consumÍveis para soldagem - utp 320n
TRANSCRIPT
CONSUMÍVEIS PARA SOLDAGEM
MEMBER OF
UMA EMPRESA DO GRUPO VOESTALPINE
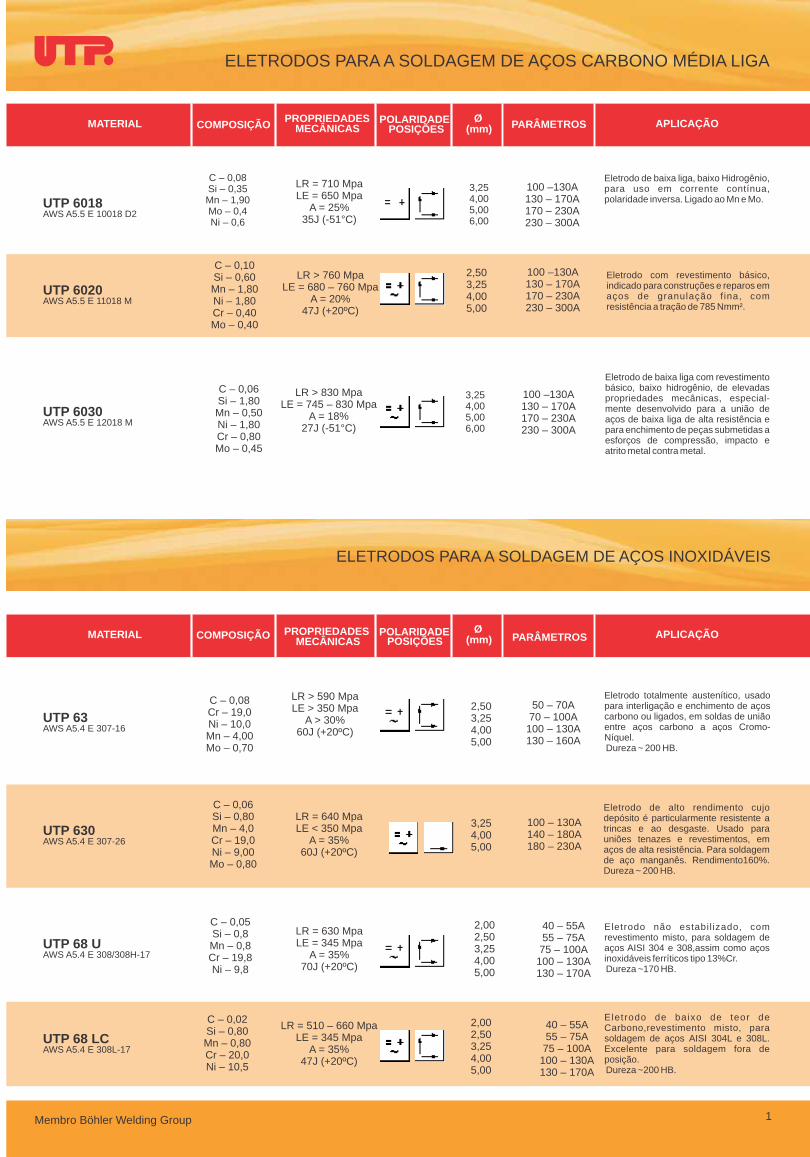
ELETRODOS CARBONO MÉDIA LIGAPARA A SOLDAGEM DE AÇOS
UTP 6018AWS A5.5 E 10018 D2
UTP 6020AWS A5.5 E 11018 M
UTP 6030AWS A5.5 E 12018 M
ELETRODOS PARA A SOLDAGEM DE AÇOS INOXIDÁVEIS
MATERIAL
MATERIAL
COMPOSIÇÃO
COMPOSIÇÃO
PROPRIEDADES
PROPRIEDADES
MECÂNICAS
MECÂNICAS
POLARIDADE
POLARIDADE
POSIÇÕES
POSIÇÕES
Ø
Ø
(mm)
(mm)
PARÂMETROS
PARÂMETROS
APLICAÇÃO
APLICAÇÃO
UTP 63AWS A5.4 E 307-16
UTP 630AWS A5.4 E 307-26
UTP 68 UAWS A5.4 E 308/308H-17
UTP 68 LCAWS A5.4 E 308L-17
Membro Böhler Welding Group 1
Eletrodo de baixa liga, baixo Hidrogênio, para uso em corrente contínua, polaridade inversa. Ligado ao Mn e Mo.
Eletrodo com revestimento básico, indicado para construções e reparos em aços de granulação f ina, com resistência a tração de 785 Nmm².
Eletrodo de baixa liga com revestimento básico, baixo hidrogênio, de elevadas propriedades mecânicas, especial-mente desenvolvido para a união de aços de baixa liga de alta resistência e para enchimento de peças submetidas a esforços de compressão, impacto e atrito metal contra metal.
Eletrodo totalmente austenítico, usado para interligação e enchimento de aços carbono ou ligados, em soldas de união entre aços carbono a aços Cromo-Níquel. Dureza ~ 200 HB.
Eletrodo de alto rendimento cujo depósito é particularmente resistente a trincas e ao desgaste. Usado para uniões tenazes e revestimentos, em aços de alta resistência. Para soldagem de aço manganês. Rendimento160%. Dureza ~ 200 HB.
Eletrodo não estabil izado, com revestimento misto, para soldagem de aços AISI 304 e 308,assim como aços inoxidáveis ferríticos tipo 13%Cr. Dureza ~170 HB.
Eletrodo de baixo de teor de Carbono,revestimento misto, para soldagem de aços AISI 304L e 308L. Excelente para soldagem fora de posição. Dureza ~200 HB.
C – 0,08Si – 0,35Mn – 1,90Mo – 0,4Ni – 0,6
3,254,005,006,00
3,254,005,006,00
100 –130A130 – 170A170 – 230A230 – 300A
100 –130A130 – 170A170 – 230A230 – 300A
100 –130A130 – 170A170 – 230A230 – 300A
2,503,254,005,00
C – 0,10Si – 0,60Mn – 1,80Ni – 1,80Cr – 0,40Mo – 0,40
C – 0,06Si – 1,80Mn – 0,50Ni – 1,80Cr – 0,80Mo – 0,45
50 – 70A70 – 100A
100 – 130A130 – 160A
100 – 130A140 – 180A180 – 230A
2,503,254,005,00
3,254,005,00
C – 0,08Cr – 19,0Ni – 10,0Mn – 4,00Mo – 0,70
C – 0,06Si – 0,80Mn – 4,0Cr – 19,0Ni – 9,00Mo – 0,80
C – 0,05Si – 0,8Mn – 0,8Cr – 19,8Ni – 9,8
C – 0,02Si – 0,80Mn – 0,80Cr – 20,0Ni – 10,5
2,002,503,254,005,00
40 – 55A55 – 75A
75 – 100A100 – 130A130 – 170A
40 – 55A55 – 75A
75 – 100A100 – 130A130 – 170A
2,002,503,254,005,00
LR = 710 MpaLE = 650 Mpa
A = 25%35J (-51°C)
LR > 760 MpaLE = 680 – 760 Mpa
A = 20%47J (+20ºC)
LR > 830 MpaLE = 745 – 830 Mpa
A = 18%27J (-51°C)
LR > 590 MpaLE > 350 Mpa
A > 30%60J (+20ºC)
LR = 640 MpaLE < 350 Mpa
A = 35%60J (+20ºC)
LR = 630 MpaLE = 345 Mpa
A = 35%70J (+20ºC)
LR = 510 – 660 MpaLE = 345 Mpa
A = 35%47J (+20ºC)
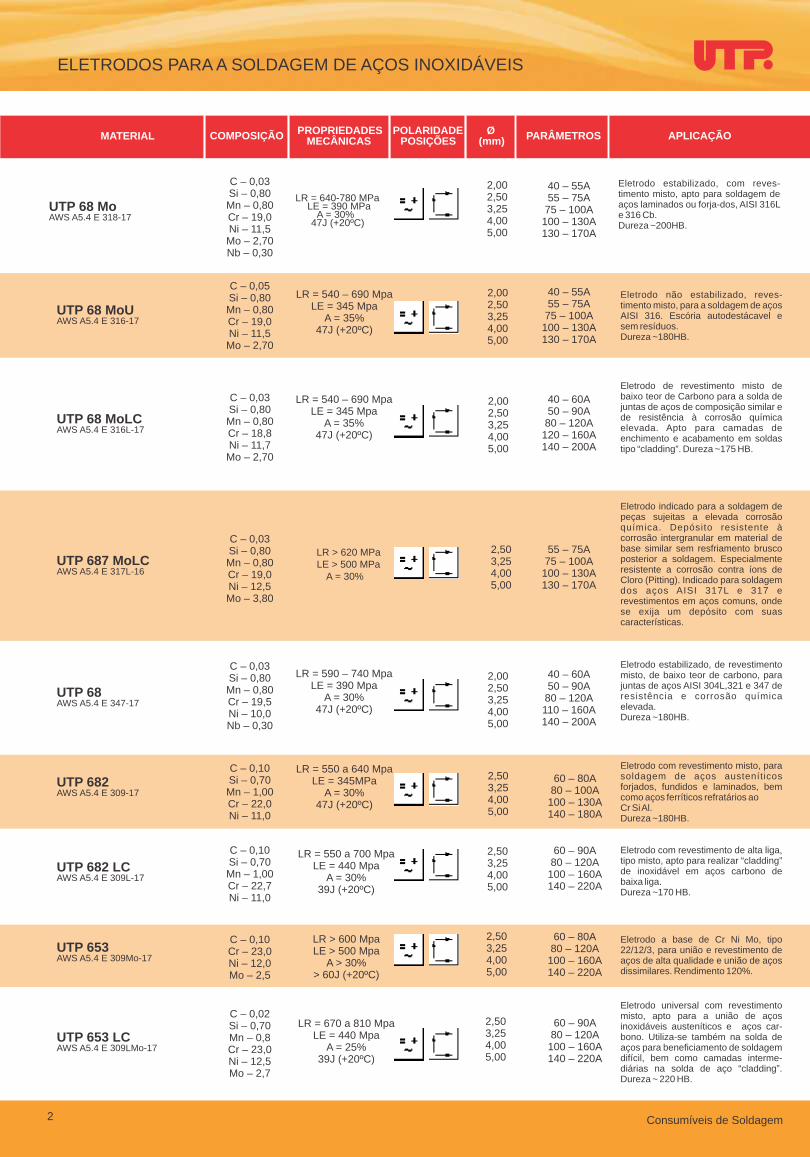
ELETRODOS PARA A SOLDAGEM DE AÇOS INOXIDÁVEIS
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
Consumíveis de Soldagem
Eletrodo estabilizado, com reves-timento misto, apto para soldagem de aços laminados ou forja-dos, AISI 316L e 316 Cb. Dureza ~200HB.
Eletrodo não estabilizado, reves-timento misto, para a soldagem de aços AISI 316. Escória autodestácavel e sem resíduos. Dureza ~180HB.
Eletrodo estabilizado, de revestimento misto, de baixo teor de carbono, para juntas de aços AISI 304L,321 e 347 de resistência e corrosão química elevada.Dureza ~180HB.
Eletrodo de revestimento misto de baixo teor de Carbono para a solda de juntas de aços de composição similar e de resistência à corrosão química elevada. Apto para camadas de enchimento e acabamento em soldas tipo “cladding”. Dureza ~175 HB.
Eletrodo indicado para a soldagem de peças sujeitas a elevada corrosão química. Depósito resistente à corrosão intergranular em material de base similar sem resfriamento brusco posterior a soldagem. Especialmente resistente a corrosão contra íons de Cloro (Pitting). Indicado para soldagem dos aços AISI 317L e 317 e revestimentos em aços comuns, onde se exija um depósito com suas características.
Eletrodo com revestimento misto, para soldagem de aços austeníticos forjados, fundidos e laminados, bem como aços ferríticos refratários ao Cr Si Al. Dureza ~180HB.
Eletrodo com revestimento de alta liga, tipo misto, apto para realizar “cladding” de inoxidável em aços carbono de baixa liga.Dureza ~170 HB.
Eletrodo a base de Cr Ni Mo, tipo 22/12/3, para união e revestimento de aços de alta qualidade e união de aços dissimilares. Rendimento 120%.
Eletrodo universal com revestimento misto, apto para a união de aços inoxidáveis austeníticos e aços car-bono. Utiliza-se também na solda de aços para beneficiamento de soldagem difícil, bem como camadas interme-diárias na solda de aço “cladding”. Dureza ~ 220 HB.
2,002,503,254,005,00
2,002,503,254,005,00
2,002,503,254,005,00
2,002,503,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
60 – 80A80 – 100A
100 – 130A140 – 180A
60 – 90A80 – 120A
100 – 160A140 – 220A
60 – 80A80 – 120A
100 – 160A140 – 220A
60 – 90A80 – 120A
100 – 160A140 – 220A
40 – 60A50 – 90A
80 – 120A110 – 160A140 – 200A
2,503,254,005,00
55 – 75A75 – 100A
100 – 130A130 – 170A
40 – 60A50 – 90A
80 – 120A120 – 160A140 – 200A
40 – 55A55 – 75A
75 – 100A100 – 130A130 – 170A
40 – 55A55 – 75A
75 – 100A100 – 130A130 – 170A
UTP 68AWS A5.4 E 347-17
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
LR = 640-780 MPaLE = 390 MPa
A = 30%47J (+20ºC)
UTP 68 MoAWS A5.4 E 318-17
UTP 68 MoUAWS A5.4 E 316-17
UTP 68 MoLCAWS A5.4 E 316L-17
LR > 620 MPaLE > 500 MPa
A = 30%
UTP 687 MoLCAWS A5.4 E 317L-16
UTP 682AWS A5.4 E 309-17
UTP 682 LCAWS A5.4 E 309L-17
UTP 653AWS A5.4 E 309Mo-17
UTP 653 LCAWS A5.4 E 309LMo-17
2
C – 0,03Si – 0,80Mn – 0,80Cr – 19,0Ni – 11,5Mo – 2,70Nb – 0,30
C – 0,05Si – 0,80Mn – 0,80Cr – 19,0Ni – 11,5Mo – 2,70
C – 0,03Si – 0,80Mn – 0,80Cr – 18,8Ni – 11,7Mo – 2,70
C – 0,03Si – 0,80Mn – 0,80Cr – 19,0Ni – 12,5Mo – 3,80
C – 0,03Si – 0,80Mn – 0,80Cr – 19,5Ni – 10,0Nb – 0,30
C – 0,10Si – 0,70Mn – 1,00Cr – 22,0Ni – 11,0
C – 0,10Si – 0,70Mn – 1,00Cr – 22,7Ni – 11,0
C – 0,10Cr – 23,0Ni – 12,0Mo – 2,5
C – 0,02Si – 0,70Mn – 0,8Cr – 23,0Ni – 12,5Mo – 2,7
LR = 540 – 690 MpaLE = 345 Mpa
A = 35%47J (+20ºC)
LR = 540 – 690 MpaLE = 345 Mpa
A = 35%47J (+20ºC)
LR = 590 – 740 MpaLE = 390 Mpa
A = 30%47J (+20ºC)
LR = 550 a 640 MpaLE = 345MPa
A = 30%47J (+20ºC)
LR = 550 a 700 MpaLE = 440 Mpa
A = 30%39J (+20ºC)
LR > 600 MpaLE > 500 Mpa
A > 30%> 60J (+20ºC)
LR = 670 a 810 MpaLE = 440 Mpa
A = 25%39J (+20ºC)
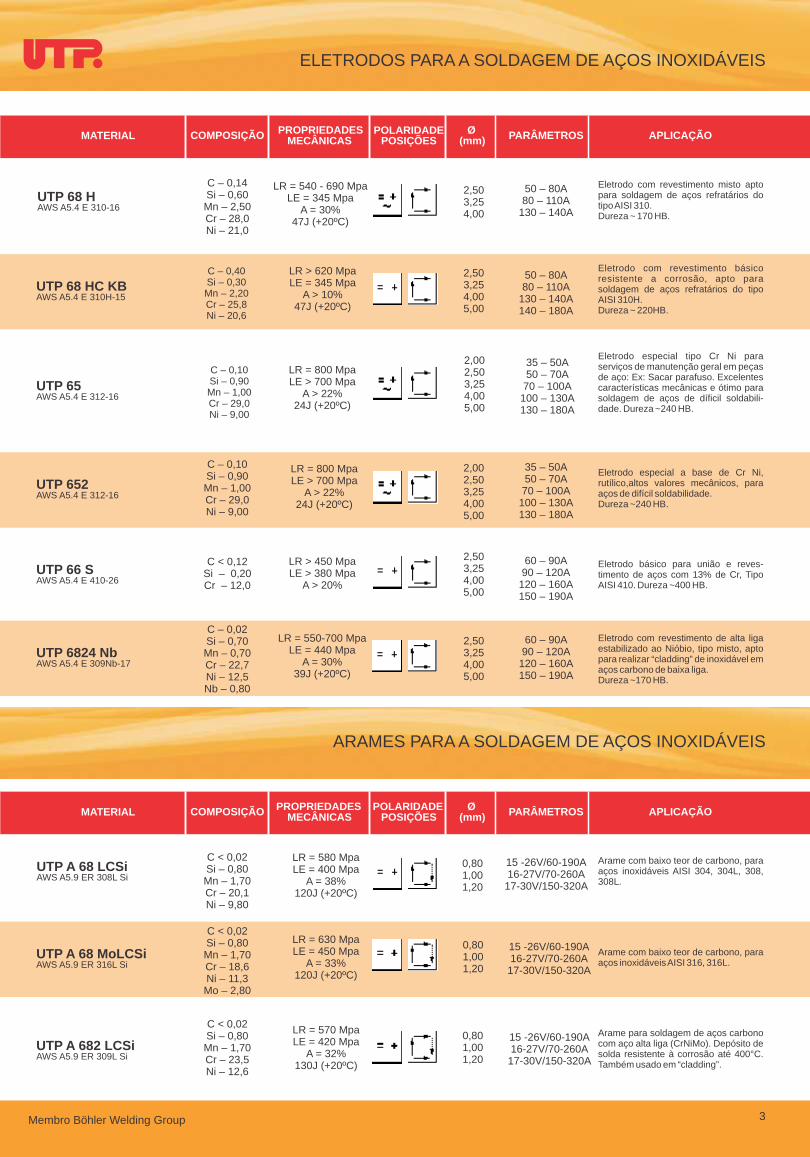
ELETRODOS INOXIDÁVEISPARA A SOLDAGEM DE AÇOS
UTP 68 HAWS A5.4 E 310-16
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
UTP 68 HC KBAWS A5.4 E 310H-15
UTP 65AWS A5.4 E 312-16
UTP 66 SAWS A5.4 E 410-26
UTP 652AWS A5.4 E 312-16
UTP A 68 MoLCSiAWS A5.9 ER 316L Si
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
UTP A 682 LCSiAWS A5.9 ER 309L Si
UTP A 68 LCSiAWS A5.9 ER 308L Si
UTP 6824 NbAWS A5.4 E 309Nb-17
ARAMES INOXIDÁVEISPARA A SOLDAGEM DE AÇOS
Membro Böhler Welding Group 3
Eletrodo com revestimento misto apto para soldagem de aços refratários do tipo AISI 310.Dureza ~ 170 HB.
