cours exos grafcet
TRANSCRIPT

Copyright 2001, R. Gourdeau et G. M. Cloutier
ELE3202
Introduction a l’automatisation
Le GRAFCET
Richard GourdeauDepartement de genie electrique
Guy M. CloutierDepartement de genie mecanique
Ecole Polytechnique de Montreal
17 septembre 2001

Copyright 2001, R. Gourdeau et G. M. Cloutier
Preface
Ce document est une premiere version des notes de cours d’ELE3202 trai-tant du GRAFCET. Ce document se limite a l’analyse, la representation et la« simple » description fonctionnelle de systemes sequentiels. Par « simple »,on entend une description graphique connue sous le nom de « diagramme fonc-
tionnel » ou GRAFCET, qui ne requiert d’autre analyse que celle des sequences
desirees de l’automatisme. Le document n’aborde donc pas les analyses thermo-dynamiques, mecaniques, electriques ou dynamiques necessaires a la conceptionde detail des automatismes. Le document [2] constitue une reference complete quipresente certains aspects plus avances du GRAFCET.
i

Copyright 2001, R. Gourdeau et G. M. Cloutier
Table des matieres
1 Presentation du GRAFCET 21.1 Definitions et regles . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.1.1 Definitions . . . . . . . . . . . . . . . . . . . . . . . . . . . 31.1.2 Regles de syntaxe . . . . . . . . . . . . . . . . . . . . . . . 41.1.3 Regles d’evolution . . . . . . . . . . . . . . . . . . . . . . . 4
1.2 Niveau d’un grafcet . . . . . . . . . . . . . . . . . . . . . . . . . . 41.2.1 Grafcet de niveau 1 . . . . . . . . . . . . . . . . . . . . . . 51.2.2 Grafcet de niveau 2 . . . . . . . . . . . . . . . . . . . . . . 51.2.3 Exemple . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61.2.4 Frontiere entre les deux niveaux . . . . . . . . . . . . . . . 7
1.3 Exemples d’application . . . . . . . . . . . . . . . . . . . . . . . . 81.3.1 Grafcet a sequence unique . . . . . . . . . . . . . . . . . . 81.3.2 Grafcet avec aiguillage . . . . . . . . . . . . . . . . . . . . 91.3.3 Grafcet avec sequences simultanees . . . . . . . . . . . . . 111.3.4 Grafcet avec liaison entre sequences . . . . . . . . . . . . . 12
1.4 Receptivite a un front . . . . . . . . . . . . . . . . . . . . . . . . 141.5 Resume et vocabulaire . . . . . . . . . . . . . . . . . . . . . . . . 14
2 Le GEMMA 192.1 Modes de marches . . . . . . . . . . . . . . . . . . . . . . . . . . 192.2 Arrets d’urgence . . . . . . . . . . . . . . . . . . . . . . . . . . . 252.3 Elaboration d’un grafcet complete . . . . . . . . . . . . . . . . . . 27
2.3.1 Enrichissement d’un grafcet de base . . . . . . . . . . . . . 282.3.2 Decoupage en taches coordonnees . . . . . . . . . . . . . . 28
3 Materialisation d’un grafcet 323.1 Equations booleennes . . . . . . . . . . . . . . . . . . . . . . . . . 333.2 Sequenceurs (pneumatiques) . . . . . . . . . . . . . . . . . . . . . 35
ii

Copyright 2001, R. Gourdeau et G. M. Cloutier
4 Exercices 39
iii

Copyright 2001, R. Gourdeau et G. M. Cloutier
Table des figures
1.1 Commande d’une poinconneuse semi-automatique . . . . . . . . . 21.2 Grafcet d’une poinconneuse semi-automatique . . . . . . . . . . . 31.3 Commande d’une poinconneuse avec distributeur a double pilotage 71.4 Commande d’une poinconneuse avec distributeur a simple pilotage 81.5 Exemple du chariot H . . . . . . . . . . . . . . . . . . . . . . . . 81.6 Exemple du chariot H : le grafcet . . . . . . . . . . . . . . . . . . 91.7 Tri de caisses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101.8 Tri de caisses : grafcet . . . . . . . . . . . . . . . . . . . . . . . . 101.9 Remplissage de bidons . . . . . . . . . . . . . . . . . . . . . . . . 111.10 Remplissage de bidons : grafcet . . . . . . . . . . . . . . . . . . . 111.11 Chariots avec aiguillage . . . . . . . . . . . . . . . . . . . . . . . . 121.12 Chariots avec aiguillage : grafcet . . . . . . . . . . . . . . . . . . . 131.13 Chariots avec aiguillage : grafcets . . . . . . . . . . . . . . . . . . 131.14 Exemple de temporisation . . . . . . . . . . . . . . . . . . . . . . 141.15 Grafcet avec sequences alternees . . . . . . . . . . . . . . . . . . . 151.16 Exemple de representations d’un front montant . . . . . . . . . . 151.17 Vocabulaire du GRAFCET . . . . . . . . . . . . . . . . . . . . . . 16
2.1 Le GEMMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 202.2 Mode cycle par cycl . . . . . . . . . . . . . . . . . . . . . . . . . . 212.3 Mode cycle unique . . . . . . . . . . . . . . . . . . . . . . . . . . 222.4 Mode cycle automatique . . . . . . . . . . . . . . . . . . . . . . . 232.5 Mode cycle par cycle et mode automatique . . . . . . . . . . . . . 242.6 Mode pas a pas . . . . . . . . . . . . . . . . . . . . . . . . . . . . 242.7 Inhibition des actions . . . . . . . . . . . . . . . . . . . . . . . . . 252.8 Figeage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.9 Retour a l’etape initiale . . . . . . . . . . . . . . . . . . . . . . . 262.10 Taches speciales . . . . . . . . . . . . . . . . . . . . . . . . . . . . 272.11 Coordination horizontale . . . . . . . . . . . . . . . . . . . . . . . 28
iv

Copyright 2001, R. Gourdeau et G. M. Cloutier
2.12 Schema d’un systeme de percage semi-automatique . . . . . . . . 292.13 Modes de marches d’un systeme de percage semi-automatique . . 302.14 Structuration hierarchisee selon les modes de marches . . . . . . . 31
3.1 Gracfet sans receptivite = 1 . . . . . . . . . . . . . . . . . . . . . 323.2 Remplissage de bidons : grafcet . . . . . . . . . . . . . . . . . . . 343.3 Etape grafcet et equivalent logique . . . . . . . . . . . . . . . . . 353.4 Etape GRAFCET et sequenceur . . . . . . . . . . . . . . . . . . . 363.5 Schema sequenceur avec divergence en OU . . . . . . . . . . . . . 363.6 Grafcet du schema sequenceur avec divergence en OU . . . . . . . 373.7 Grafcet avec divergence en ET . . . . . . . . . . . . . . . . . . . . 373.8 Schema sequenceur avec divergence en ET . . . . . . . . . . . . . 38
4.1 Commande d’une came . . . . . . . . . . . . . . . . . . . . . . . . 394.2 Cycle de percage . . . . . . . . . . . . . . . . . . . . . . . . . . . 404.3 Compression de poudres . . . . . . . . . . . . . . . . . . . . . . . 414.4 Compression de poudres : capteurs et actionneurs . . . . . . . . . 444.5 Compression de poudres : entrees-sorties . . . . . . . . . . . . . . 444.6 Wagonnets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 454.7 Pont roulant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 464.8 Permutation de pompes . . . . . . . . . . . . . . . . . . . . . . . 474.9 Melangeur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 484.10 Circuits electroniques . . . . . . . . . . . . . . . . . . . . . . . . . 494.11 Manipulateur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 504.12 Convoyeur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 524.13 Presse avec derouleur . . . . . . . . . . . . . . . . . . . . . . . . . 534.14 Unite d’epuration . . . . . . . . . . . . . . . . . . . . . . . . . . . 534.15 Convoyeurs et manipulateur . . . . . . . . . . . . . . . . . . . . . 554.16 Centrale a beton . . . . . . . . . . . . . . . . . . . . . . . . . . . 564.17 Receptivite avec fronts . . . . . . . . . . . . . . . . . . . . . . . . 58
v

Copyright 2001, R. Gourdeau et G. M. Cloutier
Introduction
Ce document presente de facon relativement complete le GRAFCET (GRApheFonctionnel de Commande Etape / Transition). La reference [2] constitue unedes references completes sur le sujet.
Le GRAFCET est un outil graphique qui permet de decrire le fonctionnementd’un automatisme sequentiel. Il peut etre utilise pour representer l’automatismedans toutes les phases de la conception : de la definition du cahier des charges,a la mise en oeuvre (programmation d’un automate programmable industriel,utilisation de sequenceurs ou autres technologies) en passant par l’etude des modesde marches et d’arrets.
Le GRAFCET repose sur l’utilisation d’instructions precises, l’emploi d’un vo-cabulaire bien defini, le respect d’une syntaxe rigoureuse, et l’utilisation de reglesd’evolutions. Il permet, entre autre, d’adopter une demarche progressive dansl’elaboration de l’automatisme.
1

Copyright 2001, R. Gourdeau et G. M. Cloutier
Chapitre 1
Presentation du GRAFCET
1.1 Definitions et regles
Les definitions et regles seront presentee a l’aide d’un exemple simple tirede [5]. Une poinconneuse semi-automatique (voir fig. 1.1) se compose d’une tablefixe recevant la tole a poinconner et d’un poincon mobile. Au repos, le poinconest en position haute. Lorsque l’operateur appuie sur le bouton depart , le poincondescend en position basse puis remonte en position haute et retourne au repos. Cecycle se repete a chaque pression du bouton depart . Le grafcet correspondant acet automatisme est donne a la figure 1.2.
Fig. 1.1 – Commande d’une poinconneuse semi-automatique
2

