16.
The azimuth bearing adopts a zero-clearance external-tooth four-point-contact ball bearing which
features high load-carrying capability and high rotational accuracy, which can increase the movement
precision and servo characteristics of the antenna mount. Both the azimuth reducer and elevation
reducer adopt the planetary reducer which features small volume, light weight and large driving torque.
The azimuth cable wrap device adopts a double-layer ring structure to support the cable, which makes it
simple. This device is suitable for situations where the antenna has many cables and the bending radius
is large.
Fig. 16 Structure of the Azimuth Part

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 28 of 57
4.2.7.3 Elevation Part
The elevation part comprises an elevation box, axis bearings, elevation axes, a driving bracket, reducer,
motor, lead screw, antenna support, encoder, limit device and elevation cable towline, etc., as shown in
Fig. 17. The left and right elevation yokes and azimuth rotation table are welded into a single-box-type
structure (elevation box), which can greatly increase the supporting rigidity of the azimuth rotation table
and elevation axis.
Fig. 17 Structure of the Elevation Part
4.2.8 Weight of Dish
The weight of the 15 meter antenna is listed in Table 2.
Table 2 Weight of 15 Meter Antenna
ITEM WEIGHT(aluminum, Kg)
WEIGHT(carbon fibre, Kg)
Reflector 7250 7050
Mount 11250 11250
TOTAL WEIGHT OF DISH 18500 18300

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 29 of 57
4.2.9 Packaging and Transportation
All the structural components in the antenna except for the main reflector surface can be disassembled
and re-assembled easily, and they can be disassembled into many parts suitable for transportation in a
container.
4.2.10 Antenna Servo Control Design
The antenna servo control system consists of an Antenna Control Unit (ACU), Antenna Drivers and
motors, power distribution devices, encoders, local control pendant, and a limit and safety protection
device. The ACU, drivers and power distribution devices are placed inside an RFI-shielded cabinet. The
block diagram of the antenna control system is shown in Fig. 18.
AZ ADU
Feed system
Mount
RFI -Tight
Servo Cabinet
Power
Distribution
ACU
Remote
Comput
er
EL Motor
Limit&
Safety
Switches
AZ
Encoder
EL Encoder
AZ Motor1
AZ Motor 2 AC
Power
Supply
EL-Driver
AZ-Driver1
AZ-Driver2
Local
Control
Pendant
Networks
MotorFeed
ControlSensor
Fig. 18 Block Diagram of the Antenna Control System
The main advantages of the control system are:
State-of-the-art components

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 30 of 57
Improved performance because of a fully digital system
Very high reliability
Modular design for easy maintenance
No maintenance required for brushless motors
Good spare part availability
The antenna control system, designed based on feedback control theory, controls the rotation of the
azimuth and elevation axes simultaneously. A typical closed-loop control system of current, velocity and
position loops is adopted; it has the advantages of steady rotation and accurate position control of the
antenna.
The ACU is mainly composed of an industrial computer and peripheral control circuit, etc.
The ACU communicates with the remote computer via Ethernet, receives M&C commands and data, and
reports the antenna status and position. It also receives a UTC time signal sent through the NTP client by
the station timing device and sets the time of the ACU. An operator pendant providing basic controls at
the pedestal (stop, start, drive) will also be provided.
The operating modes below are available for azimuth and elevation axes:
STANDBY
The standby mode is the power-on default operation mode or return-on-fault mode of the antenna
drive control system
PRESET
Moving to predefined position. Active position control is maintained.
RATE
Moving at user-defined constant velocity.
PROGRAM TRACK
Tracking of an object along a pre-defined path. The path is defined by a sequence of
time/position/velocity samples.
STOW
The ACU automatically controls the antenna to rotate to a preset stow position and lock the stow
pin.
FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 31 of 57
The azimuth axis will be equipped with two AC drivers and two brushless motors, and the elevation axis
will be equipped with single AC drivers and single brushless motors. Synchronous motors with
permanent magnets will be used. Each motor includes a position sensor which is used for electronic
commutation and for measuring the motor velocity. Also, each motor will have a magnetic brake.
To ensure high positioning accuracy, the AZ axis is equipped with torque bias drives to compensate for
gearbox backlash.
An absolute position encoder is used for each axis, with resolution better than 25 bits .The azimuth axis
is equipped with a turn-differentiating sensor to resolve the azimuth ambiguity in the overlap range.
The interlock system formed by the safety protection devices and the sensor on the antenna mount is
used to ensure the safety of the antenna. The interlock system consists of a safety device, brake, limit
switch, emergency stop switch, etc.
The function of the feed control devices is to select feeds when the antenna is working in different
bands, and to control the position of the polarization if the system needs it. The principal function of the
power distribution unit is to supply power and provide power distribution protection for all equipment.
The supply of power can be controlled by the contactor either remotely or locally. The power on/off of
the antenna drive system is under control of the ACU.
5 Requirements
This section of the document describes how the proposed sub system will address the requirements for
the Dish Array, which are derived from the system requirements [8] and ultimately the science
requirements. These include both the functional and non-functional requirements. Some of the key
requirements that need to be addressed are as follows.
Imaging dynamic range
Mass production
FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 32 of 57
Operating cost
Feed flexibility
Rapid installation
Maximising A/T per unit system cost (i.e. including signal transport, signal processing, computing
etc.)
Minimising maintenance cost
Electromagnetic compatibility
5.1 Functional Requirements
Describe which requirements are being addressed and how the proposed sub system is expected to
meet them.
Aperture efficiency
Antenna aperture efficiency: ≥55% at 10GHz; ≥60% at 0.3GHz; ≥65% at 0.9~6GHz .
Details of the analysis and investigation can be found in [7], Section 5.2.
First sidelobe level
The first sidelobe level is -18 dB at 10GHz (mostly less than -20dB).
Details of the analysis and investigation can be found in [7], Section 4.2.2.
Maximising A/T per unit system cost (i.e. including signal transport, signal processing, computing
etc.)
Comparing various schemes of the design, demonstration and optimization; the best A/T will be
reached after prototype construction and verification.
Surface accuracy
The total surface accuracy is 1.2mm r.m.s. in the condition of no wind and at night.
Details of the analysis and investigation can be found in [7], Section 4.3.4.
Pointing accuracy
Pointing accuracy is 10 arcsec r.m.s. in the condition of no wind and at night.
Details of the analysis and investigation can be found in [7], Section 5.4.
Travel range

