continuous granulation using twin screw...
TRANSCRIPT
Continuous Granulation using Twin Screw Extruders A modular approach to increase your yield in pharmaceutical production. Dirk Leister, TFS, Leader Application Group Raoul Pila, Glatt, Product Development Engineer
2 Polychromix 2
Combine Expertise for your success
•$ 10+ billions in revenue • 37.000 employees • 350.000 customers
• Establishing extrusion technologies in thepharmaceutical industry
• Hot Melt Extrusion • Wet Granulation
• Glatt group 1.500+ employees • represented in 20+ companies worldwide
• Market leader in integrated process solutions for solid dosage forms
• Drying • Granulation • Coating
One stop shop for tablet production
3 Polychromix 3
Content
• Granulation Technology • Purpose and batch technologies
• Continuous Granulation
• From blending to tableting • Modular Approach • Benefits
• Core Technology
• Twin Screw Granulator • Continuous Fluid Bed Dryer
• Experimental Data
• Achema 2012
4 Polychromix 4
Purpose of Granulation
• Granulation is a size enlargement process of particles
• To prevent segregation of the constituents of the powder mix
• Aid downstream processing by improving the physical characteristics of the mix in terms of:
• Flow • Density • Dustiness • Compressibility • etc.
5 Polychromix 5
Granulation
