correas metalicas.pdf
TRANSCRIPT

Guí de Diseñoe Ingenieríapar las Correasde Metal

Belt Technologies ayuda a nuestrascompañías clientes a conseguir unrendimiento óptimo de su maquinariapara operaciones de posicionamiento,temporización, transmisión, transmisiónde energía, envasado y fabricaciónautomatizada. Durante más de 25años, hemos proporcionado unosrecursos exhaustivos para el diseño yfabricación, específicos a una aplicacióndeterminada, de correas, cintas y poleasde metal.
Las correas metálicas poseennumerosas propiedades exclusivas quedan como resultado una precisión ycontrol superiores, y una mayorlongevidad y rentabilidad. En muchoscasos, son preferibles a otros tipos decorreas (como por ejemplo, de goma ode fibra de cristal) y a otroscomponentes de transmisión de energíao control de movimiento (comoactuadores lineales, tornillos guía ycadenas). Frecuentemente son la únicaopción de diseño.
Para poner en práctica las ventajasde los sistemas de correas metálicas,Belt Technologies ofrece unas ampliasfacilidades en sus propias instalaciones:
• Ayuda técnica y de diseño.
• Consultoría metalúrgica.
• Fabricación de haceshiperenergéticos.
• Diseño y fabricación completosde herramental.
Nuestras instalaciones climatizadasestán equipadas para producir correasmetálicas, cintas de arrastre y poleascomplementarias, ya sean prototipos oen cantidades de alto volumen deproducción.
Este documento está pensado como guíainformativa y de referencia. Se trata de una guía dediseño, no de un libro de texto de diseño. BeltTechnologies no acepta ningún tipo deresponsabilidad por los diseños reales creadosutilizando este manual como guía. Los lectorespodrán ponerse en contacto con nuestro personaltécnico si necesitan más información o asesoríasobre aplicaciones anormalmente complicadas.
© 1999 BELT TECHNOLOGIES, INC


ÍNDICE INTRODUCCIÓN . . . . . . . . . . . . . . . 3
POR QUÉ CONSIDERAR LAS CORREASDE METAL PARA SU APLICACIÓN . 4
CORREAS, CINTAS DE ARRASTRE YAPLICACIONES DE METAL . . . . . 5-7
POLEAS . . . . . . . . . . . . . . . . . . . . 8-9Diseños
Materiales
Tolerancias
Tipos de poleas
TRATAMIENTOS DE SUPERFICIE . 10-11Teflón
Neopreno o uretano
Silicona
Anodización de revestimiento duro
Opciones
CONSIDERACIONES DE DISEÑO . 12-23Pautas de diseño del sistema
Carga
Precisión
Precisión de posicionamiento
Repetibilidad
Compensación de la correa
Temporización
Tensión
Rigidez de la estructura del sistema
Flexiones alternas
Ejes en voladizo
Permeabilidad magnética
Comba de la correa
Temperaturas elevadas
Resbalamiento gradual de la correa
Restricciones impuestas por el diseño
Duración de uso de la correa
APÉNDICE: MATERIALES . . . . . 22-23
LISTA DE CHEQUEO DE DISEÑO DE LACORREA DE METAL
.............. Interior de la contraportada
2
Belt Technologies ha producido estaGuía de Diseño para dar a losingenieros una publicación dereferencia detallando los principiosfundamentales del diseño y aplicaciónde las correas metálicas, incluyendolos siguientes temas:
• Por qué considerar las correasde metal para su aplicación.
• Correas, cintas de arrastre yaplicaciones de metal
• Poleas
• Tratamientos de superficie
• Consideraciones de diseño
• Duración de vida de las correas
• Materiales de las correas demetal (Apéndice)
Esperamos que esta informaciónle ayude a entender los numerososbeneficios de las correas de metal y ledé el conocimiento que necesita paraespecificar las correas metálicas conconfianza.
Como no hay dos clientes quetengan las mismas necesidades, BeltTechnologies diseña cada productosegún las especificaciones exclusivas.Por lo tanto, es importante tener encuenta que esta Guía de Diseño nopuede incluir cada posible aplicación.Puede haber excelentes aplicacionespara las correas de metal, quizás lasuya, que no están aquí descritas.
Le invitamos a ponerse encontacto con Belt Technologies paradiscutir sus ideas con un miembro denuestro personal técnico. Por favor,utilice la lista de chequeo de diseñoen el interior de la contraportada paraayudarnos a entender mejor suproyecto. El éxito a largo plazo denuestra compañía se debe en granmedida a nuestra habilidad demejorar continuamente la ciencia delas correas de metal y desarrollarnuevas soluciones.
3
INTRODUCCIÓN

Los ingenieros que especifican lascorreas metálicas tienen variasopciones disponibles que no tienencuando utilizan otros productos omateriales. Algunos de los dispositivosy beneficios se tratan a continuación.
• ALTA PROPORCIÓNRESISTENCIA-PESO:Prácticamente, esto es unaventaja en todas lasaplicaciones en las que una altaresistencia, un ligero peso, oambos, sean importantes.
• DURABILIDAD: Las correasmetálicas pueden soportar unaexposición sostenida a extremosde temperatura, entornoshostiles y al vacío. Se puedeutilizar toda una variedad dealeaciones, cada una de ellascon su propia resistencia aproductos químicos, humedad ycorrosión. Por lo general, losingenieros seleccionan unmaterial para la correabasándose en las propiedadesfísicas, disponibilidad y coste.
• SIN NECESIDAD DELUBRICACIÓN: Al contrario quecon los eslabones de unacadena, una correa de metal esun elemento único y, por lotanto, no genera ningunafricción entres sus componentesque requiera lubricación. Estoreduce el mantenimiento delequipo, mejora la fiabilidad ymantiene el sistema limpio entodo momento.
• NO DILATABLES: Los acerospara resortes con un altomódulo de elasticidad hacenque las correas metálicas seanvirtualmente “no-dilatables” encomparación con otros tipos decorreas y cadenas. Esto las haceideales para aplicaciones de altorendimiento paraposicionamiento de precisión.
• OPERACIÓN FLUIDA: Lascorreas de metal están libres dela pulsación de la acción de
saltos y tirones, con frecuenciapresentes en otros tipos decorreas y en las cadenas. Estoda como resultado unatraducción precisa del perfil delmovimiento del sistema decontrol.
• PRECISAS Y REPETIBLES: Lascorreas de temporizaciónmetálicas pueden fabricarse conuna precisión de distancia entrepuntos de ±0,013 mm de señala señal. Este alto grado deprecisión es extremadamentevalioso a la hora de diseñarequipos de indexación,posicionamiento o procesado.
• BUENA CONDUCTIVIDADTÉRMICA Y ELÉCTRICA: Lascorreas metálicas puedentransmitir energía en la formade calor, frío y electricidad.
• SIN ACUMULACIÓN ESTÁTICA:Las correas metálicas descarganla electricidad estática, unacaracterística crucial en lafabricación de componenteselectrónicos, tales comocircuitos integrados ydispositivos de montaje desuperficie.
• LIMPIAS: Al contrario que lascorreas de HTD o de neoprenoplano, las correas metálicas nogeneran partículas y son idealespara el procesado de alimentosy productos farmacéuticos.
• COMPATIBLES CON SALASESTÉRILES: Las correas de metalno requieren lubricantes y nogenerarán polvo, lo queintroduciría partículas extrañasen los entornos de las salasestériles. Adicionalmente,pueden esterilizarse en unautoclave
• CONSTRUCCIÓN PRECISA: Losbordes son suaves y lasdimensiones tienen unatolerancia extremadamenteprecisa.
POR QUÉCONSIDERAR LASCORREAS DEMETAL PARA SUAPLICACIÓN
4
CAPÍTULO 1

CAPÍTULO 2
CORREAS, CINTASDE ARRASTRE YAPLICACIONES DEMETAL
CORREASLISAS:Las correas metálicas lisas se creansoldando dos extremos de unaplancha de metal para formar unacorrea sin fin. Unas técnicas desoldadura de haz de alta energía,utilizadas por primera vez en elprograma espacial, forman unasoldadura a tope de alta integridadque es extremadamente fuerte y lisa.Algunas aplicaciones típicas de correasmetálicas lisas incluyen:
• Transmisión
• Termosellado
• Fundición
• Formación de imágenes
CORREASPERFORADAS:Las correas perforadas son correasmetálicas lisas fabricadas conperforaciones de precisión, quepueden producirse mecánicamente outilizando otros métodos de ’no-impacto’. Se utilizan en aplicacionestales como:
• Temporización
• Posicionamiento de carros
• Transmisión en vacío
• Transmisión por bobinas
• Indexación
Figura 2. Correas perforadas
5
Figura 1. Correas lisas

