creating and maintaining standard work with twi · 2019-01-08 · then taught using twi-ji •...
TRANSCRIPT

Creating and Maintaining Standard Work with TWI
LERC Conference 2010July 6, 2010
Patrick GrauppTWI Institute
Senior Master Trainer

A Look From Two Levels
• First, high level view from 33,000 feet– Why Standard Work?– The challenge of getting to Standard Work
• Second, detailed view from the ground– How TWI enables Standard Work– How TWI integrates with Lean concepts and tools
www.TWI-Institute.org

Why Standard Work?
• The establishment of standardized processes and procedures is the greatest key to creating consistent performance.
• …the best possible work method, with the least amount of waste, producing the best quality product at the lowest cost.
The Toyota Way Fieldbook, Jeffrey Liker & David Meier, 2006
www.TWI-Institute.org

Which Comes First,Standards or Improvement?
However, change is only implemented and maintained if it beats the old standard and, thus, is properly called kaizen.
―Art Smalley, Basic Stability is Basic to Lean Manufacturing Success
www.TWI-Institute.org

What is Stability?
Knowing that jobs are always done the sameway helps to establish a predictable process before going too far down the path with the other elements of standardized work such as machine up time, availability of material, flow and takt time.
― Art Smalley, Basic Stability is Basic to LeanManufacturing Success
www.TWI-Institute.org

Stability and Training• “What Toyota learned the hard way is that…
you need lots of basic stability before you can succeed with the more sophisticated elements of lean.” (Art Smalley)
• Basic stability starts with a well trained workforce.
• A well trained workforce is one that does their job the same way from person to person, shift to shift and plant to plant.
www.TWI-Institute.org

Stabilize, Standardize, Sustain & Improve
www.TWI-Institute.org
Sustain and Continuously Improvework methods
Standardize work methods
Stabilize work methods
Safe, positive, clean work environment

Supervisor's Responsibilities
• What supervisors are responsible for:– Quality– Production– Cost
• How they achieve those responsibilities:1. Knowledge of work2. Knowledge of
responsibilities3. Skill in instructing4. Skill in leading5. Skill in improving
methods
www.TWI-Institute.org

Basic Needs of Good Supervisors
www.TWI-Institute.org
Work
Responsibilities
KNOWLEDGE SKILL
Instructing
ImprovingMethods
Leading
Safety

Fundamentals of Good Leadership
• Basic skills can be learned1. Skill in instructing2. Skill in problem prevention/resolution3. Skill in improving methods
• TWI is a proven method to teach people these basic skills and how to put them to use in their daily work
www.TWI-Institute.org

Job InstructionStep 1 — PREPARE THE WORKER
Get the person interested in learning the job
Step 2 — PRESENT THE OPERATIONDon’t give them more information than they can
master at one time
Step 3 — TRY-OUT PERFORMANCEMake sure the person understands
Step 4 — FOLLOW UPCheck on the person frequently/Encourage questions
www.TWI-Institute.org

Job Relations
Step 1 — GET THE FACTSGet opinions and feelings
Step 2 — WEIGH AND DECIDEWhat possible actions are there?
Step 3 — TAKE ACTIONDon’t pass the buck
Step 4 — CHECK RESULTSDid your action help production?
www.TWI-Institute.org

Job Methods
Step 1 — BREAK DOWN THE JOBList all details as done in the Current Method
Step 2 — QUESTION EVERY DETAILWhy, What, Where, When, Who, How
Step 3 — DEVELOP THE NEW METHODEliminate, Combine, Rearrange, Simplify
Step 4 — APPLY THE NEW METHODUse it until a better way is developed
www.TWI-Institute.org

www.TWI-Institute.org
The three TWI programs work together like a three-legged stool — take one leg away and the stool falls down.
• JR – Motivated People• JI – Stabilized Processes• JM – Continuous Improvement
An Integrated Process