Wet granulation involves the agglomeration of a mix of dry primary powder particles using a granulating fluid.
The fluid, which is added during the granulation step, must be pharmaceutically safe and volatile enough so that it can be evaporated by a subsequent drying step.
In Melt granulation the binding fluid is created by heating
the formulation and causing one or more of the dry ingredients to become molten. Cooling the mix at the end of the granulation step solidifies the molten binder.
6 Polychromix 6
Batch Granulation Technology
• Traditional batch processes • High shear mixers • Roll Compaction • Fluidised bed granulation
• Risks of Batch to batch variation require careful and complex procedures and controls. • Method and order of charging ingredients • Time and technique for introduction of binders • Definition of end point
• Large scale equipment needed in development to reduce risk of scale-up.
• Large quantities of expensive API (Active Pharmaceutical Ingredient) required
• Difficulty to produce small samples on production scale equipment.
7 Polychromix 7
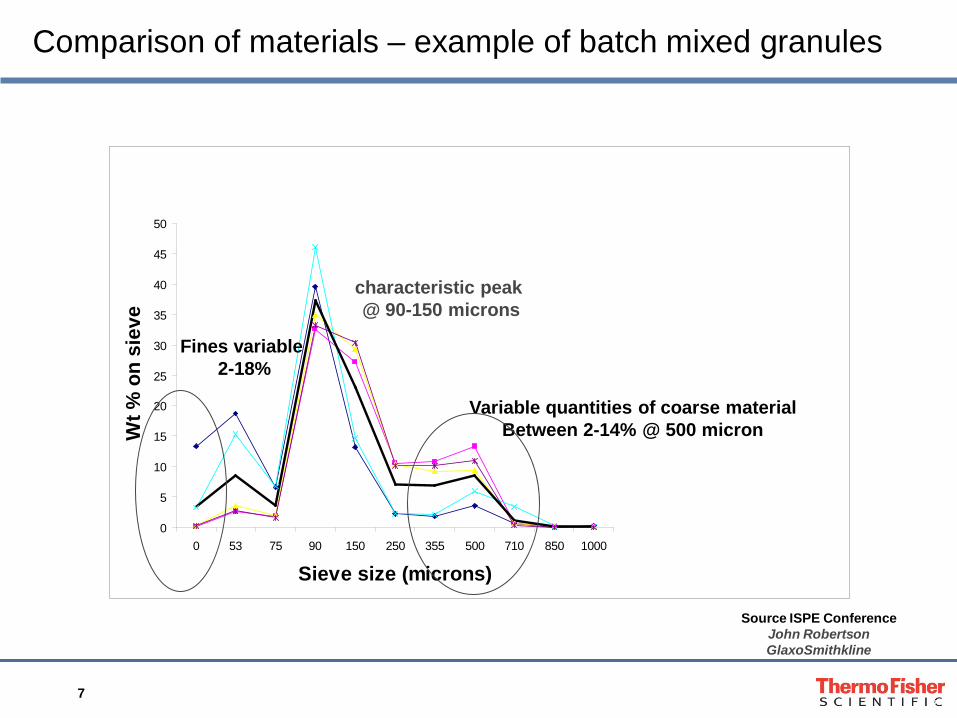
Comparison of materials – example of batch mixed granules
0
5
10
15
20
25
30
35
40
45
50
0 53 75 90 150 250 355 500 710 850 1000
Sieve size (microns)
Wt %
on
siev
e
Variable quantities of coarse material Between 2-14% @ 500 micron
