das magazin - siemens global website · pdf file01.2016 | . 3. liebe kunden und interessierte...
TRANSCRIPT

01.2016 | siemens.com/magazin
Das Magazinfür das digitale Unternehmen
Im FokusIndustrie 4.0 wird real
IndustriesoftwareVerpackung – maßgeschneidert
SpecialAutomobilindustrie auf der Überholspur

2 siemens.com/magazin/industrie | 01.2016
Im Fokus
06 Die Zukunft hat gestern begonnen Der digitale Wandel in der Industrie und seine Folgen
11 Industrie 4.0 wird real Hohes Investment in die Integration der Software
14 Datenplattform für das digitale Unternehmen Siemens Cloud for Industry
Industriesoftware
16 Verpackung – maßgeschneidert Anspruchsvolle Motion-Control-Funktionalität mit
höchstem Bedienkomfort
30 Immer einen Schritt voraus Einsatz von TIA Portal bringt deutliche Zeitersparnis
beim Engineering
32 Vorteile sichern Virtuelle Inbetriebnahme mit der PLM-Software NX
36 Fit für die Zukunft Neue Version des Prozessleitsystems Simatic PCS 7 V8.2
42 Sicher zur Gondel – auch bei eisiger Kälte Einsatz von kältebetändiger Schalttechnik im Windrad
Integrated Drive Systems
22 Energieeffiziente Fördertechnik Integrated Drive Systems bei VW Emden
37 Effizienzsieger Reluktanzmotoren als wirtschaftliche Alternative
Industrielle Identifikation und Kommunikation
24 Perfekt koordiniert RFID-Technologie mit IO-Link-Readern und
hitzebeständigen Transpondern
Inhalt3 Editorial | 4 Big Picture | 43 Impressum
26 Synchron mit der realen Welt RFID als wichtiger Bestandteil der digitalen Fabrik
38 Schnelle und gesicherte Fernwartung Webbasierte Fernwartung mit Sinema Remote Connect
40 Neues Netzwerk sichert die Produktion Überarbeitete Netzwerkstruktur sichert eine
effiziente Produktion im Siemens-Werk Fürth
Energiemanagement
44 Der Siegeszug des Microgrid Große Bandbreite an Software und
Dienstleistungen mit Siemens Digital Grid
46 Mehr als nur Ersatz Mobile Plug&Play-Transformatoren sichern die
Verfügbarkeit des Stromnetzes
47 TIP trifft TIA Simatic Energy im TIA Portal
48 Energieverbrauch im Griff Energiemanagement und Automatisierung
wachsen zusammen
Special
20 Automobilindustrie auf der Überholspur Interview: Bedeutung der Digitalisierung in der
Automobilbranche
28 Vom CAD-Modell zum fertigen Produkt Die Industrialisierung von Additive Manufacturing
34 Papierbranche definiert sich neu Digitalisierung unterstützt die Ressourceneffizienz
und die Flexibilität in der Papierindustrie
50 „Analytisches Vorgehen und Kreativität verbinden“ Design Thinking zur Entwicklung von Innovationen
Siem
ens
AG
Siem
ens
AG 20
Die Automobilbranche als Vorreiter in der Digitalisierung16
Einschlagautomaten von Sollas versehen Luxusartikel schnell und flexibel mit Kunststofffolien
Siem
ens
AG6
Der industrielle Wandel ist unaufhaltsam. Hauptrolle dabei spielt die Digitalisierung

01.2016 | siemens.com/magazin/industrie 3
Liebe Kunden und Interessierte an der Digitalen Fabrik,
auf der Hannover Messe 2016 zeigt Siemens nicht nur neue Produkte. Wir zeigen,
wie unser Kernangebot für die digitale Transformation der Industrie, wie unsere
Digital Enterprise Software Suite wächst und zusammenwächst. Auf drei Lösungen
möchte ich Ihr besonderes Augenmerk lenken.
Nach wie vor ist eine der größten Herausforderungen für die Industrie, alle für
ein mechatronisches Produkt erforderlichen Fachdisziplinen parallel am selben
Datenmodell zusammenzuführen. Auf der Hannover Messe führen wir vor:
Integrated Mechatronics Engineering. Mechanik, Elektrik/Elektronik und
Software, versorgt aus einer Bibliothek mit Mechatronik-Komponenten, liefern
die Daten für Automatisierung, Simulation und virtuelle Inbetriebnahme. Bei
Bedarf gekoppelt mit dem Mechatronics Concept Designer.
Die zweite große Herausforderung heißt: Zusammenführen von Produkt- und
Produktionssystementwicklung mit der Welt der Fertigungsplanung und
Steuerung, dem Manufacturing Operation Management, in einem einzigen
Datenmodell. Häufig behandelt unter dem Schlagwort Integration von PLM und
MES. Auch das ist auf der Hannover Messe eines unserer Highlight Themen:
Closed Loop Manufacturing.
Das dritte Thema haben wir im letzten Jahr angekündigt, jetzt ist es soweit:
Mit Mindsphere – Siemens Cloud for Industry stellen wir die erste Cloud-
Infrastruktur bereit, mit der unsere Kunden Dienstleistungen mit weltweiten
Daten aus ihren Anwendungen anbieten können. Das Internet der Dinge wird
Realität.
Digitalisierung und Industrie 4.0 in der Realität: Wir haben die letzten Jahre
Milliarden investiert, hunderte von Ingenieuren arbeiten buchstäblich rund um
die Uhr daran – und nun können Sie sich zum ersten Mal ein umfassendes Bild
davon machen.
Digitalisierung und Industrie 4.0 in der Realität
Anton S. Huber,Chief Executive Officer der Siemens AGDigital Factory Division
Siem
ens
AG

Erfolg durch Nachhaltigkeit
Jahrzehntelang wurden Surfboards im Wesentlichen aus einem Material gefertigt: Polyurethan (PU). Ein Material, das nicht recycelbar ist und dessen Herstellung und Verarbeitung als gesundheits schädlich und zeitaufwendig gelten. Zudem sind PU-Surfbretter biologisch nicht abbaubar und zerfallen daher nicht, wenn sie in Müll halden entsorgt werden. Es wurde auch nachge-wiesen, dass Surfbretter aus PU während ihres Einsatzes im Wasser Schadstoffe an die Umgebung abgeben.
2005 beschloss daher eine Gruppe von Wellenreitern, die Konstruktion von Surfboards völlig neu zu denken. Sie veränderten die Position der Holzversteifungen in den Boards und setzten statt PU das recycelbare, leichter und sicherer zu verarbeitende Polystyrol (PS) ein. So entstanden wendige, stabile und langlebige Boards.
Das war die Geburtsstunde von Firewire Surfboards. Die innovativen Surfbretter des Unternehmens aus Carlsbad wurden schnell so beliebt, dass der US-Hersteller die große Nachfrage nicht mehr decken konnte. An diesem Punkt wandte sich das Unternehmen an Siemens zur Nutzung der PLM-Software NX. Durch den Einsatz von NX hat Firewire seine Produktionskapazität um das Zwanzigfache gesteigert – bei höchster Flexibilität, um die individuellen Ansprüche seiner Kunden zu befriedigen.
Der amerikanische Profisurfer und elffache Weltmeister Kelly Slater (Foto) wurde bald ein so großer Fan von Firewire, dass er 2015 eine Mehrheitsbe teiligung an der Firma erwarb.
siemens.de/ingenuityforlife

Fire
wir
e / T
od
d G
lase
r

Cover Story
6 siemens.com/magazin/industrie | 01.2016
Siem
ens
AG
Die Zukunft hat gestern begonnenDer digitale Wandel in der Industrie ist unaufhaltbar. Unternehmen der Fertigungs- und Prozessindustrie profitieren durch höhere Produktivität, Flexibilität sowie kürzere Markteinführungszeiten – und steigern so ihre Wettbewerbs-fähigkeit. Ihre Kunden erhalten individuellere und hoch-wertigere Produkte. Und Verbraucher bestellen ihre ganz persönliche Ware. Die Losgröße 1 wird zur Normalität.

01.2016 | siemens.com/magazin/industrie 7
Im Fokus
echnology People – so nennt die Schwäbische Werkzeug-maschinen GmbH (SW) ihre
Beschäftigten. Gemeint sind damit Menschen, die sich gerne umfas-send mit Prozessen, Fertigungslö-sungen und Technologien im weite-ren Sinne beschäftigen – nicht al-lein mit einzelnen Maschinen. Das Motto von SW steht für eine Grund-haltung: Es genügt nicht mehr, technisch perfekte Produkte zu verkaufen. Gefragt sind neben maximaler Flexibilität und kurzen Innovationszyklen auch innovative Geschäftsmodelle, die den Kunden echten Mehrwert bringen.
SW hat sich diese Maxime zu eigen gemacht – nicht nur bei der Beschreibung für seine rund 500 Mitarbeiter. Neben der individuel-len Kundenberatung sowie den technisch hervorragenden mehr-spindligen Bearbeitungszentren und Automatisierungs- und Mon-tagelösungen von SW schätzen Kunden auf der ganzen Welt ins-besondere die online-basierten Services der Schwaben.
SW hat innerhalb des Dienstleis-tungsportfolios „PULSE“ (Produc-tivity und Lifecycle Services) auch seit einigen Jahren eine Online-lösung zur Analyse von Maschinen-zuständen eingeführt. Damit kön-nen die SW-Experten aus der ba-den-württembergischen Zentrale und den Tochtergesellschaften in den USA und China beispielsweise aufgetretene Probleme online iden-tifizieren und beheben. Das ge-schieht per Internet und macht die Entsendung von Servicetechnikern häufig überflüssig. Und falls Ersatz-teile benötigt werden, kann der Versand sofort veranlasst werden. Auch Wartungsarbeiten lassen sich durch diese Technologie planen, denn die Maschinenwartung er-folgt zustandsorientiert und richtet sich nach der tatsächlichen Not-wendigkeit. Beides reduziert unge-plante Stillstandszeiten deutlich und ermöglicht Instandhaltungs-maßnahmen zu passenden Terminen.
Darüber hinaus bietet das On-line-Tool einen wertvollen Zusatz-nutzen für die Kunden: SW kann
die Produktivität seiner Maschinen beim Kunden jederzeit online be-werten, mit Planzahlen vergleichen und auf dieser Grundlage Empfeh-lungen zur Optimierung von War-tungs- und Instandhaltungs- sowie Produktionsabläufen geben. „Ohne die Transparenz, die ein solches Tool gewährleistet, ist es gerade bei verknüpften Maschinen kaum mög-lich, die Gründe für zu geringe oder schwankende Stückzahlen zu identifizieren und die Ursachen ab-zustellen“, sagt Jochen Heinz, Lei-ter Industrial Data Services bei SW. „Die Ursache kann hier zum Bei-spiel genauso bei einer einzelnen Maschine liegen wie bei der Zufüh-rung der Werkstücke.“
Technologische Basis von „PULSE“ ist die Siemens-Online lösung „Ma-chine Tools Analytics Services“. Mit ihr können Industrie kunden auf Basis der Digitalisierung sämtlicher Prozesse innovative Dienstleistun-gen angeboten und neue Geschäfts-modelle entwickelt werden.
Kernkomponenten für das Digital EnterpriseVon zentraler Bedeutung für ein solches Unternehmen sind vier Be-reiche: Dies sind zum einen indus-trielle Softwarelösungen für durch-gängige Prozesse – von der Ent-wicklung über die Produktion bis zu den Services (vgl. Seite 11). Fer-ner benötigt das Digital Enterprise eine effiziente Kommunikation-sinfrastruktur, die den vernetzten Austausch von Daten ermöglicht. Außerdem sind zuverlässige Sicher-heitslösungen erforderlich, die in einer vernetzten Online-Welt den Schutz von Betriebs- und Produkt-geheimnissen gewährleisten. Und bietet das Digital Enterprise indus-trielle Dienstleistungen an, welche die eigene Wertschöpfungstiefe mit Mitteln der Digitalisierung erhöhen.
Die Digitalisierung ermöglicht es, alle Wertschöpfungsstufen zu verschmelzen. Erste Ansätze dazu gab es bereits in den 1980er Jahren in Form des Computer Integrated Manufacturing (CIM). Doch das geplante Zusammenwachsen von Computer-Aided Design (CAD) und
T Höherer Umsatz, geringere Kosten
Die Erwartungen der Unternehmen an die Vorteile der Digitalisierung sind enorm. Das ergab eine aktuelle Umfrage der Unternehmensberatung McKinsey unter 300 Unternehmen.
„Industrie 4.0 ist eher eine Chance als ein Risiko“
100%
Deutschland USA Japan
92% 90%
78%
Quelle: McKinsey & Company
B Welche Kostensenkung versprechen Sie sich von Industrie 4.0?
15%
Deutschland USA Japan
10% 10%
14%
12%
10%
12%
A Welche Umsatzsteigerungen versprechen Sie sich von Industrie 4.0?
A B A B A B
Siem
ens
AG

8 siemens.com/magazin/industrie | 01.2016
Im Fokus
Computer-Aided Manufacturing (CAM) hat sich damals nicht recht durchgesetzt. „Die Technologie war einfach noch nicht weit genug entwickelt“, sagt Uwe Grundmann, Europa-Chef des US-Marktforschungs-unternehmens ARC Advisory Group mit Sitz in Düsseldorf. „Über die Telefonleitungen konnten nur etwa 56 Kilobit pro Sekunde übertragen werden – das war viel zu wenig.“ Heute sind Geschwindigkeiten von bis zu zehn Gigabit pro Sekunde möglich – rund 180.0000 Mal so viel. Zudem gebe es heute viel leis-
tungsfähigere Verfahren zur Erfas-sung, Übertragung, Speicherung und Auswertung großer Datenmen-gen. Die Technologiesprünge be-treffen sowohl das Volumen der Daten (Big Data) als auch deren Auswertung und praktische Ver-wendung (Smart Data).
Kunden sind Treiber des FortschrittsDoch nicht nur der technologische Fortschritt treibt die Entwicklung des Digital Enterprise voran. „Maß-geblich sind die Kunden. Sie möch-ten auf dem Weg zum Digital Enter-prise unterstützt werden und fragen nach entsprechenden Lösungen und Produkten“, sagt Peter Weckesser, Chief Operating Officer der Siemens Business Unit Product Lifecycle Management der Digital Factory Division.
Kein Wunder: „Kurze Marktein-führungszeit – Time to Market – wird immer wichtiger“, so Weckesser.
Digital Enterprise in fünf PhasenDer Betrieb eines Digital Enterprise lässt sich in fünf Phasen gliedern: Produktentwicklung, Produktions-planung, Produktionsengineering, Produktionsausführung und Servi-ces. Doch anders als früher werden diese heute als ganzheitliches, in alle Richtungen ineinandergreifen-des System betrachtet und nicht mehr als eine Kette chronologisch aufeinander aufbauender Prozesse. Übergeordnetes Merkmal ist, dass in allen Phasen sämtliche relevan-ten Daten erfasst, übermittelt und ausgewertet werden. Dies gilt auch für die Beziehungen zwischen den jeweiligen Phasen selbst. Von Be-ginn an, schon bei der Produktent-wicklung, müssen Innovationen digital designt, getestet und modi-fiziert werden. Lange bevor das erste physische Produkt entsteht,
Und dies erfordere ganzheitliche, digitalisierte Prozesse. Zudem müssten immer individuellere Kun-denbedürfnisse flexibel bedient werden können. „Ziel ist die Los-größe 1. Bei Nike etwa können sich die Käufer bereits ihren Namen ab Fabrik auf die Sportschuhe sticken lassen“, sagt Weckesser. Und schließ-lich geht es auch darum, die Pro-duktivität zu steigern, Arbeits-kräfte und Maschinen effizienter einzusetzen sowie den Verbrauch von Energie und Rohstoffen zu minimieren.
3D-Druck auf dem VormarschEinen wesentlichen Beitrag zur In-dividualisierung und Flexibilisie-rung der Produktion werden die neuen Möglichkeiten des 3D-Drucks leisten. Auf Grundlage von CAD-Dateien entstehen hier aus Metall, Kunststoff oder Keramik Bauteile, die sich bisher gar nicht oder nur mit sehr hohem Aufwand herstellen ließen. Dieses Verfahren wird sich gerade dort durchsetzen, wo für Produkte in geringer Stück-zahl ein niedriges Gewicht bei hoher Festigkeit erforderlich ist und wo schnell geliefert werden muss, weil sich die Konstruktion häufig ändert – etwa in der Luft- und Raumfahrt oder in der Auto-mobilindustrie.
Für den Porsche 919 werden bei-spielsweise zukünftig Teile des Lenksystems von einem Zulieferer per 3D-Druck hergestellt und an-schließend noch in der gleichen Maschine weiterverarbeitet. Von der Idee bis zur Fertigung solcher Teile vergingen früher mehrere Wochen. Heute können schon we-nige Stunden ausreichen. Und Air-bus fertigt im 3D-Druck Halteele-mente aus Titan für sein Modell A350. Früher wurden diese Teile aufwendig aus Aluminium gefräst und waren 30 Prozent schwerer.
Die Digitalisierung der Fabrik ist untrennbar verbunden mit einer leistungsfähigen Kommunikations-infrastruktur. Dabei verändern sich IT-Architekturen: Aus einem bilateralen, hierarchischen Aus-tausch von Daten werden umfang-reich vernetzte und dezentrale Systeme.
Die Schwäbische Werkzeugmaschinen GmbH (SW) betreibt eine konsequente Digitalisierungsstrategie. Jochen Heinz (li.), Leiter Industrial Data Services, und Peter Siegel, Initiator der SW-Online-Services, gehören zum Digitalisierungs-Kernteam
» Anlagen- verfügbarkeit steht bei Sicherheitsfragen an erster Stelle.«
Uwe Grundmann, ARC Advisory Group
Siem
ens
AG

01.2016 | siemens.com/magazin/industrie 9
Im Fokus
Interview mit Peter Weckesser, COO (Chief Operating Officer) der Siemens Business Unit Product Lifecycle Management der Digital Factory Division.
Die Vision der Industrie 4.0 geht von einer digitalen Wertschöpfungskette aus – von der Produktentwicklung über die Fertigungsplanung, die Konstruktion der Produktionsanlagen und die Produktion bis zum Kundendienst. Orientiert sich der Datenstrom an diesen Wertschöpfungsstufen?Peter Weckesser: Nein, die Wertschöpfungskette enthält viele Rückkopplungen zu sämtlichen Stufen. Der Service meldet Kundenwünsche an die Entwick-lung. Die Fertigungsplanung erhält Informationen zu Verbesserungen bei Produktionsabläufen. In der Produktion werden Daten ermittelt, mit denen die Genauigkeit der Fertigungsplanung und die Effizi-enz der Produktion erhöht werden.
Erstreckt sich die digitale Wertschöpfungskette über das Unternehmen hinaus?Weckesser: Industrie 4.0 erlaubt völlige neue Kun-denbeziehungen. Hierfür besitzt Siemens mit Life-cycle Analytics eine Analyse-Softwarelösung für die präventive Fernwartung. Damit lassen sich aber auch Betriebsdaten ermitteln, die Herstellern Hinweise zur Verbesserung ihrer Produkte geben können.
Entwicklung, Produktion und Service arbeiten häufig mit unterschiedlichen ITSystemen und Datensätzen. Wie lässt sich dieses Problem lösen?Weckesser: In der Tat ist eine konsistente gemein-same Datenbasis unverzichtbar, etwa unsere Soft-warelösung Teamcenter. Als Kollaborationsplattform ist sie über den gesamten Lebenszyklus von Produk-ten die Basis für alle eingesetzten und miteinander kompatiblen Programme und Tools unserer Digital Enterprise Software Suite. Hierzu gehören in der Entwicklungsphase die Softwareprogramme aus unserem Product Lifecycle Management Portfolio (PLM), mit der sich neue Produkte virtuell entwi-ckeln und optimieren lassen. Dazu zählen etwa unsere Entwicklungssoftware Tecnomatix und das CAD-Werkzeug NX. In der eigentlichen Produktions-phase kommen unsere Automatisierungstools wie
Totally Integrated Automation (TIA) mit dem TIA-Por-tal für das Zusammenwirken aller Automatisierungs-komponenten zum Zuge.
Wie steht es um die Softwarekompatibilität, wenn die Produkte erst einmal beim Kunden sind?Weckesser: In dieser Phase geht es vor allem um Ser-vices, die allen Beteiligten einen deutlichen Mehrwert bringen sollen. Hierfür bringen wir jetzt als Fortent-wicklung bestehender und bewährter Möglichkeiten für Online-Dienstleistungen die offene Plattform „MindSphere – Siemens Cloud for Industry“ auf den Markt. Industrieunternehmen können diese im Zusammenhang mit Big Data als Basis für eigene digi-tale Services einsetzen, etwa im Bereich vorausschau-ende Instandhaltung, Energiedatenmanagement oder Ressourcenoptimierung. Damit verbinden sich dann auch neue, innovative Geschäftsmodelle.
Viele Unternehmen verwenden an ihren Maschinen Steuerungen und Softwarelösungen anderer Hersteller. Wie wollen Sie solche Unternehmen besser erreichen? Weckesser: MindSphere eignet sich zusammen mit einer Connector Box auch für fremde Geräte und Steuer-systeme. Im Vergleich zu den aktuell verwendeten und bewährten Online-Tools besteht ein weiterer Vorteil von MindSphere darin, dass die neue Plattform auf viel größere Datenmengen ausgerichtet ist und dass Daten anwender-gerechter und verständlicher zur Verfügung gestellt werden können. Insofern liefert die Lösung auch für die Managementebene einen unmittelbaren Mehrwert.
Wie groß sind bei dieser CloudTechnologie die Sicherheitsbedenken?Weckesser: Die MindSphere-Plattform arbeitet mit starken Verschlüsselungen und bietet größtmögliche Sicherheit vor Cyber-Angriffen.
In der Fertigung ist der 3DDruck ein wichtiges Zukunftsthema.Weckesser: Das gilt auch für Siemens. Diese Ferti-gungsverfahren lassen sich in unsere Softwareumge-bung einbinden. Wir haben kürzlich ein Pilotprojekt mit einem großen Werkzeugmaschinenhersteller gestartet, der per Laser dreidimensionale Werkstücke aus solidem Metall produziert.
» Industrie 4.0 erlaubt neue Kundenbeziehungen«
Siem
ens
AG