Eletrodo com revestimento básico resistente a corrosão, apto para soldagem de aços refratários do tipo AISI 310H. Dureza ~ 220HB.
Eletrodo especial tipo Cr Ni para serviços de manutenção geral em peças de aço: Ex: Sacar parafuso. Excelentes características mecânicas e ótimo para soldagem de aços de díficil soldabili-dade. Dureza ~240 HB.
Eletrodo básico para união e reves-timento de aços com 13% de Cr, Tipo AISI 410. Dureza ~400 HB.
Eletrodo especial a base de Cr Ni, rutílico,altos valores mecânicos, para aços de difícil soldabilidade. Dureza ~240 HB.
Eletrodo com revestimento de alta liga estabilizado ao Nióbio, tipo misto, apto para realizar “cladding” de inoxidável em aços carbono de baixa liga. Dureza ~170 HB.
Arame com baixo teor de carbono, para aços inoxidáveis AISI 316, 316L.
Arame para soldagem de aços carbono com aço alta liga (CrNiMo). Depósito de solda resistente à corrosão até 400°C. Também usado em “cladding”.
Arame com baixo teor de carbono, para aços inoxidáveis AISI 304, 304L, 308, 308L.
C – 0,14Si – 0,60Mn – 2,50Cr – 28,0Ni – 21,0
C – 0,40Si – 0,30Mn – 2,20Cr – 25,8Ni – 20,6
C – 0,10Si – 0,90Mn – 1,00Cr – 29,0Ni – 9,00
C – 0,10Si – 0,90Mn – 1,00Cr – 29,0Ni – 9,00
C < 0,12Si – 0,20Cr – 12,0
C – 0,02Si – 0,70Mn – 0,70Cr – 22,7Ni – 12,5Nb – 0,80
C < 0,02Si – 0,80Mn – 1,70Cr – 20,1Ni – 9,80
C < 0,02Si – 0,80Mn – 1,70Cr – 18,6Ni – 11,3Mo – 2,80
C < 0,02Si – 0,80Mn – 1,70Cr – 23,5Ni – 12,6
2,503,254,00
2,503,254,005,00
2,002,503,254,005,00
2,002,503,254,005,00
2,503,254,005,00
2,503,254,005,00
50 – 80A80 – 110A
130 – 140A
50 – 80A80 – 110A
130 – 140A140 – 180A
35 – 50A50 – 70A
70 – 100A100 – 130A130 – 180A
35 – 50A50 – 70A
70 – 100A100 – 130A130 – 180A
60 – 90A90 – 120A
120 – 160A150 – 190A
60 – 90A90 – 120A
120 – 160A150 – 190A
0,801,001,20
0,801,001,20
0,801,001,20
15 -26V/60-190A16-27V/70-260A
17-30V/150-320A
15 -26V/60-190A16-27V/70-260A
17-30V/150-320A
15 -26V/60-190A16-27V/70-260A
17-30V/150-320A
LR = 580 MpaLE = 400 Mpa
A = 38%120J (+20ºC)
LR = 630 MpaLE = 450 Mpa
A = 33%120J (+20ºC)
LR = 570 MpaLE = 420 Mpa
A = 32%130J (+20ºC)
LR = 540 - 690 MpaLE = 345 Mpa
A = 30%47J (+20ºC)
LR > 620 MpaLE = 345 Mpa
A > 10%47J (+20ºC)
LR = 800 MpaLE > 700 Mpa
A > 22%24J (+20ºC)
LR = 800 MpaLE > 700 Mpa
A > 22%24J (+20ºC)
LR > 450 MpaLE > 380 Mpa
A > 20%
LR = 550-700 MpaLE = 440 Mpa
A = 30%39J (+20ºC)
Consumíveis de Soldagem
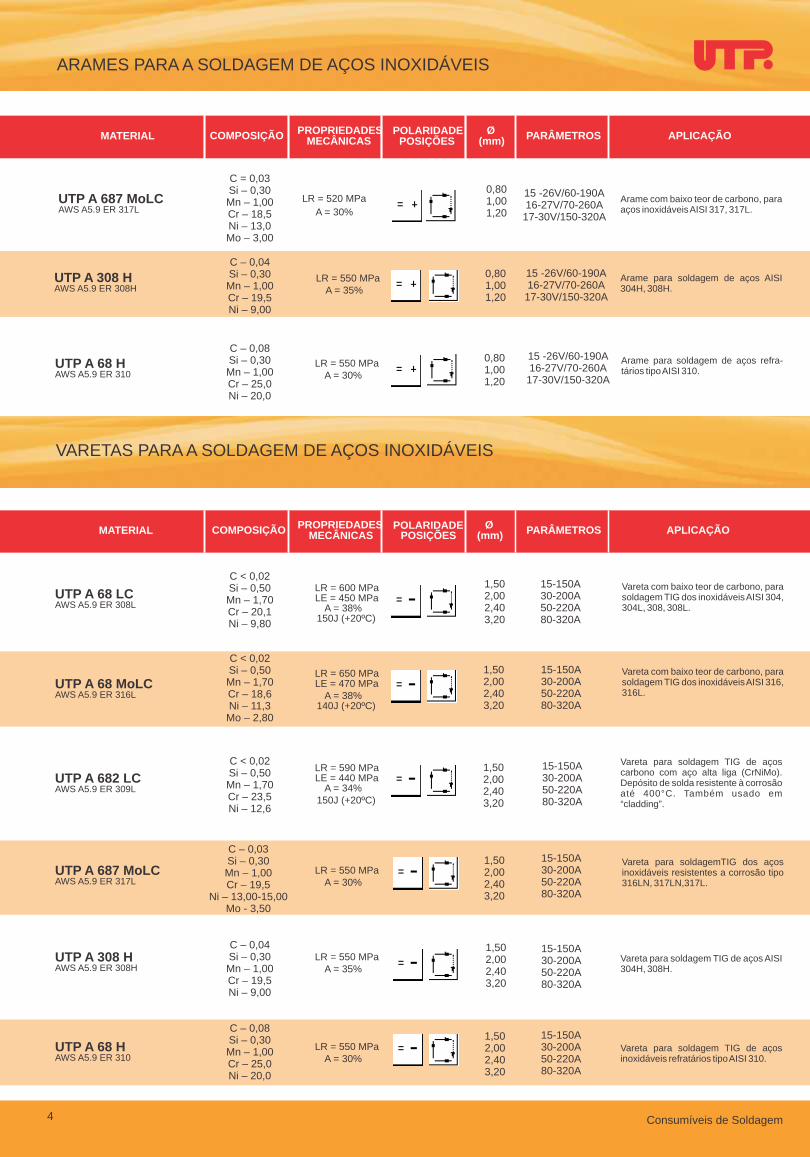
ARAMES PARA A SOLDAGEM DE AÇOS INOXIDÁVEIS
VARETAS INOXIDÁVEISPARA A SOLDAGEM DE AÇOS
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
Arame para soldagem de aços AISI 304H, 308H.
Arame para soldagem de aços refra-tários tipo AISI 310.
Arame com baixo teor de carbono, para aços inoxidáveis AISI 317, 317L.
Vareta com baixo teor de carbono, para soldagem TIG dos inoxidáveis AISI 304, 304L, 308, 308L.
Vareta para soldagem TIG de aços AISI 304H, 308H.
Vareta para soldagem TIG de aços carbono com aço alta liga (CrNiMo). Depósito de solda resistente à corrosão até 400°C. Também usado em “cladding”.
Vareta com baixo teor de carbono, para soldagem TIG dos inoxidáveis AISI 316, 316L.
Vareta para soldagemTIG dos aços inoxidáveis resistentes a corrosão tipo 316LN, 317LN,317L.
Vareta para soldagem TIG de aços inoxidáveis refratários tipo AISI 310.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
15 -26V/60-190A16-27V/70-260A
17-30V/150-320A
15 -26V/60-190A16-27V/70-260A
17-30V/150-320A
15 -26V/60-190A16-27V/70-260A
17-30V/150-320A
0,801,001,20
0,801,001,20
0,801,001,20
15-150A30-200A50-220A80-320A
15-150A30-200A50-220A80-320A
15-150A30-200A50-220A80-320A
15-150A30-200A50-220A80-320A
15-150A30-200A50-220A80-320A
15-150A30-200A50-220A80-320A
1,502,002,403,20
1,502,002,403,20
1,502,002,403,20
1,502,002,403,20
1,502,002,403,20
1,502,002,403,20
4
LR = 550 MPaA = 35%
UTP A 308 HAWS A5.9 ER 308H
LR = 550 MPaA = 30%
UTP A 68 HAWS A5.9 ER 310
LR = 550 MPaA = 30%
UTP A 68 HAWS A5.9 ER 310
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
LR = 600 MPaLE = 450 MPa
A = 38%150J (+20ºC)
UTP A 68 LCAWS A5.9 ER 308L
LR = 550 MPaA = 35%
UTP A 308 HAWS A5.9 ER 308H
LR = 590 MPaLE = 440 MPa
A = 34%150J (+20ºC)
UTP A 682 LCAWS A5.9 ER 309L
LR = 650 MPaLE = 470 MPa
A = 38%140J (+20ºC)
UTP A 68 MoLCAWS A5.9 ER 316L
LR = 550 MPaA = 30%
UTP A 687 MoLCAWS A5.9 ER 317L
LR = 520 MPa
A = 30%UTP A 687 MoLCAWS A5.9 ER 317L
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
C = 0,03Si – 0,30Mn – 1,00Cr – 18,5Ni – 13,0Mo – 3,00
C – 0,04Si – 0,30Mn – 1,00Cr – 19,5Ni – 9,00
C – 0,08Si – 0,30Mn – 1,00Cr – 25,0Ni – 20,0
C < 0,02Si – 0,50Mn – 1,70Cr – 20,1Ni – 9,80
C < 0,02Si – 0,50Mn – 1,70Cr – 18,6Ni – 11,3Mo – 2,80
C < 0,02Si – 0,50Mn – 1,70Cr – 23,5Ni – 12,6
C – 0,03Si – 0,30Mn – 1,00Cr – 19,5
Ni – 13,00-15,00Mo - 3,50
C – 0,04Si – 0,30Mn – 1,00Cr – 19,5Ni – 9,00
C – 0,08Si – 0,30Mn – 1,00Cr – 25,0Ni – 20,0
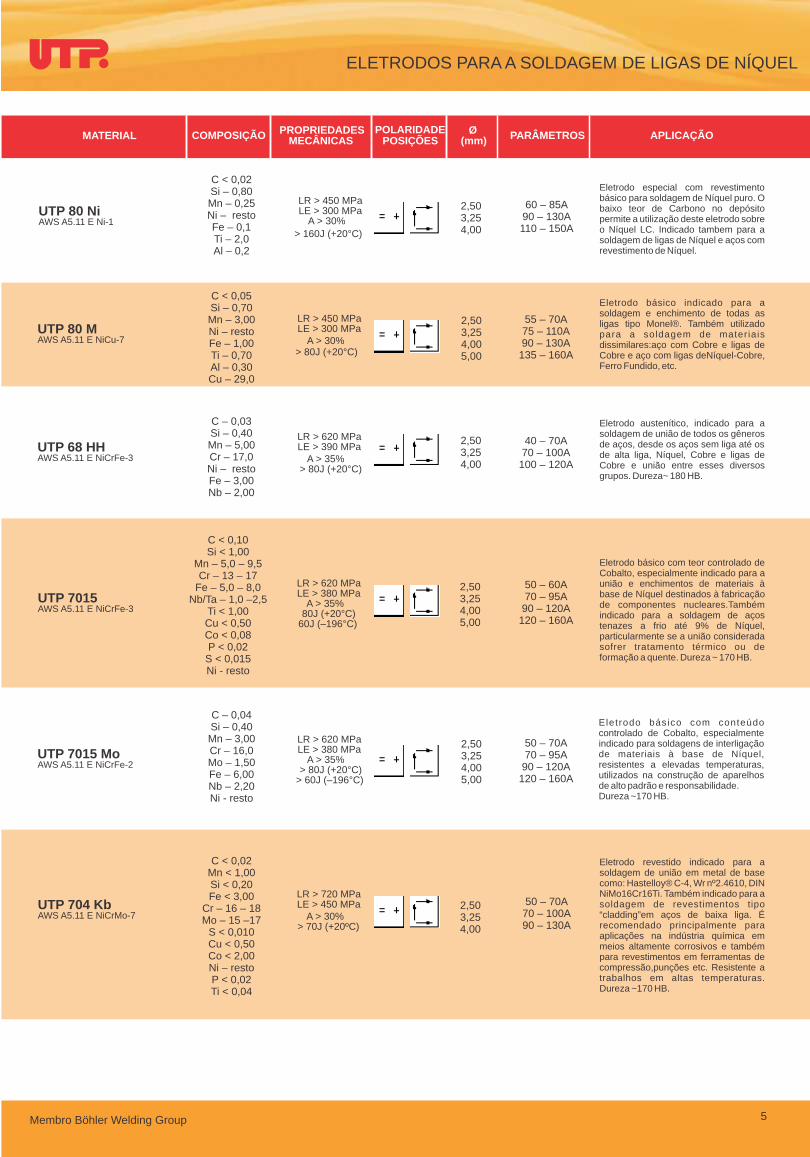
ELETRODOS DE NÍQUELPARA A SOLDAGEM DE LIGAS
UTP 80 NiAWS A5.11 E Ni-1
LR > 450 MPaLE > 300 MPa
A > 30%
> 160J (+20°C)
UTP 80 MAWS A5.11 E NiCu-7
LR > 450 MPaLE > 300 MPa
A > 30% > 80J (+20°C)
UTP 68 HHAWS A5.11 E NiCrFe-3
LR > 620 MPaLE > 390 MPa
A > 35% > 80J (+20°C)
UTP 7015AWS A5.11 E NiCrFe-3
LR > 620 MPaLE > 380 MPa
A > 35% 80J (+20°C) 60J (–196°C)
UTP 7015 MoAWS A5.11 E NiCrFe-2
LR > 620 MPaLE > 380 MPa
A > 35% > 80J (+20°C)> 60J (–196°C)
UTP 704 KbAWS A5.11 E NiCrMo-7
LR > 720 MPaLE > 450 MPa
A > 30% > 70J (+20ºC)
Membro Böhler Welding Group 5
Eletrodo especial com revestimento básico para soldagem de Níquel puro. O baixo teor de Carbono no depósito permite a utilização deste eletrodo sobre o Níquel LC. Indicado tambem para a soldagem de ligas de Níquel e aços com revestimento de Níquel.
Eletrodo básico indicado para a soldagem e enchimento de todas as ligas tipo Monel®. Também utilizado para a soldagem de materiais dissimilares:aço com Cobre e ligas de Cobre e aço com ligas deNíquel-Cobre, Ferro Fundido, etc.
Eletrodo austenítico, indicado para a soldagem de união de todos os gêneros de aços, desde os aços sem liga até os de alta liga, Níquel, Cobre e ligas de Cobre e união entre esses diversos grupos. Dureza~ 180 HB.
Eletrodo básico com teor controlado de Cobalto, especialmente indicado para a união e enchimentos de materiais à base de Níquel destinados à fabricação de componentes nucleares.Também indicado para a soldagem de aços tenazes a frio até 9% de Níquel, particularmente se a união considerada sofrer tratamento térmico ou de formação a quente. Dureza ~ 170 HB.
Eletrodo básico com conteúdo controlado de Cobalto, especialmente indicado para soldagens de interligação de materiais à base de Níquel, resistentes a elevadas temperaturas, utilizados na construção de aparelhos de alto padrão e responsabilidade. Dureza ~170 HB.
Eletrodo revestido indicado para a soldagem de união em metal de base como: Hastelloy® C-4, Wr nº2.4610, DIN NiMo16Cr16Ti. Também indicado para a soldagem de revestimentos tipo “cladding”em aços de baixa liga. É recomendado principalmente para aplicações na indústria química em meios altamente corrosivos e também para revestimentos em ferramentas de compressão,punções etc. Resistente a trabalhos em altas temperaturas. Dureza ~170 HB.
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
C < 0,02Si – 0,80Mn – 0,25Ni – restoFe – 0,1Ti – 2,0Al – 0,2
C < 0,05Si – 0,70Mn – 3,00Ni – restoFe – 1,00Ti – 0,70Al – 0,30Cu – 29,0
C – 0,03Si – 0,40Mn – 5,00Cr – 17,0Ni – restoFe – 3,00Nb – 2,00
C < 0,10Si < 1,00
Mn – 5,0 – 9,5Cr – 13 – 17
Fe – 5,0 – 8,0Nb/Ta – 1,0 –2,5
Ti < 1,00Cu < 0,50Co < 0,08P < 0,02
S < 0,015Ni - resto
C – 0,04Si – 0,40Mn – 3,00Cr – 16,0Mo – 1,50Fe – 6,00Nb – 2,20Ni - resto
C < 0,02Mn < 1,00Si < 0,20Fe < 3,00
Cr – 16 – 18Mo – 15 –17
S < 0,010Cu < 0,50Co < 2,00Ni – restoP < 0,02Ti < 0,04
60 – 85A90 – 130A110 – 150A
55 – 70A75 – 110A90 – 130A
135 – 160A
40 – 70A70 – 100A
100 – 120A
50 – 60A70 – 95A
90 – 120A120 – 160A
50 – 70A70 – 95A
90 – 120A120 – 160A
50 – 70A70 – 100A90 – 130A
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,00
2,503,254,00
2,503,254,00

ELETRODOS PARA SOLDAGEM DE LIGAS DE NÍQUEL
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
ARAMES PARA A SOLDAGEM DE LIGAS DE NÍQUEL
Consumíveis de Soldagem
Eletrodo com revestimento básico para a soldagem de união em metais de base como: C-276, Wr nº2.4819, DIN NiMo16Cr15W e revestimentos tipo “cladding” em aços baixa liga. É recomendado principalmente para a soldagem de plantas de processos químicos em meios al tamente c o r r o s i v o s e t a m b é m p a r a revestimentos em ferramentas de compressão, punções etc. Resistente a trabalhos em altas temperaturas.
Eletrodo indicado para a soldagem de l i g a s c o m o : I N C O N E L ® 6 0 0 INCOLOY® 800, 800 H, 800 HT e 803; ligas fundidas HK 40, HP e HP 45; também para un ião de l i gas dissimi lares.Grande campo de aplicação na indústria petroquímica, construção de turbinas a gás e câmaras de combustão.
O eletrodo UTP 6222 Mo, com alto teor de Níquel,é indicado para a soldagem dos metais de base tipo ASTM B435, B572, B619, B622. Em decorrência de sua alta tenacidade, é indicado para a soldagem de aços 9% Ni, bem como para revestimento de aços baixa liga. Dureza ~220 HB.
