continuous pyrolysis equipmentpyrolys.net/xaren.pdf · continuous pyrolysis equipment green waste...
TRANSCRIPT
www.pyrolys.net
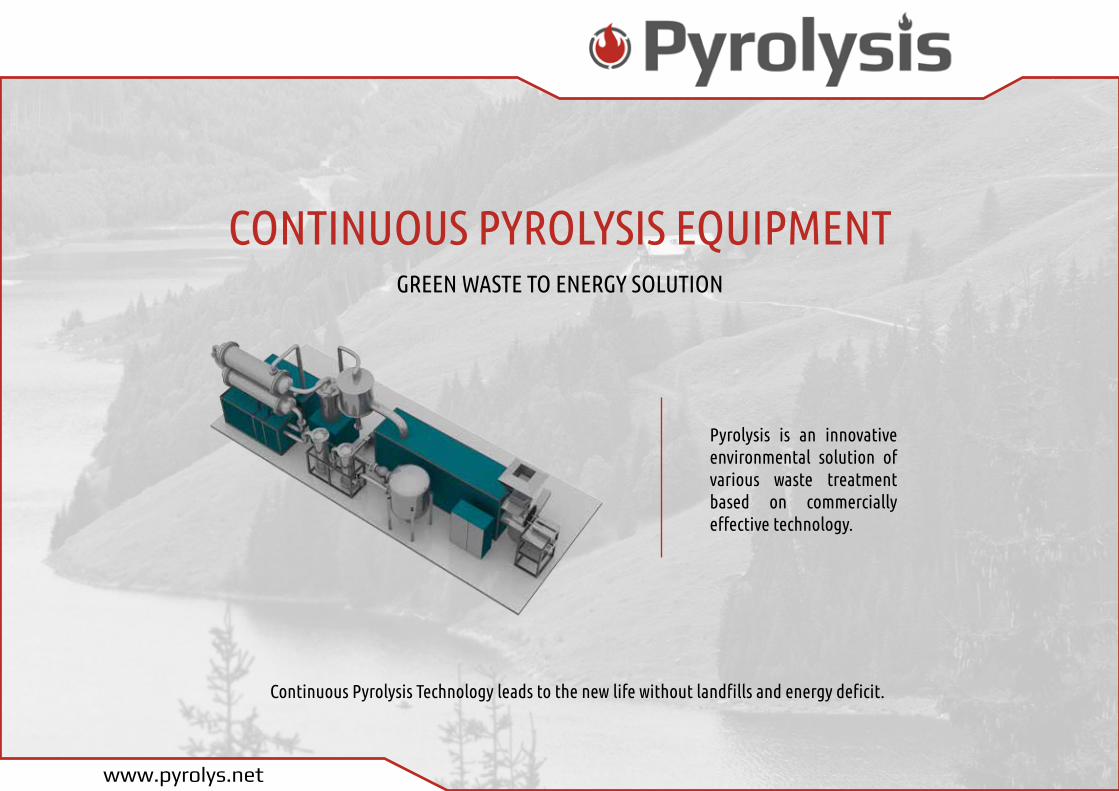
CONTINUOUS PYROLYSIS EQUIPMENT
GREEN WASTE TO ENERGY SOLUTION
Pyrolysis is an innovative environmental solution of various waste treatment based on commercially effective technology.
Continuous Pyrolysis Technology leads to the new life without landfills and energy deficit.
www.pyrolys.net
TWO PROBLEMS, ONE SOLUTION
The waste management problem became one of the most important environmental issues after the artificial materials became widely distributed, as the waste remain dumped for tens and hundreds of years poisoning soil, water and air. Inappropriate placement of toxic materials causes the infectious diseases in developing countries. The situation gravity is compounded by the landfills conflagration because of the high temperature in the hot seasons. Therefore, the waste management attracts the worldwide interest.
The Polvax-Ukraine continuous pyrolysis technology of waste recycling contributes to not only solving the environmental issues but also to solving the energy deficit problem.
The proposed equipment is compared to a small oil refining facility, however virtually worthless raw materials (municipal and industrial waste) are used instead of expensive oil. The equipment allows producing biooil and biogas, heat and electric power generation, reusing of industrial waste and also eliminating the necessity to use landfills and dumps for unsorted MSW (municipal solid waste).
www.pyrolys.net
PROJECT OF CONTINUOUS PYROLYSIS WASTE RECYCLING
PYROLYSIS project has been started in early 2000. Polvax-Ukraine, well-known initiator of environmental projects and innovations’ investigation, has presented a unique low-temperature pyrolysis technology of waste recycling with power generation.
Owing to the efforts of experienced engineers, designers and technicians, waste processing equipment has been modernized to increase the pyrolysis products efficiency and to recycle different types of waste materials. The continuous pyrolysis equipment complexes are successfully functioning in Ukraine, Bulgaria, Russia and Australia.
Waste management project PYROLYSIS is aimed at:
• Design, production and installation of complex pyrolysis equipment for different types of waste treatment;
• Development of innovative eco-friendly waste recycling technologies;
• Commercially effective production of biofuel, heat and electric energy;
• Research and production of the effective biochar fertilizer as a pyrolysis product.
www.pyrolys.net
The waste recycling equipment complex allows solving a number of problems:• full waste reprocessing (no pre-sorting, no toxic atmospheric emissions, no solid residues requiring dumping);
• fuel production (synthetic oil, boiler fuel, diesel fuel etc.) that meets the requirements for the ‘green tariff’ power and heat generation;
• generation of pure heat or electric energy;
• fast cost-recovery (near 3,5 years, IRR 35%);
• low operational costs due to maximal utilization of own resources and waste heat;
• ensured attractive and stable investments in the sector;
• high productivity and economic efficiency (utilization of one ton of MSW is equal to 320-350 m3 of natural gas).