characteristic peak @ 90-150 microns
Fines variable 2-18%
Source ISPE Conference John Robertson GlaxoSmithkline
8 Polychromix 8
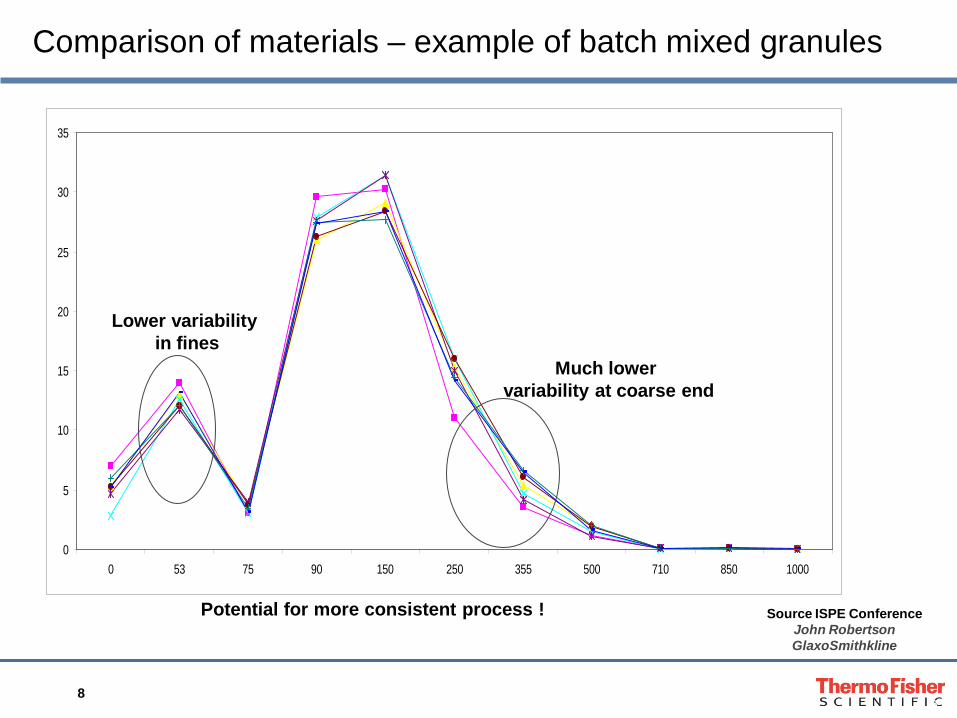
Comparison of materials – example of batch mixed granules
0
5
10
15
20
25
30
35
0 53 75 90 150 250 355 500 710 850 1000
Much lower variability at coarse end
Lower variability in fines
Potential for more consistent process ! Source ISPE Conference John Robertson GlaxoSmithkline
9 Polychromix 9
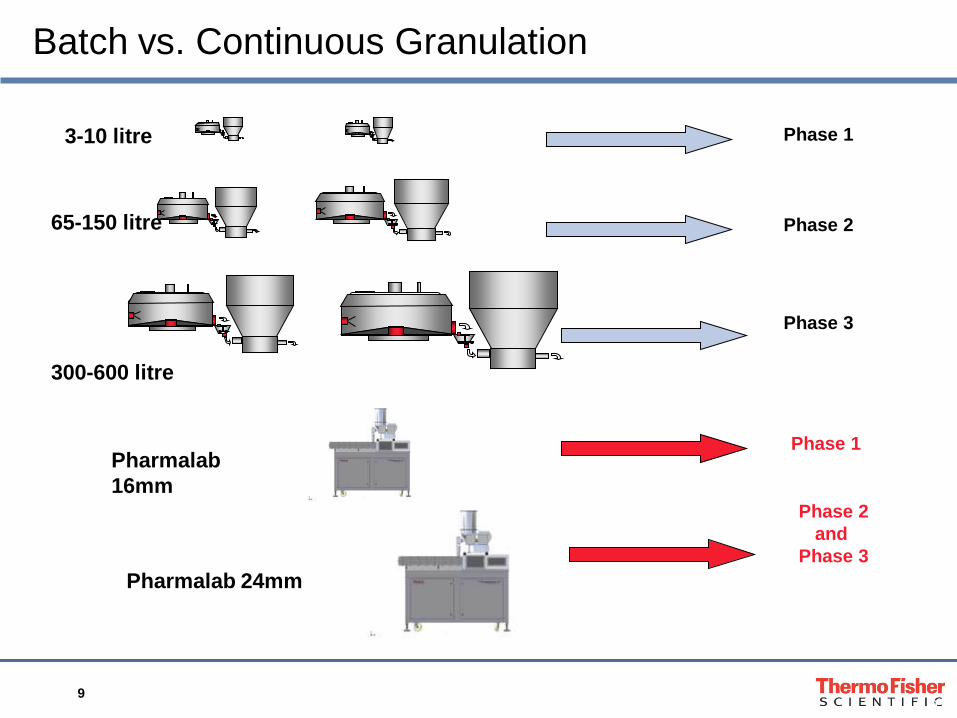
Batch vs. Continuous Granulation
3-10 litre
65-150 litre
300-600 litre
Pharmalab 24mm
Phase 1
Phase 2
Phase 3
Phase 1
Phase 2 and
Phase 3
Pharmalab 16mm
10 Polychromix 10
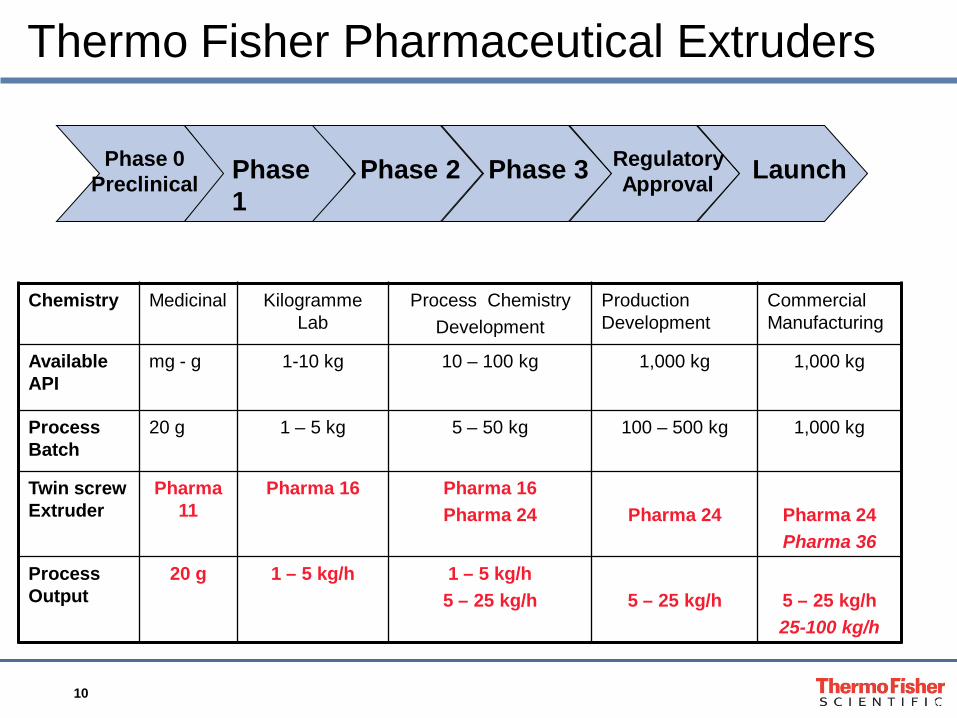
Thermo Fisher Pharmaceutical Extruders
Phase 0 Preclinical Phase
1 Phase 2 Phase 3 Regulatory
Approval Launch
Chemistry Medicinal Kilogramme Lab
Process Chemistry Development
Production Development
Commercial Manufacturing
Available API
mg - g 1-10 kg 10 – 100 kg 1,000 kg 1,000 kg
Process Batch
20 g 1 – 5 kg 5 – 50 kg 100 – 500 kg 1,000 kg
Twin screw Extruder
Pharma 11
Pharma 16 Pharma 16 Pharma 24
Pharma 24
Pharma 24 Pharma 36
Process Output
20 g 1 – 5 kg/h 1 – 5 kg/h 5 – 25 kg/h
5 – 25 kg/h
5 – 25 kg/h 25-100 kg/h
11 Polychromix 11
Benefits and Advantages of a Continuous Process