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 3
Fig. 1.2 – Grafcet d’une poinconneuse semi-automatique
1.1.1 Definitions
Le grafcet de la figure 1.2 comprend les elements de base du GRAFCET qui endonnent la structure et l’interpretation (ces definitions sont tirees de [2]) :
les etapes (carres numerotes de 1 a 3, l’etape 1 etant une etape initiale) : une
etape caracterise le comportement invariant d’une partie ou de la to-
talite du systeme isole represente ; a un instant donne et suivant l’evolution
du systeme, une etape est soit active ou inactive ;
les transitions (petits traits perpendiculaires aux liaisons orientees) une tran-
sition indique la possibilite d’evolution entre plusieurs etapes ; cette evolu-
tion s’accomplit par le franchissement de la transition qui provoque un
changement d’activite des etapes ;
les liaisons orientees (traits entre les etapes et les transitions : habituellementverticaux et orientes de haut vers le bas) les liaisons orientees relient les
etapes aux transitions et les transitions aux etapes ; elles indiquent les voies
d’evolution ;
les actions associees aux etapes (Attendre, Descendre, Monter) une ou plusieurs
actions peuvent etre associees a une etape ; elles traduisent « ce qui doit
etre fait » chaque fois que l’etape a laquelle elles sont associees est active ;
les receptivites (conditions logiques associees aux transitions : depart ET posi-tion haute, position basse, position haute) a chaque transition est associee
une condition logique appelee condition de transition ou receptivite qui
peut etre soit vraie soit fausse ;

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 4
1.1.2 Regles de syntaxe
– L’alternance etape-transition et transition-etape doit toujours etre respecteequelle que soit la sequence parcourue.
– Deux etapes ou deux transitions ne doivent jamais etre reliees par une liaisonorientee. La liaison orientee relie obligatoirement une etape a une transitionou une transition a une etape.
1.1.3 Regles d’evolution
Situation initiale (regle 1) : La situation initiale d’un grafcet caracterise le com-portement initial de la partie commande vis-a-vis de la partie operative, del’operateur et/ou des elements exterieurs. Elle correspond aux etapes activesau debut du fonctionnement. Elle traduit generalement un comportementau repos.
Franchissement d’une transition (regle 2) : Une transition est dite valideelorsque toutes les etapes precedentes reliees a cette transition sont actives. Lefranchissement d’une transition se produit : lorsque la transition est valideeet que la receptivite associee a cette transition est vraie.
Evolution des etapes actives (regle 3) : Le franchissement d’une transitionentraıne simultanement l’activation de toutes les etapes immediatement sui-vantes et la desactivation de toutes les etapes immediatement precedentes.
Evolutions simultanees (regle 4) : Plusieurs transitions simultanement fran-chissables sont simultanement franchies.
Activation et desactivation simultanees d’une etape (regle 5) : Si, au coursdu fonctionnement, la meme etape est simultanement activee et desactivee,elle reste active.
Pour indiquer les etapes qui sont actives a un instant donne, un point peutetre place dans la partie inferieure des symboles des etapes actives.
1.2 Niveau d’un grafcet
Dans cette section, la notion de niveau d’un grafcet, telle que definie dans [3],est presentee. Le GRAFCET peut etre utilise aussi bien pour decrire l’aspect fonc-tionnel d’un automatisme que pour le definir dans le detail en tenant comptedes technologies utilisees. Ces utilisations donnent respectivement des grafcets deniveau 1 et de niveau 2.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 5
1.2.1 Grafcet de niveau 1 : Specifications fonctionnelles
La premiere etape dans l’elaboration d’une commande par GRAFCET est l’ela-boration d’un grafcet tenant compte exclusivement de l’aspect fonctionnel ducahier des charges. C’est un grafcet de niveau 1 qui est generalement elabore parl’utilisateur de l’installation a automatiser. De facon plus formelle (tire de [3]) :
« Les specifications fonctionnelles caracterisent les reactionsde l’automatisme aux informations issues de la partie operative, dansle but de faire comprendre au concepteur quel devra etre le role dela partie commande a construire. Elles doivent donc definir de faconclaire et precise les differentes fonctions, informations et commandesimpliquees dans l’automatisation de la partie operative, sans preju-ger en aucune facon des technologies employees tant dans la partiecommande que dans la partie operative elle-meme.
En consequence, ni la nature, ni les caracteristiques des differentscapteurs ou actionneurs utilises n’ont leur place dans ces specifications.Peu importe, a ce niveau, que l’on effectue un deplacement a l’aide d’unverin hydraulique ou pneumatique, ou encore d’un moteur electrique.Ce qu’il faut savoir, c’est dans quelles circonstances ce deplacementdoit s’effectuer.
Par contre, il importe que les securites de fonctionnement prevuessoient incorporees dans les specifications fonctionnelles, dans la mesureou elles ne dependent pas directement de la technologie de ces capteursou actionneurs. »
Ainsi, apres avoir defini le fonctionnement normal par ce grafcet de base, ilfaut l’enrichir afin de tenir compte des modes de marches de l’installation : lamise en marche au demarrage, l’arret en cours de production, la remise en marcheapres l’arret, les arrets d’urgence, ... Le Guide d’Etude des Modes de Marcheset d’Arrets (le GEMMA qui sera decrit a la section 2) permet d’effectuer cetenrichissement de facon structuree et rigoureuse, rendant ainsi le grafcet de baseexploitable.
1.2.2 Grafcet de niveau 2 : Specifications technologiqueset operationnelles
Afin de mettre en oeuvre le grafcet de niveau 1 decrivant le fonctionnement del’installation, le concepteur doit le transformer en un grafcet plus technique qui

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 6
tient compte, entre autres :– de l’aspect fonctionnel du cahier des charges ;– de la technologie de la partie operative ;– de la technologie de la partie commande ;– de la nature des capteurs utilises ;– du mode traitement de l’information.
Toujours tire de [3] :
« Les specifications technologiques precisent la facon dont l’au-tomatisme devra physiquement s’inserer dans l’ensemble que consti-tue le systeme automatise et son environnement. Ce sont les precisionsa apporter en complements des specifications fonctionnelles pour quel’on puisse concevoir un automatisme pilotant reellement la partie ope-rative.
C’est a ce niveau seulement que doivent intervenir les renseigne-ments sur la nature exacte des capteurs et actionneurs employes, leurscaracteristiques et les contraintes qui peuvent en decouler. A ces spe-cifications d’interfaces peuvent egalement s’ajouter des specificationsd’environnement de l’automatisme : temperature, humidite, poussieres,anti-deflagrance, tensions d’alimentation, etc...
Les specifications operationnelles ont trait au suivi de fonc-tionnement de l’automatisme au cours de son existence. Il s’agit lades considerations concernant l’equipement une fois realise et mis enexploitation : fiabilite, absence de pannes dangereuses, disponibilite,possibilite de modification de l’equipement en fonction de transforma-tion de la partie operative, facilite de maintenance, dialogue homme-machine, etc...
Ces considerations, primordiales pour l’exploitant du processus aautomatiser en raison de leurs repercussions sur le plan economique,sont souvent sous-estimees dans les cahiers de charges. Parfois difficilesa exprimer de facon quantitative, elle n’en ont pas moins d’incidencesur la maniere de realiser l’equipement. »
1.2.3 Exemple
L’exemple presente aux figures 1.1–1.2 correspond a un grafcet de niveau 1.Pour cet exemple, supposons que les mouvements de descente et de montee sontobtenus par un verin pneumatique double effet, que les informations haut et bas

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 7
sont obtenues au moyen de fins de course pneumatiques, et que l’informationdepart est donnee par un bouton poussoir pneumatique. La figure 1.3 presentel’installation et son grafcet de niveau 2 dans le cas ou un distributeur a doublepilotage est utilise, alors que la figure 1.4 presente le cas d’un distributeur a simplepilotage. On obtient ainsi deux grafcets de niveau 2 differents a partir d’un memegrafcet de niveau 1.
(a) Schema du systeme (b) Grafcet
Fig. 1.3 – Commande d’une poinconneuse avec distributeur a double pilotage
1.2.4 Frontiere entre les deux niveaux
La frontiere entre les deux niveaux de GRAFCET n’est pas precise, mais plutotune zone de transition que l’on franchit a mesure que l’on passe de specificationfonctionnelles aux specifications technologiques. Dans l’evolution entre les niveaux1 et 2, la structure du grafcet initial peut-etre modifiee. Par exemple, les temps dedeplacement tres differents pour deux verins peuvent creer des interferences nonprevues au niveau 1 (voir fig. 1.8).
Apres l’elaboration du grafcet de niveau 2, l’etape suivante est la mise enoeuvre. Ici, on ne parle pas de GRAFCET de niveau 3, car le GRAFCET a lui seulne peut pas decrire completement l’automatisme.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 8
(a) Schema du systeme (b) Grafcet
Fig. 1.4 – Commande d’une poinconneuse avec distributeur a simple pilotage
1.3 Exemples d’application
Dans cette section, des exemples de grafcets simples sont presentes afin d’illus-trer differentes structures de sequences possibles et de presenter des elements uti-lises par le GRAFCET.
1.3.1 Grafcet a sequence unique
Fig. 1.5 – Exemple du chariot H

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 9
Un chariot H peut se deplacer entre les positions A et B (voir fig. 1.5). Lapresence en A est representee par la variable booleenne a = 1. De meme b = 1quand le chariot est en B. Un ordre est donne au chariot H par le bouton poussoir(m = 1 quand le bouton est appuye). La position de repos (etat initial) est A.Les sorties du systeme de commande sont D (D = 1, mouvement vers la droite),G (G = 1, mouvement vers la gauche). Quand m = 1, le chariot H par vers lepoint B puis revient au point A. Si m = 1 quand le chariot H arrive au point A, ilrepart pour un nouveau cycle ABA, sinon il s’arrete. Et ainsi de suite. Le grafcetde cet automatisme est donne par le figure 1.6.
Fig. 1.6 – Exemple du chariot H : le grafcet
1.3.2 Grafcet avec aiguillage
Un dispositif automatique destine a trier des caisses de deux tailles differentesse compose d’un tapis amenant les caisses, de trois poussoirs et de deux tapisd’evacuation comme illustre a la figure 1.7. Le poussoir 1 pousse les petites caissesdevant le poussoir 2 qui, a son tour, les transfere sur le tapis d’evacuation 2, alorsque les grandes caisses sont poussees devant le poussoir 3, ce dernier les evacuantsur le tapis 3. Un dispositif de detection place devant le poussoir 1 permet dereconnaıtre le type de caisse qui se presente. Le grafcet de cette installation estpresente a la figure 1.8.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 10
Fig. 1.7 – Tri de caisses : tire de [5]
Fig. 1.8 – Tri de caisses : grafcet