Eletrodo básico, totalmente austenítico,estabilizado com Nb. Boa tenacidade a frio.Utilizado na construção de reatores nucleares e instalações de refrigeração. Resistente à corrosão e oxidação. Suporta temperaturas de -200 ºC até 1400ºC.
Arame com alto teor de Níquel, resistente à corrosão intercristalina a altas temperaturas (até 1400°C). Aplicação na indústria nuclear.
Arame à base de Níquel Cobre (tipo Monel), para aplicações em ambientes com vapores salinos.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
16-27V/70-250A17-30V/150-320A
16-27V/70-250A17-30V/150-320A
1,001,20
1,001,20
2,503,254,00
2,503,254,00
2,503,254,00
2,503,254,005,00
50 – 70A70 – 100A90 – 130A
50 – 70A70 – 95A
90 – 120A120 – 160A
40 – 55A70 – 90A90 – 110A
50 – 70A70 – 100A90 – 130A
LR > 720 MpaLE > 450 MPa
A > 30%
70J (+20ºC)
UTP 776 KbAWS A5.11 E NiCrMo-4
LR > 700 Mpa
LE > 450 MPaA > 35%
100J (+20ºC)
UTP 6170 CoAWS A5.11 E NiCrCoMo-1
LR > 760 MpaLE > 450 MPa
A > 30%70J (+20°C)
UTP 6222 MoAWS A5.11 E NiCrMo-3
LR > 620 MpaLE > 390 MPa
A > 35%80J (+20°C)65J (–196°C)
UTP 068 HHDIN 1736 EL-NiCr19Nb
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
LR = 640 MpaLE = 420 MPa
A = 35%200J (+20°C)100J (–196°C)
UTP A 068 HHAWS A5.14 ER NiCr-3
LR = 500 MpaLE = 300 MPa
A = 35%150J (+20ºC)
UTP A 80 MAWS A5.14 ER NiCu-7
6
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
C < 0,02Cr – 20,0Fe – 0,80Nb – 2,70Mn – 3,0Ni – restoSi < 0,20
C < 0,02Si – 0,30Mn – 3,20Fe – 1,00Ti – 2,40Cu – 29,0Ni – resto
C < 0,02Mn < 1,00Si < 0,20
Fe – 4,0 – 7,0Cr – 14,5 – 16,5
Mo – 15 –17W – 3,0 – 4,5
V < 0,35Cu < 0,50Co < 2,50Ni – resto
C – 0,06Si – 0,70Mn – 0,10Cr – 22,0Mo – 9,0Co – 11,0Fe – 1,00Al – 0,70Ti – 0,3
Ni - Resto
C < 0,04Si < 0,50Mn – 0,60Cr – 22,0Mo – 9,00Fe – 3,00Nb – 3,30Ni – resto
C – 0,03Si – 0,40Mn – 5,00Cr – 19,0Ni – RestoFe – 3,00Mo – 1,50Nb – 2,20Co < 0,05
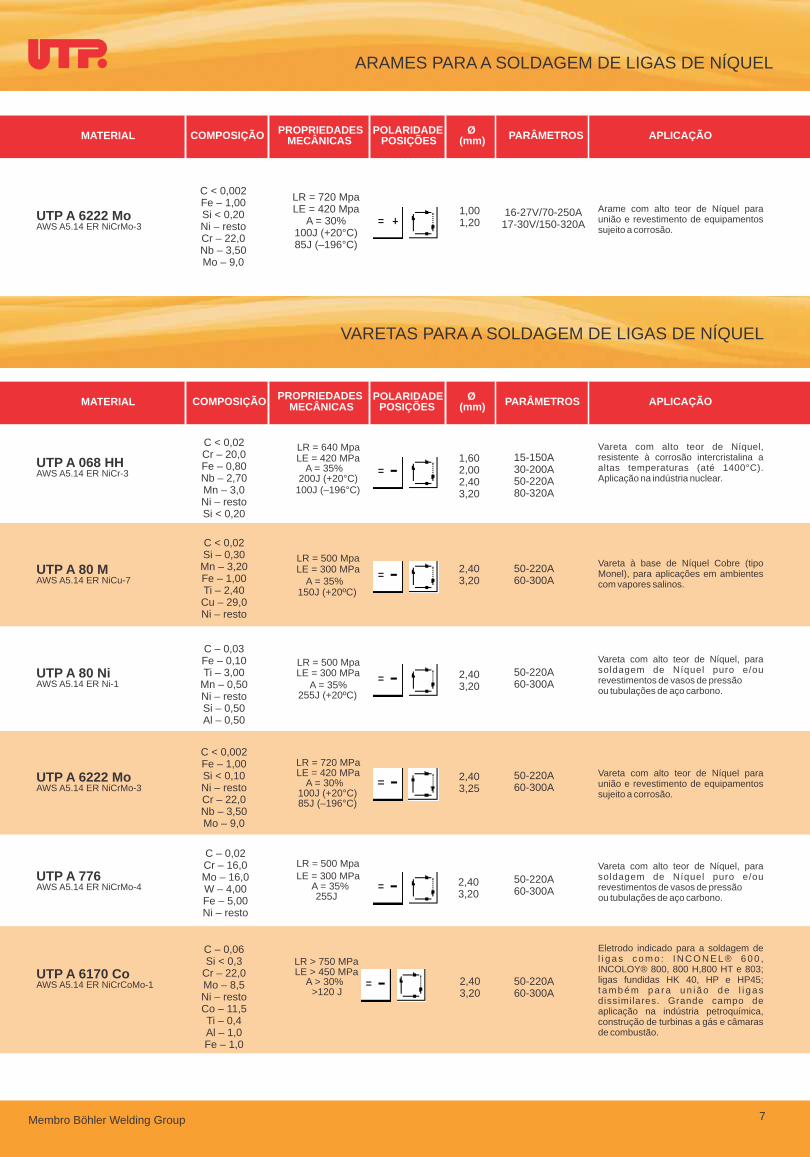
ARAMES DE NÍQUELPARA A SOLDAGEM DE LIGAS
VARETAS DE NÍQUELPARA A SOLDAGEM DE LIGAS
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
UTP A 068 HHAWS A5.14 ER NiCr-3
LR = 640 MpaLE = 420 MPa
A = 35%200J (+20°C)
100J (–196°C)
UTP A 6222 MoAWS A5.14 ER NiCrMo-3
UTP A 80 MAWS A5.14 ER NiCu-7
LR = 500 MpaLE = 300 MPa
A = 35%150J (+20ºC)
UTP A 80 NiAWS A5.14 ER Ni-1
LR = 500 MpaLE = 300 MPa
A = 35%255J (+20ºC)
UTP A 6222 MoAWS A5.14 ER NiCrMo-3
LR = 720 MPaLE = 420 MPa
A = 30%100J (+20°C)85J (–196°C)
UTP A 776AWS A5.14 ER NiCrMo-4
LR = 500 Mpa
LE = 300 MPaA = 35%255J
UTP A 6170 CoAWS A5.14 ER NiCrCoMo-1
LR > 750 MPaLE > 450 MPa
A > 30% >120 J
Membro Böhler Welding Group 7
Arame com alto teor de Níquel para união e revestimento de equipamentos sujeito a corrosão.
Vareta com alto teor de Níquel, resistente à corrosão intercristalina a altas temperaturas (até 1400°C). Aplicação na indústria nuclear.
Vareta à base de Níquel Cobre (tipo Monel), para aplicações em ambientes com vapores salinos.
Vareta com alto teor de Níquel, para soldagem de Níquel puro e/ou revestimentos de vasos de pressãoou tubulações de aço carbono.
Vareta com alto teor de Níquel para união e revestimento de equipamentos sujeito a corrosão.
Vareta com alto teor de Níquel, para soldagem de Níquel puro e/ou revestimentos de vasos de pressãoou tubulações de aço carbono.
Eletrodo indicado para a soldagem de l i g a s c o m o : I N C O N E L ® 6 0 0 , INCOLOY® 800, 800 H,800 HT e 803; ligas fundidas HK 40, HP e HP45; t a m b é m p a r a u n i ã o d e l i g a s dissimilares. Grande campo de aplicação na indústria petroquímica, construção de turbinas a gás e câmaras de combustão.
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
C < 0,002Fe – 1,00Si < 0,20Ni – restoCr – 22,0Nb – 3,50Mo – 9,0
1,001,20
16-27V/70-250A17-30V/150-320A
C < 0,02Cr – 20,0Fe – 0,80Nb – 2,70Mn – 3,0Ni – restoSi < 0,20
C < 0,02Si – 0,30Mn – 3,20Fe – 1,00Ti – 2,40Cu – 29,0Ni – resto
C – 0,03Fe – 0,10Ti – 3,00
Mn – 0,50Ni – restoSi – 0,50Al – 0,50
C < 0,002Fe – 1,00Si < 0,10Ni – restoCr – 22,0Nb – 3,50Mo – 9,0
C – 0,02Cr – 16,0Mo – 16,0W – 4,00Fe – 5,00Ni – resto
C – 0,06Si < 0,3
Cr – 22,0Mo – 8,5Ni – restoCo – 11,5Ti – 0,4Al – 1,0Fe – 1,0
2,403,20
2,403,20
2,403,20
2,403,20
2,403,25
1,602,002,403,20
50-220A60-300A
50-220A60-300A
50-220A60-300A
50-220A60-300A
50-220A60-300A
15-150A30-200A50-220A80-320A
LR = 720 MpaLE = 420 Mpa
A = 30%100J (+20°C)85J (–196°C)
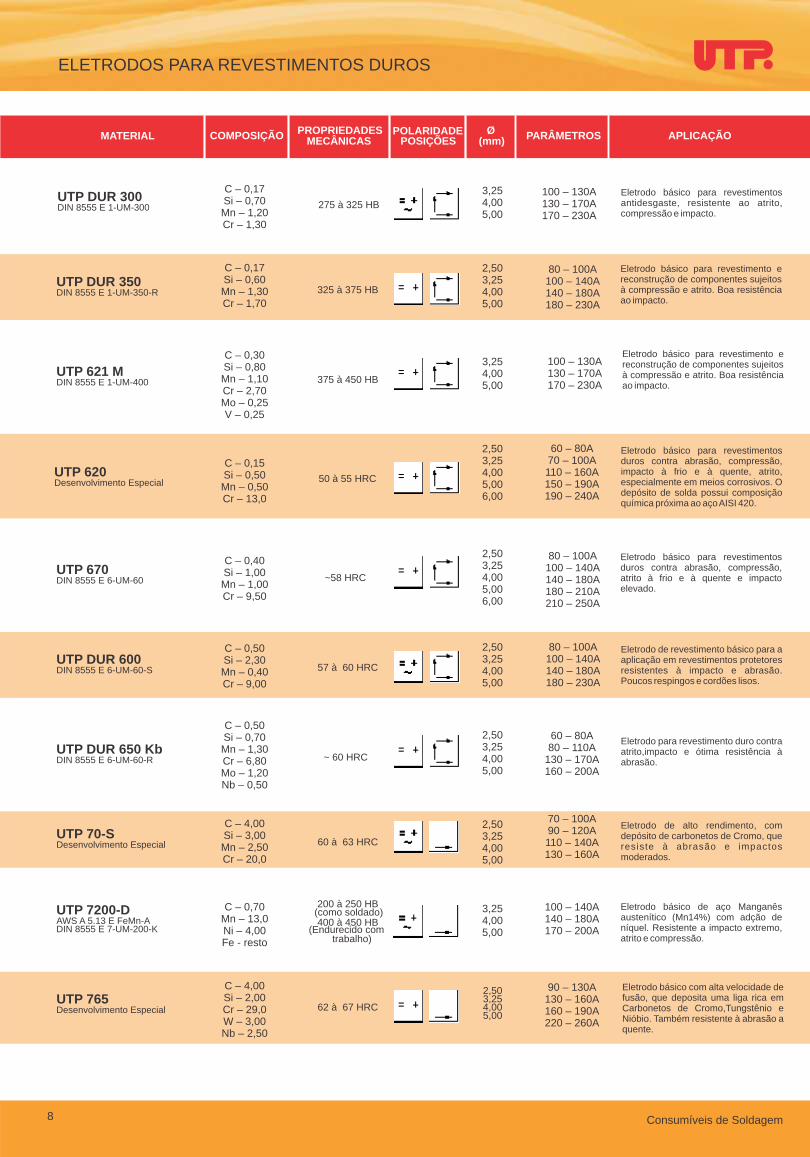
ELETRODOS PARA REVESTIMENTOS DUROS
2,503,254,005,00
Consumíveis de Soldagem
Eletrodo básico para revestimentos duros contra abrasão, compressão, impacto à frio e à quente, atrito, especialmente em meios corrosivos. O depósito de solda possui composição química próxima ao aço AISI 420.
Eletrodo básico para revestimentos antidesgaste, resistente ao atrito, compressão e impacto.
Eletrodo básico para revestimento e reconstrução de componentes sujeitos à compressão e atrito. Boa resistência ao impacto.
Eletrodo básico para revestimento e reconstrução de componentes sujeitos à compressão e atrito. Boa resistência ao impacto.
Eletrodo básico para revestimentos duros contra abrasão, compressão, atrito à frio e à quente e impacto elevado.
Eletrodo de revestimento básico para a aplicação em revestimentos protetores resistentes à impacto e abrasão. Poucos respingos e cordões lisos.
Eletrodo para revestimento duro contra atrito,impacto e ótima resistência à abrasão.
Eletrodo de alto rendimento, com depósito de carbonetos de Cromo, que resiste à abrasão e impactos moderados.
Eletrodo básico de aço Manganês austenítico (Mn14%) com adção de níquel. Resistente a impacto extremo, atrito e compressão.
Eletrodo básico com alta velocidade de fusão, que deposita uma liga rica em Carbonetos de Cromo,Tungstênio e Nióbio. Também resistente à abrasão a quente.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
100 – 130A130 – 170A170 – 230A
80 – 100A100 – 140A140 – 180A180 – 230A
100 – 130A130 – 170A170 – 230A
60 – 80A70 – 100A110 – 160A150 – 190A190 – 240A
80 – 100A100 – 140A140 – 180A180 – 210A210 – 250A
80 – 100A100 – 140A140 – 180A180 – 230A
60 – 80A80 – 110A
130 – 170A160 – 200A
70 – 100A90 – 120A110 – 140A130 – 160A
100 – 140A140 – 180A170 – 200A
90 – 130A130 – 160A160 – 190A220 – 260A
3,254,005,00
2,503,254,005,00
3,254,005,00
2,503,254,005,006,00
2,503,254,005,006,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
3,254,005,00
50 à 55 HRCUTP 620Desenvolvimento Especial
275 à 325 HBUTP DUR 300DIN 8555 E 1-UM-300
325 à 375 HBUTP DUR 350DIN 8555 E 1-UM-350-R
375 à 450 HBUTP 621 MDIN 8555 E 1-UM-400
~58 HRCUTP 670DIN 8555 E 6-UM-60
57 à 60 HRCUTP DUR 600DIN 8555 E 6-UM-60-S
~ 60 HRCUTP DUR 650 KbDIN 8555 E 6-UM-60-R
60 à 63 HRCUTP 70-SDesenvolvimento Especial
200 à 250 HB(como soldado)400 à 450 HB
(Endurecido comtrabalho)
UTP 7200-DAWS A 5.13 E FeMn-ADIN 8555 E 7-UM-200-K
62 à 67 HRCUTP 765Desenvolvimento Especial
8
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
C – 0,17Si – 0,70Mn – 1,20Cr – 1,30
C – 0,17Si – 0,60Mn – 1,30Cr – 1,70
C – 0,30Si – 0,80Mn – 1,10Cr – 2,70Mo – 0,25V – 0,25
C – 0,15Si – 0,50Mn – 0,50Cr – 13,0
C – 0,40Si – 1,00Mn – 1,00Cr – 9,50
C – 0,50Si – 2,30Mn – 0,40Cr – 9,00
C – 0,50Si – 0,70Mn – 1,30Cr – 6,80Mo – 1,20Nb – 0,50
C – 4,00Si – 3,00Mn – 2,50Cr – 20,0
C – 0,70Mn – 13,0Ni – 4,00Fe - resto
C – 4,00Si – 2,00Cr – 29,0W – 3,00Nb – 2,50
ELETRODOS PARA REVESTIMENTOS DUROS
UTP 745Desenvolvimento Especial
~ 60 HRCno 1° passe
UTP 7100DIN 8555 E 10-UM-60-GRZ
57 à 62 HRC
UTP Ledurit 65DIN 8555 E 10-UM-65-GRZ
~ 65 HRC
UTP Ledurit 68Desenvolvimento Especial
~ 63 HRC
UTP 713Desenvolvimento Especial
~ 65 HRC
UTP 713 SDesenvolvimento Especial
~ 62 HRC
UTP 718 SDesenvolvimento Especial
UTP 7110DIN 8555 E 10-UM-60-R
58 à 62 HRC
UTP Ledurit 710AWS A 5.13 E FeCr-A1DIN 8555 E 10-UM-60-R
57 à 62 HRC
UTP Ledurit 61DIN 8555 E 10-UM-60-GRZ
~ 60 HRC
UTP VANADIUM 500Desenvolvimento Especial
Membro Böhler Welding Group 9
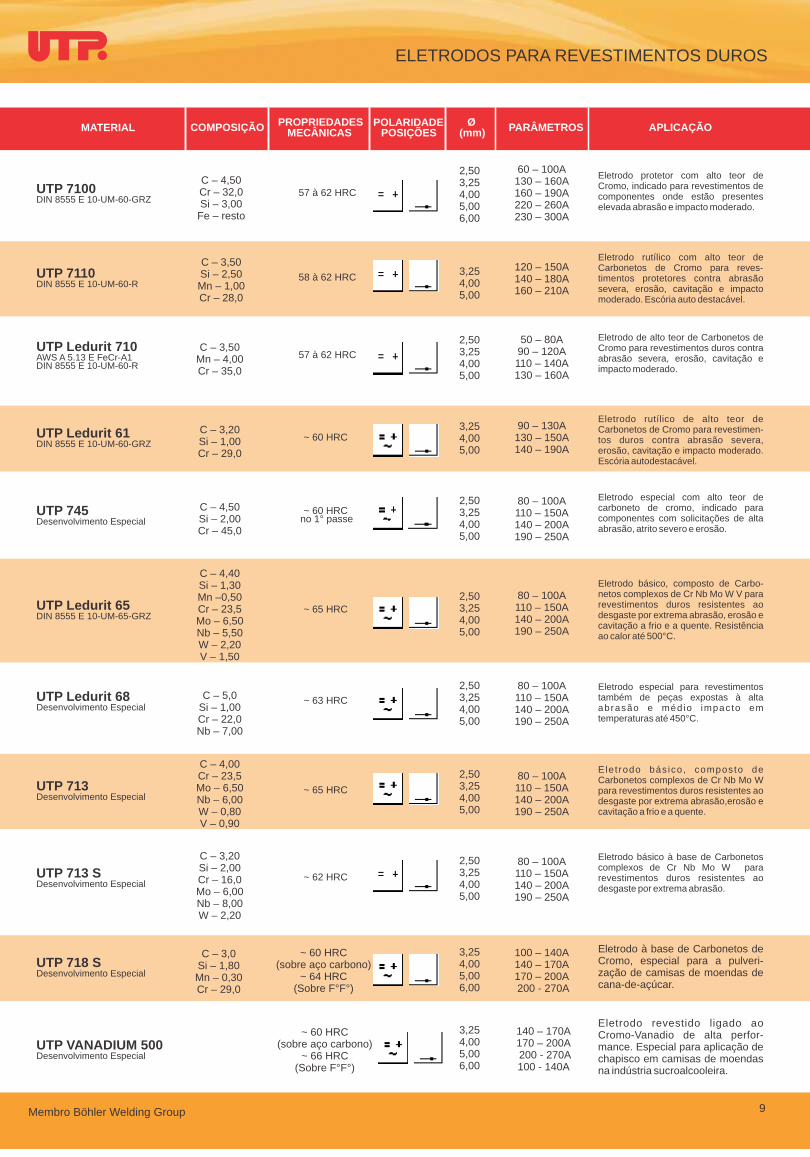
Eletrodo protetor com alto teor de Cromo, indicado para revestimentos de componentes onde estão presentes elevada abrasão e impacto moderado.