CORREAS CONACCESORIOS:Las correas metálicas perforadaspueden acoplarse también conaccesorios de precisión mecanizados,fundidos o moldeados paraproporcionar una precisión yrepetibilidad posicionales insuperables,para actuar como un dispositivo detransporte de productos, o paracontrolar las etapas específicas de unproceso de fabricación. Lasaplicaciones incluyen:
• Indexación de precisión deposición para unidadesautomatizadas
• Unidades de transmisión debastidores de conductores
• Líneas de transferencia cíclica
• Sistemas de envasado
CINTAS DEARRASTRELas cintas de arrastre de metal estánfabricadas del mismo material de altacalidad que las correas de metal, pero,al contrario que éstas, las cintas dearrastre no son continuas. Las cintasde arrastre están acopladas conaccesorios finales especializados operforaciones. Pueden funcionar sinproblemas con un desajuste cero ocasi cero en aplicaciones que incluyen
• Posicionamiento del carro
• Trazadoras
• Brazos de robot
• Posicionamiento de cabezalesde lectura / escritura
• Unidades de arrastre deelementos ópticos
Figura 4. Cintas de arrastre
6
Figura 3. Correas con accesorios

CORREAS /CINTAS DECOMBINACIÓN:Con frecuencia, se requieren opcionesde combinación de correas parasatisfacer los objetivos del sistema.Podrán utilizarse accesorios ocavidades para localizar loscomponentes, al mismo tiempo quese emplea la vacuoembutición a travésde la perforación de la correa paraasegurar el componente en suposición durante el transporte. Sepueden desarrollar unas geometríasde borde específicas para conformarsea los perfiles de los componentes, almismo tiempo que los accesoriospasantes localizan los componentes ysatisfacen los requerimientos detemporización. Las aplicacionesincluyen:
• Encajado de piezastemporizadas
• Transmisión y orientación decomponentes
• Inspección automatizadadimensional / eléctrica
• Envasado de alta velocidad
• Corte
Figura 5. Correas de combinación
7

Todas las correas metálicas y cintas dearrastre circulan alrededor de laspoleas. Belt Technologies diseña yfabrica poleas a medida queoptimizan las exclusivas característicasde las correas metálicas.
DISEÑOS:La mayoría de poleas para lossistemas de correas adoptan una detres formas: redondas, de viga doble To de tubo bombeado. Cualquiera deestos tipos de polea pueden diseñarsecon cavidades temporizadoras deorejetas de transmisión, canales dealivio, dientes temporizadorestradicionales o dientes temporizadoresde cojinetes de bolas patentados porBelt Technologies.
Poleas redondasDebido a su costo relativamente bajo,las poleas redondas se incorporan a lamayoría de los diseños de sistemas.Normalmente, las poleas redondas seutilizan en tamaños de hasta 150 mmde diámetro exterior con anchuras dehasta 100 mm.
Poleas de viga doble TA medida que el diámetro y laanchura se incrementan, lasconsideraciones de la inercia derotación pueden requerir una poleacon una sección transversal en vigadoble T. Se mecaniza un perfil de vigadoble T en una polea redonda deforma que mantenga la integridadestructural de la polea, al mismotiempo que elimina cantidadessubstanciales de peso, reduciendo asílos efectos de la inercia de rotación.Unos agujeros mecanizados en lapolea reducen aún más su peso.
Tubo bombeadoEstas poleas emplean capacetesacoplados a los extremos de la polearedonda con suficiente grosor depared para asegurar la resistenciaadecuada. La unidad bombeada semecaniza, entonces, para satisfacerlas rígidas especificaciones deredondez y concentricidad. Una vezmás, es crucial reducir el peso sinponer en peligro su resistencia.
MATERIALES:Para satisfacer las necesidades de susaplicaciones específicas, se puedenfabrican las poleas de toda una gamade materiales.
AluminioEl aluminio con una anodización derevestimiento duro es una frecuenteelección. La combinación es resistente,ligera de peso, dura y rentable. Sinembargo, los extremos de temperaturapueden ser un factor restrictivo y ladesgasificación puede ser un problemaen entornos de vacío.
Acero inoxidableEn entornos operativos corrosivos, elacero inoxidable es una buenaelección. El acero inoxidable ofrecetambién unas excelentescaracterísticas de desgaste yresistencia.
POLEAS
Figura 6. Poleas de cavidades y decojinetes de bolas
8
CAPÍTULO 3

Existen numerosas aleacionesdiferentes a disposición, cada una deellas con sus ventajas especiales.
No metalesCiertos plásticos pueden ofrecer unasexcelentes características de desgastey resistencia. En algunas aplicaciones yen altos volúmenes, el plástico puedeser menos costoso que las poleasmetálicas.
TOLERANCIAS:La Tabla 1 muestra las toleranciastípicas para las dimensiones deldiseño primario de las poleas detemporización y de transmisión porfricción. Estas tolerancias sonaplicables a los tres diseños delcuerpo de la polea: redondas, de vigadoble T o de tubo bombeado.
TIPOS DE POLEA:Incluso con todas las variaciones enlas características de forma, material ydiseño, las poleas sirven generalmentepara uno de estos dos propósitos:transmisión por fricción otemporización.
Poleas detransmisión porfricciónLas poleas de transmisión por fricciónson generalmente de cara plana sinningún elemento de temporización.
Por lo general, no se recomiendabombear las caras de las poleas. Paradiscutir las razones del por qué,póngase en contacto con uningeniero de Belt Technologies queesté familiarizado con la dinámica delas correas metálicas. Cuando elbombeo sea apropiado, se podránutilizar dos geometrías: radiocompleto o trapezoidal. Un bombeode radio completo produce menostensión en la correa, pero es másdifícil de mecanizar y, por lo tanto,más costoso. El bombeo trapezoidales más rentable y funciona mejor,pero debería evitarse en aplicacionesque tengan altas cargas de tracciónde correa debido a los realces detracción en los puntos de transicióndel bombeo entre caras anguladas. Eltangenteamiento de estos puntospuede ayudar, pero no elimina losrealces de alta tensión.
Poleas detemporizaciónLas poleas de temporización tienendientes o cavidades, situadosradialmente alrededor del diámetroexterior del cuerpo de la polea. Losdientes se engranan en los agujerosde temporización de la correametálica; las cavidades se engrananen las orejetas de arrastre en lacircunferencia interior de la correa. Sedebería notar que, incluso en estaspoleas, la tracción se consigue pormedio de fuerzas de friccióngeneradas entre la correa plana y lassuperficies de las poleas. Los dientes ocavidades se utilizan sólo para latemporización, no para la transmisiónde energía.
Los elementos de temporización,especialmente los dientes detemporización, deberán ser duros. Ladureza es esencial para asegurar undesgaste mínimo de engranajessucesivos de la correa y la polea. Porponer un ejemplo, la polea patentadade Belt Technologies utiliza unoscojinetes de bolas endurecidos comodientes.
Al diseñar un sistema detemporización de dos poleas, la poleade arrastre debería estar temporizada,mientras que la polea loca, o la poleaarrastrada, debería ser una polea dearrastre por fricción con canales dealivio para orejetas, si fuera necesario.
POLEA DE POLEA DE TEMPORIZACIÓN FRICCIÓN
Diámetro de soporte de la cinta ±0,025 mm ±0,051 mm(diámetro exterior)
Anchura de la cara ±0,127 mm ±0,127 mm
Diámetro interior +0,025 mm / -0,000 mm +0,050 mm / -0,0000 mm
Concentricidad 0,025 mm 0,025 mm
Localización de temporización 25 segundos de arco N/A
Tabla 1.Tolerancias de poleas hasta 355 mm de diámetros
NOTA: Tanto las poleas de fricción como lasde temporización pueden diseñarse comorodillos de cuerpo estrecho. Esencialmente, elrodillo de cuerpo estrecho es una polea cuyaanchura es más estrecha que la de la correaque se mueve sobre ella. Pueden hacer elseguimiento de la correa más fácil y reducirel peso total de la correa, además del coste.La cara de la polea no será, por lo general,inferior a la mitad de la anchura de la correa.
9