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 11
1.3.3 Grafcet avec sequences simultanees
Fig. 1.9 – Remplissage de bidons : adapte de [5]
Fig. 1.10 – Remplissage de bidons : grafcet
Un tapis avance pas a pas et transporte des bidons vides qui seront remplis etensuite bouches a des postes de travail differents (voir fig. 1.9). L’approvisionne-ment en bidons n’est pas regulier et certains bidons peuvent manquer de temps aautre. La distance entre les bidons presents est fixee par des taquets situes sur letapis et distants d’un pas. Un dispositif permet a chacun des deux postes decrits,de detecter la presence ou l’absence d’un bidon. Le grafcet de cette installationest donne par la figure 1.10. La receptivite toujours vraie (= 1) qui suit les etapesd’attente 5 et 8 permet de synchroniser les operations effectuees aux deux postes.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 12
1.3.4 Grafcet avec liaison entre sequences
Sequences exclusives
Fig. 1.11 – Chariots avec aiguillage
Deux chariots H1 et H2 (voir figure 1.11) transportent du materiel depuis lespoints de chargement (C1 et C2) jusqu’au point de dechargement (B). Les variablesc1, c2 et b ayant la valeur 1 indiquent la presence d’un chariot en fin de course. Lesvariables a1 et a2 indiquent la presence d’un chariot au-dessus des capteurs A1 etA2 respectivement. Au depart, les deux chariots sont en C1 et C2. Si le boutonpoussoir m1 est enfonce, pour le chariot H1, un cycle C1,B,C1 commence avec
1. attente eventuelle sur A1 jusqu’a ce que la zone commune soit libre ;
2. attente en B de 100 secondes pour le dechargement.
Le chariot H2 fonctionne de la meme facon. L’aiguillage est controle par la V :chemin C1,B lorsque V = 1 et chemin C2,D lorsque V = 0.
Le grafcet de cette installation est donne par la figure 1.12. Ce grafcet peutaussi se decomposer en deux cycles (grafcets partiels) avec un grafcet de synchro-nisation (voir fig. 1.13).
Les receptivites entre les etapes 14–15 et 24–25 sont des temporisations. Parexemple, t/14/100s est une variable logique valant 0 dans les 100 premieres se-condes suivant l’activation de l’etape 14 et valant 1 apres ce delai1. La figure 1.14montre le chronogramme de X2 et t/X2/3s.
1La notation t/X14/100s est aussi utilisee.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 13
Fig. 1.12 – Chariots avec aiguillage : grafcet
Fig. 1.13 – Chariots avec aiguillage : grafcets

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 14
Fig. 1.14 – Exemple de temporisation
Sequences alternees
Voici un exemple tire de [2] ou deux operations doivent se faire de facon al-ternee : une premiere de fabrication et une deuxieme d’assemblage qui utilise leproduit de la fabrication. Le tout resulte en une alternance entre la depose despieces fabriquees et la prise pour l’assemblage (voir 1.15).
1.4 Receptivite a un front
Dans plusieurs cas, une receptivite utilisera la detection d’un changementd’etat logique d’une variable : passage de 0 a 1 ↑ (front montant), ou passagede 1 a 0 ↓ (front descendant). Les fronts utilises dans un grafcet peuvent etreremplaces par une division de l’etape qui valide la transition associee a ce front(voir la figure 1.16).
1.5 Resume et vocabulaire
Dans cette section, un bref resume ainsi que le vocabulaire (voir fig. 1.17)associe au GRAFCET sont presentes (tires de [3]).
Etape– correspond a une situation dans laquelle le comportement de tout ou partie
du systeme est invariant– active ou inactive

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 15
10
11
12 1
13
21
22
23
Marche de production
Pièce usinée
=1
Pièce déposée
Marche d’assemblage
=1
Pièce prise
Fin d’assemblage
DEPOSE
FABRICATION
PRISE
ASSEMBLAGE
20
2
Fig. 1.15 – Grafcet avec sequences alternees : adapte de [2]
a10
11
a
11
a
10B
10A
Fig. 1.16 – Exemple de representations synthetique et developpee d’un front mon-tant

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 16
Fig. 1.17 – Vocabulaire du GRAFCET adapte de [3]

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 17
– peut etre reactivee
Situation– a un instant donne, ensemble des etapes actives du grafcet
Action– associee a l’etape– executable lorsque l’etape est active– conditionnelle : si son execution est soumise a des conditions logiques– a niveau (ou continue) : executee tant que l’etape correspondante est
active– impulsionnelle (ou ponctuelle) : si son execution, de duree determinee a
lieu des que l’etape devient active
Transition– indique la possibilite d’evolution entre les etapes– validee ou non validee– franchissable et obligatoirement franchie lorsqu’elle est validee et que la
receptivite associee est vraie
Receptivite– associee a la transition– fonction logique combinatoire d’informations logiques– peut faire intervenir l’etat ou le changement d’etat des variables
Le temps– notation particuliere t/i/d
Liaisons– indiquent les voies d’evolution de la situation du grafcet
Regles d’evolution– 5 regles fondamentales (initialisation, validation et franchissement d’une
transition, simultaneite de franchissement des transitions, simultaneited’activation desactivation d’une etape)
– duree de franchissement d’une transition ou d’activation d’une etape nonnulle
Etats des etapes– (actif Xi ou inactif Xi) peuvent intervenir dans les receptivites ou pour
conditionner des actions
Regles d’etablissement– alternance etape-transition et transition-etape

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 1. PRESENTATION DU GRAFCET 18
Evenement externe– variation d’etat logique d’une variable d’entree
Evenement interne– changement de situation
Stabilite d’une situation– une situation est dite stable si une nouvelle situation ne peut etre obtenue
que sur l’occurrence d’un evenement externe
D’autres elements du GRAFCET ne sont pas traites explicitement dans ce do-cument :
– les macro-etapes (§ 2.8.2, [2]) ;– l’aspect temporel, le forcage, etc... (chap. III, [2]) ;– la representation des actions (chap. IV, [2]).

Copyright 2001, R. Gourdeau et G. M. Cloutier
Chapitre 2
Le GEMMA
Le GEMMA est un guide graphique (voir fig. 2.1) qui permet une approchesystematique de l’etude des modes de marches et d’arrets. Les pages 18–20 de [2]decrivent de facon succincte le GEMMA. Une presentation plus detaillee en estfaite dans [1]. L’approche comporte deux etapes :
1. le recensement des differents modes envisages, et la mise en evidence desenchaınements qui les relient ;
2. la determination des conditions de passage d’un mode a l’autre.
Et s’appuie sur les concepts suivants :– les modes de marches sont vus par une partie commande en ordre de marche ;– la distinction entre les etats « en production » et « hors production » ;– les trois familles de modes de marches et d’arrets :
– procedures d’arret (A),– procedures de defaillance (D),– procedures de fonctionnement (F),qui contiennent les « rectangles-etats » decrivant chaque mode.
L’etudiant interesse a connaıtre plus de details sur le GEMMA peut consulterla reference [1] qui presente un exemple complet de la methode et de sa mise enoeuvre.
2.1 Modes de marches
Suite a l’analyse des differents modes de marche, il est souvent necessaire demodifier le grafcet de base (« Production normale ») pour y incorporer differents
19

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 20
Fig. 2.1 – Le GEMMA : tire de [1]

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 21
modes de marches. Quelques-uns de ceux-ci sont presentes a l’aide d’exemplessimples.
Mode « cycle par cycle »
Dans ce cas, chaque cycle est commande par dcy qui doit etre presente poureffectuer un nouveau cycle. On peut aussi utiliser une visualisation des conditionsinitiales pour faciliter le travail de l’operateur (voir les figures 2.2–(a)–(b)).
Fig. 2.2 – Mode cycle par cycle : (a) sans visualisation des CI, (b) avec visualisa-tion des CI
Mode « cycle unique »
Dans certain cas, on voudra s’assurer qu’un seul cycle est execute meme sil’on maintient dcy tout au long du cycle. C’est le mode cycle unique ou anti-repetition. Il peut etre obtenu avec l’ajout d’une etape d’anti-repetition ou parl’utilisation d’un front (↑ dcy) dans la receptivite associee a l’etape initiale (voirles figures 2.3–(a)–(b)).

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 22
Fig. 2.3 – Mode cycle unique : (a) avec etape d’anti-repetition, (b) avec un frontdans la receptivite associee a l’etape initiale

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 23
Mode « automatique »
Pour ce qui est des cycles automatiques, l’information dcy declenche une suc-cession de cycles qui pourra etre interrompue par l’information acy. Celle-ci pro-voque l’arret a la fin du cycle en cours. La figure 2.4 illustre cette facon de faire.
Fig. 2.4 – Mode cycle automatique
Le meme grafcet peut aussi etre modifie pour permettre de passer d’un modecycle par cycle a un mode automatique comme le montre la figure 2.5.
Mode « pas a pas »
Lors de la mise en route d’un appareil, il peut etre avantageux de faire evoluerle cycle dans un mode pas a pas (ou etape par etape). Ainsi l’information E/Epeut etre utilisee pour passer dans ce mode et l’utilisation de l’evenement « bou-ton poussoir actionne » (↑ BP ) pour controler l’evolution entre les etapes (voirfig. 2.6).