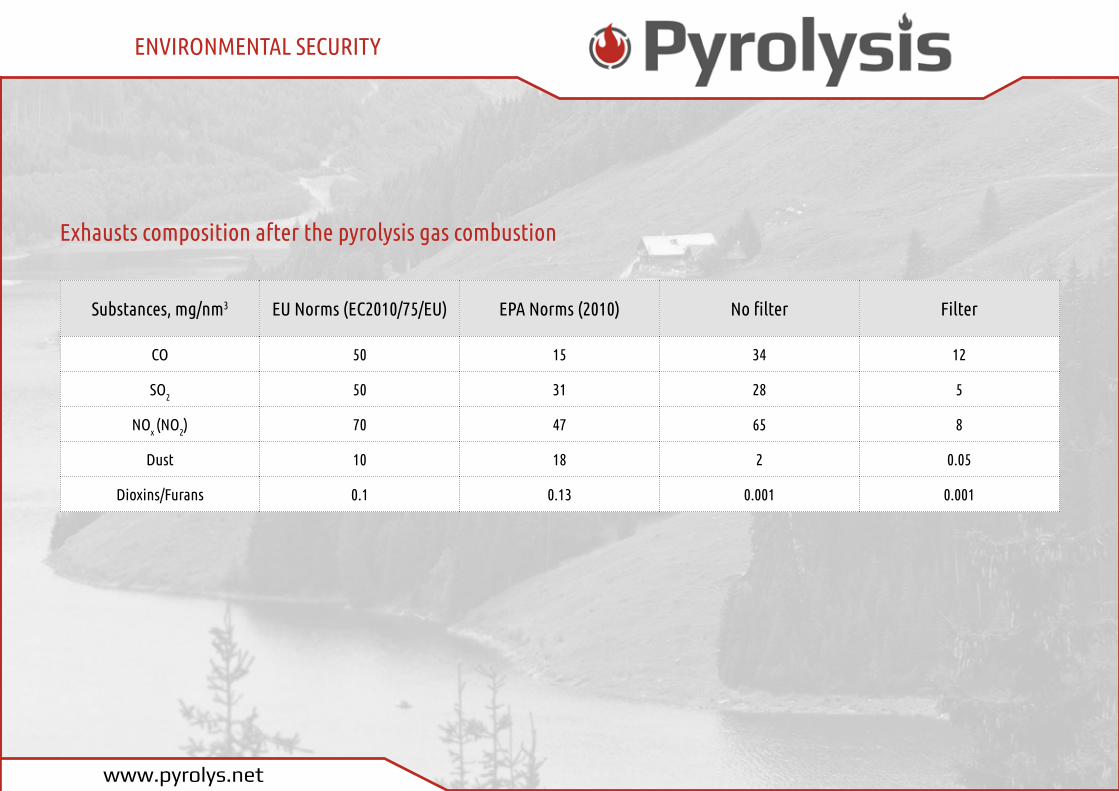
Exhausts composition after the pyrolysis gas combustion
Substances, mg/nm3 EU Norms (ЕС2010/75/EU) EPA Norms (2010) No filter Filter
CO 50 15 34 12
SO2 50 31 28 5
NOx (NO2) 70 47 65 8
Dust 10 18 2 0.05
Dioxins/Furans 0.1 0.13 0.001 0.001
ENVIRONMENTAL SECURITY
www.pyrolys.net
www.pyrolys.net
Based on the tests results the pyrolysis equipment has demonstrated completely satisfactory results regarding compliance to the EU and the US standards by wide margins. This fact helps reducing risks of the equipment compatibility with the standards in the future given tightening environmental regulations.
Based on the sanitary-epidemiological examination dated 12/01/2011 results, the Continuous pyrolysis waste reprocessing equipment met the existing requirements of Ukrainian sanitary regulations.
COMPLEX EQUIPMENT MODIFICATIONS
www.pyrolys.net
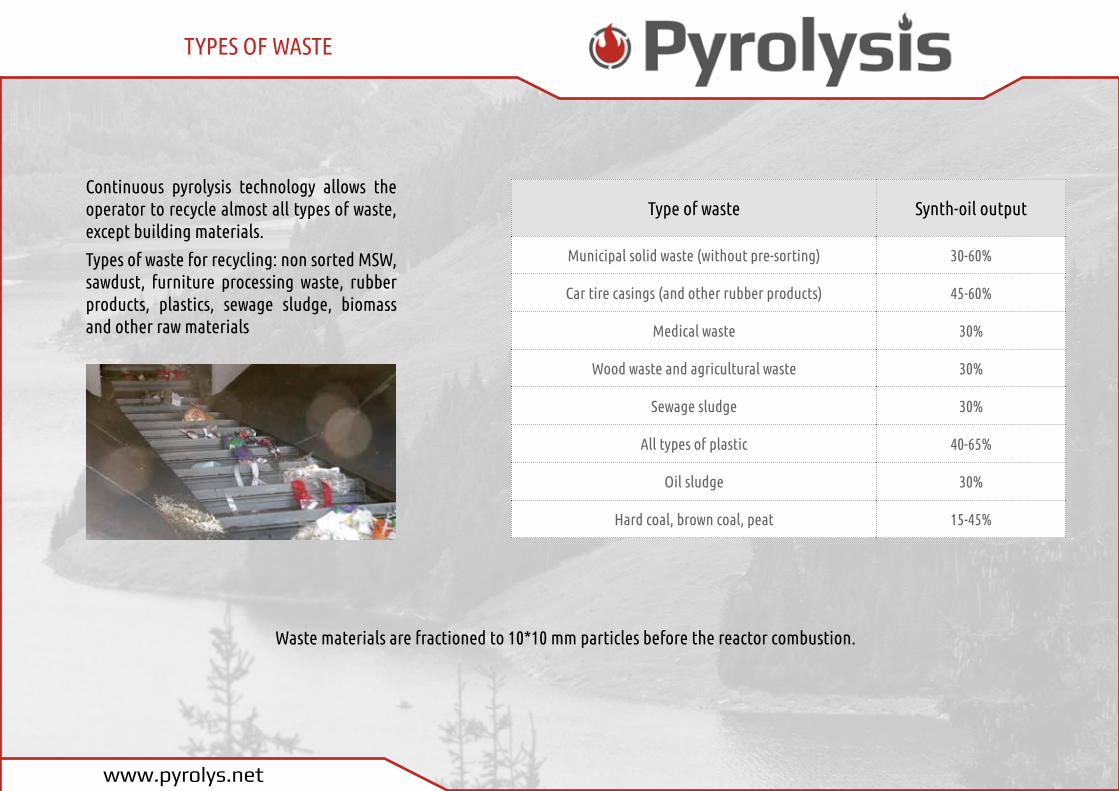
Type of waste Synth-oil output
Municipal solid waste (without pre-sorting) 30-60%
Car tire casings (and other rubber products) 45-60%
Medical waste 30%
Wood waste and agricultural waste 30%
Sewage sludge 30%
All types of plastic 40-65%
Oil sludge 30%
Hard coal, brown coal, peat 15-45%
Types of waste for recycling: non sorted MSW, sawdust, furniture processing waste, rubber products, plastics, sewage sludge, biomass and other raw materials
Waste materials are fractioned to 10*10 mm particles before the reactor combustion.
TYPES OF WASTE
Continuous pyrolysis technology allows the operator to recycle almost all types of waste, except building materials.
www.pyrolys.net
Complex pyrolysis equipment is the unique product of the international scientific cooperation. The European waste management experience helped the developers of Polvax-Ukraine team to design the optimal equipment models (environmental and profitable). Nowadays the world leaders of waste to energy management are Germany, Sweden, Austria and South Korea. The pyrolysis waste recycling technology catches also the interest of Middle Asia and North Africa communities.