Continuous Improvement Never Seems to Be Continuous
• People resist change and this mindset will cause people to backslide and abandon improvement
• People typically rely on others for improvements• Even when people want to improve they don’t
have improvement skills• Companies tend to rely on “scheduled events” to
make even small changes• Supervisors and operators end up leaving
improvement until after “making the numbers”
www.TWI-Institute.org
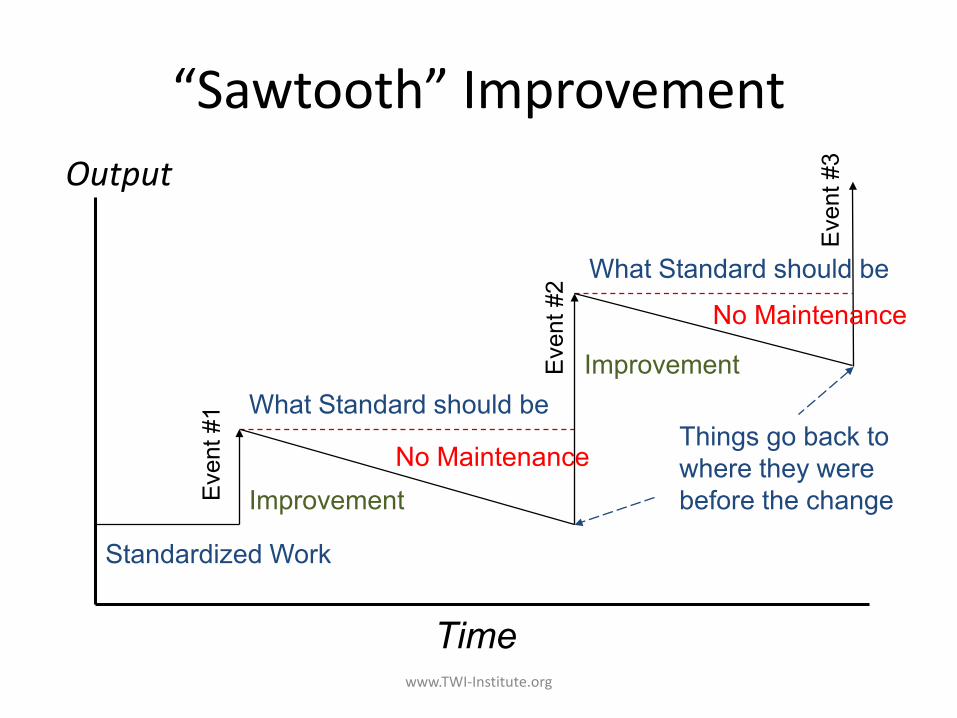
“Sawtooth” Improvement
www.TWI-Institute.org
Output
Time
Even
t #1
Even
t #2
What Standard should beThings go back to where they were before the change
No Maintenance
No Maintenance
Even
t #3
Standardized Work
What Standard should be
Improvement
Improvement

Application of TWI Methods
www.TWI-Institute.org
Output
Time
Lean EventImprovement
New Standard
New Standard
Stabilized Processes - JI Positive Environment - JR
Standardized Work
Continuous Improvement - JM
TWI Taps the Productive Potential of Underutilized People

