conference: 26 and 27 april 2017, exhibition: 25, 26 and...
TRANSCRIPT

Volume: 2 Issue: 6 February - March 2017 ` 10/-Bimonthly, Chennai
WINDERGY INDIA 2017Conference: 26th and 27th April 2017,
Exhibition: 25th, 26th and 27th April 2017at The Ashok, New Delhi
announce
IWTMAINDIAN WIND TURBINE MANUFACTURERS ASSOCIATION
&

A Bi-monthly Magazine of Indian Wind Turbine Manufacturers Association
Volume: 2 Issue: 6 February - March 2017
Executive Committee
Contents Page No.
Photo Feature 3
Heavy Castings in Wind Turbine 4
V. Srinivasa Reddy, Executive Director, Synergy Green Industries Pvt. Ltd., Kolhapur, Maharashtra
Indian Foundry Industry and Wind Turbine Generators 9
Ashok Kumar Anand, Director, The Institute of Indian Foundrymen, New Delhi
Castings and Forgings – Oxygen of the Wind Industry 12
V. Srinivasa Kannan, Head-SCM, Bonfiglioli Transmissions Private Limited
SG Iron Castings: Powering Energy Efficiency 15
P.G. Salunkhe, Vice President, Engineering Division, Premier Limited, Mumbai
Indigenisation of Wind Turbine Components 22
Sindhuja S, PGPM (Energy), Great Lakes, Institute of Management, Gurugram
Raghuram Hariharan, Manager (Purchase), Gamesa Renewable Pvt. Limited, Chennai
Dr. B.S.K. Naidu, Chairman Emeritus, Great Lakes, Institute of Management, Gurugram
Let the Wind Blow in Favour of Indian Foundries 28
Dr. Nithyanandan Devaraaj, Honorary Secretary, Institute of Indian Foundrymen
Special Forgings for Critical Gearbox Components 33
Umakanth Papatla, General Manager – Quality & Technology, ZF Wind Power, Coimbatore
Snippets on Wind Power 39
Know Your Member- RRB Energy 40
Indian Wind Turbine Manufacturers Association4th Floor, Samson Tower, 403 L, Pantheon Road, Egmore
Chennai - 600 008. Tel : 044 43015773Email : [email protected]
[email protected] : www.indianwindpower.com
(For Internal Circulation only)
Views expressed in the magazine are those of the authors and do not necessarily reflect those of the Association, Editor, Publisher or Author's Organization.
Chairman
Mr. Sarvesh KumarPresident and Chief Operating Offi cerRRB Energy Limited, New Delhi
Vice Chairman & Honorary Secretary
Mr. Chintan ShahPresident and Head (SBD)Suzlon Energy Limited, Pune
Executive Committee Members
Mr. Madhusudan KhemkaManaging DirectorReGen Powertech Pvt. Ltd., Chennai
Mr. Ramesh KymalChairman & Managing DirectorGamesa Renewable Pvt. Ltd., Chennai
Mr. Ajay MehraDirector, Wind World India Limited, Mumbai
Mr. Hemkant LimayeCommercial DirectorLM Wind Power, Bengaluru
Secretary General
Mr. D.V. Giri, IWTMA, Chennai
Associate Director and Editor
Dr. Rishi Muni Dwivedi, IWTMA, Chennai

2 Indian Wind Power February - March 2017
From the Desk of the Chairman - IWTMA
Dear Readers,
Greetings from IWTMA!
The Wind Industry is in its fourth quarter with an ambitious plan to install over 4 GW in the financial year 2016-17. There are two schools of thought on the prospects of 2017-18 with reduction of AD perhaps, withdrawal of GBI and the new era of competitive bidding, which has just made its beginning.
On the optimistic side, the Industry is confident to install over 6 GW in the financial year 2017-18 and move forward. The first bid under the competitive bidding for interstate sale has been received with a good response of 2.6 GW - prominent states are Tamil Nadu, Gujarat and Karnataka. We do hope that the price bid is meaningful for all the stakeholders instead of an aggressive bid, which can be short lived and may have its own shortcomings.
The country is also eagerly looking forward to the Union Budget 2017; which will have a departure and will include the Railway Budget for the first time. Aspirations are many - the roll out of GST, which is expected to be in July 2017, would stir the interest and which may have positive/negative impacts. Wind Industry is thankful to Ministry of New and Renewable Energy (MNRE) for suggesting concessional rate of duty and it is heartening to read in the newspaper that the Ministry of Power has in fact suggested 'Zero' rating for renewables to the GST Council.
While on the subject, we are glad to confirm that the Central Pollution Control Board has notified in writing that all renewable projects and hydro projects under 25 MW will be in the "White Category", which it deserves.
Castings and forgings are basic requirement to any industry and the Wind Industry is no exception. It is, but unfortunate that a major domestic player in the castings industry has gone to Court for anti-dumping; when there is a cry for finished castings, which are of good quality and with competitive price when imported. The country does not have enough capacity for machined castings.
The Ministry of Commerce has reduced the duty of Pig Iron SG grade (7201 1000) and Ferro-silicon-magnesium (7202 2900) from 12% to nil and we are determining the positive impact of this move. Castings and forgings are vital in items such as gearbox, nacelle casing, main shaft to name a few. Therefore, we are dedicating this issue with six articles to highlight this aspect.
Finally, the International Conference & Exhibition titled "WINDERGY INDIA 2017" organized by IWTMA and GWEC is in its feverish pitch and will take place from 25th to 27th April 2017 at Hotel Ashok, New Delhi.
The power of wind and generating power literally from thin air, its policies, challenges and opportunities will be exciting to every listener. We invite you to be a part of the show as a delegate, exhibitor or visitor. If you are not there, you will certainly miss something which holds hope for the future.
We have to wait and watch the policy of the new President of United States towards renewables as a super power.
"Let the will of people prevail but with dignity and peace".With Regards,
Sarvesh KumarChairman

3Indian Wind PowerFebruary - March 2017
Secretary MNRE
Shri Rajeev Kapoor, IAS, 1981 Batch, UP Cadre is the new Secretary in the
Ministry of New and Renewable Energy (MNRE). He was earlier Director,
Lal Bahadur Shastri National Academy of Administration, Mussoorie. Indian
Wind Turbine Manufacturers Association (IWTMA) heartily welcomes Shri
Rajeev Kapoor and extends all support and cooperation.
Photo FeatureMeeting with Mr Rajeev Kapoor, IAS, Incoming Secretary, MNRE
IWTMA arranged an introductory meeting with Mr Rajeev Kapoor, IAS, the incoming Secretary, MNRE and its members on December 28, 2016. Mr. Sarvesh Kumar, Chairman, IWTMA welcomed Mr. Kapoor on behalf of the Association. Mr. Chintan Shah, Vice Chairman and Honorary Secretary IWTMA presented broad Road Map of wind sector. Mr. Kapoor took keen interest in the discussion and assured his best efforts to boost the industry. The photos taken during the meeting are given below.
From left to right: Mr. Rajeev Kapoor, Secretary, MNRE; Mr. Santosh Vaidhya, Joint Secretary; Mr. Ramesh Kymal, CMD, Gamesa; Mr. Madhusudan Khemka, MD, ReGen; Mr. Hemkant Limaye, Director, LM Wind Power and Mr. K.R. Nair, GM, Wind World
Facing Camera from right to left: Mr. Sarvesh Kumar, Chairman, IWTMA; Mr. D.V. Giri, Secretary General, IWTMA; Mr. Chintan Shah, Vice Chairman and Honorary Secretary, IWTMA; Mr. G. Upadhyay, Scientist F; Mr. O.P. Taneja & Mr. Neeraj Kumar, Scientist C; Mr. Alok Gupta, Inox; Mr. Awnish Pandey, Inox. Mr. Anant Naik, Suzlon and Mr. Rishabh Dhyani, IWTMA are not in frame.

4 Indian Wind Power February - March 2017
1. Introduction
Heavy castings are major components for assembly of rotor, nacelle and gearbox in a wind turbine generator (WTG). Rotor hub, main foundation, bearing housings and reaction torque arm castings are manufactured according
to ferritic ductile iron grade and planetary carrier in gearbox is of pearlitic grade. Ductile iron castings offer highest reliability even with impact loads at sub zero temperatures. Casting is one of the most preferred manufacturing process to designers because of its ability in handling large size, complexity, repeatability, scalability along with cost competitiveness. A typical 2 MW WTG design requires about 40 MT of castings.
2. Indian Foundry Industry
India is the second largest casting manufacturer in the world with 10.77 million metric tons of production during 2015. China leads the casting Industry with 45.6 million metric tons and USA is in third position with 10.39 million metric tons. World's total casting production during 2015 is reported at 104 million metric tons and following graph shows country-wise production details in millions of tons.
India's casting production is 69% grey iron and 11% ductile iron. Following graph shows top countries grade-wise proportion along with world average.
World's average production for grey iron is 45% and ductile iron is 25%. India has got potential opportunity to enhance the ductile iron proportion.
India's casting demand is primarily driven by auto sector with 32% share, followed by pipe fittings, agricultural
Heavy Castings in Wind Turbine
V. Srinivasa Reddy, Executive Director Synergy Green Industries Pvt. Ltd., Kolhapur, Maharashtra; [email protected]
50
101520253035404550
Produc�on 2015
Grey Duc�le Steel Aluminium Others
0%
20%
40%
60%
80%
100%
China India USA World
Grade-wise Propor�ons
Grey Duc�le Steel Aluminium