TRATAMIENTOS DESUPERFICIES
Los tratamientos de las superficies dana los ingenieros la oportunidad dealterar las propiedades de la superficienatural de una correa, cinta o poleametálicas. Los tratamientos de lassuperficies pueden aplicarse a una o alas dos superficies de una correa ocinta, o a una polea. Los métodos deaplicación incluyen revestimiento,enchapado, laminado y adhesión.
Dependiendo del métodoseleccionado, el grosor deltratamiento de una superficie puedeser incluso de una cantidad tanpequeña como 0,025 mm. Lasuperficie puede ser uniforme o, paraproporcionar cavidades en lasuperficie de la correa paratransportar pequeños componentes,pueden ser horadadas o troqueladas.Los agujeros de vacío se puedencombinar con cavidades para
proporcionar una orientación yretención más positivas de las piezasdelicadas durante el transporte.
Para las características mecánicasy físicas primarias de los tratamientosmás populares de superficies, véase laTabla 2.
TEFLÓN ®:Teflón se ha convertido en un términocasero como revestimientoantiadherente para cazuelas ysartenes. En realidad, Teflón secomercializa en toda una variedad deformulaciones, cada una de ellas conunas propiedades operativasdistintivas en relación con lacaracterística de liberación, lubricidad,resistencia a la abrasión, gama detemperatura y color.
Tabla 2.Características de tratamientos desuperficies
MATERIAL DE CARACTERÍSTICAS TEMPERATURA REVESTIMIENTO PRINCIPALES OPERATIVA GROSOR COLOR
TEFLÓN® TFE Antiadherente Hasta 315º C 0,025 mm Negro, verde
TEFLÓN® FEP Resistencia a la Hasta 220ºC 0,025 mm Negro, verdecorrosión. Hasta -200º C a 0,076 mmBaja temperatura
TEFLÓN® Aprobado para contacto Hasta 315º C 0,025 mm MetálicoSILVERSTONE con alimentos a 0,15 mm Gris
TEFLÓN® Teflón duro para Hasta 230º C 0,025 mm Negro– S 550 resistencia a la abrasión a 0,038 mm
GOMA DE Excelente liberación Hasta 200º C 0,10 mm VariosSILICONA Alta fricción
POLIURETANO Alta fricción Hasta 70º C 0,203 mm VariosMoldeable a 3,175 mm
GOMA DE Compresibilidad Hasta 70º C 0,40 mm NegroNEOPRENO Cavidades troqueladas a 6,4 mm
10
CAPÍTULO 4

URETANO ONEOPRENO:Tanto el uretano como el neopreno decélulas abiertas o cerradas cambian elcoeficiente superficial de fricción deuna correa metálica y también puedenactuar como un nido para piezasdelicadas. Estos materiales estánadheridos con seguridad a una correametálica. Antes de la adhesión,podrán troquelarse cuando la
geometría específica de lascavidades sea
importante.
SILICONA:Cuando el entorno no sea apropiadopara otros revestimientos, la siliconapuede ser una buena opción. Lasilicona tiene unas propiedadesexclusivas incluyendo una superficiede alta fricción, unas excelentespropiedades de liberación, la habilidadde soportar elevadas temperaturas, yuna extrema flexibilidad. La adhesiónde la silicona a las correas de metalpuede ser difícil, pero existensoluciones prácticas.
ANODIZACIÓN DEREVESTIMIENTODURO:La anodización de revestimiento duroes un proceso electroquímico utilizadopara incrementar las características dedureza y desgaste, así como laspropiedades de resistencia a lacorrosión de las poleas de aluminio. Elproceso forma una capa de óxido dealuminio que se convierte en parteintegral del metal, no sólo penetrandosino también reforzando lassuperficies de la polea. El grosor delrevestimiento es uniforme y refleja laprecisión de la propia polea.
OPCIONES:La gama de opciones para lostratamientos de superficies es tangrande que no puede documentarseexhaustivamente en esta guía. Lostratamientos inusuales de superficieshan incluido compuestos defluorocarbono, revestimientos decobre, chapado dorado y adhesiónpor diamante en polvo. Lasespecificaciones apropiadas estarán enfunción de la aplicación y lametodología.
El personal técnico de BeltTechnologies estará encantado dediscutir con Vd. los temasrelacionados con sus necesidadesespecíficas.
11
Figura 7.Tratamientos de superficies
12
CONSIDERACIONESDE DISEÑO
DRIVING PULLEY
DRIVEN PULLEY
F1
F2
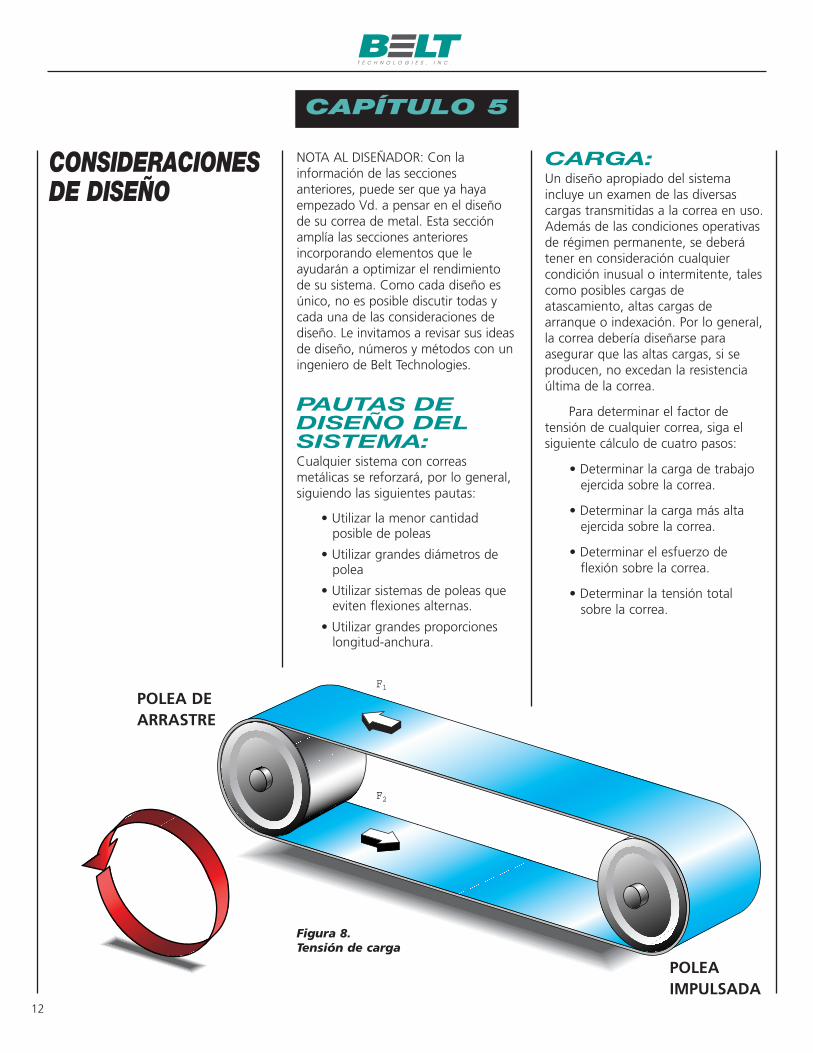
Figura 8.Tensión de carga
CAPÍTULO 5
NOTA AL DISEÑADOR: Con lainformación de las seccionesanteriores, puede ser que ya hayaempezado Vd. a pensar en el diseñode su correa de metal. Esta secciónamplía las secciones anterioresincorporando elementos que leayudarán a optimizar el rendimientode su sistema. Como cada diseño esúnico, no es posible discutir todas ycada una de las consideraciones dediseño. Le invitamos a revisar sus ideasde diseño, números y métodos con uningeniero de Belt Technologies.
PAUTAS DEDISEÑO DELSISTEMA:Cualquier sistema con correasmetálicas se reforzará, por lo general,siguiendo las siguientes pautas:
• Utilizar la menor cantidadposible de poleas
• Utilizar grandes diámetros depolea
• Utilizar sistemas de poleas queeviten flexiones alternas.
• Utilizar grandes proporcioneslongitud-anchura.
CARGA:Un diseño apropiado del sistemaincluye un examen de las diversascargas transmitidas a la correa en uso.Además de las condiciones operativasde régimen permanente, se deberátener en consideración cualquiercondición inusual o intermitente, talescomo posibles cargas deatascamiento, altas cargas dearranque o indexación. Por lo general,la correa debería diseñarse paraasegurar que las altas cargas, si seproducen, no excedan la resistenciaúltima de la correa.
Para determinar el factor detensión de cualquier correa, siga elsiguiente cálculo de cuatro pasos:
• Determinar la carga de trabajoejercida sobre la correa.
• Determinar la carga más altaejercida sobre la correa.
• Determinar el esfuerzo deflexión sobre la correa.
• Determinar la tensión totalsobre la correa.
POLEA DEARRASTRE
POLEAIMPULSADA