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 33 of 57
AZ:-270°270°; EL: 15° 85°
Details of the analysis and investigation can be found in [7], Section 4.3.2.
Slew rates (Max)
AZ:3°/s; EL:1°/s
Details of the analysis and investigation can be found in [7], Section 4.3.2.
Feed flexibility
The dish shall accommodate three single pixel feeds and PAF payloads. Feeds can be remotely
selected with a changeover time of 30 seconds maximum.
Various feed installation interfaces are provided, with a positioning design.
Details of the analysis and investigation can be found in [7], Section 4.3.1.
Imaging dynamic range
To achieve high imaging dynamic range, the dish shall have a stable beam shape and accurate
pointing.
Because the offset-Gregorian dish has no blockage, the sidelobes are lower than for a prime
focus dish, and this is expected to contribute significantly to achieving high imaging dynamic
range.
Because of environmental load influences (e.g. gravity and wind loading), the beam shape and
pointing of the antenna will change in operation. Therefore, in the structural design, we need to
analyse the effect of the surface and pointing accuracy as modified by such loading, then reduce
the error by optimizing the structural design. From the measured results, the system error can
be diminished.
5.2 Non-Functional Requirements
There are many non-functional requirements that will need to be met if the Dish Array is to operate
successfully; a few of these are listed above. We describe here how some of the critical requirements
are expected to be met.
Mass production
On site mass productionof the main reflector panels is proposed as follows:
1) Our design is fully compatible with a mass production line, and we can meet the SKA project
schedule by increasing equipment and facilities.
2) In terms of antenna manufacture