6 Indian Wind Power February - March 2017
machines and sanitary parts at 8% each. India's large casting annual production is estimated to be around one million metric ton. Majority of large castings are produced for pipe industry in ductile Iron.
Following is the indicative sector-wise casting consumption in the country.
Indian foundry industry is spread across major clusters catering to some specific markets. Coimbatore in south is into textile & pumps castings, Kolhapur/Belgaum in west is into auto parts, Rajkot cluster into oil engines parts, Jalandhar/Ludhiana in north is into agricultural parts and Howrah cluster in east is into sanitary & railway castings.
3. Wind Turbine Castings
India's wind turbine casting development started during mid 90's on a small scale and picked up the momentum by mid of 2000's. Majority of wind turbine castings weight range from 5 MT to 15 MT. Prior to wind turbine castings demand, Indian foundries large casting expertise was limited to steel & grey iron. Around a dozen foundries had taken up for developing these parts but succeeded only to a limited extent. Main reason for this was due to stringent metallurgical and non-destructive testing requirements in wind turbine ductile iron parts.
Following are the statistics of Indian wind turbine casting consumption (assuming 20 MT/MW installations) during last 15 years.
India's hand moulded large castings annual capacity (>5 MT) is estimated to be around 450,000 MT out of which 300,000 MT for iron and 150,000 MT for steel. Presently, operating wind turbine foundries annual capacity is around 100,000 MT. Even though, local production capacity is higher than consumption, still castings are being imported from China due to cost competitiveness and to meet peak demands.
4. Casting Process
Methoding Simulation: Casting activity begins with simulation of 3D solid model for mould filling and solidification analysis.
Auto32%
Pipe
8%fi�ngs
Agri
8%M/C
8%Sanitary
Industrial M/C 7%
6%Railways
5%Pumps
4%Valves
4%Power
18%Others
Industry Consump�on
0
10000
20000
30000
40000
50000
60000
70000
80000
2002
-03
2003
-04
2004
-05
2005
-06
2006
-07
2007
-08
2008
-09
2009
-10
2010
-11
2011
-12
2012
-13
2013
-14
2014
-15
2015
-16
WTG Cas�ngs (MT)

7Indian Wind PowerFebruary - March 2017
Apart from geometrical input, material grade and other manufacturing parameters will be defined for simulation process. This process facilitate in analysing mould filling and solidification behaviour of the part with given set of inputs. Simulation helps in optimising casting production process and significantly reduce development cycle time.
Pattern Manufacturing: Once the manufacturing process is validated through simulation, next step is pattern making. Generally teak wood material is used for patterns. Patterns are constructed by using small modules machined on CNC machines and assembled together.
In order to ensure better dimensional stability, higher productivity and longer life, patterns are mounted on to match plates. Pattern manufacturing lead time varies between 4 weeks to 12 weeks depending up on the size and complexity of part.
Alternative pattern materials like aluminium and resin can also be used. However these material selection will be based upon the number of casting to be produced, flexibility for design changes and initial investments.
Moulding: Major inputs for moulding are high quality silica sand and chemical binders. These inputs are mixed in high speed continuous mixers and filled on the patterns for creating casting shape. Moulds are coated with high refractory materials like zircon/graphite for higher resistance to metal temperature and achieve better surface finish.
In order to preserve natural resources like sand and to protect the environment from used sand dumping, more than 90% of sand is recycled through mechanical reclamation process.
Moulding is considered as one of the most critical processes in large casting foundries, demanding highly skilled manpower and involves 30% of workforce.
Melting: Key inputs for melting are high quality pig iron and CRC scrap generated from sheet metal industries like automobile. Induction melting furnaces are used for
preparing the liquid metal. In order to ensure highest metallurgical quality, metal will be analysed for chemical analysis and cooling curve assessment through thermal software.
Melting process consumes 80% of power used in foundry and 70% of raw material cost. Total power consumed for producing one ton of good casting is around 1000 to 1200 units.
Fettling & Finishing: This process removes all unwanted materials like gating, risering and other extra material generated during casting manufacturing. This is one of the most laborious processes in foundry and requires around 30% of workforce. Still proper mechanisation of this process is not evolved and present approach is to minimise work content through superior controls in methoding, pattern, moulding & melting functions.
Quality Inspection: Castings will be validated for mechanical and metallurgical properties from the test coupons attached to casting. Casting soundness will be verified with NDT techniques like ultrasonic & magnetic particle inspection. Geometrical accuracies are validated through dimensional inspection and 3D measurements. Visual inspection will be carried out for surface imperfections.
Machining & Surface Treatment: Machining is one of the most critical processes to ensure proper assembly with

8 Indian Wind Power February - March 2017
mating parts and its geometrical accuracies are vital for WTG functioning. Shot blasting painting is carried out after machining.
Machining is a high investment process for large castings. Machine configurations are highly sensitive to component size and dimensional tolerances.
5. Opportunities and Challenges
Opportunities
Demand & Policies: The Government of India's target for renewable energy by 2022 is 175 GW, out of which 60 GW is to come from wind power. This is going to give sustained growth opportunities for the casting industry and annual wind turbine casting demand will be exceeding 100,000 metric tons.
Capacities: With more than two decades in to manufacturing of wind turbine castings, Indian foundries are well positioned to meet the growing demand of the industry.
Costs: Indian foundries have also developed the cost competitiveness comparable to global casting suppliers with the help of economy of scale in production, learning curve effect, and favourable currency conversion factors.
Following is the currency movement chart between INR & Chinese Yuan.
0
2
4
6
8
10
12
Jan/
07
Nov
/07
Sep/
08
Jul/0
9
May
/10
Mar
/11
Jan/
12
Nov
/12
Sep/
13
Jul/1
4
May
/15
Mar
/16
Jan/
17
INR to Yuan
Wages: Chinese labour costs have gone up by three folds in last 10 years and stands at 2.5 times the Indian wages. This advantage is nullified by much lower productivity levels in Indian foundries. There is a great opportunity to enhance the productivity levels.
Challenges
Product Development: Present development cycle time for large castings from drawing to serial production (first 5 castings) is about 8 to 10 months. There is strong need to reduce the same by 30%.
Manpower Skills: Most difficult task in large castings foundry is to get skilled manpower. Foundry working environment needs to be improved for attracting the qualified manpower and train them in structured manner to catch up with global standards of operational excellence.
Raw Material: Biggest challenge for Indian foundries is to contain the input material costs. Due to spiralling effect from supply chain, raw material prices are higher by 20% as compared to China.
Electricity Charges: Electricity contributes 15% of casting manufacturing cost. Indian electricity charges are growing at the rate of 8 to 10% annually. There is hope to reverse this trend with power sector reforms supported by healthy competition and decoupling the populist measures by political community.
Financial Resources: Another challenge for Indian foundries is limited accessibility to funds and higher finance costs. India's interest rates are 50% higher as compared to China. We hope for softening of interest rates with governments demonetisation and discouraging parallel economy.
External Factors: Continuity of policy incentives to wind industry, solar technology competition, and impact of GST implementation needs a close watch on wind industry demand.
References
1. 50th Census of World Casting Production, published in Modern Casting, December 2016 edition.
2. IIF Foundry President's presentation on Sector-wise Casting Consumption in India.
3. Wind Power Installed Capacity published by National Institute of Wind Energy, Ministry of New and Renewable Energy, Government of India.
4. Currency chart from www.xe.com

9Indian Wind PowerFebruary - March 2017
Indian Foundry Industry and Wind Turbine Generators
Ashok Kumar Anand Director, The Institute of Indian Foundrymen, New Delhi
The Indian foundry industry manufacturers metal cast components for applications in auto, tractor, railways, machine tools, sanitary, pipe fittings, defence, aerospace, earth moving, textile, cement, electrical, power machinery, pumps/valves, wind turbine generators, etc. Indian foundry industry has a turnover of approximately USD 19 billion with export of approximately USD 2.5 billion.
Indian foundry industry is globally ranked number 2 producing approx 10.7 Mn tons of castings per annum. However, China is number 1 casting producer producing approximately 45 Mn tons per annum. There is huge gap between India & China.
However, grey iron castings have the major share i.e. approx 68% of total castings produced in India.
There are approx 5000 units in the country out of which 90% can be classified as MSMEs.
Major Foundry Clusters
Each foundry cluster is known for its products. The major foundry clusters are located in Batala, Jalandhar, Ludhiana, Agra, Pune, Kolhapur, Sholapur, Rajkot, Mumbai, Ahemdabad, Belgaum, Coimbatore, Chennai, Hyderabad, Howrah, Kolkata, Indore, Chennai, Ahmedabad, Faridabad, Gurugram, etc.
Typically, each foundry cluster is known for catering to some specific end-use markets. For example, Coimbatore cluster is famous for pump-sets castings, Kolhapur and Belgaum clusters for automotive castings and Rajkot cluster for diesel engine castings, Howrah cluster for sanitary castings, etc.
Approximately 1500 units have International Quality Accreditation. Several large foundries are modern & globally competitive. Many foundries use cupolas using LAM coke. However, these are gradually shifting to induction melting. There is growing awareness about environment & many foundries are switching over to induction furnaces & some units in Agra are changing over to cokeless cupolas.
Wind Turbine Generators
The wind turbine generation in India has installed capacity of 28700 megawatts. Over 3400 megawatts were added last year
and target is to reach installed capacity of 60000 megawatt by 2020. The
growth of the wind turbine sector has been excellent to the tune
of 50% over the last three years. However, this has not translated into similar growth for the foundries
producing castings for wind turbine sector; instead there is
a decline of 50% for the foundry sector producing castings for wind turbine sector.
India has installed capacity of 200 thousand tons of castings for WTG sector. However, present utilization of installed capacity in foundries for WTG is only 30% and is grossly underutilized resulting in injury to the foundry sector as a result of dumping of castings from China.
Manpower
The total manpower in foundry sector is approx. 500,000 directly and 150,00,00 indirectly. The foundry sector is highly labour intensive & currently generates employment for 2 Million people directly & indirectly mainly from socially & economically weaker sections of society. It has potential to generate additional employment of 2 Million in next 10 years.
Global Scenario
As per 50th World Casting Census published by Modern Castings USA in December 2016, global casting production is stagnant. Worldwide casting production grew by half a percent in 2015-16.
In 2015, world casting production reached 104.1 million metric tons, a shade over the 103.7 million metric tons produced

10 Indian Wind Power February - March 2017
in 2014 and 103.02 million metric tons in 2013 there is a marginal growth of approx 0.4% from 2014 to 2015. It is the 6th year in a row the market has expanded after global recession from 2008-09. The world’s two top producing nations in 2014 both reported small decrease in production. China’s total production decreased by 1.3% from 46.2 million to 45.6 million tons. While the USA's production dropped 0.8% to 10.39 million metric tons from 10.47 million tons. But there is a 7.5% increase in production in India to 10.77 million tons. China accounts for 44% of the total casting production in the world and India & USA's combine share is 20% of total casting production.
Brazil, last year 7th largest casting producing nation, has experienced two straight years of double digit percentage decreases in production. It now stands at the ninth place of the world’s top 10 nations. In 2015, the remaining top 10 casting nations by tonnage are Japan at 5.4 million tonnes, Germany at 5.3 million, Russia at 4.2 million, Republic of Korea, at 2.6 million, Mexico at 2.56 million, Brazil at 2.32 million and Italy at 2.03 million tonnes.
Out of the total 37 participating nations in the census, only 14 countries reported an uptick in production. Of the countries reported growth, India’s & Mexico’s production growth were the most significant in terms of tonnage, but several small nations also reported double digit percentage increases like Portugal, Romania, Sweden & South Africa.
The total number of casting units in the world is about 47000 down from 48164 in 2010. As global casting production had increased in the last five years, the decrease in plants indicates metal castings businesses are consolidating and becoming more efficient.
(Source: Modern Castings, USA)
Role in Manufacturing Sector
The new manufacturing policy envisages the increase in the share of manufacturing in the GDP to 25% from current 15% & to create 100 Million additional jobs in next 10 years. Since all engineering & other sectors use metal castings in their manufacturing, the role of foundry industry to support manufacturing
is very vital. It is not possible to achieve the above goal without the sustainable corresponding growth of the foundry sector.
Production in Million Tonnes
Export-Import Trends
The exports have been showing healthy trends approx 25-30% YOY till 2011-12 after that there was slow down in export. However, the current exports for FY 2015-16 are approx USD 2.5 billion.
Sector-wise Consumption of Casting
Automobile sector is major consumer of casting as shown in the chart below.