1. DETERMINAR LACARGA DETRABAJO (FW)SOBRE LA CORREALa carga de trabajo puededeterminarse del valor del par motorde arrastre y la carga a moverse oacelerarse, o por medio de un análisisde los requerimientos del sistema.Para un sistema sencillo de dospoleas, según se ilustra en la Figura 8,la carga de trabajo sobre la correa (Fw) es Fw = F1 – F2 , donde
D1 y D2 = diámetros de las poleas.
t1 y t 2 = acción del par sobre laspoleas respectivas.
F1 y F2 = fuerza sobre la correa encada polea en newton.
Fw está relacionado con el par pormedio de la ecuación:
t1
=t 2
Fw =1⁄2D1
1⁄2D2
Y con la energía por medio de laecuación:
PFw =
V
Donde: V = velocidad en M/seg.
P = energía en vatios.
Y con la aceleración por medio dela ecuación:
F = ma
Donde:
m = masa en Kg
a = aceleración de carga en M/seg2
2. Determinar lacarga más alta (F1)sobre la correaComo Fw = F1 – F2 , según se ilustra enel ejemplo de dos poleas del Paso 1,F1 es la fuerza mayor sobre la correa.Para diseñar la condición de la tensiónresultante de esta fuerza, necesitamoscalcular su valor.
Para que un sistema de transmisiónpor fricción opere sin ningún tipo dedeslizamiento, las dos fuerzas, F1 y F2
están relacionadas por la fórmula:
F1 – Fc
F2 – Fc
= e mu
Donde:
e = 2,71828
m = coeficiente de fricción entrela correa y la polea
u = ángulo de envoltorio enradianes de la correa sobre lapolea
Fc = fuerza centrífuga actuandosobre la correa
Para una correa metálica con unacabado estándar (como 0,4 micro-metros) operando en una poleametálica mecanizada, la experienciaha demostrado que el valor de µ varíade 0,25 a 0,45.
Una ventaja de una correametálica fina es que Fc es normalmentedespreciable y puede ignorarse. Así, enla mayoría de los casos, la fórmulapuede simplificarse a:
F1
F2
= emu
Sustituyendo F2 y resolviendo F1,se convierte en:
Fw emu
F1 =emu – 1
3. Determinar elesfuerzo de tensión(Sb) sobre la correaSe induce un importante esfuerzo detensión en una correa de metal amedida que se flexiona repetidamentesobre una polea. Esta tensión deberácalcularse y añadirse a la tensión detrabajo SW (véase el Paso 4) paradeterminar la tensión total St sobre lacorrea.
La fórmula para el esfuerzo detensión es:
EtSb =
(1- u2)D
Donde:
E = coeficiente de elasticidad en psi
t = grosor de la correa en pulgadas
D = diámetro más pequeño de la polea en pulgadas
u = Coeficiente de Poissón
Este cálculo requiere unasuposición del grosor de la correa ydel diámetro de la polea. El diámetrode la polea puede ser el más fácil dedeterminar debido a la limitación deespacio u otros requerimientos dediseño. Si esto es así, tome el máximodiámetro de polea posible; después,calcule el grosor apropiado de lacorrea basándose en la Tabla 3.
13

Tabla 3. Duración de vida de la correa
Coeficiente diámetro Expectativa dede la polea a grosor duraciónde la correa de vida
625:1 1.000.000de cicloso superior
400:1 500.00
333:1 165.000
200:1 85.000
Las relaciones están basadas enun sistema de arrastre porfricción de dos poleas.
4. Determinar latensión total (St)sobre la correaLa tensión total sobre la correa es lasuma de la tensión de trabajo (Sw) y elesfuerzo de tensión (Sb).
St = S w + Sb
F1
Sw=b x t
Donde:
b = anchura de la correa
t = grosor de la correa
Belt Technologies recomienda queSt no exceda un tercio del límite dedeformación del material de la correa.Para más información, póngase encontacto con un ingeniero de BeltTechnologies.
En este momento, es necesarioseleccionar varios parámetros yrealizar los cálculos para encontrar lacombinación que satisfaga losrequerimientos de diseño.Obviamente, el utilizar una correa másancha reduce la tensión de trabajo sincambiar el esfuerzo de tensión. Losdiámetros de polea más grandesreducen el esfuerzo de tensión, opermiten el uso de una correa másgruesa que, a su vez, reduce latensión de trabajo.
PRECISIÓN DELA LONGITUDDE LA CORREA:Una de las ventajas más importantesde una correa metálica es su precisiónglobal. Las correas perforadas o lascorreas con accesorios puedenfabricarse con precisiones de paso dedientes de ±0,013 mm. Las correaslisas y las cintas de arrastre puedenfabricarse también a un alto grado deprecisión.
14