WASTE MANAGEMENT IN SWEDENSweden is already an environmental leader with its plans to be 100% fossil fuel-free by 2050. It offers innovative solutions and extensive know-how in waste collection and recycling. Sweden has efficient waste management systems in place and municipal waste in landfills is almost non-existent. About 99% of all household waste is recycled and a process, called WASTE-TO-ENERGY, generates electricity from about 50% of the country’s garbage.
Garbage that is sorted for WTE plants is burned to produce steam, which is then used to spin turbines and generate electricity. Sweden is so proficient at its waste management practices that it actually imports 800,000 tons of rubbish from nearby countries to its 32 WTE plants.Government support of waste management projects led the country to capital increasing and citizen payment for municipal services decreasing. Paying for waste treatment Swedes also provides heat and electric energy to their houses.
INTERNATIONAL EXPERIENCE
www.pyrolys.net
COMPLEX EQUIPMENT MODIFICATIONS
Equipment complexes are designed according to preferable output products request, raw material characteristics and individual production parameters.
CONDITIONS AND REQUIREMENTS
• The electric power and water supply is inquired for proper pyrolysis plant functioning.
• The electricity power consumption of the pyrolysis plant – max. 210 kW/hour, average 60 kW/hour.
• The inquired staff for proper continuous pyrolysis plant functioning consists of 9 workers (3 day shifts, 1 engineer and 2 operators every day).
• The footprint of the pyrolysis plant is 600-900 m2
• The period of the equipment preparation and delivering is 180 days.
• The period of setting equipment into operation is less than 1 month.
COMPLEX EQUIPMENT MODIFICATIONSdue to input raw material capability:
• 1,5 t/hour (36 t/day)
• 2,5 t/hour (60 t/day)
www.pyrolys.net
A technological advantage of proposed waste reprocessing equipment complex is in applying a continuous pyrolysis process, when the waste is being decomposed under the low temperature conditions (450-650 ⁰C) in oxygen free atmosphere and its further transformation into a biooil, biogas and solid carbon residue. During the waste recycling process a large amount of waste heat is generated, which can be used for heating purposes.
The biooil and biogas can be further used for electric power generation (additional equipment needed). The waste reprocessing technical process provides full dioxins and furans decomposition and their absence both in atmospheric emissions and in carbon residues. The amount of waste needed to be dumped after the reprocessing is reduced by 90-98%. In case of further carbon use, e.g. as a material for asphalt pavements production or as a solid fuel, a 100% waste reprocessing level is reachable.
TECHNOLOGICAL CHARACTERISATION
CONTROL AND MONITOR SYSTEM
The complex pyrolysis installation is equipped with temperature and pressure sensors to monitor the exhausts. The control system of the burner is automatic. The screw driver of the reactor block is equipped with frequency converters to adjust the screw rotational speed. The automatic control system keeps track of all extraordinary situations and signals to the operator, the protection system is activated at emergency higher limits. All the control devices are placed in the separate control cabinet. The control cabinet is equipped with ground connection system and the emergency stop button.
www.pyrolys.net
MSW RECYCLING PROCESS DESCRIPTION
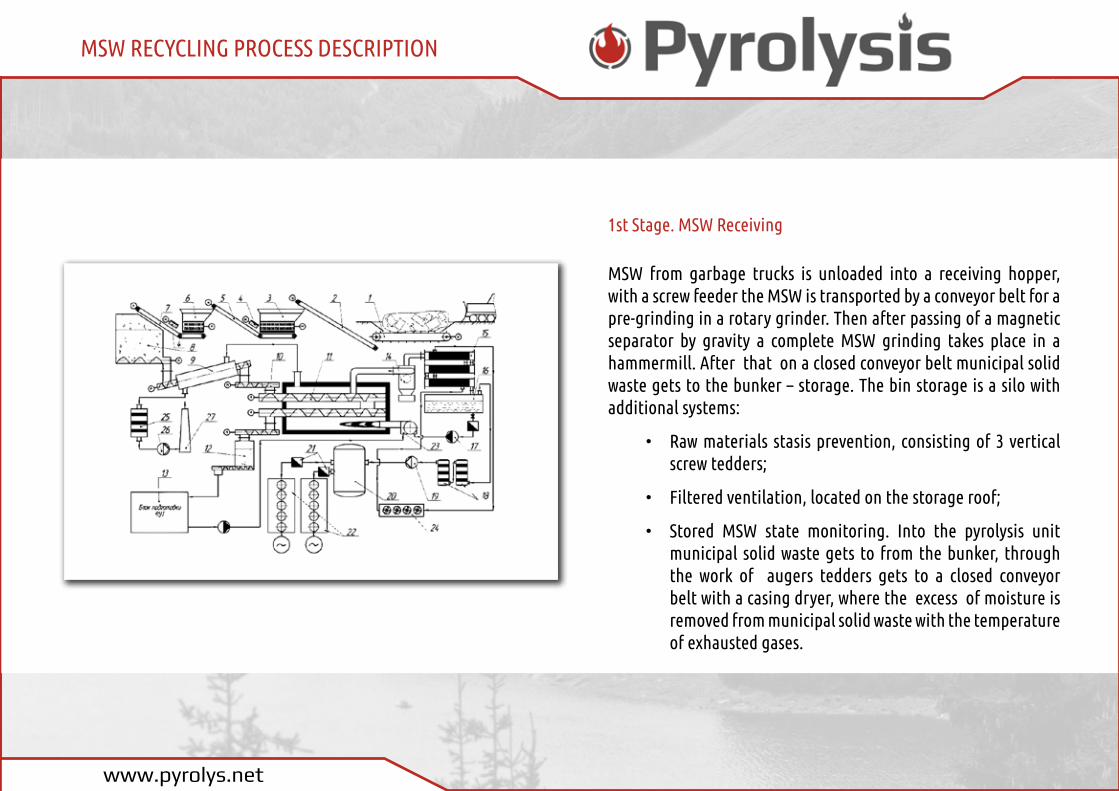
1st Stage. MSW Receiving
MSW from garbage trucks is unloaded into a receiving hopper, with a screw feeder the MSW is transported by a conveyor belt for a pre-grinding in a rotary grinder. Then after passing of a magnetic separator by gravity a complete MSW grinding takes place in a hammermill. After that on a closed conveyor belt municipal solid waste gets to the bunker – storage. The bin storage is a silo with additional systems:
• Raw materials stasis prevention, consisting of 3 vertical screw tedders;
• Filtered ventilation, located on the storage roof;
• Stored MSW state monitoring. Into the pyrolysis unit municipal solid waste gets to from the bunker, through the work of augers tedders gets to a closed conveyor belt with a casing dryer, where the excess of moisture is removed from municipal solid waste with the temperature of exhausted gases.