12 Indian Wind Power February - March 2017
Forgings and castings are primary and basic input material for any mechanical engineering industry. One can say that the human races have been developing from Stone Age to Bronze Age and then to Iron Age through mastering of these 2 ages old manufacturing processes. Wind turbine and its products are not an exception. Rather one can call these as oxygen of this industry with its massive usage and application in creating various assemblies in order to manufacture and for the effective performance of the wind turbine.
While castings are basically used as housings or shells due to its tensile and corrosive strength, forgings are used for its malleability/toughness and in order to handle torque at varying and taxing weather and atmospheric conditions. The weight range of castings/forgings can be anywhere from 2 Kgs to 2 MT of single piece depending upon where it is to be used. In this article we will try to look at the usage and impacts of castings and forgings with respect to medium weight range from 20 Kgs to 250 Kgs applications like yaw and pitch drive applications, which are the heart of wind turbine’s effective functioning.
Castings
Castings are basically made of steel or iron and predominantly uses iron castings over steel castings due to its improved availability, machinability, technical requirements compatible
to steel castings, thanks to invention and specialization of Spheroidal Iron castings with improved tensile, yield and elongation properties. There are grades in SG Iron or AD Iron which even meets to the properties of carbon steel forgings in certain applications thereby helps in reducing the cost and manufacturability including low batch quantity issues. Castings are predominantly chosen in applications like housing or shell by which the system is built or on applications where you need to produce with cavities which are asymmetric and also hidden. Such applications or requirements are best suited for castings and with its variety of steel/iron and alloying grades we can create array of products.
Indian casting industry has grown leaps and bounds over last 40 years and our foundries are competing at par with any international standard of quality across the globe in terms of manufacturing techniques/infrastructures, etc. Most of the foundries are equipped with Metal Flow Simulation Software in order to design the GATING process without actual iterative trial and error process. This helps Indian foundries manufacturing samples from concept/drawing very fast. An ecosystem for foundries is well developed in India to produce array of castings with moulding process like Resin Moulding, Green Sand Moulding including High Pressure Lines and Auto Pour Arrangements apart from state of art Automatic Sand Plant systems.
Castings and Forgings – Oxygen of the Wind Industry
V. Srinivasa Kannan, Head-SCM Bonfiglioli Transmissions Private Limited

13Indian Wind PowerFebruary - March 2017
With all these strengths, the challenges on the casting industry are: a) Quality consistency b) Aesthetic c) Post casting operations like Fettling, De-coring and d) Availability of skilled labour being a major constraint given the stiff working environment and physical challenges. While lots of mechanization and deskilling happened from melting to moulding to pouring and degating processes, the fettling, de-coring and post operations are the major areas of bottleneck both in terms of productivity and quality consistency. While high volume automotive industry products are being explored now by various foundries for Fettling Automation with Special Purpose Machines (SPM), this is a challenge for Low Batch Quantity consuming and High Variety Industries like wind industry. Also, larger portion of small batch producing foundry industry are still run by owner driven industries and their focus on matching to international quality expectation is on the development stage. Hence, it poses a continuous challenge in terms of getting consistency in quality output which the product manufacturing industries need to balance between these developing foundries and the demanding wind turbine consumers who have got plenty of options across the globe.
The foundry industry is highly power intensive and support from local governments in terms of continuous availability of good quality power at affordable cost is a determining factor on location and clustering of these industries. It also gives advantage in the eco system of all support industries gets developed around these clusters and helps in developing this molecule bigger and better. Definitely governments and big industries can nurture and develop these clusters in terms of Common Facility Development for testing and approvals, sourcing of foundry products like sleeves, ingredients, etc. and training of manpower to shape them better. IIFM (Indian Institute of Foundrymen) is taking care of some of these aspects as this industry is under developing stage; there is a long way to go in terms of maturing with consistency.
Forgings
Forgings are the evolution of Blacksmithy to a full blown industry and it is an integral solution providers to any mechanical systems which demands high level of durability, strength and reliability. India is developed with variety of forging industries which uses hammers, presses, up-setters, part formers, etc. Forgings are manufactured through hot/cold and warm forging processes and on ferrous and non-ferrous applications. While cold and warm forging processes have made greater inroads in automotive, fasteners, medical kind of applications, hot forgings is a process which is predominantly used in India and almost in many countries to manufacture bigger and medium size forgings. Again depending on the geometry and applications, the hot forgings are made through Closed Die or Open Die forgings. Wind industry uses both types extensively considering nature of product, application, batch size, etc.
While closed die forgings are most prevalent, the manufacturing process incorporates machines like Belt Drop Hammer, Pneumatic Hammers, Hydraulic Presses, Knuckle Joint Presses, Counter Blow Hammers, Vertical or Horizontal Up-setters, etc. in various sizes and applications. The forging industry has been mechanizing and improving their process consistency and reduction is wastages through metal flow simulation techniques through computer aided software used for die designing, process sequencing, etc. to manufacture forgings with least loss of material and choosing right size of equipment to give right kind of force to squeeze the material.
Forging industry per say were continuously improving their manufacturing process in terms of Billet Cutting from Shearing to precise Bulk Cutting to ensure consistency in input weight, Oil Fired Furnace to Induction Heating for very less or no scale losses, CAD for reduction of flash losses in effective die designing, trimming with precision dies and punches to eliminate fettling thus by avoiding manual processes, Heat treatment automation through zone-wise CNC controlled continuous furnaces for ISO Annealing, Normalizing, Quenching and Tempering, etc. and finally Online or Off-line eddy current or MPI checking process for avoidance of any internal or external defects as well as mix-ups. A heartening aspect in forgings industries is that they are mostly extending value addition of machining in most of the cases and is almost a natural extension with most of Indian manufacturers. The main challenge in process improvement in forging industries is in terms of yield improvement and better managed forgers stay competitive and financially healthy while the rest struggle.
However, the most critical input which is steel; is a real challenge for all forging industries in India. While steel making in India has been predominantly served by handful of organisations and is supported by Steel Ministry offering immunity and support from external factors to protect the interest of Indian steel manufacturing, which provides livelihood to many people. While this is most needed, the same is found to be a having reverse effect on forging industries and as they face competition both from Eastern & Western neighbouring countries. While automotive grade steel manufacturers have been improving continuously over past 30 years in terms of