PRECISIÓN DEPOSICIONAMIENTO:La precisión de posicionamiento estádirectamente relacionada con latolerancia de paso de dientes de lacorrea, típicamente de 0,013 mm parauna correa metálica de temporización.Con unas herramientas especiales, elpaso de dientes puede hacerse paraacumularse positivamente, mostradocomo Pl en la Figura 9, onegativamente, mostrado como Ps enel mismo gráfico.
REPETIBILIDAD:La repetibilidad es la habilidad de unúnico paso de dientes, en girossucesivos de la correa, para volver auna posición inicial dentro de unatolerancia específica.
Como las correas de metal no seestiran, la repetibilidad estátípicamente en el rango de 0,051 a0,127 mm.
Para correas lisas o perforadas,correas con accesorios o cintas dearrastre, el movimiento preciso puedecalcularse con un alto grado deprecisión. Póngase en contacto con uningeniero del Departamento de Ventasde Belt Technologies si necesitaasistencia a la hora de determinar lasespecificaciones para su sistema.
Paso de dientes 1 24,975 25,000 25,025Paso de dientes 2 49,950 50,000 50,050Paso de dientes 3 74,925 75,000 75,075Paso de dientes 4 99,900 100,000 100,100
Paso de dientes: 25,000 mm ±0,025
Paso de Paso de Paso dedientes dientes dientescorto verdadero largo(Ps) (Pt) (Pl)
PtPt
PtPt
Ps PlPs Pl
Ps PlPs Pl
Ps PlPs Pl
Ps PlPs Pl
Paso dedientes 1 Paso de
dientes 2 Paso dedientes 3 Paso de
dientes 4
Figura 9. Precisión de posicionamiento
Figura 10. Repetibilidad
15
16
COMPENSACIÓNDE LA CORREA:Teniendo en cuenta que una correametálica no se estirará de maneraimportante bajo tensión, lacompensación de una correa metálicapodría ser más difícil que la de otrostipos de correas. Una correa metálicano se estirará para compensar por:
• la falta de cuadratura oalineamiento del sistema
• la deflexión no controlada deleje de la polea
• la carga diferencial
• el alabeo de la correa
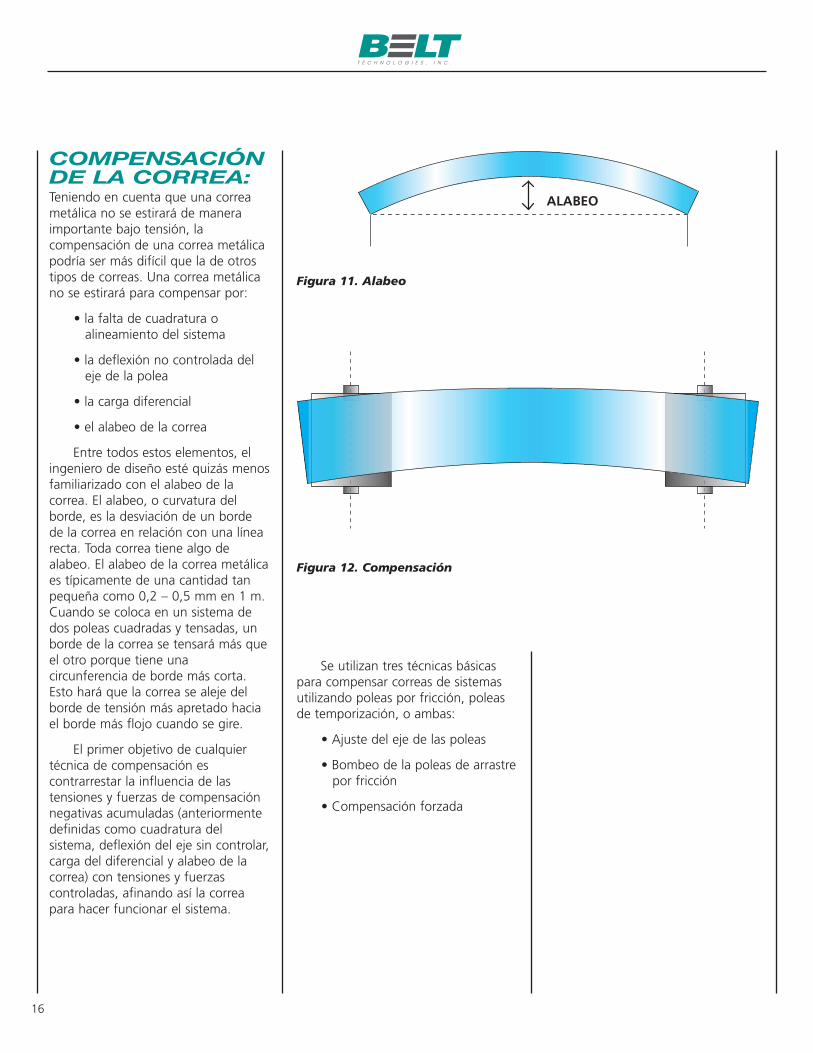
Entre todos estos elementos, elingeniero de diseño esté quizás menosfamiliarizado con el alabeo de lacorrea. El alabeo, o curvatura delborde, es la desviación de un bordede la correa en relación con una línearecta. Toda correa tiene algo dealabeo. El alabeo de la correa metálicaes típicamente de una cantidad tanpequeña como 0,2 – 0,5 mm en 1 m.Cuando se coloca en un sistema dedos poleas cuadradas y tensadas, unborde de la correa se tensará más queel otro porque tiene unacircunferencia de borde más corta.Esto hará que la correa se aleje delborde de tensión más apretado haciael borde más flojo cuando se gire.
El primer objetivo de cualquiertécnica de compensación escontrarrestar la influencia de lastensiones y fuerzas de compensaciónnegativas acumuladas (anteriormentedefinidas como cuadratura delsistema, deflexión del eje sin controlar,carga del diferencial y alabeo de lacorrea) con tensiones y fuerzascontroladas, afinando así la correapara hacer funcionar el sistema.
Figura 11. Alabeo
Figura 12. Compensación
Se utilizan tres técnicas básicaspara compensar correas de sistemasutilizando poleas por fricción, poleasde temporización, o ambas:
• Ajuste del eje de las poleas
• Bombeo de la poleas de arrastrepor fricción
• Compensación forzada
ALABEO
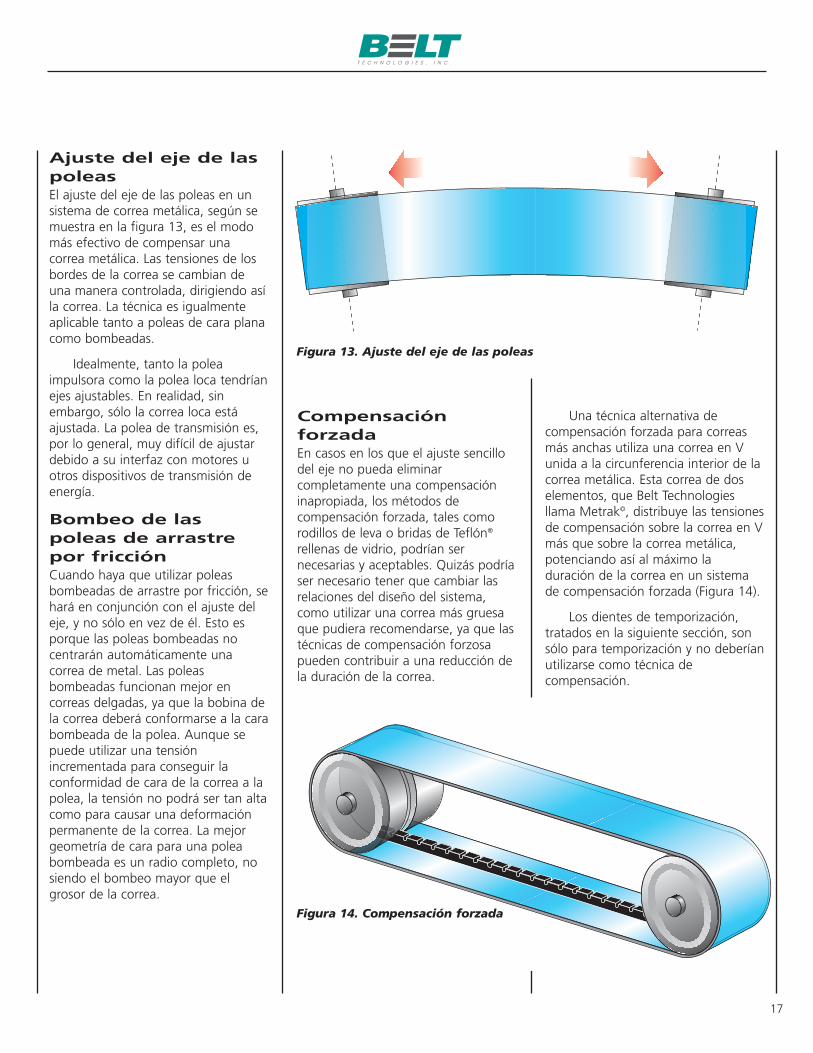
Ajuste del eje de laspoleasEl ajuste del eje de las poleas en unsistema de correa metálica, según semuestra en la figura 13, es el modomás efectivo de compensar unacorrea metálica. Las tensiones de losbordes de la correa se cambian deuna manera controlada, dirigiendo asíla correa. La técnica es igualmenteaplicable tanto a poleas de cara planacomo bombeadas.
Idealmente, tanto la poleaimpulsora como la polea loca tendríanejes ajustables. En realidad, sinembargo, sólo la correa loca estáajustada. La polea de transmisión es,por lo general, muy difícil de ajustardebido a su interfaz con motores uotros dispositivos de transmisión deenergía.
Bombeo de laspoleas de arrastrepor fricciónCuando haya que utilizar poleasbombeadas de arrastre por fricción, sehará en conjunción con el ajuste deleje, y no sólo en vez de él. Esto esporque las poleas bombeadas nocentrarán automáticamente unacorrea de metal. Las poleasbombeadas funcionan mejor encorreas delgadas, ya que la bobina dela correa deberá conformarse a la carabombeada de la polea. Aunque sepuede utilizar una tensiónincrementada para conseguir laconformidad de cara de la correa a lapolea, la tensión no podrá ser tan altacomo para causar una deformaciónpermanente de la correa. La mejorgeometría de cara para una poleabombeada es un radio completo, nosiendo el bombeo mayor que elgrosor de la correa.
CompensaciónforzadaEn casos en los que el ajuste sencillodel eje no pueda eliminarcompletamente una compensacióninapropiada, los métodos decompensación forzada, tales comorodillos de leva o bridas de Teflón®
rellenas de vidrio, podrían sernecesarias y aceptables. Quizás podríaser necesario tener que cambiar lasrelaciones del diseño del sistema,como utilizar una correa más gruesaque pudiera recomendarse, ya que lastécnicas de compensación forzosapueden contribuir a una reducción dela duración de la correa.
Una técnica alternativa decompensación forzada para correasmás anchas utiliza una correa en Vunida a la circunferencia interior de lacorrea metálica. Esta correa de doselementos, que Belt Technologiesllama Metrak©, distribuye las tensionesde compensación sobre la correa en Vmás que sobre la correa metálica,potenciando así al máximo laduración de la correa en un sistemade compensación forzada (Figura 14).
Los dientes de temporización,tratados en la siguiente sección, sonsólo para temporización y no deberíanutilizarse como técnica decompensación.
Figura 14. Compensación forzada
Figura 13. Ajuste del eje de las poleas
17