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 34 of 57
The manufacturing Technology adopts a negative pressure shaping method.
The main reflector panels and other raw materials will be transported to the site and
assembled there, while other structural parts will be manufactured in a factory and
transported to the site.
Operating costs
There are several factors which have been considered in the analysis of operating costs, for
example: power consumption, cost of regular inspection, cost of replacing damageable parts,
cost of lubrication, un-manned operation and failure detection.
Rapid installation
The dish shall be designed for rapid installation with a minimum of manpower and equipment.
This requirement can be met as follows:
1) The reflecting surface is shaped in one piece; no assembly is required
2) LRU design in all structures
3) Fast and precisely located re-assembly of all structural parts on site, with free adjustment
Minimising maintenance costs
1) With lubricating oil, maintain the antennas each year.
2) Structural design (external location of motors, sealed lubricated driving devices) can reduce
maintenance costs.
3) Changeable units are used, making it convenient to replace them and reducing
maintenance costs.
Electromagnetic compatibility
1) The antennas are to be designed to preserve the RFI environment on site, and this requires
that all cables, motors, terminal boxes and other electrical devices be shielded and made
RFI-tight. Furthermore, the use of instruments or tools which generate RFI during on-site
construction, installation or commissioning will be discouraged.
2) The entire control system is to be housed in RFI-tight cabinets.
3) A complete drive and control system (motors, encoders, limit switches and controller(s) in
their RFI-tight cabinet(s)) must pass the test.
4) The door seal should provide RFI isolation. The servo cabinet must be sealed.
The dish shall be designed for a 30 year minimum lifetime.
The lifetime of some parts like bearings, gears, etc., can be evaluated and might be given an
accelerated lifetime test; some vulnerable parts must be chosen carefully and optimized.
The routine maintenance interval for each dish shall be more than 1 year.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 35 of 57
Analyze the reliability of each component, by choosing and optimizing the components and
parts, and optimizing the design of the antenna. Ensure that the routine maintenance interval
for each dish is more than 1 year.
Dishes shall incorporate lightning protection to TBD standard.
After confirming local standards, the lightning protection will be designed according to relevant
requirements; a professional company can supply some technical support.
Dishes in the array shall be provided with security systems to prevent access by unwanted
visitors.
All components of the antenna should be waterproof and can be protected from destruction by
animals, e.g. snakes, goats, cattle, spiders and parrots. We are considering adding a mesh cover
at the vent hole to keep out birds, spiders, etc.
6 Technical Progress to Date
Give a brief description of development work to date, together with critical results where appropriate.
Up to now, we have a good command of wideband feed technology (excellent transmitting and
receiving performance in several octave bands), sandwich panels (a honeycomb sandwich structure with
two aluminum alloy or carbon fibre panel skins), LRU design, etc.
JLRAT has capabilities in manufacturing and testing of carbon fibre reflectors, which has been
successfully used in a 2.4m offset carbon fibre sandwich antenna (surface accuracy of 0.3mm).
JLRAT has experience in the design and manufacture of long life antennas, which are continuously and
smoothly operating 24 h/d, over ten years, at repetition rates of 4 runs per minute.
A mature EMC technology has been successfully implemented, for example, 80dB isolation of servo
cabinets and 40dB isolation of mountings have been achieved in the ASKAP Antenna project.
Software used in design is given below.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 36 of 57
Software used in the servo system is as given below.
Operating system: Real Time operating system VxWorks
Programming languages according to IEC61131−3: IL, LAD, FBS, ST, SFC, CFC
Programming system: Rexroth IndraWorks
Programming interface: Ethernet or RS232
Development environment : Microsoft Windows XP or Windows2000
Software used in microwave optical design is as given below.
Calculating radiation patterns of antenna : Grasp 9.7
Calculating radiation patterns of feed : Ansoft 11.0
Software used in structure design is as given below.
3D structure design : Pro/E4.0
2D structure design : CAXA 2007
Finite element analysis : MSC·Patran/Nastran 2007
7 Cost Estimates
This chapter provides initial cost estimates for manufacturing the proposed sub system in quantities
applicable to the SKA pre-construction phase, phases 1 and 2.
The budget for prototyping (including the feed subsystem) and verification in the pre-construction
phase is approximately € 3.5 million. The feed subsystem is for testing only.
Initial investment for phase I including verification is approx. € 3 million, while phase II is TBD.
The unit price of an antenna in phase I and phase II is shown in Table 3.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 37 of 57
Table 3 Cost Estimates
ITEM UNIT PRICE (aluminum, k €)
1-250S
UNIT PRICE (carbon fibre, k €)
1-250S
UNIT PRICE (aluminum, k €)
251-3300S
UNIT PRICE (carbon fibre, k €)
251-3300S
Reflector 75 85 73 82
Pedestal 90 89 87 86
Servo System 33 33 31 31
Total 198 207 191 199
Notes: 1) The exchange rate for the CNY and EUR is 9.5:1
2) The price is based on the price index in 2010, without any tax.
3) The feed subsystem is not included in these cost estimates.
8 Plans for Further Development
8.1 Milestone
Describe the plans to further develop the proposed sub system up to the point where it can be mass
produced. Include time lines and details of resources that will be available to carry out the work.
Based on the ‘SKA Project’ study logic as outlined in the overall requirement, the following master
schedule shows all work packages in the framework of the overall schedule plan. The master schedule
for the SKA Project—Dish subsystem is shown in Table 4.
Table 4 Milestones of SKA Project-Dish Subsystem
MILESTONE TIME
Pre-construction 2011.7-2015.12
Concept Design -2011.7
Primary Design and Feasibility Study 2011.8-2012.1
Final Design of Prototype 2012.2-2012.4
Finish Manufacture of Prototype 2012.5-2013.2
Test Verification of Prototype 2013.3-2013.5
Design Review and Design Change 2013.6-2013.8
Finish Manufacture of the Second Prototype 2013.9-2014.1
Test Verification of the Second Prototype 2014.2-2014.4
Further Design Review and Design Change 2014.5-2014.8
Mass Production Preparation 2014.9-2015.12
Phase I Construction Dishes ~250s 2016-2019
Phase II Construction Dishes~3000s 2019-2023