14 Indian Wind Power February - March 2017
various technological improvements, the phase of development with respect to specialised application steel in industrial category in terms of grades, purity levels, etc. are under refinement to reach at par with International Steel Quality for selective high end applications.
Although the cost of labour is comparatively lower in India, the overall cost of high alloying steel manufacturing is comparatively higher with ingot process which is dependent more on the limitations of Bloom size restriction in Indian steel concast rolling mills. This restriction on Bloom size is limiting the reduction ratio than what is needed on selective applications. This forces the forging companies to move to ingot route to achieve the desired reduction ratio which is dependent characteristic for certain applications and in turn this increases the cost and reduces competitiveness. With this practical issue, the forging industries are left to resorting to different areas to focus like value engineering and value addition in order to compete with competition.
Road Ahead
India is becoming world hub of manufacturing and with push for Make in India becoming stronger and stronger with many multinationals setting up shops in India including Defense and Aerospace. These 2 ancient and key industries are in the cusp of change on its technology, culture, approach and the competitiveness. While last 20 years was revolutionized in Indian manufacturing sector through automotive industries boom and growth, the next 20 years is towards engineering and high technology industries like power sector, defense, aerospace etc. which demands low batch, high end technology and quality, precision and competitiveness.
The foundries and forging companies are to be future ready with support of steel industries in order to take on the advantages of emerging and flowing opportunities to Indian manufacturing arena which can consolidate and grow with structural support from these two key industry segments catering creation of a first form, called casting or forging for next operation.
India will be one of the Largest Installations of Renewable Energy in the WorldAsserting that the present generation has the duty to leave behind a better place to live in for the next generation, Minister of State for Power, Coal, New and Renewable Energy and Mines Shri Piyush Goyal on Saturday said that by 2022, India will be one of the largest installations of renewable energy in the world. He also expressed optimism at world’s commitment under the Paris Declaration and the Conference of the Parties (CoP) 21 to fight against climate change. In the Intended Nationally Determined Contributions (INDCs), “I am delighted to say that India has been an integral part of that entire journey where it was at the forefront of negotiations in the Paris agreement,” he said.
A Green Energy Exchange on Cards to Reduce Power CostsPower buyers can so-on start buying green electricity - solar and wind - from the exchange at competitive rates. The Indian Energy Exchange initiative is likely to make green power cheaper, helping reduce the cash outgo on power bills by consumers. The CEA has agreed to the proposal. Those who buy from the green market can use it to meet their obligation on purchasing green power. “Initially, it will be a day-ahead market where power for the next day would be traded. The trading window would be opened every day just before the general day-ahead market, which primarily deals in thermal power,” said Rajesh K Mediratta, Director of Business Development at the Indian Energy Exchange. The move is expected to increase the sale of green power which is witnessing a glut.
Source: The Economic Times, Kolkata, 12th December 2016
Wind Turbines also Fan Growth of CropsA new study has found that wind turbines in farms not only capture renewable energy but may also help crops grow more efficiently. Gene Takle, a professor at Iowa State University in the United States has made a study by installing research towers on a 200-turbine wind farm to discover how the turbulence created affected conditions at ground level. The data showed wind turbines can change the temperature in the areas around them. It also showed that turbulence produced by wind turbines leads to temperatures about a half degree cooler during the day and between a half to a full degree warmer at night; making growing conditions more favourable for corn and soybeans. The turbulence also suppressed the formation of dew and dried the crops, Takle said, which could combat harmful moulds and fungi. It also might enrich the carbon dioxide content in the air surrounding crops, which could make the plants grow more efficiently.
National Award for Innovation in RE “JEEVAN SPARDHA” by MNREMNRE has initiated the National Award for Innovative Ideas in Renewable Energy-“JEEVAN SPARDHA” vide their Folio No.10/6(35)/2016-P&C dated 30.11.2016 through various institutions. The detail is available in the folio.
Sn
ipp
ets
on
Win
d P
ow
er
15Indian Wind PowerFebruary - March 2017
SG Iron Castings: Powering Energy Efficiency
P.G. Salunkhe, Vice President Engineering Division, Premier Limited, Mumbai
Electricity is a great boon of modern science. However, the
unequal distribution of fossil fuels across the countries and their
speedy degradation and depletion has led to a growing interest
in using renewable energy resources. In this sector, wind is
commercially and operationally the go-to source of renewable
energy. Forging and casting companies are working relentlessly
to harness this energy form with their extensive product line.
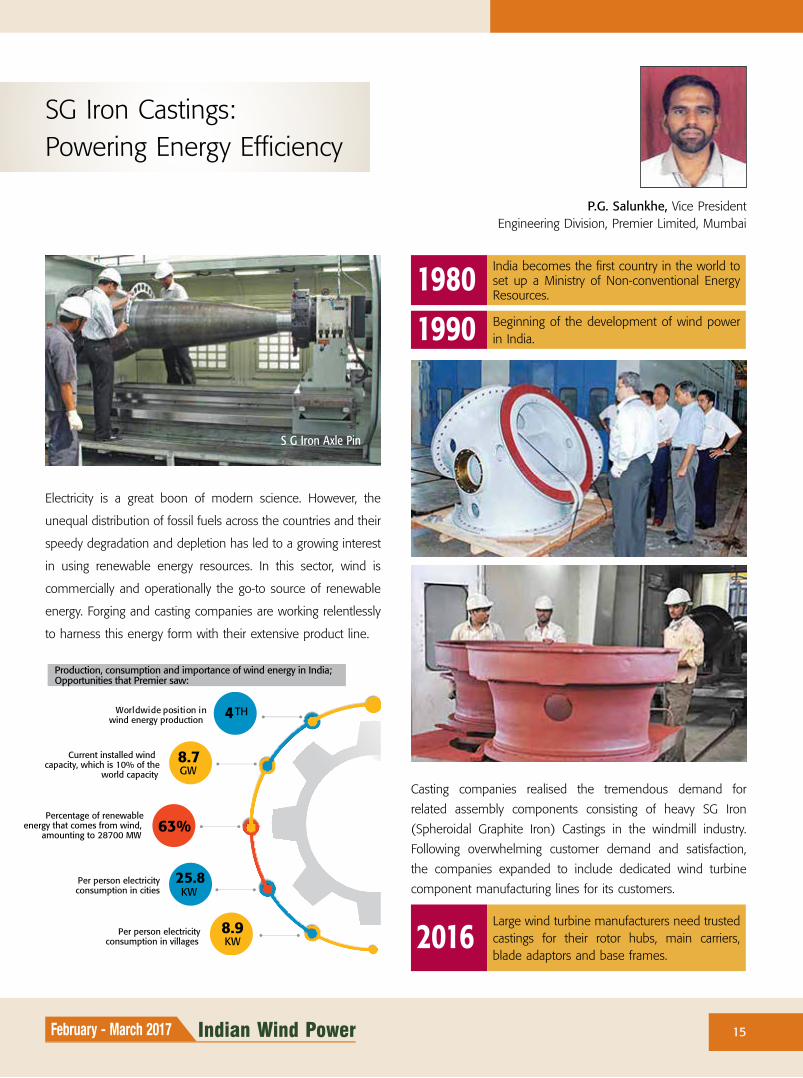
1980 India becomes the first country in the world to set up a Ministry of Non-conventional Energy Resources.
1990 Beginning of the development of wind power in India.
Casting companies realised the tremendous demand for
related assembly components consisting of heavy SG Iron
(Spheroidal Graphite Iron) Castings in the windmill industry.
Following overwhelming customer demand and satisfaction,
the companies expanded to include dedicated wind turbine
component manufacturing lines for its customers.
2016Large wind turbine manufacturers need trusted castings for their rotor hubs, main carriers, blade adaptors and base frames.
ni noitisop ediwdlroW 4THwind energy production
Current installed wind capacity, which is 10% of the
world capacity
Percentage of renewable energy that comes from wind,
amounting to 28700 MW
Per person electricity consumption in cities
8.7
Per person electricity consumption in villages
63%
GW
25.8 KW
8.9KW
Production, consumption and importance of wind energy in India; Opportunities that Premier saw:
S G Iron Axle Pin

16 Indian Wind Power February - March 2017
Quality
Compliance with specifications and contracts is the most important factor for forgings and castings companies.
Quality check techniques for SG Iron casting products:
• 3D CNC Coordinate Measuring Machine
• Separate measuring instruments/equipment (calliper, micrometer, surface tester, etc.)
• Use of laser tracker
• Customers’ third party inspection at each stage
• Certified as per the ISO 9001:2008 standards
of stringent quality checks
Fast Fact
7 Stages
20,000 hours
time spent on quality checks for producing 3.7 GW power by Premier Ltd.
Close attention is to be paid to customer’s needs and work towards timely delivery of high quality products with efficient after sales service.
An employee checking the quality of the Main Carrier made ofSG Iron Casting parts.

17Indian Wind PowerFebruary - March 2017

18 Indian Wind Power February - March 2017
SG IRON CASTING PARTS AT WORK IN WIND TURBINES...
Rotor Hub, with the help of an Axle Pin, acts like apivot for the rotor hub to rotate alongwith the blades. The turning blades spinthe axle pin 30 to 40 times per minute.
2 The Main Carrier is a single cast frame made of SG Iron Casting parts that permits stable mechanical behaviour and performance. It houses the Axle Pin, the gearbox, the rotor hub and the blade adapter and is the most precision load carrying member of the turbine.
1
3
COMPONENTS AND THEIR USE Majority of wind turbine parts in the world are made out of the challenging SG Iron material.
the mechanical requirements of many windmill parts without heat treatment, thus reducing cost by 40% and production time by 10%.
The Axle Pin (Main Axle), manufactured is anSG Iron casting part on which bearings aremounted to enable rotary hub functioning.
How and where some of our SG Iron parts are used...Wind turbines can mainly function using either one of the two mechanisms, i.e. one with a gearbox and the other without a gearbox, known as a direct drive mechanism, which has been praised for its less complex and low maintenance design. Both these mechanisms employ the use of SG Iron parts, resultingin enhanced efficiency.
Cross-section of the inner working of the wind turbine, showcasing parts made from SG Iron

19Indian Wind PowerFebruary - March 2017
Some wind turbines also have Blade Adaptors, which fastened with the Rotary hub, regulate the wind turbine speed with the aid of a motor. It helps to quickly adjust the blade as per the direction and speed of the wind.
4
5
6
Electricity from the generator goes to a transformer which converts it to the right voltage for the electricity grid. The
The Rotor Hub is further connected to the Stator Carrier and the Disc Rotor. These parts are fitted togetherwith the help of high capacity magnets that are inside theframe of the Stator Carrier and outside the frame of theDisc Rotor respectively. On rotation of the rotor hubthrough the Axle Pin, the Stator Carrier and Disc Rotoralso rotate cutting the magnetic field thus creating electrical energy. The rapidly spinning shaft drives the generator to produce electric energy. The blades turn a shaft inside the nacelle which drives the generator.
Bearing Housing is required for gearbox type windmills to hold the Main Shaft in the right position by supporing them from the front & rear. The Main Bearing is fitted in to the Bearing housing. Bearing housings are calculated with the most modern methods to ensure the best possible application of force and torque.



22 Indian Wind Power February - March 2017
Abstract
In-line with the growing Indian economy, the power demand also increases steadily and the renewable energy sector will play a significant role in meeting the country’s emerging power requirements. India’s strategic decision to move away from coal as a source of electricity in the long run by ratifying the Paris Agreement on Climate Change is expected to boost renewable energy sector considerably. With many reforms introduced in power sector and Government of India’s emphasis on clean energy with a target of reaching a total installed capacity of 60GW of wind power projects by 2022, there is a clear visibility of substantial growth in wind energy sector. With successful experience in the past, Independent Power Producers are now expanding their investments in wind projects in India. Over the past decade, significant wind turbine manufacturing capacity has been built in India in response to an expanding domestic market and India has secured fourth position in global wind energy installation. As of October 31, 2016, the installed capacity of wind power was 28,279 MW. Looking at the business opportunities and favourable regulations, many foreign companies established their turbine manufacturing plants in India. Nearly 25% of the turbine components are imported from various countries and the balance is sourced indigenously. The study being reported emphasises on indigenous supplier development and highlights the challenges involved in developing such suppliers. This paper explores the economic and commercial advantages of indigenisation of wind turbine components as well as the technical competence that Indian manufacturers gain out of it. This paper also discusses the major factors effecting indigenous supplier development and steps involved in it.
1. Introduction
Wind turbines are composed of more than 8,000 individual components and about 90% of the value is captured in three main parts: blades, towers, and nacelles. Blades are typically made of fibreglass and epoxy composites and include some carbon fibre materials. Towers are mainly composed of rolled steel and in some large-scale designs,
the tower base may be made of concrete. Nacelles house the drivetrain/gearbox components, generator, transformers and other components for yaw control and pitch control mechanism for which range of technologies are available in the market.
Many types of corporate structures exist among today’s wind turbine manufacturers. Some firms, like Vestas India and GE India import most of its critical and high value items from European nations, United States & China while remaining components are sourced locally; other firms like Gamesa manufacture towers and blades and source other components from various suppliers in international market. Wind turbine parts are not often interchangeable. Some components are designed for specific turbine systems and a breadth of turbine system designs are available today to both serve customer needs and sustain firm-level competitive advantages.
2. Indigenous Supplier Development
Wind turbine manufacturing companies in India procure equipment mainly from United States, European Nations, China, etc. and its imported components are worth about INR 1.5 to 1.85 Cr per MW. It takes minimum of 16 to 24 weeks, which includes transit lead time of 8 weeks, for the component to reach manufacturer’s facility. In addition,
Indigenisation of Wind Turbine Components
Sindhuja SPGPM (Energy), Great Lakes
Institute of Management, Gurugram [email protected]
Raghuram Hariharan,Manager (Purchase), Gamesa
Renewable Pvt. Limited, [email protected]
Dr. B.S.K. NaiduChairman Emeritus, Great Lakes
Institute of Management, [email protected]
Nacelle, 52%
Tower, 23%
Blades, 14%
Hub & Nose cone, 5%
Pitch Mechanism, 4% Control & Safety
System, 2%
VALUE OF MAJOR TURBINE COMPONENTS
Source: Tegen.S.,et al, (March 2013), "2011 Cost of wind energy review".
This Chart characterizes the relative capital cost of equipment fora 1.5 MW onshore based turbine. Installation cost such as towerfounadtion, evacuation & grid connectivity and Projectmanagement cost are excluded