10 siemens.com/magazin/industrie | 01.2016
Im Fokus
erzeugen die Entwickler einen digi-talen Zwilling. Damit lässt sich in virtuellen Tests feststellen, ob und wie das Produkt funktioniert. Im Idealfall müssen die Konstrukteure später am realen Endprodukt nichts mehr ändern. „Ziel ist, dass bereits der erste gebaute Prototyp verkauft werden kann“, sagt Weckesser.
Dieser digitale Ansatz erstreckt sich auch auf die Produktionspla-
nung und das Produktionsenginee-ring. Denn auch die Produktion lässt sich vollständig digital planen – bis hin zur virtuellen Inbetrieb-nahme einer neuen Anlage oder ganzen Fabrik mit allen Produk-tionsabläufen. Und sobald bei-spielsweise die Spezifikationen für ein neues Produkt feststehen, kön-nen die Rechner selbsttätig die Stücklisten für die benötigten Teile und Komponenten erstellen.
Wenn das Produkt in die Ferti-gung geht, werden die Konstruk-tionsdaten im Digital Enterprise nahtlos an die Produktion übertra-gen. Das klingt selbstverständlich, läuft in der Praxis aber oft noch an-ders. Da viele Softwarelösungen nicht miteinander kompatibel sind, werden die Daten nicht selten aus-gedruckt und dann manuell erneut eingegeben. Ein aufwendiger und tendenziell fehlerbehafteter Prozess.
Schließlich umfasst die Digita-lisierung sämtliche Services für den Kunden. Sie unterstützen ihn dabei, die ausgelieferten Produkte maximal produktiv einzusetzen, die Betriebskosten zu reduzieren und insgesamt den größtmöglichen Nutzen aus ihnen zu ziehen. Damit verbinden sich häufig neue Geschäfts-modelle und Kundenbeziehungen (s. Interview „Industrie 4.0 erlaubt neue Kundenbeziehungen“, S. 9).
So wie bei der Schwäbische Werkzeugmaschinen GmbH wer-den Maschinenbauer beispiels-weise künftig online mit ihren aus-gelieferten Geräten und Anlagen verbunden sein – von der Fräs-maschine über Windkraftturbinen bis zum Flugzeugtriebwerk. Da-durch können Betriebsdaten zur Überwachung der Maschinen auto-matisiert ermittelt, übertragen und ausgewertet werden. Das ermög-licht eine präventive Wartung und Instandhaltung, bevor ein Schaden eintritt und Maschinen ausfallen.
Herausforderung DatensicherheitDoch mit der Digitalisierung von Prozessen und der Herausgabe von Daten an Dienstleister entstehen auch Sicherheitsbedenken. Ohne Cyber-Sicherheit werden sich viele
„Wie wird sich Industrie 4.0 auf Ihre Wettbewerbsfähigkeit auswirken?“
Deutschland
50%steigt
37% bleibt unverändert
13%sinkt
USA
57%steigt
33% bleibt unverändert
10%sinkt
Japan
54%steigt
40% bleibt unverändert
6%sinkt
strategische Zukunftsthemen kaum umsetzen lassen, betont der Zentralverband Elektrotechnik und Elektronikindustrie (ZVEI) und hat einen eigenen Arbeitskreis zu dem Thema eingerichtet. Zwar existie-ren in vielen Industrien bereits gut funktionierende Sicherheitstech-nologien. Doch die lassen sich häu-fig nicht auf andere Branchen über-tragen. „Zum Beispiel sind Finanz-dienstleister bei IT-Themen in erster Linie an Datensicherheit in-teressiert. Bei Industriebetrieben steht die Anlagenverfügbarkeit an erster Stelle“, sagt ARC-Analyst Grundmann. Dies sind zwei ver-schiedene Prämissen, die unter-schiedliche Lösungen erfordern.
Die Schwäbische Werkzeugma-schinen GmbH zeigt, wie sich viele Herausforderungen der modernen Industrie mit digitalisierten Lösun-gen bewältigen lassen. Derzeit arbeiten die Schwaben an der nächsten Evolutionsstufe der Digi-talisierung: „Auf Basis der neuen Siemens-Internetplattform Mind-Sphere möchten wir eine komplette digitale Transparenz über unsere Maschinen herstellen. Da reden wir freilich über ganz andere Daten-mengen als wir sie aktuell verwen-den“, sagt SW-Manager Jochen Heinz. Das aber benötige etwas Zeit und die Einbindung der Kunden in Bezug auf deren Anforderungen an die Daten und die gebotene Sicher-heit im Umgang damit. „Man kann eine solche Strategie nicht einfach bestehenden Prozessen überstül-pen. Vielmehr muss sie zum zent-ralen Bestandteil der Produktent-wicklung, der Fertigung und der Services werden“, so Heinz.
Es ist ein Aufwand, der sich nicht nur für SW lohnen dürfte. Zum einen, weil er neue Services und Geschäftsmodelle ermöglicht. Zum anderen, weil wirksame Digitali-sierungsstrategien vor allem für eines unerlässlich sind: die eigene Zukunftsfähigkeit und die der Kunden.
siemens.de/zukunft-der-industrie [email protected]
Quelle: McKinsey & Company
Siem
ens
AG

01.2016 | siemens.com/magazin/industrie 11
Im Fokus
er die Diskussion über In-dustrie 4.0 und das Inter-net der Dinge in den letzten
Jahren verfolgt hat, dem fiel nicht immer leicht, die Spreu vom Weizen zu trennen. Was ist Gerede, was wirklich machbar? Wie soll man sich die intelligente, industrielle Wertschöpfung konkret vorstellen? Siemens beantwortet nicht alle Fra-gen. Aber zu zentralen Herausfor-derungen, denen sich die Industrie bei ihrer digitalen Transformation gegenübersieht, sind jetzt Lösun-gen im Portfolio, mit denen die Kunden Schritt für Schritt an die Umsetzung gehen können. Mit rasch spürbaren Effekten.
Eine der größten Herausforde-rungen – da sind sich alle Fach-leute einig – ist die Überwindung der Medienbrüche zwischen den Hauptbereichen der Wertschöp-fungskette: zwischen der Pro-duktentwicklung, den damit ver-bundenen Systemen und Prozessen für die Produktionsplanung sowie der eigentlichen Produktion. Dies wird unterstützt durch eine effizi-ente Verknüpfung der technischen Wertschöpfungskette mit den ent-sprechenden kommerziellen Pro-zessen. Diese Herausforderung ruft so dringend nach einer Lösung, weil mit den heute üblichen IT-Insel-lösungen Industrie 4.0 nicht funk-
tioniert. Diese Vision setzt nämlich in ihrem Kern darauf, dass künftig selbst hochkomplexe, smarte Pro-dukte fast zum Preis der Massen-fertigung auf individuelle Kunden-wünsche zugeschnitten, entwickelt und gefertigt werden. Wie soll das gehen, wenn es Wochen dauert, um herauszufinden, an welchem Pro-duktionsstandort das angefragte Produkt mit welchen Anpassungen gefertigt werden kann?
Das aber ist heute Stand der Technik: Mit CAx – bei Siemens mit NX – werden Produktmodelle ent-wickelt, deren Daten letztlich in eine Stückliste, eine Bill of Material münden. Dann werden mit Systemen
W
Industrie 4.0 wird realSiemens hat in den letzten Jahren viel investiert in die Integration der Software, mit der Unternehmen ihre Wertschöpfungskette digitalisieren können. Die Ergebnisse stehen im Zentrum des Auftritts auf der diesjährigen Hannover Messe. Drei Themen werden dabei vor allem Aufmerksamkeit erregen: Closed Loop Manufacturing, Integrated Mechatronics Engineering und die MindSphere – Siemens Cloud for Industry.
Hohes Investment in Softwareintegration und organisches Wachstum
Integrated Mechatronics Engineering
Mechanical Design
Electrical & Automation Design
Automation Designer
e.g. Line Designer
Simulation & Validation
Teamcenter Data Backbone
PLM Software
NX
Automation
Simatic
Closed Loop Manufacturing
Production Process Engineering
Product Development
ManufacturingExecution
Gemeinsam genutztes Datenmodell
Siem
ens
AG

12 siemens.com/magazin/industrie | 01.2016
Im Fokus
für Digital Manufacturing – bei Siemens Tecnomatix – Maschinen, Vorrichtungen und Anlagen für die Fertigung entwickelt, bis hin zur Simulation der Produktion und des Materialflusses. Das Ergebnis ist eine digitale Prozessbeschreibung, eine Bill of Process. Mit PLM – bei Siemens Teamcenter – können diese Daten miteinander verknüpft, ihre Beziehungen aktuell gehalten werden. Aber mit den Daten der Produktstruktur und des betrieb-lichen Maschinen- und Anlagen-parks ist nur der prinzipielle Ab-lauf beschrieben. Die reale Ansteu-erung einer bestimmten Maschine oder Produktionslinie benötigt mehr.
Aus der Auftragsplanung sind jetzt die konkreten Anforderungen für einen einzelnen Auftrag mit den technischen Daten zu verbin-den. Und sie müssen ergänzt wer-den um Zulieferteile und um anla-genspezifische Daten einschließ-
lich des Layouts der Anlage. Das ist die Aufgabe des Manufacturing Execution Systems (MES), das eine andere Sprache spricht als die tech-nischen Systeme des Engineerings. Vielfach sind hier bislang erneute Eingaben und Bearbeitungsschritte notwendig.
Das Schließen der WertschöpfungsketteJetzt bietet Siemens mit Closed-Loop-Manufacturing ein einziges Datenmodell, das zahlreiche Arbeits-schritte einspart und einen bidirek-tionalen Datenfluss erlaubt. Die aus dem PLM verfügbaren Daten kön-nen unmittelbar zur Ansteuerung der konkreten Produktionslinie genutzt werden. Und die Daten aus der Produktion stehen dem Engi-neering zur Verfügung.
Genau in dieser Datendurchgän-gigkeit liegt die Chance zur Reali-sierung der Anforderungen von In-dustrie 4.0. Innerhalb von Minuten
kann aufgrund einer Anfrage ge-klärt werden, ob und wo das Pro-dukt genau wie gefordert gefertigt werden kann; falls dafür Änderun-gen an bisherigen Produkten oder Prozessen erforderlich sind, wie schnell und zu welchem Preis sie zu realisieren sind. Denn die Daten aus der Produktion aller Standorte sind zentral für den Abgleich mit den Engineering-Daten abrufbar. Und wenn es zum Auftrag kommt, kann er mit automatischem Anstoß der ERP-Seite in Windeseile und zu mi-nimalen Kosten ausgeführt werden. Involviert in das Closed-Loop-Manu-facturing-Datenmodell sind die Sys-teme NX, Tecnomatix, Teamcenter und Simatic IT.
Die zweite Herausforderung durch die digitale Transformation der In-dustrie hat ihre Ursache in einem anderen Medienbruch: Alle Fachdis-ziplinen, die für die Entwicklung und Fertigung smarter Anlagen ge-braucht werden, arbeiten heute mit
Flexible und kosteneffiziente Abfüllung von Kosmetikprodukten in der Produktion der Dr. Kurt Wolff GmbH & Co. KG. Eine entscheidende Rolle spielt das Multi-Carrier-System, bei dessen Entwicklung der Mechtronic Concept Designer eingesetzt wurde

01.2016 | siemens.com/magazin/industrie 13
Im Fokus
unterschiedlichen Systemen und Datenmodellen. Das 3D-Modell der Mechanik ist nicht kompatibel mit dem Schaltplan der Elektrik. Das Verhaltensmodell der Softwareent-wicklung kennt keine Engineering-Details von Mechanik und Elektro-technik. Wenn ein Simulations-modell etwa aus Process Simulate existiert, dann sind seine Daten nicht ohne Zusatzbearbeitung für andere Modelle nutzbar. Mit Inte-grated Mechatronics Engineering hat Siemens jetzt dafür gesorgt, dass die beteiligten Softwarewerk-zeuge sich gegenseitig verstehen. Der Ansatz geht aber sogar darüber hinaus.
Multidisziplinäres aus der BibliothekOb allgemeiner Maschinenbau, Werkzeugmaschinenherstellung oder Produktionsanlage, viele Komponenten sind bisher unnöti-gerweise immer wieder neu erfun-
den worden. Jetzt kann eine mecha-tronische Bibliothek von Bauteilen und Baugruppen wie Motoren, Antrieben, Ventilen, Pumpen und anderen Teilen entstehen, die die Detailinformationen aller jeweils beteiligten Disziplinen beinhaltet. Für die Entwicklung einer Maschine können diese Elemente nun einfach als fertige Teile importiert werden, denn die Daten werden zentral in Teamcenter verwaltet.
Da aber auch die Automation mit dem TIA-Portal diese Sprache ver-steht, können die Engineering- Daten unmittelbar für die Generie-rung der SPS-Software und für die virtuelle Inbetriebnahme genutzt werden. Auch diese Integration spart zahlreiche Neuei-ngaben, vor allem aber werden Schnittstellen und ihre Pflege überflüssig, die bisher enorm viel Zeit und Geld ge-kostet haben. Dies ist im wahrsten Sinne die Automatisierung des Engineerings.
Mit der Vereinfachung ändern sich natürlich auch die Prozesse und Abläufe im Unternehmen und mit den Zulieferern. Die Implemen-tierung dieser neuen Prozesse darf deshalb nicht verwechselt werden mit der Durchführung eines IT-Pro-jektes. Aber genau solche grundle-genden Änderungen der betriebli-chen Abläufe machen die Transfor-mation zum digitalen Unternehmen aus. Langfristig sind es exakt diese Veränderungen, mit denen sich ein Unternehmen von seinen Wettbe-werbern unterscheiden wird, die vor den Kosten und dem Aufwand der Transformation zurückschrecken oder sie nicht für erforderlich halten.
Ähnlich ist es mit dem dritten Thema, das Siemens in diesem Jahr mit in den Vordergrund des Messe-auftritts in Hannover stellt. Nicht wenige Verantwortliche in den Unternehmen sind vor allem in Deutschland sehr zurückhaltend, wenn es um die industrielle Nut-zung der Cloud-Technologie geht. Und das, obwohl kaum jemand daran zweifelt, dass schon mittel-fristig kein Weg daran vorbei führt, wenn Daten aus den industriellen Prozessen für Dienstleistungen un-terschiedlichster Art über das Inter-net genutzt werden sollen. Etliche
Unternehmen sind deshalb schon jetzt dabei, Lösungen wie Predictive Maintenance oder intelligente Logis-tiksysteme zu implementieren. Mit Zustimmung der Kunden werden Maschinen, maschinelle Ausrüs-tung und andere Produkte mit dem Internet vernetzt, deren Daten ge-sammelt und analysiert.
Für solche Ansätze kann nicht jeder seine eigene Cloud einrichten, und nicht jede Cloud-Plattform eig-net sich für den industriellen Ein-satz. Sicherheit der Daten, vor allem aber der Prozesse ist eine der Anfor-derungen, die sich von denen an Clouds im Umfeld von persönlicher Kommunikation und Elektronik-handel massiv unterscheiden. Erst recht die Frage der Echtzeitfähigkeit wird im industriellen Kontext völlig anders definiert als in der persön-lichen Nutzung des Internets. Bei der Ansteuerung einer Produktions-anlage können Millisekunden Netz-unterbrechung einen Millionen-schaden zur Folge haben. Bei der Nutzung des Browsers fallen sie nicht ins Gewicht.
Siemens hat sich deshalb ent-schlossen, seinen Kunden eine sichere Infrastruktur für die Nut-zung der Cloud anzubieten. Als erstes steht mit „MindSphere – Siemens Cloud for Industry“ eine solche Infra struktur zur Verfü-gung, die auf SAP HANA basiert. Weitere Plattformen werden folgen.
Der Messeauftritt von Siemens in Hannover ist in diesem Jahr eine Zäsur. Von der Diskussion über die künftigen Möglichkeiten eines Digi-tal Enterprise geht es mit einem großen Schritt zur Verschmelzung von digitalen und realen Prozessen mit der Digital Enterprise Software Suite. Viel Aufwand, der hier in die Integration der entscheidenden IT-Komponenten gesteckt wurde, macht jetzt den Unterschied aus zu anderen Anbietern.
[email protected] [email protected] [email protected] [email protected]
Siem
ens
AG

14 siemens.com/magazin/industrie | 01.2016
die Optimierung relevanten Daten zur Verfügung ge-stellt. Mit diesen sogenannten Smart Data lässt sich die Effizienz der Produktion steigern und das gesamte Potenzial der Anlage nutzen.
Offene Cloud mit vielen MöglichkeitenDa MindSphere als offenes IT-Ökosystem konzipiert ist, ermöglicht es nicht nur den Datenaustausch über Firmengrenzen hinweg, sondern auch den Anschluss unterschiedlichster Produkte. „Durch offene Stan-dards und Schnittstellen lassen sich Daten von Indus-triegeräten verschiedenster Hersteller gewinnen und dann in der MindSphere mit eigenen Algorithmen analysieren – beispielsweise zur Online-Überwachung von weltweit verteilten Werkzeugmaschinen“, erläutert Dr. Florian Beil, Head of Technical Sales and Mobiliza-tion bei Siemens. Besonders Maschinen- und Anlagen-bauern bietet sich dadurch die Möglichkeit, neue digi-tale Serviceleistungen zu entwickeln und anzubieten,
urchlaufzeiten senken, die Flexibilität erhöhen, individualisierte Massenproduktion ermögli-chen sowie den Energie- und Ressourcenver-
brauch minimieren – das sind die Herausforderungen, denen sich produzierende Unternehmen heutzutage stellen müssen. Um wettbewerbsfähig zu bleiben, müssen sie ihre gesamte Wertschöpfungskette opti-mieren – vom Design über die Produktionsplanung und das Engineering bis hin zu den Services. Dazu gehört auch, die Unmenge an gesammelten Daten („Big Data“) auszuwerten und zu erkennen, welche davon wirklich wichtig sind, um frühzeitig die rich-tigen Entscheidungen treffen zu können.
MindSphere – Siemens Cloud for Industry – verbin-det die reale Produktion mit der virtuellen Welt. Dabei werden zunächst alle durch den Kunden definierten Daten eines Unternehmens erfasst und in festgelegten zeitlichen Abständen an die MindSphere übertragen. Anschließend werden die Daten analysiert und die für
D
Datenplattform für das digitale UnternehmenDie Verarbeitung großer Datenmengen spielt gerade in vernetzten Unternehmen mit softwarebasierter Fertigung, dem Digital Enterprise, eine große Rolle. Mit der offenen Plattform MindSphere – Siemens Cloud for Industry steht dafür eine kostengünstige virtualisierte Datenverwaltung zur Verfügung.
Siem
ens
AG