Supervisors’ Roles at Gemba*
www.TWI-Institute.org
• Prepare work standards• Provide training to ensure operators do their work
according to standards
• Improve status quo by improving standards • Notice abnormalities and address immediately to
keep the process under control
• Create a good working environment• Dealing with abnormalities at the worksite
* GEMBA KAIZEN, Masaaki Imai, 1997; page 113
JI
JM
JR
Everything Starts With People: TWI-JR
• “Good supervision means that the supervisor gets the people in the department to do whatthe supervisor needs done, when it should be done, and the way the supervisor needs it done, because they want to do it.”– What: dictated by customer– When: see above– Way: the standardized work– They want to do it: the hard part—motivation
www.TWI-Institute.org
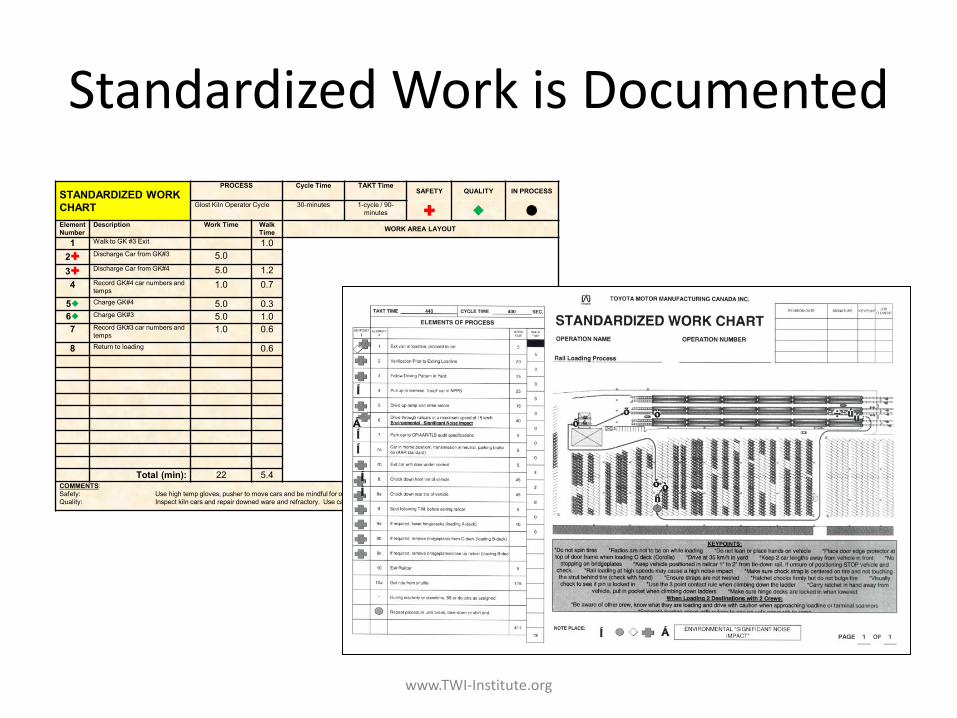
Standardized Work is Documented
www.TWI-Institute.org
STANDARDIZED WORK CHART
PROCESS Cycle Time TAKT TimeSAFETY QUALITY IN PROCESS
Glost Kiln Operator Cycle 30-minutes 1-cycle / 90-minutes
Element Number
Description Work Time Walk Time WORK AREA LAYOUT
1 Walk to GK #3 Exit 1.02 Discharge Car from GK#3 5.03 Discharge Car from GK#4 5.0 1.24 Record GK#4 car numbers and
temps1.0 0.7
5 Charge GK#4 5.0 0.36 Charge GK#3 5.0 1.07 Record GK#3 car numbers and
temps1.0 0.6
8 Return to loading 0.6
Total (min): 22 5.4COMMENTS:Safety: Use high temp gloves, pusher to move cars and be mindful for oily/slick surfacesQuality: Inspect kiln cars and repair downed ware and refractory. Use care not to damage glaze of unfired ware

Then Taught Using TWI-JI
• Include others in developing each Job Instruction Breakdown
• Train all operators to use best method and monitor
• Refocus on quality at the source versus just keeping up
• Eliminate variation
No. __________
JOB INSTRUCTION BREAKDOWN SHEET
Operation: Glost Kiln Operator Cycle _
Parts: None _
Tools & Materials: Kiln Gloves _
IMPORTANT STEPS KEY POINTS REASONS
A logical segment of the operation when something happens to advance the work.
Anything in a step that might—1.Make or break the job2.Injure the worker3.Make the work easier to do, i.e. “knack”, “trick”, special timing, bit of special information
Reasons for the key points
1. Discharge GK #3 1. Use kiln gloves2. Pull at correct time
1. Burn hazard2. Kiln control
2. Charge GK #3 1. Fix downed ware2. Do not slam transfer
1. Defect prevention2. Defect prevention
3. Record car data
4. Check kiln temperatures
1. Call Ceramic Tech if 50°F delta in zones 1. Proper kiln control
5. Charge GK #3 1. Fix downed ware2. Do not slam transfer
1. Defect prevention2. Defect prevention
6. Discharge GK #3 1. Use kiln gloves2. Pull at correct time
1. Burn hazard2. Kiln control
7. Record car data
8. Check kiln temperatures
1. Call Ceramic Tech if 50°F delta in zones 1. Proper kiln control