23Indian Wind PowerFebruary - March 2017
for repair services of imported components like converter, control panels, gearboxes & many such products, the equipment needs to be sent back to supplier’s country which is again a burden to turbine manufacturer in terms of time and cost. Besides quality non-conformances & delivery delays has a high resolution time resulting in instability in production which ultimately affects sales targets, working capital & loss of capacity.
The capability to design, develop and manufacture equipment within the country, using its own skills and resources, constitutes indigenisation. The capability to maintain and repair these, as well as equipment sourced from abroad, makes the nation self-reliant. In addition, indigenisation is a process which enables the turbine manufacturer to reduce variables/fluctuations in the supply chain by building the components through Transfer of Technology (ToT) or by developing supply partners locally.
As turbine manufacturers have to meet huge market demands to the extent of 60GW by 2022, it is pertinent to ponder over reducing its extreme dependence on imports by building indigenous capabilities across the entire value chain – from research, design and development to manufacturing, integration, maintenance and repair.
Indigenous supplier development or strategic partnership formulation with the more suitable vendors should be integrated within the supply chain for improving the performance in many directions including reducing costs by eliminating wastages, continuously improving quality to achieve zero defects, improving flexibility to meet the needs of the end-customers and reducing lead time at different stages of the supply chain.
For developing domestic vendors for the product currently being supplied by foreign vendors, the equipment and its specification are to be shared with local
suppliers. In some cases, reverse engineering practice is also used to study the domestic competency. Most of the wind turbine manufacturers prefer competitive bidding for developing indigenous suppliers which involves following steps:
Steps involved in IndigenousSupplier Development
Sharing Specification and drawings with suppliers and RFQ Process
Supplier Credential Verification and Pre-Screening of Suppliers
Collecting Techno-Commercial offer from Suppliers
Yes
Supplier Facility visit for General Audit
Commercial Negotiation
Micro level System and Technical audits
Trial Order Placement
Product Validation
Yes
Production Part Approval Process(PPAP) Compliance
Tech. cleared
Potential Source Identification
Proto Cleared
No
No
Approval of Product and Supplier for Serial Production
3. Challenges in Indigenisation
3.1 Time Taking Process
Though indigenisation sounds simple, it is actually a tedious and time taking process as it requires the identification and selection of right vendor partner. And the identified supplier needs to assimilate the technology and design of the product that is to be indigenized.

24 Indian Wind Power February - March 2017
3.2 Costlier Process
Turbine manufacturing firm needs to set up a team for indigenisation with good expertise in technology and commercial arena and this makes the process exorbitant. Right decision making skill of buyer is crucial for developing domestic supplier as buying firm establishes long-term relationship and it would cost the company heavily if the supplier fails to perform after order placement.
3.3 Funding Issues
Access to funds would be the biggest challenge for suppliers as they are sensitive to a highly capital-intensive business. Components of wind turbine are not standard and it requires customization with respect to each turbine manufacturer. Hence issues related to economies of scale are also to be addressed.
3.4 Rapid Pace of Obsolescence
Once the turbine model becomes obsolete, suppliers are required to upgrade their technology and this is again a time and cost consuming process.
4. Factors Effecting Indigenous Supplier Selection
Indigenous supplier selection aims at determining two common decisions viz. which suppliers should be selected and how much of any particular order should be allocated among them. To do so, a number of criteria and conditions are involved and major factors are discussed below.
4.1 Cost
Cost is more than just price. Buyer should always calculate landed cost, which includes all the "hidden fees" such as freight, duties, lead time & increased inventory carrying cost, warranty, etc. This also illustrates the importance of understanding where the product is made and where each component is manufactured. Other additional expenses to watch out are minimum order quantities (MOQs), payment term and service charges.
4.2 Quality
Quality assessment is one of the key factors in supplier evaluation and it could become the deciding factor. This factor has been measured on the basis of the importance of the following quality dimensions: ISO certificates, quality policy and planning, quality assurance in supply chain, quality assessment in production, inspection and experimentation and quality staff/labour/employees of supplier. It also includes the defective parts detected in the incoming products. Quality control practices, frequency of conducting internal audits and Quality Management
System (QMS) also play a major role during supplier selection.
4.3 Technical Compliance
Suppliers need competent technical ability to provide high quality product, ensure future improvements in performance and promote successful development efforts. This is considered as a crucial factor while developing local suppliers as the product which is currently being supplied by foreign vendors are to be replaced by domestic suppliers and the suppliers are required to be competent enough to meet the technical requirement of global standards. This factor has been measured on the basis of the importance of the following: technical dimensions, compliance with drawings/datasheet, compliance with turbine manufacturer’s specification, compliance with packaging standard, R&D team, supply to hi-tech applications like defence, space, nuclear, etc., test lab & accreditation of test lab, production machinery, level of automation in production, customer base, technical JV, RFT of design validation of previous development projects, special test certifications, export market, continuous improvement on product, process, etc. In order to rigorously check the supplier’s capabilities the buyer might request samples of supplier's products and test them to ensure conformance to the buyer’s requirements.
Supplier Selection
Price Quality JITcapability
Desire forbusiness
Attitude
Impression
Integrity
Culture
Repair &Service
Reciprocalarrangements
Delivery
Professionalism
Research
Experience
Technicalcapability
Amount of thepast
business
Long-termrelationship
KnowledgeManagement
Warranties &claims
Reliability
Flexibility
Consistency
PackagingAbility
QualityStandards
Expertise
Productdevelopment
ProcessImprovement
PerformanceHistory
CommunicationSystem
Reputation
ProceduralCompliance
Managementand
organization
Labor RelationRecord
GeographicalLocation
TrainingAids
Resource
FinancialPosition
OperatingControl
InventoryCost
Discount
Factors influencing Indigenous Supplier Selection
ORGANIZATIONCOST QUALITY SERVICE RELATIONSHIP

lmwindpower.com
WIND INDUSTRYAT A CROSSROADS
The wind industry is at a crossroads. Overcoming the challenges of reducing the Cost of Energy from future offshore wind farms takes world class engineering capabilities and state-of-the-art testing experience, alongside process and manufacturing skills built up in a global footprint over decades. Dedication and creativity alone are not enough.
Developing the LM 88.4 P blade for an 8 MW offshore wind turbine was a huge undertaking, leveraging all the disciplines of a true global blade supplier. And we delivered: smoothly and seamlessly interacting with the client’s development team; swiftly converting numerous load iterations into tangible and competitive blade design details; and ultimately sticking to a proven development plan ensuring fastest and safest product launch of this pivotal component.
The longest, most advanced, wind turbine blade in the world: LM 88.4 P exceeds all its predecessors and sets the direction.
Together, we capture the wind to power a cleaner world
Meet us at Windergy 2017
INTERNATIONALCONFERENCE &
EXHIBITION
25 - 27 APRIL 2017THE ASHOK,NEW DELHI

26 Indian Wind Power February - March 2017
4.4 Research & Product Development
When a new product is to be developed or where there is a need for product customization, this factor plays a major role. It focuses on inter-organizational relations by focusing on the internal management and organization of manufacturer-supplier collaborations in new product development. This factor has been measured on the basis of the importance of the following dimensions: supplier’s involvement in product development, integration of capabilities, and supplier’s participation in decision making. Supplier’s involvement refers to the resources (capabilities, investments, information, knowledge, ideas) that suppliers provide, the tasks they carry out and the responsibilities they assume regarding the development of a part, process or service for the benefit of a buyer’s current and/or future product development projects.
4.5 Capacity and Production Facilities
When volume of business is huge then capacity becomes a key aspect to select suppliers. Scalability should also be taken into account to judge the best vendors. The potential production capability of each supplier can be analysed by verifying the ratio of installed machinery capacity to utilized capacity. Suppliers will possess necessary documentation related to their capacity analysis which should be taken as a proof to conclude supplier shortlisting process.
4.6 Geographical Location
The location of the supplier and its physical and social status should be analysed properly before selection of vendor partner. The state of the supplier, the location of plant, the nature of natural calamities, and other factors should be checked before the selection as for long-term relation none of these factors should create problems in the supply of goods. Logistics cost may get reduced to certain extent by opting closer location of supplier. Supplier’s plant located in Special Economic Zone gains an advantage due to tax benefit.
4.7 Delivery
Lead time of delivery gains more weightage and becomes a deciding factor when the item is required on an urgent basis. The ability of the supplier to follow the predefined delivery schedule is always the prime criteria for selection in this fast moving world and this acts as post-order monitoring tool for measuring vendor’s performance and this has direct relationship with vendor’s past performance.
4.8 Repair Services
The response level of the supplier in providing repair service to turbine manufacturer is the prime criteria to decide its
suitability for a particular product. Suppliers are required to highlight the time duration required for attending to the repair issues while submitting their commercial offers.
4.9 Financial Position
An assessment of the financial stability and fiscal outlook of the supplier is a factor gaining importance in the growing trend of supplier-buyer partnerships.
The financial status of the supplier can be analysed by getting financial statements such as Income Statement and Balance Sheet. From Financial statements, information about annual turnover, Earning per Share, Long-term borrowings and Short-term borrowings can be inferred based on which financial stability of supplier can be understood. When high volume of business is involved, CRISIL rating can also be referred to. A good supplier should have a good financial base so that in case of delayed payments, supply will not be hindered.
4.10 Other Factors
Other factors effecting indigenous supplier selection include, but are not limited to:
• Management and Organization
• Inventory Cost
• Attitude and Level of Interest shown
• Performance history
• Procedural compliance
• Production/Process improvement Initiatives
• Reputation & position in industry
• Cost Monitoring & Cost Control Tools
• Wind Industry Experience
• Warranties and Insurance
5. Advantages of Indigenisation
Though indigenisation of wind turbine components is a tedious and time taking process, it is worth doing as it has so many advantages not only to the turbine manufacturers but also to the complete supply chain and to the nation at large. The major advantages include, but are not limited to:
5.1 Commercial
Typically purchase orders for import equipment will be placed in foreign currencies depending on the supplier’s location and their terms. This creates uncertainty to the deal as currency valuation keeps varying. Indigenisation would eliminate in a big way the exposure of currency fluctuation and the order value remains static till the contract period gets over.