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 38 of 57
8.2 Schedule for Prototype
The schedule for manufacture of the prototype is listed in Table 5
Table 5 Schedule for Manufacture of Prototype
8.3 Phase I Construction
This part aims to give a time budget of the JLRAT or JLRAT coordinated parties manufacturing schedule,
however the project plan in a Gantt chart is expected to be given after prototype manufacture.
Period: 2016-012016.12,
Installation on site and preparation for manufacture
Period: 2017.012017.12
9 antennas/month, 1-100 units to be completely manufactured and installed.
Period: 2018.012018.10
15 antennas/month, 101-250 units to be completely manufactured and installed.
Period: 2018.112018.12
For contingency.
8.4 Phase II Construction
Period: 2018-12018-12
Installation on site and preparation for manufacture
Period: 2019-12023-12
FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 39 of 57
60 antennas/month, 251-3300 units to be completely manufactured and installed.
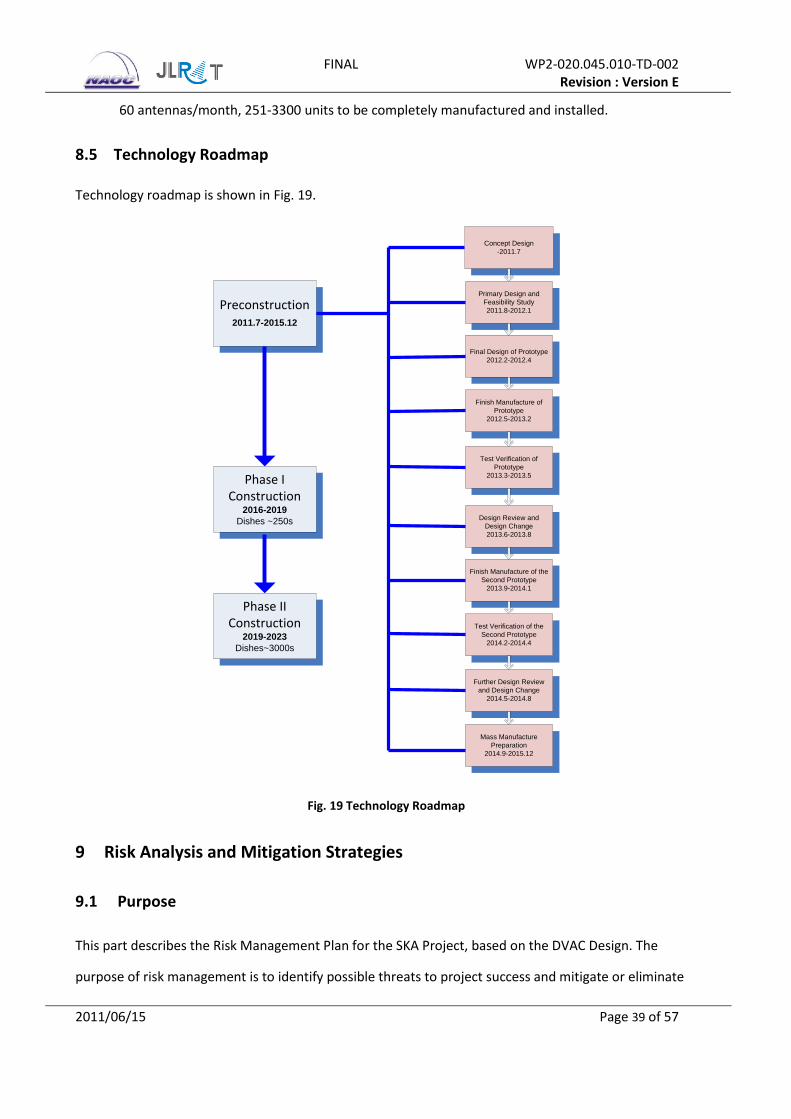
8.5 Technology Roadmap
Technology roadmap is shown in Fig. 19.
Preconstruction2011.7-2015.12
Phase I Construction
2016-2019
Dishes ~250s
Phase II Construction
2019-2023
Dishes~3000s
Concept Design
-2011.7
Primary Design and
Feasibility Study
2011.8-2012.1
Final Design of Prototype
2012.2-2012.4
Finish Manufacture of
Prototype
2012.5-2013.2
Test Verification of
Prototype
2013.3-2013.5
Design Review and
Design Change
2013.6-2013.8
Finish Manufacture of the
Second Prototype
2013.9-2014.1
Test Verification of the
Second Prototype
2014.2-2014.4
Further Design Review
and Design Change
2014.5-2014.8
Mass Manufacture
Preparation
2014.9-2015.12
Fig. 19 Technology Roadmap
9 Risk Analysis and Mitigation Strategies
9.1 Purpose
This part describes the Risk Management Plan for the SKA Project, based on the DVAC Design. The
purpose of risk management is to identify possible threats to project success and mitigate or eliminate

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 40 of 57
their negative impacts on the project.
9.2 References
The plan is developed based on 11-MGT-090.010.010-RE-003-C_Risk Register [9] and 14-MGT-
040.040.000-MP-001-1_Risk Man Plan [10]. However, the intention of this part concerns the dish and
related cross-cutting issues only; the risk for the whole SKA project is beyond the scope of JLRAT
consideration
9.3 Risk Management Process
Systematic risk management comprises the following distinct steps:
Risk identification---the process of determining the specific risk factors that can be reasonably
expected to affect the project.
Analysis of probability and consequences---the potential impact of these risk factors, determined
by how likely they are to occur and the effect they would have on the project if they do occur.
Risk mitigation strategies---steps taken to minimize the potential impact of those risk factors
deemed sufficiently threatening to the project.
Control and documentation---creating a knowledge base for future projects based on lessons
learned.
Table 6 lists the potential risk and its proposed mitigation for the dish part ONLY.
Table 6 Potential Risk and Its Proposed Mitigation
No. Risk Brief description Impact Proposed mitigation
1 Environment protection
Dishes are installed in rural or original area, to protect the local environment during installation period and waste disposal after the project’s lifetime.
The lessons of failing to protect the environment are obvious. Any infringement of site environment regulations may delay or terminate the project.
Fully cooperate with the selected country, fully understand local regulations and culture. Consider waste disposal (during installation/after dish life cycle) in design phase. Transfer lessons learned to SKA dish subsystem
2 Cost overruns As a long-term project, conflicts between the budget and real expenses can easily happen. Especially for outsourced raw materials, price index
Underestimating costs will lead to an increase in the budget, which will affect the whole project operation to some degree.
Cooperate with a reliable supplier with a good reputation,