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 24
Fig. 2.5 – Mode cycle par cycle et mode automatique
Fig. 2.6 – Mode pas a pas : (a) par actions conditionnelles, (b) par etapes d’attente

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 25
2.2 Arrets d’urgence
Pour tenter de palier aux dangers pour l’homme et le systeme, on doit pre-voir un arret d’urgence (AU) dans toute installation. Les traitements de l’AUconstituent le probleme le plus epineux que rencontrent les concepteurs.
On ne peut donner que des options :– Inhibition des actions : les actions associees aux etapes sont inhibees a l’in-
terface entre la partie commande et la partie operative (voir la figure 2.7).Il faut bien tenir compte de la reaction souhaitee et des caracteristiques despre-actionneurs (distributeur monostable, bistable, etc...).
– Figeage : lors de l’occurence de l’AU, aucune receptivite ne peut prendrela valeur 1. On peut combiner l’inhibition et le figeage pour eviter que lesactions en cours se poursuivent (voir la figure 2.8).
– Cycle special et retour a l’etape initiale (cas particulier) : sur AU on desactiveles etapes actives et on branche sur une sequence particuliere (qui peutremettre le systeme dans les conditions initiales) (voir figure 2.9).
– Taches speciales : ce cas est similaire au cycle special mais il y a des tachesparticulieres pour les differentes situations dans lesquelles l’arret d’urgencepeut survenir (figure 2.10).
Fig. 2.7 – Inhibition des actions
Quand on concoit et realise un systeme automatise, il est pratiquement im-possible de prevoir :
– toutes les facons dont le systeme peut faillir — defaillance d’un composantP.O. ou P.C., erreur humaine, modifications subites dans l’environnement,...
– le moment ou se produira la defaillance — actions en cours, actions a

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 26
Fig. 2.8 – Figeage
Fig. 2.9 – Retour a l’etape initiale

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 27
Fig. 2.10 – Taches speciales
interrompre, actions a poursuivre, actions a inverser, ...– tous les etats que peut prendre le systeme — configurations non analy-
sees, modifications dues aux interventions humaines pour « corriger » unprobleme, ...
Il est aussi important de noter que les arrets d’urgence et autres securitesseront souvent repartis sur deux niveaux lors de la mise en oeuvre :
– les securites de « premier niveau » en technologie cablee qui fonctionnerontmeme si la partie commande programmee est hors fonction ;
– les securites de « deuxieme niveau », qui pourront etre en redondance avecle premier niveau, qui assureront la gestion des arrets d’urgence, des rear-mements, les detections de mauvais fonctionnement des capteurs, etc.
L’exemple de la §5.6 de [2] presente une analyse des modes de marches et dutraitement des arrets d’urgence.
2.3 Elaboration d’un grafcet complete
Pour obtenir le grafcet complete (celui qui integre l’ensemble des modes demarches), deux methodes sont disponibles :
– l’enrichissement d’un grafcet de base ;– le decoupage en taches coordonnees.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 28
2.3.1 Enrichissement d’un grafcet de base
C’est l’approche utilisee dans l’exemple presente dans la reference [2]. L’ajoutde sequences et de conditions d’aiguillage permettent d’enrichir le grafcet de basepour y incorporer les passages entre les differents rectangles-etats.
2.3.2 Decoupage en taches coordonnees
Coordination horizontale
Dans cette approche (voir l’exemple de la figure 2.11) :– aucune tache n’est preeminente ;– chacune peut en lancer une autre ;– reservee au cas ou il y a peu de taches et ou les liaisons entre elles sont assez
limitees ;– il est souhaitable qu’a tout instant une tache et une seule soit en cours
d’execution.
Fig. 2.11 – Coordination horizontale
Coordination verticale ou hierarchisee
Cette approche a les caracteristiques suivantes :

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 29
– on peut obtenir une vue globale ou locale du systeme ;– chacune des taches est commandee par un tache de niveau hierarchique
superieur ;– chacune peut commander des taches de niveau hierarchique inferieur ;– chacune est un grafcet dont les etapes declenchent les taches de niveau in-
ferieur via leurs actions associees.L’exemple suivant tire de la §5.6 de [2] illustre cette approche.
Percage semi-automatique
Considerons l’exemple simplifie de percage semi-automatique illustre a la fi-gure 2.12. Les pieces a percer sont montees et demontees manuellement. L’opera-teur doit aussi fermer et ouvrir le capot de protection. Le systeme peut etre dansdeux modes : le mode automatique (etats 1 et 2) et le mode defaillance (etats 3et 4).
broche
bh : broche en haut
bb : broche en bas
Cf : capot fermé
Montée Broche
Descente broche
Capot de protection
Broche deperçage
RBRotation
Fig. 2.12 – Schema d’un systeme de percage semi-automatique : adapte de [2]

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 30
Pour la description des differents etats nous citons directement [2] :
Etat 1 : La mise en place de la piece est possible, la partie commande devraassurer la securite de decente de la broche tant que le capot est ouvert.
Etat 2 : Le bouton « depart cycle » (Dcy) permet le passage a l’etat 2 danslequel s’effectue le percage automatique, la fin du cycle provoque le retoura l’etat 1. L’ouverture du capot meme a l’etat 3.
Etat 3 : L’information « arret d’urgence » (AU) meme a l’etat 3 depuis tousles autres. Dans cet etat, les actionneurs sont commandes a l’arret (plus unverrouillage cable directement sur l’organe de service).
Etat 4 : Si le capot est ferme, l’information « rearmement » (Rea) permet d’ob-tenir dans l’etat 4 la remise en reference de l’equipement automatique. Desles conditions initiales (CI) verifiees, l’equipement atteindra l’etat 1.
ETAT 1
< état initial >mise en place de la piècesécurité de descente de broche (Cf)
ETAT 2
< production normale >perçage automatiquevoyant "en fonctionement"capot fermé
ETAT 4
< retour à l’état initial >mise en référence automatique (montée broche, arrêt broche,etc.)capot fermé
< marche ou arrêt en vue d’assurer la sécurité >arrêt commande des actionneurs (verrouillage cablé)alarme de défaut
Réa . Cf. AU
CI
Dcy . CfFin de cycle
CfAU
les étatsDepuis tous
ETAT 3
Fig. 2.13 – Modes de marches d’un systeme de percage semi-automatique : adaptede [2]

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 2. LE GEMMA 31
La figure 2.14 presente le grafcet complete (utilisant des ordres de forcage) decet automatisme.
Fig. 2.14 – Structuration hierarchisee selon les modes de marches : tire de [2]

Copyright 2001, R. Gourdeau et G. M. Cloutier
Chapitre 3
Materialisation d’un grafcet
Dans toute application, le grafcet developpe doit etre materialise lors de la miseen oeuvre. A cette etape, on realisera souvent qu’un grafcet correct du point devue du modele GRAFCET formel peut etre impossible a realiser avec la technologieretenue pour la partie commande. Par exemple, une transition dont la receptivitefait reference a une etape active, qui a elle-seule valide une transition dont lareceptivite est toujours vraie, ne sera jamais franchie si on realise le grafcet avecdes sequenceurs, ou avec bon nombre des automates programmables industriel.Dans ces cas, il faudra modifier le grafcet original pour le rendre realisable. Dansl’exemple de la figure 2.14, le grafcet partiel GIP pourrait etre remplace par legrafcet de la figure 3.1. Le forcage est un autre cas ou l’on doit tres souventelaborer un grafcet equivalent sans forcage avant de passer a la mise en oeuvre.
Fig. 3.1 – Gracfet sans receptivite = 1
32

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 3. MATERIALISATION D’UN GRAFCET 33
On peut materialiser un grafcet en utilisant un automate programmable indus-triel (API), a l’aide de sequenceurs, de circuits logiques, etc. D’autres exemplesde mise en oeuvre sont presentes au chapitre VI de [2].
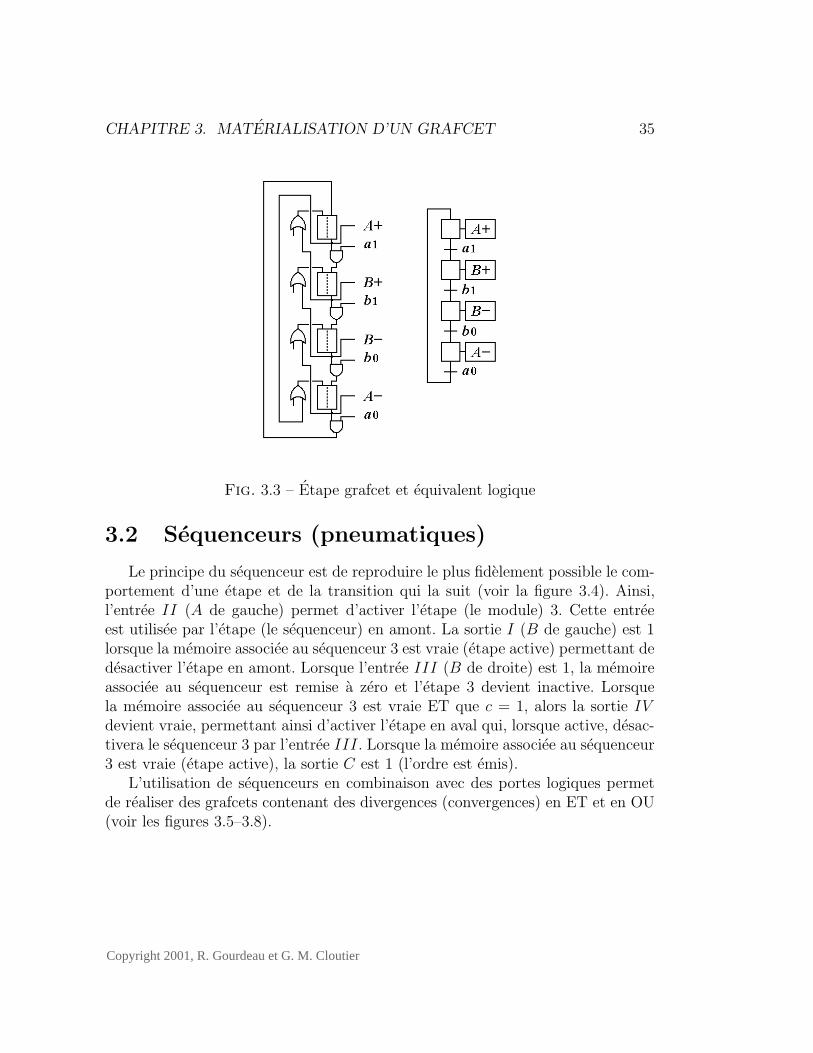
3.1 Equations booleennes
Un grafcet peut etre traduit par des equations booleennes decrivant les condi-tions d’activation et de desactivation des etapes du grafcet. Chaque etape estrepresentee par une memoire et une variables Xi qui est vraie lorsque l’etape estactive. Il faut donc ecrire les equations permettant l’activation (Si, « set memory i») et la desactivation d’une etape (Ri, « reset memory i »). Considerons l’exemplede remplissage de bidons dont le grafcet est donne par la figure 1.10 et definissonsles variables suivantes :
oa : ordre d’avanceci : conditions initialesfa : fin d’avancebpr : bidon present au remplissagebar : bidon absent au remplissagebpb : bidon present au bouchagebab : bidon absent au bouchagefr : fin de remplissagefb : fin de bouchageAP : avance d’un pasR : remplissageB : bouchageINIT : initialisation du grafcet
qui donnent le grafcet de la figure 3.2.Les equations booleennes permettant de materialiser ce grafcet sont :
S1 = X5 · X8 + INIT
S2 = X1 · oa · ci
S3 = X2 · fa
S4 = X3 · bpr
S5 = X4 · fr + X3 · bar
S6 = X2 · fa
S7 = X6 · bpb