• Easier to enclose the whole process • Smaller scale equipment • Small Footprint
• Flexibility of batch size • Small amount of materials in process • Improved control and consistancy
• Elimination of dispensing • Reducing risk of operator error in weighing out ingredients. • Reduced handling of / exposition to all ingredients • Reduce labour cost
• Possibility of implementing PAT • Automation • Process understanding
12 Polychromix 12
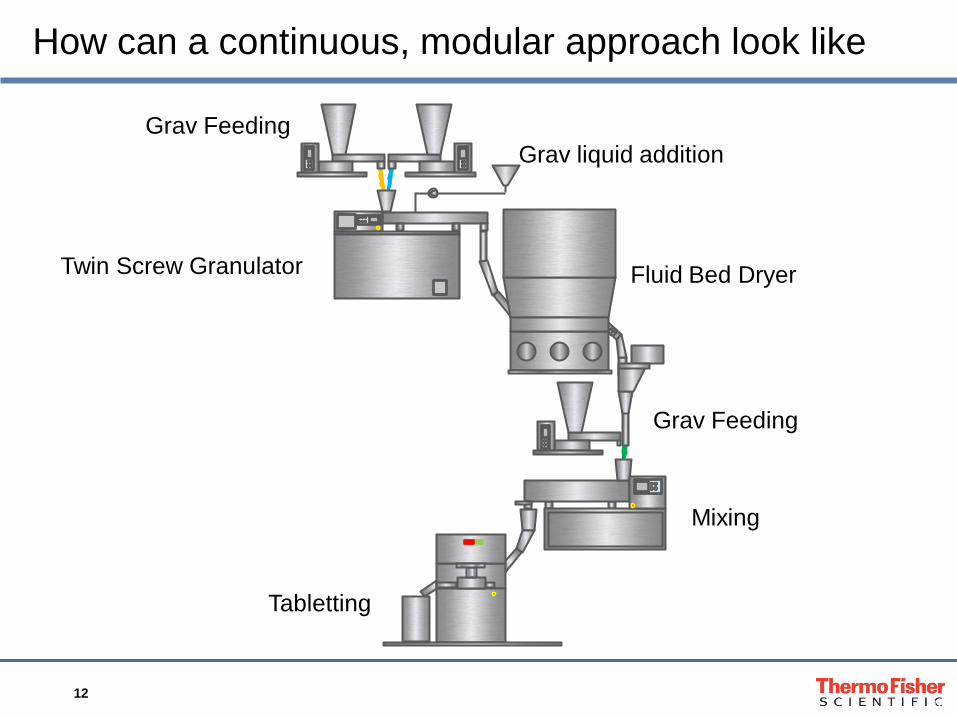
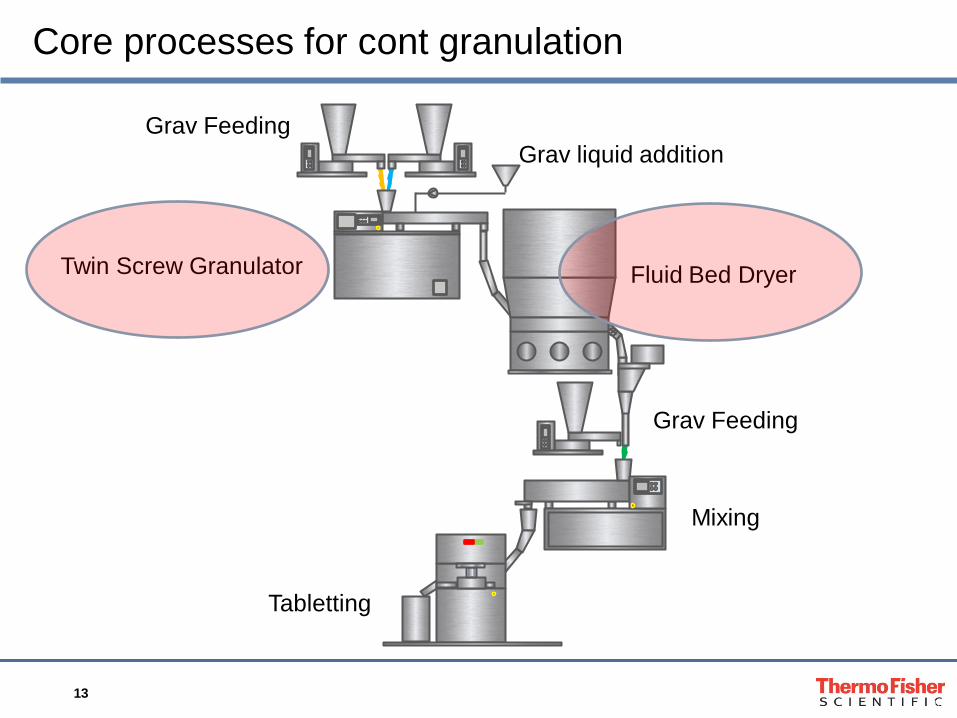
How can a continuous, modular approach look like
Grav Feeding Grav liquid addition
Twin Screw Granulator Fluid Bed Dryer
Grav Feeding
Mixing
Tabletting
13 Polychromix 13
Core processes for cont granulation
Grav Feeding Grav liquid addition
Twin Screw Granulator Fluid Bed Dryer
Grav Feeding
Mixing
Tabletting
14 Polychromix 14
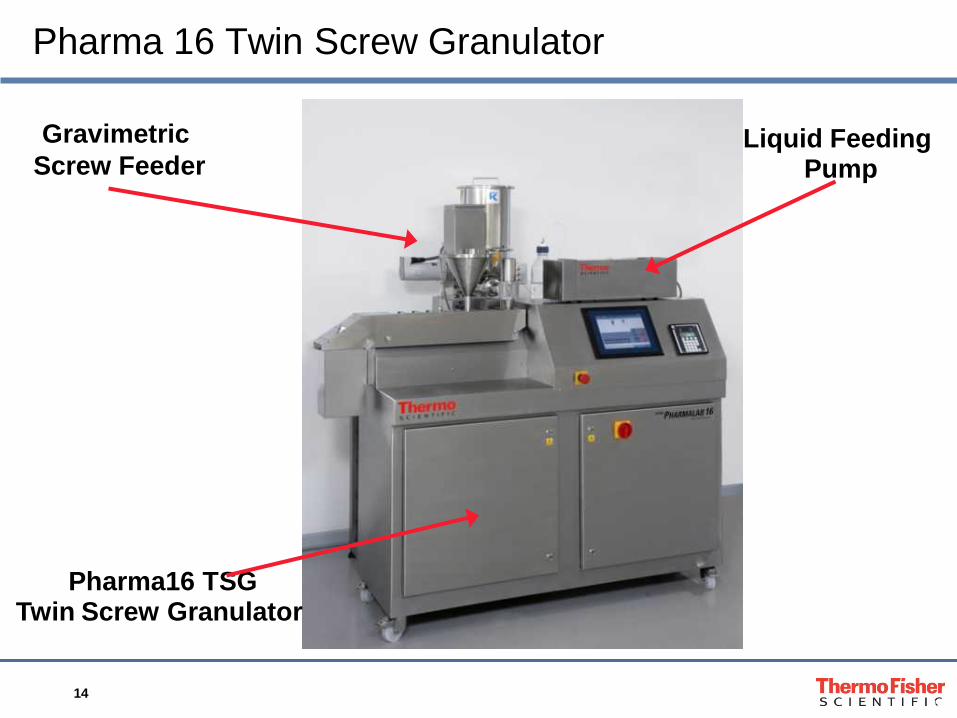
Pharma 16 Twin Screw Granulator
Pharma16 TSG Twin Screw Granulator
Gravimetric Screw Feeder
Liquid Feeding Pump
15 Polychromix 15
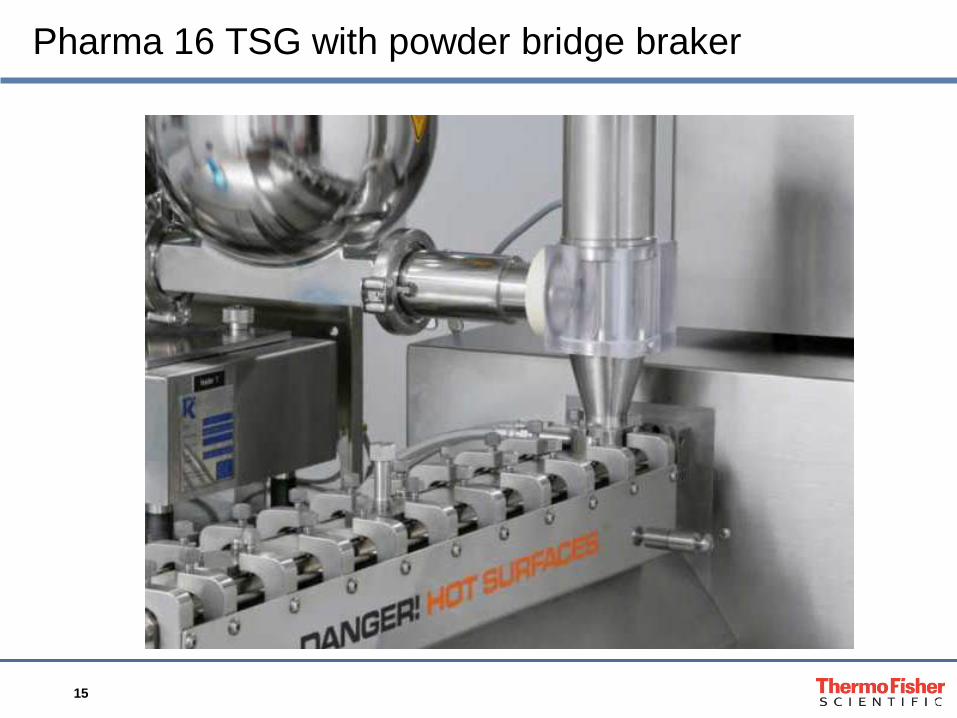
Pharma 16 TSG with powder bridge braker
16 Polychromix 16
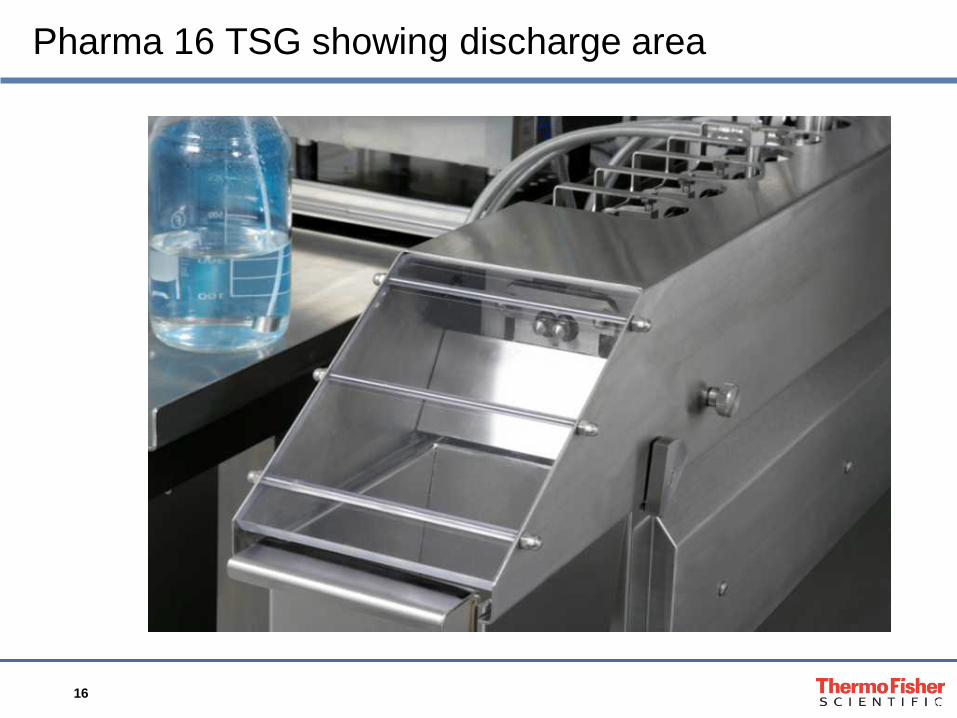
Pharma 16 TSG showing discharge area

17 Polychromix 17
PharmaLab 16 Barrel Close-Up
Flexible Extrusion Equipment 1 2 3

18 Polychromix 18
Barrel Clamps Removed
Flexible Extrusion Equipment 1 2 3