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 41 of 57
variations are common. Any delay may also cause extra costs.
3 Scope of logistics and support
Logistics from China to the selected site
It requires a large number of people, tools, equipment, facility arrangements. Any failure of one section will delay the project schedule or terminate it.
A logistics group needs to be formed in charge of each section. Each cooperating country/group/organization requires smooth communication of information.
4 Schedule control
Most refer to manufacturing and installation schedule control
The basis of the whole project schedule.
Key parts are manufactured by the contractor. Subcontracting/external supply backup (A/B or A/B/C role) The principle of using different places for back ups will be applied. There will be a recovery plan using rapid manufacturing.
5 Main reflector manufacture
The diameter of the highly accurate shaped reflector is extremely large, so the technical process will be a challenge.
Difficult to manufacture, and hard to meet accuracy requirement. Failure to achieve the expected accuracy will lead to suboptimal antenna efficiency.
Feasibility study will be done on manufacturing the reflector. Cooperation with international groups.
6
High dynamic range
To meet the imaging and spectral dynamic range requirements.
Failure to achieve the expected high dynamic range will lead to a suboptimal system not able to achieve the science goals.
This will involve analysis and measurement of dish.
7 Surface accuracy
Surface accuracy is affected by reflector and its support structure, which are closely related to cost. So to balance the low cost and high accuracy is a challenge
Failure to achieve the expected accuracy will lead to suboptimal antenna efficiency.
Reflector mitigation refers to 5. Support structure design will be realized by optimal design.
8 Pointing accuracy
Pointing accuracy mainly is affected by random errors.
Failure to achieve the expected accuracy will lead to low dynamic range.
Systematic errors will be corrected by the servo system. System optimization will reduce random errors.
9 EMC and RFI environment
Highly sensitive receivers, covering wide frequency range, will be co-located with high speed digital equipment, local oscillators, dish controllers, external RFI from satellites.
The RFI will significantly influence performance of the SKA.
Identify EMC aspects of designs.
FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 42 of 57
10 Other Cross Cutting Issues
10.1 Health, Safety & Environmental Management Plan
The following discussion is based on the assumption that JLRAT gets the SKA dish contracts.
JLRAT has the obligation to ensure the health and safety of its engineers and workers during the course
of their work at their workplace and living accommodations at the antenna installation site (esp. abroad);
it also has an obligation to ensure the health and safety of others that JLRAT’s work may impact upon.
The purpose of the Heath Safety and Environmental (HSE) Management Plan is to address JLRAT’s
obligation to ensure the health and safety of persons at their workplaces .The HSE management plan is a
working document designed to effectively manage and minimize health safety and environmental risks,
reduce hazards for the SKA project-dish subsystem and its related equipment facilities, material and
support. This part aims to cover the requirements of the accident prevention rules and safety program
to be applied to the antenna installation. Please note that JLRAT has experience in antenna installation
in Western Australia; part of this plan is based upon experience in Australia, for the environment of the
two potential sites is deemed similar.
10.1.1 JLRAT Health Safety and Environment Policy
At JLRAT, a commitment to occupational health, safety and the environment is part of the business.
This is achieved through:
complying with statutory requirements, codes, standards and guidelines;
setting up objectives and targets with the aim of minimizing risk in relation to our activities,
products and services;
defining roles and responsibilities for occupational health, safety and environment.
Strategies will include:
ensuring occupational health, safety and environment management principles are included in all
organisational planning activities;
providing ongoing education and training to all of our employees;

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 43 of 57
consulting with employees and other parties to improve decision-making on occupational health,
safety and environment matters;
ensuring incidents are investigated and lessons are learnt within the organisation;
distributing occupational health, safety and environment information, including this policy, to all
employees and interested parties;
providing enough resources to protect occupational health, safety and the environment;
ensuring that effective injury management and rehabilitation is provided to all employees.
10.1.2 HSE Organization Roles and Responsibilities
The flow chart of HSE management roles and responsibility is shown in Fig. 20, the broken line boxes are
suggested by JLRAT:
JLRAT Project
Manager
Antenna & Servo
Department Safety
Committee
JLRAT Site Manager
SKA Project HSE
Manager
(dish-subsystem)
Employees
JLRAT HSE
Supervisor
SKA Project Manager
(Dish-subsystem)
Fig. 20 Flow Chart of Employee HSE Responsibility
The key personnel and their roles and responsibilities for safety management are shown as follows
Project Manger:
Provide financial, material, and employee support of safety related activities.
Provide an environment where safety in the workplace is of utmost importance.
responsible for incidents/accidents within 24 hours of occurrence, holding weekly HSE
discussions with staff during the project, etc

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 44 of 57
Antenna & Servo Department Safety Committee:
Encourage employees to report safety related issues.
Identify and report safety related issues.
Review and develop corrective actions.
Ensure and assist in the correction of safety related issues.
Develop safety management and policies as needed to provide a safe workplace.
Assure compliance with all applicable Australian/SA, Chinese, Local, safety policies.
Review accident reports as requested.
Facilitate safety training in JLRAT.
JLRAT site manager
Ensure employees on site have completed all applicable training.
Provide equipment and materials to support safety activities on site.
Provide support for and suggest to JLRAT and SKA project manager (dish subsystem) specific
safety issues.
Provide assistance during emergency response.
Ensure all incidents and accidents are reported as quickly as possible (within 24hours at least) to
the SKA Site Manager, to enable timeframes for compliance reporting requirements to be met if
necessary and to facilitate incident investigations
Ensure compliance within their team of all applicable Australian/SA, Chinese, local policies and
regulations.
Submit safety reports to the SKA project HSE manager (dish subsystem) and JLRAT headquarters
weekly.
Hold weekly HSE meetings on site with the site manager
Submit injury reports daily to the Site Manager and all signed in teams.
Produces monthly progress reports of site work including HSE issues to site manager
JLRAT HSE Supervisor