01.2016 | siemens.com/magazin/industrie 15
Datensicherheit gewährleistetDass für die Erfassung, Übertragung, Speicherung und Verarbeitung der Daten nur die neuesten Sicher-heits- und Verschlüsselungs-Technologien eingesetzt werden, versteht sich für Siemens von selbst. Darüber hinaus wurden aber noch weitere Maßnahmen ergrif-fen, um den Schutz der Daten zu gewährleisten. So werden die Daten beispielsweise auf Servern in Re-chenzentren von SAP in Deutschland gehostet, wo für alle Kunden die gleichen strengen Sicherheits- und Datenschutzstandards gelten. Für die Zukunft ist sogar eine On-Premise-Lösung geplant: Dabei bleiben die Daten auf dem Firmengelände des jeweiligen Kun-den und werden von dort aus über die MindSphere verarbeitet. Und nicht zuletzt bietet Siemens mit den Plant Security Services umfassende Lösungen, die dazu beitragen, die Risiken zu minimieren. Neben diesen technischen Aspekten spielt es für den Nutzer von MindSphere – egal ob Anlagenbetreiber oder Maschinenbauer – aber auch eine große Rolle, dass der Ersteller der Daten zugleich ihr Eigentümer ist. Denn nur dieser kann entscheiden, welche Daten in die MindSphere übernommen werden und wer darauf Zugriff hat.
Zukunftspotenzial„MindSphere hilft Kunden, aus Daten Mehrwert zu generieren, und ist die Basis für das digitale Service-geschäft – somit ist MindSphere ein essenzieller Be-standteil der Digital Enterprise Software Suite. Siemens baut die Plattform kontinuierlich aus und treibt so die Digitalisierung der Industrie voran“, fasst Florian Beil das Potenzial der offenen Cloud zusammen.
Von Daten zum Mehrwert
Visualisierung und Empfehlungen
Verfügbarkeit von Komponenten erhöhen
Energieverbrauch optimieren
Cyber-Security verbessern
Prozess-Effizienz maximieren
Datenerhebung
Sichere Datenhaltung und -übermittlung
Datenanalyse und Simulation
» MindSphere hilft Kunden, aus Daten Mehrwert zu generieren und ist die Basis für digitales Servicegeschäft.«
Dr. Florian Beil, Head of Technical Sales and Mobilization, Siemens AG
beispielsweise im Bereich vorausschauende Instand-haltung, Energiedatenmanagement oder Ressourcen-optimierung. Durch die Offenheit des Systems können Kunden und Entwickler Apps, sogenannte MindApps, entwickeln und in der Cloud zur Verfügung stellen. Im derzeit erhältlichen Beta-Release sind bereits die MindApps Fleet Manager und Visual Analyzer enthal-ten. Sie helfen den Anwendern, ihre Maschinen an die MindSphere anzuschließen, sie zu konfigurieren sowie die Daten auszulesen und zu visualisieren. Die Daten können wahlweise in einer öffentlichen, priva-ten oder internen Cloud gespeichert werden – je nach-dem, welche Verfügbarkeit der jeweilige Anwender benötigt.
Maschinendaten zuverlässig erfassen und auswertenDoch wie kommen die Daten in die Cloud? Für eine her-stellerunabhängige, reibungslose Kommunikation zwi-schen Maschinen und Anlagen und MindSphere sorgt die MindConnect Nano. „Die MindConnect Nano setzt auf Standards wie OPC UA und das hauseigene S7-Pro-tokoll. Diese Funktionalität wird zukünftig in allen kommunikationsfähigen Produkten unseres Portfo-lios integriert sein“, so Florian Beil. Eine zusätzliche Kommunikationsmöglichkeit wird es außerdem mit dem intelligenten Gateway Simatic IOT2000 geben. Nach der Erfassung werden die Daten in der Mind-Sphere, die die Technologie der SAP HANA Cloud Plat-form nutzt, zur Auswertung bereitgestellt. Florian Beil: „Wir haben uns bei MindSphere bewusst für die SAP HANA Cloud Platform entschieden, da durch die Partnerschaft von SAP und Siemens den Industriekun-den der Einstieg in das Internet der Dinge auf einfache Weise ermöglicht werden soll. Ich bin sicher, dass wir so mit MindSphere eine hervorragende Antwort auf das Zusammenwachsen von Informationstechnologie und Betriebstechnologie gefunden haben.“
siemens.de/mindsphere [email protected]
Im Fokus
Siem
ens
AG

Siem
ens
AG
Einschlagautomaten von Sollas: Sie sind ebenso geeignet, um exquisite Parfüm- und Cremeschachteln in glänzende Folie einzuschlagen, wie die kostbaren Aromen von Tee und Zigarren zu versiegeln.
Schnell und flexibel

01.2016 | siemens.com/magazin/industrie 17
Industriesoftware
Verpackung – maßgeschneidertEinschlagautomaten von Sollas versehen Luxusartikel schnell und flexibel mit einer schützenden Folie. Der niederländische Verpackungsspezialist entwickelt gemeinsam mit Siemens moderne Antriebslösungen, die anspruchsvolle Motion-Control-Funktionalität mit höchstem Bedienkomfort verbinden.
ie Verpackung bestimmt das Erscheinungsbild eines Pro-dukts und entscheidet we-
sentlich über dessen Erfolg. Verpa-ckungsmaschinen der Firma Sollas in Wormer bei Amsterdam versehen Luxusartikel mit einer schützenden Außenhaut. Sie schlagen exquisite Parfüm- und Cremeschachteln in glänzende Folie ein und versiegeln das kostbare Aroma von Tee und Zigarren. Die Kundenliste des nie-derländischen Verpackungsspezia-listen ist ein „Who is Who“ der Kos-metik- und Genussmittelindustrie. Entsprechend hoch sind die Quali-tätsanforderungen an die Einschlag-automaten. Die Anforderungen an Geschwindigkeit und Flexibilität der Maschinen hängen vom jeweiligen Produkt und von der Investitionsbe-reitschaft des Kunden ab und sind auch regional unterschiedlich. Mit einem in Preis und Leistung abge-stuften Maschinenportfolio ist der niederländische Verpackungsspezi-alist international erfolgreich.
Geschwindigkeit und Flexibilität machen den UnterschiedVolleinschlagautomaten heißt der nüchterne Fachbegriff für die Maschinen von Sollas. Bis zu 120
Pappschachteln schlagen sie in der Minute ein und erlauben dabei Produktänderungen im fliegenden Wechsel. Dafür, dass bei diesen Ge-schwindigkeiten auch hauchdünne Folien nicht reißen und jede Falte, jeder Klebepunkt absolut präzise positioniert ist, werden bis zu 17 Servoantriebe koordiniert. Das erfordert Know-how – nicht nur beim Hersteller sondern auch beim Betreiber – und es hat seinen Preis. Nicht alle Kunden haben diese An-forderungen an Geschwindigkeit und Flexibilität, nicht für jede Produkt-linie rechnet sich die Investition.
Sollas bietet deshalb auch we-sentlich einfachere Lösungen an. Maschinen des unteren Leistungs-bereichs sind beispielsweise für Lohnverpacker interessant. Sie werden Stand-alone betrieben und müssen sich nicht der hohen Takt-frequenz einer ganzen Fertigungs-linie anpassen. Hier genügt des-halb im Prinzip ein Servoantrieb für den schonenden Folientrans-port, die übrigen Achsen lassen sich nach dem Königswellenprinzip über einen asynchronen Hauptan-trieb mechanisch koppeln. Vertriebs-leiter Tobias Eggermont: „Die Inno-vationsgeschwindigkeit in dieser
D» Die Diagnose der Antriebe über Profinet ersetzt sozusagen das Ohr an der Mechanik. Sie kann direkt am Bedienpanel der Maschine erfolgen, aber auch in der Warte und auf Wunsch über Internet.«
Dirk Verbeek,Technik- und Engineeringleiter bei Sollas

18 siemens.com/magazin/industrie | 01.2016
Industriesoftware
Leistungsklasse ist jedoch ebenso hoch wie im Highend- Bereich. Im Moment wird sie vom Trend in Richtung Servotechnik bestimmt.“
Servotechnik treibt Innovation voranServomotoren werden immer kom-pakter und gleichzeitig leistungs-fähiger. Neben der gegenüber Asynchronmotoren höheren Dyna-mik und Präzision bieten sie die Möglichkeit, die Anzahl der Kom-ponenten im Schaltschrank zu re-duzieren und damit insgesamt zu einer kompakteren und einfacher zu wartenden Lösung zu kommen.
Dirk Verbeek, Technik- und Engi-neeringleiter bei Sollas: „Wenn wir nicht nur den Folientransport son-dern auch den Hauptantrieb mit einem Servoantrieb ausstatten, können wir auf zusätzliche Wegge-ber verzichten – die Position des Antriebs kann nach einer Störung oder Verstellung im Handbetrieb jederzeit aus dem Programm aus-gelesen werden.“ Sollas realisiert
dieses Maschinenkonzept mit einer Simatic S7-1200 und zwei über PTO (Pulse Train Output) angebunde-nen Sinamics V90 Antrieben. Damit lassen sich immerhin ca 40 Schach-teln in der Minute einschlagen.
Höhere Taktfrequenzen sind nur durch eine weitere Achsvereinze-lung, das heißt mit zusätzlichen Servoantrieben, erreichbar. Tobias Eggermont: „Die höchsten Kunden-anforderungen erfüllen wir mit dem Motion Control System Simotion. Scout TIA hat sich bei unseren An-triebsspezialisten als optimales Tool für die Projektierung von ver-teilten Antriebslösungen und kom-plexen Interpolationen bewährt. Diese Spitzentechnologie erfordert allerdings auch für die Instandhal-tung beim Kunden ein gewisses Know-how. Deshalb sind wir be-geistert, dass es für den mittleren Leistungsbereich jetzt mit der Simatic S7-1500T eine Steuerung gibt, die anspruchsvolle Motion Control Funktionalität mit hohem Bedienkomfort verbindet.“
Bedienerfreundlichkeit gibt den AusschlagDiese Lösung präsentiert Sollas als Pilotmaschine zusammen mit Siemens auf der Hannover Messe. Als Steuerung ist hier die neue Simatic S7-1500 mit T-CPU im Ein-satz. T steht für Technology. Die Firmware dieser CPUs verfügt über anspruchsvolle Technologiefunk-tionen, wie Gleichlauf und Kurven-scheiben. Diese werden als Tech-nologieobjekte im System zur Ver-fügung gestellt. Der Clou dabei: diese Technologieobjekte werden mit Step 7 im TIA Portal mit PLCopen-Befehlen programmiert. Ein zusätzliches Tool wird nicht benötigt. Der integrierte Kurven-scheibeneditor erlaubt das Design von Kurven entsprechend den VDI-2143-Richtlinien. Wizzards erhö-hen den Bedienkomfort bei der An-triebsprojektierung. Eine Runtime-Simulation ermöglicht es, das Systemverhalten vorab zu testen und damit die Inbetriebnahme zu beschleunigen.
Siem
ens
AG
» Der Trend geht klar zum verstärkten Einsatz von Servo-technik und synchronisierten Achsen – aber erst die Möglichkeit, diese Technologie mit bekannten Mitteln beherrschen zu können, schafft das Vertrauen, sie auch wirklich einzusetzen.«Tobias Eggermont,Sales Director bei Sollas

01.2016 | siemens.com/magazin/industrie 19
Für Tobias Eggermont steht der Nutzen für den Betreiber im Vor-dergrund: „Motion Control Funkti-onalität, die über Step 7 ins TIA Portal integriert ist, bedeutet für den Betreiber, dass er in der ver-trauten, durch PLCopen Standards geprägten Softwareumgebung bleibt. Zusätzlich zu dem in jeder Fertigung ohnehin vorhandenen PLC-Know-how braucht kein Spezi-alwissen aufgebaut zu werden, zu-sätzliche Tools sind nicht erforder-lich. Dieses Argument sehen wir gerade gegenüber international agierenden Kunden als wichtigen Wettbewerbsvorteil. Der Trend geht klar zum verstärkten Einsatz von Servotechnik und synchronisierten Achsen – aber erst die Möglichkeit, diese Technologie mit bekannten Mitteln beherrschen zu können, schafft das Vertrauen, sie auch wirklich einzusetzen.“
Profinet – ein Bussystem, viele VorteileDie Simatic S7-1500T kommuniziert mit Servoantrieben Sinamics V90 über Profinet IRT. Das garantiert höchste Dynamik und Präzision, die durch die neuen Simotics S-1FL6 low inertia Servomotoren optimal auf die Mechanik übertragen wird. Dirk Verbeek erläutert die techno-logischen Möglichkeiten dieser An-lagenkonfiguration: „Schon mit vier synchronisierten Servoachsen lassen sich Einschlagautomaten realisieren, die hohen Geschwin-digkeitsanforderungen genügen (ca. 50 Pakete in der Minute). Die neuen Sinamics V90-Servoantriebe am Profinet ermöglichen uns mo-dular erweiterbare Antriebslösun-gen. Dabei ersetzt das Buskabel die gesonderte Verdrahtung auf der Steuerungsseite – was zu einer deutlichen Zeiteinsparung führt und Verdrahtungsfehler aus-schließt.“ Die Performance der S7-1500T hält genügend Kapazitäts-reserven für weitere Optionen be-reit. So können vor- oder nachgela-gerte Aggregate wie Förderer oder Stapler in die Automatisierung mit einer S7-1500T integriert werden. Gleichzeitig unterstützt die durch-gängige Kommunikation über Profinet eine besonders effiziente
Diagnose. Dirk Verbeek: „Die Diag-nose der Antriebe über Profinet er-setzt sozusagen das Ohr an der Me-chanik. Sie kann direkt am Bedien-panel der Maschine erfolgen, aber auch in der Leitwarte und auf Wunsch über Internet.“ Damit sind die Maschinen vorbereitet für die Möglichkeiten der digitalen Fabrik.
TIA Portal – Das Portal für durchgängige Motion Control LösungenViele Kunden betreiben Sollas Ma-schinen an mehreren Linien. Die Durchgängigkeit der Automatisie-rungs- und Antriebslösung im TIA Portal erlaubt es nun, jeweils die in
Preis und Leistung optimale Lö-sung zu wählen, sei es mit Simatic S7-1200, mit der neuen T-CPU der S7-1500 oder mit Simotion. Grund-legendes Know-how für Bedienung und Instandhaltung braucht nur einmal erworben zu werden, Erwei-terungen oder Hochrüstungen las-sen sich aufwandsarm realisieren. Dafür stehen die durchgängige Profinet-Kommunikation, die Per-formance der S7-1500 und schließ-lich die Möglichkeit von verteilten Antriebslösungen mit dem Motion Control System Simotion.
Die in Hannover gezeigte Verpackungsmaschine verfügt neben einer Simatic S7-1500T über sieben Servoantriebe Sinamics V 90 mit Profinet und Simotics S-1FL6 Servomotoren: Der Einschieber fungiert als Masterachse. Mit ihm synchronisiert sind der Folientransport, der Unterschlagfalzer und der Quersiegelbalken. Ein zusätzlicher Geschindigkeitshub wird durch das über zwei Servoachsen angetriebene Individual Product Transport System erreicht. Es vereinzelt die Produkte und sorgt so dafür, dass kein Produktstau entstehen kann.
Siem
ens
AG
siemens.de/packaging [email protected]
Siem
ens
AG

20 siemens.com/magazin/industrie | 01.2016
Herr Mangler, was versteht Siemens unter Digitalisierung in der Automobilindustrie?Bernd Mangler: Wir sehen bei der Digitalisierung vier Grundpfeiler. Der erste ist ein durchgängiger Da-tenfluss vom Design des Produkts über die Planung der Produktion, das Engineering der Produktion, den Betrieb selbst bis zu den dazu notwendigen Services. Ein wichti-ger Aspekt ist hier die Integration der Zulieferer in die Wertschöp-fungskette. Dazu kommt das, was wir den digitalen Schatten oder Zwilling nennen, was bedeutet, dass ich ein aktuelles digitales Ab-bild des Produkts, aber auch der Produktionsanlage im gesamten Lebenszyklus zur Verfügung habe. Den dritten Grundpfeiler nenne ich mal die „transparente Fabrik“ – es gibt definierte KPIs, anhand derer Optimierungen vorgenommen oder im Sinne von Big Data Analysen ge-macht werden können bis hin zur
vorausschauenden Wartung. Und schließlich gehören die horizontale und vertikale Durchgängigkeit dazu, das heißt, der Shopfloor wird mit Ethernet-Kommunikation durchzogen sein und Shopfloor-und IT-Welt werden deutlich näher zusammen kommen.
Welche Bedeutung hat die Digitalisierung für die Branche?Mangler: Die Automobilindustrie, und damit meine ich sowohl die Au-tomobilhersteller als auch ihre Zu-lieferer, ist eine sehr wettbewerbs- und kapitalintensive Industrie. Die Digitalisierung unterstützt eine noch schnellere und effizientere Vorgehensweise im Angesicht wachsender Anforderungen. Wenn Sie sich anschauen, wie viele Kom-binationsmöglichkeiten Sie als Kunde bei der Bestellung Ihres Au-tos heute schon haben, wird klar, dass die Produktionsprozesse da-für hochkomplex sein müssen.
Diese hohe Komplexität wird mit der Digitalisierung deutlich be-herrschbarer, das heißt, die Digita-lisierung ist ein effizientes Assis-tenzsystem für die Automobilpro-duktion. Der digitale Zwilling adressiert die Vision, die Kammli-nie sofort nach Start der Anlage zu erreichen. Alles ist bereits in einer simulierten Welt aufgebaut, ge-prüft, getestet, und Störungen in der Produktion sind somit von vornherein ausgeschaltet. Der digi-tale Schatten stellt auch Informati-onen zur Verfügung, die beim De-sign weiterer Modelle einfließen und die Flexibilität einer Anlage weiter erhöhen.
Was sind die größten Herausforderungen für die Branche bei der digitalen Transformation?Mangler: Den ersten Schritt sehe ich in einem Ansatz weg vom „best of breed“ hin zu einer Gesamtsicht über die gesamte Prozesskette und
Siem
ens
AG
Automobil industrie auf der Überholspur Was die Digitalisierung für die Automobilbranche bedeutet und wie Siemens dabei unterstützt, ließen wir uns von Bernd Mangler erläutern, der als Vice President Solutions bei Digital Factory auch das Siemens-Angebot für die Branche verantwortet.

01.2016 | siemens.com/magazin/industrie 21
Special / Automobilindustrie
auch über die Lebenszeit einer An-lage. Nur dann können die dort schlummernden Potenziale geho-ben werden. Zudem brauchen wir ein klares Bild, welche der Unmen-gen von existierenden Daten wirk-lich wann und wo benötigt werden, und sie müssen zugänglich gemacht werden. Als dritten Punkt sehe ich eine konsequente und diszipli-nierte Standardisierung als unab-dingbare Basis der Digitalisierung.
Wie weit ist die Automobilindustrie mit der Digitalisierung und was sind die Hebel, um sie noch weiter voranzutreiben?Mangler: Die Automobilindustrie ist im Vergleich zu anderen Indust-rien hier am weitesten fortgeschrit-ten. Ich bin überzeugt, der nächste Hebel muss an den Nahtstellen zwi-schen den einzelnen Schritten des Lebenszyklus ansetzen, denn alle Schnittstellen machen den Prozess
fehleranfällig. Eine Kernthematik wird sein, dass man dafür einen Daten-Backbone, eine einheitliche Kommunikations- oder Innovati-onsplattform hat – bei uns ist das die PLM-Software Teamcenter. Im Zusammenhang mit dem Thema Nahtstellen arbeiten wir auch sehr intensiv an unserem "Integrated Mechatronics Engineering". Dabei wird die mechanische Planung mit den elektrischen Daten angerei-chert, damit man automatisch Pro-gramme für die SPS und entspre-chende E-CAD-Schaltpläne generie-ren kann. Und konsequenterweise bieten wir dann auch eine virtuelle Steuerung an, mit der das fertige Programm in Verbindung mit der Anlagensimulation getestet werden kann.
Welche konkreten Vorteile hat die Automobilindustrie von der Digitalisierung? Mangler: Wir sind zu dieser The-matik nicht erst seit gestern unter-wegs. Viele Anwendungen sind heute real. So konnte etwa Volvo Cars durch den Einsatz von Tecno-matix bei der Planung und Simula-tion der Produktionslinien seine Engineeringkosten um die Hälfte reduzieren. Der japanische Auto-hersteller Nissan hat es über den kombinierten Einsatz unserer NX CAD Software und Teamcenter ge-schafft, seine Entwicklungszeiten für ein neues Fahrzeug nahezu zu halbieren. Weitere Beispiele zeigen wir gemeinsam mit Branchengrö-ßen im Automotive Highlight Cube auf der Hannover Messe.
Was bietet Siemens der Automobilindustrie auf ihrem Weg zum digitalen Unternehmen schon?Mangler: Siemens hat ein Portfolio aufgebaut, das es Kunden schon heute ermöglicht, wichtige Teile des Produkt- und Produktions-lebenszyklus zu verzahnen und ih-ren gesamten Wertschöpfungspro-zess digital zu unterstützen. Diese Suite an Produkten nennen wir Digital Enterprise Software Suite. Sie besteht aus unserem PLM-Port-folio für Design, Planung und Simulation, dem TIA Portfolio für das Engineering der Produktion
und unserem MES-Portfolio für den laufenden Betrieb. Teamcenter übernimmt die Rolle der Kolla -borationsplattform. Was mir an die-ser Stelle wichtig ist: Man muss die Digitalisierung bis in die Hardware im Shopfloor durchführen. Mit dem TIA Portal und unserer neuen Steuerungsgeneration schaffen wir dafür die Voraussetzungen, dass die Daten, die in der Maschine und somit der Steuerung verfügbar sind, mit definierten Mechanismen wieder in ein Analysewerkzeug ge-laden werden können. Damit kann der Anlagenbetreiber sehen, in wel-chem Zustand sich die einzelnen Elemente der Anlage befinden, um vorausschauend eingreifen zu kön-nen. Wir werden dafür natürlich auch entsprechende Analyse-Tools und -Apps zur Verfügung stellen.
Wie sieht die Automobilindustrie in 10 Jahren aus und wie wird Siemens diese Zukunft begleiten?Mangler: Die Automobilindustrie steht an der Schwelle zu einem wei-teren gewaltigen Innovationsschub. Da ist einmal die Elektromobilität, die in den nächsten Jahren 10 Jah-ren weltweit bekannte Strukturen und Produktionsmethoden verän-dern wird, beispielsweise durch die Verwendung von Leichtbaumateri-alien oder die veränderte Antriebs-struktur. Kollaborierende Roboter und flexible Transportsysteme wer-den die starre Struktur heutiger Fa-briken aufweichen. Hinzu kommen ein verändertes Verhalten der Nut-zer, etwa die Frage, ob zukünftig noch jeder ein Auto besitzen will oder lieber nur stunden- oder tage-weise mietet, die steigende Bedeu-tung der Konnektivität und das au-tonome Fahren. Wir als Siemens Digital Factory werden auf jeden Fall alle Entwicklungen, die eine Auswirkung auf die Produktions-prozesse haben, sehr intensiv be-gleiten. Unser Anspruch ist es, mit unserer Expertise den Verände-rungsprozess gemeinsam mit unse-ren Kunden aktiv und an vorderster Front zu gestalten.
siemens.com/automotive [email protected]
emen
s A
G /
A.
Kra
dis
ch
» Die hohe Komplexität wird mit der Digitalisierung deutlich beherrschbarer.«
Bernd Mangler,Vice President Solutions Siemens DF