19 Polychromix 19
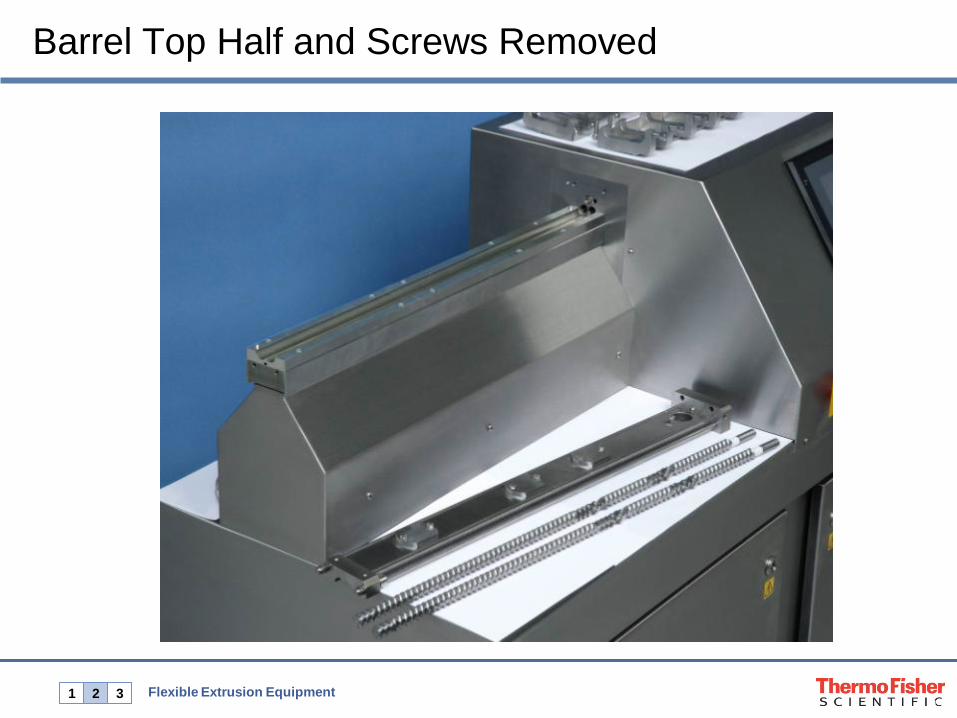
Barrel Top Half and Screws Removed
Flexible Extrusion Equipment 1 2 3

20 Polychromix 20
Lower Barrel Front Section Removed
Flexible Extrusion Equipment 1 2 3

21 Polychromix 21
All Lower Barrel Sections Removed
Flexible Extrusion Equipment 1 2 3
22 Polychromix 22
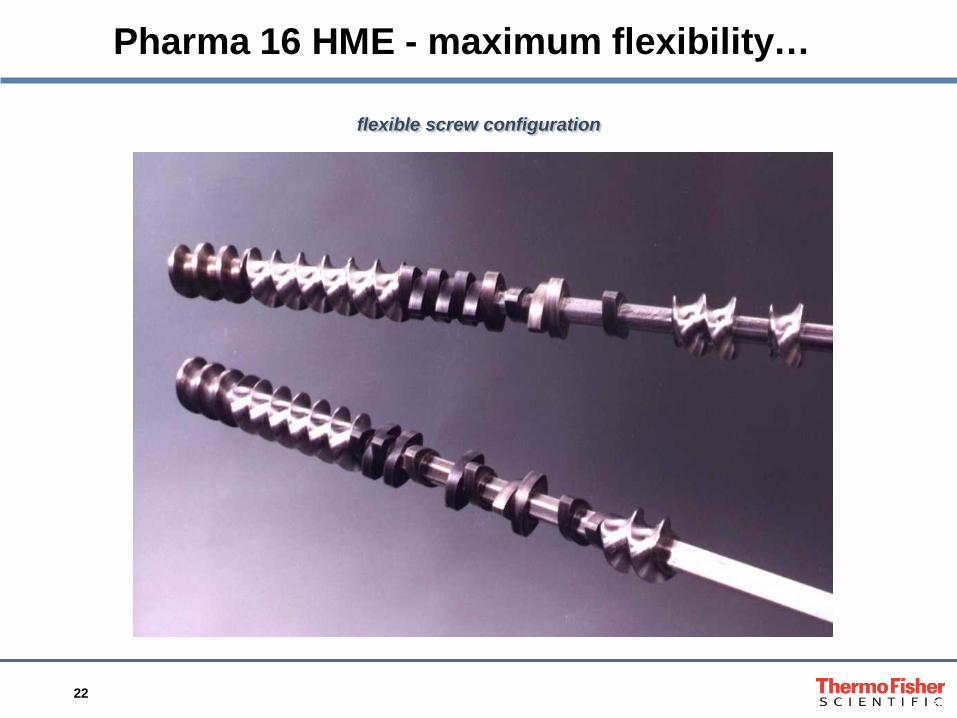
flexible screw configuration
Pharma 16 HME - maximum flexibility…
23 Polychromix 23
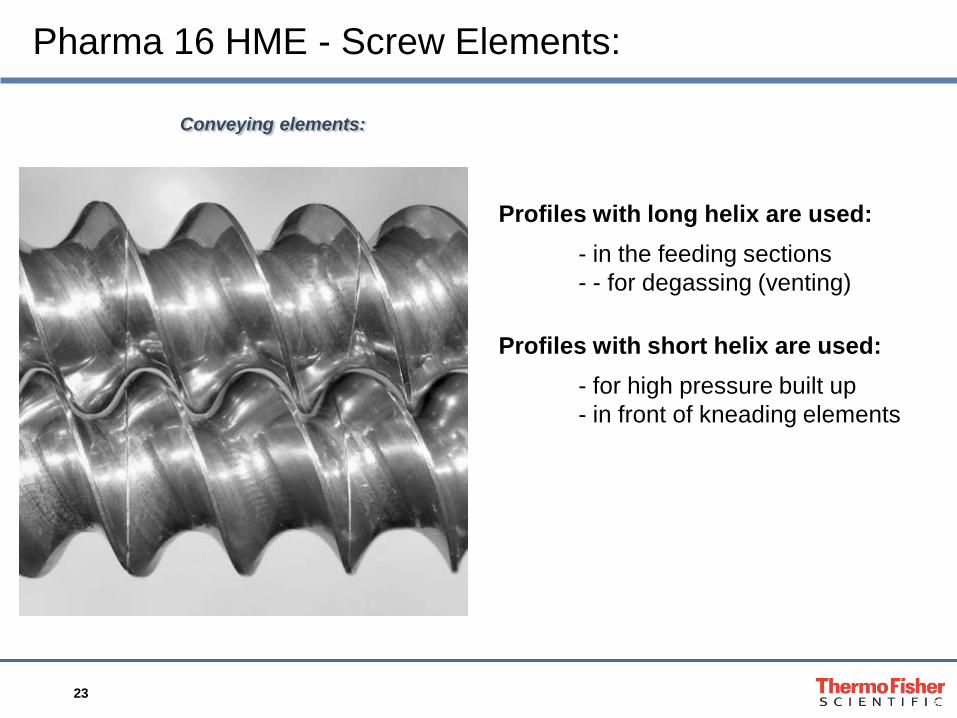
Conveying elements:
Profiles with long helix are used:
- in the feeding sections - - for degassing (venting)
Profiles with short helix are used:
- for high pressure built up - in front of kneading elements
Pharma 16 HME - Screw Elements:
24 Polychromix 24
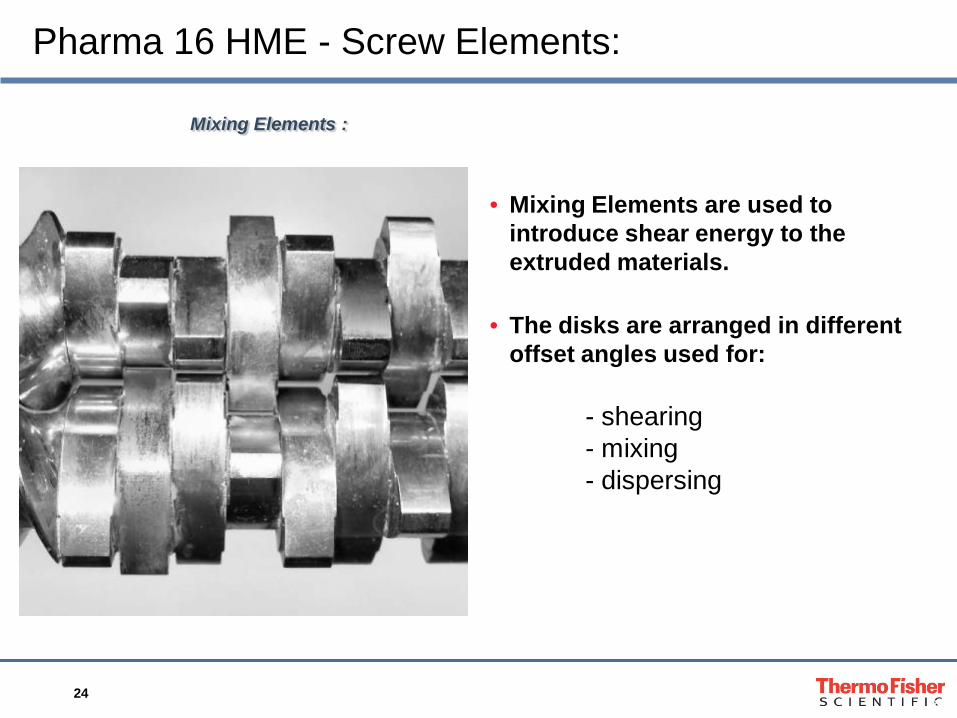
Mixing Elements :
• Mixing Elements are used to introduce shear energy to the extruded materials.
• The disks are arranged in different offset angles used for: - shearing - mixing - dispersing
Pharma 16 HME - Screw Elements:
25 Polychromix 25
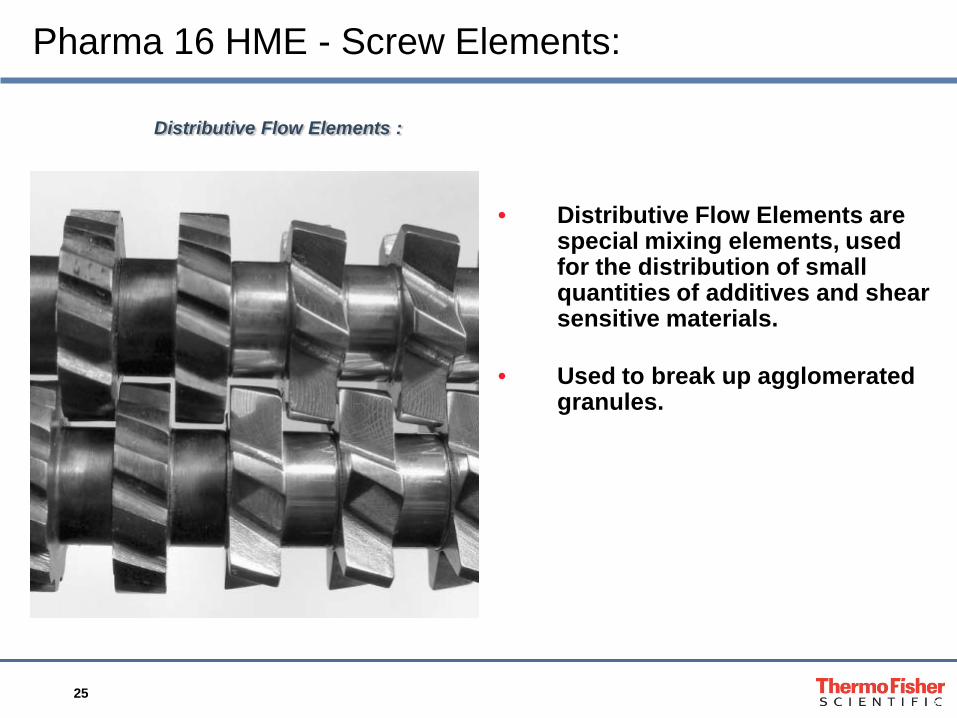
Distributive Flow Elements :
Pharma 16 HME - Screw Elements:
• Distributive Flow Elements are special mixing elements, used for the distribution of small quantities of additives and shear sensitive materials.
• Used to break up agglomerated granules.