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 45 of 57
Ensure work is carried out in accordance with the safety standards required for minimum risk to
employees and property.
Know the safety requirements stipulated in the safety program.
Check each work procedure from the safety point of view and advise the site manager before
commencement of work and, or while working
Make sure that suitable personal protective equipment is available and in use.
Check on the use of all types of personal protective equipment, evaluate effectiveness and
suggest improvements to site manager.
conduct daily visual inspections of safe work practices and avoidance of environmental harm
Investigate and provide a written report on any HSE incidents/accidents within 7 days of the
event
On Site Employees:
Complete all applicable safety training.
Report safety related hazards, incidents and accidents immediately to JLRAT site safety officer
Work safely at all times; ensure no harm to the environment; ensure cultural sensitivity to the
site environment.
Use the correct tools and equipment for the job.
Keep tools in good condition.
Use proper personal safety equipment provided at all times.
10.1.3 Antenna Site Overview
Before access to the site, whether in Australia or S.A., we will become acquainted with the following
items
Site Access notice
Environmental conditions
Site cultural awareness

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 46 of 57
10.1.4 Health Safety and Environmental Risk Assessment
The risk assessment process involves 6 steps as follows:
Identify OHS hazards and environmental aspects using this process and documenting the
information of the Job Safety and Environment Assessment Form.
Rate the risk associated with each hazard/aspect according to the JLRAT internal Job Safety
Guidance. For each hazard/aspect, adopt the risk rating that is given by the JLRAT document
For each hazard/aspect, rate the likelihood of an incident that will lead to the consequences you
have determined. Consider all of the options for each rating and use the most likely rating that is
possible for the defined consequences.
Use the Risk Matrix to analyse the consequences against the likelihood to determine the
inherent risk category associated with each hazard/aspect. These are the risks posed by the
hazards in the absence of any consideration of risk control strategies.
Use the same Risk Matrix to consider the Residual Risk - plot the inherent risks against your
perceptions of the effectiveness of the risk management controls implemented so you can
estimate the residual risk associated with each hazard/aspect.
Deal with high residual risks as a matter of urgency, ensuring appropriate controls are in place
prior to the commencement of any work activities. See significant inherent and residual risks
and expectations relating to further action and/or controls that are needed to ensure risk levels
remain acceptable.
10.1.5 Safety Instructions and Guidelines
10.1.5.1 Safety Instructions and Training
The whole team must undertake all necessary inductions and task-specific training at JLRAT and antenna
installation site.
The team has been involved in on-the-job training as the antenna has been built at the JLRAT test range. This has familiarized the team with the work required at the antenna installation site; this works includes
Use of tools and equipments
The team member has trained to use personal protective equipment, antenna installation tools,
antenna testing instruments, etc
Electrical installation safety

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 47 of 57
Electrical engineer in the team has been trained about electrical safety during cabling, testing,
trouble shooting, etc.
More general HSE procedures during antenna installation
Trained engineers
10.1.5.2 Site Condition and Safety Induction at JLRAT
All JLRAT team members are required to undertake site safety induction at the JLRAT headquarters
before going to the antenna installation site, which includes the general site condition introduction and
explains particular safety issues related to working on site. The team will be familiar with the JLRAT HSE
plan.
The site manager will distribute a translation of safety induction material, which will be supplied by the
local host, to all employees. The JLRAT team members are required to read this material carefully to
ensure their behaviour complies with local rules, customs and culture.
10.1.5.3 Safety Induction on Site
The JLRAT team will undergo a full site safety briefing run by the installation site manager prior to
commencing work at the site. This explains particular safety issues relating to working in a hot, remote
location, as well as outlining emergency and communication procedures.
10.1.5.4 Specific HSE Training
Based on the risk assessment, the following safety training has been provided to JLRAT employees
Use of personal protective equipment
Working expose to heat and sun
Working at altitude
Crane lift safety issues
Working at night
Working in confined spaces
Electrical installation safety

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 48 of 57
Manual handling during antenna installation
Other work involving antenna installation
10.1.5.5 Preliminary Set Up for Installation
All equipment, machinery and tools for use on the job site must be approved by the SKA Project
manager-dish subsystem, and shall be subject to initial and periodic inspection by the Site Manager.
Prior to commencing Installation, the planned arrangement of all equipment to be placed on the
location should be reviewed to eliminate potentially hazardous conditions. Changes to the site set up
are to be recorded in the site installation plan
10.1.5.6 Housekeeping
Work areas should be maintained reasonably clean and free of debris to remove slip and trip
hazards.
Hazardous leaks or spills should be promptly cleaned up to reduce the risk of falls,
contamination of surface waters and fire hazards.
Equipment operators shall only operate machinery for which they are authorized.
A tag-out security system shall be established for the isolation of equipment or during
maintenance and repairs.
Any spill of liquids will be cleaned up immediately to minimize harm to the environment,
cleaning equipment and an emergency response will be kept within the work site.
10.1.5.7 Personal Protective and Other Equipment
All JLRAT employees are to be supplied with personal protective equipment and must use it where
required. This equipment will include but is not limited to:
safety helmet, with wide brim for sun protection
Safety boots with toe protection;
Gloves
Full length cotton breathable clothing.
Safety glasses or face shields

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 49 of 57
Safety belt
Water
First aid kit (remote use)
Sunscreen
The equipment that is worn by each employee at any time will depend on the job at hand. Employees
shall wear protective clothing and protective equipment when working under conditions where there is
reasonable potential for injury, illness or death that can be prevented by use of such equipment.
The guidelines for appropriate use of safety equipment for JLRAT employees on site are outlined as
follow:
Safety helmet, safety boots should be worn by JLRAT team members within antenna site during
installation or maintenance activities;
When handling antenna parts that may cause injuries, team members will wear gloves,
protective apron, or other protective equipment as appropriate;
Loose or poorly fitted clothing should not be worn;
Employees with hair of such length as to be a hazard in work area should keep it contained in a
suitable manner while performing their duties
10.1.5.8 Fire Prevention
Fire constitutes a significant hazard for operations personnel. Consequently, the recognition and
minimisation of fire risks, i.e., sources of ignition and fuel, is essential for safe operation on site.
Sources of fuel on site are: paints, grease and flammable wastes.
Sources of ignition include: sparks, spontaneous combustion, grinding, electrical faults, cigarette
smokers and lightning. Sparks may be generated mechanically from friction (striking of metal), electricity
(loose or faulty connections, overloading, improper grounding, short circuits, incorrect fuses, etc.) and
from engine exhausts.
General Precautions
The JLRAT team will be conversant with the safety regulations governing fire prevention;