Eletrodo rutílico com alto teor de Carbonetos de Cromo para reves-timentos protetores contra abrasão severa, erosão, cavitação e impacto moderado. Escória auto destacável.
Eletrodo de alto teor de Carbonetos de Cromo para revestimentos duros contra abrasão severa, erosão, cavitação e impacto moderado.
Eletrodo rutílico de alto teor de Carbonetos de Cromo para revestimen-tos duros contra abrasão severa, erosão, cavitação e impacto moderado. Escória autodestacável.
Eletrodo especial com alto teor de carboneto de cromo, indicado para componentes com solicitações de alta abrasão, atrito severo e erosão.
Eletrodo básico, composto de Carbo-netos complexos de Cr Nb Mo W V para revestimentos duros resistentes ao desgaste por extrema abrasão, erosão e cavitação a frio e a quente. Resistência ao calor até 500°C.
Eletrodo especial para revestimentos também de peças expostas à alta abrasão e médio impacto em temperaturas até 450°C.
Ele t rodo bás ico, composto de Carbonetos complexos de Cr Nb Mo W para revestimentos duros resistentes ao desgaste por extrema abrasão,erosão e cavitação a frio e a quente.
Eletrodo básico à base de Carbonetos complexos de Cr Nb Mo W para revestimentos duros resistentes ao desgaste por extrema abrasão.
Eletrodo à base de Carbonetos de Cromo, especial para a pulveri-zação de camisas de moendas de cana-de-açúcar.
Eletrodo revestido ligado ao Cromo-Vanadio de alta perfor-mance. Especial para aplicação de chapisco em camisas de moendas na indústria sucroalcooleira.
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
C – 4,50Cr – 32,0Si – 3,00Fe – resto
C – 3,50Si – 2,50Mn – 1,00Cr – 28,0
C – 3,50Mn – 4,00Cr – 35,0
C – 3,20Si – 1,00Cr – 29,0
C – 4,50Si – 2,00Cr – 45,0
C – 4,40Si – 1,30Mn –0,50Cr – 23,5Mo – 6,50Nb – 5,50W – 2,20V – 1,50
C – 5,0Si – 1,00Cr – 22,0Nb – 7,00
C – 4,00Cr – 23,5Mo – 6,50Nb – 6,00W – 0,80V – 0,90
C – 3,20Si – 2,00Cr – 16,0Mo – 6,00Nb – 8,00W – 2,20
C – 3,0Si – 1,80Mn – 0,30Cr – 29,0
~ 60 HRC(sobre aço carbono)
~ 64 HRC(Sobre F°F°)
~ 60 HRC(sobre aço carbono)
~ 66 HRC(Sobre F°F°)
140 – 170A170 – 200A 200 - 270A100 - 140A
100 – 140A140 – 170A170 – 200A 200 - 270A
80 – 100A110 – 150A140 – 200A190 – 250A
80 – 100A110 – 150A140 – 200A190 – 250A
80 – 100A110 – 150A140 – 200A190 – 250A
80 – 100A110 – 150A140 – 200A190 – 250A
80 – 100A110 – 150A140 – 200A190 – 250A
90 – 130A130 – 150A140 – 190A
50 – 80A
90 – 120A110 – 140A130 – 160A
120 – 150A140 – 180A160 – 210A
60 – 100A130 – 160A160 – 190A220 – 260A230 – 300A
2,503,254,005,006,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
3,254,005,006,00
3,254,005,006,00
3,254,005,00
3,254,005,00
ELETRODOS PARA REVESTIMENTOS DUROS
110 – 140A
Consumíveis de Soldagem
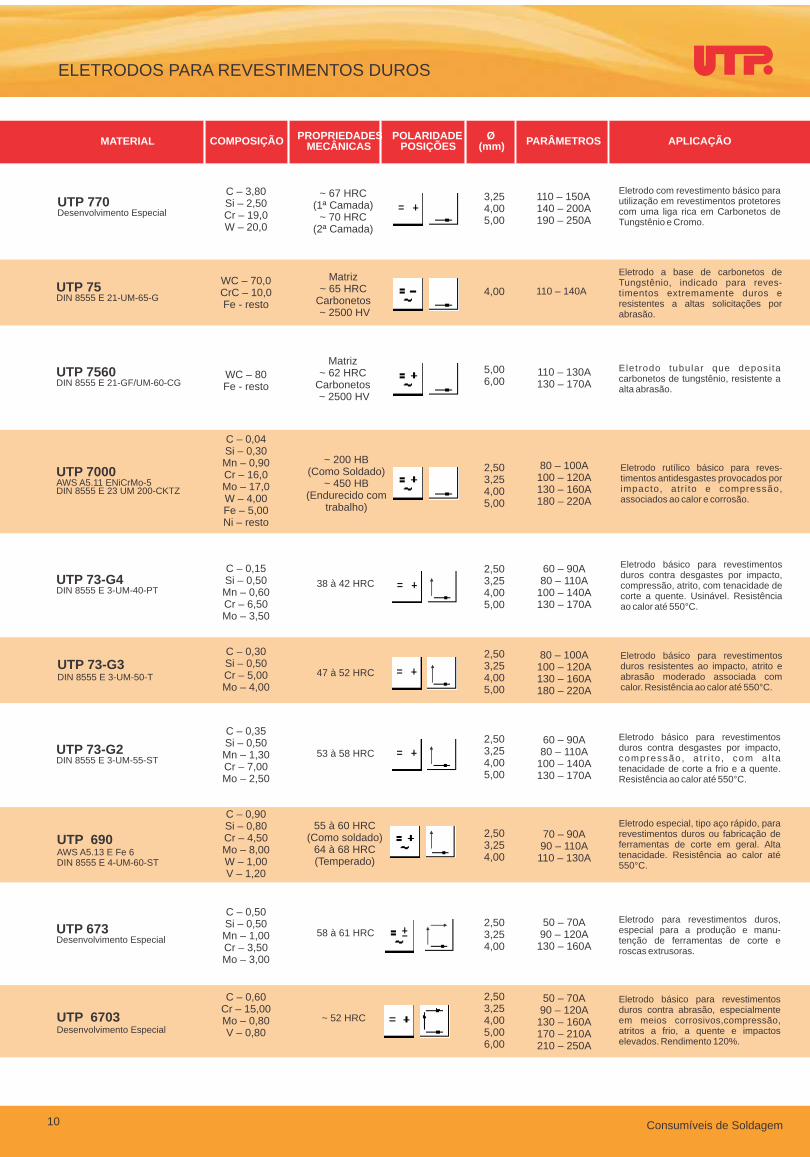
Eletrodo com revestimento básico para utilização em revestimentos protetores com uma liga rica em Carbonetos de Tungstênio e Cromo.
Eletrodo a base de carbonetos de Tungstênio, indicado para reves-timentos extremamente duros e resistentes a altas solicitações por abrasão.
Eletrodo tubular que deposi ta carbonetos de tungstênio, resistente a alta abrasão.
Eletrodo rutílico básico para reves-timentos antidesgastes provocados por impacto, atr i to e compressão, associados ao calor e corrosão.
Eletrodo básico para revestimentos duros contra desgastes por impacto, compressão, atrito, com tenacidade de corte a quente. Usinável. Resistência ao calor até 550°C.
Eletrodo básico para revestimentos duros resistentes ao impacto, atrito e abrasão moderado associada com calor. Resistência ao calor até 550°C.
Eletrodo básico para revestimentos duros contra desgastes por impacto, compressão, a t r i to , com a l ta tenacidade de corte a frio e a quente. Resistência ao calor até 550°C.
Eletrodo especial, tipo aço rápido, para revestimentos duros ou fabricação de ferramentas de corte em geral. Alta tenacidade. Resistência ao calor até 550°C.
Eletrodo para revestimentos duros, especial para a produção e manu-tenção de ferramentas de corte e roscas extrusoras.
Eletrodo básico para revestimentos duros contra abrasão, especialmente em meios corrosivos,compressão, atritos a frio, a quente e impactos elevados. Rendimento 120%.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
110 – 150A140 – 200A190 – 250A
110 – 130A130 – 170A
80 – 100A100 – 120A130 – 160A180 – 220A
60 – 90A80 – 110A
100 – 140A130 – 170A
80 – 100A100 – 120A130 – 160A180 – 220A
60 – 90A80 – 110A
100 – 140A130 – 170A
70 – 90A90 – 110A
110 – 130A
50 – 70A90 – 120A
130 – 160A
50 – 70A90 – 120A
130 – 160A170 – 210A210 – 250A
3,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,00
2,503,254,005,006,00
2,503,254,00
2,503,254,00
5,006,00
4,00
UTP 770Desenvolvimento Especial
UTP 75DIN 8555 E 21-UM-65-G
UTP 7560DIN 8555 E 21-GF/UM-60-CG
UTP 7000AWS A5.11 ENiCrMo-5DIN 8555 E 23 UM 200-CKTZ
38 à 42 HRCUTP 73-G4DIN 8555 E 3-UM-40-PT
47 à 52 HRC
3-UM-50-T
53 à 58 HRCUTP 73-G2DIN 8555 E 3-UM-55-ST
690
58 à 61 HRCUTP 673Desenvolvimento Especial
~ 52 HRC
UTP 73-G3DIN 8555 E 3-UM-50-T
UTP 690AWS A5.13 E Fe 6DIN 8555 E 4-UM-60-ST
UTP 6703Desenvolvimento Especial
10
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
C – 3,80Si – 2,50Cr – 19,0W – 20,0
WC – 70,0CrC – 10,0Fe - resto
WC – 80Fe - resto
C – 0,04Si – 0,30Mn – 0,90Cr – 16,0Mo – 17,0W – 4,00Fe – 5,00Ni – resto
C – 0,15Si – 0,50Mn – 0,60Cr – 6,50Mo – 3,50
C – 0,30Si – 0,50Cr – 5,00Mo – 4,00
C – 0,35Si – 0,50Mn – 1,30Cr – 7,00Mo – 2,50
C – 0,90Si – 0,80Cr – 4,50Mo – 8,00W – 1,00V – 1,20
C – 0,50Si – 0,50Mn – 1,00Cr – 3,50Mo – 3,00
C – 0,60Cr – 15,00Mo – 0,80V – 0,80
~ 200 HB(Como Soldado)
~ 450 HB(Endurecido com
trabalho)
Matriz~ 62 HRC
Carbonetos ~ 2500 HV
Matriz~ 65 HRC
Carbonetos ~ 2500 HV
~ 67 HRC(1ª Camada)
~ 70 HRC(2ª Camada)
55 à 60 HRC(Como soldado)
64 à 68 HRC(Temperado)

ELETRODOS PARA REVESTIMENTOS DUROS
UTP A 673DIN 8555 MSG 3-GZ-60-T
53 à 58 HRC
UTP Celsit 701AWS A5.13 ECoCr-CDIN 8555 E-20-UM-55-CSTZ
52 à 57 HRC~ 42 HRC a 600°C~ 34 HRC a 800°C
70 – 110A90 – 130A110 – 150A
UTP A 620AWS A 5.9 ER 420
50 à 55 HRC
UTP A 73 G2DIN 8555 MSG 3-GZ-55-ST
53 à 58 HRC 1,20 17-30V/150-320A
UTP A 73 G4DIN 8555 MSG 3-GZ-40-T
38 à 42 HRC 1,20 17-30V/150-320A
UTP Celsit 706AWS A5.13 ECoCr-ADIN 8555 E 20-UM-40-CSTZ
40 à 42 HRC~ 33 HRC a 600°C
70 – 100A90 – 120A110 – 140A
UTP Celsit 712AWS A5.13 ~ECoCr-BDIN 8555 E 20-UM-50-CSTZ
48 à 50 HRC~ 40 HRC a 600°C
70 – 110A90 – 130A110 – 150A
UTP Celsit 721DIN 8555 E 20-UM-300 CKTZ
80 – 120A110 – 140A
ARAMES PARA REVESTIMENTOS DUROS
MATERIAL COMPOSIÇÃO DUREZAPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
Membro Böhler Welding Group 11
Eletrodo ligado ao Co Cr W para reves-timentos resistentes ao calor e ao desgaste por atrito, abrasão, erosão e corrosão.
Eletrodo ligado ao Co Cr W para reves-timentos duros contra impacto, atrito e compressão. Excelente resistência à altas temperaturas e à corrosão.
Eletrodo ligado ao Co Cr W para reves-timentos duros resistentes ao calor, corrosão e desgaste por abrasão.
Eletrodo ligado ao Co Cr Ni Mo para revestimentos duros sem trincas. Característ ica de deslizamento, polimento e endurecimento por trabalho.
Arame sólido de alta liga para reparos em ferramentas de trabalho à quente ou a frio.Ideal para reparos em fio de corte.
Arame sólido para revestimento duro em partes que sofrem desgaste por impacto, atrito e abrasão,especialmente em meios corrosivos.
Arame só l ido para reparos e revestimentos em ferramentas que sofrem impactos, atrito e compressão associados ao calor.
Arame sólido para revestimentos em ferramentas sujeitas a trabalho de compressão, atrito e impacto à quente.Depósito de solda tenaz. Usinável.
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
3,254,005,00
3,254,005,00
3,254,005,00
3,254,00
0,801,20
0,801,001,20
30 à 34 HRC( soldado)~ 45 HRC (endurecido
após trabalho)~ 240 HB a 600°C
C – 2,30Cr – 32,0W – 13,0
Co – resto
C – 1,10Cr – 27,5W – 4,50
Co – resto
C – 1,60Cr – 29,0W – 8,50
Co – resto
C – 0,30Cr – 31,0Mo – 5,00Ni – 3,50
Co – resto
C – 0,35Si – 1,00Mn – 0,40Cr – 5,00Mo – 1,50V – 0,30W – 1,30
C – 0,40Si – 0,40Mn –0,50Cr – 12,8
C – 0,35Si – 0,30Mn – 1,20Cr – 7,00Mo – 2,00Ti – 0,30Fe - resto
C – 0,10Si – 0,40Mn – 0,60Cr – 6,50Mo – 3,30Fe - resto
15-26V/60-190A16-27V/70-250A
17-30V/150-320A
15-26V/60-190A17-30V/150-320A

ARAMES TUBULARES PARA REVESTIMENTOS DUROS
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
Consumíveis de Soldagem
Vareta de alta liga para reparos em ferramentas de trabalho à quente ou a frio.Ideal para reparos em fio de corte.
Vareta para revestimento duro em partes quesofrem desgaste por impacto, atrito e abrasão, especia-lmente em meios corrosivos.
Vareta ligada ao Co Cr W para reves-timentos resistentes ao calor e cor-rosão e ao desgaste por atrito, abra-são e erosão.
Vareta ligada ao Co Cr W para reves-timentos resistentes a impacto, atrito e compressão.Excelente resistência a altas tem-peraturas
Vareta ligada ao Co Cr W para revestimentos resistentes ao calor, corrosão e desgaste por abrasão.
Vareta ligada ao Co Cr Ni Mo para revestimentos resistentes a impacto, atrito, fricção e choques térmicos. Excelente tenacidade para trabalhos à quente.
Vareta flexível de Níquel revestida. O depósito deste material apresenta carbonetos de W em uma matriz Ni Cr B Si, e oferece extrema resistência a ab rasão . Recomendado pa ra reves t imen tos p ro te to res em mis turadores, escar i f icadores, martelos de moinho, caçambas, etc.