26 Polychromix 26
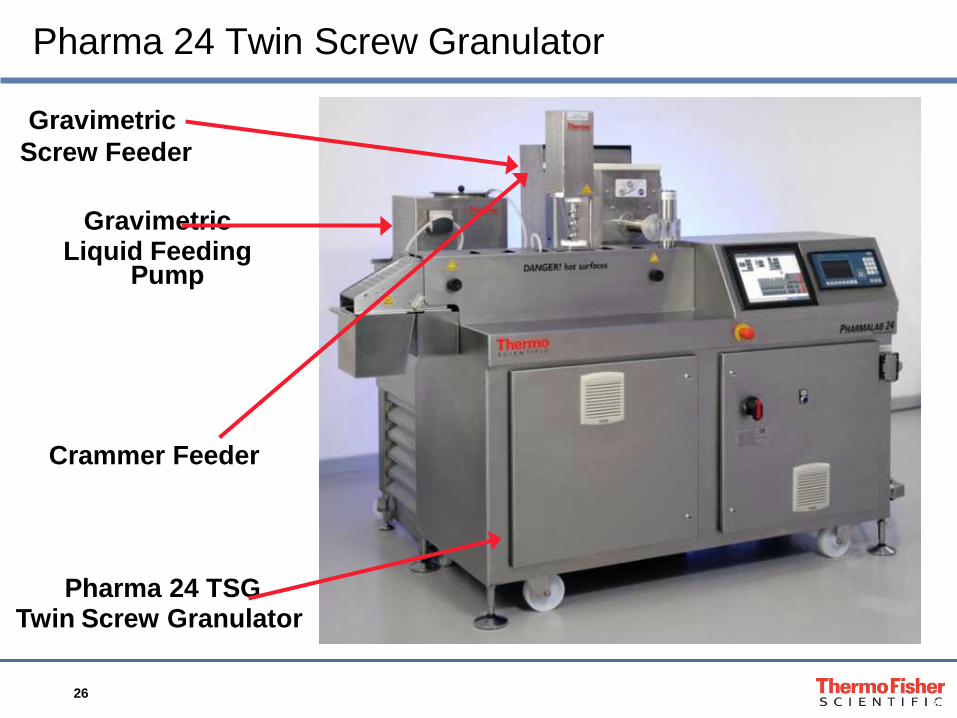
Pharma 24 Twin Screw Granulator
Pharma 24 TSG Twin Screw Granulator
Gravimetric Screw Feeder
Gravimetric Liquid Feeding
Pump
Crammer Feeder

27 Polychromix 27
Pharma 24 TSG with feeder platforms
28 Polychromix 28
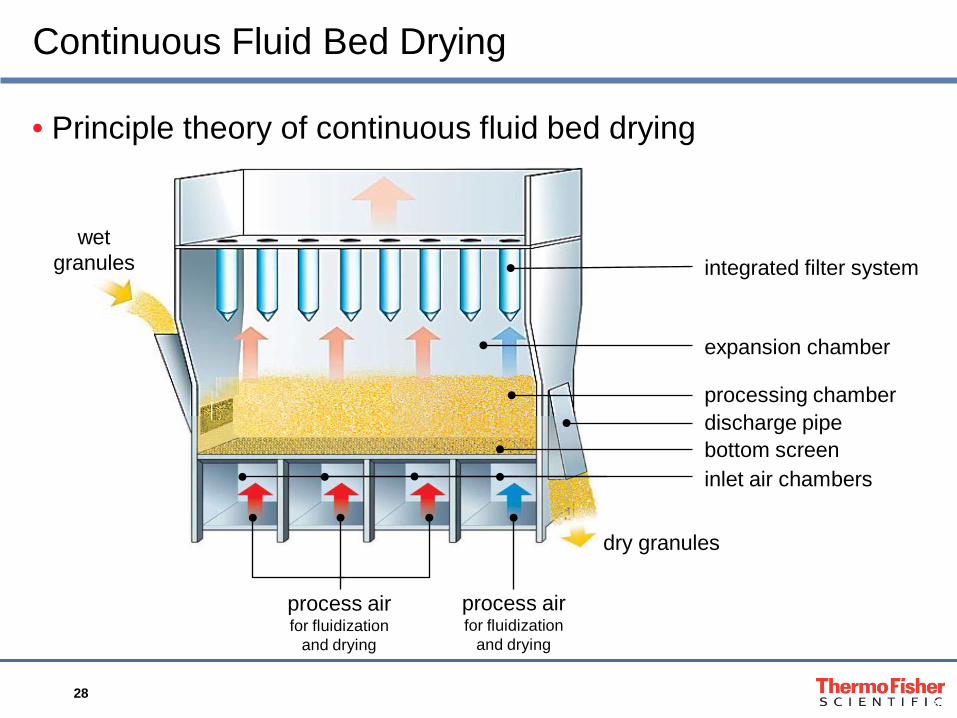
Continuous Fluid Bed Drying
• Principle theory of continuous fluid bed drying
wet granules
process air for fluidization
and drying
dry granules
expansion chamber
processing chamber
inlet air chambers bottom screen discharge pipe
integrated filter system
process air for fluidization
and drying
29 Polychromix 29
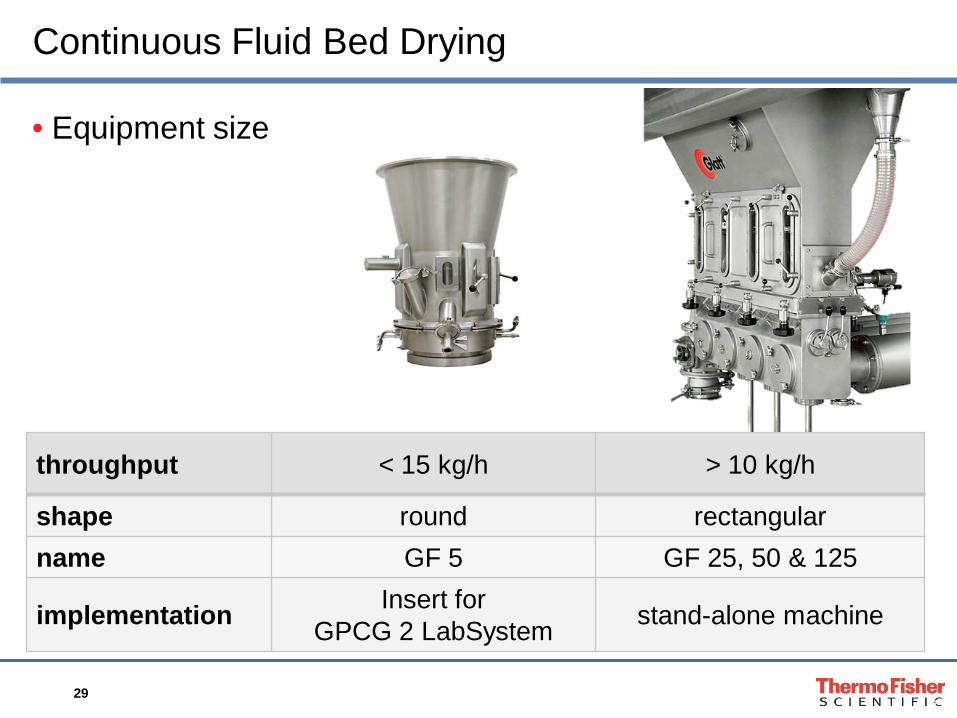
Continuous Fluid Bed Drying
• Equipment size
throughput < 15 kg/h > 10 kg/h
shape round rectangular name GF 5 GF 25, 50 & 125
implementation Insert for GPCG 2 LabSystem stand-alone machine
30 Polychromix 30
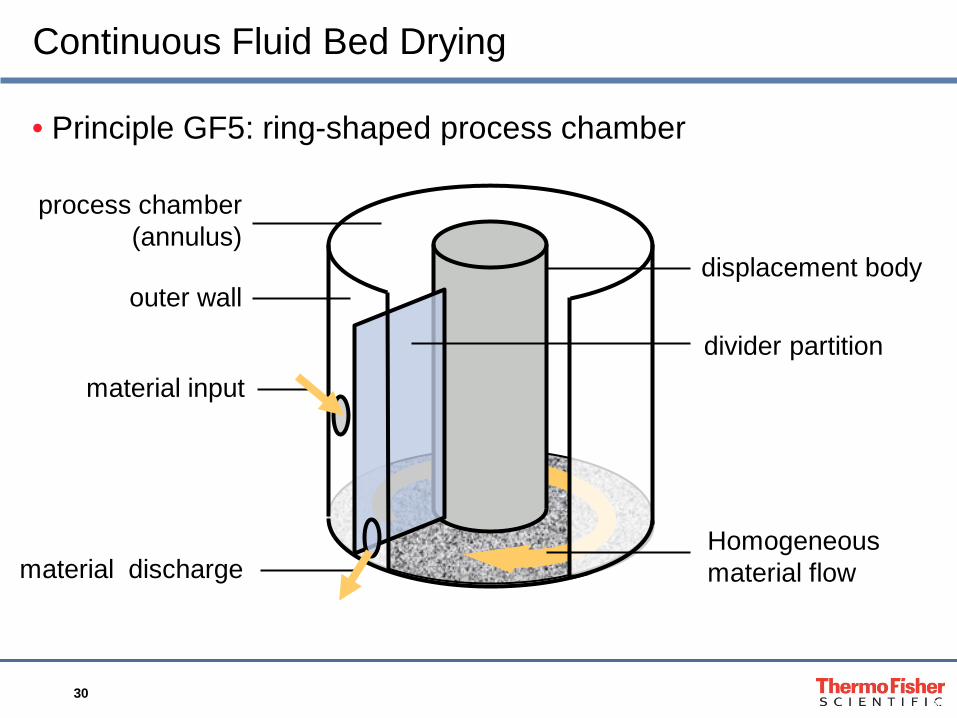
Continuous Fluid Bed Drying