TEMPORIZACIÓN:Las poleas de temporización paracorreas de metal vienen con dientes ocon cavidades, cada uno de ellosengranándose en sus respectivasperforaciones u orejetas de arrastre.
Se deberá tener siempre el máximocuidado en el diseño de las poleas detemporización para asegurar quetodos los elementos de temporizacióntengan unos radios esféricos oevolventes. Esto asegura el engranajey desengranaje suave de la correa yde la polea. Para evitar problemasdebido a las tolerancias acumuladas,la diferencia de diámetros entre loscomponentes de transmisión y losimpulsados debería ser típicamentede, al menos, 0,152 mm a 0,203 mm.Las aplicaciones de desajuste cero ocasi cero son un caso especial.
Cuando se fabrica una polea condientes, cada diente de temporizaciónse inserta en un agujero mecanizadoen el cuerpo de la polea. Se deberáponer la máxima atención en lalocalización radial de cada diente paraasegurar una precisión global de pasode dientes.
Cuando se diseña una polea detemporización, es crítico que eldiámetro de paso de dientes esté enel eje neutro de la correa (a la mitaddel grosor de la correa para unacorrea lisa delgada), no en la base.Como las correas de metal son por logeneral delgadas, puede darse latentación de desechar su grosor a lahora de calcular el diámetro desoporte de la cinta de la polea. Si nose incluye el grosor de la correa enestos cálculos se producirá undesajuste de los elementos detemporización.
El diámetro de soporte de la cintapuede determinarse por la fórmula:
NPD =
π– t
donde
N = número de longitudes o dientes de paso en una polea
P = paso de perforación
t = grosor de la polea
TENSIÓN:Los sistemas de arrastre por fricciónpueden operar con tensiones tanflojas como la cadena de una bicicletay tan apretadas como una cuerda deguitarra. La tensión de la correa esextremadamente importante en lossistemas de temporización y deberíamantenerse siempre lo más bajaposible. Por lo general, una tensión decorrea baja mejora la duración de vidade la correa y reduce el desgastesobre otros componentes del sistema.
La tensión de la correa no deberíaincrementarse para reducir la combaentre las poleas (Véase COMBA DE LACORREA, página 19). Las correastensadas en exceso pueden desarrollarun arco cruzado, parecido al de unacinta métrica. Además de este arcocruzado, el exceso de tensiónprovocará un movimiento desigual yreducirá la repetibilidad y la duraciónde vida de la correa.
La tensión de la correa debería serdeterminada operando el sistema yseleccionando la tensión de trabajomás baja posible. Ésta puedemantenerse con el uso de cilindros deaire, resortes o gatos.
18
Figura 15. Poleas de temporización

RIGIDEZ DE LAESTRUCTURADEL SISTEMA:Una rígida estructura del sistema esnecesaria para permitir ajustes finospara la temporización y compensaciónde la correa. Si existe una flexiónincontrolada en la estructura delsistema, el sistema se arquearácuando se curve la correa.Descompensando una fuerza(encorvadura del sistema) con otrafuerza (ajuste del eje) no proporcionaun sistema controlado y puedeproducir problemas de compensación.Para asegurar que cualquier ajuste deleje sea controlable, es importantediseñar suficiente rigidez en elsistema.
FLEXIONESALTERNAS:El mejor diseño de sistema utiliza dospoleas. El añadir flexiones alternas alsistema añade esfuerzo de tensión,poniendo en peligro la duración devida de la correa. Como cada poleapuede tener una influencia dedirección, podrían producirseproblemas de compensación.
EJES ENVOLADIZO:Es preferible que los ejes de las poleastengan unos puntos de terminaciónsólidos a cada extremo. Los ejes envoladizo pueden crear un pivote.Cuando se introduce tensión, el ejepuede desviarse y producir problemasde compensación. Si los ejes envoladizo son necesarios, su rigidezdeberá asegurarse a través del diseñode la estructura y de la rigidez del eje.
PERMEABILIDADMAGNÉTICA:La permeabilidad magnética se definecomúnmente como una medida de lahabilidad de una sustancia deconducir el magnetismo encomparación con el aire, que tieneuna permeabilidad de 1.
Los aceros inoxidables de la serietrescientos se consideran nomagnéticos, pero el trabajo en fríoutilizado para producir el temple desus muelles y su alta resistencia a latracción producirá un incremento enla permeabilidad magnética. Por lotanto, un acero 301 de dureza plenatiene una mayor permeabilidadmagnética que un 301 de mediadureza. Por lo general, los acerosinoxidables 316 tienen la menorpermeabilidad magnética, pero esdifícil de obtener en el estado dedureza plena.
Consúltese el Apéndice para laspropiedades nominales depermeabilidad magnética de lasaleaciones comunes de correasmetálicas.
COMBA DE LACORREA:Cuando la distancia entre poleas eslarga, la correa puede combarse.Incluso en el lado más apretado de latensión se produce una ciertacombadura. Para asegurar la tensiónapropiada e impedir la combadura, sedeberá arrastrar la superficie detrabajo de la correa por cualquiersuperficie de soporte estacionario,tales como materiales de ultra-altopeso molecular (UHMW). Se deberánevitar superficies giratorias quepuedan introducir un cambio axial yproducir problemas de compensación.El deslizar o arrastrar la correa poruna superficie estacionaria tiene unefecto despreciable sobre lacompensación o sobre la duración devida de la correa.
19
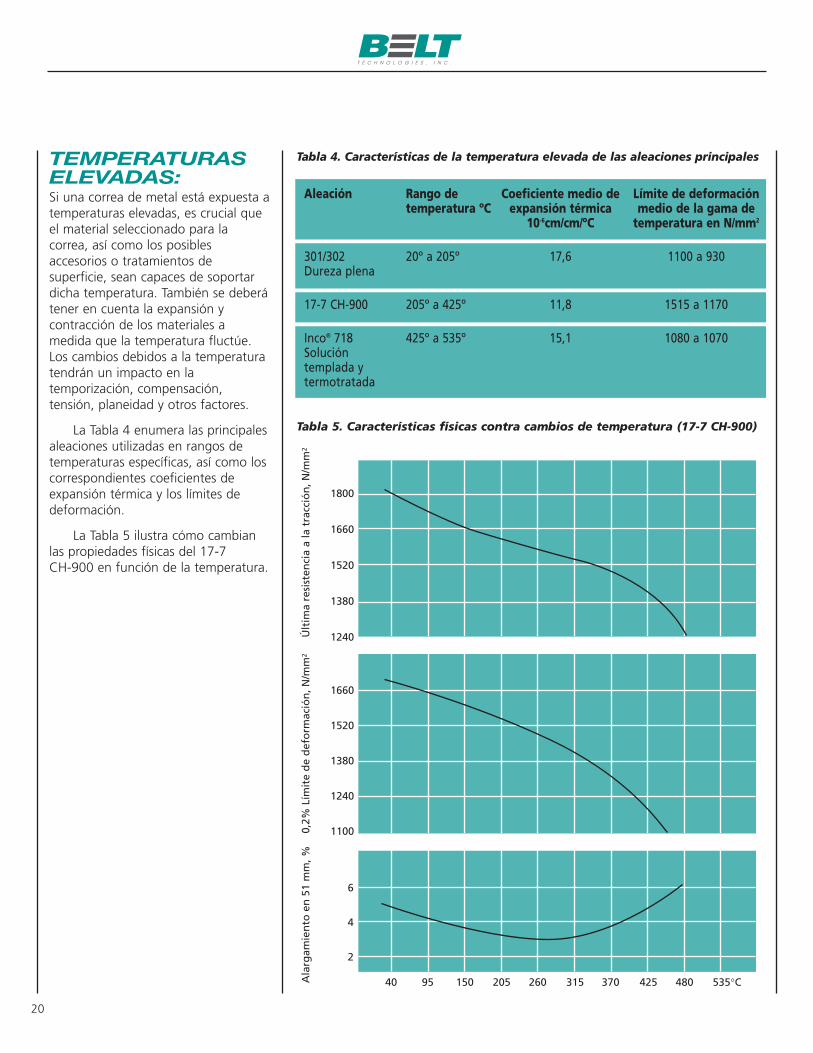
TEMPERATURASELEVADAS:Si una correa de metal está expuesta atemperaturas elevadas, es crucial queel material seleccionado para lacorrea, así como los posiblesaccesorios o tratamientos desuperficie, sean capaces de soportardicha temperatura. También se deberátener en cuenta la expansión ycontracción de los materiales amedida que la temperatura fluctúe.Los cambios debidos a la temperaturatendrán un impacto en latemporización, compensación,tensión, planeidad y otros factores.
La Tabla 4 enumera las principalesaleaciones utilizadas en rangos detemperaturas específicas, así como loscorrespondientes coeficientes deexpansión térmica y los límites dedeformación.
La Tabla 5 ilustra cómo cambianlas propiedades físicas del 17-7 CH-900 en función de la temperatura.
Tabla 4. Características de la temperatura elevada de las aleaciones principales
20
Aleación Rango de Coeficiente medio de Límite de deformacióntemperatura ºC expansión térmica medio de la gama de
10-6cm/cm/ºC temperatura en N/mm2
301/302 20º a 205º 17,6 1100 a 930Dureza plena
17-7 CH-900 205º a 425º 11,8 1515 a 1170
Inco® 718 425º a 535º 15,1 1080 a 1070Solución templada ytermotratada
40 95 150 205 260 315 370 425 480 535°C
6
4
2
1660
1520
1380
1240
1100
1800
1660
1520
1380
1240Últ
ima
resi
sten
cia
ala
trac
ció
n,N
/mm
20,
2%Lí
mit
ed
ed
efo
rmac
ión
,N/m
m2
Ala
rgam
ien
toen
51m
m,%
Tabla 5. Características físicas contra cambios de temperatura (17-7 CH-900)