22 siemens.com/magazin/industrie | 01.2016
Integrated Drive Systems
olkswagen produziert im Werk Emden seit Mitte 2014 den Passat Variant und die
Passat Limousine in der achten Generation (B8). Die Karosserie-bauhalle umfasst eine Fläche von
Energieeffiziente Fördertechnik
rund 63.000 Quadratmeter. Sie wurde auf 5.100 Pfählen errichtet, die bis zu 24 Meter tief in die Erde reichen. Rund 3.300 davon sind „Energiepfähle“: Über sie wird Wasser gekühlt, das zur Kühlung
Der Automobilbauer Volkswagen hat Förderstrecken einer neuen Produktionshalle erstmals mit der neuen dezentralen Umrichter- und Motorstartergeneration von Siemens aus-gerüstet. Das macht die Fördertechnik besonders zuverlässig und spart Energie.
der Schweißanlagen verwendet wird. Das durch die Abwärme erhitzte Wasser wird der Hallen-heizung zugeführt, bevor es über die Energiepfähle wieder abge-kühlt wird.
Die Förderstrecke mit Fahrzeugträgern für Rohkarossen
Siem
ens
AG
/ W
. Gey
er
V

» Die Hauptanforderung an die Fördertechnik: Sie muss ohne redundante Ausführung dauerhaft zuverlässig laufen, um den hoch-automatisierten, dynamisch getakteten Produktionsablauf im Karosseriebau keines-falls zu beeinträchtigen.«
Hanno Wübbena und Dennis Watermann,Fertigungsplaner im VW-Werk Emden
01.2016 | siemens.com/magazin/industrie 23
Integrated Drive Systems
Förderung von Rohkarossen und Chassis-Baugruppen Auf zwei Ebenen, die den Auf-baustationen und Ausschweißli-nien überlagert sind, richtete VW weitläufige Förderstrecken für den Transport und das Puffern von Rohkarossen und Chassis-Baugrup-pen ein. Die Förderstrecke für Roh-karossen auf der ersten Ebene ist rund 4,5 Kilometer lang und der-zeit belegt mit 550 Fahrzeugträ-gern, sogenannten Skids. Darauf werden die Rohkarossen zwischen den diversen Bearbeitungsstatio-nen transportiert. Über das Ferti-gungs-, Informations- und Steue-rungssystem (FIS) von VW und über RFID-Technologie lassen sich die Karossen koordinieren und nachverfolgen. Die Skid-Rollen-bahn ist zugleich Puffer in Pausen-zeiten und bei eventuellen Störun-gen. Eine Ebene darüber werden die Chassis-Baugruppen – Boden-teile, Stirnwand und Seitenteile – in einem rund acht Kilometer lan-gen Labyrinth aus Elektrohänge-bahnen (EHB) bereitgestellt und just-in-sequence den richtigen Bearbeitungsstationen zugeführt. Vertikales Bindeglied zwischen den Ebenen sind 27 Hub-/Senk-Statio-nen, welche die Rohkarossen auf Skids aus den Puffern in die Bear-beitungsebene bringen – und um-gekehrt.
Verfügbarkeit von 99,5 ProzentDie Hauptanforderung an die För-dertechnik: Sie muss ohne redun-dante Ausführung dauerhaft zuver-lässig laufen, um den hochautoma-
tisierten, dynamisch getakteten Produktionsablauf im Karosserie-bau keinesfalls zu beeinträchtigen. VW fordert eine Verfügbarkeit von 99,5 Prozent. Das gilt auch für jeden einzelnen Antrieb an den Förder-systemen und Hebern. Gleichzeitig legt der Betreiber Wert auf Energie-effizienz in allen Bereichen – höhere Ressourceneffizienz, reduzierte Emissionen und stärkere Nutzung regenerativer Energien an allen Standorten.
Die Fördertechnik wurde hier mit dezentralen Frequenzumrich-tern beziehungsweise Motorstar-tern ausgerüstet. Dort, wo höhere Geschwindigkeiten bis 140 Meter pro Minute oder hohe Genauigkei-ten im Eil-/Schleichgangbetrieb in den Endlagen erforderlich sind, etwa an Querkettenförderern, an Hebern mit Lasermesssystem und an Lesestellen, sind modulare Fre-quenzumrichter Sinamics G120D mit Leistungen von 0,75 bis 7,5 Kilo-watt verbaut. Mehr als 630 Geräte befinden sich entlang der Skid-Rol-lenbahnen, weitere 30 an den Elek-trohängebahnen. Dort, wo Motoren einfach, schnell und energieeffizi-ent aus dem Stand-by-Betrieb her-aus gestartet und wieder gestoppt werden müssen, sind Motorstarter Sirius M200D installiert. Sie sind vorwiegend an den Rollenbahnen verbaut, durchweg mit einer Leis-tung von 0,75 Kilowatt. An den Förderstrecken sind die beiden Ge-rätetypen mit Simogear-Getriebe-motoren verbunden. Die Simogear-Familie deckt alle marktüblichen Getriebearten ab, ob Stirnrad-,
Kegelrad-, Flach- und Schnecken-getriebe und ist einbaukompatibel zu gängigen Standardmotoren. Integrated Drive Systems (IDS) inte-griert die Antriebsstränge in jede Anwendung und in jedes Automati-sierungsumfeld – über den gesam-ten Lebenszyklus der Anlage. Die Standardmotoren sind deshalb für den Betrieb an Umrichtern und Mo-torstartern ausgelegt; es erübrigen sich Anpassungen vor Ort, was die Inbetriebnahme der gesamten An-triebslösung spürbar beschleunigt.
Schneller GerätetauschSowohl Umrichter als auch Motor-starter gibt es in Varianten mit Profinet-Schnittstelle. So konnten diese schnell und einfach in das Produktionsnetzwerk integriert und an die jeweils überlagerte Steuerung sowie an das Produkti-onsplanungs- und Steuerungssys-tem (PPS) angebunden werden. Damit stehen Diagnose- oder Feh-lermeldungen automatisch und in Echtzeit lokal und zentral zur Ver-fügung. Die Umrichter sind modu-lar aufgebaut und bestehen aus Leistungsteil (Power Module) und Regelungseinheit (Control Unit). Die Anschlussleitungen besitzen Steckanschlüsse. All dies zusam-men beschleunigt den Geräte-tausch, zumal die Konfiguration (optional) automatisch auf einer SD-Karte, die sich in der Control Unit befindet, gespeichert werden kann; sie muss dann nur umge-steckt werden.
Zusätzliche Energieeinsparun-gen realisiert der Karosseriebau unter anderem mit einem guten Dutzend Hebern: Hier wird die Bremsenergie beim Absenken der Karosse zurück ins Versorgungs-netz gespeist und steht somit ande-ren Verbrauchern zur Verfügung. Der sonst übliche Bremswiderstand entfällt.
siemens.de/ids siemens.de/foedertechnik [email protected]

Den Weg der Aggregate steuern RFID-Reader Simatic RF210R (links) in der IO-Link-Ausführung. Der mobile Datenspeicher MDS D160 ist temperaturfest bis zu 175 Grad Celsius
24 siemens.com/magazin/industrie | 01.2016
Industrielle Identifikation
ie Zollner Elektronik AG zählt zu den Top 15 der Mechatronikdienstleister für Electronic Manufacturing Services (EMS) weltweit. Mit
über 9.000 Mitarbeitern realisiert Zollner kundenspe-zifische, mechatronische Lösungen. Zu den Kunden gehören führende Unternehmen aus den unterschied-lichsten Branchen, zum Beispiel Automotive, Medizin-technik und Telekommunikation.
An seinem Hauptsitz im oberpfälzischen Zandt fertigt und montiert das Unternehmen mit dem Leis-tungselektronik-Aggregat das elektronische Herz-stück einer bekannten Elektroauto-Reihe. In einem rund 2.200 Quadratmeter großen Reinraum hat der Mecha tronik-Dienstleister die Flachbaugruppenferti-gung in Oberflächen- bzw. Durchstecktechnik (SMT/THT) sowie die Modul- und Endmontage einschließlich diverser Prüf- und Teststationen untergebracht. Zoll-ner hat sich für einen konsequent modularen Aufbau der Linien mit autark gesteuerten Stationen entschlos-sen. Diese lassen sich flexibel einsetzen, später ein-fach modifizieren und weiterverwenden. Zuverlässig-keit und Langlebigkeit sowie die Verfügbarkeit von Ersatzteilen waren wichtige Aspekte bei der Auswahl aller Komponenten.
Zu den perfekt koordinierten Prozessabläufen über diverse Hand- und teilautomatisierte Arbeitsplätze hinweg trägt die RFID-Technologie entscheidend bei. Ausschlaggebend für die Wahl des Systems Simatic RF200 in der Schnittstellenvariante IO-Link plus mo-bilen Datenspeichern MDS D160 waren die einfache Anbindung an die Modulsteuerungen, die geringen Systemkosten und die hohe Temperaturbeständigkeit der Tags. Diese ist beim Vergießen der fertigen Elek-tronikbaugruppen unabdingbar.
Perfekt koordiniert
Lückenlos nachweisbare QualitätInsgesamt gibt es in der Modul- und in der Endmon-tage rund 100 Lesestellen zur Steuerung des Ferti-gungsflusses und zur unmittelbaren Dokumentation jedes absolvierten Arbeitsschrittes in überlagerten Da-tenbanken. „Qualität ist bei unseren Endkunden wie bei uns oberstes Gebot und muss über sämtliche Pro-zesse hinweg lückenlos nachgewiesen werden und rückverfolgbar sein“, sagt Bernhard Kirst, Director Marketing bei Zollner. Weil dabei Kosten und Aufwand in wettbewerbsfähigen Grenzen bleiben müssen, hat man sich für die Reader Simatic RF210R mit integrier-ter IO-Link-Funktionalität aus dem HF-Spektrum ent-
Zo
llner
Ele
ktro
nik
AG
D
Ein renommierter Hersteller mechatronischer Produkte setzt auf RFID-Technologie mit IO-Link-Readern und hitzebeständigen Transpondern: In der modular konzipierten Modul- und End montage der Leistungselektronik- Aggregate für Premium-Elektrofahrzeuge steuern die Reader zuverlässig den Weg der Aggregate.
01.2016 | siemens.com/magazin/industrie 25
schieden. Diese ermöglichen eine Anbindung an jede dem IO-Link-Standard entsprechende Steuerung. Das bei Zollner verwendete Steuerungssystem bietet dafür ein geeignetes IO-Link-Mastermodul. Eine RFID-spezi-fische Programmierung ist nicht erforderlich. Das er-leichtert auch einen eventuellen Austausch.
Die schraubbaren Reader mit integrierter Antenne liefern automatisch die – im Stillstand in einem Ab-stand von rund zehn Millimeter – vom Transponder gelesenen Daten, hier die eindeutige Identifikations-nummer (UID) des jeweiligen Werkstückträgers. Diese wird am Linienanfang mit dem Basismodul der Leis-tungselektronik „verheiratet“. Anhand der UID wird die Baugruppe an jeder Station identifiziert, der erfor-derliche Arbeitsschritt über die Steuerung initiiert und an den Handarbeitsplätzen dem Werker eine Ar-beitsanweisung angezeigt. Relevante Produktionsda-ten werden sofort zurück in Datenbanken geschrie-ben. So werden konsequent die Track-and-Trace-Daten gesammelt, dokumentiert und archiviert. Alternativ könnten auch beliebige Anwenderdaten eines vordefi-nierten Speicherbereichs gelesen und verarbeitet wer-den. Die Daten erscheinen im Prozessabbild der Steue-rung, sobald sich ein Transponder im Feld eines Rea-ders befindet.
Einfache Montage Die kompakten und besonders robusten HF-Reader in Schutzart IP67 haben das Luftschnittstellenprotokoll der ISO 15693 implementiert und können grundsätz-lich alle normenkonformen, mobilen Datenträger lesen und beschreiben. Die Transponder sind in der Vergießanlage jeweils für mindestens 20 Minuten einer Temperatur von 100 Grad Celsius ausgesetzt.
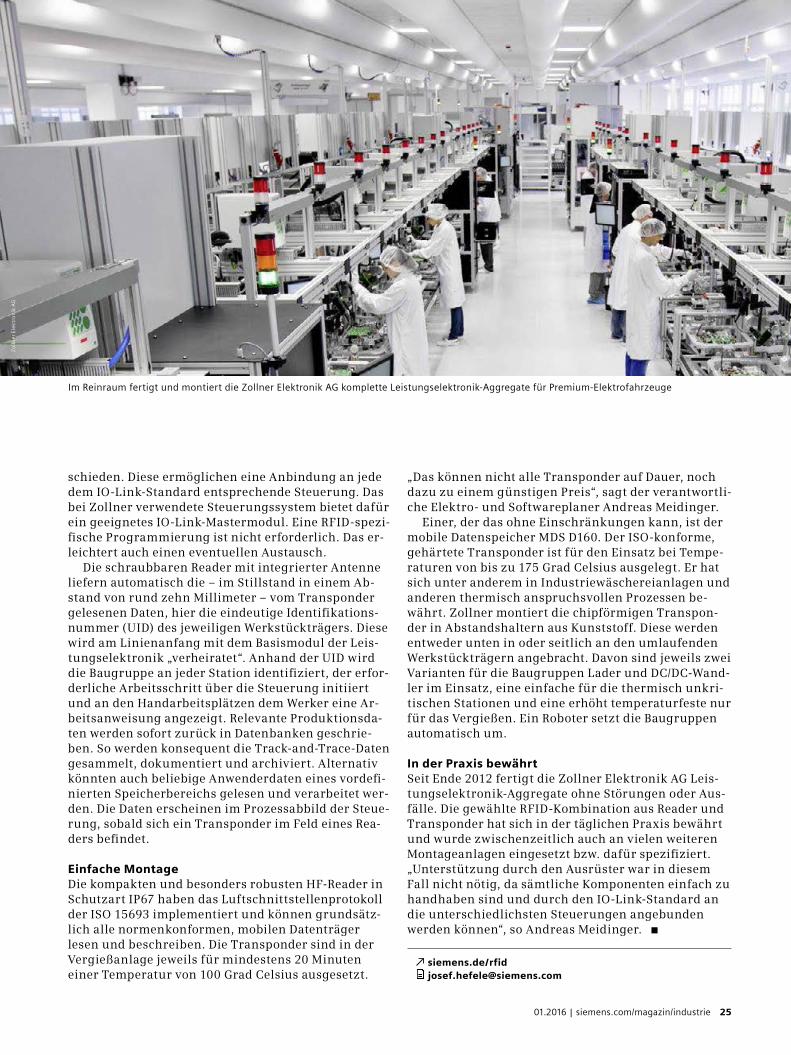
Im Reinraum fertigt und montiert die Zollner Elektronik AG komplette Leistungselektronik-Aggregate für Premium-Elektrofahrzeuge
„Das können nicht alle Transponder auf Dauer, noch dazu zu einem günstigen Preis“, sagt der verantwortli-che Elektro- und Softwareplaner Andreas Meidinger.
Einer, der das ohne Einschränkungen kann, ist der mobile Datenspeicher MDS D160. Der ISO-konforme, gehärtete Transponder ist für den Einsatz bei Tempe-raturen von bis zu 175 Grad Celsius ausgelegt. Er hat sich unter anderem in Industriewäschereianlagen und anderen thermisch anspruchsvollen Prozessen be-währt. Zollner montiert die chipförmigen Transpon-der in Abstandshaltern aus Kunststoff. Diese werden entweder unten in oder seitlich an den umlaufenden Werkstückträgern angebracht. Davon sind jeweils zwei Varianten für die Baugruppen Lader und DC/DC-Wand-ler im Einsatz, eine einfache für die thermisch unkri-tischen Stationen und eine erhöht temperaturfeste nur für das Vergießen. Ein Roboter setzt die Baugruppen automatisch um.
In der Praxis bewährtSeit Ende 2012 fertigt die Zollner Elektronik AG Leis-tungselektronik-Aggregate ohne Störungen oder Aus-fälle. Die gewählte RFID-Kombination aus Reader und Transponder hat sich in der täglichen Praxis bewährt und wurde zwischenzeitlich auch an vielen weiteren Montageanlagen eingesetzt bzw. dafür spezifiziert. „Unterstützung durch den Ausrüster war in diesem Fall nicht nötig, da sämtliche Komponenten einfach zu handhaben sind und durch den IO-Link-Standard an die unterschiedlichsten Steuerungen angebunden werden können“, so Andreas Meidinger.
Zo
llner
Ele
ktro
nik
AG
siemens.de/rfid [email protected]

26 siemens.com/magazin/industrie | 01.2016
Industrielle Identifikation
Synchron mit der realen WeltDie digitale Fabrik erfordert neue Konzepte zur Planung, Realisierung und Steuerung von Produktion und Logistik. Die automatische Identifikation mit Radio Frequency Identification (RFID) ist ent-scheidend, um die digitalen Systeme mit den realen Gegeben-heiten zu synchronisieren.
m Rahmen der Digitalisierung der Fabriken wird jeder Schritt der Wertschöpfungskette mit leistungsfähigen IT-Systemen geplant, simuliert,
gesteuert und kontrolliert. Dies ist aber erst dann möglich, wenn alle Beteiligten der Wertschöpfungs-kette integriert sind. Es entsteht ein Netzwerk kolla-borierender Hersteller und Dienstleister, die arbeits-teilig an der Produktion und Auslieferung eines Er-zeugnisses beteiligt sind.
An dieser Stelle kommt die automatische Identifika-tion, und dabei insbesondere RFID, ins Spiel. Denn je komplexer die IT-Systeme aufgebaut werden, desto präziser muss die Synchronisierung mit der Wirklich-keit sein. Für den durchgängigen Einsatz von RFID müssen jedoch neben der unternehmensübergreifen-den Standardisierung von Symbolisierung und Syste-matik der Ident-Nummern auch einige technologische Aspekte beachtet werden.
Mar
kus
Wei
nlä
nd
er
I Der richtige TransponderSo stellt sich vor allem die Frage nach dem richtigen Transponder. Sogenannte Closed-Loop-Transponder, bei denen die RFID-Datenträger nach ihrer Nutzung wiederverwendet werden können, scheiden hier schon aufgrund der bei mehreren beteiligten Partnern in der Wertschöpfungskette aufwendigen Rückführung aus. Bleiben aber die Transponder dauerhaft am Erzeug-nis, muss die Anbringungsstelle sowohl den Bedürf-nissen der Produktionsingenieure als auch den Anfor-derungen der RFID-Funktechnik entsprechen. So ist etwa beim Automobilbau noch keine Position gefun-den, die vom Beginn der Produktion bis zur Ausliefe-rung genutzt werden kann. Einige Stationen müssen in aller Regel ohne diesen Transponder gesteuert wer-den. Hier kann unter Umständen ein zweiter Trans-ponder aufgebracht werden, oder aber der bewährte Barcode wird eingesetzt.
Die Lesegeräte Simatic RF600 lassen sich innerhalb weniger Minuten in Betrieb nehmen – auch in komplexen Industrieumgebungen

01.2016 | siemens.com/magazin/industrie 27
Industrielle Identifikation
oder einen speziellen Halter aus. Die vergleichsweise ge ringen Kosten hierfür können oft schon durch eine höhere Verfügbarkeit oder schnellere Montage am Er-zeugnis aufgefangen werden.
Schnelle Inbetriebnahme gefordertAuch bei den RFID-Lesegeräten ergeben sich neue An-forderungen. Für einen großen Rollout müssen unter Umständen Hunderte von Lesestellen eingerichtet werden. Hier ist es besonders wichtig, dass die Inbe-triebnahme schnell und problemlos erfolgt, und zwar durch Mitarbeiter, die nicht zuvor eine mehrtägige RFID-Schulung durchlaufen müssen.
Siemens löst dies bei den neuen Simatic RF600 Lese-geräten durch eine Vielzahl von automatischen Algo-rithmen, zum Beispiel zur Steuerung der Sendeleis-tung, zur selbständigen Auswahl der Antennenpolari-sierung je Erfassungsvorgang oder zur Ausfilterung von Überreichweiten. Denn falls sich die Umgebungs-bedingungen oder das mit Tags ausgerüstete Erzeug-nis ändern, sollen die Lesestellen automatisch ohne Überarbeitung der Parameter oder Neuausrichtung von Antennen zuverlässige Erfassungsergebnisse liefern. Nur wenn ein RFID-Reader über genügend In-telligenz und Leistungsreserven verfügt, ist er fit für die typischen Veränderungen im Fabrikalltag.
Damit die Reader sich besonders schnell einrichten lassen, unterstützen leistungsfähige Inbetriebnahme-Funktionen das schnelle Ermitteln der richtigen Para-meter und das Ausrichten der Antennen. Besonders praktisch: Zur Einstellung ist dank des Web-based Managements keine besondere Software erforderlich, ein üblicher Internet-Browser genügt. So sind Lese-stellen auch in schwierigen Umgebungen oft in weni-gen Minuten betriebsbereit.
Integration in die IT-UmgebungEin dritter Aspekt ist die Integration der RFID-Systeme in die IT-Umgebung. Im Rahmen der digitalen Fabrik werden die Lesegeräte nicht nur über Feldbusse mit den speicherprogrammierbaren Steuerungen (SPS) kommunizieren müssen. Denn neben der Produkti-onssteuerung benötigen auch Logistiksysteme, Pla-nungsprogramme oder die Warenwirtschaft die Infor-mationen, die durch RFID gewonnen werden. Aus die-sem Grund bieten zum Beispiel die RF600-Lesegeräte mehrere Schnittstellen und Protokolle in einem Gerät. Viele Unternehmen arbeiten intensiv daran, ihre Prozesse in Fertigung und Logistik fit zu machen für künftige Herausforderungen. Die digitale Planung, Realisierung und Steuerung dieser Abläufe sind der Schlüssel für erhöhte Flexibilität und Produktivität. RFID als Kerntechnologie ist reif, um die Synchroni-sierung der zentralen Prozesse mit ihrem digitalen Abbild auch über Unternehmensgrenzen hinweg zu leisten.
Zu berücksichtigen sind auch die mechanischen, thermischen oder chemischen Beanspruchungen. So treten bei verschiedenen Produktionsverfahren hohe Temperaturen oder Drücke auf, zum Beispiel bei der Herstellung von Kunststoff-, Spritzguss- oder Carbon-teilen. Zwar wäre es aus Prozesssicht wünschenswert, dass der Transponder innerhalb dieser Verfahren im Werkstück integriert ist und es so zu einem „smarten Erzeugnis“ macht. Allerdings müssen die Transponder dann besonders tauglich gemacht werden, was die Kosten erhöht. Ein weiterer Kostentreiber kann da-nach auch die Anbringung der Transponder sein.
Siemens als führender Hersteller industrieller RFID-Systeme bietet deshalb ein spezielles Tag- Customizing-Programm an und entwickelt spezifische Transponder für den jeweiligen Anwendungsfall. Diese zeichnen sich beispielsweise durch eine beson-dere Tauglichkeit für den Hochtemperaturbereich
Die Digitalisierung der Fabrik betrifft alle Aspekte der Wertschöpfungskette
Individuelle Serienproduktion – eine Herausforderung für das gesamte Unternehmen
Entwicklung Vertrieb Produktion
• Kommunikation der Optionen
• Konfiguratoren, interaktive Kataloge
• Beziehungs- management
• Modulari- sierung
• Optionen zur Konfiguration
• Individuali-sierte Produkt-struktur
• Adaptive Fertigungs- prozesse
• Beherrschung der Komplexität
• Sekundär- prozesse
Das digitale Unternehmen
Logistik
• Individuelle Lieferplanung
• Auskunfts- systeme für transparente Logistikketten
siemens.de/ident [email protected]
Siem
ens
AG