• Principle GF5: ring-shaped process chamber
material input
material discharge
outer wall
process chamber (annulus)
displacement body
divider partition
Homogeneous material flow
31 Polychromix 31
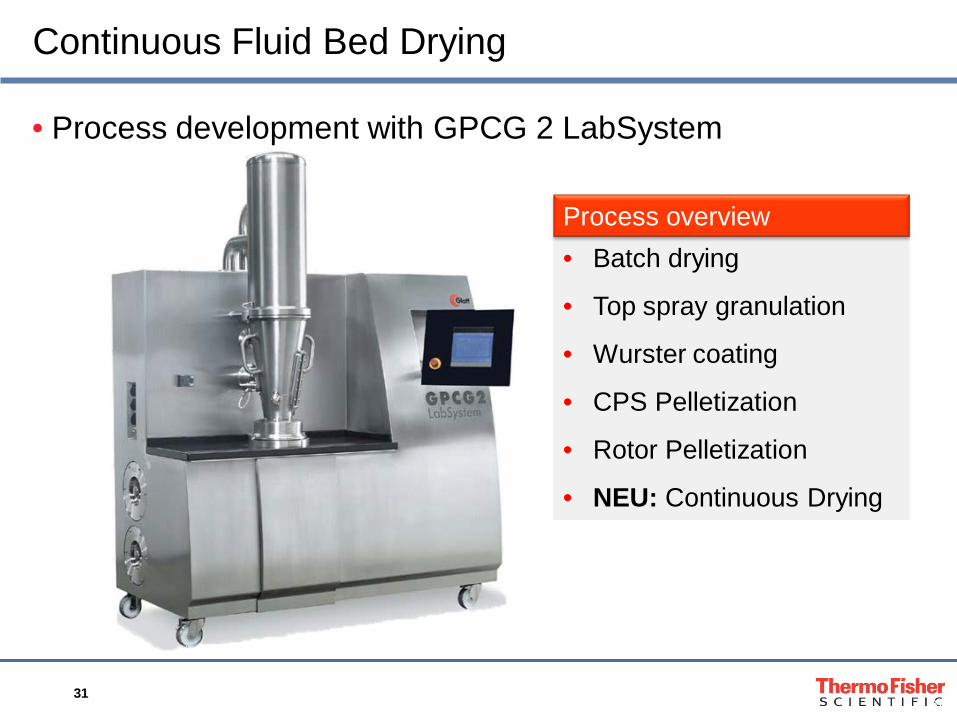
Continuous Fluid Bed Drying
• Process development with GPCG 2 LabSystem
• Batch drying
• Top spray granulation
• Wurster coating
• CPS Pelletization
• Rotor Pelletization
• NEU: Continuous Drying
Process overview
32 Polychromix 32
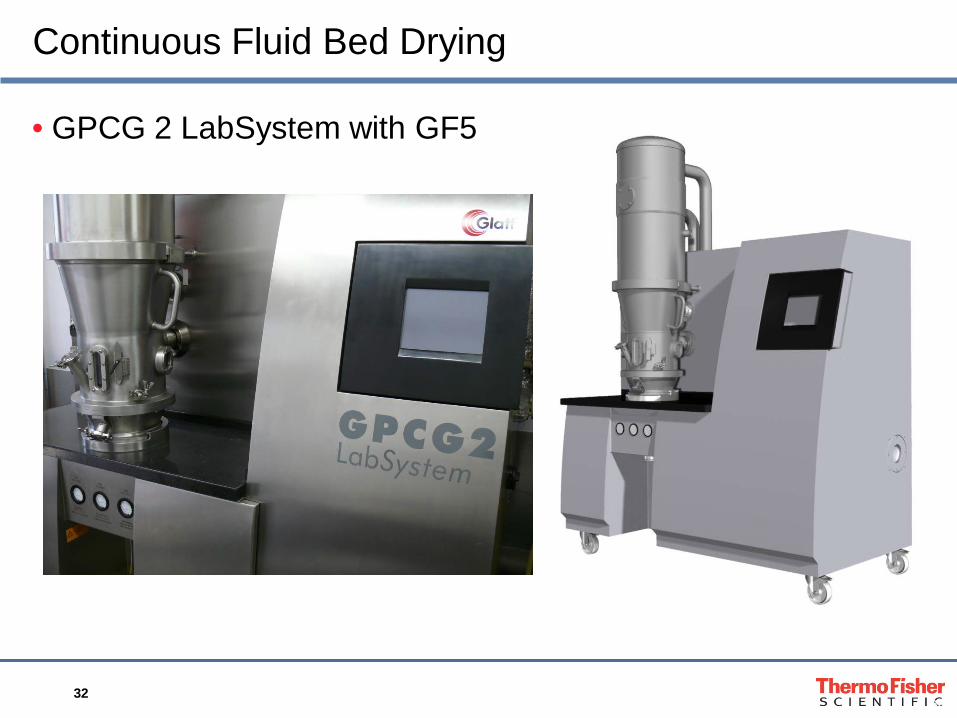
Continuous Fluid Bed Drying
• GPCG 2 LabSystem with GF5
33 Polychromix 33
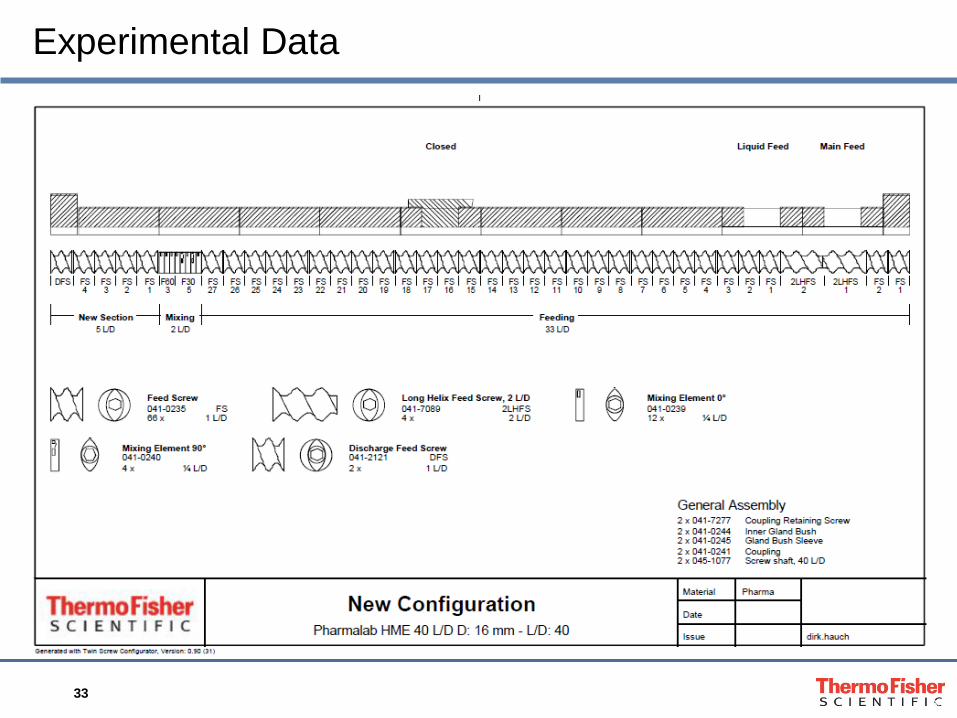
Experimental Data
34 Polychromix 34
Experimental Data
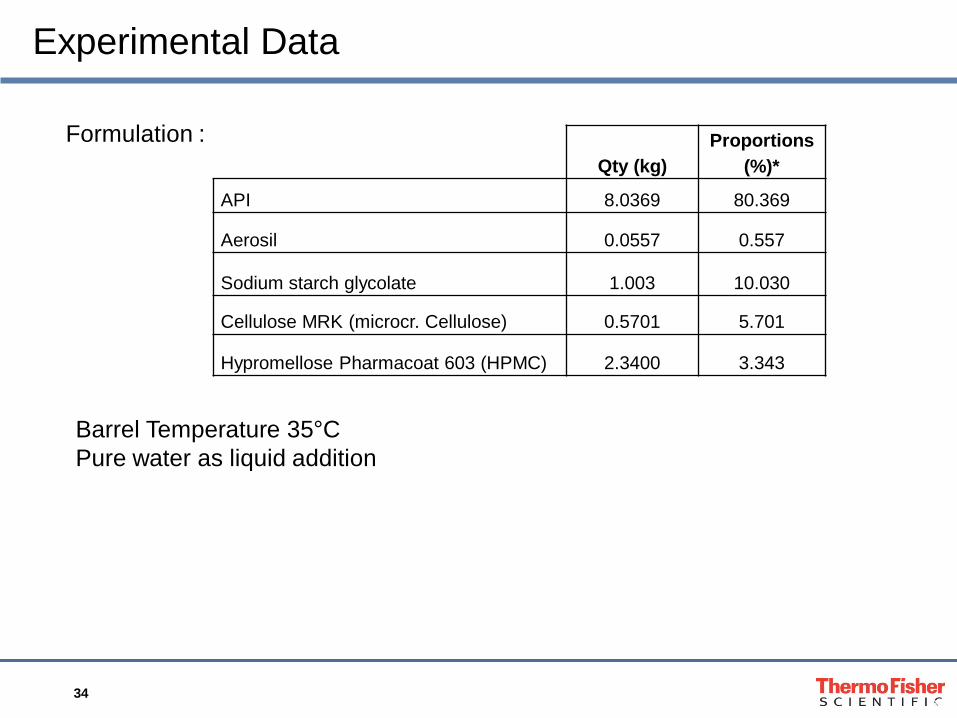
Formulation : Qty (kg)
Proportions (%)*
API 8.0369 80.369
Aerosil 0.0557 0.557
Sodium starch glycolate 1.003 10.030
Cellulose MRK (microcr. Cellulose) 0.5701 5.701
Hypromellose Pharmacoat 603 (HPMC) 2.3400 3.343
