copyright @ csir 2005 cmm audit programme - results and lessons learnt speaker : f. j. van der walt...
TRANSCRIPT
Copyright @ CSIR 2005 www.csir.co.za
CMM AUDIT PROGRAMME -RESULTS AND LESSONS
LEARNT
Speaker : F. J. van der WaltE-mail: [email protected]
Tel.: (012) 841- 4799
07 September 2005

Copyright @ CSIR 2005 www.csir.co.za
3D Coordinate Measuring Machine (CMM)
DEA Global Image CMM
Copyright @ CSIR 2005 www.csir.co.za
Why a CMMaudit programme ?
1. To identify/analyse CMM capabilities.
2. To establish measurement traceability for CMM measurements.
3. Assess the influence of environmental conditions on CMM measurements.
Scientific Research Council Act (Act No 46 of 1988, as amended by Act 71/1990)

Copyright @ CSIR 2005 www.csir.co.za
Audit Part
Material = 7075-T6
CTE = 23,6 x 10-6 K-1

Copyright @ CSIR 2005 www.csir.co.za
Top view
A
A
( 6 H O L E S E Q U A L L Y S P A C E D )
0.010 B
0.010
X+
Y+
Copyright @ CSIR 2005 www.csir.co.za
Section A - A
0.015
Z+
X+
Copyright @ CSIR 2005 www.csir.co.za
Evaluation of Measurements
• All the measurements from the participating laboratories were recorded and evaluated. It was found that:
a. Length measurements and Diameter measurements are acceptable.
b. Roundness, angle, and concentricity measurements are cause for concern.
Copyright @ CSIR 2005 www.csir.co.za
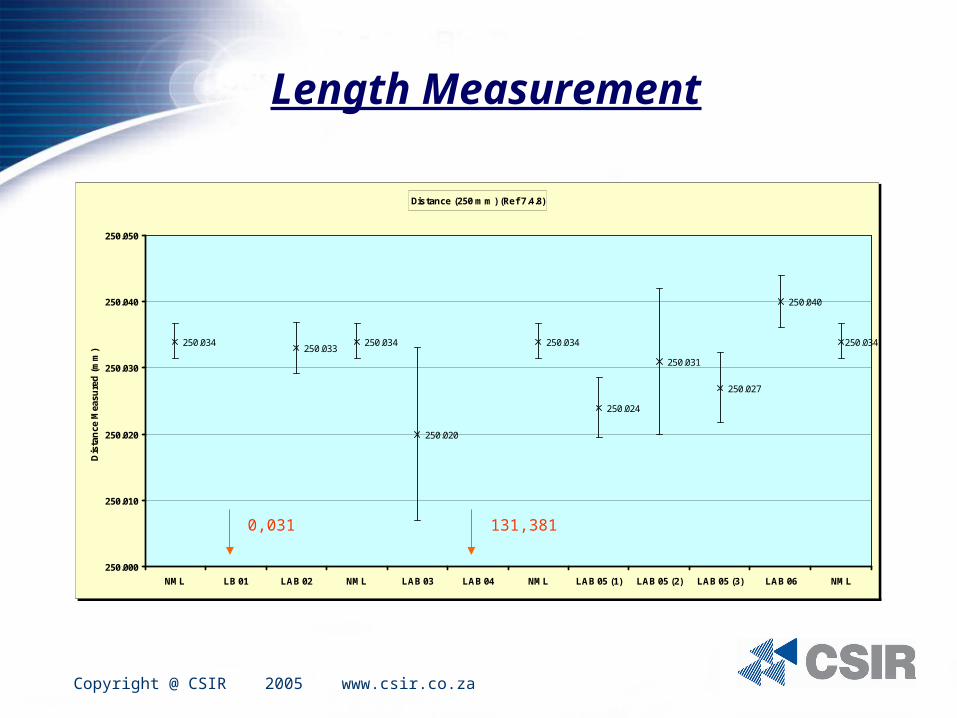
Length Measurement
Distance (250 mm) (Ref 7.4.8)
250.034250.033
250.034
250.020
250.034
250.024
250.031
250.027
250.040
250.034
250.000
250.010
250.020
250.030
250.040
250.050
NML LB 01 LAB 02 NML LAB 03 LAB 04 NML LAB 05 (1) LAB 05 (2) LAB 05 (3) LAB 06 NML
Dis
tan
ce M
easu
red
(m
m)
0,031 131,381