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 50 of 57
Naked flames, smoking will be prohibited within the workplace except for a designated area.
Electrical work will only be carried out by certified electricians;
Flammable waste including packaging, rope, etc., will be collected and stored safely prior to
removal from site according to site manager arrangement (waste is handled by local host).
Fire extinguishers and other equipment will be setup on the antenna site by local host.
10.1.5.9 Alcohol and Drugs
Alcohol
Any person is prohibited from consuming alcohol while on duty
The driving of any vehicle while under the influence of alcohol is prohibited
Prescription Drugs and Illness
Any person on site who is required to take prescription drugs, which may affect his or her work
performance, must notify the site manager. Prescription drugs to be brought onto the site
(accompanied by a doctor’s certificate) will be listed for Customs approval.
Any person on location who has either a contagious illness or an illness or condition which may
affect his or her work performance or the safety and or efficiency of those around that person,
must inform the JLRAT Site Manager.
10.1.5.10 First Aid
JLRAT will provide First Aid support for its employees on the site. A First Aid kit will be kept at the work
site all the times.
10.1.5.11 Hydration / Exposure
Since the site is usually dry, very hot, and usually sunny. All JLRAT employees need to be aware of the
dangers of heat stress, sun burn and dehydration.
So, when working on site, JLRAT staff should
wear a wide brimmed hat, sunglasses and 30+ SPF sunscreen, loose long-sleeved cotton shirts
and long pants.
have their water bottles readily accessible at all times. 4 litres of water per person per day is
recommended.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 51 of 57
try to work in the cooler parts of the day and avoid working when the temperature is over 38
degrees.
have rest breaks according to local conditions.
When the following signs have been experienced or observed
1) Heat rashes – hives, sunburn
2) Heat cramps – painful muscle spasms, heavy sweating
3) Blurred vision
4) Dizziness, exhaustion
5) Slurred speech
6) Difficulty in thinking clearly
JLRAT staff should stop working and take the following actions:
1) Reduce or stop work, seek shade,
2) Replace lost fluids (drink water – avoid caffeine),
3) Rest,
4) Contact First Aid without delay.
10.1.6 Environmental Hazards and Control Measures
The main area of environmental hazard is waste. The control measures for this factor are presented
below.
Wastes generated during installation activities should be handled to
Avoid contamination of land or water;
Minimize health risks;
Minimize impacts to visual amenity;
Minimize impacts to native flora and fauna.
No operation on site will create dust
Any spillage of liquids and garbage will be cleaned up immediately to minimize harm to the environment,
cleaning equipment and an emergency response will be kept within the work site.

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 52 of 57
10.1.7 HSE Meetings/Reports and Notices
10.1.7.1 HSE Meetings
A routine HSE meeting shall be held on a weekly basis and attended by all teams and chaired by the site
manager
All team members prior to holding a meeting shall conduct a joint site safety inspection and the
inspection results shall be discussed at the meeting.
10.1.7.2 Incident Reporting & Recording
All incidents associated with the contract involving, but not limited to, personal injury, medical
treatment or property damage should be recorded and investigated.
Any incidents that may meet the Comcare reporting criteria listed below must be reported to the SKA
Project HSE Manager-dish subsystem in sufficient time to meet the regulatory reporting time frames
listed in Table 7.
Table 7 Regulatory Reporting Time Frames
Incident Notification time Frame
Death By phone within 2 hours
Serious Personal Injury Fax or online within 24 hours
Dangerous Occurrence Fax or online within 24 hours
Note: Time frames commence as soon as a site supervisor becomes aware of an incident.
The following should be documented:
details of incident, who was involved, what was the outcome (e.g. first aid, medical treatment
required, environmental incident) must be completed within 24 hours of the incident or of
becoming aware of the incident
investigations must be completed in 48 hours and corrective actions put in place as soon as
practicable and appropriate
Incident Investigation should be conducted in a timely manner by a site manager, HSE supervisor, with

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 53 of 57
personnel involved in the incident and others who have knowledge or experience that will have bearing
on the outcomes of the investigation. The investigation should identify:
The incident (i.e. what happened, not how);
Quick fixes (i.e. the immediate actions to mitigate the impact);
Root causes (finding the underlying reasons for the incident);
Corrective actions (to ensure the root causes do not recur), also identify who should carry out
the actions and by when; and
Follow-up actions (to ensure the corrective actions are in place by the nominated time and are
working as planned; and, if not, then additional/alternative corrective actions and follow-up
actions may be required).
Notices for Corrective Actions
If team member fails or refuses to fulfil his safety responsibility or to correct unsafe conditions or
practices, he will be ordered to take the necessary corrective action.
When any negligence of safety and/or unsafe practices is detected, the HSE supervisor shall immediately
advise and/or instruct the team member to correct them.
If the team member fails to heed the instruction or advice or neglects fire precautions described in the
work permit, the unsafe work should be stopped. The work will not commence again until corrective
action has been taken.
10.2 Quality Control
JLRAT has its own Quality Management System (QMS) which has followed China’s national standard
since its establishment. We have an approved quality management system which follows the
government standard 9001B-2009 (idt ISO 9001:2008).
The QMS of the SKA project will consist of a design phase, manufacturing, assembly, acceptance and
delivery phases. Each phase is proposed as follow:

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 54 of 57
10.2.1 Design Phase
The design Phase is divided into two steps, a Plan Procedure and a Design & Development Procedure. In
each step, the QM Activities will emphasize the follow procedure control.
10.2.1.1 Planning Procedure
The Project Management Office will nominate the Quality Manager, who organizes the specialists to
authorize the quality plan, including quality purpose, quality criteria, test outline, technical
specification, etc.
approve the quality plan of the project in accordance with the quality requirements of each
phase in the Quality Statement,
authorize the Key processes plan, which needs special controls, such as the assembly technique
for the reflector
10.2.1.2 Development Procedure
This procedure includes Developing input and output. The Quality Manager will assist the Project
Manager to ensure timely, accurate and complete input and output.
Input related to antenna requirements shall be determined and records maintained. These will include:
functional and performance requirements,
previous similar designs.
The Development output will be provided in a form that enables verification against the input and shall
be approved prior to release. The outputs cover the following items.
Drawings, manufacturing specification workmanship, test outline, test planning, and other
reference files,
Purchasing file which lists appropriate information for purchasing products and for service
provision.
10.2.1.3 Review
Reviews will occur at corresponding opportunities based on the project plan. Participants in such
reviews include representatives of the two parties who are concerned with the design phase being
reviewed. If the work is not passed during the review, it will not be passed on to the next phase;

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 55 of 57
necessary questions must be put forward and solved by the Quality Manager. Records of the conclusion
of the reviews and any necessary actions will be maintained.
10.2.2 Antenna Manufacturing Phase
10.2.2.1 Procurement Control
The Purchase Manager will assist the Quality Manager in performing the Procurement Control. The
Purchase Manager is responsible for providing adequate quality and quantity of materials, parts, and
services for the project. Procurement Control is described in the QMS documentation. Such activity
performs actions for product-quality control and planning schedules.
10.2.2.2 Manufacture Process Control
Manufacture Process Control includes processing control, planning control, inspection procedure
control, periodic measurement control of test tools, and operating environment control.
The Quality Manager will review and approve related engineering and manufacturing documents,
including Drawings, Workmanship Manufacturing Specification (WMS), Test Outline and other reference
files, which assure production compliance with QMS and satisfying quality requirements. A WMS will be
released for each working procedure operation, where the following information will be, as a minimum,
identified:
Sequential steps for manufacture and assembly
Applicable technical guide
Mandatory inspection points
10.2.2.3 Key Quality Process Point
A QMG will emphasize monitoring the Quality Process Point, in accordance with the Key Process plan in
the Design Phase. For example in the technique of assembling the reflector, the Quality Test Engineer
will check following points.
Technical Engineer to authorize specific assembly technical guide.
The relative positions of the hub, ribs, and plate.
The joints between the hub, ribs, and plate
FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 56 of 57
Regular operator with technical experience
10.2.3 Assembly, Acceptance Phase
The assembly and acceptance phase is subjected to QM in order to ensure that the product is compliant
with the design. The main activities during this phase will consist of:
planning all the activities in accordance with the Test Outline and Product Acceptance
standard/Criteria,
approving product configuration changes
reviewing the entire delivered documentation.
10.2.3.1 Product Test Control
The Quality Control Engineer must report to the Quality Manager on the results and progress of quality
management activities, including human resources, equipment requirements, and test data records.
10.2.3.2 Malfunction Revise Control
In the Non-Conformed Report (NCR), the Quality Control Engineer will report the reason. In accordance
with the analysis of the technical engineer, the drawings will be revised or parts will be
exchanged/replaced.
10.2.3.3 Factory Acceptance Testing (FAT)
In the FAT, the QMG will perform acceptance tests with representatives of the two parties, according to
the contract requirements. If the function and performance specifications are met, the products pass
the acceptance, and the Certification of Factory Quality Acceptance will be issued.
10.2.4 Delivery Phase
10.2.4.1 Storage, Packaging and Transportation
Having finished the FAT and been certified by the inspector, the products will be prepared for delivery in
compliance with the relevant standards for storage, packaging, and transportation.
The specified storage environmental conditions will be defined. Before shipping, the QMG will perform
final packaging and shipping inspection of the antenna. It will be ensured that each product is shipped

FINAL WP2-020.045.010-TD-002 Revision : Version E
2011/06/15 Page 57 of 57
complete and fully assembled, with the necessary documents, under the special requirements for
shipping which each one requires.
10.2.4.2 Site Installation
The products will be installed and tested by JLRAT technical engineers on site. During the installation
and test procedure, an initial training will take place, in accordance with the test plan.
10.2.4.3 Site Acceptance Test (SAT)
In the SAT, JLRAT will test the antennas following the buyer’s requirement as set forth in the contract
and in the approved Engineering and Test Plan. JLRAT will invite the buyer to witness all Acceptance
Testing activities. Achieving the required functionality and performance, the products will be issued with
the Quality Acceptance Certification to certify completation of the SAT.