27Indian Wind PowerFebruary - March 2017
Increased local supplier base would reduce tax burden due to imports. Though tax exemption can be availed for certain import equipment as per MNRE policy, there would be substantial savings when those components are locally sourced as tax exemption/concession is applicable for domestic sourcing too.
Due to continuous research and development, like other industries, wind industry is also getting mature resulting in shorter life span of a turbine model. The new platform of models makes old models obsolete in a time span of 4 to 5 years. Hence it is very important that components are developed locally thereby avoiding huge time spent in development, transportation, coordination, issue resolution, etc.
5.2 Technical
Proximity of suppliers helps in quick resolution of quality & delivery related concerns besides improving service response. Localization will increase consistency of work-flow practices due to cultural similarities. Quality inspectors can go to equipment manufacturer’s premises anytime for quality inspection; hence it leads to better quality control.
Indigenisation enables domestic supplier to develop products through reverse engineering which directly helps in gaining competitive advantage. It encourages the suppliers to get CE marking and other required certifications for their product providing them a platform to compete in global market. It also promotes competition in Indian market which in turn provides opportunity for suppliers to bring technical improvements not just from price standpoint but also from a technological standpoint.
5.3 Economical
Developing local suppliers would enhance job opportunities and skill development of Indian citizens. Also, it supports the “Make in India” initiative of the Government of India
Indigenisation reduces monetary value of import to the nation and the equipment manufactured locally can be exported to various countries once the equipment manufacturer gets global approval for their product. Hence indigenous supplier development would improve Balance of trade and Gross Domestic Product (GDP) of our nation.
5.4 Other Advantages
Import lead time is considerably higher compared to local buy/purchase. Localization of turbine components would drastically reduce the delivery period due to close proximity of supplier which in turn improves the operational efficiency of the company and it makes the business more agile. For wind turbine manufacturers who operate on push strategy, indigenisation would reinforce their strength further by reducing the lead time of manufacturing.
As the cost would be controlled/saved substantially through indigenisation, turbine manufacturing company’s profit margin would certainly increase and they could provide more value to their customers. Also, it improves the payback period of their investment.
6. ConclusionCompetitive pressure is increasing to reduce the turbine cost in order to survive and shine in the industry and the key to achieve this is indigenous supplier development. indigenisation helps in achieving substantive self-reliance in the design, development and production of turbine, enhancing potential of Indian manufacturers especially SMEs and in broadening the R&D base of the country. It would also ensure a sizeable quantum of business to the local industry over the entire life-cycle of the turbine and ensure timely support especially at the time of repair service. Indigenous supplier development is a multi-criteria decision-making process depending on a wide range of factors which involve both quantitative and qualitative ones.
To put in a nutshell, some of the key advantages are considerable savings, significant working capital improvement, faster turnaround time, shorter supply chain, huge reduction in delivery lead time, faster response to quality concerns, comfort from service standpoint, benefits due to similar culture, last but not the least good value proposition to customer in terms of cost, quality, delivery, etc.
With huge merits in indigenisation, as described in this paper, most of the turbine manufacturers have laid enormous thrust on localization besides contributing in a big way to the ‘Make in India’ mission of Government of India.
References
1. http://mnre.gov.in/mission-and-vision-2/achievements/
2. https://cleantechnica.com/2014/05/09/ge-will-invest-200-million-indian-wind-turbine-manufacturing-unit/ updated on 09.05.2014
The theme of the next issue ofIndian Wind Power is
"Positioning Wind Energy for the Future"We invite relevant articles to the theme. We solicit your cooperation.
Editor
Theme of the Next Issue

28 Indian Wind Power February - March 2017
Thanks to untiring efforts of our beloved Prime Minister, Make in India and Digital India is redefining Indian businesses. As we embrace the dawn of a new year, trust the said initiatives of our Government will usher in a new era for overall growth & prosperity of our country.
Demand for any products & services are a demand dependant. This is especially true for businesses operating in Industrial Markets – B2B segments. It is natural and important for players from respective segments to look for reciprocal relationships and leverage possible opportunities. This is especially true when a potential exists for a supplier to become a customer to his or her customer.
Wind industry is one which offers liberal scope for a mutually beneficial association and foundry being a power intensive sector, scope is manifold.
Back Ground
Since formation of new Government in the Center, a lot of buoyancy is expected in manufacturing sector. Vital parameters of economic measures in last few months are to be taken as corrections and essential foundations for future economic growth of the nation.
Make in India initiatives have augured well for Indian Foundry Industry – third largest in the world. From last couple of years, Indian Foundry Industry has been accorded its rightful status as an independent sector culminating in formation of Foundry Development Council under the aegis of DIPP.
It is a common knowledge that there is no manufacturing without foundries. Castings form an important basis - the foundation of manufacturing value chain, from mining to end customer. Such importance is very well recognised by present Government and is beginning to transform Indian Foundry diaspora.
Avenues for exclusive foundry skill development, upgrading of metallurgy syllabus in elite institutions, inclusion of Foundry Sector in Vocation Training Schemes, investment priority for absorption of new and modern technologies, cluster approach to develop green foundries, re-categorisation of foundries in terms of environmental norms – are some well-received development measures of Government of India specifically for Foundry Sector and as part of Ease of Doing Business initiatives.
Spread of Foundry Industry
Genesis of development of any industry are SMEs. Its more so in Indian Foundry Sector. Majority of Indian foundries came into existence as part of back ward integration – from pumps & motors to now high-end automotive, earthmoving, agriculture and engineered castings for critical applications like wind turbines, defence, medical and aerospace.
Growth achieved by Indian Foundry Industry shows its versatility and resilience to service any and all emerging needs. Over the years, Indian Foundries have played a vital role in adoption, indigenisation and development of castings for critical
Let the Wind Blow in Favour of Indian Foundries….As there is 7000+ potential customers in the waiting
Dr. Nithyanandan Devaraaj, Honorary Secretary, Institute of Indian [email protected]/[email protected]
THERE IS NOT ANYTHING IN LIFE, THAT IS UN-TOUCHEDBY FOUNDRY


30 Indian Wind Power February - March 2017
applications aiding localisation of casting technologies resulting in substantial foreign exchange savings. There are many firsts, and continued collaborative efforts with OEMs will ensure this is just a beginning.
However, ownership pattern, size and spread of Indian foundry sector is not in line with that of OEMs, barring a handful of corporate owned foundries. This is slightly different from that of consolidation strategies adopted by American, European and off late Chinese Foundry Sector.
Number of Foundry Units and their Production
Classification
UnitsRegistered
UnitsUn-Registered
UnitsProduction
Nos % Nos. % Nos. %Average
(TPA)
Total (Mi Ton Per Annum)
%
Unorganized 3000 45 1800 60 1200 40 30 0.80 8
Micro 2500 37 1875 75 750 25 720 1.80 18
Small 1000 15 750 75 250 25 3,600 2.80 28
Medium 2003
150 75 50 25 13,000 2.50 25
Large 30 30 100 0 0 60,000 2.00 20
Total 6730 4605 2250 9.90
Research says that there are many reasons for such a gambit – commencing from buyer–seller behaviour to macro-economic factors like interest rates, infrastructural costs, entry-exit barriers, regulatory requirements, socio-economic factors, etc. One of the most significant and notable aspects is “nurturing” of foundry suppliers by OEMs. World over, barring a few, supply chain development, growth and efficiency is determined by strong relationships built on trust and mutual confidence. Foundry being in the middle of supply chain, importance of such relationships cannot be undermined. It is obvious that this can happen only with mutual preference – between a foundry and an OEM. This is more so especially when operating in a niche segment like wind industry.
It is to be noted that foundries are those have expanded rapidly, irrespective of the sector they cater to, without backing of OEMs have succumbed to not so benign vagaries of market, meaning unable to absorb value and volume variations. Such happenings have ensured that the sector remains a prerogative of SMEs, who prefer a measured growth rather than fast growth.
Value Chain Positioning of Indian Foundries in Wind Industry
It is a fact that more than 95% of foundries world over have remained component suppliers - either as Tier-1 or Tier-2 suppliers and not suppliers of proprietary items. Very few foundries are owned by OEMs as backward integration and those who make differentiated products are exceptions. Indian foundries are no different.
Indian Foundries – Metallurgy-wise Distribution
Given the capacity and capability of metallurgists, this is a dichotomy to be overcome the quickest. Under TQM principles while QFD is liberally deployed to leverage process excellence in Casting Value Chain, it is possible to drive the same towards product excellence. As mentioned earlier, first step towards this will be nurturing foundries through a model of consistent collaboration and long-term mutually binding relationships with emphasis on joint value creation.
Current dispersion of value chain ownership and responsibilities indicate that foundries continue to remain just as process owners and neither specification nor product owners – just making castings as per drawings and specifications. In the long run, and as already happening in developed economies, the Industry becomes non-attractive to emerging knowledge workforce and demographic spread. Knowledge and skill cannot be mutually exclusive, and foundry industry needs a sound combination of both across fraternity.
It will not be farfetched to say that economic prosperity, growth and development can happen only as we move up
NON-FERROUS0.65Mi Tons (6.5%)
STEEL 1Mi Tons (10%)
SG IRON 2Mi Tons (20%)
GREY IRON 6Mi Tons (62%)
WE ARE YET TO EXPLORE THE TOP OF THE PYRAMID NEEDED – METALLURGICALLY STRONG APPLICATION ORIENTATION