Special / Additive Manufacturing
egonnen hat die Entwicklung von Additive Manufacturing (AM) schon Mitte der 1980er Jahre. Da-
mals hat man solcherart generativer Verfahren u.a. für „Rapid Prototyping“ eingesetzt. Inzwischen ist Additive Ma-nufacturing als 3D-Drucken längst in nahezu allen Branchen bis hin zum Pri-vatgebrauch angekommen. AM ist aber nicht gleich AM: Man unterscheidet heute mehrere Verfahrensarten, die für unterschiedliche Zwecke herangezogen werden können.
Schicht für Schicht mit nahezu grenzenloser DesignfreiheitAllen Verfahren gemeinsam ist, dass die Werkstücke Schicht für Schicht auf-gebaut werden. Beispiele sind Pulver-bettschmelzen, Pulverauftragsschwei-ßen und Materialextrusion. Additive Manufacturing ermöglicht Bauteilgeo-metrien, bei denen konventionelle Fer-tigungs arten an ihre Grenzen stoßen. So können mit AM hochkomplexe Struktu-ren aus qualitativ hochwertigen Materi-alien in einem Prozess realisiert wer-den, die gleichzeitig leicht und dennoch stabil sind. Beispiele sind gewendelte Schnecken häuser oder Turbinenschau-feln mit unregelmäßigen Hohl räumen.
Materialqualität, Stabilität und gerin-ges Gewicht sowie die völlig neuen Kon-struktionsmöglichkeiten (Freedom of Design) machen die generativen Ver-fahren besonders interessant für den Leichtbau und bionische Strukturen, wie sie beispielsweise in den Branchen Luft- und Raumfahrt, Automobil oder auch in der Medizintechnik zu finden sind.
Wettbewerbsvorteile durch AM Mit Additive Manufacturing entstehen neuartige Produkte und entsprechende Produktvorteile, die Unternehmen ent-scheidende Wettbewerbsvorteile brin-gen können. Schon in der Entwicklungs-phase wird einer der Mehrwerte von Ad-ditive Manufacturing deutlich: Durch Rapid Prototyping können bereits im Entwicklungsprozess sämtliche Schritte unmittelbar überprüft und Anpassun-gen an kundenspezifische Bedürfnisse oder technologischen Herausforderun-
Siem
ens
AG
B
Vom CAD-Modell zum fertigen Produkt Bei Additive Manufacturing (AM) ist Digi-talisierung von Haus aus schon Voraus-setzung. Aus einem 3D-CAD-Datensatz werden unmittelbar dreidimensionale phy-sische Objekte hergestellt, indem Material schichtweise aufgetragen wird. Die Indus-trialisierung von AM steht aber noch am Anfang. Siemens hat diese neue innovative Technologie industrietauglich gemacht.

01.2016 | siemens.com/magazin/industrie 29
Special / Additive Manufacturing
gen deutlich schneller und einfacher re-alisiert werden. In der Produktion kann auf aufwändige Vorrichtungen und/oder spezielle Werkzeuge verzichtet werden – ein großer Vorteil insbesondere im Hinblick auf Einzelteil- und Kleinserien-fertigung. Da sich hochkomplexe Struktu-ren in einem Fertigungsvorgang erstellen lassen, fallen nachgelagerte Montage-schritte weg. Und auch die Ersatzteil-versorgung kann in vielen Fällen we-sentlich effizienter, auch vor Ort, statt-finden (Spare part on Demand).
Der Weg zum industrialisierten Addi-tive Manufacturing ist bereitet. Aber auch heute sind noch manuelle Eingriffe wie zum Beispiel bei der Materialzufuhr oder Abtrennung der Werkstücke von ihrer Trägerplatte nötig. Die durch-gängige Fertigungsautomatisierung von AM-Maschinen und ihrer vor- und nach-gelagerten Prozesse (horizontale Integ-ration) ist ebenso notwendig wie die Erfüllung industrieller Standards wie Auftragsfeinplanung und -steuerung, automatische Auftragszuordnung und -überwachung sowie das Monitoring der Maschinenparameter. Außerdem sind Dokumentation und Rückverfolgbarkeit des Materialflusses sowie der Produkti-onsprozesse für die Herstellung zertifi-zierter Produkte ein absolutes Muss. All dies ist heute noch nicht selbstverständ-licher Bestandteil industriell genutzter AM-Maschinen.
Wie lässt sich Additve Manufacturing industrialisieren?Siemens ist im Bereich von Entwicklung und Einsatz von Additive Manufacturing seit einiger Zeit aktiv – eigene Geschäfts-bereiche nutzen die Technologie bereits – und bietet als einziges Unternehmen eine durchgängige Software- und Auto-matisierungslösung für AM an.
So lassen sich AM-spezifisches Pro-duktdesign und Simulationen mit der PLM-Software NX (eines der führenden CAD/CAM/CAE-Softwarepakete) umset-zen. Die durchgängige Datenhaltung in einer Plattform – Teamcenter – stellt sicher, dass die Daten konsistent sind. Dies macht sich insbesondere bei Ände-rungen beispielsweise aufgrund einer Teilesimulation bemerkbar: Diese müs-
sen nämlich nicht aufwändig in mehre-ren Tools konvertiert und nachgezogen werden, wie es vielfach noch üblich ist. Abgesehen davon läuft man so auch keine Gefahr, dass durch Datenkon-vertierungen Daten verloren gehen. Vielmehr ermöglicht NX ein äußerst effizientes und genaues Designen von AM-Teilen.
Für die Automatisierung der Maschi-nen und nachgelagerter Prozesse bietet sich das skalierbare und durchgängige Portfolio der Automatisierungssysteme Sinumerik und Simatic an. Die Enginee-ring Software TIA Portal ermöglicht auch hier ein äußerst effizientes Engi-neering sowie höchste Flexibilität.
Die Auftragsfeinplanung und -steue-rung, das Bereitstellen der korrekten Pa-rameter und die Nachverfolgbarkeit über die gesamte Prozesskette hinweg erfol-gen mit Softwaremodulen aus dem MOM-Portfolio (MOM = Manufacturing Operations Management). MOM ist eine ganzheitliche Lösung, mit der sich Ferti-gungsprozesse vollständig einsehbar machen und sich auf diese Weise stetig verbessern lassen. Als Erweiterung eines Manufacturing Execution Systems (MES) lassen sich mit MOM verschiedenste Produktionsprozesse wie Qualitäts-management, Ablaufplanung, Non-Con-formance-Management, Asset-Manage-ment etc. mit einem System durchgän-gig festlegen. Die MOM-Systeme bilden damit das Kernelement, das PLM und Automatisierung in Echtzeit miteinan-der verbindet.
Aufgrund seines durchgängigen Port-folios zur Automatisierung und Digita-lisierung von Fertigungsprozessen be-sitzt Siemens das erforderliche Know-how, um die Industrialisierung von Additive Manufacturing voranzutrei-ben. Dabei ist die enge Kopplung zwi-schen Forschung, Entwicklung und An-wendung die ideale Voraussetzung für zeitnahe Weiterentwicklungen und Ver-besserungen des Siemens Portfolios.
Materialextrusion Ein sehr feiner Kunststoffstrang wird geschmolzen und Schicht um Schicht aufgetragen.
Pulverbettschmelzen Der Laserstrahl schmilzt das Pulver auf dem Pulverbett punktgenau auf und verbindet die definierten Stellen mit der darunterliegenden Schicht.
Pulverauftragsschweißen Das Metallpulver wird direkt der Schweißstelle zugeführt und von einem Laser geschmolzen.
siemens.com/additive-manufacturing [email protected]

30 siemens.com/magazin/industrie | 01.2016
Industriesoftware
oderne Druckereien benöti-gen hoch automatisierte und flexible Druckmaschi-
nen, um eine größtmögliche Anzahl verschiedener Aufträge so wirt-schaftlich wie möglich zu produzie-ren. Als eines der führenden Druck-unternehmen der Branche produ-ziert der weltweit agierende Konzern Quad/Graphics in seinen Produkti-onsstätten Bücher, Kataloge, Direkt-werbung, Adressverzeichnisse, Zeit-schriften, Verpackungen, Veröffent-lichungen und Einleger. In den Druckereien von Quad/Graphics be-finden sich riesige, kostenintensive integrierte Druckmaschinen mit komplexen Highend-Vorrichtungen für den Materialtransport. Als For-schungs- und Entwicklungszweig von Quad/Graphics entwickelt Quad-Tech seine innovativen, branchen-führenden Produkte, um Drucker weltweit wettbewerbsfähiger und erfolgreicher zu machen.
Zu den von QuadTech entwickel-ten technisch fortschrittlichen Systemen, um höchste Qualität so wirtschaftlich wie möglich gewähr-leisten zu können, gehört das Pro-dukttracking-System (PTS). Es er-kennt Fehldrucke bereits während des Druckvorgangs und entsorgt das fehlerhafte Produkt. Außerdem stellt es Produktionszahlen für lau-fende Druckprozesse bereit.
Seit 2000 verwendet QuadTech zur Automatisierung, Überwachung und Steuerung des PTS eine Simatic S7-300. 2007 rüstete das Unterneh-men dann auf die Simatic WinCC SCADA-Plattform für die Visualisie-rung um. Mit dem Börsengang des Unternehmens im Jahr 2010 hat sich die Anzahl der Standorte durch Ak-quisitionen versechsfacht. In viele verschiedene Bestandssysteme musste das PTS nachgerüstet wer-
CP 1543-1 Ethernetmodul, je einer 32-kanaligen Digitaleingangs- und Digitalausgangskarte und zwei Hochgeschwindigkeitszählern kombiniert. Ein Zähler unterstützt bis zu zwei Encoder für die Druck-pressen, während der andere den Gas- und Tintenstand überwacht. Innerhalb der CPU 1516 dient eine Ethernetverbindung der HMI- Kommunikation, während die an-dere für Profinet I/O zuständig ist. Eine Profibus-Verbindung verbin-det das PTS mit Altystemen. Das zusätzliche CP 1543 Ethernetmodul kommuniziert mit dem unterneh-mensweiten Datenerfassungssys-tem von Quad/Graphics. Die Haupt-bedienoberfläche des PTS läuft über einen lokalen Industrierechner mit Microsoft Windows 7 und Simatic WinCC Professional. Der Rechner ist mit einem Industrial Thin Client Simatic ITC 1900 mit einem hoch-auflösenden 19-Zoll-Widescreen-Touchdisplay verbunden. Zur Visua-lisierung des PTS kommt ein Simatic TP700 Comfort Panel zum Einsatz.
Vereinfachtes EngineeringDank des Simatic Migration Tools konnte der S7-300-Befehlssatz di-rekt und problemlos auf die S7-1500 Steuerung migriert werden. Mithilfe des TIA Portals wurde ein einzelner Codesatz erstellt, der sich den unter-schiedlichen Maschinentypen an-passt. Dafür wurden verschiedene Funktionen des TIA Portals genutzt, einschließlich der globalen Biblio-theken, der integrierten Systemdia-gnose und des Webservers.
Alles in allem konnte durch den Einsatz des TIA Portals der Program-mieraufwand von mehreren Wochen auf wenige Tage reduziert werden, in manchen Fällen ging dies sogar noch schneller. Es dauert jetzt ledig-
Immer einen Schritt vorausQuadTech hat sein Produkttracking-System für hochkomplexe Drucksysteme aufgerüstet, um den wachsenden Ansprüchen der Branche immer einen Schritt voraus zu sein.
M den. So war in einem Unternehmen die Implementierung von Duplex-systemen gefordert, in denen zwei nebeneinander installierte Druckli-nien entweder unabhängig oder zu-sammen als ein System laufen.
Gelegenheit zur AufrüstungUm diesen Anforderungen zu ge-nügen, wurde das PTS neu über-dacht und überarbeitet. Das Timing war perfekt, denn man setzte gleich auf die neue Generation der Simatic S7-1500 Steuerungen. Bei der Weiter-entwicklung des PTS-Überwachungs- und Steuerungssystems verfolgte das Unternehmen das Ziel, mit einem einzigen modularen Code jeden Druckmaschinentyp und jeg-lichen Druckbedarf abdecken zu können. Der Anteil an Code in AWL (Anweisungsliste) sollte reduziert und ein Großteil des PTS-Codes in eine für Techniker leicht lesbare Kontaktplanlogik (KOP) konvertiert werden. Zudem wollte QuadTech die modernste und fortschrittlichste Hard- und Software für SPS und Engineering einsetzen.
Um mit den wachsenden Anforde-rungen von Quad/Graphics mitzu-halten und die Kapazitäten für neue Anforderungen zu steigern, sollte die Skalierbarkeit des PTS weiter verbessert werden. Deshalb sollten die Installation, Verwendung sowie das Beheben von Fehlern der PTS vereinfacht werden. QuadTech rech-nete dazu mit geringeren Gesamt-kosten (TCO) über die Lebensdauer des PTS dank der Einsparungen an Zeit und Kosten, welche das Errei-chen dieser Ziele mit sich brachten.
Unterbrechungsfreie MigrationFür das PTS von QuadTech wählte das Unternehmen die Simatic CPU 1516-3 PN/DP. Sie wurde mit einem

01.2016 | siemens.com/magazin/industrie 31
Industriesoftware
Foto
lia /
Go
ss V
ital
ij
lich einige Sekunden, um die erfor-derlichen Haken in der Program-mier-oberfläche zu setzen, um Alarme in den Code zu integrieren. Früher hätte so etwas mindestens zwei Tage Programmieraufwand be-ansprucht. Ein wichtiger Punkt war außerdem, dass 90 Prozent des S7-300-Codes, der zuvor in AWL ge-schrieben werden musste, nun in KOP konvertiert werden konnte. So konnte der Code so modular wie möglich und gleichzeitig sehr ein-fach gehalten werden.
Aufgrund des verbesserten Spei-chers und der Geschwindigkeit der S7-1500-Hardware, der optimierten Datenbausteine und der Möglich-keit, Variablen symbolisch anzule-gen, ist der S7-1500-Code viel einfa-cher zu implementieren und zu be-arbeiten.
Bereit für die ZukunftDer Hauptgrund für die Migration auf die S7-1500-Plattform war die Zeitersparnis beim Engineering mit TIA Portal. Die neue Hardware brachte fortschrittliche Features, integrierte Systemdiagnose und modulare Skalierbarkeit mit sich. Damit wird eine vereinfachte In-standhaltung in den kommenden Jahren zusätzliche Ersparnisse bringen. Die Anzahl der Anrufe beim technischen Support ist nun rückläufig.
Ein Großteil der Kostenerspar-nisse resultiert aus einem besseren Fehldruckmanagement, welches eine jährliche Kostenreduktion um etwa 50.000 US-Dollar pro Maschine bringt. Ein präziserer Zählvorgang reduziert Überschuss und Unter-mengen bei einem Fehldruck. Dies spart nicht nur viel Energie und Papier, sondern verringert auch den Abfall. Durch den Einsatz des PTS in Anlagen von Quad/Graphics erwartet QuadTech viele Jahre reibungs losen Betrieb.
90 %des S7300Codes, der früher in AWL entstand, wurde in leichter lesbaren
KOP umgesetzt.
Besseres Fehldruckmanagement für eine jährliche Ersparnis von etwa
$ 50,000(knapp € 45.000) pro Druckpresse
Das Angebot von Quad/Graphics, dem Mutterkonzern von QuadTech, umfasst den Druck von Zeitungen, Katalogen, Zeitschriften und Einlegern
siemens.de/tia-portal [email protected]

32 siemens.com/magazin/industrie | 01.2016
Vorteile sichernAus der Idee heraus, Simulationen und funktions-orientierte Entwicklungen im Maschinenbau zu nutzen, hat ein deutscher Werkzeugmaschinen-hersteller in Zusammenarbeit mit Siemens das Konzept der „virtuellen Inbetriebnahme“ verfolgt. Damit hat sich das Unternehmen einige Wettbewerbsvorteile verschafft.
Ein digitales 3D-Abbild beschert dem Werkzeugmaschinen-Hersteller Kapp Niles Effizienzvorteile von bis zu 65 Prozent
Siem
ens
AG

01.2016 | siemens.com/magazin/industrie 33
Industriesoftware
m Neuentwicklungen realer Maschinen mit kundenindi-vidueller Konstruktion zu
beschleunigen, lassen sich noch vor dem Bau einer Maschine an einem funktionalen, digitalen 3D-Abbild eventuell auftretende Probleme der Mechanik, Fluidtechnik, Elektrik und Software testen. Vor allem lässt sich durch das Vorziehen von Tests in die virtuelle Inbetriebnahme die Zeit für die reale Inbetriebnahme deutlich verkürzen. Für den deut-schen Werkzeugmaschinenherstel-ler Kapp Niles zeigte sich in der Ent-wicklung solch eines digitalen Ma-schinenmodells bereits ein großer Effizienzgewinn.
Das Unternehmen produziert in Coburg und Berlin Maschinen und Werkzeuge zur Feinbearbeitung von Verzahnungen und Profilen. Seine Kunden kommen aus unter-schiedlichen Branchen, dazu zäh-len zum Beispiel Automobil- und Nutzfahrzeughersteller sowie deren Zulieferer, Luftfahrtunternehmen, Hersteller von Kompressoren, Pum-pen, Industriegetrieben, Wind-kraftanlagen oder Bahntechnik. Ziel von Kapp Niles ist es, sowohl Neuentwicklungen als auch die Auf-tragskonstruktionen noch effizien-ter und flexibler umzusetzen.
Wettbewerbsvorteil MarkteinführungszeitVor fünf Jahren stellte sich deshalb Albert Fischer, Maschinenbauin-genieur und inzwischen Leiter des Auftragsmanagements bei Kapp Niles, die Frage: Wie können wir
mithilfe von Simulationen auf Basis von funktional und mecha-tronisch geprägten Ansätzen neue Maschinen entwickeln und die Markteinführungszeit spürbar verkürzen? Vor zwei Jahren gelang dann zusammen mit Siemens der Durchbruch im Rahmen der virtu-ellen Inbetriebnahme: Ein mit der PLM-Konstruktionssoftware NX von Siemens erstelltes 3D-Modell ist die Grundlage, auf der mithilfe des Mechatronics Concept Designer (MCD) ein funktionales Abbild der Maschine entsteht. MCD ermöglicht eine einfache Modellierung und Simulation. So sind bereits in einer frühen Projektphase alternative mechatronische Entwicklungs-konzepte verfügbar und können zu einem Zeitpunkt geprüft werden, zu dem die Kosten noch niedrig sind.
Das funktionale Abbild der Ma-schine kennt die Eigenschaften aller Komponenten – weiß also zum Beispiel, welchem Zweck ein be-stimmter Sensor dient, welche Spannungen er liefert und wohin die Signale fließen. Von besonde-rem Vorteil dabei ist, dass das digi-tale Abbild der realen Maschine quasi im Entwicklungsprozess nach den Prinzipien des Systems Engineering entsteht. Somit fallen keine wesentlichen Extraaufwände für die virtuelle Inbetriebnahme an. In Kombination mit der Sinumerik steht nun eine starke Lösung zur virtuellen Inbetrieb-nahme zur Verfügung: „Hardware-in-the-Loop“.
U
» Wir setzen auf ,Systems Engineering‘ und wollen weg von der klassischen sequenziellen Vorgehensweise.«Albert Fischer,Leiter des Auftragsmanagements bei Kapp Niles
Wettbewerbsvorteil InbetriebnahmezeitKapp Niles kann jetzt seine (Neu-)Entwicklungen virtuell in Betrieb nehmen. „Wir können die Funktio-nalität unserer Software heute vorab im Büro testen und müssen dazu nicht mehr auf die fertig montierte Maschine warten“, erläutert Albert Fischer und ergänzt: „Dabei wissen wir schon sehr früh im Entwick-lungsprozess, ob alle Abläufe wie gewünscht funktionieren – und das alles, bevor die reale Maschine fer-tig ist.“ So konnte das Unternehmen die Zeit für die reale Inbetriebnahme fast halbieren. Man beziffert die Zeitersparnis bei der realen Inbe-triebnahme inzwischen auf 50 bis 65 Prozent.
Kapp Niles arbeitet engagiert darauf hin, dass das Unternehmen bald für jede zu konstruierende Ma-schine ein digitales Abbild besitzt, um den Gesamtdurchlauf von der Auftragskonstruktion über die Inbe-triebnahme bis hin zu späteren Um-bauten und Erweiterungen beim Kunden zu beschleunigen. Die nächste Projektphase schließt auch das Anlagen- Engineering mit ein.
Wettbewerbsvorteil ZukunftsfähigkeitDas Unternehmen ist sich sicher: „Jetzt ist die richtige Zeit, um solche Ideen zu verfolgen. Wer noch fünf Jahre wartet, für den ist der Zug ab-gefahren.“ Und dabei soll es nicht bleiben: In Zukunft soll diese digi-tale Integration auch den Entwick-lungsprozess beschleunigen. „Wir setzen auf ,Systems Engineering‘ und wollen weg von der klassischen sequenziellen Vorgehensweise“, so Fischer. „Stattdessen streben wir eine weitgehende Parallelisierung der Entwicklungsschritte an – von der Mechanik, Fluidtechnik, Elek-trik und PLC- Programmierung bis hin zur Inbetriebnahme und der Anbindung vor Ort beim Kunden.“ Nach seiner Einschätzung lässt sich durch die Digitalisierung die Durchlaufzeit im Engineering um bis zu zwei Drittel verkürzen.
siemens.de/plm/mcd siemens.de/sinumerik [email protected]