Arame tubular com depósito de solda tenaz eresistente a trincas, indicado para camadas de almofada em revestimentos duros. Também pode ser utilizado em união de aços de difícil soldabilidade e aços dissimilares.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
80 - 320 A80 - 340 A
80 - 320 A80 - 340 A
80 - 320 A80 - 340 A
80 - 320 A80 - 340 A
15 – 150A50 – 220A80 -320 A
15 – 150A50 – 220A80 -320 A
3,254,00
3,254,00
3,254,00
3,254,00
5,008,00
1,602,403,20
1,502,403,20
1,602,40
25-32V/180–200A25-32V/250–300A
VARETAS PARA REVESTIMENTOS DUROS
53 à 58 HRCUTP A 673DIN 8555 WSG 3-GZ-60-T
50 à 55 HRCUTP A 620AWS A 5.9 ER 420
54 à 56 HRC~ 420 HB à 600°C
UTP A Celsit 701AWS A 5.21 ER CoCr-CDIN 8555 WSG 20-GO-55-CSTZ
40 à 42 HRC~ 310 HB à 600C
UTP A Celsit 706AWS A 5.21 ER CoCr-ADIN 8555 WSG 20-GO-40-CSTZ
48 à 50 HRC~ 370 HB à 600°C
UTP A Celsit 712AWS A 5.21 ER CoCr-BDIN 8555 WSG 20-GO-50-CTZ
~ 31 HRC~ 240 HB à 600C
UTP A Celsit 721DIN 8555 WSG 20-GO-300-CKTZ
~ 55 HRCMatriz
~ 2500 HVCarbonetos
UTP A 7550DIN 8555 G/WSG 210-UM-55-CG
MATERIAL COMPOSIÇÃO DUREZA
UTP AF A7DIN 8555 MF 8-GF-200-ZRKN
12
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
C – 0,35Si – 1,00Mn – 0,40Cr – 5,00Mo – 1,50V – 0,30W – 1,30
C – 0,40Si – 0,40Mn –0,50Cr – 12,8
C – 1,20Cr – 27,0W – 4,50Co - resto
C – 2,40Cr – 32,0W – 13,0Co - resto
C – 1,80Cr – 29,0W – 8,50Co - resto
C – 0,25Cr – 28,0Mo – 5,00Ni – 2,80Co - resto
W2C – 60,0NiCrBSi – 40
(matriz)
C – 0,10Si – 0,60Mn – 6,50Cr – 19,0Ni – 8,50
~ 200 HB(como Soldado)
~ 400 HB(Endurecido com
trabalho)
ARAMES TUBULARES PARA REVESTIMENTOS DUROS
22-29V/150-350A29-34V/250–450A27-38V/300–500A
65 à 70 HRC à 20°C~45 HRC à 700°C
UTP AF Ledurit 70DIN 8555 MF 10-GF-70-GRTZ
UTP AF BMDIN 8555 MF 7-GF-200-KP
1,602,40
UTP AF 73 G2DIN 8555 E 3-GF-55-T
~ 56 HRC 1,20 20-31V/110–180A
UTP AF 73 G4DIN 8555 E 3-GF-40-T
37 à 40 HRC 1,20 20-31V/110–180A
UTP AF DUR 250DIN 8555 E 1-GF-250
~ 280 HB22-33V/150–350A23-31V/250–400A23-31V300–450A
UTP AF DUR 600DIN 8555 E 4-GF-55-ST
57 à 62 HRC22-33V/150–350A24-32V/250–450A25-33V/300-500A
UTP AF 7114Desenvolvimento Especial
42 à 47 HRC(FoFo)
20-31V/110–180A20-31V/150–250A
UTP AF DUR 600-MPDIN 8555 MF 6-GF-60-GP
55 à 60 HRC 25-34V/150–300A25-34V/200–350A
UTP AF Ledurit 60DIN 8555 MF 10-GF-60-GR
57 à 62 HRC
22-29V/150–350A24-30V/250–450A24-31V/300–500A
UTP AF Ledurit 68DIN 8555 MF 10-GF-65-GR
63 à 65 HRC 22-29V/150–350A24-30V/250–450A
Membro Böhler Welding Group 13
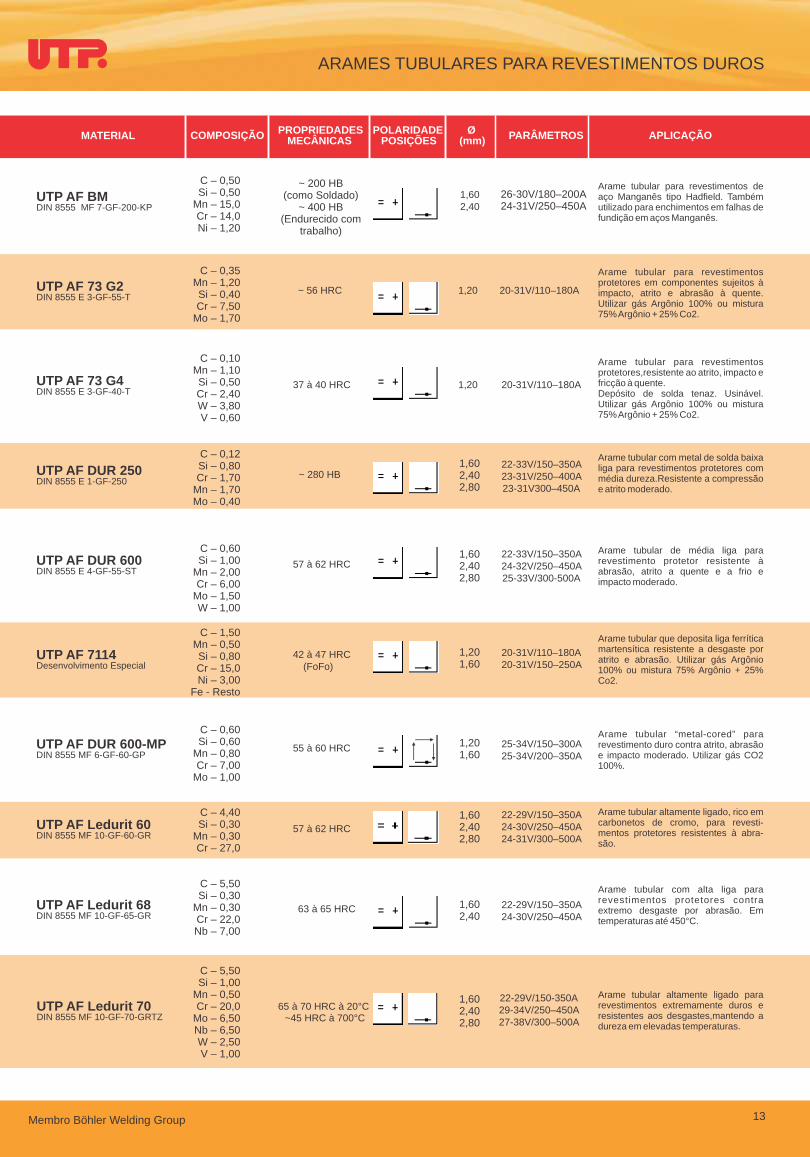
Arame tubular para revestimentos de aço Manganês tipo Hadfield. Também utilizado para enchimentos em falhas de fundição em aços Manganês.
Arame tubular para revestimentos protetores em componentes sujeitos à impacto, atrito e abrasão à quente. Utilizar gás Argônio 100% ou mistura 75% Argônio + 25% Co2.
Arame tubular para revestimentos protetores,resistente ao atrito, impacto e fricção à quente.Depósito de solda tenaz. Usinável. Utilizar gás Argônio 100% ou mistura 75% Argônio + 25% Co2.
Arame tubular com metal de solda baixa liga para revestimentos protetores com média dureza.Resistente a compressão e atrito moderado.
Arame tubular de média liga para revestimento protetor resistente à abrasão, atrito a quente e a frio e impacto moderado.
Arame tubular que deposita liga ferrítica martensítica resistente a desgaste por atrito e abrasão. Utilizar gás Argônio 100% ou mistura 75% Argônio + 25% Co2.
Arame tubular “metal-cored” para revestimento duro contra atrito, abrasão e impacto moderado. Utilizar gás CO2 100%.
Arame tubular altamente ligado, rico em carbonetos de cromo, para revesti-mentos protetores resistentes à abra-são.
Arame tubular com alta liga para revestimentos protetores contra extremo desgaste por abrasão. Em temperaturas até 450°C.
Arame tubular altamente ligado para revestimentos extremamente duros e resistentes aos desgastes,mantendo a dureza em elevadas temperaturas.
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
~ 200 HB(como Soldado)
~ 400 HB(Endurecido com
trabalho)
C – 0,50Si – 0,50
Mn – 15,0Cr – 14,0Ni – 1,20
C – 0,35Mn – 1,20Si – 0,40Cr – 7,50
Mo – 1,70
C – 0,10Mn – 1,10Si – 0,50Cr – 2,40W – 3,80V – 0,60
C – 0,12Si – 0,80Cr – 1,70
Mn – 1,70Mo – 0,40
C – 0,60Si – 1,00
Mn – 2,00Cr – 6,00
Mo – 1,50W – 1,00
C – 1,50Mn – 0,50Si – 0,80Cr – 15,0Ni – 3,00
Fe - Resto
C – 0,60Si – 0,60
Mn – 0,80Cr – 7,00
Mo – 1,00
C – 4,40Si – 0,30
Mn – 0,30Cr – 27,0
C – 5,50Si – 0,30
Mn – 0,30Cr – 22,0Nb – 7,00
C – 5,50Si – 1,00
Mn – 0,50Cr – 20,0
Mo – 6,50Nb – 6,50W – 2,50V – 1,00
1,602,402,80
1,602,402,80
1,201,60
1,201,60
1,602,402,80
1,602,402,80
1,602,40
26-30V/180–200A24-31V/250–450A
ARAMES TUBULARES PARA REVESTIMENTOS DUROS
25-33V/250–450A26-34V/300–500A
2,402,80
30-45V/350–600A2,80
28-40V/280–400A2,80
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
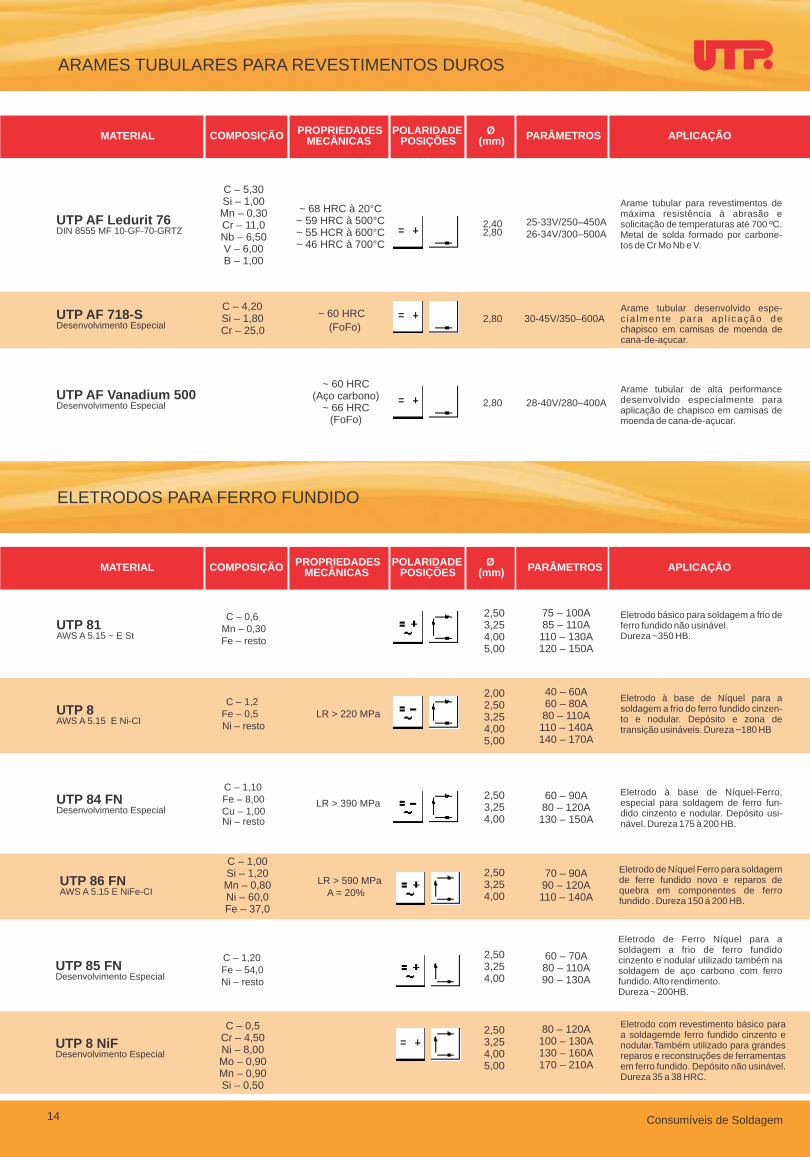
Eletrodo de Ferro Níquel para a soldagem a frio de ferro fundido cinzento e nodular utilizado também na soldagem de aço carbono com ferro fundido. Alto rendimento.Dureza ~ 200HB.
Eletrodo com revestimento básico para a soldagemde ferro fundido cinzento e nodular.Também utilizado para grandes reparos e reconstruções de ferramentas em ferro fundido. Depósito não usinável. Dureza 35 a 38 HRC.
Consumíveis de Soldagem
Arame tubular para revestimentos de máxima resistência à abrasão e solicitação de temperaturas até 700 ºC. Metal de solda formado por carbone-tos de Cr Mo Nb e V.
Arame tubular desenvolvido espe-c ia lmen te pa ra ap l i cação de chapisco em camisas de moenda de cana-de-açucar.
Arame tubular de alta performance desenvolvido especialmente para aplicação de chapisco em camisas de moenda de cana-de-açucar.
Eletrodo básico para soldagem a frio de ferro fundido não usinável. Dureza ~350 HB.
Eletrodo à base de Níquel para a soldagem a frio do ferro fundido cinzen-to e nodular. Depósito e zona de transição usináveis. Dureza ~180 HB
Eletrodo à base de Níquel-Ferro, especial para soldagem de ferro fun-dido cinzento e nodular. Depósito usi-nável. Dureza 175 à 200 HB.
Eletrodo de Níquel Ferro para soldagem de ferre fundido novo e reparos de quebra em componentes de ferro fundido . Dureza 150 á 200 HB.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
2,002,503,254,005,00
2,503,254,005,00
2,503,254,00
2,503,254,00
2,503,254,00
2,503,254,005,00
75 – 100A85 – 110A
110 – 130A120 – 150A
40 – 60A60 – 80A80 – 110A
110 – 140A140 – 170A
60 – 90A80 – 120A
130 – 150A
70 – 90A90 – 120A110 – 140A
60 – 70A80 – 110A90 – 130A
80 – 120A100 – 130A130 – 160A170 – 210A
UTP AF Ledurit 76DIN 8555 MF 10-GF-70-GRTZ
~ 60 HRC
(FoFo)
C – 4,20Si – 1,80Cr – 25,0
UTP AF 718-SDesenvolvimento Especial
UTP AF Vanadium 500Desenvolvimento Especial
ELETRODOS PARA FERRO FUNDIDO
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
C – 0,6Mn – 0,30Fe – resto
UTP 81AWS A 5.15 ~ E St
LR > 220 MPaC – 1,2
Fe – 0,5Ni – resto
UTP 8AWS A 5.15 E Ni-CI
LR > 390 MPa
C – 1,10Fe – 8,00Cu – 1,00Ni – resto
UTP 84 FNDesenvolvimento Especial
UTP 86 FNAWS A 5.15 E NiFe-CI
LR > 590 MPaA = 20%
UTP 85 FNDesenvolvimento Especial
C – 1,20Fe – 54,0Ni – resto
UTP 8 NiFDesenvolvimento Especial
14
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
C – 1,00Si – 1,20Mn – 0,80Ni – 60,0Fe – 37,0
C – 0,5Cr – 4,50Ni – 8,00Mo – 0,90Mn – 0,90Si – 0,50
~ 60 HRC(Aço carbono)
~ 66 HRC(FoFo)
~ 68 HRC à 20°C~ 59 HRC à 500°C~ 55 HCR à 600°C~ 46 HRC à 700°C
C – 5,30Si – 1,00Mn – 0,30Cr – 11,0Nb – 6,50V – 6,00B – 1,00
ARAMES PARA SOLDAGEM DE FERRO FUNDIDO
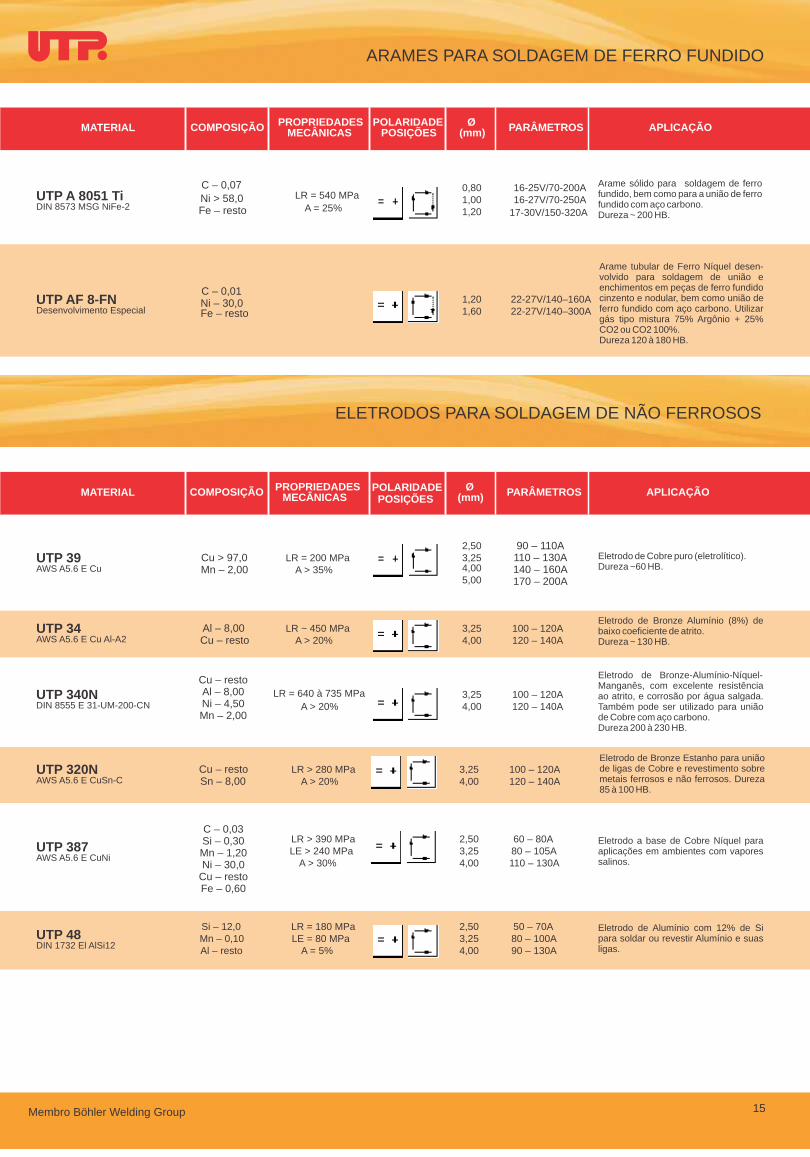
UTP A 8051 TiDIN 8573 MSG NiFe-2
C – 0,07
Ni > 58,0Fe – resto
LR = 540 MPa
A = 25%
0,801,001,20
16-25V/70-200A16-27V/70-250A
17-30V/150-320A
UTP AF 8-FNDesenvolvimento Especial
C – 0,01Ni – 30,0 Fe – resto
1,201,60
22-27V/140–160A22-27V/140–300A
ELETRODOS PARA SOLDAGEM DE NÃO FERROSOS
MATERIAL COMPOSIÇÃO PROPRIEDADESMECÂNICAS
POLARIDADE
POSIÇÕESØ
(mm) PARÂMETROS APLICAÇÃO
UTP 39AWS A5.6 E Cu
Cu > 97,0Mn – 2,00
LR = 200 MPaA > 35%
2,503,254,005,00
UTP 34AWS A5.6 E Cu Al-A2
Al – 8,00Cu – resto
LR ~ 450 MPaA > 20%
3,254,00
100 – 120A120 – 140A
UTP 320NAWS A5.6 E CuSn-C
Cu – restoSn – 8,00
LR > 280 MPaA > 20%
3,254,00
100 – 120A120 – 140A
UTP 340NDIN 8555 E 31-UM-200-CN
MPaLR = 640 à 735
A > 20%3,254,00
100 – 120A120 – 140A
UTP 48DIN 1732 El AlSi12
Si – 12,0Mn – 0,10Al – resto
LR = 180 MPaLE = 80 MPa
A = 5%
2,503,254,00
50 – 70A80 – 100A90 – 130A
UTP 387AWS A5.6 E CuNi
LR > 390 MPaLE > 240 MPa
A > 30%
2,503,254,00
60 – 80A80 – 105A110 – 130A
Membro Böhler Welding Group 15
Eletrodo de Cobre puro (eletrolítico).Dureza 60 HB.~
Eletrodo de Bronze Alumínio (8%) de baixo coeficiente de atrito. Dureza ~ 130 HB.
Eletrodo de Bronze-Alumínio-Níquel-Manganês, com excelente resistência ao atrito, e corrosão por água salgada. Também pode ser utilizado para união de Cobre com aço carbono. Dureza 200 à 230 HB.