31Indian Wind PowerFebruary - March 2017
the value chain. This will help the industry and its customers to create value propositions and differentiations while competing across countries. Elsewhere in the world, several interventions and incentives have helped foundry sector to offer attractive propositions for all stakeholders, which may not be difficult to replicate in Indian foundry sector. This will largely depend on according right priority to create an end to end value chain for overall benefit of our country in terms of societal engagement and employment generation, the very objective of Make in India initiative. Statistics says every ton of casting produced will create at least one employment in the value chain.
Indian Foundries in Wind Market
Thanks to initiations in wind industry, the first generation wind turbine producers in India was originally from Europe. KW class wind turbines gradually used castings developed from Indian foundries. As KW class turbines progressed to MW class, and as castings in terms of sizes grew bigger, specifications by and large remained same. Due to gradual growth in terms of castings size and specifications, wind castings metallurgy was never a challenge for Indian foundries.
To begin with, there were a few foundries who could manage the size of castings for MW class turbines. Wind industry is one of the pioneers to bring in a collaborative approach in indigenisation of castings. Laudable efforts put in by certain large players in wind industry, Indian foundries steadily built up capacity and capability to manufacture MW class wind turbine castings. Today many Indian foundries are capable of handling very large size castings and with incremental investments, it is possible to meet even future requirements of wind turbines.
Present combined capacity of Indian foundries will be able to sustain supplies for an annual installation of up to 10000 MW+ of wind turbines. With incremental investments, the same can go up to 15000 MW per annum.
Castings, though form only less than 5% of value in a wind turbine are in A Class item, which defines the criticality of value chain. While there is no dearth of capability in India to meet specifications and requirements, economics plays a vital role in value chain decisiveness. Investment to returns ratio in the present market conditions are heavily skewed towards majority volume sectors where market and demand are stable and less risky.
Given the right economics, Indian Foundry Sector will be able to fulfil all present and emerging requirements of wind industry. In fact, as wind turbine industry consolidates globally, if positioned rightly, Indian foundries have all the potential to become global players. Choice and preference of new age population to shy away from hard core sectors elsewhere in the world will drive such potential quicker than later.
Challenges
Indian foundry market in terms of specifications and output is driven primarily by automotive and agricultural industry. Quite naturally, backend value chain is designed to cater to these major segments more efficiently – up to 99.5%. Any disruptions induced for other segments should be justifiable with performance and a definitive business share. It is possible however to compensate such disruptions with increase in value. This may not always help as capacity for such requirements will remain underutilised.
It is true that performance across sectors is dependent largely on macro-economic factors and fiscal policies of the Government. Matured markets have in a way absorbed much of the market vulnerabilities. However, niche and super segmented markets such as wind industry is still reliant on such inducements. Therefore, continuity and consistency in terms of value and volume remain a challenge. Many purists base their argument that no market is isolated from value-volume variations. This has to be understood from a broader perspective - that market balances for generic products and risks can be avoided with a portfolio of products and industry within like categories. Niche

32 Indian Wind Power February - March 2017
segments as that of wind turbines offers limited scope. Under the circumstances, strategies adopted across other niche sectors has to be replicated – like consolidation and balanced off-takes, rather than planning for peak.
SPELT (Socio Political Economic Legal Technological) of New Order
Socio Political Economic Legal Technological aspects will see an emergence of new order. Hard core industries will be viewed as quintessential for strong socio-economic development. However, it will remain in the hands of respective industry players to make it more attractive for newer generation workforce. In a developing economy, every sector needs to be accorded equal importance. Cross industry competition may cannibalise holistic potential at the cost of core sectors like manufacturing and more importantly foundry sector. This will be detrimental to overall interest of the nation and business establishments, considering market as a closed loop in which employment generation is key to sustained growth and development.
World will sooner be unipolar on all aspects. Learnings from other economies will help us to re-establish our priorities. A cursory study shall reveal that an economy can be vibrant and sustainable if and only if all players in a value chain are accorded an equal recognition and importance resulting in fair market treatment. It is not possible to create a local market for any end user products if we are not able to build and sustain local value chain. Local value chain will stimulate and drive sustainable investments.
In a Unipolar World, enviro-legal alignment globally will be natural. Costs of meeting emerging mandatory requirements are to be understood and benefits shared equally across value chain. It is not mere compliance. User communities should prefer and encourage supplier communities to work towards betterment of environment, health and safety of both organisation and extended organisations.
Wind power is green power. Indian suppliers to wind power should be encouraged by sharing the benefits of green energy. An appropriate incentive mechanism can be worked out for benefit of entire value chain.
At macro level, user industry associations should work towards ensuring that benefits from fiscal incentives and special statuses accorded to them is passed to the entire value chain. Else, it may result in cost to suppliers, as in the case of Central Excise and Customs Duty.
Closing Remarks
Sustainability is the key mantra for future. Dynamics of business economics is to be understood in appropriate perspective. Major market segments are able to evolve and sustain due to creation and dependence on domestic value chain. Domestic value chain is not a mere option. It is a strategic necessity to stimulate employment and sustain demand.
Let us be determined to work together to create a formidable India.
Give Renewable Energy Zero-Rate Status under GST: Ministry
The Ministry of Power (GoI) has recommended that renewable energy be given a zero-rate tax status under the Goods and Services Tax, predicting several adverse effects to the economy if there is any increase in power tariffs due to the new tax regime.
CPCB – MeoF - Notification – Wind Power in White Category
Central Pollution Control Board on 18th January 2017 has published a notification with subject, “Clarification in the matter of Revised Categorization of the Industrial Sector namely Solar power generation through Solar PV cell, Wind power and Mini Hydel power (less than 25 MW). In the following notification the Wind Power is placed at serial no. 35 in White category of Industrial Sectors.
China to Invest $100 billion in Wind Power Projects by 2020
According to the National Energy Administration of China’s latest wind power development plan, China will invest more than 700 billion Yuan (approx. US$100 billion) in wind power facilities from 2016 to 2020.
PGCIL Achieves ` 1 lakh Crore Market Capitalization
Union Minister of State (IC) for Power, Coal, New & Renewable Energy and Mines, Shri Piyush Goyal congratulated PGCIL on achieving ` 1 lakh crore market capitalization and said that it is no mean feat to achieve, especially looking at the current state of the global economy. He asked the Maharatna company to develop a robust mechanism to unlock its capital and expand the portfolio rapidly to achieve the target to integrate 175GW Renewable Energy in the National Grid and reach out to 5 crore families still without power.
Source: PIB, 21st December 2016
Sn
ipp
ets
on
Win
d P
ow
er

33Indian Wind PowerFebruary - March 2017
1. Introduction
In pursuit of producing world class gearbox, utmost care is a
must in selecting input material. All the critical components
like planet wheel, ring wheel, slow wheel, fast wheel and
hollow shaft are produced from very high quality forgings.
The true advantage with forgings is superior mechanical
properties to weight ratio that enables the designer to
produce a part that is lighter and stronger than could be
achieved using other metal forming processes. As designers
push the limits of load, stresses, and temperature with their
products, forgings time and time again meet the calling.
2. Input Material
Very good quality alloy steel is used for forging by ensuring
the following qualities.
1. Very good micro cleanliness
2. Good mechanical properties like tensile and impact
strength
3. Lower gas contents and harmful tramp elements
4. Good internal soundness
5. Good surface quality
6. Fine uniform grain size
7. Excellent hardenability (response to heat treatment)
by ensuring optimum content of alloying elements
The steel used for gearbox forged components, is always
processed by secondary refining and vacuum degassing
with very low harmful gases and tramp elements.
Both gearbox manufacturer and steel suppliers must
test every batch of input material at their state of the art
metallurgical laboratories. All forging companies should
Special Forgings for Critical Gearbox Components
Umakanth Papatla, General Manager – Quality & Technology ZF Wind Power, Coimbatore
follow international testing standards for testing input
material used for forging.
3. Forging
3.1 Forging Plant Approval
All the forgings used for critical applications are
manufactured in world’s leading forging plants having
advanced manufacturing, heat treating and testing facilities.
During the development of forging process for new
components, simulation and 3D modelling is used to
ensure impeccable process capability.
3.2 Forging Process
Internal soundness, grain flow and mechanical properties
depend on reduction ratio (reduction from input raw
material to forging). Hence, one must ensure that ample
reduction ratio is always maintained for each type of
forging.
Hot Forging Process
Hot forging process is the most suitable process for wind
applications and hence input material is heated in furnace
at a controlled predefined temperature for specified time
before forging. Also the blank used for forging is precisely
weighed to eliminate under filling or other non-conformity.
All the preheated blanks are also descaled using descaler to
eliminate forged-in scale and other surface imperfections.
All the forgings are manufactured by the advanced ring
rolling forging techniques as shown in the following
schematic diagram. A few suppliers still use old drop
forging technology.



36 Indian Wind Power February - March 2017
4. Heat Treatment after Forging
Ring rolled forged products are heat treated into the batch type furnaces to get the required mechanical and metallurgical properties. All the furnaces have automatic temperature control and timers. A special heat treatment process after forging is desirable for grain refinement and getting uniform grain size.
5. Inspection of Forging
Following testing is done on all the forgings at manufacturers end and also at incoming stage.
5.1 Mechanical Properties
• Hardness
• Tensile strength and % elongation
• Impact strength
5.2 Chemical Properties
• Chemical analysis for all the elements
• Gas analysis for all harmful elements like Oxygen, Hydrogen and Nitrogen.
4. RING ROLLING: Ring rolling process begins with the idler
roll applying pressure to the preform against the drive roll.
5. SIZING: The process continues until the desired size is
achieved.
1. UPSETTING: Starting stock cut to
size by weight is first rounded, then
upset to achieve structural integrity
and directional grain flow.
2. PUNCHING & PIERCING: Workpiece
is punched, then pierced to achieve
starting “doughnut” shape needed
for ring rolling process.
3. FEEDING FOR ROLLING: Completed
preform is ready for placement on
ring mill for rolling.
5.3 Microstructure
• Micro inclusions
• Phase analysis
• Decarburised layer depth
• Micro-segregation
5.4 Macrostructure
• Macro-segregation
• Forging flaw lines
• Macro inclusions by ultrasonic testing
5.5 Non-Destructive Testing
• Magnetic particle test
• Mobile spectro test or Eddy Current Test (for material mix up)
• Ultrasonic test
• Visual inspection

Geared fora Better Future
NGC TRANSMISSION INDIA PVT. LTD.DG Square, Unit 6A, 127 Pallavaram - Thorajpakkam 200 feet Radial Road, Kilkattalai, Chennai 600117Tel: (65) 6589 8588Fax: (65) 6588 3557Email: [email protected]
NGCTRANSMISSION ASIA PACIFIC PTE LTD51 Changi Business Park Central 2, #06-08, The Signature, Singapore 486066Tel: (65) 6589 8588 Ext. 152 Fax: (65) 6588 3557E-mail: APRegion@NGCTransmission
www.NGCtransmission.com/en
NGC is a global leader in wind gearbox development and production with high performance product which can provide complete main gearboxes, yaw and pitch drive product for wind turbine. NGC high reliability product is adapted to various working conditions, low temperature, low wind speed, high altitude, offshore and so on. So far, more than 40,000 NGC gearboxes have been running well all over the world, contributing to continuous power for green energy.
Professional in Wind Gearbox and Transmission System Solutions
Visit us at Booth Hall B5. 434