Figura 16. Teoría del resbalamiento gradual de la correaAB es el arco libre. BC es el arco efectivo.
RESBALAMIENTOGRADUAL DE LACORREA:El resbalamiento gradual de la correaes un fenómeno asociado con latransmisión de energía entre unapolea de transmisión y el miembro deelasticidad a la tracción de la misma.Debido al resbalamiento gradual de lacorrea en un sistema de arrastre defricción, la polea se mueve en realidadligeramente más rápidamente que lacorrea.
Considere la Figura 16. Los 180ºde envoltorio entre la polea detransmisión y la correa está divididaen dos arcos:
• El arco libre (donde no setransmite energía)
• El arco efectivo, tambiénllamado el ángulo deresbalamiento (donde seproduce la transmisión deenergía).
Dentro del arco libre, lassuperficies de la correa y de la poleaestán en contacto estático y no setransmite energía. La correa se desliza
sobre la correa con tensión lateral T1 yvelocidad V1 que iguala a la velocidadde superficie V1 de la polea detransmisión. Tanto la velocidad comola tensión permanecen constantesmientras continúe el contacto a travésdel arco libre.
En el arco efectivo, las superficiesde la correa y de la superficie están encontacto deslizante y la velocidad dela superficie de la polea es mayor quela de la correa. Este fenómeno escausado por los cambiosdimensionales en la correa debido alas fuerzas diferenciales que actúansobre ella a medida que pasaalrededor de la polea. A medida quese produce el contacto deslizante, sedesarrollan fuerzas de fricción paraigualar los cambios en la tensión de lacorrea y se transmite la energía.
Como el miembro de tracción deuna correa de metal es la propiacorrea de metal con sus altos modosasociados de elasticidad, elresbalamiento en una correa de metales mucho menor que el de las correashechas de la mayoría de otrosmateriales.
Sin embargo, si no se controla, elresbalamiento en una correa metálicade arrastre por fricción produce unapérdida de repetibilidad.Afortunadamente, el resbalamientoen las correas de metal se controlafácilmente.
Los dientes u orejetas detemporización son el modo máscomún de combatir el resbalamiento.El número de puntos detemporización debería ser el menorposible, lo que impediría que seproduzca el resbalamiento. Enmuchos sistemas, es posible tenersólo de seis a ocho puntos detemporización en la circunferencia dela polea.
21
B
A
C
T1
V1
T2
V2
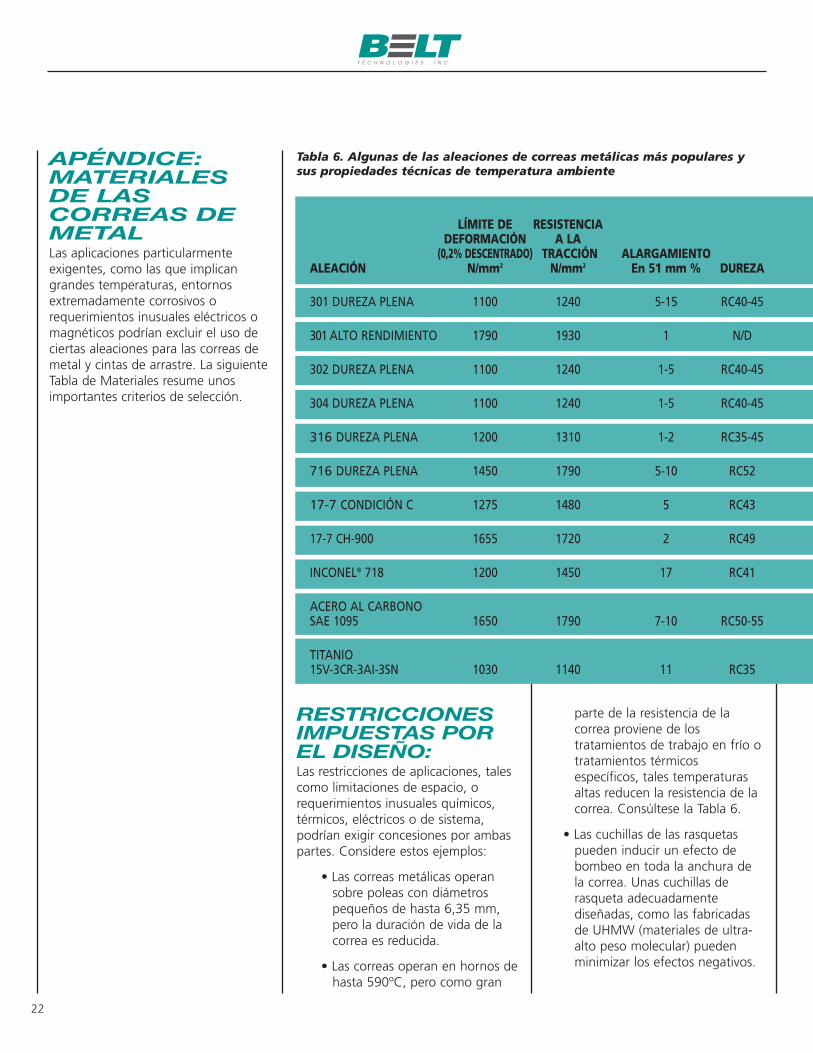
APÉNDICE:MATERIALESDE LASCORREAS DEMETALLas aplicaciones particularmenteexigentes, como las que implicangrandes temperaturas, entornosextremadamente corrosivos orequerimientos inusuales eléctricos omagnéticos podrían excluir el uso deciertas aleaciones para las correas demetal y cintas de arrastre. La siguienteTabla de Materiales resume unosimportantes criterios de selección.
22
Tabla 6. Algunas de las aleaciones de correas metálicas más populares ysus propiedades técnicas de temperatura ambiente
RESTRICCIONESIMPUESTAS POREL DISEÑO:Las restricciones de aplicaciones, talescomo limitaciones de espacio, orequerimientos inusuales químicos,térmicos, eléctricos o de sistema,podrían exigir concesiones por ambaspartes. Considere estos ejemplos:
• Las correas metálicas operansobre poleas con diámetrospequeños de hasta 6,35 mm,pero la duración de vida de lacorrea es reducida.
• Las correas operan en hornos dehasta 590ºC, pero como gran
parte de la resistencia de lacorrea proviene de lostratamientos de trabajo en frío otratamientos térmicosespecíficos, tales temperaturasaltas reducen la resistencia de lacorrea. Consúltese la Tabla 6.
• Las cuchillas de las rasquetaspueden inducir un efecto debombeo en toda la anchura dela correa. Unas cuchillas derasqueta adecuadamentediseñadas, como las fabricadasde UHMW (materiales de ultra-alto peso molecular) puedenminimizar los efectos negativos.
LÍMITE DE RESISTENCIA TRACCIÓN CONDUCTIVIDAD DE EXPANSIÓNDEFORMACIÓN A LA DE TÉRMICA TÉRMICA
(0,2% DESCENTRADO) TRACCIÓN ALARGAMIENTO ELASTICIDAD COEFICIE NTE DENSIDAD (0º A 100ºC) (0º A 100ºC) PERMEABILIDAD RESISTENCIA AALEACIÓN N/mm2 N/mm2 En 51 mm % DUREZA EN 10
301 DUREZA PLENA 1100 1240 5-15 RC40-45 1,93 ,285 7,9 0,039 16,9 B-M M
301 ALTO RENDIMIENTO 1790 1930 1 N/D 1,79 ,285 7,9 0,039 16,9 M-A M
302 DUREZA PLENA 1100 1240 1-5 RC40-45 1,93 ,285 7,9 0,039 17,3 B-M M-A
304 DUREZA PLENA 1100 1240 1-5 RC40-45 1,93 ,285 7,9 0,039 17,3 B-M M-A
316 DUREZA PLENA 1200 1310 1-2 RC35-45 1,93 ,285 7,9 0,036 16,0 B A
716 DUREZA PLENA 1450 1790 5-10 RC52 2,20 ,285 7,9 0,059 10,6 A B-M
17-7 CONDICIÓN C 1275 1480 5 RC43 1,93 ,305 7,8 0,037 15,3 M-A M-A
17-7 CH-900 1655 1720 2 RC49 2,00 ,305 7,8 0,037 10,9 M-A M-A
INCONEL® 718 1200 1450 17 RC41 2,00 ,284 7,9 0,030 11,9 B A
ACERO AL CARBONOSAE 1095 1650 1790 7-10 RC50-55 2
TITANIO15V-3CR-3AI-3SN 1030 1140 11 RC35 1,03 ,300 4,7 0,019 9,7 B A