Eletrodo de Bronze Estanho para união de ligas de Cobre e revestimento sobre metais ferrosos e não ferrosos. Dureza 85 à 100 HB.
Eletrodo a base de Cobre Níquel para aplicações em ambientes com vapores salinos.
Eletrodo de Alumínio com 12% de Si para soldar ou revestir Alumínio e suas ligas.
Arame sólido para soldagem de ferro fundido, bem como para a união de ferro fundido com aço carbono. Dureza ~ 200 HB.
Arame tubular de Ferro Níquel desen-volvido para soldagem de união e enchimentos em peças de ferro fundido cinzento e nodular, bem como união de ferro fundido com aço carbono. Utilizar gás tipo mistura 75% Argônio + 25% CO2 ou CO2 100%.Dureza 120 à 180 HB.
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
Cu – restoAl – 8,00Ni – 4,50Mn – 2,00
C – 0,03Si – 0,30Mn – 1,20Ni – 30,0
Cu – restoFe – 0,60
90 – 110A110 – 130A140 – 160A170 – 200A

ARAMES PARA SOLDAGEM DE NÃO FERROSOS
17-30V/150-320A1,20
Consumíveis de Soldagem
Arame de Bronze Estanho até 8% de Sn. Para soldagem de peças de Ferro e Níquel e união de Cobre, Bronze e Latão. Dureza ~ 80 HB.
Arame de Bronze Alumínio com até 10% de Al. Revestimento sobre metais ferrosos e não ferrosos.Dureza ~ 130 HB.
Arame para soldagem de todos os tipos de Cobre.Dureza ~ 60 HB.
Arame de Bronze Silício para soldagem de pelo metodo MIG - Brazing Ligas de Cobre e Aços Galvanizados. Dureza 80 HB.
Arame para soldagem de ligas de Alumínio com até 5% de Si.
Arame para soldagem de peças de Alumínio puro(carrocerias, construção a e r o n á u t i c a , p e ç a s a s e r e m anodizadas, etc)
Arame para soldagem de ligas de Alu-mínio com teor de Magnésio (até 3%).
Arame para soldagem de ligas de Alumínio com teor de Magnésio acima de 3%.
Arame sólido a base de Cobre Níquel para aplicações em ambientes com vapores salinos.
Arame sólido para soldagem de ligas AlMg com teor de Mg até 5%. Boa resistência à corrosão em ambiente marítimo.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
17-30V/150-320A19-34V/150-390A
15-26V/60-190A16-27V/70-260A
17-30V/150-320A19-34V/150-390A
16-27V/70-260A17-30V/150-320A19-34V/150-390A
17-30V/150-320A19-34V/150-390A
15-26V/60-190A16-27V/70-260A
17-30V/150-320A19-34V/150-390A
16-27V/70-260A17-30V/150-320A
16-27V/70-260A17-30V/150-320A
17-30V/150-320A19-34V/150-390A
15-26V/60-190A16-27V/70-260A
17-30V/150-320A19-34V/150-390A
0,801,001,201,60
0,801,001,201,60
0,801,001,201,60
1,201,60
1,201,60
1,001,20
1,201,60
1,001,20
1,001,201,60
LR = 300 MPaLE = 150 MPa
A = 20%
UTP A 32AWS A5.7 ER CuSn- A
LR > 400 MPaLE = 180 MPa
A = 40%
UTP A 34AWS A5.7 ER CuAl-A2
LR = 200 MPaA = 50%
UTP A 39AWS A5.7 ER Cu
LR = 350 MPaLE = 120 MPa
A = 40%
UTP A 384AWS A5.7 ER CuSi-A
LR = 120 MpaLE = 50 MPa
A = 15%
Si – 5,50Al – resto
UTP A 46AWS A5.10 ER 4043
LR = 80 MpaLE = 40 MPa
A = 30%
UTP A 47AWS A5.10 ~ER 1100
LR = 200 MpaLE = 100 MPa
A = 20%
UTP A 493AWS A5.10 ER 5554
LR = 250 MpaLE = 120 MPa
A = 25%
UTP A 495AWS A5.10 ER 5356
LR > 360 MPaLE > 200 MPa
A = 30%
UTP A 387AWS A5.7 ER ER CuNi
LR = 300 MpaLE = 140 MPa
A = 20%
UTP A 495 MnAWS A5.10 ER 5183
16
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
Mg – 5,0Mn – 0,8Cr –0,1
Si < 0,25Fe < 0,40Ti < 0,15Al – resto
Mg – 5,00Mn – 0,30Si – 0,20Al – resto
Mg – 2,90Mn – 0,30Si – 0,20Al – resto
Si – 0,30Fe – 0,40Al – resto
C – 0,05Ni – 30,0Fe – 0,60Mn – 0,80Ti – 0,005Cu - resto
Si – 3,00Mn –1,0
Cu – restoSn < 0,2Fe < 0,3
Sn – 0,80Mn – 0,30Si – 0,40
Cu – resto
Al – 8,50Ni – 0,50Mn – 1,00Fe – 0,35Cu – resto
Sn – 7,00P – 0,30
Cu – resto

VARETAS PARA SOLDAGEM DE NÃO FERROSOS
UTP A 32AWS A5.7 ER CuSn- A
Sn – 7,00P – 0,30
Cu – resto
LR = 300 MPaLE = 150 MPa
A = 20%
2,403,20
50-220A80-320A
UTP A 34AWS A5.7 ER CuAl- A2
LR > 400 MPaLE = 180 MPa
A = 40%
2,403,20
50-220A80-320A
UTP A 39AWS A5.7 ER Cu
LR = 200 MPaA = 50%
2,403,20
50-220A80-320A
UTP A 46AWS A5.10 ER 4043
Si – 5,50Al – resto
LR = 120 MpaLE = 50 MPa
A = 15%
UTP A 4AWS A5.10 ER 4047
Si – 12,0Al – resto
LR = 100 MpaLE = 90 MPa
A = 8%
UTP A 47AWS A5.10 ~ER 1100
LR = 80 MpaLE = 40 MPa
A = 30%
UTP A 493AWS A 5.10 ER 5554
LR = 200 MpaLE = 100 MPa
A = 20%
UTP A 495AWS A 5.10 ER 5356
LR = 250 MpaLE = 120 MPa
A = 25%
UTP A 387AWS A5.7 ER CuNi
LR > 360 MpaLE > 200 MPa
A = 30%
1,602,403,20
15-150A50-220A80-320A
UTP A 495 MnAWS A 5.10 ER 5183
LR = 300 MpaLE = 140 MPa
A = 20%
Membro Böhler Welding Group 17
Vareta de Bronze Estanho até 8% de Sn. Para brasagem de peças de Ferro e Níquel e união de Cobre, Bronze eLatão. Dureza ~ 80 HB.
Vareta de Bronze Alumínio com até 10% de Al. Revestimento sobre metais fer-rosos e não ferrosos.Dureza ~ 130 HB.
Vareta a base de Cobre Níquel para aplicações em ambientes com vapores salinos.
Vareta para soldagem de Al-Si com teor de Si superior a 7%. No processo oxiacetilênico aplicar com auxílio de fluxo UTP 4.
Vareta de Bronze Alumínio com até 10% de Al.Revestimento sobre metais ferrosos e não ferrosos.Dureza ~ 130 HB.
Arame para soldagem de peças de Alumínio puro (carrocerias, construção aeronáutica, peças a serem ano-dizadas, etc)
Vareta para soldagem de ligas de Alumínio com teor de Magnésio até 3%.
Vareta para soldagem de ligas de Alumínio com teor de Magnésio acima de 3%.
Vareta para soldagem de ligas AlMg com teor de Mg até 5%. Boa resistência à corrosão em ambiente marítimo.
Vareta para soldagem de todos os tipos de Cobre.Dureza ~ 60 HB.
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
Al – 8,50Ni < 0,80Mn – 1,00Fe < 0,50Cu – resto
Sn– 0,80Mn– 0,30Si– 0,40
Cu– resto
C- 0,05Ni- 30,0Fe- 0,60Mn- 0,80Ti- 0,50
Cu- resto
Si – 0,30Fe – 0,40Al – resto
Mg – 2,90Mn – 0,30Si – 0,20Al – resto
Mg – 2,90Mn – 0,30Si – 0,20Al – resto
Mg – 5,0Mn – 0,8Cr – 0,1Si < 0,25Fe < 0,40Ti < 0,15Al – resto
30-200A50-220A80-320A80-340A
30-200A50-220A80-320A80-340A
30-200A50-220A80-320A80-340A
2,002,403,204,00
2,002,403,204,00
2,002,403,204,00
2,403,204,00
50-220A80-320A80-340A
2,403,204,005,00
2,403,204,005,00
50-220A80-320A80-340A90-340A
50-220A80-320A80-340A90-340A
2,002,503,20
2,503,204,00
2,002,503,20
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
Consumíveis de Soldagem
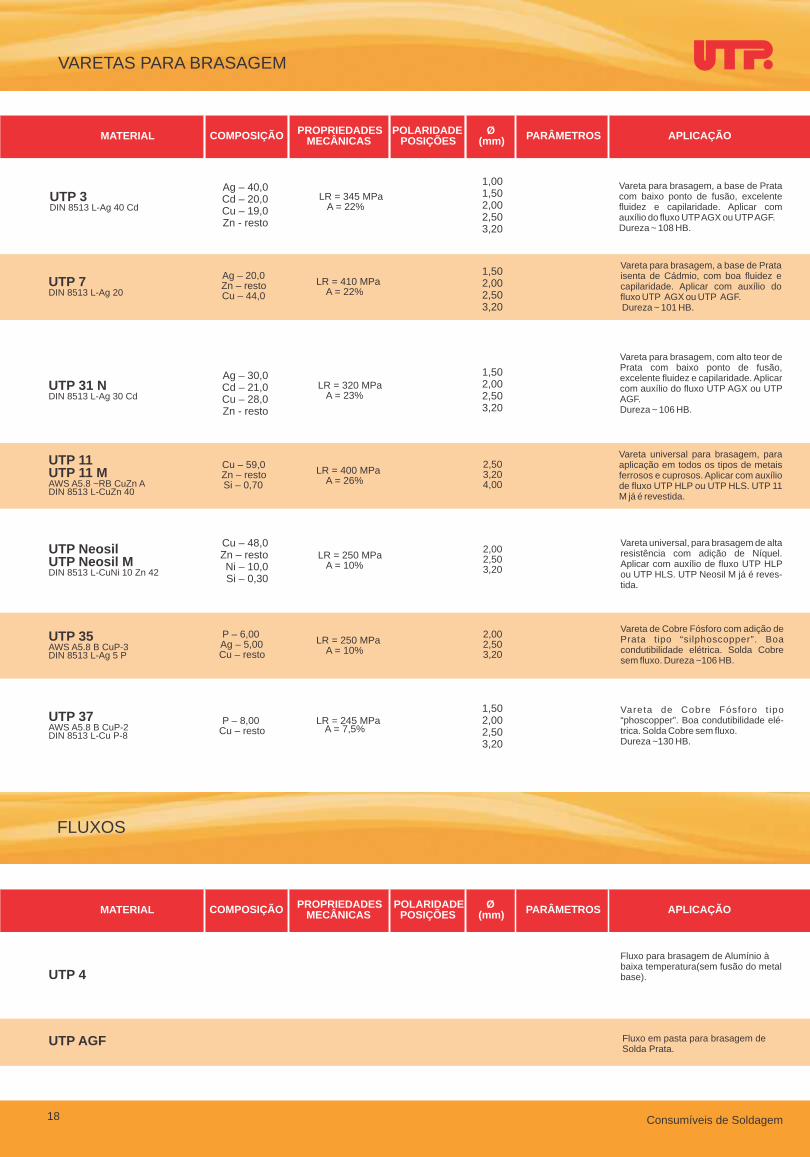
Vareta para brasagem, a base de Prata com baixo ponto de fusão, excelente fluidez e capilaridade. Aplicar com auxílio do fluxo UTP AGX ou UTP AGF. Dureza ~ 108 HB.
Vareta para brasagem, a base de Prata isenta de Cádmio, com boa fluidez e capilaridade. Aplicar com auxílio do fluxo UTP AGX ou UTP AGF. Dureza ~ 101 HB.
Vareta para brasagem, com alto teor de Prata com baixo ponto de fusão, excelente fluidez e capilaridade. Aplicar com auxílio do fluxo UTP AGX ou UTP AGF. Dureza ~ 106 HB.
Vareta universal para brasagem, para aplicação em todos os tipos de metais ferrosos e cuprosos. Aplicar com auxílio de fluxo UTP HLP ou UTP HLS. UTP 11 M já é revestida.
Vareta universal, para brasagem de alta resistência com adição de Níquel. Aplicar com auxílio de fluxo UTP HLP ou UTP HLS. UTP Neosil M já é reves-tida.
Vareta de Cobre Fósforo com adição de Prata tipo “silphoscopper”. Boa condutibilidade elétrica. Solda Cobre sem fluxo. Dureza ~106 HB.
Vareta de Cobre Fósforo t ipo “phoscopper”. Boa condutibilidade elé-trica. Solda Cobre sem fluxo. Dureza ~130 HB.
Fluxo para brasagem de Alumínio à baixa temperatura(sem fusão do metal base).
Fluxo em pasta para brasagem de Solda Prata.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
1,502,002,503,20
1,502,002,503,20
1,502,002,503,20
1,001,502,002,503,20
VARETAS PARA BRASAGEM
LR = 345 MPaA = 22%
UTP 3DIN 8513 L-Ag 40 Cd
LR = 410 MPaA = 22%
Ag – 20,0Zn – restoCu – 44,0
UTP 7DIN 8513 L-Ag 20
LR = 250 MPaA = 10%
UTP NeosilUTP Neosil MDIN 8513 L-CuNi 10 Zn 42
LR = 400 MPaA = 26%
Cu – 59,0Zn – restoSi – 0,70
UTP 11UTP 11 MAWS A5.8 ~RB CuZn ADIN 8513 L-CuZn 40
LR = 320 MPaA = 23%
UTP 31 NDIN 8513 L-Ag 30 Cd
LR = 250 MPaA = 10%
P – 6,00Ag – 5,00Cu – resto
UTP 35AWS A5.8 B CuP-3DIN 8513 L-Ag 5 P
LR = 245 MPaA = 7,5%
P – 8,00Cu – resto
UTP 37AWS A5.8 B CuP-2DIN 8513 L-Cu P-8
FLUXOS
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
UTP 4
UTP AGF
18
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
Ag – 40,0Cd – 20,0Cu – 19,0Zn - resto
Ag – 30,0Cd – 21,0Cu – 28,0Zn - resto
Cu – 48,0Zn – restoNi – 10,0Si – 0,30
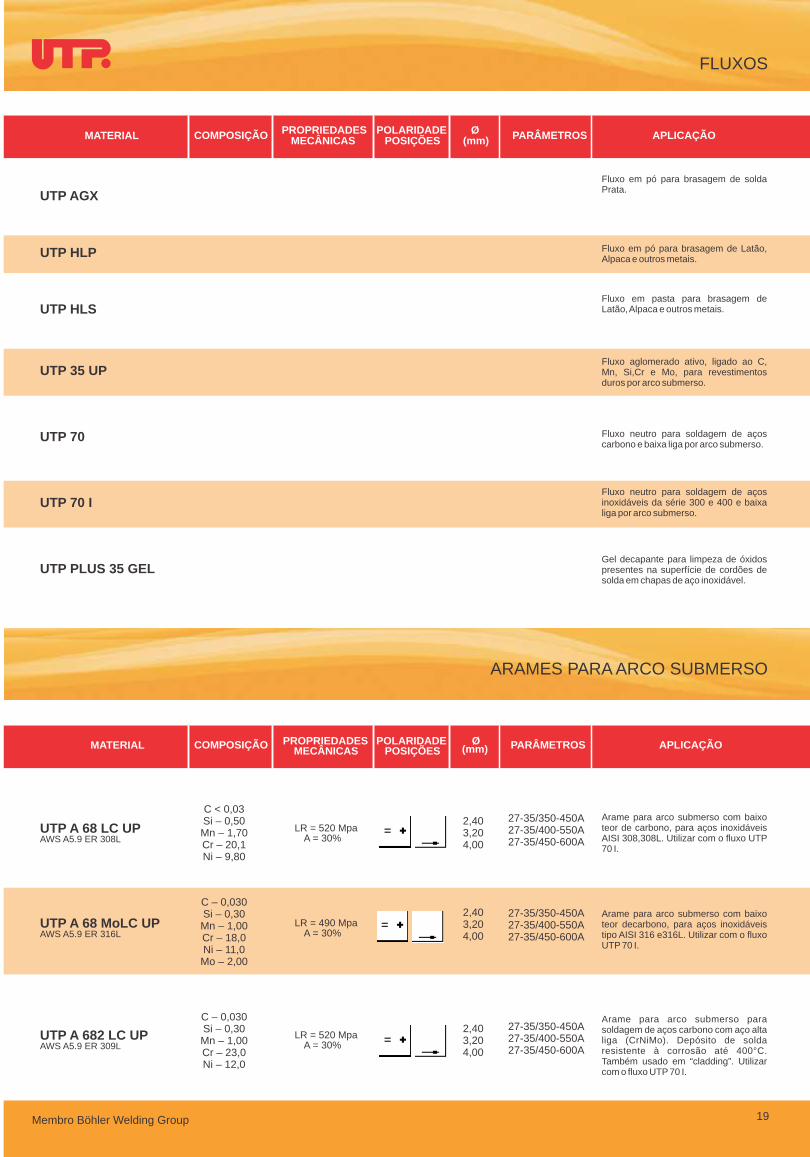
UTP 35 UP
UTP 70 I
FLUXOS
UTP AGX
UTP HLP
UTP HLS
UTP 70
UTP PLUS 35 GEL
ARAMES PARA ARCO SUBMERSO
MATERIAL COMPOSIÇÃO PROPRIEDADESMECÂNICAS
POLARIDADEPOSIÇÕES
Ø(mm) PARÂMETROS APLICAÇÃO
UTP A 68 MoLC UPAWS A5.9 ER 316L
LR = 490 MpaA = 30%
UTP A 682 LC UPAWS A5.9 ER 309L
LR = 520 MpaA = 30%
UTP A 68 LC UPAWS A5.9 ER 308L
LR = 520 MpaA = 30%
Membro Böhler Welding Group 19
Arame para arco submerso com baixo teor decarbono, para aços inoxidáveis tipo AISI 316 e316L. Utilizar com o fluxo UTP 70 I.
Arame para arco submerso para soldagem de aços carbono com aço alta liga (CrNiMo). Depósito de solda resistente à corrosão até 400°C. Também usado em “cladding”. Utilizar com o fluxo UTP 70 I.
Arame para arco submerso com baixo teor de carbono, para aços inoxidáveis AISI 308,308L. Utilizar com o fluxo UTP 70 I.
Fluxo aglomerado ativo, ligado ao C, Mn, Si,Cr e Mo, para revestimentos duros por arco submerso.
Fluxo neutro para soldagem de aços inoxidáveis da série 300 e 400 e baixa liga por arco submerso.
Fluxo em pó para brasagem de solda Prata.