Copyright @ CSIR 2005 www.csir.co.za
Roundness Measurement
Roundness of Bore (Ref 7.4.4)
0.011
0.031
0.005
0.011
0.004
0.03
0.011
0.033
0.014
0.020
0.0100.011
0.0035
0.0085
0.0135
0.0185
0.0235
0.0285
0.0335
NML LB 01 LAB 02 NML LAB 03 LAB 04 NML LAB 05 (1) LAB 05 (2) LAB 05 (3) LAB 06 NML
Ro
un
dn
ess
Mea
sure
d (
mm
)

Copyright @ CSIR 2005 www.csir.co.za
Error Sources
1. Spatial errors are errors in the measured position of a point on the surface of the workpiece, and are caused by:
a. guideways, scales, probing system, etc.
b. environmental conditions. c. probing strategy. d. workpiece characteristics.

Copyright @ CSIR 2005 www.csir.co.za
CMM Errors
Lxx
Lyy Positional errors (3)
Lzz
Lxy, Lxz
Lyx, Lyz Linearity errors (6)
Lzx, Lzy

Copyright @ CSIR 2005 www.csir.co.za
CMM Errors (continued)
Rxx, Rxy, Rxz
Ryx, Ryy, Ryz
Rzx, Rzy, Rzz
9 Rotation Errors
Copyright @ CSIR 2005 www.csir.co.za
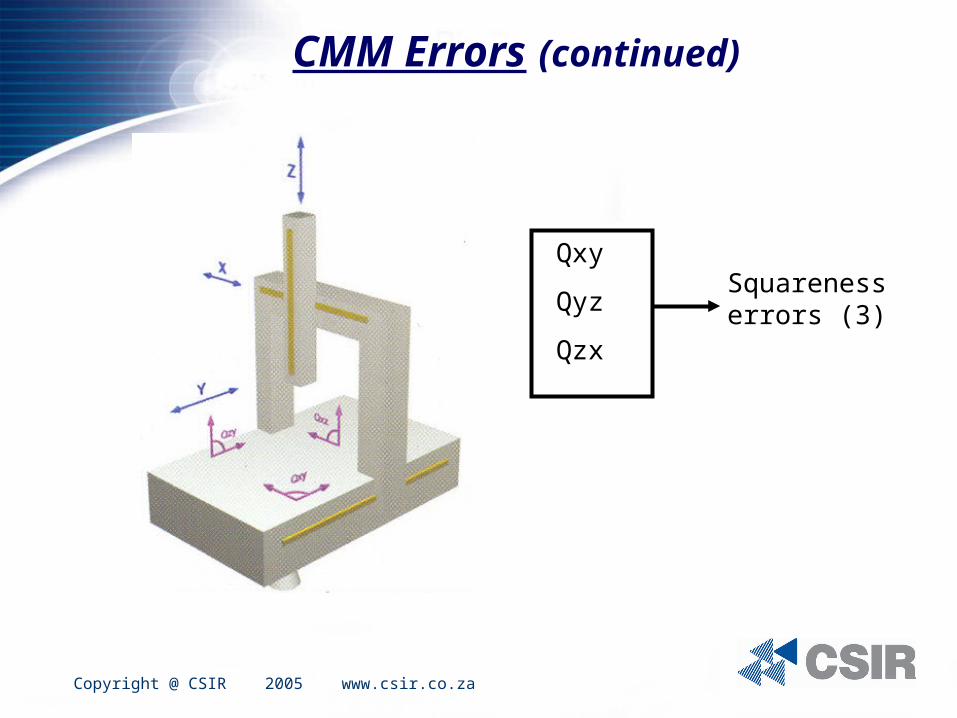
CMM Errors (continued)
Qxy
Qyz
Qzx
Squareness errors (3)