MÓDULO DE COEFICIENTETRACCIÓN CONDUCTIVIDAD DE EXPANSIÓN
DE TÉRMICA TÉRMICAELASTICIDAD COEFICIE NTE DENSIDAD (0º A 100ºC) (0º A 100ºC) PERMEABILIDAD RESISTENCIA AEN 105 N/mm2 DE POISSÓN g/cm3 Cal/cm2/seg/ºC/cm cm/cm/ºC x 10-6 MAGNÉTICA LA CORROSIÓN
1,93 ,285 7,9 0,039 16,9 B-M M
1,79 ,285 7,9 0,039 16,9 M-A M
1,93 ,285 7,9 0,039 17,3 B-M M-A
1,93 ,285 7,9 0,039 17,3 B-M M-A
1,93 ,285 7,9 0,036 16,0 B A
2,20 ,285 7,9 0,059 10,6 A B-M
1,93 ,305 7,8 0,037 15,3 M-A M-A
2,00 ,305 7,8 0,037 10,9 M-A M-A
2,00 ,284 7,9 0,030 11,9 B A
2,07 ,287 7,9 0,124 10,5 A B
1,03 ,300 4,7 0,019 9,7 B A
A - ALTO RELATIVO A OTROSM - MEDIO MATERIALES EN ESTA
B - BAJO TABLA
DURACIÓN DEUSO DE LACORREA:
‘Duración de vida de la correa’significa muchas cosas diferentes paradiferentes personas y diferentesprocesos. La duración de vida de10.000 revoluciones puede serexcelente para una aplicación; otracorrea podría realizar 10.000revoluciones cada hora.
Por lo tanto, ¿durante cuántotiempo podemos esperar que durenuestra correa? Sin tratar de esquivarla pregunta, la mejor respuesta es“depende”.
Depende de factores tales comoel diseño del sistema, la resistencia delmaterial, el entorno, la resistencia, latensión, los tratamientos de lassuperficies, los accesorios, etc.
Los mismos factores que tienenun efecto sobre el diseño de susistema y sus correas metálicasafectan también a la duración de lacorrea.
Teniendo en cuenta todo loanterior, es razonable decir que lascorreas de metal tienen el potencialde durar más tiempo que otros tiposde correas y cadenas. También tienenel potencial de ser más precisas y
repetibles, más ligeras, más rápidas ymás rentables.
Una discusión con un miembro denuestro equipo técnico podríaayudarle a calcular la duración de vidade la correa que puede esperar en suaplicación específica.
23

Esperamos que esta introducción a latecnología de las correas de metal lehaya proporcionado una ciertacomprensión de las importantesconsideraciones de diseño y le hayaayudado a calificar su aplicación.Nuestra exclusiva tecnología decorreas metálicas ha culminado entoda una gama de soluciones parauna larga y creciente lista desatisfechos clientes. Podremosproporcionarle una lista de estascompañías a solicitud.
Si necesitara más asistencia orevisión de diseños, póngase encontacto con un ingeniero de BeltTechnologies por teléfono o fax:
Teléfono: 0044-191-415-3010
Fax: 0044-191-415-0333
Por favor, envíe por fax la lista dechequeo de diseño de la páginaopuesta, junto con la información dela aplicación.
Muchas gracias por su interés enBelt Technologies.
24
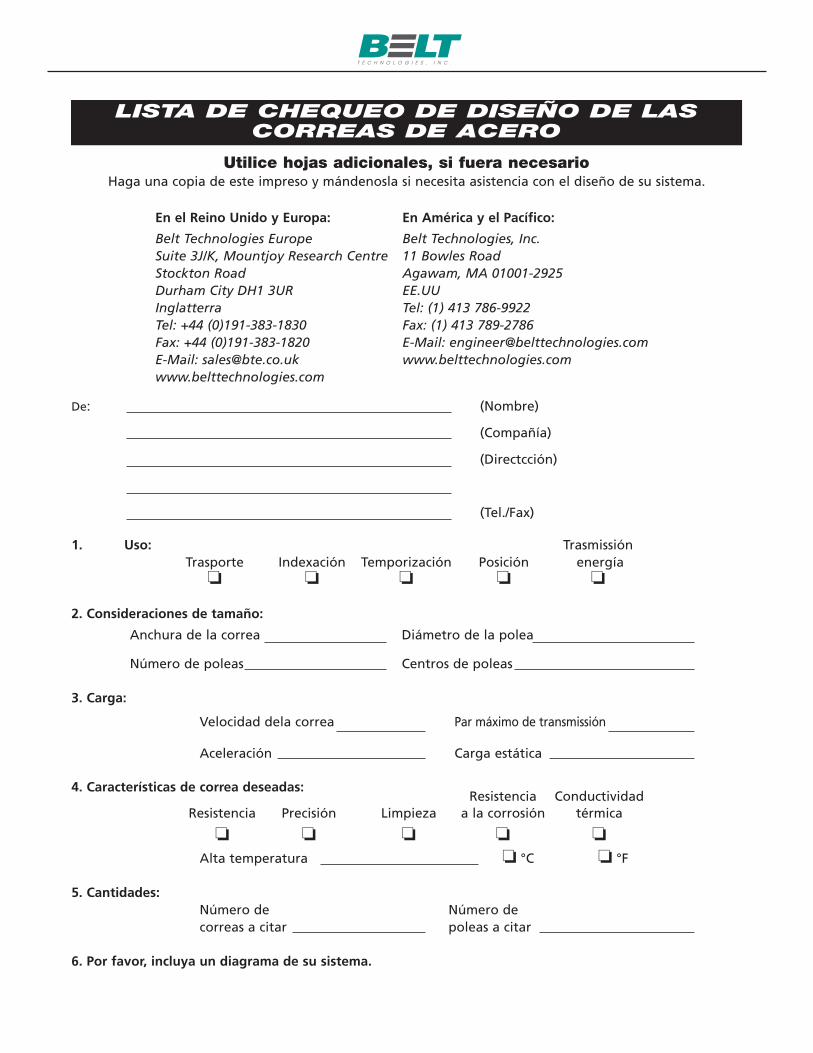
LISTA DE CHEQUEO DE DISEÑO DE LASCORREAS DE ACERO
Utilice hojas adicionales, si fuera necesarioHaga una copia de este impreso y mándenosla si necesita asistencia con el diseño de su sistema.
En el Reino Unido y Europa:
Belt Technologies EuropeSuite 3J/K, Mountjoy Research CentreStockton RoadDurham City DH1 3URInglatterraTel: +44 (0)191-383-1830Fax: +44 (0)191-383-1820E-Mail: [email protected]
En América y el Pacífico:
Belt Technologies, Inc.11 Bowles RoadAgawam, MA 01001-2925EE.UUTel: (1) 413 786-9922Fax: (1) 413 789-2786E-Mail: [email protected]
De: (Nombre)
(Compañía)
(Directcción)
(Tel./Fax)
1. Uso: TrasmissiónTrasporte Indexación Temporización Posición energía
o o o o o
2. Consideraciones de tamaño:
Anchura de la correa Diámetro de la polea
Número de poleas Centros de poleas
3. Carga:
Velocidad dela correa Par máximo de transmissión
Aceleración Carga estática
4. Características de correa deseadas:Resistencia Conductividad
Resistencia Precisión Limpieza a la corrosión térmica
o o o o o
Alta temperatura o °C o °F
5. Cantidades:Número de Número decorreas a citar poleas a citar
6. Por favor, incluya un diagrama de su sistema.
En el Reino Unido y Europa:Belt Technologies Europe • 4th Floor • Pennine House
Washington, Tyne and Wear NE37 1LY, InglaterraTel: +44 (0) 191 415 3010 • Fax: +44 (0) 191 415 0333
E-Mail: [email protected] • www.belttechnologies.co.uk
En América y el Pacífico:Belt Technologies, Inc. • 11 Bowles Road, P.O. Box 468 • Agawam, MA 01001, EE.UU
Telephone (413) 786-9922 • FAX (413) 789-2786E-Mail: [email protected] • www.belttechnologies.com