Fluxo em pó para brasagem de Latão, Alpaca e outros metais.
Fluxo em pasta para brasagem de Latão, Alpaca e outros metais.
Fluxo neutro para soldagem de aços carbono e baixa liga por arco submerso.
Gel decapante para limpeza de óxidos presentes na superfície de cordões de solda em chapas de aço inoxidável.
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
C < 0,03Si – 0,50Mn – 1,70Cr – 20,1Ni – 9,80
C – 0,030Si – 0,30Mn – 1,00Cr – 18,0Ni – 11,0Mo – 2,00
C – 0,030Si – 0,30Mn – 1,00Cr – 23,0Ni – 12,0
2,403,204,00
2,403,204,00
2,403,204,00
27-35/350-450A27-35/400-550A27-35/450-600A
27-35/350-450A27-35/400-550A27-35/450-600A
27-35/350-450A27-35/400-550A27-35/450-600A
POLARIDADEPOSIÇÕES (mm) PARÂMETROS APLICAÇÃO
6+48+5
6+48+5
6+48+5
Consumíveis de Soldagem
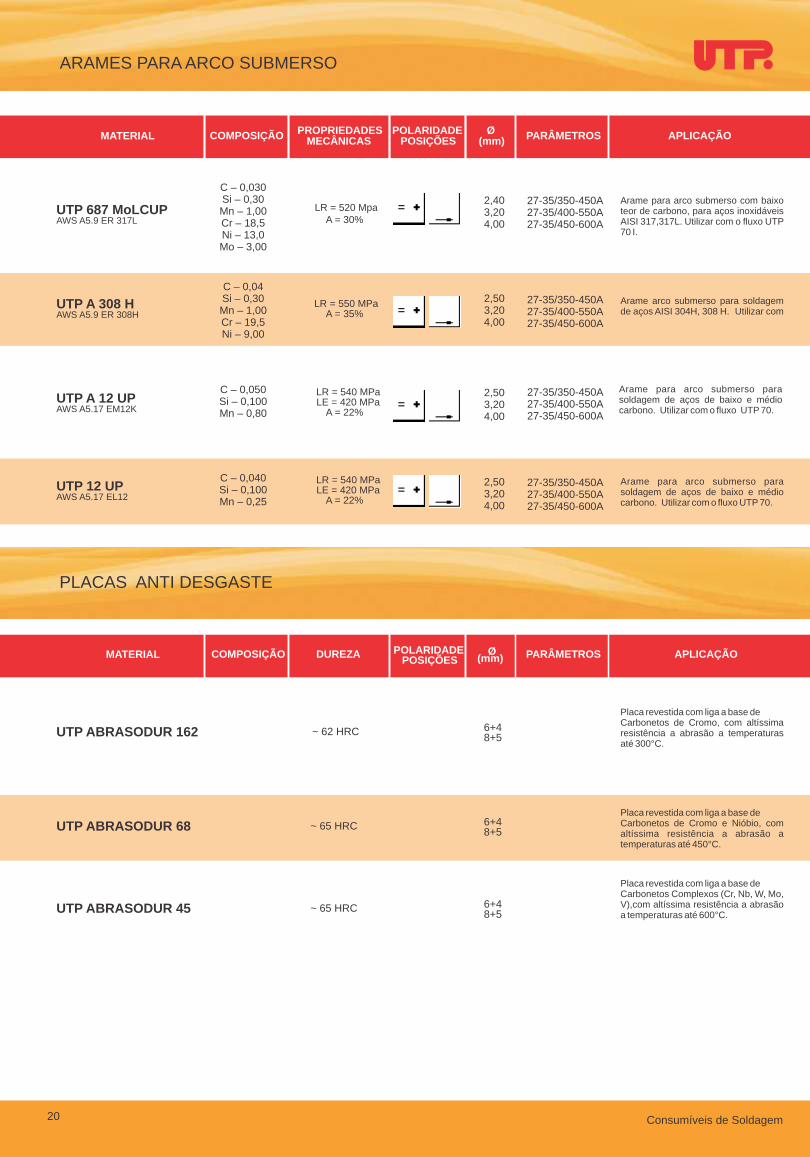
Placa revestida com liga a base deCarbonetos de Cromo, com altíssima resistência a abrasão a temperaturas até 300°C.
Placa revestida com liga a base deCarbonetos de Cromo e Nióbio, com altíssima resistência a abrasão a temperaturas até 450°C.
Placa revestida com liga a base deCarbonetos Complexos (Cr, Nb, W, Mo, V),com altíssima resistência a abrasão a temperaturas até 600°C.
Arame para arco submerso com baixo teor de carbono, para aços inoxidáveis AISI 317,317L. Utilizar com o fluxo UTP 70 I.
Arame arco submerso para soldagem de aços AISI 304H, 308 H. Utilizar com
Arame para arco submerso para soldagem de aços de baixo e médio carbono. Utilizar com o fluxo UTP 70.
Arame para arco submerso para soldagem de aços de baixo e médio carbono. Utilizar com o fluxo UTP 70.
POLARIDADEPOSIÇÕES
Ø(mm)
PARÂMETROS APLICAÇÃO
Ø
2,503,204,00
2,403,204,00
2,503,204,00
2,503,204,00
27-35/350-450A27-35/400-550A27-35/450-600A
27-35/350-450A27-35/400-550A27-35/450-600A
27-35/350-450A27-35/400-550A27-35/450-600A
27-35/350-450A27-35/400-550A27-35/450-600A
ARAMES PARA ARCO SUBMERSO
LR = 550 MPaA = 35%
UTP A 308 HAWS A5.9 ER 308H
LR = 540 MPaLE = 420 MPa
A = 22%
UTP A 12 UPAWS A5.17 EM12K
LR = 540 MPaLE = 420 MPa
A = 22%
UTP 12 UPAWS A5.17 EL12
PLACAS ANTI DESGASTE
MATERIAL COMPOSIÇÃO DUREZA
~ 62 HRCUTP ABRASODUR 162
~ 65 HRCUTP ABRASODUR 68
~ 65 HRCUTP ABRASODUR 45
LR = 520 MpaA = 30%
UTP 687 MoLCUPAWS A5.9 ER 317L
20
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICAS
C – 0,030Si – 0,30Mn – 1,00Cr – 18,5Ni – 13,0Mo – 3,00
C – 0,04Si – 0,30Mn – 1,00Cr – 19,5Ni – 9,00
C – 0,050Si – 0,100Mn – 0,80
C – 0,040Si – 0,100Mn – 0,25
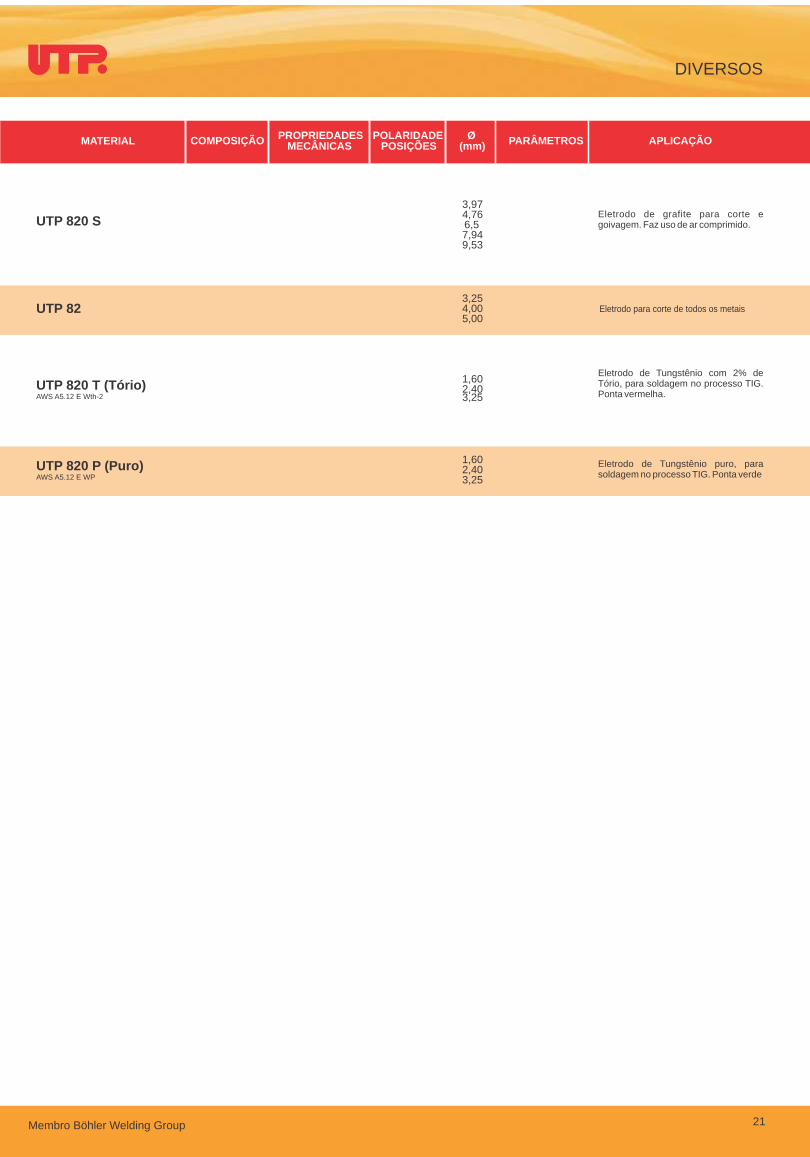
DIVERSOS
UTP 820 S
3,974,766,57,949,53
UTP 823,254,005,00
Eletrodo para corte de todos os metais
UTP 820 T (Tório)AWS A5.12 E Wth-2
1,602,403,25
UTP 820 P (Puro)AWS A5.12 E WP
1,602,403,25
Membro Böhler Welding Group 21
Eletrodo de grafite para corte e goivagem. Faz uso de ar comprimido.
Eletrodo de Tungstênio com 2% de Tório, para soldagem no processo TIG. Ponta vermelha.
Eletrodo de Tungstênio puro, para soldagem no processo TIG. Ponta verde
MATERIAL COMPOSIÇÃOPROPRIEDADES
MECÂNICASPOLARIDADE
POSIÇÕESØ
(mm)PARÂMETROS APLICAÇÃO
Consumíveis de Soldagem
1,21,2
100 – 220 A100 – 220 A
1,21,2
100 – 220 A100 – 220 A
POLARIDADE
POSI ÇÕES
POLARIDADE
POSI ÇÕESØ
(mm)
Ø
(mm) PARÂMETROSPARÂMETROS APLICAÇ ÃOAPLICAÇÃOPOLARIDADE
POSI ÇÕES
POLARIDADE
POSI ÇÕESØ
(mm)
Ø
(mm) PARÂMETROSPARÂMETROS APLICAÇ ÃOAPLICAÇÃO
1,2 100 – 240 A1,2 – 240 A
1,21,2 100 – 220 A100 – 220 A1,21,2 100 – 220 A
1,21,2
100 – 240 A100 – 240 A
1,21,2
100 – 240 A100 – 240 A
1,2 100 – 240 A1,2 100 – 240 A
1,2 100 – 240 A100 – 240 Agua, vapor
1,2 100 –gua, vapor
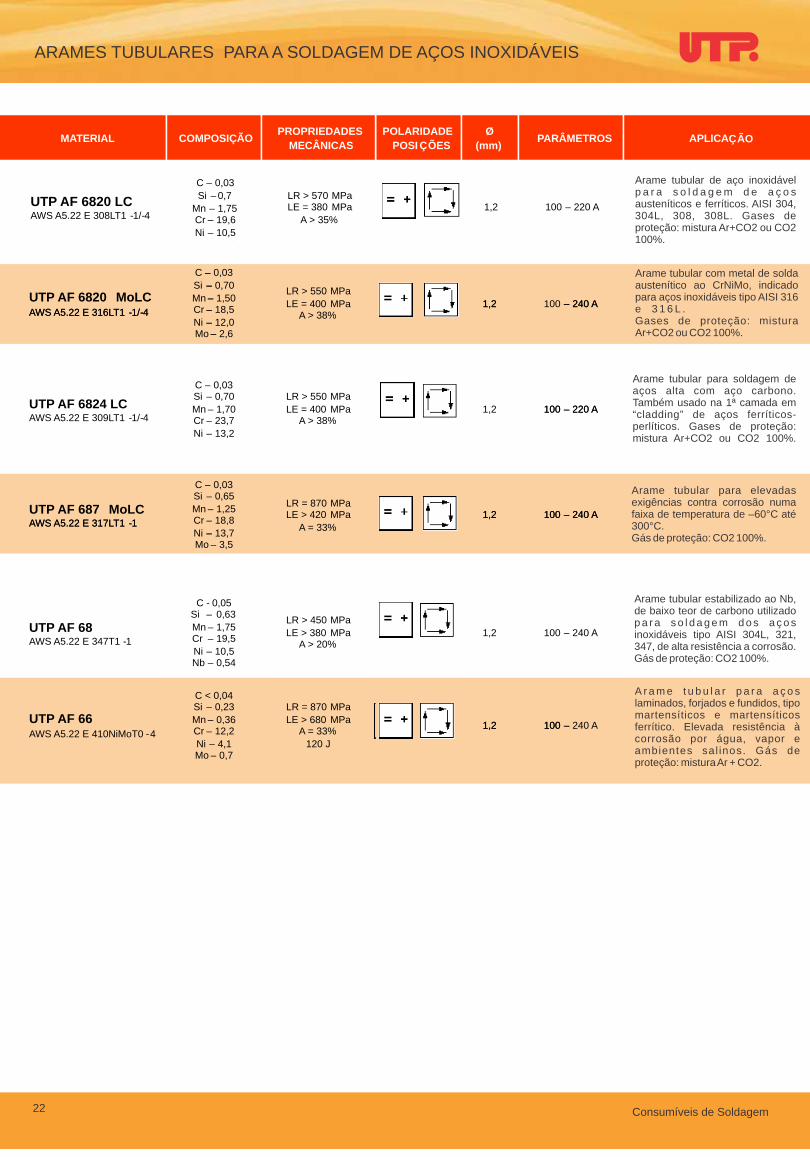
ARAMES TUBULARES PARA A SOLDAGEM DE AÇOS INOXIDÁVEIS
Arame tubular de aço inoxidável p a r a s o l d a g e m d e a ç o s austeníticos e ferríticos. AISI 304, 304L, 308, 308L. Gases de proteção: mistura Ar+CO2 ou CO2 100%.
Arame tubular com metal de solda austenítico ao CrNiMo, indicado para aços inoxidáveis tipo AISI 316 e 3 1 6 L .Gases de proteção: mistura Ar+CO2 ou CO2 100%.
> > > > > > > > > > > > >
Arame tubular para soldagem de aços alta com aço carbono. Também usado na 1ª camada em “cladding” de aços ferríticos-perlíticos. Gases de proteção: mistura Ar+CO2 ou CO2 100%.
Arame tubular para elevadas exigências contra corrosão numa faixa de temperatura de –60°C até 300°C. Gás de proteção: CO2 100%.
Arame tubular estabilizado ao Nb, de baixo teor de carbono utilizado p a r a s o l d a g e m d o s a ç o s inoxidáveis tipo AISI 304L, 321, 347, de alta resistência a corrosão. Gás de proteção: CO2 100%.
A r a m e t u b u l a r p a r a a ç o s laminados, forjados e fundidos, tipo martensíticos e martensíticos ferrítico. Elevada resistência à corrosão por água, vapor e ambientes sal inos. Gás de proteção: mistura Ar + CO2.