www.pyrolys.net
MSW RECYCLING PROCESS DESCRIPTION
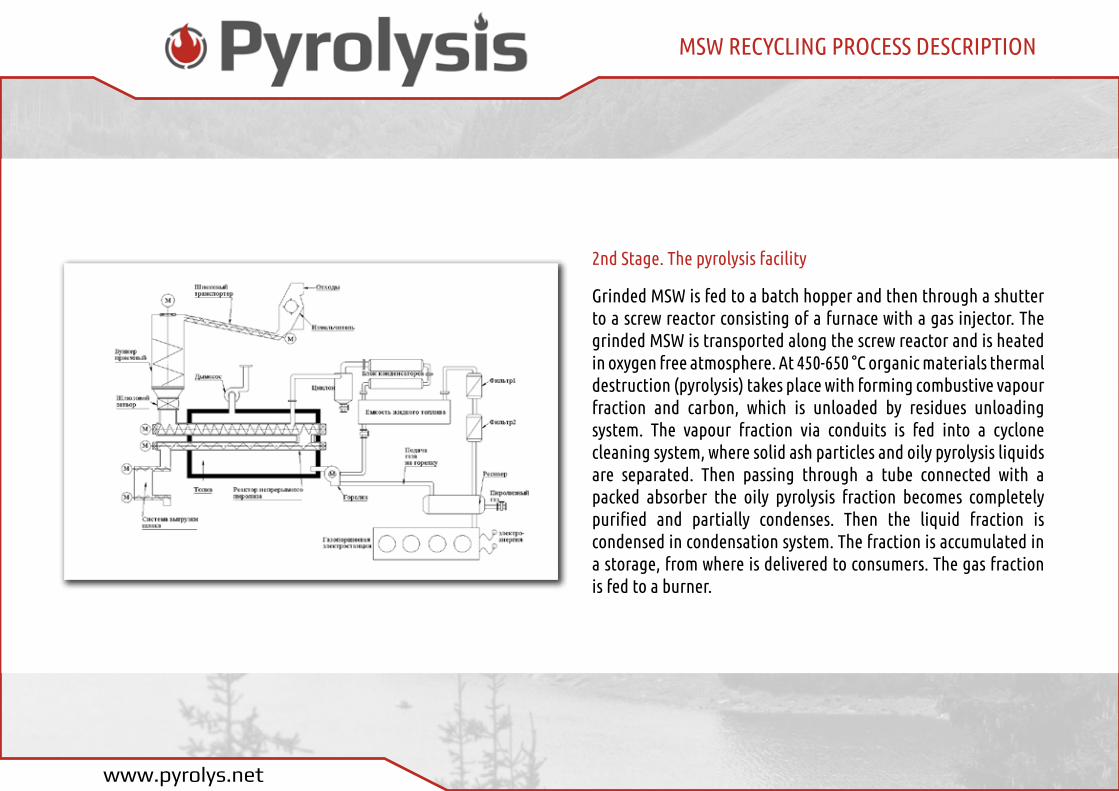
2nd Stage. The pyrolysis facility
Grinded MSW is fed to a batch hopper and then through a shutter to a screw reactor consisting of a furnace with a gas injector. The grinded MSW is transported along the screw reactor and is heated in oxygen free atmosphere. At 450-650 °C organic materials thermal destruction (pyrolysis) takes place with forming combustive vapour fraction and carbon, which is unloaded by residues unloading system. The vapour fraction via conduits is fed into a cyclone cleaning system, where solid ash particles and oily pyrolysis liquids are separated. Then passing through a tube connected with a packed absorber the oily pyrolysis fraction becomes completely purified and partially condenses. Then the liquid fraction is condensed in condensation system. The fraction is accumulated in a storage, from where is delivered to consumers. The gas fraction is fed to a burner.
www.pyrolys.net
MSW RECYCLING PROCESS DESCRIPTION
3rd Stage. Power generation
From the receiver the purified biogas and biooil is fed to heat boiler and then generated steam is spinning the electric generator.
4th Stage. Exhaust gases purification
The flue gases pass a multi-stage purification system, where by passing several filtration stages become environmentally safe and only then are exhausted into atmosphere. The flue gases used for reactor heating and temperature sustaining then also pass to a recovery boiler and after cooling pass the purification system.
www.pyrolys.net
MAIN EQUIPMENT ELEMENTS
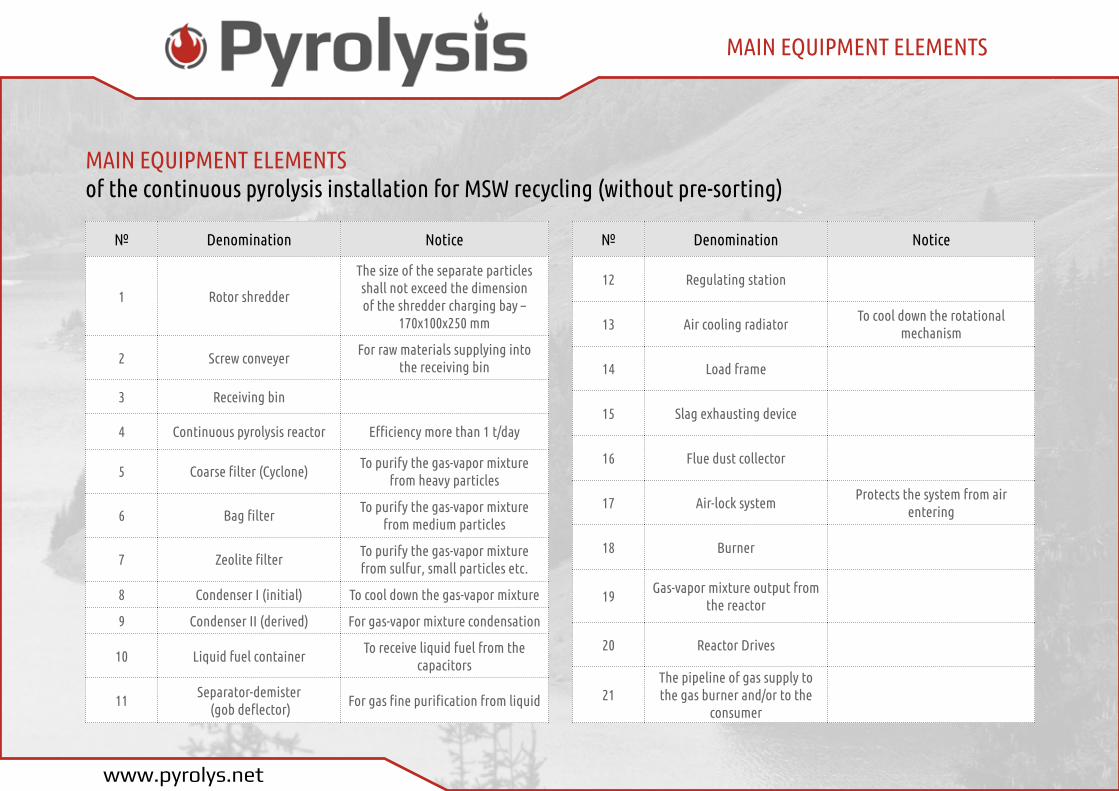
1 Rotor shredder
The size of the separate particles shall not exceed the dimension of the shredder charging bay –