38 Indian Wind Power February - March 2017
5.6 Dimensional Check
• Outer diameter
• Inner diameter
• Thickness
• Width
• Ovality
5.7 Other Tests
• Jominy hardenability test
6. Certification
All suppliers generally test their products before despatching and certify their material with test certificates as per EN 10204 class 3.1.
7. Traceability
In addition to above, all forging companies insist on very high levels of traceability. Each and every forging is identified by a unique serial number. This serial number corresponds to raw material heat number, forging batch number, heat treatment batch number. Also all the forgings used in gearbox are traceable in the same way.
8. ZF’s Philosophy
The above process control and product control measures are being deployed at ZF while making gear elements, considering life of the wind turbines.
References
• MIDAS#: Mannesmann Inclusion Detection by Analysing Surfboards
• EVA* analysis: Extreme Value Analysis
Wind Industry News
• Senvion Wins Firm Framework
Senvion is a leading global manufacturer of onshore and offshore 2 MW to 6.15 MW and rotor diameters of 82 metres to 152 metres wind turbines. Senvion has concluded its first contract in India for the supply of 220 Senvion turbines totalling more than 500 megawatts (MW) under a firm framework agreement with one of the large Indian IPPs. The 220 turbines will consist of turbines from the recently acquired Kenersys portfolio. The wind turbines K100 (2.6 MW), K110 (2.4 MW), K110+ (2.6 MW) and K120 (2.3 MW) are part of the planned acquisition.
• Gamesa Tops its Manufacturing Record
Gamesa has beaten its annual turbine manufacturing record, having made more than 1,880 units with productive capacity of 3,880 MW in 2016. This milestone is markedly international as the turbines were assembled all over the world: India (36%), Europe (28%), China (26%) and Brazil (10%).
• Inox Bags Order from NTPC
lnox Wind Limited has bagged an order for a 50 MW wind power for 25 units of its advanced 2MW DFIG 100 rotor diameter WTGs for Gujarat from NTPC to be executed on a turnkey basis. With 47GW of capacity under operations, NTPC is India's largest energy conglomerate and this 50 MW maiden order marks its foray into Wind energy generation.
Sn
ipp
ets
on
Win
d P
ow
er

39Indian Wind PowerFebruary - March 2017
Snippets on Wind Power
US-India Clean Energy Finance Facility Initiative
17th December 2016
Letter of Intents were signed and exchanged between MNRE and OPIC (Overseas Private Investment Corporation) in presence of Shri Piyush Goyal, Minister for the creation of a $20 million for US-India Clean Energy Finance (USICEF) Initiative, equally supported by the United States and India would support projects upon long-term financing and deployment, and would qualify for the support of long-term debt financing from OPIC.
Incentive for Wind Power Needs to be Revisited: Study
The reluctance of distribution companies (Discoms) to procure wind energy due to their weak financial health is one of the biggest challenges facing the wind energy sector and there is now a need to shift from Generation-based Incentives (GBI) to Procurement-based Incentives (PBI) in the country, according to an evaluation of the GBI scheme done by CRISIL.
The study found that various wind power developers and investors had highlighted that “the GBI level of Re. 0.50 per unit is insufficient to promote wind capacity addition in Tamil Nadu, Gujarat and Karnataka due to unviability of FIT (feed-in-tariff) plus GBI model." The study also found that the capacity addition under the GBI second phase was “modest”. In the second phase, while the capacity addition target was 15,000 MW, only 5,762 MW has been added. However, the study found that GBI remained “one of the key incentives that has driven investments in the sector especially from number of IPPs who are not availing Accelerated Depreciation (AD) benefit but doing project finance.”
CRISIL has recommended that suitable mechanisms need to be developed to use GBI “to encourage Discoms to procure wind power, make timely payments and also prevent forced backing down of wind power.” It also recommended a suitable performance-based incentive be developed to reduce purchase cost of wind power by States.
Source: The Hindu, December 05, 2016
Stable Outlook for TANGEDCO Bonds from Rating Firm
Ratings firm, India Ratings and Research has assigned the final rating of ‘IND A(SO)’ to the `100 crore-bond programme of Tamil Nadu Generation and Distribution Corporation Limited (TANGEDCO), with a stable outlook.
Landowners' Nod Not Required to Lay Overhead Power Lines: Supreme Court
Through this judgment, Supreme Court has settled the issue which gave rise to conflicting judgments from various HCs. The SC's top priority was to enable the Government and its agencies to get electricity to the last household in the remotest areas. The bench said, "As per the provisions of the Indian Telegraph Act, unobstructed access to lay down telegraph and/or electricity transmission lines is an imperative in the larger public interest."
Source: Economic Times, December 30, 2016
CEA - Draft National Electricity Plan (NEP), 2016.
CEA has published the Draft National Electricity Plan (NEP) on 7th December 2016. The Draft covers a review of the 12th Plan for 2017-2022 in detail and perspective plan for 2022-2027. The comments/suggestions were requested by 22nd January 2017.
CERC- Draft Indian Electricity Grid Code (IEGC) Fifth Amendment Regulation, 2016
CERC has published Draft Fifth Amendment on Indian Electricity Grid Code (IEGC) on 9th December 2016. comments/suggestions/objections from the stakeholders and the interested persons on the Draft regulations were invited by 30.12.2016.
'Coal Mitra’ Web Portal Launched
Union Minister of State (IC) for Power, Coal, New & Renewable Energy and Mines, Shri Piyush Goyal has launched ‘Coal Mitra’, a web portal for flexibility in Utilization of Domestic coal. The Coal Mitra web portal to be used by the State/Central Gencos has been designed to bring about flexibility in utilization of domestic coal by transferring the reserves to more cost efficient state/centre owned or private sector generating stations, leading to lower generation costs and ultimately lesser cost of electricity for the consumers.
TANGEDCO Not to Go in for Short-term Power Purchase
Tamil Nadu Generation and Distribution Corporation (TANGEDCO) has decided to drop its earlier plan of procuring 500 MW of short-term power for peak demand as the price quoted was higher. Instead, the state’s power utility has planned to procure higher quantum of round-the-clock power in the range of 632-672 MW at the price of up to ` 4 per unit.
Source: The Hindu, 5.1.2017
Compiled By: Mr. Abhijit Kulkarni
Business Unit Head - Energy Segment
SKF India Ltd, Pune and
IWTMA Team

40 Indian Wind Power February - March 2017
Printed by R.R. Bharath and published by Dr. Rishi Muni Dwivedi on behalf of Indian Wind Turbine Manufacturers Association and printed atAce Data Prinexcel Private Limited, 3/304 F, (SF No. 676/4B), Kulathur Road, Off NH 47 Bye Pass Road, Neelambur, Coimbatore 641062 and published at Indian Wind Turbine Manufacturers Association, Fourth Floor, Samson Towers, No. 403 L, Pantheon Road, Egmore, Chennai 600 008.
Editor: Dr. Rishi Muni Dwivedi
Wind power plays a signifi cant role, especially in the context of the need for abating global warming and mitigating advance climate change.
RRB Energy’s Product Ranges
V27–225 kW PS-600 kW V39–500 kW PS-1800 kW
Know Your Member
Trendsetters and a pioneering company in the fi eld of wind power generation, RRB Energy Limited (RRBEL) set up during the year 1987, offers custom-built turnkey solutions in the area of harnessing wind energy for power generation, such as site selection, micrositing, preparation of detailed project report, project engineering, erection, commissioning and after sales service of the wind power projects RRBEL maintains a leading position in the wind energy sector.
Being one of the foremost players in the wind energy Sector, RRBEL has an unparalleled track record and expertise in understanding the market environment and providing requisite solutions in the area of wind power generation.
THE STORY SO FARCommencing from being successful in fi nalizing a joint venture with Vestas Wind Systems A/S (Vestas), Denmark to obtaining transfer of technology from Vestas, to setting up of indigenous manufacturing facilities for wind electric generator blades and wind electric generator controllers, creating next generation of smart wind turbines, the list of accomplishments is vast.
Where RRB Energy stands today in wind power solutions can be traced back to its core ideology during inception i.e. to excel and perform under all circumstances.
The Company is devoted to fulfi lling its mission to harness wind power for the nation’s empowerment. RRB Energy is also an Independent Power Producer having established wind farms of aggregate megawatt capacity.
RRB Energy Limited has successfully established close to 2 GW of wind power capacity for various clients at numerous locations spread across various states of India including Tamil Nadu, Kerala, Karnataka, Maharashtra, Madhya Pradesh, Gujarat and Rajasthan and internationally across Europe, US and UK.
Rakesh BakshiChairman & Managing Director
Popularly known internationally as the Green Maharaja, the London born owner of RRB Energy, Rakesh Bakshi is an Indian climate change activist, professor and businessman credited as one of the pioneers in the fi eld of non-conventional energy sources in India.
Sarvesh KumarPresident & COO
Mr. Sarvesh Kumar has been associated in the fi eld of wind energy for more than 30 years, the result of which is seen in his strong commitment and vision towards the growth of the fi eld.
RRB ENERGY

Swancor Wind Blades Epoxy SolutionThe Next Evolution at Swancor
- SW2511-1A/B Infusion System- SW2513A/B HLU System- SW2532A/B Bonding Paste System- SW2502A/B Tooling System- With completed GL Approval
About Swancor- 25 Years Experience at Epoxy Compounding
Formulation and Free Radical Polymerization - The listed company(3708) in Taiwan Stock Market- GL Approval Lab in Shanghai, China- No.1 Market Share in China & Taiwan
Swancor IndiaMr. J.K. Trivedi - Head Business DevelopmentOfÞce: 406B, Pinnacle Business Park, Prahladnagar Corporate Road, Ahmedabad - 380015, Gujarat, India. Mob: +91 98795 97622Email: [email protected]

AC
E D
ATA
, Coi
mba
tore
Registered with REGISTRAR OF NEWSPAPERS for India, New DelhiVide No. TNENG/2015/60605 Date of Publishing : 10.02.2017
February - March 2017