22
UTP AF 6820 LCAWS A5.22 E 308LT1 -1/-4
UTP AF 6820 LCAWS A5.22 E 308LT1 -1/-4
C – 0,03
Si – 0,7Mn – 1,75
Cr – 19,6Ni – 10,5
C – 0,03
Si – 0,7
Mn – 1,75Cr – 19,6
Ni – 10,5
LR > 570 MPa
LE = 380 MPa
A > 35%
LR > 570 MPaLE = 380 MPa
A > 35%UTP AF 6820 LCAWS A5.22 E 308LT1 -1/-4
UTP AF 6820 LCAWS A5.22 E 308LT1 -1/-4
C – 0,03
Si – 0,7Mn – 1,75
Cr – 19,6Ni – 10,5
C – 0,03
Si – 0,7
Mn – 1,75Cr – 19,6
Ni – 10,5
LR > 570 MPa
MPa
A > 35%
LR > 570 MPaLE = 380 MPa
A > 35%
MATERIALMATERIAL COMPOSI ÇÃOCOMPOSI ÇÃO PROPRIEDADES
MECÂNICAS
PROPRIEDADES
MECÂNICASMATERIALMATERIAL COMPOSI ÇÃOCOMPOSIÇÃO PROPRIEDADES
MECÂNICAS
PROPRIEDADES
MECÂNICAS
UTP AF 6820 MoLCAWS A5.22 E 316LT1 -1/-4
C – 0,03
Si – 0,70
Mn – 1,50Cr – 18,5
Ni – 12,0Mo – 2,6
LR > 550 MPa
LE = 400 MPaA > 38%AWS A5.22 E 316LT1 -1/-4
–
–
––
––
UTP AF 6824 LCAWS A5.22 E 309LT1 -1/-4
UTP AF 6824 LCAWS A5.22 E 309LT1 -1/-4
C – 0,03
Si – 0,70 Mn – 1,70
Cr – 23,7
Ni – 13,2
C – 0,03Si – 0,70
Mn – 1,70Cr – 23,7
Ni – 13,2
LR > 550 MPaLE = 400 MPa
A > 38%
LR > 550 MPa
LE = 400 MPaA > 38%
UTP AF 6824 LCAWS A5.22 E 309LT1 -1/-4
UTP AF 6824 LCAWS A5.22 E 309LT1 -1/-4
C – 0,03
Si – 0,70 Mn – 1,70
Cr – 23,7
Ni – 13,2
C – 0,03Si – 0,70
Mn – 1,70Cr – 23,7
Ni – 13,2
LR > 550 MPaLE = 400 MPa
A > 38%
LR > 550 MPa
LE = 400 MPaA > 38%
UTP AF 68AWS A5.22 E 347T1 -1
UTP AF 68AWS A5.22 E 347T1 -1
C - 0,05
Si – 0,63Mn – 1,75
Cr – 19,5Ni – 10,5
Nb – 0,54
C - 0,05Si – 0,63
Mn – 1,75 Cr – 19,5
Ni – 10,5Nb – 0,54
LR > 450 MPa
LE > 380 MPaA > 20%
LR > 450 MPa
LE > 380 MPaA > 20%
UTP AF 68AWS A5.22 E 347T1 -1
UTP AF 68AWS A5.22 E 347T1 -1
C - 0,05
Si – 0,63Mn – 1,75
Cr – 19,5Ni – 10,5
Nb – 0,54
C - 0,05Si – 0,63
Mn – 1,75 Cr – 19,5
Ni – 10,5Nb – 0,54
LR > 450 MPa
LE > 380 MPaA > 20%
LR > 450 MPa
LE > 380 MPaA > 20%
UTP AF 687 MoLCAWS A5.22 E 317LT1 -1
C – 0,03Si – 0,65
Mn – 1,25Cr – 18,8
Ni – 13,7Mo – 3,5
LR = 870 MPaLE > 420 MPa
A = 33%AWS A5.22 E 317LT1 -1–
UTP AF 66AWS A5.22 E 410NiMoT0 -4
UTP AF 66AWS A5.22 E 410NiMoT0 -4
C < 0,04
Si – 0,23 Mn – 0,36
Cr – 12,2Ni – 4,1
–
C < 0,04Si – 0,23
Mn – 0,36Cr – 12,2
Ni – 4,1Mo – 0,7
LR = 870 MPa
LE > 680 MPaA = 33%
120 J
UTP AF 66AWS A5.22 E 410NiMoT0 -4
UTP AF 66AWS A5.22 E 410NiMoT0 -4
C < 0,04
Si – 0,23 Mn – 0,36
Cr – 12,2Ni – 4,1
–
C < 0,04Si – 0,23
Mn – 0,36Cr – 12,2
Ni – 4,1Mo – 0,7
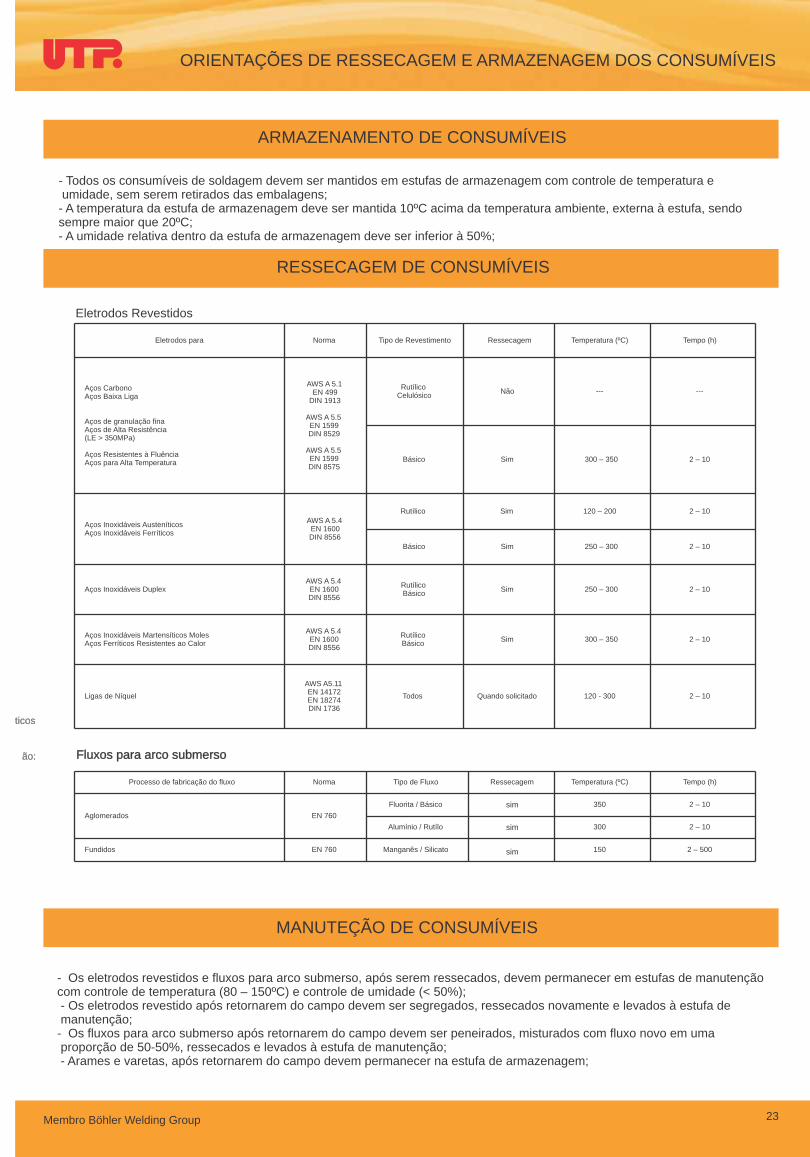
ORIENTAÇÕES CONSUMÍVEISDE RESSECAGEM E ARMAZENAGEM DOS
2 – 10250 – 300SimBásico
2 – 10120 - 300Quando solicitadoTodos
AWS A5.11EN 14172EN 18274DIN 1736
Ligas de Níquel
2 – 10300 – 350SimRutílicoBásico
AWS A 5.4EN 1600DIN 8556
Aços Inoxidáveis Martensíticos MolesAços Ferríticos Resistentes ao Calor
2 – 10250 – 300SimRutílicoBásico
AWS A 5.4EN 1600DIN 8556
Aços Inoxidáveis Duplex
2 – 10120 – 200SimRutílicoAWS A 5.4EN 1600DIN 8556
Aços Inoxidáveis AusteníticosAços Inoxidáveis Ferríticos
2 – 10300 – 350SimBásico
------NãoRutílico
Celulósico
AWS A 5.1EN 499
DIN 1913
AWS A 5.5EN 1599DIN 8529
AWS A 5.5EN 1599DIN 8575
Aços CarbonoAços Baixa Liga
Aços de granulação finaAços de Alta Resistência(LE > 350MPa)
Aços Resistentes à FluênciaAços para Alta Temperatura
Tempo (h)Temperatura (ºC)RessecagemTipo de RevestimentoNormaEletrodos para
ARMAZENAMENTO DE CONSUMÍVEIS
RESSECAGEM DE CONSUMÍVEIS
Eletrodos Revestidos
2 – 500150Manganês / SilicatoEN 760Fundidos
2 – 10300Alumínio / Rutílo
2 – 10350Fluorita / Básico
EN 760Aglomerados
Tempo (h)Temperatura (ºC)RessecagemTipo de FluxoNormaProcesso de fabricação do fluxo
Fluxos para arco submerso
MANUTEÇÃO DE CONSUMÍVEIS
- Os eletrodos revestidos e fluxos para arco submerso, após serem ressecados, devem permanecer em estufas de manutenção com controle de temperatura (80 – 150ºC) e controle de umidade (< 50%); - Os eletrodos revestido após retornarem do campo devem ser segregados, ressecados novamente e levados à estufa de manutenção;- Os fluxos para arco submerso após retornarem do campo devem ser peneirados, misturados com fluxo novo em uma proporção de 50-50%, ressecados e levados à estufa de manutenção; - Arames e varetas, após retornarem do campo devem permanecer na estufa de armazenagem;
- Todos os consumíveis de soldagem devem ser mantidos em estufas de armazenagem com controle de temperatura e umidade, sem serem retirados das embalagens;- A temperatura da estufa de armazenagem deve ser mantida 10ºC acima da temperatura ambiente, externa à estufa, sendo sempre maior que 20ºC;- A umidade relativa dentro da estufa de armazenagem deve ser inferior à 50%;
Membro Böhler Welding Group 23
sim
sim
sim
ticos
ão:
ticos
ão:
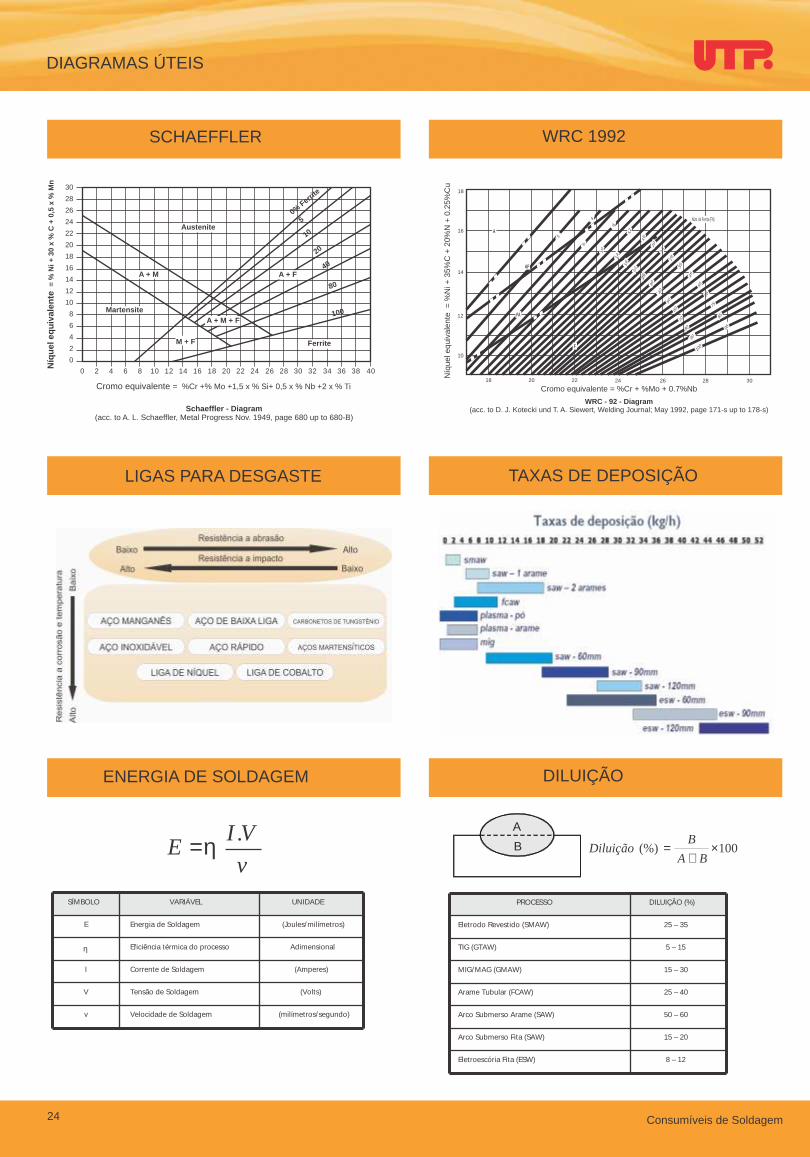
TAXAS DE DEPOSIÇÃO
WRC 1992
DILUIÇÃO
8 – 12Eletroescória Fita (ESW)
15 – 20Arco Submerso Fita (SAW)
50 – 60Arco Submerso Arame (SAW)
25 – 40Arame Tubular (FCAW)
15 – 30MIG/MAG (GMAW)
5 – 15TIG (GTAW)
25 – 35Eletrodo Revestido (SMAW)
DILUIÇÂO (%)PROCESSO
Consumíveis de Soldagem
18
16
14
12
10
18 20 22 24
Cromo equivalente = %Cr + %Mo + 0.7%Nb
Níq
ue
l e
qu
iva
len
te
= %
Ni +
35
%C
+ 2
0%
N +
0.2
5%
Cu
26 28 30
A
AF
FA
F
14
10
6
2
4
8
12
16
20
24
28
35
45
55
65
75
85
18
90
80
70
60
50
40
30
26
22
Núm. de Ferrita (FN)
100
95
WRC - 92 - Diagram(acc. to D. J. Kotecki und T. A. Siewert, Welding Journal; May 1992, page 171-s up to 178-s)
30
28
26
24
22
20
18
16
14
12
10
8
6
4
2
0
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
Cromo equivalente = %Cr +% Mo +1,5 x % Si+ 0,5 x % Nb +2 x % Ti
Schaeffler - Diagram(acc. to A. L. Schaeffler, Metal Progress Nov. 1949, page 680 up to 680-B)
Níq
uel eq
uiv
ale
nte
=
% N
i +
30
x %
C +
0,5
x %
Mn
Martensite
A + M
Austenite
FerriteM + F
A + M + F
A + F
0% F
errite
5
10
20
40
80
100
100(%) ×+
=BA
BDiluição
A
B
DIAGRAMAS ÚTEIS
LIGAS PARA DESGASTE
SCHAEFFLER
ENERGIA DE SOLDAGEM
v
V
I
E
SÍMBOLO
(milímetros/segundo)Velocidade de Soldagem
(Volts)Tensão de Soldagem
(Amperes)Corrente de Soldagem
AdimensionalEficiência térmica do processo
(Joules/milímetros)Energia de Soldagem
UNIDADEVARIÁVEL
24
´
η
v
VIE
.η=
LEGENDAS CORRENTEDE POSIÇÃO E TIPO DE
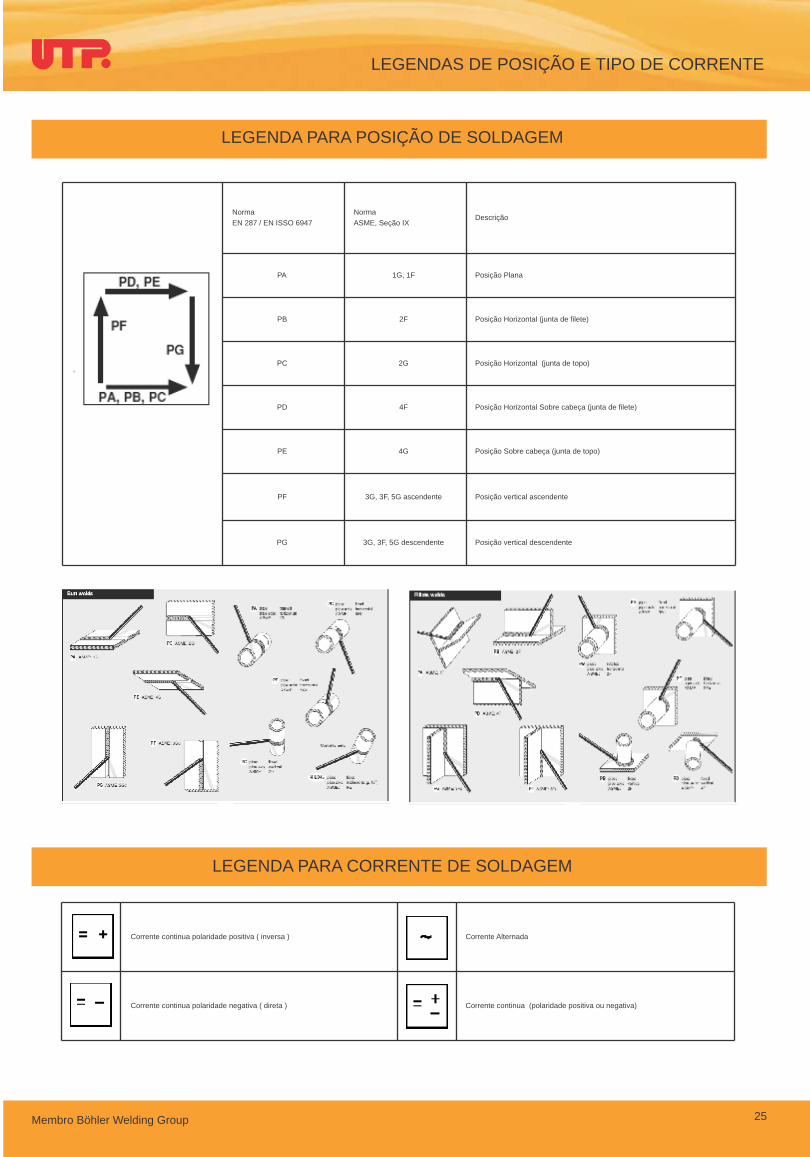
LEGENDA PARA POSIÇÃO DE SOLDAGEM
DescriçãoNorma
ASME, Seção IX
Norma
EN 287 / EN ISSO 6947
Posição vertical descendente3G, 3F, 5G descendentePG
Posição vertical ascendente3G, 3F, 5G ascendentePF
Posição Sobre cabeça (junta de topo)4GPE
Posição Horizontal Sobre cabeça (junta de filete)4FPD
Posição Horizontal (junta de topo)2GPC
Posição Horizontal (junta de filete)2FPB
Posição Plana1G, 1FPA
LEGENDA PARA CORRENTE DE SOLDAGEM
Corrente continua (polaridade positiva ou negativa)
Corrente AlternadaCorrente continua polaridade positiva ( inversa )
Corrente continua polaridade negativa ( direta )
‘
Membro Böhler Welding Group 25
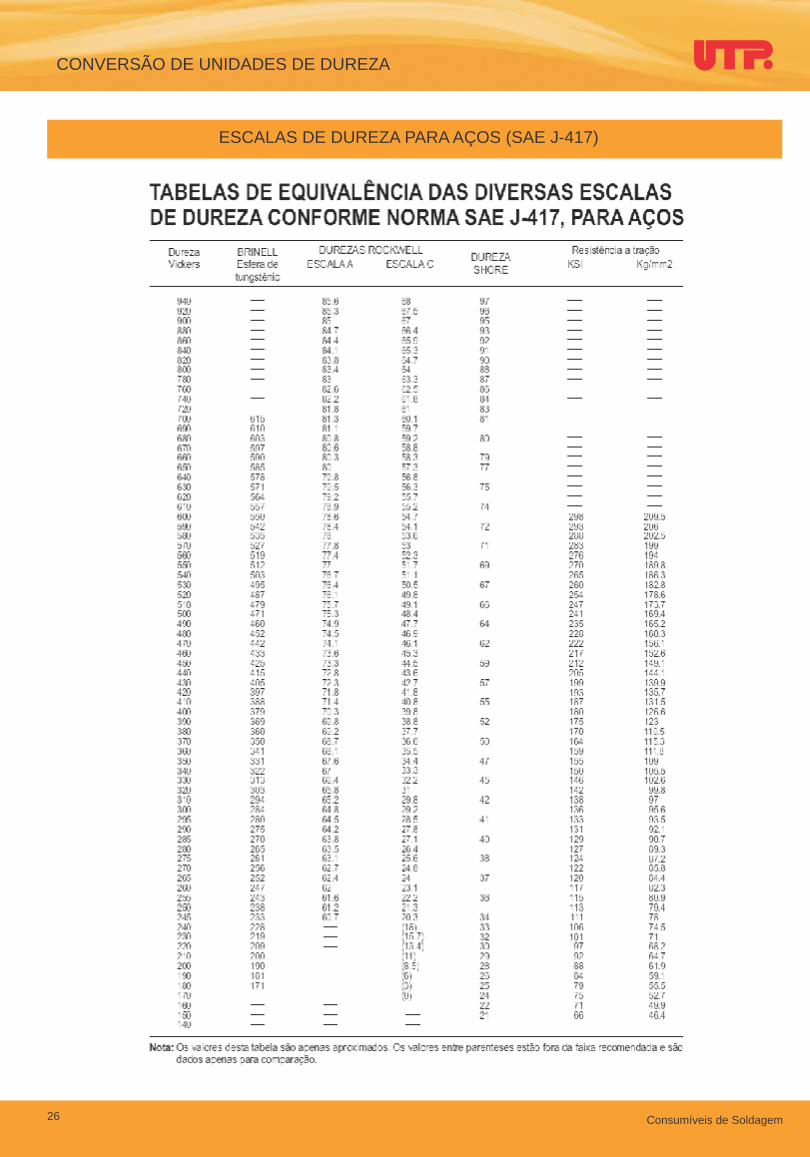
CONVERSÃO DE UNIDADES DE DUREZA
ESCALAS J-417)DE DUREZA PARA AÇOS (SAE
Consumíveis de Soldagem26