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 3. MATERIALISATION D’UN GRAFCET 34
Fig. 3.2 – Remplissage de bidons : grafcet
S8 = X7 · fb + X6 · bab
R1 = X2
R2 = X3 · X6 + INIT
R3 = X4 + X5 + INIT
R4 = X5 + INIT
R5 = X1 + INIT
R6 = X7 + X8 + INIT
R7 = X8 + INIT
R8 = X1 + INIT
Il ne reste qu’a etablir le schema de cablage pour ensuite realiser le grafcet.En fait, chaque etape peut etre remplacee par une memoire avec une porte OU
et une porte ET comme illustre a la figure suivante :
Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 3. MATERIALISATION D’UN GRAFCET 35
Fig. 3.3 – Etape grafcet et equivalent logique
3.2 Sequenceurs (pneumatiques)
Le principe du sequenceur est de reproduire le plus fidelement possible le com-portement d’une etape et de la transition qui la suit (voir la figure 3.4). Ainsi,l’entree II (A de gauche) permet d’activer l’etape (le module) 3. Cette entreeest utilisee par l’etape (le sequenceur) en amont. La sortie I (B de gauche) est 1lorsque la memoire associee au sequenceur 3 est vraie (etape active) permettant dedesactiver l’etape en amont. Lorsque l’entree III (B de droite) est 1, la memoireassociee au sequenceur est remise a zero et l’etape 3 devient inactive. Lorsquela memoire associee au sequenceur 3 est vraie ET que c = 1, alors la sortie IVdevient vraie, permettant ainsi d’activer l’etape en aval qui, lorsque active, desac-tivera le sequenceur 3 par l’entree III. Lorsque la memoire associee au sequenceur3 est vraie (etape active), la sortie C est 1 (l’ordre est emis).
L’utilisation de sequenceurs en combinaison avec des portes logiques permetde realiser des grafcets contenant des divergences (convergences) en ET et en OU(voir les figures 3.5–3.8).

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 3. MATERIALISATION D’UN GRAFCET 36
Fig. 3.4 – Etape GRAFCET et sequenceur
Fig. 3.5 – Schema sequenceur avec divergence en OU

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 3. MATERIALISATION D’UN GRAFCET 37
Fig. 3.6 – Grafcet du schema sequenceur avec divergence en OU
Fig. 3.7 – Grafcet avec divergence en ET

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 3. MATERIALISATION D’UN GRAFCET 38
Fig. 3.8 – Schema sequenceur avec divergence en ET

Copyright 2001, R. Gourdeau et G. M. Cloutier
Chapitre 4
Exercices
1. Dans l’exemple de la figure 1.1 dont le grafcet est donne par la figure 1.2,le cycle peut se repeter tant et aussi longtemps que l’on garde le boutonenfonce. Modifier ce grafcet pour obtenir un cycle avec anti-repetition (unseul cycle pour un bouton enfonce une fois).
2. Une came (fig. 4.1) est entraınee par un moteur. Celle-ci doit effectuer unerotation complete et une seule, a chaque commande de depart (variable m).La meme information d sert a :– l’ordre d’arret ;– la verification du bon positionnement lors du depart.On demande le grafcet de cette commande.
Fig. 4.1 – Commande d’une came
3. Une perceuse effectue un cycle de percage qui est commande par les variablesbooleennes d, h, m, f , b et p (voir fig. 4.2) qui sont les entrees de l’automa-tisme a decrire par grafcet ; (elles sont a 1 quand il y a contact). Les sorties
39

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 40
de cet automatisme sont les variables booleennes M , D, et R (qui valent1 quand les moteurs correspondant sont en marche). Le cycle commencelorsque l’on appuie sur le bouton poussoir d, s’il y a une piece presente. Lespieces a percer peuvent etre de deux types : piece basse ou piece haute. Desle debut du cycle, on a mise en route du moteur de descente et du moteurde rotation de la broche portant le foret. Lorsque la piece est haute (ce quiest repere par le fait que le contact b se produit avant le contact a mi-coursem), la broche remonte jusqu’au contact h quand le contact m est atteint,puis redescend jusqu’au contact f avant de remonter jusqu’au contact h etla rotation s’arrete a ce moment-la. Lorsque la piece est basse le cycle est lesuivant. Quand le contact f est atteint, la broche remonte jusqu’au contacth et la rotation s’arrete ce moment-la. Avant de recommencer un nouveaucycle, il faut que la piece percee ait ete retiree et remplacee.
On demande le grafcet de cette installation.
Fig. 4.2 – Cycle de percage
4. Presse de compression de poudres — grafcet de niveau 1 :
On desire etudier l’automatisation d’une presse destinee a la fabrication depieces a partir de poudres comprimees.
Partie operative
La partie operative representee tres schematiquement a la figure 4.3 se com-pose :– d’un poincon inferieur fixe C,

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 41
Fig. 4.3 – Compression de poudres

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 42
– d’un poincon superieur A et d’une matrice B mobiles,– d’un sous-ensemble de mise en place de la matiere,– d’un sous-ensemble d’evacuation de la piece comprimee.Fonctionnement general du systeme
Le cycle de travail est le suivant :
– La matrice etant en haut de sa course,le poincon inferieur qui y demeure en-gage, delimite au-dessus de lui un espacepour recevoir la matiere a comprimer. Lepoincon superieur est alors dans sa posi-tion la plus haute ce qui degage la partiesuperieure de la matrice et permet l’in-troduction de la matiere.
– Quand la matiere pulverulente est enplace, le poincon superieur descend,comprime la matiere en penetrant dansla matrice puis remonte en positionhaute.
– La matrice descend alors jusqu’a ce quele poincon inferieur affleure, ce qui li-bere la piece qui vient d’etre comprimee.Cette piece peut ensuite etre evacuee.
– Enfin la matrice reprend sa place et unnouveau cycle peut alors commencer.
Nous demandons d’etablir le grafcet de niveau 1 ou grafcet fonctionnel del’ensemble decrit, sans aucune implication technologique.
5. Presse de compression de poudres — grafcet de niveau 2 :
Le grafcet que nous venons d’etablir est un grafcet de niveau 1 car il ne prenden compte que l’aspect fonctionnel sans aucune implication technologique :par exemple, nous ne savons pas comment physiquement se donne l’ordrede descente au poincon, ni comment on s’assure que la piece est evacuee.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 43
Il convient maintenant de preciser les choix technologiques des actionneurset des capteurs :
– cet exemple etant simplifie, la procedure d’arret d’urgence, les modes demarche ainsi que les securites ne sont pas traites ;
– la mise en place de la matiere est assuree manuellement par l’operateur.Un voyant V est allume pendant toute la duree de la mise en place. Celle-ci terminee, l’operateur autorise la poursuite des operations en appuyantsur un bouton-poussoir d.
– les mouvements du poincon superieur et de la matrice sont controles al’aide de capteurs de fin de course (respectivement : ao et a1, b1 et bo).
– l’evacuation de la piece est obtenue au moyen d’un jet d’air maintenupendant une seconde. Ce jet d’air est commande par une electrovanne E.
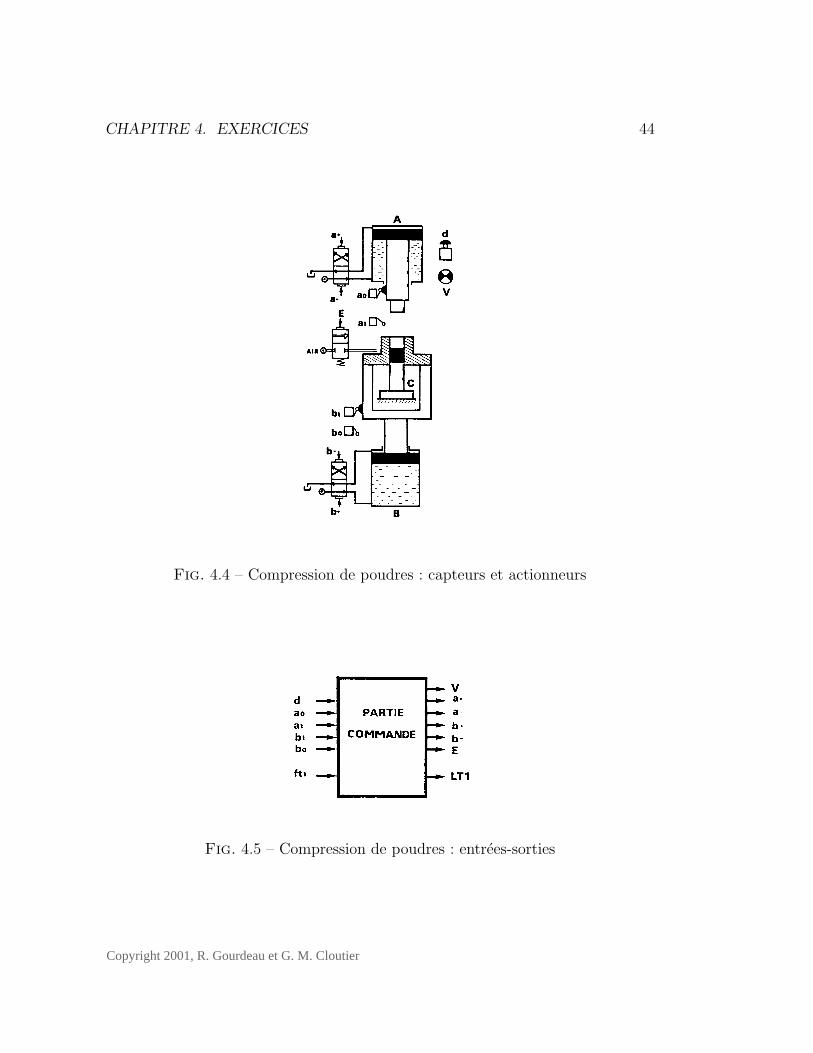
La liste ci-apres rappelle les variables introduites ainsi que leur significa-tion respective. Il est commode en pratique de les presenter sous forme d’untableau des informations et des actions de la partie commande. Nous de-mandons d’etablir, pour la partie commande (voir figure 4.4), le grafcet deniveau 2, tenant compte des technologies presentees.
Ordres
Vers le milieu exterieur et l’operateur
V : voyant « Pret »
Commande des actionneursa+ : descente poincona− : remontee poinconb− : descente matriceb+ : remontee matriceE : evacuation
Lancement de temporisations
LT1 : lancement temporisation d’evacuation
Informations
Deroulement du cycle
d : autorisation de depart cycle
Fin de course des actionneursa1 : position basse du poincona0 : position haute du poinconb0 : position basse de la matriceb1 : position haute de la matrice
Fin de temporisation
Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 44
Fig. 4.4 – Compression de poudres : capteurs et actionneurs
Fig. 4.5 – Compression de poudres : entrees-sorties