Copyright @ CSIR 2005 www.csir.co.za
Error Sources (continued)
2. Computation errors are errors in the estimated dimensions and form deviations for the measured points on the surface of the workpiece, caused by:
a. software used to estimate the geometry.
b. the precision of the computer used.
c. the number and position of the measured points.
d. the extent to which the geometry departs from the
ideal geometrical form.
Copyright @ CSIR 2005 www.csir.co.za
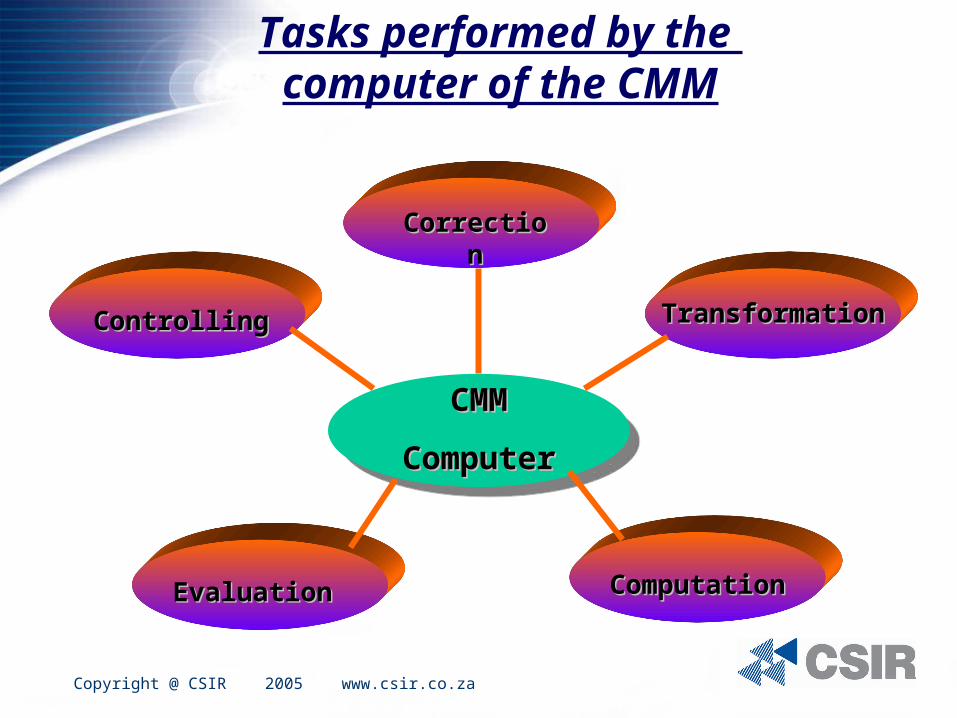
CMMCMM
ComputerComputer
TransformationTransformation
CorrectioCorrectionn
ComputatioComputationn
EvaluationEvaluation
ControllingControlling
Tasks performed by the computer of the CMM
Copyright @ CSIR 2005 www.csir.co.za
Causes ofMeasurement Errors
• Probe system used.• Parameter settings.• Environmental conditions.• CMM errors.• Metrologist/operator skills.
Copyright @ CSIR 2005 www.csir.co.za
• The measured value for a distance of 5,0 mm was reported as 12,207 mm
• The measured value for the overall length of 250 mm
was reported as 131,381 mm
• The measured value for the overall length of 250 mm was reported as 0,031 mm.
Operator Skills
NEGLIGENCE, CARELESSNESS, ………..???

Copyright @ CSIR 2005 www.csir.co.za
Uncertainty ofCMM Measurements
• Machine Specification: ± (1,9 + 3L ) µm
• Very few participants reported the uncertainty of measurement or even their machine spec!
• Can not perform conformance testing without machine spec or estimated uncertainty.
MAJOR CONCERN !!
Copyright @ CSIR 2005 www.csir.co.za
Conclusion
• Length and diameter measurements are acceptable.• Inconsistency of roundness, angle and concentricity
measurements.• CMM operators must know/estimate the uncertainty
of measurement.• Need for CMM metrologist/operator training.• Participants with poor results should implement
corrective actions.• Participate again.
Copyright @ CSIR 2005 www.csir.co.za
Upcoming CMM Course
Presenter: Mr. Kostadin Doytchinov
NRC Canada
Venue: Pretoria and Port Elizabeth
Date: November 2005

Copyright @ CSIR 2005 www.csir.co.za
Thank you for attending this presentation.
Have a nice day.