Barrel Temperature 35°C Pure water as liquid addition
35 Polychromix 35
Experimental Data
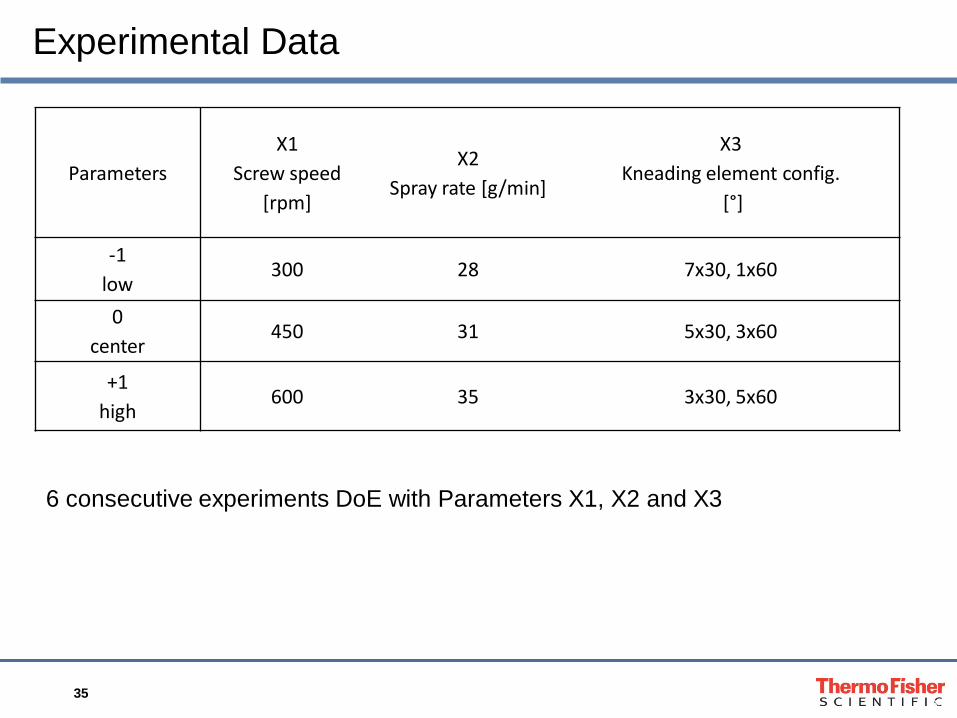
Parameters X1
Screw speed [rpm]
X2 Spray rate [g/min]
X3 Kneading element config.
[°]
-1 low
300 28 7x30, 1x60
0 center
450 31 5x30, 3x60
+1 high
600 35 3x30, 5x60
6 consecutive experiments DoE with Parameters X1, X2 and X3
36 Polychromix 36
Experimental Data
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
2,0
0 200 400 600 800 1000 1200 1400 1600 1800 2000
Ver
teilu
ngsd
icht
e / d
istr
ibut
ion
dens
ity
q3 [*
1000
/µm
]
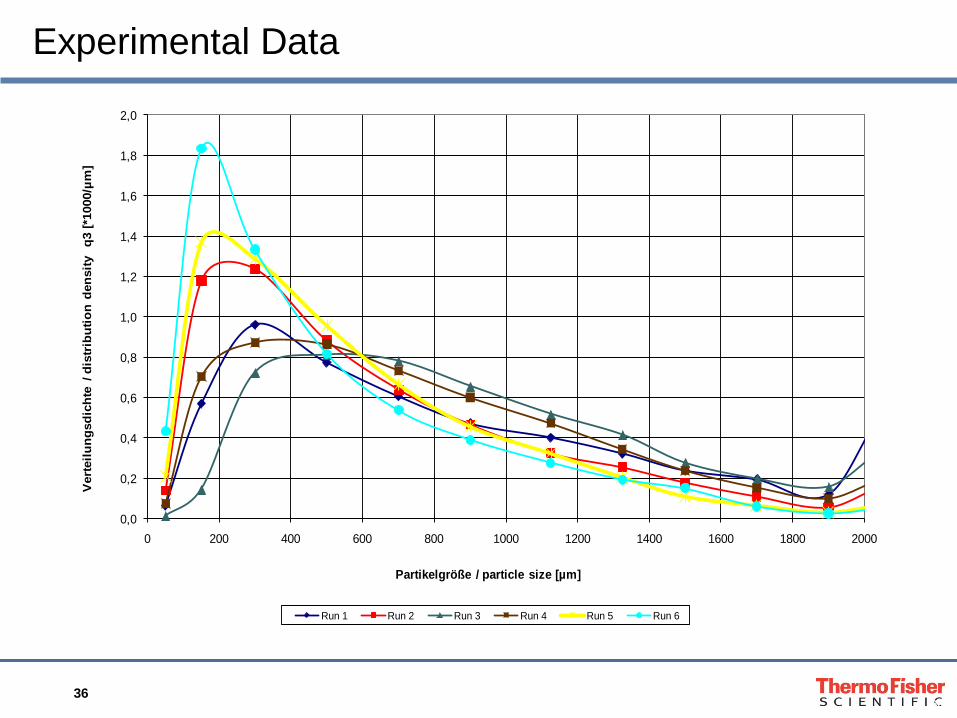
Partikelgröße / particle size [µm]
Run 1 Run 2 Run 3 Run 4 Run 5 Run 6
37 Polychromix 37
Achema 2012 Set-Up
• Achema • 18th – 22nd July, Frankfurt (Germany) • Hall 3.0 Booth F1
• Pharma 16 TSG • GPCG2 with GF-5
38 Polychromix 38
Thank you for your attention !
Any questions ?
Looking forward to see you at Achema !