34 siemens.com/magazin/industrie | 01.2016
Jahrzehnte angelegt. Die vielfälti-gen und komplexen Anforderungen erfordern durchdachte Ansätze, die die Planungs- und Betriebswelt für ein ganzheitliches Management über den gesamten Lebenszyklus einer Anlage vereinen.
Von „Integrated Engineering“ zu „Integrated Operations“Deshalb setzt Siemens bei seinen Lösungen auf eine Kombination aus integrierten und optimal aufei-nander abgestimmten Antriebssys-temen (Integrated Drive Systems, IDS) und durchgängiger Digitali-sierung mit Software-Lösungen, die alle relevanten Daten erfassen, austauschen und dokumentieren. Da diese Daten zentral und in Echt-
ie fortschreitende Digitali-sierung ist heute für die Papierindustrie ein durch-
aus zweischneidiges Schwert: Zum einen ersetzen digitale Medien immer mehr das klassische Papier und bedrohen ihren angestammten Absatzmarkt für Zeitungs- und Bü-ropapiere, der weltweit pro Jahr um rund fünf Prozent schrumpft. Zum anderen bietet die Digitalisierung große Chancen, Effizienzpotenziale in der Produktion zu heben, an-spruchsvolle Kundenanforderun-gen zu erfüllen und in neuen Marktsegmenten zu wachsen – wie in den Bereichen Hygienepapiere oder Verpackungen, aber auch bei Chemikalien oder Textilien aus – neuartigen – Faserstoffen. Diese
D
Papier branche definiert sich neu Die Papierindustrie steht aktuell vor der stärksten Veränderung ihrer Geschichte – ein Prozess, bei dem die Digitalisierung eine maßgebliche Rolle spielt und noch spielen wird.
Veränderungen zwingen die Papier-industrie, sich mit innovativen Produkten und Geschäftsmodellen als „Fiber Industry“ neu zu positio-nieren.
Wettbewerbsfähiger und nachhaltigerSchlüsselfaktoren für den Erfolg dieses Wandels sind außerdem vor allem eine gleichbleibend hohe Qualität des Endprodukts, das Einsparen wertvoller Ressourcen wie Wasser und Holz sowie eine möglichst flexible Produktion. Diese Produktion muss gleichzeitig auch noch nachhaltig sein, denn Investitionen in neue Produktions-technologien sind in dieser kapital-intensiven Branche auf mehrere

Special / Papierindustrie
Die Digitalisierung der Papier-industrie 4.0 war das zentrale Thema der European Paper Week in Brüssel, die von der Confede-ration of European Paper Indus-tries (CEPI) im November 2015 zum 17. Mal ausgerichtet wurde. Wir fragten Bernard de Galembert, Innovation und Bioeconomy Director der CEPI, wie die Branche dazu steht.
Herr de Galembert, welche Chancen sieht die europäische Papier und Zellstoffindustrie in der Digitalisierung generell?Bernard de Galembert: Wie alle anderen Industrien, insbesondere in Europa, wo in den letzten Jahr-zehnten eine signifikante Deindus-trialisierung stattgefunden hat, sieht auch die Papier- und Zellstoff-industrie in der Digitalisierung die Chance, ihre Wettbewerbsfähigkeit und Rentabilität zu steigern. Und zwar durch höhere Produktivität, geringere Kosten, eine bessere Re-aktion auf die Märkte sowie Schnel-ligkeit und Anpassungsfähigkeit bei gleichzeitig geringeren Auswirkun-gen auf die Umwelt.
Welche Vorteile bringt die datengesteuerte Produktion für Ihre Mitgliederunternehmen?de Galembert: Es ist vielleicht noch zu früh, die Vorteile konkret zu be-nennen, da die Digitalisierung bei uns noch weitere Verbreitung fin-den muss. Aber es steht zu vermu-ten, dass sie eine bessere Steuerung der Fertigungsabläufe, eine opti-mierte Lagerhaltung und Zweckmä-ßigkeit, niedrigere Ausschussraten, höhere Energieeffizienz und eine schnellere und intelligentere War-tung bringen wird. Mit anderen Worten: Vom Wald bis zum Verbrau-cher wird die Digitalisierung eine bessere Steuerung, eine effizientere und schlankere Fertigung und eine bessere Orientierung am Bedarf der Verbraucher ermöglichen.
Wie weit ist die europäische Papierindustrie mit der Digitalisierung aktuell und welche Herausforderungen gilt es noch zu meistern?
de Galembert: Ein gewisses Maß der Integration der Digitalisierung ist schon zu beobachten, beispiels-weise in Form intelligenter Systeme, der verbreiteten Nutzung von RFID-Chips in der Lieferkette, vernetzten Produkten und datengesteuerten Systemen für die Energieoptimie-rung. Aber es müssen noch mehr Aktivitäten auf den Weg gebracht werden, um das Bewusstsein für die Chancen und Vorteile der Digitali-sierung zu erhöhen und mit einigen der Mythen und Missverständnisse – wie etwa IT-Sicherheit oder Daten-schutz – aufzuräumen.
Wie sehen die nächsten Schritte aus und welchen Beitrag können technische Zulieferer wie Siemens leisten?de Galembert: Die Akzeptanz der Digitalisierung wird umso schnel-ler steigen, je mehr Beispiele von er-folgreichen Implementierungen es bei den Mitgliedsunternehmen, aber auch in anderen Branchen ge-ben wird. Ein weiterer Schritt wäre, entsprechende Rahmenbedingun-gen auf nationaler und europäi-scher Ebene zu schaffen, zum Bei-spiel durch Finanzierungsmöglich-keiten. In diesem Kontext kommt es vor allem darauf an, dass die Initia-tive Digitale Wirtschaft der EU rich-tig gestaltet wird. Siemens ist ein traditionsreicher Zulieferer der Papierindustrie und gehört in der Industrie 4.0 zu den Vorreitern. In-sofern ist Siemens optimal positio-niert, um die Vorteile und Chancen der Digitalisierung noch stärker darzustellen und auch gleich Bei-spiele für ihre erfolgreiche Umset-zung zu geben.
CEP
I
zeit zur Verfügung stehen, können Anwender das beim Engineering erzeugte virtuelle Abbild einer Anlage, den virtuellen Zwilling, nutzen, um die Inbetriebnahme, den Betrieb und die Instandhal-tung zu simulieren, zu optimieren und bei Bedarf sogar zu verviel-fältigen. Dieser Übergang vom „Integrated Engineering“ zu „Integrated Operations“ hilft der Papierindustrie, ihre Time-to- Market zu verkürzen und die Flexi-bilität und Effizienz ihrer Anlagen zu steigern – und damit letztlich die Zukunft einer ganzen Branche zu verändern.
Hygienepapierlinie, ausgerüstet mit Antriebs- und Automatisierungstechnik aus dem Sipaper-Portfolio
Bernard de Galembert
siemens.de/sipaper [email protected]
Siem
ens
AG

36 siemens.com/magazin/industrie | 01.2016
Industriesoftware
it einem durchgängigen Da-tenmodell schafft das Pro-zessleitsystem Simatic
PCS 7 die Voraussetzungen dafür. Doch nicht nur das: Durch Simula-tion, Virtualisierung oder mobile Anwendungen, Fernwartung und
Remote Services ermöglicht das Pro-zessleitsystem auch einen möglichst energieeffizienten Betrieb. Die neue Version des Prozessleitsystems Simatic PCS 7 V8.2 bietet noch mehr Anwenderfreundlichkeit, Perfor-mance und Effizienz.
Fit für die Zukunft
Für mehr Effizienz im Engineering ... ... ermöglicht die neue Logic Matrix ein effizientes Verschalten von Ver-riegelungszuständen auch großer Mengengerüste und Massendaten mittels automatisierter Verschal-tungsregeln. Berechnungen und Vergleichsfunktionen der Schritt-ketten werden nun an einer zentra-len Stelle im SFC (Sequential Func-tion Chart)-Editor durchgeführt. Prozesse lassen sich dadurch schneller analysieren, außerdem können Fehler dadurch deutlich verringert werden.
Intuitive Anlagenführung und mobiles Anlagenmonitoring ...... bietet der neue Messstellen-Browser. Mit ihm können einzelne Messstellen mit entsprechenden Anlageninformationen schnell und gezielt gefunden werden. Über die Gruppenansicht der Messstellen wird die Bedienung für das Anlagen-personal intuitiver und effizienter, insbesondere werden wiederkeh-rende Bedienabfolgen vereinfacht. Außerdem kann sich der Operator im Leitstand mit der neuen Opera-tor Trend View für einen schnellen Überblick über den Prozessverlauf komfortabel Trendkurven zusam-menstellen.
Wichtige Produktionskenndaten, Trend- oder Alarm-Informationen können unabhängig vom Betriebs-system auf Smartphones oder Tab-lets angezeigt werden. Die Integra-tion von mobilen Endgeräten zur Anlagenüberwachung wurde dafür weiter ausgebaut. Mit Simatic PDM
Die Digitalisierung der Produktionsanlage ist eine der zentralen Anforderungen auch in der Prozessautomatisierung. Die riesigen Datenmengen und Informationen müssen erfasst, analysiert und genutzt werden. Nur so sind effizientes Lifecycle-Engineering und Anlagenmanagement zu gewährleisten.
Process Device Manager sind zudem Diagnose, Wartung, Para-metrierung, Konfigurierung sowie Inbetriebnahme entweder von mo-bilen Endgeräten oder von jedem beliebigen Anlagenrechner aus über Standard-Webbrowser mög-lich.
Lastmanagement und KostenkontrolleGeht es um Effizienz, geht es auch um Energie und die Minimierung von Lastspitzen in der Stromver-sorgung. Mit der neue Version von Simatic PCS 7 lassen sich nun alle energierelevanten Verbrauchsda-ten der kompletten Anlage überwa-chen – zum Beispiel auch die der Antriebe, deren relevante Daten be-reits in der Technologiebibliothek integriert sind.
Nicht zuletzt erfordert ein wirt-schaftlicher Betrieb die stetige Op-timierung der Kosten über den ge-samten Anlagenlebenszyklus bis hin zu Erweiterung und Moderni-sierung. Analysen und gezielte Tausch- und Update-Aktionen las-sen sich nun über die Simatic Ma-nagement Console anhand einer In-ventarisierung aller Komponenten und sämtlicher Versionsstände per Knopfdruck schneller planen. Ein Software Update Service (SUS) un-terstützt den Einsatz des neuen Be-triebssystems Windows 10 auf dem Leitsystem und hält es mit gerin-gem Aufwand stets auf dem aktuel-len Stand der Technik.
Mit Simatic PDM lassen sich Anlagen von mobilen Endgeräten, aber auch von jedem beliebigen Anlagenrechner aus über Standard-Webbrowser überwachen
Siem
ens
AG
M
siemens.de/pcs7 [email protected]

01.2016 | siemens.com/magazin/industrie 37
Integrated Drive Systems
EffizienzsiegerReluktanzmotoren etablieren sich derzeit immer mehr zu einer energieeffizienten und wirtschaft-lichen Alternative zu Asynchron- und permanenterregten Synchron-motoren. Die Erweiterung des Leistungsbereichs dieser Antriebe ist daher nur folgerichtig.
n einem Bereich von 0,55 bis 30 Kilowatt und mit zusätzlichen Achshöhen von 80 bis 112 Millimeter erschließen sich für die Antriebsreihe mit Syn-
chron-Reluktanztechnik immer neue Anwendungsbe-reiche. Beispiele sind Pumpen-, Lüfter-, Kompressoren-Applikationen oder die Fördertechnik, in denen perma-nenterregte Synchronmotoren unwirtschaftlich wären.
Vor allem im Teillastbereich zahlen sich die deutlich höheren Wirkungsgrade im Nennpunkt der Synchron-Reluktanzmotoren Simotics GP/SD gegenüber vergleich-baren Asynchronmotoren mit Effizienzklasse IE4 aus. Ihre thermische Belastungsgrenze bietet mehr Spiel-raum und ermöglicht eine hohe Leistungsdichte und Dynamik mit deutlich reduzierten Verlusten. Überall, wo sehr kurze Taktzeiten für eine möglichst hohe Pro-duktivität von Maschine oder Anlage gefordert sind, zahlt sich das geringe Eigenträgheitsmoment bei-spielsweise beim schnellen Hoch- und Rücklauf der Synchron-Reluktanzmotoren aus. Selbst für eine län-gere Dauer lässt sich ein Simotics-Reluktanzmotor bis zum Zweifachen seiner Nennlast überbeanspruchen, was gerade bei wechselnden Bewegungsabläufen deutliche Vorteile bringt.
Perfektes TeamFür ein integriertes Synchron-Reluktanzantriebs-system ist der Umrichter Sinamics G120 zur Dreh-zahländerung über die speziell für Reluktanz-motoren ausgelegte Vektorregelung exakt auf die Simotics-Reluktanzmotoren abgestimmt. Zusam-men ergeben sie ein innovatives Standard-Antriebs-system mit höchster Energieeffizienz in allen Betriebspunkten. Neben hohen Anlaufmomenten aus dem Stillstand, ihrer hohen Regeldynamik im geberlosen Betrieb sowie niedrigen Systemkosten durch abgestimmte Power-Module zeichnen sich alle Antriebssysteme durch bereits integrierte spezielle
I
Energieeffizienzfunktionen wie Profienergy und Eco-Modus aus. Für ein übergeordnetes Energiemanage-ment sind alle erforderlichen Daten verfügbar.
Integriert in TIA PortalIn der Steuerungseinheit des Umrichters sind sämtli-che elektrischen Daten des Reluktanzmotors hinter-legt und können über einen Motorcode vom Motorty-penschild automatisch in den Umrichter übertragen werden. Lediglich Angaben wie zum Beispiel zu Kabel-widerstand oder Trägheit des Antriebssystems werden noch manuell eingegeben.
Sowohl die Simotics-Reluktanzmotoren als auch die Umrichter Sinamics G120 sind im TIA Portal inte-griert. Mithilfe der ebenfalls im TIA Portal integrier-ten Inbetriebnahmesoftware Sinamics Startdrive las-sen sich bis zu 30 Prozent Engineeringzeit einsparen. Auch Wartung und Service sind kein Problem, bei-spielsweise funktioniert ein Rotortausch im Reluk-tanzmotor genauso einfach wie bei Asynchron-motoren.
Fazit: Mit ihren speziellen Vorteilen eignen sich die Simotics-Reluktanzmotoren hervorragend für auf Lebenszykluskosten optimierte Anwendungen, bei denen hohe Betriebssicherheit und Verfügbarkeit ge-fordert sind.
Simotics-Reluktanzmotoren mit Aluminium- oder Graugussgehäuse decken einen Leistungsbereich von 0,55 bis 30 kW ab und erzielen gerade im Nennpunkt und Teillastbereich hohe Wirkungsgrade
siemens.de/reluktanzantriebssystem [email protected]
Siem
ens
AG

Siem
ens
AG
Fernzugriff ist möglich über LAN, Mobilfunk, DSL und SH-DSL
38 siemens.com/magazin/industrie | 01.2016
Industrielle Kommunikation
Schnelle und gesicherte FernwartungUm die Verfügbarkeit immer komplexerer Anlagen weiter zu steigern, setzen Unternehmen mehr und mehr auf Lösungen für die Fernwartung: Zentral verwaltet, ermöglichen diese kurze Reaktionszeiten und das schnelle Eingreifen von qualifiziertem Personal weltweit.

01.2016 | siemens.com/magazin/industrie 39
Industrielle Kommunikation
ohe Verfügbarkeit und geringe Stillstandzeiten sind für alle – heute oft weltweit verteilten – Produktionsstandorte eines Unternehmens
überlebenswichtig. Insbesondere an kleineren Stand-orten ist aber oft kein geschultes Servicepersonal vor Ort. Um auch dort eine hohe Verfügbarkeit der Ma-schinen und Anlagen zu gewährleisten, empfiehlt sich die schnelle und kostensparende Unterstützung über Fernzugriff. Heute lassen sich verteilte Anlagen zuver-lässig und gesichert über IP-basierte Kommunikation fernwarten – ob über DSL-Leitungen, Mobilfunknetze oder private Leitungen. Siemens bietet neben den auf die Bedürfnisse der Automatisierer abgestimmten In-dustrie-Routern mit der Managementplattform Sinema Remote Connect auch eine Server-Applikation für die einfache Verwaltung von Fernzugriffsnetzwerken.
Zentrale Verwaltung der EndpunkteFernwartung muss einfach handhabbar und sicher sein. Eine spezielle Software als zentrale Manage-mentplattform bündelt Einstellungen und Gruppen und erlaubt es, die weltweiten Zugriffspunkte intuitiv einzustellen und zu verwalten. Dadurch ist stets klar erkennbar, wer mit wem in Kommunikationsbezie-hung steht. Die Schlüssel und Zertifikate der VPN-Tunnel lassen sich leicht verwalten und immer aktuell halten. Log-Informationen, Sicherungen und Firm-ware-Updates der Router erfolgen ebenfalls über die Managementplattform. Router vernetzen die Anlagen und Benutzer über die Software per gesicherten VPN-Verbindungen.
Sinema Remote Connect realisiert die Konfiguration des Netzwerks, der Endpunkte und der OpenVPN-Ver-bindungen in einer übersichtlichen Benutzeroberflä-che. Sie wird als Software-Appliance ausgeliefert und kann vom Maschinenbauer/OEM entweder selbst oder durch einen vertrauenswürdigen Partner betrieben werden. Als Plattform lässt sich eine dedizierte Hard-ware oder eine virtuelle Umgebung nutzen.
Einmal installiert, bietet das Linux-basierte System ein Webinterface, das über viele gängige Browser auf-gerufen werden kann und über das sich ein gesicherter Verbindungsaufbau der Endgeräte zum Server intuitiv projektieren lässt. Die Verbindung von End gerät und Server geschieht über einen Industrie- Router, zum Beispiel Scalance M876-4 LTE. Mit An gabe der Server-Adresse und der Benutzerdaten des Scalance M876-4 LTE lässt sich über eine gesicherte https-Verbindung der Austausch der für die VPN- Verbindung benötigten Zertifikate anstoßen.
Weitere Geräte werden entsprechend angelegt und können komfortabel Gruppen zugeordnet werden, wobei sich ihnen Rechte für die jeweiligen Kommuni-kationsbeziehungen zuweisen lassen. Somit ist ein Netz von Maschinen und Anlagen über einen zentra-len Server kommunikativ angebunden, und der Zu-griff erfolgt gesichert. Der Verbindungsaufbau wird bei dieser Konstellation stets von der Maschine aus, das heißt vom Industrie-Router, initiiert. Dadurch hat der Betreiber der Anlage im Feld stets die Hoheit über
die Verbindung seiner Maschine zum Internet und zum Sinema Remote Connect Server.
Gesicherter Fernzugriff des ServicepersonalsNun müssen noch die Servicetechniker einen gesi-cherten Zugang zu den für sie relevanten Maschinen und Anlagen erhalten. Das übersichtliche Verwalten der Berechtigungen an zentraler Stelle bietet viele Möglichkeiten, den Aufwand und damit die Reaktions-zeiten bei Fernzugriffsanforderungen zu reduzieren.
Die Benutzer lassen sich im Webinterface des Servers ebenso komfortabel anlegen und verwalten wie die Geräte. Sie können entsprechenden Gruppen zugeord-net und auch ihre Rechte für die Kommunikations-beziehungen können eingerichtet werden. Der Zugriff der Nutzer erfolgt gesichert über einen OpenVPN Client. Die komfortabelste Lösung dazu ist der Sinema Remote Connect Client, der im Lieferumfang des Basis-pakets enthalten ist.
Highlight ist die Telefonbuchfunktion, die über Ak-tivierung von 1:1 Network Address Translation (NAT) eine äußerst komfortable Lösung für die gesicherte Verbindung zu Serienmaschinen bietet. Anlagen, die maschinenseitig die gleiche IP-Konfiguration haben, werden so eindeutig identifiziert.
Wer auf dem Server angemeldet ist und eine Open-VPN-Verbindung zur Maschine hat, kann nun die gän-gigen Werkzeuge wie etwa das TIA Portal nutzen, um Systemdiagnose, Wartung, Service oder Fehlerbeseiti-gung auf der Anlage durchzuführen. Der gesicherte Tunnel sorgt dafür, dass nur bei den jeweils kommu-nikationsberechtigten Anlagen Änderungen durchge-führt werden können.
Zudem kann der Maschinenbauer die Endpunkte mit dem Sinema Remote Connect Server selbst hoch-rüsten. Er kann eine neue Firmware-Version auf den Server laden und dann auf die Scalance-Geräte über-tragen. Die Einstellungen und Projektierungsdaten bleiben erhalten, und nach dem Update verbindet sich der Scalance Router wieder von selbst mit dem Server.
Bei großen Unternehmen verbietet die Sicherheits-politik den direkten Zugriff auf Maschinen und Anla-gen. Für diesen Fall bietet es sich an, den Sinema Re-mote Connect direkt im Rechenzentrum des Endkun-den aufzusetzen. Die IT vergibt selbst die Rechte an die Servicetechniker und hat damit zu jedem Zeit-punkt die volle Transparenz über alle zugreifenden Personen im hauseigenen Netzwerk.
Im Störungsfall unterstützt der Key-Plug den Tausch des Routers: Das Lizenzierungs- und Speicher-medium ermöglicht es, die aktuelle Gerätekonfigura-tion zu sichern. Der Instandhalter vor Ort muss bei Ausfall des Scalance-Industrie-Routers nur das Gerät tauschen und den Key-Plug einstecken.
H
siemens.de/remote-networks [email protected]

Siem
ens
AG
/ W
. G
eyer
In einer neuen Produktionshalle am Standort Fürth fertigt Siemens hoch flexibel elektronische Produkte in mittleren bis kleinen Losgrößen
40 siemens.com/magazin/industrie | 01.2016
Industrielle Kommunikation
Neues Netzwerk sichert die Produktion
Mit industrietauglichen Netzwerkkomponenten aus dem eigenen Portfolio hat Siemens seine Fürther Produktion gesichert und optimiert. Neben zusätzlicher Redundanz machen prozessorientiert segmentierte VLANs und Layer-3-Prozeduren das Netzwerk besonders performant, verfügbar, flexibel und sicher.