170х100х250 mm
2 Screw conveyerFor raw materials supplying into
the receiving bin
3 Receiving bin
4 Continuous pyrolysis reactor Efficiency more than 1 t/day
5 Coarse filter (Cyclone)To purify the gas-vapor mixture
from heavy particles
6 Bag filterTo purify the gas-vapor mixture
from medium particles
7 Zeolite filterTo purify the gas-vapor mixture from sulfur, small particles etc.
8 Condenser I (initial) To cool down the gas-vapor mixture
9 Condenser II (derived) For gas-vapor mixture condensation
10 Liquid fuel containerTo receive liquid fuel from the
capacitors
11Separator-demister
(gob deflector)For gas fine purification from liquid
12 Regulating station
13 Air cooling radiatorTo cool down the rotational
mechanism
14 Load frame
15 Slag exhausting device
16 Flue dust collector
17 Air-lock systemProtects the system from air
entering
18 Burner
19Gas-vapor mixture output from
the reactor
20 Reactor Drives
21The pipeline of gas supply to the gas burner and/or to the
consumer
MAIN EQUIPMENT ELEMENTSof the continuous pyrolysis installation for MSW recycling (without pre-sorting)
№ Denomination Notice№ Denomination Notice
www.pyrolys.net
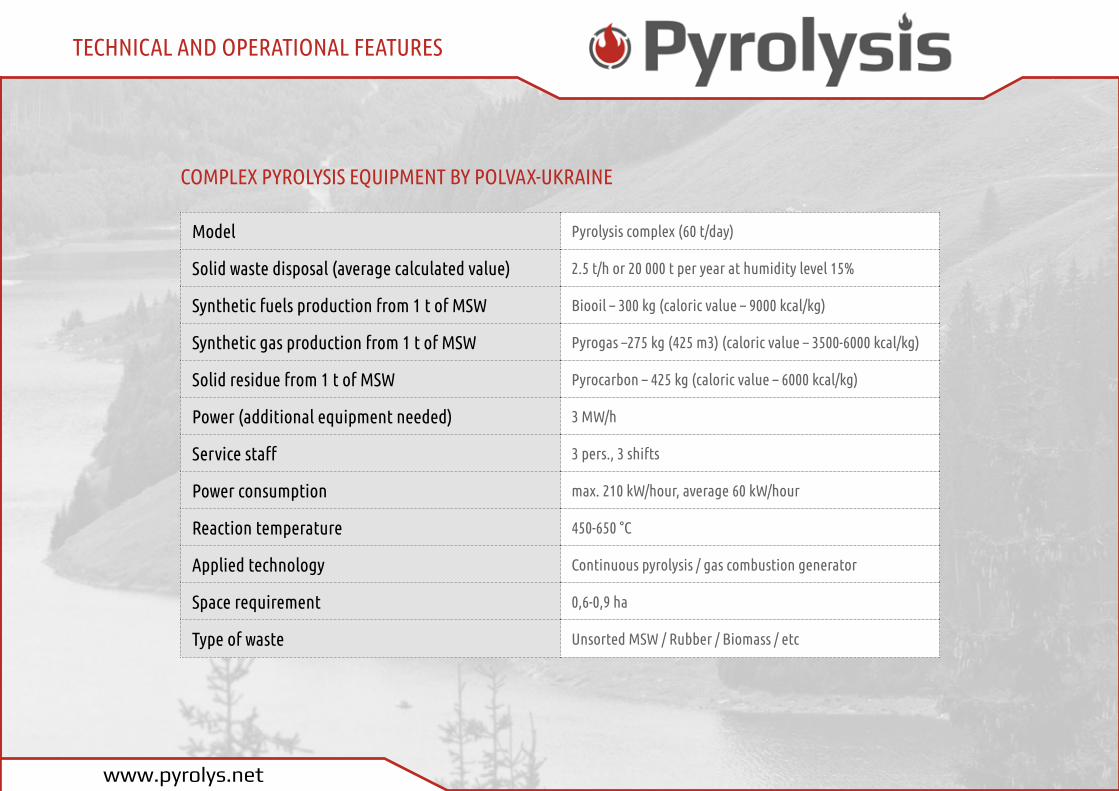
COMPLEX PYROLYSIS EQUIPMENT BY POLVAX-UKRAINE
Model Pyrolysis complex (60 t/day)
Solid waste disposal (average calculated value) 2.5 t/h or 20 000 t per year at humidity level 15%
Synthetic fuels production from 1 t of MSW Biooil – 300 kg (caloric value – 9000 kcal/kg)
Synthetic gas production from 1 t of MSW Pyrogas –275 kg (425 m3) (caloric value – 3500-6000 kcal/kg)
Solid residue from 1 t of MSW Pyrocarbon – 425 kg (caloric value – 6000 kcal/kg)
Power (additional equipment needed) 3 MW/h
Service staff 3 pers., 3 shifts
Power consumption max. 210 kW/hour, average 60 kW/hour
Reaction temperature 450-650 °С