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 45
ft1 : fin de temporisation d’evacuation.
6. Deux wagonnets sont charges de transporter du gravier de la station A ala station B dans un deplacement aller-retour de leur parcours respectif(figure 4.6).
Fig. 4.6 – Wagonnets
Le moteur M peut tourner dans le sens horaire (MH) et entraıner :
– le wagonnet A de la station A vers la station B ;– le wagonnet B de la station B vers la station A..
Le moteur M peut aussi tourner dans le sens antihoraire (MA) et entraıner :
– le wagonnet A de la station B vers la station A ;– le wagonnet B de la station A vers la station B.
L’electrovanne E1 commande l’ouverture de la cuve de chargement (E1O) ousa fermeture (E1F ). Au-dessus de la cuve de dechargement, les wagonnetsbasculent et se vident par simple entraınement mecanique pendant l’ap-proche du wagonnet.
Les capteurs :
– F1 revele que le poids du wagonnet charge (A ou B selon le cas) estatteint ;
– F2 revele que le wagonnet (A ou B selon le cas) atteint sa position dechargement.
Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 46
Au demarrage, le wagonnet A est toujours vide et a la station A, le wagonnetB est vide aussi et a la station B.
On veut devoir actionner le bouton DE pour demarrer le cycle et AR pourl’arreter. On suppose que la commande ne sera pas necessairement au bonmoment par rapport a l’etat de la partie operative et doit donc etre conserveepar l’etat bi-stable des boutons. Ceux-ci sont interrelies mecaniquement, sibien que l’action de l’un remet l’autre a 0.
Faites le grafcet de l’installation en utilisant les symboles definis plus haut.
7. « Pont roulant » - grafcet de niveau 1.
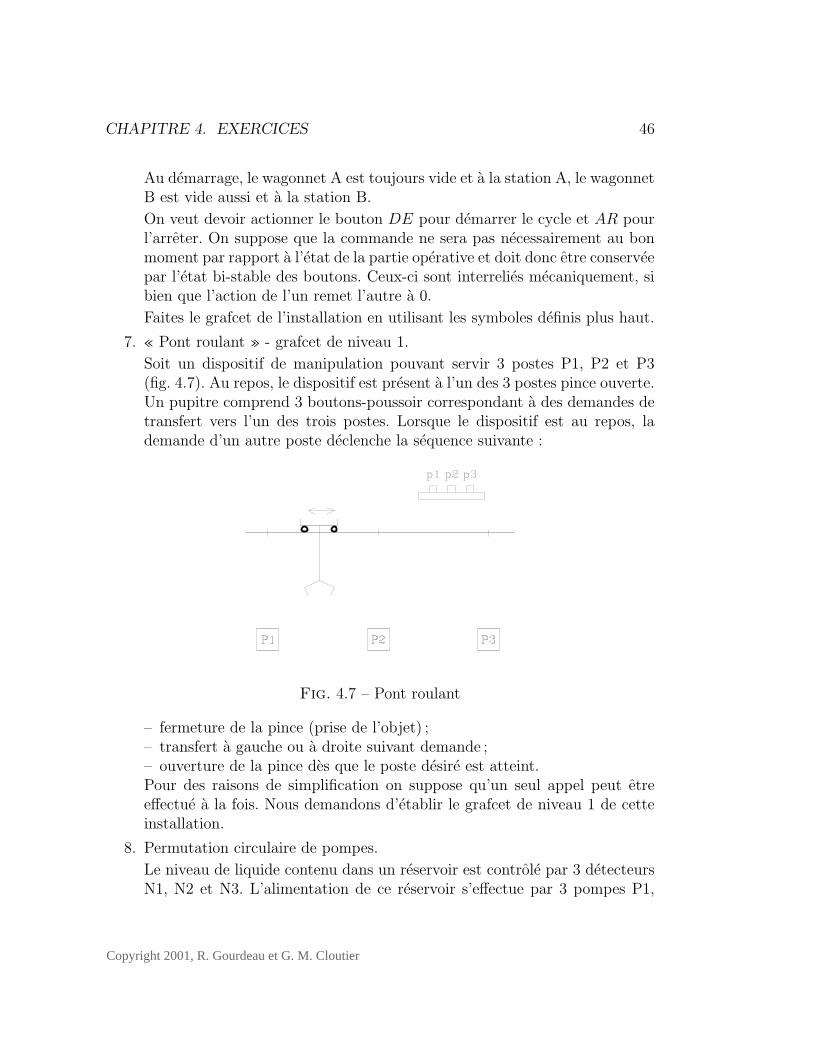
Soit un dispositif de manipulation pouvant servir 3 postes P1, P2 et P3(fig. 4.7). Au repos, le dispositif est present a l’un des 3 postes pince ouverte.Un pupitre comprend 3 boutons-poussoir correspondant a des demandes detransfert vers l’un des trois postes. Lorsque le dispositif est au repos, lademande d’un autre poste declenche la sequence suivante :
Fig. 4.7 – Pont roulant
– fermeture de la pince (prise de l’objet) ;– transfert a gauche ou a droite suivant demande ;– ouverture de la pince des que le poste desire est atteint.Pour des raisons de simplification on suppose qu’un seul appel peut etreeffectue a la fois. Nous demandons d’etablir le grafcet de niveau 1 de cetteinstallation.
8. Permutation circulaire de pompes.
Le niveau de liquide contenu dans un reservoir est controle par 3 detecteursN1, N2 et N3. L’alimentation de ce reservoir s’effectue par 3 pompes P1,