Die redundant an die Distributions-Ebene gekoppelten Scalance XR324-12M binden rund 20 VLANs performant und sicher an die Datenserver an
siemens.de/switches [email protected]
Siem
ens
AG
/ W
. Gey
er
01.2016 | siemens.com/magazin/industrie 41
m Standort Fürth wurden bisher verteilte Produktions-anlagen in einer neuen Ferti-
gungshalle konzentriert und in die Produktions- und Geschäftspro-zesse integriert. Dort werden seit März 2014 Produkte in mittleren bis kleinen Stückzahlen bis hin zu „Los-größe 1“ gefertigt: von Platinen über Baugruppen bis hin zu komplexen Steuerungen für unterschiedlichste Industrieanwendungen.
Entwickelt, geplant und umge-setzt wurde die erweiterte Netz-werklösung mit den Komponenten aus dem Scalance-Produktportfolio in enger Zusammenarbeit der Glo-bal Services Information Techno-logy von Siemens, der IT-Abteilung am Standort und dem IT-Dienstleis-ter und Siemens-Partner ATOS Deutschland. Netzwerkexperten des Siemens-Bereichs Industrial Communication unterstützten be-ratend. Auf Basis der Anforderun-gen an Verfügbarkeit und Datensi-cherheit entwickelten die Experten ein Netzwerkdesign, das den An-sprüchen an eine sichere Vernet-zung von Fertigungs- und Office-Umgebung genügt.
Vielschichtige Aufgaben und AnforderungenMehr als 100 IT-Systeme in der Pro-duktion des Werkes sollten mit den zentralen Servern im Siemens Data-center vernetzt werden. Über das Netzwerk zu verteilen sind Arbeits-aufträge für Maschinen und Anla-gen, die teilweise im Dreischichtbe-trieb rund um die Uhr laufen, sowie Arbeitsanweisungen für die Werker, aber auch Software-Updates und -Images für die Steuerungen. Gleich-zeitig erfordern alle Prozessvor-gänge mit interaktivem Datenaus-tausch zwischen Endgeräten und Servern zur Nachverfolgung der Prozessschritte erhöhte Verfügbar-keit und Leistungsfähigkeit. Teil-weise bedarf es dabei Freigaben von zentraler Stelle. All das setzt eine hohe Zuverlässigkeit der Kommuni-kation voraus – bei steigenden An-forderungen an die IT-Sicherheit.
Um Ausfälle zu vermeiden, sollte das Produktionsnetzwerk in der neuen Halle vom Rest des Standorts entkoppelt und in logische, an den
Produktionsprozessen orientierte Segmente unterteilt werden. Als Si-cherheitsmaßnahmen werden bei-spielsweise überlagerte Firewalls in einer durchgängigen Layer-3-Ar-chitektur sowie Zugangsbeschrän-kungen über Access-Control-Listen (ACLs) genutzt.
Überarbeitete Netzwerkstruktur für effiziente ProduktionDas Kommunikationsnetzwerk am Standort Fürth ist dreischichtig aufgebaut aus Core-, Distribution- und Access-Ebene. Zusätzlich zu den bereits vorhandenen Core-Rou-tern im Campus-LAN und Hard-ware-Firewalls wurden auf der Dis-tribution-Ebene räumlich vonein-ander getrennt zwei Switches Scalance XR528-6M installiert. Über redundante 10-Gigabit-Licht-wellenleiterringe miteinander ver-bunden, bilden diese einen erwei-terbaren Produktions-Backbone. Fällt eines der Geräte aus, über-nimmt das andere den Betrieb. Die überlagerten Hardware-Firewalls trennen und reglementieren den Zugriff zwischen der Produktion und dem restlichen Netzwerk. Die Kommunikation der Produktions-VLANs wird ebenso durch die Firewalls kontrolliert.
Redundant an die Scalance- Switches der Distribution-Ebene angebunden sind neun Switches Scalance XR324-12M mit mehreren Ports auf der Access-Ebene. Diese sind auf mehrere Geräteschränke in der Produktion verteilt und zu redundanten Ringen zusammenge-fasst. Über Patch-Felder sind daran die zu VLANs gruppierten Endge-räte in der Produktion angeschlos-sen. Über Cat.6-Kabel ist im Feld ein durchgängiges Gigabit-Ether-net realisiert.
Segmentierung der ProduktionDas ursprünglich standortweite VLAN mit rund 150 Teilnehmern war nicht segmentiert, wodurch sich Probleme bei der Layer-2-Kom-munikation bis in die überlagerten Ebenen auswirken konnten. Das Netzwerk war noch nicht redun-dant, sodass Ausfälle von Kompo-nenten zu längeren Stillstandzei-ten hätten führen können. Mit der
Implementierung der Scalance-Switches wurde das Netzwerk für den Produktionsbereich in der neuen Halle vom Rest des Standorts getrennt und den Anforderungen der Produktion folgend segmen-tiert.
Es gibt dort jetzt rund 20 klei-nere VLANs mit jeweils maximal elf Teilnehmern. Das erhöht die Bandbreite in den Segmenten und damit die Übertragungsgeschwin-digkeiten. Störungen oder Angriffe würden sich nur noch auf eine ge-ringe Anzahl von Geräten auswir-ken. Das Zusammenspiel von Hard-ware-Firewalls und ACLs bietet ma-ximalen Schutz vor unautorisierten Zugriffen.
Dank guter Vorbereitung und der Migration im Back-Office konnte die Umstellung der Teilneh-mer in zeitlich abgestimmte War-tungsfenster gelegt und getestet werden. Der Betrieb wurde daher kaum beeinträchtigt. Auch nach Abschluss aller Funktionstests be-treut ATOS mit sogenannten Full Managed Services die Gesamtlö-sung im Werk Fürth. Ein rund um die Uhr erreichbares Spezialisten-team sichert die Verfügbarkeit des Netzwerks zusätzlich. „Wir sind mit dem Projektverlauf wie mit der er-reichten Stabilität, Verfügbarkeit und Leistungsfähigkeit der neuen Netzwerkinfrastruktur im tägli-chen Betrieb wirklich sehr zufrie-den‟, erklärt Lorenz Rappl, Leiter der Produktion in Fürth.
A

Windenergieanlagen mit Masthöhen bis zu 160 Meter sind heute nichts Ungewöhnliches mehr. Umso wichtiger ist es deshalb, Servicetechnikern eine schnelle und sichere Auffahrt zur Gondel zu ermöglichen – auch an Standorten, an denen die Temperaturen selbst im Mast noch bis zu minus 35 Grad Celsius erreichen. Hier müssen die eingesetzten Liftanlagen besonders hohen Ansprüchen genügen.
ie Hailo Wind Systems GmbH & Co. KG ist ein führender Aus-rüster von Windenergieanlagen
und Spezialist in Sachen Steigtechnik. Zum qualitativ hochwertigen Produk-tsortiment gehören Hailo TOPlift, ein Liftsystem für leitergeführte Service Lifte, und GLOBALlift, ein Liftsystem für seilgeführte Lifte, mit denen sich die Gondeln der Türme von Wind-energieanlagen (WEA) sicher errei-chen lassen. Beide Systeme nach der europäischen Maschinenrichtlinie 2006/42/EG entwickelt und herge-stellt. Besonders wichtig ist der feh-lersichere Türkontakt mit Zuhaltung, damit die Rollotür während der ge-samten Fahrt geschlossen bleibt.
Geeignet für TieftemperaturenDas passende Produkt fanden die Spezialisten im Sirius-Sicherheits- Positionsschalter 3SE5. Dennis Hardt aus der Abteilung Engineering & Design bei Hailo Wind Systems erklärt: „WEA-Hersteller erwarten für Tief-temperaturgebiete eine Funktions-garantie für bis zu minus 35 Grad Celsius.“ Den Sirius-Positionsschalter gibt es sogar für bis zu minus 40 Grad Celsius. Erstmals kam er bei den TOP-
Auch bei niedrigen Temperaturen im Winter müssen Servicetechniker über die Lifte sicher die Gondel von Windkrafträdern erreichen könnenFo
tolia
/ ka
span
1605
67
D
Sicher zur Gondel – auch bei eisiger Kälte

Siem
ens
AG
Mit den ServiceLiften (TOPliften) von Hailo Wind Systems lassen sich die bis zu 160 Meter hohen Windkrafttürme einfach und sicher befahren
Impressum
Herausgeber: Siemens AGCommunications and Government AffairsWittelsbacherplatz 280333 Mü[email protected]
Presserechtliche Verantwortung:Gerald Odoj (V.i.S.d.P.)
Verantwortlich für den Inhalt:Ralf Schmitt, Winfried Wittmann
Konzeption, Koordination:Thomas Thiele
Redaktionsteam:Elitza Bastian, Kerstin Bürger, Oliver Frenzel, Birgit Gottsauner, Steffen Grösch, Annette Horneber, Elke Hörner, Kristin Hussner, Konstanze Lucya, Dr. Norbert Vierheilig, Stephan Pistorius, Carolin Remmler, Pete Tiernan, Jim Wilmot
Verlag: Publicis Pixelpark,Postfach 32 40, 91050 ErlangenRedaktion: Dr. Beate Bellinghausen,Dorit Gunia, Eva DufekGarcar (Publicis Pixelpark),Günter Heismann, Andreas Jung (das AMT),Ulrich Sendler, Daniel Whitaker (Primafila AG, Zürich)
Artdirection: Reinhard SorgerLayout: Bettina Raunecker, Michael SchrödelC.v.D., Schlussredaktion: Sabine ZingelmannDTP: Mario Willms; TV Satzstudio, Emskirchen
Druck: Passavia, PassauAuflage: 45.000
© 2016 by Siemens AktiengesellschaftMünchen und Berlin.Alle Rechte vorbehalten.
IWI: ieinArtikelnummer: CGMPM1001200
Printed in Germany
Wenn Sie der Zusendung von „Das Magazin“ gemäß dem Widerspruchsrecht des Bundesdatenschutzgesetzes §28 IV Satz 1 BDSG widersprechen möchten, senden Sie eine EMail unter Angabe Ihrer Adresse an: [email protected]
Die folgenden Produkte sind eingetragene Marken der Siemens AG:S7300, S71200, S71500, SCALANCE, SENTRON, SICAM, SIMATIC, SIMATIC HMI, SIMATIC IOT, SIMATIC ITC, SIMATIC RF, SIMOCODE, SIMOGEAR, SIMOTION, SINAMICS, SINEMA, SIPAPER, SIRIUS, SISTORAGE, STEP, TIA, TIA Portal, TIP, WinCC
Wenn Markenzeichen, Handelsnamen, technische Lösungen oder dergleichen nicht besonders erwähnt sind, bedeutet dies nicht, dass sie keinen Schutz genießen.
Die Informationen in diesem Magazin enthalten lediglich allgemeine Beschreibungen bzw. Leistungsmerkmale, welche im konkreten Anwendungsfall nicht immer in der beschriebenen Form zutreffen bzw. welche sich durch Weiter entwicklung der Produkte ändern können. Die gewünschten Leistungsmerkmale sind nur dann verbindlich, wenn sie bei Vertragsschluss ausdrücklich vereinbart werden.
klimaneutralnatureOffice.com | DE-217-547588
gedruckt
01.2016 | siemens.com/magazin/industrie 43
liften der Cold Climate Version (CCV) zum Einsatz. Notwendig wurde die neue Konstruktionsvari-ante für die Türverriegelung, weil neben der sicherheitsgerichteten Abfrage auch die Zuhaltung eine Forderung aus der Neuauflage der Maschinenrichtlinie 2006/42/EG ist. Vor allem die magnetische Ver-riegelung ist bei sehr niedrigen Temperaturen wichtig.
Die Verantwortlichen wählten die Kunststoffvariante der manipu-lationssicheren Standardpositions-schalter mit Zuhaltung und ge-trenntem Betätiger, bei der die Zu-haltekraft 1.300 Newton erreicht; wer mehr braucht, benötigt die Me-tallvariante mit 2.600 Newton Zu-haltekraft. Standardmäßig besit-zen die Positionsschalter 2 mal 3 Kontakte, sodass sich damit je nach Überwachungsstrategie die Sicher-heitslevel SIL1/PLc bzw. SIL2/PLd erreichen lassen. Wer die höchste Sicherheitsstufe SIL3 braucht, kom-biniert zwei Positionsschalter.
Der Servicemonteur schiebt per Hand die Rollotür in einer Schie-nenführung nach unten, bis der am unteren Ende befestigte Betätiger in die Öffnung am Positionsschal-ter einfährt und verriegelt. Erst dann gibt die Steuerung den Start-befehl zum Verfahren des Service-Lifts frei. Die Zuhaltung kann
wahlweise mit einer Spulenspan-nung von 24 Volt, 115 Volt und 230 Volt ausgelegt werden. Damit im Notfall die Liftkabine trotz Ver-riegelung verlassen werden kann, wird in den TOPliften die Entriege-lungsvariante „Fluchtentriegelung von hinten‟ eingesetzt. Der Service-monteur fasst mit einem Finger durch eine verdeckte Öffnung am Liftboden und drückt den Entriege-lungsknopf am Positionsschalter, sodass die Zuhaltung den Betätiger freigibt. Durch einfaches Zurück-ziehen kann das Entsperren wieder aufgehoben werden.
Einfache Installation durch drehbaren AntriebskopfDer Antriebskopf des Positions-schalters Sirius 3SE5 lässt sich um jeweils 90 Grad drehen und so an die vorhandene Schließsituation anpassen. Die Betätiger sind co-diert, was die Positionsschalter vor Manipulation schützt. Neben dem Standardbetätiger gibt es sechs weitere Varianten, sodass sich die Positionsschalter individuell an die Einbausituation anpassen lassen. „Durch die Flexibilität der Betäti-gung können wir auch bei kons-truktiven Änderungen bzw. beim Einsatz an anderer Stelle stets den gleichen Positionsschalter einset-zen,“ so Dennis Hardt. Die so reali-sierbare Gleichteilestrategie unter-stützt also neben der Montageab-teilung auch die Konstruktion.
Solche Service-Lift-Lösungen für Temperaturen bis minus 35 Grad Celsius erfordern spezielle Lösun-gen auch für den mit einer Heizung versehenden Schaltkasten inklu-sive Steuerung, für die Fangvor-richtung und die Seildurchlauf-winde. Bei besonders niedrigen Au-ßentemperaturen müssen auch diese erst erwärmt werden, bevor ein Betrieb möglich ist. Die Tempe-raturüberwachung übernimmt dabei das Temperaturüberwa-chungsrelais Sirius 3RS.
siemens.de/sirius [email protected] [email protected]

44 siemens.com/magazin/industrie | 01.2016
Energiemanagement
edes Unternehmen ist zu einem gewissen Maß auf eine verlässliche und wirtschaftliche Strom-versorgung angewiesen. Für einige ist es ein
zusätzlicher Bonus, wenn diese Elektrizität mittels Nutzung erneuerbarer Energien erzeugt werden kann. Unternehmen können mithilfe moderner Technolo-gien ihren eigenen Strombedarf decken sowie Energie vor Ort produzieren und konsumieren, indem sie flexible Mikronetze, sogenannte Microgrids schaffen.Zu Beginn des Elektrizitätszeitalters war jedes Netz ein Mikronetz – ein örtlich beschränktes System, in dem Strom für die Nutzer erzeugt und verteilt wurde. Mit der Zeit wurden die Netze zu größeren Netzwerken zusammengefasst – auf nationaler Ebene oder sogar
grenzübergreifend. Skaleneffekte diktierten immer größere, gewöhnlich mit fossilen Brennstoffen betrie-bene Kraftwerke, die häufig weit entfernte Städte und Industriezentren versorgen.
Aber inzwischen hat sich der Trend gewendet, wie-der hin zu einer dezentralisierten Stromversorgung, potenziell aus erneuerbaren Energieträgern und oft mit flexiblen, modernen Microgrids, die an das über-lagerte Netz an- oder abgekoppelt betrieben werden können. Betreiber von Microgrids können von Steue-rungssystemen profitieren, die in der Lage sind, ihnen genau zu sagen, wann der ideale Zeitpunkt ist, um Strom zu erzeugen, Strom zu beziehen und Strom an die örtliche Versorgungsgesellschaft zu verkaufen.
Siem
ens
AG
J
Der Siegeszug des MicrogridsDank technologischer, regulatorischer, ökono-mischer und ökologischer Faktoren sind Microgrids weltweit auf dem Vormarsch. Siemens hilft diese modernen Energiesysteme zu entwickeln und sie möglichst effektiv zu nutzen.