Applied technology Continuous pyrolysis / gas combustion generator
Space requirement 0,6-0,9 hа
Type of waste Unsorted MSW / Rubber / Biomass / etc
TECHNICAL AND OPERATIONAL FEATURES
www.pyrolys.net
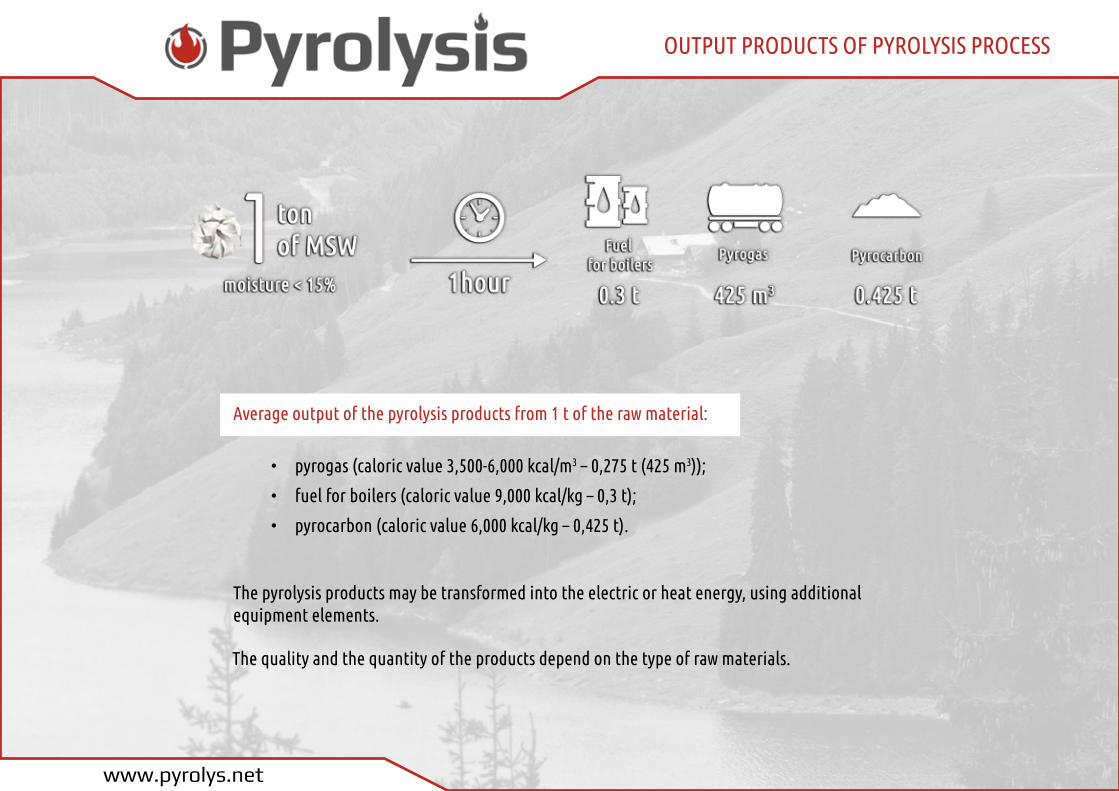
The quality and the quantity of the products depend on the type of raw materials.
OUTPUT PRODUCTS OF PYROLYSIS PROCESS
Average output of the pyrolysis products from 1 t of the raw material:
• pyrogas (caloric value 3,500-6,000 kcal/m3 – 0,275 t (425 m3));
• fuel for boilers (caloric value 9,000 kcal/kg – 0,3 t);
• pyrocarbon (caloric value 6,000 kcal/kg – 0,425 t).
The pyrolysis products may be transformed into the electric or heat energy, using additional equipment elements.
www.pyrolys.net
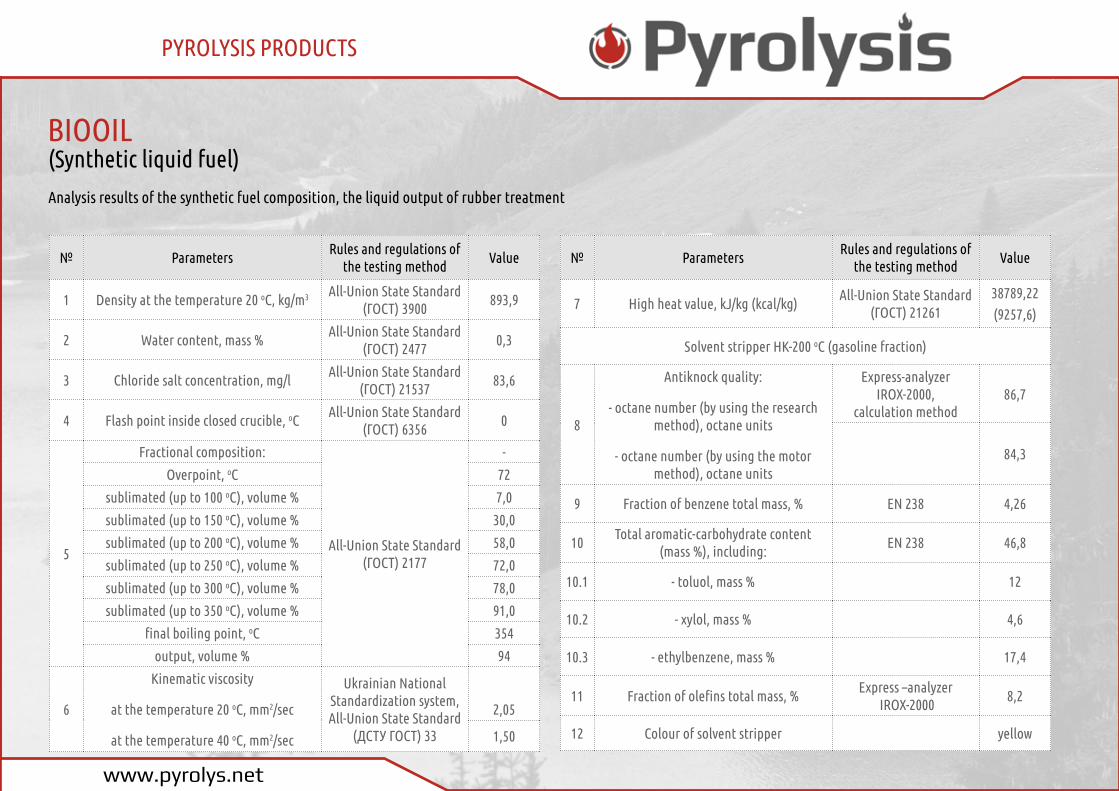
1 Density at the temperature 20 оС, kg/m3 All-Union State Standard (ГОСТ) 3900
893,9
2 Water content, mass %All-Union State Standard
(ГОСТ) 24770,3
3 Chloride salt concentration, mg/lAll-Union State Standard
(ГОСТ) 2153783,6
4 Flash point inside closed crucible, оСAll-Union State Standard
(ГОСТ) 63560
5
Fractional composition:
All-Union State Standard (ГОСТ) 2177
-
Overpoint, оС 72
sublimated (up to 100 оС), volume % 7,0
sublimated (up to 150 оС), volume % 30,0
sublimated (up to 200 оС), volume % 58,0
sublimated (up to 250 оС), volume % 72,0
sublimated (up to 300 оС), volume % 78,0
sublimated (up to 350 оС), volume % 91,0
final boiling point, оС 354
output, volume % 94
6
Kinematic viscosity
at the temperature 20 оС, mm2/sec
at the temperature 40 оС, mm2/sec
Ukrainian National Standardization system, All-Union State Standard
(ДСТУ ГОСТ) 33
2,05
1,50
(Synthetic liquid fuel)
7 High heat value, kJ/kg (kcal/kg)All-Union State Standard
(ГОСТ) 2126138789,22(9257,6)
Solvent stripper НК-200 оС (gasoline fraction)
8