Use TWI-JM to Find ImprovementsJob Breakdown Sheet
PRODUCT: Glost Ware MADE BY: Lanno DATE: OPERATIONS: Glost Kiln Operator DEPARTMENT: Lean Team
CURRENT/PROPOSED METHOD DETAILS
Dis
tanc
e tra
vele
d in
feet
REMARKS
WH
Y-W
HAT
WH
ERE
WH
EN
WH
O
HO
W
IDEAS
Elim
inat
e
Com
bine
Rea
rrang
e Sim
plify
TIME/TOLERANCE/REJECTS/SAFETY Write them down, don’t try to remember.
1 Discharge GK #4 x2 Walk to control panel 148 45 x Eliminate special trip to record this data point x
3 Record car number x x Can bar codes be used to eliminate this manual step? x
4 Walk to control panel 145 40 x Eliminate trips to control panels (back tracking) x
5 Check kiln readings x x Can kiln check be put on a 90-minute check as routine? x
6 Walk to GK #4 loading 137 35 x Eliminate trips to control panels (back tracking) x7 Load car8 Walk to GK #4 entrance 135 35 x x Item #5 x9 Charge kiln
10 Walk to control panel 41 15 x Item #6
11 Record car number
12 Walk to GK #3 242 60 x x x
13 Discharge car
14 Walk to control panel 138 45 x Item #6
15 Record number x x Item #3 x
16 Walk to GK #4 137 35
17 Load car
18 Walk to GK #3 236 60
19 Charge kiln
20 Walk to control panel 99 25 x Item #6 x
21 Record data
22 Kiln check x x
23 Walk to control panel 145 60 x Item #6 x
24 Record kiln data x Install ANDONs to eliminate 90-minute kiln checks x
25 … … …
2024-ft 555-seconds (travel only)

Not So Japanese!• Concepts taught in TWI in the 1940s are
mistakenly thought to have come to us from Japan in the 1980s:– “To be sure of the one best way the operator should do
the job” (Standard Work)– “Operators have good ideas too; often just as many as we
have—sometimes more!” (SGAs)– “Remember there will always be a better way. Keep
searching for further improvements.” (Kaizen)– “Too many proposed improvements ‘die’ before they are
put down on paper.” (Proposal systems)
www.TWI-Institute.org

TWI/Lean Integration
www.TWI-Institute.org
Sustain and Continuously Improve work methodsMaintain Standardized Work, Job Methods
Standardize work methodsTakt Time, Standard in-process inventory,
Standard work sequence
Stabilize work methodsJob Instruction
Safe, positive, clean work environmentJob Relations, Job Safety, 5S

www.TWI-Institute.org
Phase ILean Introduction
Culture Change Initiation
Lean Tool Education and Apply to Project
Phase IVStandardize Processes and Procedures (Target 9-18 months)
Extend Lean to Other Value Streams
Phase IIICreate Initial Process Stability and Connected Flow (Target 4-9 months) Phase V
Build and Sustain a Continuous Improvement Culture (Target 24 months - Never Ending)
Lean 101 Simulation
TWI Job Relations and Job Safety
5S (High Visibility)
Lean Material Handling
Cellular Design & Workflow
Document Current Best Way, Train, Retrain, Cross-train, Sustain
TWI Job Methods
Improve Standard Work
Value Stream StrategyValue Stream Mapping
Phase IIImplement a High Visibility Project (Target 2-4 mos.)
Kaizen BlitzVisual Controls
Introduce Six Sigma Tools & Applications
Apply Lean Tools
Suggestion System
Safe, Positive Work Environment
TWIJob Instruction

www.TWI-Institute.org
The TWI Workbook: Essential Skills for SupervisorsShingo Research and Professional Publication Prize 2007Patrick Graupp and Robert J. Wrona
www.productivitypress.com
For additional information please contact Bob Wrona