01.2016 | siemens.com/magazin/industrie 45
Energiemanagement
Unternehmen verschiedener Größenordnung – egal, ob sie weniger als 1 oder mehr als 100 Megawatt brau-chen –, entwickeln sich vom passiven Konsumenten zum aktiven „Prosumer”.
EffizienzsteigerungDiese Entwicklung ist je nach geografischem Rahmen und Kundengruppe auf verschiedene Gründe zurück-zuführen. In Europa sind die regulierten Tarife gestie-gen, und für den Verkauf von Strom aus erneuerbaren Energien an nationale Netze werden Anreize geboten. Was beispielsweise dazu führt, dass mehr als ein Sechs-tel aller Unternehmen in Deutschland ihren eigenen Strom produzieren. Dazu trägt auch die technologische Entwicklung bei, etwa dadurch, dass Solarkraft, Wind-kraft und Gasturbinen genau wie Batterie- und Wasser-stoffspeicher immer günstiger werden – allesamt erlau-ben sie eine größere Unabhängigkeit von der künftigen Tarifgestaltung der Versorger. Aufgrund der Nieder-spannungsverteilung kommt es in Microgrids zu weni-ger Energieverlusten als im Hochspannungsnetz, was die Effizienz weiter steigert.
Manche Verbraucher streben auch eine Senkung des CO2-Ausstoßes an, wie etwa die Universität von Genua im italienischen Savona, wo Siemens beim Auf-bau eines Microgrids half, das auf Solarstrom und Mikro-Gasturbinen basiert. Das Microgrid von Savona liefert 250 Kilowatt Strom und 300 Kilowatt Heizen-ergie für die 40.000 Studenten auf dem Campus und gilt als Pilot für eine umfangreichere Version zur Ver-sorgung der sehr umweltbewussten Stadt Savona.
Flexibilität, auf die Verlass istIm boomenden amerikanischen Markt wird die Nach-frage stärker von Problemen mit der Versorgungszu-verlässigkeit bestimmt. Als 2012 der Hurrikan Sandy viele New Yorker für zwei Wochen von der Stromver-sorgung abschnitt, war das eine Mahnung, dass ein großes Netz nicht unbedingt auch ein sicheres Netz ist. Microgrids haben den Vorteil, dass sie sich einzeln vom Hauptnetz nehmen lassen, wenn Ausfälle drohen. Gleichzeitig hat ein Microgrid die Möglichkeit, Strom aus dem Hauptnetz als Backup zu beziehen. Große Industrieunternehmen, wie etwa Minen und Chemie-fabriken in Lateinamerika, finden vor allem die Mög-lichkeiten zur Kosteneinsparung attraktiv, da Elektri-zität sie bis zu einem Zehntel des Wertes der geförderten Rohstoffe kosten kann.
Siemens Digital GridSiemens Digital Grid bietet eine große Bandbreite an Software und Dienstleistungen – allesamt modular und an die speziellen Bedürfnisse des Kunden an-passbar –, die den Microgrids zu solchen Leistungen verhelfen. Das Sicam-Automatisierungssystem für Microgrids kann den Status lokaler Komponenten und des gesamten Netzes überprüfen und mithilfe eines Algorithmus das Microgid mit dem überlagerten Netz verbinden oder trennen. Das komplexere SP7 MGMS Steuerungssystem ist darüber hinaus in der Lage,
Constantin Ginet, Leiter der Microgrids Global Unit bei Siemens, sagt: „Wir können unseren Kunden de-monstrieren, wie schnell sich ihre Investition amorti-siert, und ihnen so darlegen, welchen Mehrwert es hat, ein Microgrid zu betreiben.” Er betont, wie wich-tig es ist, die Ist-Situation potenzieller Kunden zu ver-stehen, bevor man Zukunftsszenarien erarbeitet.
Wenn sie sich für die Entwicklung eines Microgrids entscheiden, haben die Kunden die Wahl, ob sie eige-nes Kapital investieren oder auf Siemens’ Erfahrung mit Finanzierungsmodellen setzen wollen. Zusammen-fassend sagt Constantin Ginet: „Unser Angebot, beste-hend aus Consulting, Microgrid-Kernprodukten wie Steuerungs- und Speichersystemen sowie dem Zugang zu Partnern und Finanzierungsmodellen ist eine marktgerechte Komplettlösung.” Siemens liegt, wie gerade dieser stark expandierende Sektor deutlich macht, mit den Microgrids voll im Trend.
künftige Lasten und Wettervorhersagen zu berück-sichtigen, um die Energieverteilung in Echtzeit zu berechnen, und kann außerdem mit dem Stromgroß-handelsmarkt interagieren, um über einen längeren Zeitraum hinweg die wirtschaftliche Rentabilität zu maximieren oder den CO2-Ausstoß zu senken.
Die Anbindung an die Stromversorgungs-Hardware und die Integration des Equipments anderer Divisio-nen von Siemens sind logischerweise problemlos. Bei einem anderen Projekt wurden Privatkunden in einem Stadtteil von Bristol in England mit einem SoLa-Ener-giespeicher ausgerüstet, der mit Solarpaneelen auf dem Dach verbunden war. Dies erhöhte die Belast-barkeit des Microgrids, senkte Kosten und sorgte für gesteigerte Effizienz. In der nächsten Phase wird Siemens auch für große Gebäude arbeiten, um die Energieeffizienz zu optimieren.
Privathaushalte
Diesel / Gas
Industrie
Photovoltaikanlagen
Infrastruktur
Windkraftanlagen
Effizientes Microgrid-Management durch operative, ökologische und wirtschaftliche Optimierung
Siestorage
siemens.de/microgrids
Siem
ens
AG

46 siemens.com/magazin/industrie | 01.2016
Mobile Plug&Play-Transformatoren können innerhalb kürzester Zeit transportiert und installiert werden und ermöglichen so eine Wiederherstellung des Netzes innerhalb von einigen Stunden anstatt mehrerer Wochen. Sie spielen eine Schlüsselrolle im Netz-stabilitätskonzept, das auf den drei Säulen „Vorbeugen – Schützen – Reagieren“ basiert.
nergiesicherheit ist ein weit verbreitetes Thema. Die Gefahr eines Ausfalls aufgrund von Natur-katastrophen oder anderen Störfällen treibt
sowohl Energieversorger als auch Industrieunterneh-men um. Denn ein Stromausfall kann immense Aus-wirkungen haben. Transformatoren im Übertragungs- und Verteilnetz, in Kraftwerken und Industrieunter-nehmen spielen eine grundlegende Rolle bei der Energieübertragung. Daher sind Lösungen für Trans-formatoren, die die Netzstabilität sicherstellen, beson-ders gefragt.
Ein amerikanischer Energieversorger entschied sich, in die Netzstabilität und die Zuverlässigkeit sei-nes Netzes zu investieren, und fragte Ersatztransfor-matoren für Notfälle an, die innerhalb von 36 Stunden anstatt mehreren Monaten transportiert und instal-liert werden können. Siemens entwickelte daraufhin zusammen mit dem Kunden einen Transformatoren-typ, der kompakt, leicht, schnell und einfach zu ins-tallieren war und dabei gleichzeitig unterschied-lichste Spannungsebenen abdeckt.
Das Ergebnis waren statt einer schwergewichtigen 3-Phasen-Einheit drei wesentlich leichtere einphasige Einheiten mit einem kompakten Design. Diese erleich-tern nicht nur den Transport, sondern vereinfachen mit ihren steckbaren Durchführungen und Verbin-dungen nach dem Plug&Play-Prinzip auch die Installa-
tion des Transformators. Die Einheiten decken unter-schiedliche Spannungsebenen ab, sodass die Verbin-dung zwischen dem 335/136 kV-System (300 MVA) oder dem 132/136 kV-System (150 MVA) in weniger als zwei Stunden wiederhergestellt werden kann. Darüber hinaus trägt eine Esterisolierung zum Brandschutz und zur Umweltfreundlichkeit bei.
Breites Portfolio zur NetzstabilitätSiemens bietet ein breites Portfolio zur Netzstabilität an. Zusätzlich zu reaktiven Maßnahmen werden Schutzmaßnahmen angeboten, die die Einheiten zum Beispiel gegen geomagnetisch induzierten Strom – verursacht durch Sonnenstürme – oder Munition im Angriffsfall schützen. Die dritte Säule des Konzepts zur Netzstabilität besteht aus einem umfassenden Por tfolio vorbeugender Dienstleistungen inklusive Zustandsbewertung, Reparatur und Nachrüstung – Maßnahmen, die im laufenden Betrieb vorkommenden Risiken entgegen wirken.
Sowohl Übertragungsnetzbetreiber als auch Ener-gieerzeuger und Industrieunternehmen profitieren vom flexiblen und maßgeschneiderten Siemens-Kon-zept zur Netzstabilität. Dr. Beatrix Natter, Geschäfts-führerin bei Siemens Transformers, erklärt: „Abhän-gig davon, welche individuellen Strategien unsere Kunden verfolgen, gibt es mehrere Wege, einen Aus-
Mehr als nur Ersatz
E

01.2016 | siemens.com/magazin/industrie 47
TIP trifft TIAMit der zunehmenden Digitalisierung und Automatisierung in der Industrie wird auch die elektrische Energieverteilung vor neue Herausforderungen gestellt. Mit dem durchgängigen Portfolio von Produkten, Systemen und Lösungen für Hoch, Mittel und Niederspannung kann Totally Integrated Power (TIP) seine ganze Stärke ausspielen.
Die moderne Energieverteilung garantiert nicht nur eine hochverfügbare Stromversorgung, sonder lässt sich auch nahtlos in Automatisierungsumgebungen integrieren. In das Engineering Framework TIA Portal sind neben den klassischen Automatisierungskomponenten wie zum Beispiel Steuerungen, Frequenzumrichter, Motormanagementsysteme und Sanftstarter integriert. Neu in TIA Portal V14 ist die direkte Integration von Komponenten der Energieverteilung mit intelligenten Schutzgerätne wie Kompaktleistungsschalter 3VA2 und Messgeräte 7KM PAC für die Energieverteilung. Kommunikationsschnittstellen sorgen für ein effizientes Zusammenwirken aller Komponenten.
Die ermittelten Messwerte für beispielsweise Strom, Spannung, Leistung und Energie bilden dann die Grundlage für ein systematisches Energie und Anlagenmonitoring. So lässt sich die Energieverteilung auch in ganzheitliche Konzepte zur Steigerung der Energieeffizienz einbeziehen.
Simatic Energy im TIA Portal erlaubt die intuitive Konfiguration Komponenten aus dem Energie effizienzportfolio von Siemens
Engergiemanagement
Schnelle Erstreaktion in Notfällen
Langfristige Service-Verträge für Lagerung, Transport und Instandhaltung von Ersatz-Einheiten.
Betrieblichen Risiken
vorbeugen
2065
Schutz
vor Vandalismus und Gleichstrombelastugen
* Geomagnetically induced current
Mobil Vielseitig Beschleunigte Installation
Plug&Play-Anschlüsse und -Durchführungen
96 h
Transformer Lifecycle Management
GIC*-sichere Transformatoren
Kugelabweisende Transformatoren
Kompakt und leicht: das Design
Verschiedene Spannungs-ebenen werden abgedeckt
Konzept zur Netzstabilität
fall zu verhindern und Transformatoren vor Schäden zu schützen. Darüber hinaus geben unsere mobilen Plug&Play-Transformatoren zusätzliche Handlungsoptionen über die reine Vorsorge hinaus und bieten Betreibern somit die Mög-lichkeit, in Notfällen schnell zu reagieren.“
Siem
ens
AG
/ iS
tock
ph
oto
siemens.de/transformer-resilience [email protected]
Siem
ens
AG
Siem
ens
AG

48 siemens.com/magazin/industrie | 01.2016
Energiemanagement
er Wälzlagerhersteller SKF (Svenska Kullager Fabriken) gehört zu den ersten Kon-
zernen, die bereits 2015 eine welt-weite ISO 50001-Zertifizierung er-halten haben. In seinen 38 Ferti-gungsstätten rund um den Globus sorgen Energiemanagementsys-teme für die geforderte Transpa-renz und erfüllen zudem die Aufla-gen eines Energieaudits gemäß der Norm EN 16247. Eine Vorreiterrolle bei dieser Zertifizierung hat der Standort in Schweinfurt übernom-men, der neben der Firmenzentrale im schwedischen Göteborg als die bedeutendste SKF Produktions-stätte gilt.
Energieverbrauch im BlickBereits vor fünf Jahren wurden dort ehrgeizige Ziele festgelegt, die weit über die Anforderungen der ISO 50001-Zertifizierung hinaus-gingen. 2016 soll der CO2-Ausstoß um 30 Prozent niedriger ausfallen als im Jahr 2011. Dazu wurde die gesamte Wertschöpfungskette der Produkte von Rohmateriallieferan-ten bis hin zur Nutzung beim Kun-den auf ihren Nachhaltigkeitswert geprüft. Langfristig angelegte Energiesparprogramme haben zusätzlich dafür gesorgt, dass der
Energieverbrauch im Griff
Gesamtenergieverbrauch für die Fertigung in diesem Jahr um fünf Prozent niedriger ist als vor 10 Jahren.
Für die dafür genutzte systema-tische Datenaufbereitung und ein anschließendes Controlling wird bei SKF seit 2013 das Energiema-nagementsystem Simatic B.Data eingesetzt. Es erfasst zuverlässig die Daten für die Energieflüsse Strom, Dampf, Wasser, Erdgas, Druckluft und Kühlschmierstoffe an rund 1.000 Messstellen und wertet diese zuverlässig aus.
Zuverlässige DatenaufbereitungDas skalierbare System für bis zu 30.000 mögliche Datenpunkte kann als Einzelplatzsystem, als Client-Server-System oder optional erwei-tert um B.Data Web mit einem Standard-Browser eingesetzt wer-den. Und das war genau die Funkti-onalität, nach der SKF gesucht hatte, damit konzernweit jederzeit ein einfacher Zugriff erfolgen kann. Simatic B.Data ermöglicht sowohl ein Energiecontrolling durch die exakte Darstellung relevanter Kennzahlen als auch ein Energie-monitoring durch die Möglichkeit, den Energieverbrauch und dessen Abweichungen aktuell zu überwa-
Wer nachhaltig seine Energiekosten im Griff haben möchte und schon heute in die digitale Zukunft blickt, verankert sein Energiemanagement in die Automatisierung seiner Produktion – also dorthin, wo der Großteil der Energie verbraucht wird.
D
» Energieeinsparung ist, die ökologische Notwendigkeit mit einer ökonomischen Nachhaltigkeit zu erreichen.«
Wolfgang Voit,Leiter elektrische Energieversorgung, Facility Management, SKF GmbH
Siem
ens
AG

01.2016 | siemens.com/magazin/industrie 49
chen – beides entscheidende Fakto-ren für einen bewussten Umgang mit Energie.
Tausende von Energiedaten werden durch die werkseigenen Simatic S7-Steuerungen erfasst, au-tomatisch ausgewertet und gesteu-ert. Wolfgang Voit, Leiter elektri-sche Energieversorgung, Facility Management, schätzt an Simatic B.Data vor allem die „einfache Daten-übernahme und die automatische, vor allem zuverlässige Auswer-tung, die Effizienzpotenziale auf-zeigt und Hinweise gibt, um opti-mal zu fahren.“
Energiemanagement direkt in der ProduktionIm TIA Portal verknüpft Simatic Energy Suite erstmals das Energie-management effizient mit der Auto-matisierung und bringt somit Energietransparenz direkt in die Produktion. Durch die einfache
Projektierung von energiemessen-den Komponenten aus den Pro-duktfamilien Simatic, Sentron, Simocode, Sinamics und Sirius wird der Aufwand erheblich redu-ziert. Die Komponenten sind durch-gängig entweder an den Cloud- basierten Service Energy Analytics oder an Simatic Energy Manager Pro, den innovierten Nachfolger von Simatic B.Data, angebunden. So lassen sich die erfassten Ener-giedaten nahtlos zu einem stand-
Siem
ens
AG
ortübergreifenden Energiema-nagementsystem erweitern, das sich intuitiv konfigurieren lässt.
Und: Unternehmen können vom Energieeinkauf über die Planung bis zum Controlling alle ökonomischen und Management-Energieaspekte erfüllen, die für die ISO 50001-Kon-formität erforderlich sind.
An über 1.000 Messstellen werden in der SKF Fertigung in Schweinfurt Energiedaten zuverlässig erfasst
ISO 50001 conform
Simatic Energy Suite im TIA Portal
Energiemonitoring
Ausw
erte
n
Man
agem
en
t
Optimieren
Messen
siemens.de/simatic-bdata [email protected]
Siem
ens
AG

Pub
licis
Pix
elp
ark
Dr. Claudia Nicolai
Die promovierte Wirtschafts und Sozialwissenschaftlerin ist seit 2010 akademische Direktorin der School of Design Thinking des HassoPlattnerInstituts in Potsdam (HPI). Das HPI betreibt gemeinsam mit der Stanford University (USA) ein Forschungsprogramm zur Weiterentwicklung des Design Thinking.
Die Innovationsmethode wurde Anfang der 1990er Jahre von Informatikern in Kalifornien entwickelt und wird mittlerweile weltweit von immer mehr Unternehmen aus unterschiedlichen Branchen verwendet. Das HPI hat 2007 ein einjähriges Aufbaustudium für Design Thinking eingeführt. Für Praktiker und Führungskräfte gibt es zudem dreimonatige Einführungskurse und dreitägige Workshops.
„ Analytisches Vorgehen und Kreativität verbinden“Design Thinking gilt als erfolgreiches Tool, um Innovationen jenseits herkömmlicher Methoden zu entwickeln. Dr. Claudia Nicolai, akademische Direktorin der Potsdamer School of Design Thinking des Hasso-Plattner-Instituts, im Interview über Markt forschung, interdisziplinäre Teams und den Wert traditioneller Ansichten.
Sch
oo
l of
Des
ign
Th
inki
ng

01.2016 | siemens.com/magazin/industrie 51
Special / Design Thinking
Design Thinking – das klingt mehr nach Kunst und Ästhetik als nach einem ManagementThema. Was verbirgt sich dahinter?Dr. Claudia Nicolai: In einer Welt, die sich immer schneller verändert, in der sich Innovationszyklen und Markteinführungs zeiten drastisch verkürzen – in einer solchen Welt müssen wir genauer verstehen, wie Inno-vationsprozesse wirklich funktionieren. Nur dann können wir schneller bessere und kreativere Lösungen liefern. Darum dreht sich Design Thinking.
Was heißt das in der Praxis?Nicolai: Design Thinking besteht aus drei Elementen: Zum einen stehen bei der Planung neuer Produkte und Dienstleistungen die Bedürfnisse und Wünsche späte-rer Anwender und der Nutzen der möglichen Produkte von Anfang an im Mittelpunkt. Zweitens müssen die Teams, die Innovationen planen, interdisziplinär be-setzt sein. Und drittens benötigt Design Thinking ein Umfeld, das Kreativität fördert. Ein Konferenzraum zählt eher weniger dazu.
Unternehmen betreiben doch schon seit Jahrzehnten intensiv Marktforschung, um Kundenbedürfnisse zu ermitteln und ihre Produktentwicklung danach auszurichten.Nicolai: Mit Marktforschung lässt sich nicht heraus-finden, wie Menschen völlig neue Produkte benutzen würden. Wer die Innovationen gar nicht kennt, kann sich auch den individuellen Nutzen nur schwer vorstellen.
SmartphoneApps oder Tablets wären mit Methoden der Marktforschung also nie entwickelt worden?Nicolai: Möglicherweise nicht. Wenn wir nach vorne schauen, sind die Autohersteller ein gutes Beispiel. Sie müssen sich heute fragen: Was verkaufen wir den Kunden? Dies werden immer wenige bestimmte Fahr-zeugmodelle sein als eine Dienstleistung: Mobilität. Was Mobilität aber bedeutet, könnte in Zukunft ganz anders verstanden werden als heute.
Geht es beim Design Thinking also weniger um innovative Produktentwicklungen als um neue Geschäftsmodelle?Nicolai: Exakt. Ein Kerngedanke von Design Thinking ist, dass Unternehmen bei der Planung von Innovatio-nen immer auch ihre Geschäftsmodelle und Prozesse auf den Prüfstand stellen müssen. Als erstes sollten die Entwickler prüfen: Haben wir überhaupt die rich-tigen Fragen gestellt? Müssen wir die Aufgabe nicht unter einem ganz anderen Blickwinkel betrachten?
Wie müssen Innovationsteams zusammen gesetzt sein, um solche Herausforderungen zu meistern?Nicolai: Wenn alle die gleiche Ausbildung und Erfah-rung besitzen, betrachten sie ein Problem durch die
gleiche Brille. Das ist ein Problem für Innovations-prozesse. Eine zentrale Aufgabe erfolgreicher Inno-vationsteams besteht darin, das analytische Vorgehen von Ingenieuren und Managern mit der Kreativität von Designern und Künstlern zu verknüpfen. Es sollten alle wesentlichen Funktionen im Unternehmen vertreten sein, die mit einer potenziellen Innovation zu tun haben – von der Forschung & Entwicklung bis zum Marketing. Eine Schlüsselrolle spielen die Produkt-designer. Sie müssen sicherstellen, dass die Novitäten nicht nur ansprechend aussehen, sondern auch anwen-derfreundlich sind und maximalen Kundennutzen bringen.
Wie groß sollten Teams für effektives Design Thinking sein?Nicolai: Die optimale Größe für ein Kernteam liegt bei vier bis sechs Personen. Dieses Team ist für die grund-legende Planung einer Innovation verantwortlich. Die Teams werden immer projektbezogen gebildet und lösen sich auf, wenn ein Innovationszyklus abgeschlos-sen ist. Es handelt sich dabei also nicht um abteilungs-ähnliche Strukturen.
Stoßen solche autarken Innovationsteams nicht auf interne Akzeptanzprobleme? Nicolai: Zum einen muss klar sein, dass für die Detail-arbeit später viele Entwickler, Ingenieure und Soft-ware-Spezialisten eingebunden werden müssen. Dafür ist Design Thinking unpassend. Unabhängig davon müssen Innovationsteams ein integraler Bestandteil der Unternehmensorganisation sein. Das erfordert neben jungen unkonventionellen Mitarbeitern insbe-sondere auch erfahrene Führungskräfte mit traditio-nellen Auffassungen. Sonst werden sich neue Ideen intern nicht durchsetzen.
Wie können Unternehmen Design Thinking effektiv organisatorisch einführen?Nicolai: Am besten definieren sie dafür ein Leuchtturm- Projekt. Dann werden sie schnell feststellen, dass Design Thinking zu besseren Lösungen für die Kunden führt.
Für welche Branchen eignet sich Design Thinking?Nicolai: Besonders gut funktioniert es bei IT- und Technologie unternehmen. Die Siemens Healthcare GmbH hat das Konzept beispielsweise erfolgreich zur besseren Koordination der internen Abläufe eingesetzt. Seitdem bietet Siemens den Kunden jeweils einen einzi-gen Ansprechpartner an, der von der Medizintechnik über die Logistik bis zum Krankenhausmanagement für das gesamte Leistungsspektrum zuständig ist. Und im Bereich Mobility verwendet Siemens Design Thin-king zum Beispiel, um neue Verkehrskonzepte für Bal-lungsräume zu entwickeln. Die Methode eignet sich aber auch für andere Branchen wie etwaden Einzelhan-del, die Lebensmittelindustrie oder branchenunabhän-gig auch für das Personalwesen.

Abonnieren Sie jetzt unsere themenfokussierten Newsletter und Magazine.
siemens.com/magazinBleiben Sie am Puls der Zeit!