Antiknock quality:
- octane number (by using the research method), octane units
- octane number (by using the motor method), octane units
Express-analyzerIROX-2000,
calculation method86,7
84,3
9 Fraction of benzene total mass, % EN 238 4,26
10Total aromatic-carbohydrate content
(mass %), including:EN 238 46,8
10.1 - toluol, mass % 12
10.2 - xylol, mass % 4,6
10.3 - ethylbenzene, mass % 17,4
11 Fraction of olefins total mass, %Express –analyzer
IROX-20008,2
12 Colour of solvent stripper yellow
Analysis results of the synthetic fuel composition, the liquid output of rubber treatment
№ ParametersRules and regulations of
the testing methodValue № Parameters
Rules and regulations of the testing method
Value
PYROLYSIS PRODUCTS
BIOOIL
www.pyrolys.net
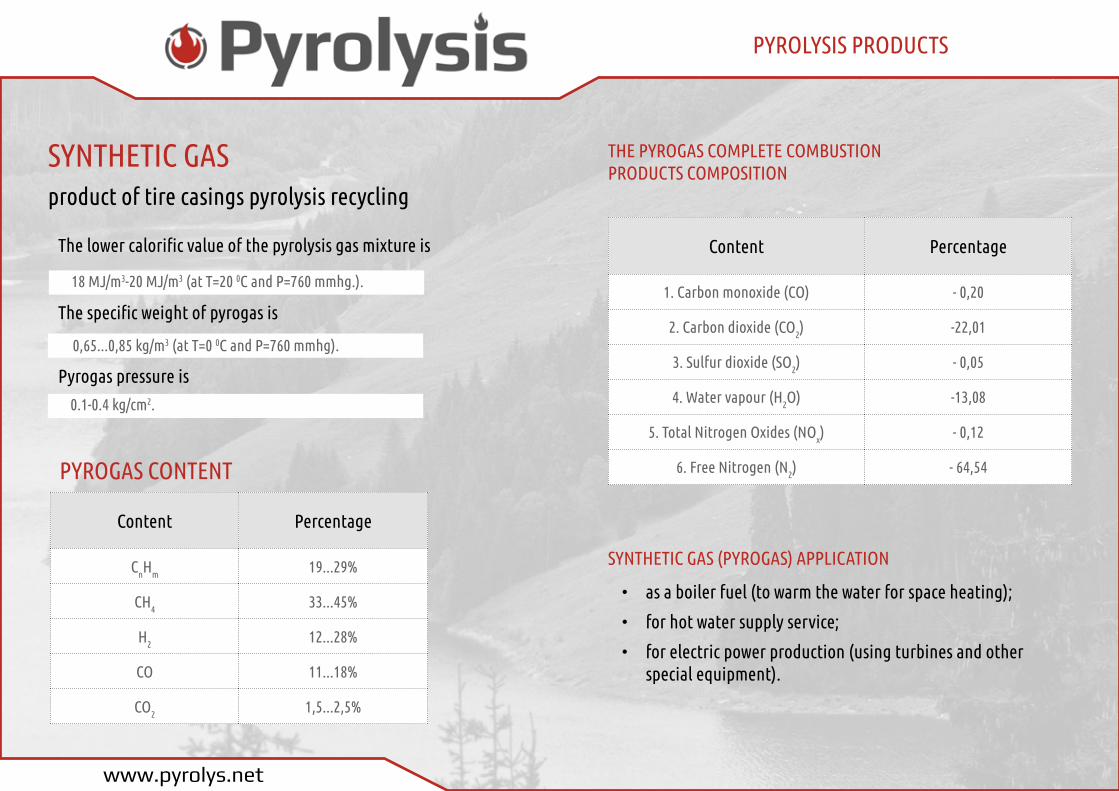
The lower calorific value of the pyrolysis gas mixture is
The specific weight of pyrogas is
Pyrogas pressure is
Content Percentage
1. Carbon monoxide (СО) - 0,20
2. Carbon dioxide (СО2) -22,01
3. Sulfur dioxide (SО2) - 0,05
4. Water vapour (Н2О) -13,08
5. Total Nitrogen Oxides (NOx) - 0,12
6. Free Nitrogen (N2) - 64,54
SYNTHETIC GASproduct of tire casings pyrolysis recycling
PYROLYSIS PRODUCTS
18 MJ/m3-20 MJ/m3 (at T=20 0C and P=760 mmhg.).
Content Percentage
СnНm 19...29%
СH4 33...45%
Н2 12...28%
СО 11...18%
СО2 1,5...2,5%
PYROGAS CONTENT
0,65...0,85 kg/m3 (at T=0 0C and P=760 mmhg).
0.1-0.4 kg/сm2.
SYNTHETIC GAS (PYROGAS) APPLICATION
• as a boiler fuel (to warm the water for space heating);
• for hot water supply service;
• for electric power production (using turbines and other special equipment).
THE PYROGAS COMPLETE COMBUSTION PRODUCTS COMPOSITION
www.pyrolys.net
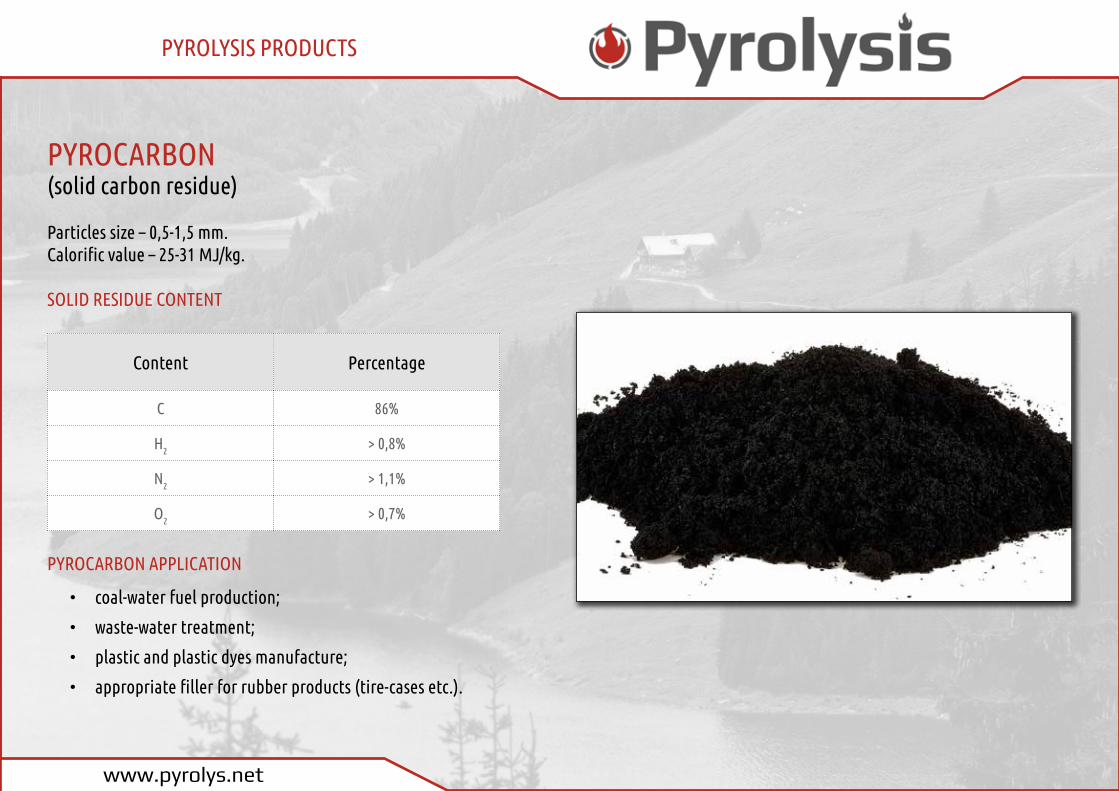
PYROCARBON(solid carbon residue)
Particles size – 0,5-1,5 mm.Calorific value – 25-31 МJ/kg.