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 47
P2 et P3 (voir figure 4.8). Chaque niveau decouvert (N) entraıne la mise enroute d’une pompe.
Fig. 4.8 – Permutation de pompes
Le nombre de pompes en service sera donc fonction du nombre de niveauxdecouverts. De plus, afin d’equilibrer l’usure des pompes, celles-ci serontpermutees a tour de role.
On demande le grafcet d’une telle commande.
9. Melangeur
Une station de melange se compose de trois reservoirs contenant deux pro-duits A, B et C pouvant se deverser dans une tremie peseuse D. Un melan-geur M permet d’obtenir l’homogeneisation du melange forme par ces troisproduits grace a la rotation d’une helice (fig. 4.9).
Cycle de fonctionnement
– L’ordre de depart du cycle donne par l’operateur ne peut etre pris encompte que si les conditions initiales sont realisees, c’est-a-dire si la tremieet le melangeur sont vides.
– La quantite de produit A est d’abord pesee dans la tremie D et celle-ciest immediatement vidangees dans le melangeur M.
– Le produit B est ensuite pese et melange au produit A present dans lemelangeur. Le produit C est alors pese et melange. Ces trois produitssont malaxes pendant 20 secondes. Temps au bout duquel le melangeurest vidange.
10. On desire allumer une lampe a la premiere pression exercee sur un boutonpoussoir et l’eteindre a la deuxieme. On demande le grafcet.
11. La fabrication de circuits electroniques demande plusieurs cycles de pho-tolithographie afin de reproduire les geometries, desirees sur un substrat.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 48
Fig. 4.9 – Melangeur
Comme le substrat lui-meme n’est pas photosensible, il faut l’enduire d’unecouche uniforme de polymere. Ce cycle etant tres court (30 sec/circuit) lamachine dispose de deux chargeurs capables d’accueillir 25 circuits et faisantoffice de stock tampon a l’entree et la sortie de la machine.
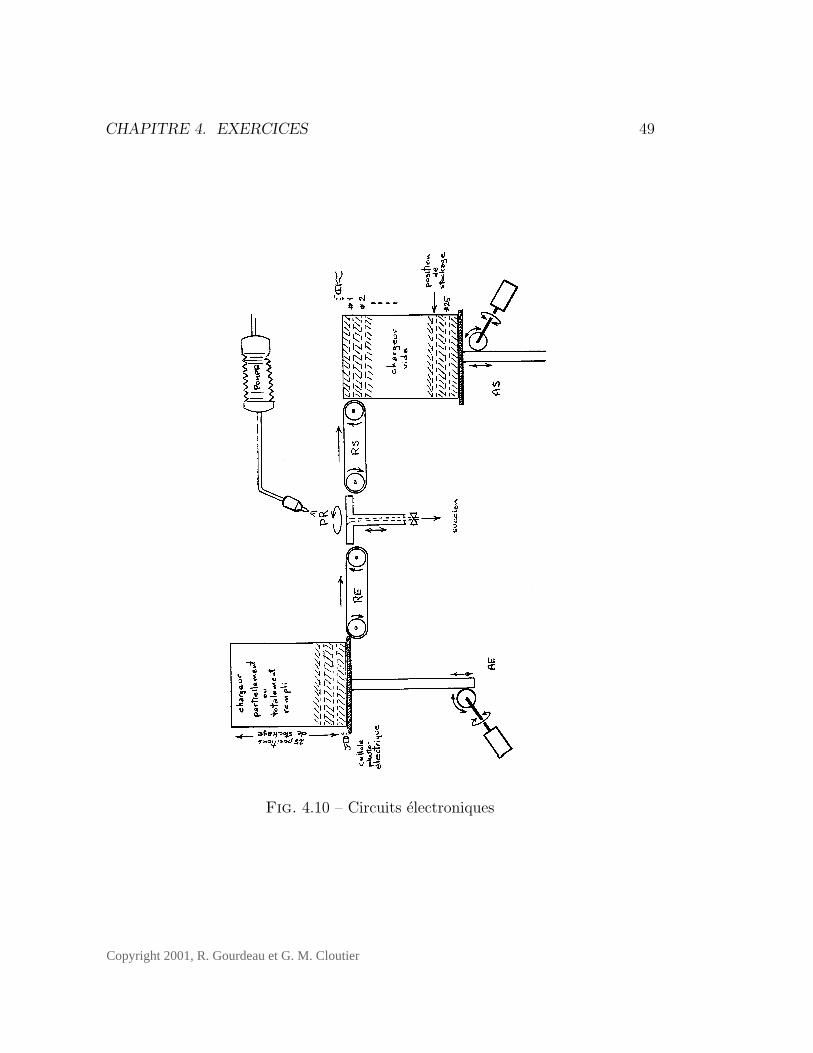
La machine se compose (fig. 4.10) :
– d’un ascenseur d’entree capable d’accueillir un chargeur de 25 circuits,AE ;
– d’un ascenseur de sortie capable d’accueillir un chargeur de 25 circuits,AS ;
– d’une rampe d’entree, RE ;– d’une rampe de sortie, RS ;– d’un plateau rotatif, PR ;– d’un ensemble de capteurs et actionneurs.
Le cycle (simplifie) est le suivant :
– l’operateur depose un chargeur en entree, en position haute, un chargeurvide en sortie en position basse et appuie sur le bouton depart cycle ;
– le chargeur d’entree s’abaisse jusqu’a ce que la cellule photoelectriquerencontre le 1 circuit, le chargeur de sortie s’eleve a la premiere positionde stockage ;
– la rampe d’entree est automatiquement actionnee et transporte le circuitsur le plateau rotatif, la rampe est stoppee ;
Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 49
Fig. 4.10 – Circuits electroniques

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 50
– la succion est enclenchee et maintient le circuit sur le plateau ;– le plateau est eleve de quelques millimetres ;– le moteur du plateau est demarre et entraıne le circuit en rotation a la
vitesse ω1 pendant que le polymere y est projete par une pompe a soufflet ;– le plateau est maintenu en rotation 5 sec apres l’action de la pompe ;– le plateau est accelere a la vitesse ω2 et s’y maintient pendant 8 sec ;– le plateau est stoppe, abaisse, et la succion relachee ;– la rampe de sortie est activee et evacue le circuit dans le chargeur de
sortie ;– des que le plateau est libere, un autre circuit est achemine depuis le char-
geur d’entree.
On demande le grafcet qui optimise le temps de cycle.
12. Le manipulateur pneumatique de la figure 4.11 est utilise pour transfererdes bouteilles depuis un convoyeur d’amenee de piece, vers un poste deremplissage, puis vers un convoyeur d’evacuation. Le cycle est le suivant :
Fig. 4.11 – Manipulateur
– saisie d’une bouteille vide sur le convoyeur A, manipulateur en positionbasse ;
– rentree du bras telescopique (la bouteille est alors sous la buse de rem-plissage) ;
– elevation de la bouteille ;– remplissage ;

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 51
– abaissement de la bouteille ;– rotation du manipulateur ;– elevation du manipulateur ;– extension du bras telescopique (la bouteille est alors au-dessus du convoyeur
d’evacuation) ;– abaissement de la bouteille ;– relachement de la bouteille qui est entraınee par le convoyeur ;– rentree du bras telescopique ;– rotation vers le convoyeur d’amenee ;– extension du bras, une nouvelle bouteille est alors situee entre les doigts
du prehenseur.
Sans critiquer la vraisemblance ou l’optimalite de ce systeme, faites-en legrafcet de niveau 1, sachant que le depart cycle est donne par l’operateur(il s’agit d’une operation cycle par cycle), mais que cette information n’estprise en compte qu’une fois le manipulateur en position pour la saisie et unebouteille presente sur le convoyeur d’amenee.
13. Un convoyeur a rouleaux achemine, par gravite, des boıtes vers un posted’aiguillage (fig. 4.12). L’aiguillage est realise par un verin a 4 positions quipousse les boıtes vers 3 convoyeurs de sortie. Afin d’equilibrer les sorties,les boıtes sont successivement aiguillees sur le premier, le second, puis letroisieme convoyeur de sortie, apres quoi le cycle recommence. Le fonction-nement est continu et totalement automatique, mais le verin n’avance quesur la presence d’une boıte (pas d’action dans le vide).
(a) Positionnez les capteurs necessaires.
(b) Faites le grafcet de cette commande.
14. Une machine est composee (voir fig 4.13) :
– d’une presse mecanique ;– d’un derouleur ;– d’un mecanisme d’entraınement ;– d’un tapis d’evacuation.
Il est necessaire de :
– verifier la presence de matiere premiere sur le derouleur ;– controler l’apport de matiere premiere sous la presse ;– controler l’action de la presse ;– evacuer les pieces finies sans laisser de vide sur le tapis qui sera entraıne
pas a pas.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 52
Fig. 4.12 – Convoyeur
Lorsque le derouleur est vide, il reste assez de matiere premiere pour fabri-quer 3 pieces et le temps de changement du rouleau de matiere premierenecessite plus de 5 temps de cycle. Suite a l’installation d’un nouveau rou-leau sur le derouleur, il faut manuellement engager l’extremite du rouleaudans le mecanisme d’entraınement avant de lancer le cycle. Sachant que l’ondesire optimiser le cycle et reduire l’utilisation du materiel :
(a) positionnez les capteurs necessaires ;
(b) faites le grafcet de la commande.
15. Une usine doit etre dotee d’une unite d’epuration des eaux usees de sonprocede de fabrication. L’unite d’epuration est schematisee a la figure 4.14.Les eaux usees sont deversees dans le reservoir A. Comme ces eaux sonttoujours acides, on peut amorcer l’equilibrage du ph en y deversant unebase pour l’action de l’electrovalve V1 normalement fermee. La lecture duph doit evidemment attendre que le melange soit homogene, si bien que lacommande doit attendre 15 sec de brassage par le moteur MA, avant depermettre le deversement d’une autre quantite fixe de substance basiquepar la valve V1 : chaque fois que V1 est actionnee, une quantite fixe desubstance basique est ajoutee au melange. Lorsque le ph du reservoir A sesitue entre phA1 et phA2, la pompe P demarre et transvase le melange aureservoir B. Le niveau de liquide du reservoir A ne doit jamais descendre sous

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 53
Fig. 4.13 – Presse avec derouleur
Fig. 4.14 – Unite d’epuration

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 54
le niveau N1 ; s’il excede le niveau N2, la pompe P demarre ou demeure enfonctionnement meme si le ph est hors de la zone d’equilibre (phA1, phA2).
Le reservoir B sert a l’equilibrage final du ph. On peut y deverser une sub-stance acide par l’action de la valve V2 ou une substance basique par l’actionde la valve V3 qui fonctionnent sur le meme principe que V1. Le delai d’ho-mogeneisation du melange est de 45 sec, et les memes contraintes de niveauxd’eau s’appliquent. Le reservoir B se vide dans un bassin d’oxygenation vial’electrovalve V4 lorsque le ph est contenu entre phB1 et phB2 ou que leniveau excede N2.
Les contenants C1, C2 et C3 sont munis de deux detections de niveaux bas.Lorsque le premier niveau est atteint, une alarme est lancee et un operateurfait le plein non seulement du contenant en question, mais aussi des deuxautres. Le deversement des produits tant que le deuxieme niveau n’est pasatteint. Si le liquide tombe sous le 2e niveau dans les contenants C1, C2 ouC3, une seconde alarme retentit.
Sur lancement de cette seconde alarme, le personnel devra fermer la vannede sortie V du bassin d’oxygenation et y deverser les produits appropriesjusqu’a obtention d’un ph compris entre ph01 et ph02 ; apres quoi, la vannesera reouverte.
On demande le grafcet de niveau 1.
16. Deux convoyeurs a tapis pas a pas amenent des pieces a sortir. La piece Aest amenee par le tapis T1 ; la piece B par le tapis T2. Le manipulateurM1 saisit la piece A, l’eleve, la transporte sous la presse et la depose surl’ejecteur s’il est en position basse. Le manipulateur M2 saisit la piece B,l’eleve, la retourne et la transporte sous la presse si la piece A est en positionbasse ; il doit la deposer sur la piece A apres que le manipulateur M1 se soitretire - sinon il y a collision - et il se retire. La presse est alors actionnee etla piece est degagee par l’ejecteur. Le manipulateur M3 l’extrait alors de lapresse sur un convoyeur pas a pas T3.
L’organe de saisie des manipulateurs est presente a la figure 4.15. Sa concep-tion est telle que toute approche ou degagement de piece se fait par unmouvement vertical.
17. CENTRALE A BETON
(a) Probleme.
On desire obtenir une quantite de beton variant de 1 a 5 m3, soit unemasse maximale de 12 tonnes transportable a l’aide d’un camion speciala benne tournante. On dispose de 3 matieres premieres :