SOLID RESIDUE CONTENT
Content Percentage
С 86%
H2 > 0,8%
N2 > 1,1%
О2 > 0,7%
PYROCARBON APPLICATION
• coal-water fuel production;
• waste-water treatment;
• plastic and plastic dyes manufacture;
• appropriate filler for rubber products (tire-cases etc.).
PYROLYSIS PRODUCTS
www.pyrolys.net
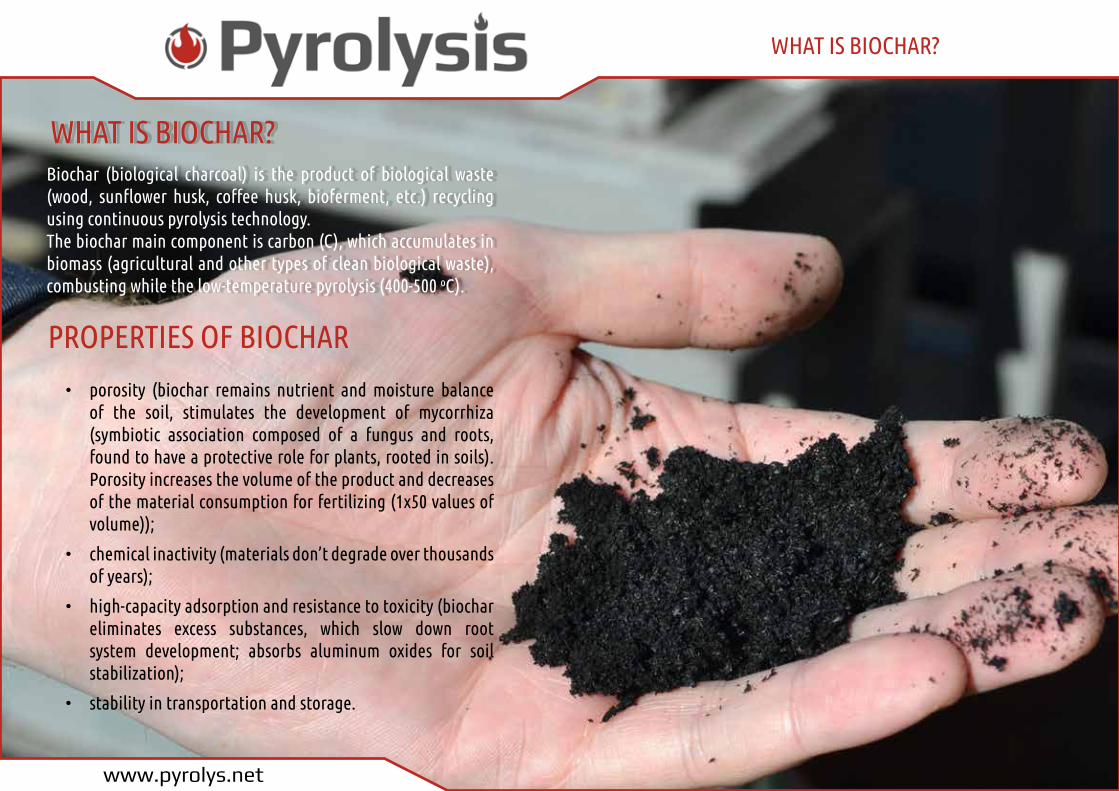
Biochar (biological charcoal) is the product of biological waste (wood, sunflower husk, coffee husk, bioferment, etc.) recycling using continuous pyrolysis technology.The biochar main component is carbon (C), which accumulates in biomass (agricultural and other types of clean biological waste), combusting while the low-temperature pyrolysis (400-500 оС).
WHAT IS BIOCHAR?
WHAT IS BIOCHAR?
PROPERTIES OF ВIOCHAR
• porosity (biochar remains nutrient and moisture balance of the soil, stimulates the development of mycorrhiza (symbiotic association composed of a fungus and roots, found to have a protective role for plants, rooted in soils). Porosity increases the volume of the product and decreases of the material consumption for fertilizing (1x50 values of volume));
• chemical inactivity (materials don’t degrade over thousands of years);
• high-capacity adsorption and resistance to toxicity (biochar eliminates excess substances, which slow down root system development; absorbs aluminum oxides for soil stabilization);
• stability in transportation and storage.
www.pyrolys.net
Biochar fertilizer increases soil productivity for 30% and decreases water consumption, which presents not only environmental, but also financial benefits.
Biochar fertilizer:• provides permanent soil warming, therefore accelerates the process of plants growth and
development;
• removes agricultural chemical residue from the soil (herbicide, pesticide, other chemical substances);
• supports the functioning of soil microorganisms (bacteria, fungi, algae and protozoa) that increase soil productivity;
• increases soil porosity and provides air circulation and oxygen access to the plants’ roots;
• improve the content of infertile soils (alumina, sandy soil);
• neutralizes soils with excessive acidity;
• protects soil from some kinds of vermin (nematodes, wireworms);
• prevents root rot in the soil;
• stores and maintains the requirement nutrients and trace minerals in the soil, eliminates the problem of nutrients washing out.
It is also used as a feed supplement for domestic animals (cattle and poultry). The clean biochar as feed supplement (3-10% of total content) improves animals’ immunity to virus and bacterial infections, and increases hen’s egg producing ability.
EFFICIENCY OF BIOCHAR
www.pyrolys.net
We sincerely appreciate your taking time to provide your comments and feedback on our web-site: www.pyrolys.net.
If our proposal is interested you, please, contact us on:[email protected].