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 55
Fig. 4.15 – Convoyeurs et manipulateur
i. Des agregats stockes dans 4 silos d’apres leur grosseur : du sableA1 jusqu’a des gros graviers A4.
ii. Du ciment stocke dans 2 silos contenant 2 types de ciment diffe-rents.
iii. De l’eau.
On desire automatiser cette installation de preparation du beton (fig. 4.16).
(b) Constitution de l’installation
i. L’alimentation en agregats s’effectue par ouverture des trappes mo-nostables mecanisees : A1, A2, A3, A4 : ces trappes s’ouvrent siAn = 1 et se ferment si An = 0.
ii. L’alimentation en ciment s’effectue par manoeuvre des vis d’eva-cuation C1 et C2 (monostables) ; ces vis sont en fonctionnement siCn = 1 et a l’arret si Cn = 0.
iii. L’alimentation en eau s’effectue par ouverture de la vanne mono-stable V E, ouverte si V E = 1.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 56
Fig. 4.16 – Centrale a beton
iv. Les matieres premieres, agregats, ciment et eau sont melanges dansun malaxeur a axe vertical entraınes en rotation par un moteurMLX qui tourne si MLX = 1 (monostable). Le malaxeur recoitles matieres premieres a sa partie superieure : apres malaxage, lebeton s’ecoule par la trappe de vidange V ID (ouverte si V ID = 1,monostable) dans la benne du camion. Le malaxeur recoit toujoursles quantites voulues de matieres premieres pour obtenir 1 m3 debeton.
(c) Fonctionnement.
i. Conditions initiales. Lorsque l’installation est prete a entreprendrela fabrication, on commence, manuellement, par disposer des contactsmobiles a1, a2, a3, a4, sur le cadran d’une tremie peseuse d’agre-gats. Pour le ciment, apres choix du type necessaire (C1 ou C2),on place un contact c1 ou c2 sur le cadran de la tremie peseuse deciment (c2 > c1 pour ciment C1, c1 > c2 pour ciment C2). Enfin,on affiche sur un compteur le nombre de metres cubes de betondemandes (Nd).
ii. Sequence des agregats. Par appui sur un bouton poussoir, on de-clenche la sequence suivante :

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 57
A. Ouverture de la trappe A1 jusqu’a ce que l’aiguille de la tremieatteigne a1.
B. Fermeture de A1 et ouverture de A2 jusqu’a ce que l’aiguilleatteigne a2.
C. Fermeture de A2 et ouverture de A3 jusqu’a ce que l’aiguilleatteigne a3.
D. Fermeture de A3 et ouverture de A4 jusqu’a ce que l’aiguilleatteigne a4.
E. Fermeture de A4, mise en route du transporteur TPA (mo-nostable) et ouverture de V A (monostable). Quand la tremiepeseuse est vide, c’est-a-dire quand l’aiguille indique 0, on at-tend 3 secondes pour fermer V A et 10 secondes pour arreterTPA ; a ce moment les agregats ont ete vides dans le malaxeur.
iii. Sequence du ciment. La sequence « ciment » commence 5 secondesapres l’ouverture de V A et met en route la vis d’extraction Cn
du ciment choisi jusqu’a ce que le cadran de la tremie peseuseindique que la masse desiree est obtenue (soit C1, soit C2) ; a cemoment, Cn se ferme, la vanne V C s’ouvre (monostable), la vistransporteuse de ciment V PC (monostable) se met en marche ;lorsque l’aiguille du cadran arrive a zero, la vanne V C se fermeapres une temporisation de 3 secondes ; la vis transporteuse V PCs’arrete egalement (instant T ) .
iv. Sequence du malaxeur et de l’eau. Le malaxeur est mis en routedes le debut d’un cycle et ne s’arrete qu’en fin de cycle ; il recoitd’abord les agregats et le ciment ; 10 secondes apres l’arrivee duciment, la vanne V E (monostable) s’ouvre et l’eau s’ecoule dansle malaxeur ; l’ouverture de la vanne V E declenche un compteurd’eau qui envoie des impulsions a un compteur d’automatisationa preselection. Lorsque la quantite voulue d’eau s’est ecoulee, lavanne V E se ferme. On considere que le malaxage est correct 60secondes apres le debut de l’arrivee d’eau ; la vanne V ID s’ouvrealors pendant 10 secondes, puis se ferme.
v. Fin du cycle. A l’instant T (voir a la fin du paragraphe (c)iii), lecompteur affichant le nombre de metres cubes de beton desire (Nd)est decremente, c’est-a-dire que son contenu diminue de une unite ;s’il arrive a zero, le cycle est termine apres la fin des operations encours ; sinon, un nouveau dosage agregat-ciment commence.
Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 58
ON DEMANDE :
D’etablir un bon grafcet pour cette commande.
18. Modifier le grafcet de la figure 5.20 de [2] pour enlever les ordres de forcage.
19. Combiner tous les modes de marches de la §2.1 dans un meme grafcet.
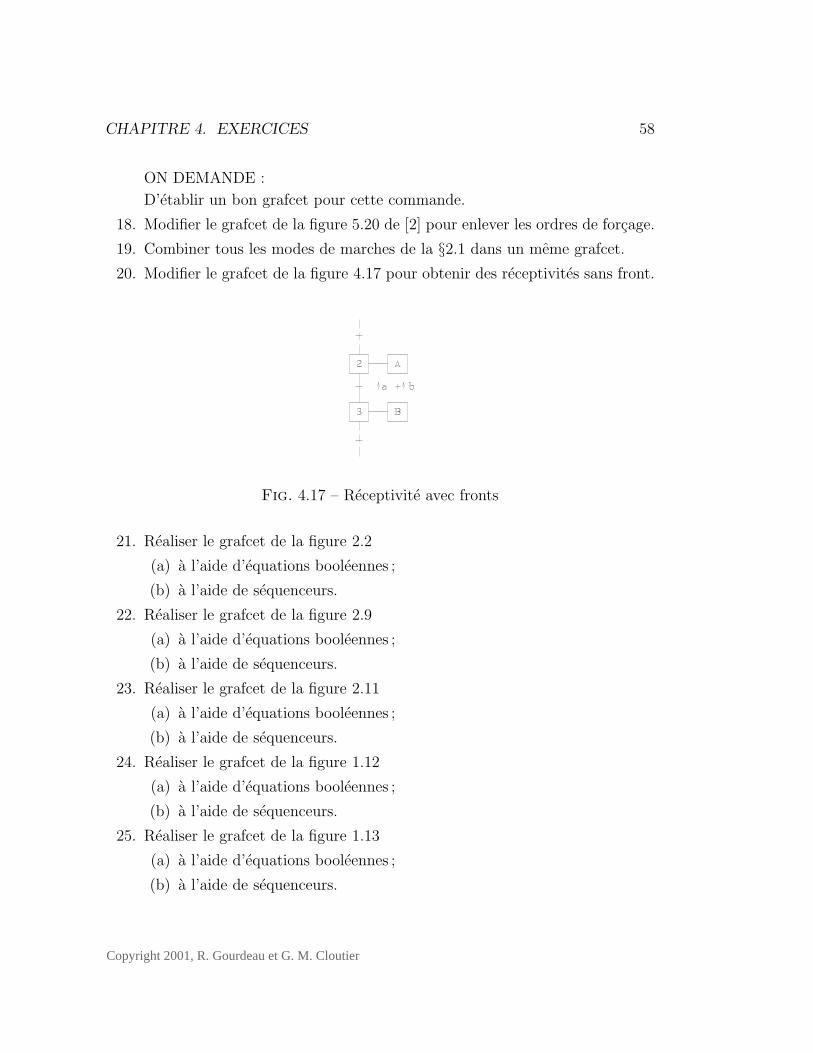
20. Modifier le grafcet de la figure 4.17 pour obtenir des receptivites sans front.
Fig. 4.17 – Receptivite avec fronts
21. Realiser le grafcet de la figure 2.2
(a) a l’aide d’equations booleennes ;
(b) a l’aide de sequenceurs.
22. Realiser le grafcet de la figure 2.9
(a) a l’aide d’equations booleennes ;
(b) a l’aide de sequenceurs.
23. Realiser le grafcet de la figure 2.11
(a) a l’aide d’equations booleennes ;
(b) a l’aide de sequenceurs.
24. Realiser le grafcet de la figure 1.12
(a) a l’aide d’equations booleennes ;
(b) a l’aide de sequenceurs.
25. Realiser le grafcet de la figure 1.13
(a) a l’aide d’equations booleennes ;
(b) a l’aide de sequenceurs.

Copyright 2001, R. Gourdeau et G. M. Cloutier
CHAPITRE 4. EXERCICES 59
26. Realiser le grafcet de la figure 5-20 de [2]
(a) a l’aide d’equations booleennes ;
(b) a l’aide de sequenceurs.

Copyright 2001, R. Gourdeau et G. M. Cloutier
Bibliographie
[1] ADEPA. « Le GEMMA » , Guide d’Etude des Modes de Marches et d’Arrets.ADEPA, Montrouge, 1981.
[2] AFCET – ADEPA. Le GRACET. Cepadues, Toulouse, 2e edition, 1995.
[3] M. Blanchard. Comprendre, maıtriser et appliquer le GRAFCET. Cepadues,Toulouse, 1994.
[4] D. Blin, J. Danic, R. Le Garrec, F. Trolez, and J.C. Seite. Automatique et
informatique industrielle. Casteilla, Paris, 1995.
[5] J.C. Bossy, P. Brard, P. Faugere, and C. Merlaud. Le GRAFCET : sa pratique
et ses applications. Casteilla, Paris, 1995.
[6] Rene David. Grafcet : A powerful tool for specification of logic controllers.IEEE Trans. on Control Systems Technology, 3(3) :253–268, September 1995.
[7] GREPA. Le GRAFCET : de nouveaux concepts. Cepadues, Toulouse, 1991.
[8] Gilbert Liegeois. Les systemes de commande en automatique industrielle. De-partement de mathematiques et de genie industriel, Ecole Polytechnique deMontreal, September 1986.
60