de los profesores de fabricaciÓn … · puede controlar hasta 4 cabezales y 28 ejes interpolados...
TRANSCRIPT

ESTAESUNAREVISTAPENSADAPORYPARALOSPROFESORESDELAFAMILIAPROFESIONALDEFABRICACIÓNMECÁNIC A D E TO DAG A L IC I A . E N E L L AT I ENENCABIDAARTICULOS,INQUIETUDESYCOMUNICADOSQUECUALQUIERADENOSOTROSQUIERALANZARALOSDEMÁS.ALAVEZESUNATRIBUNAPARAQUELASEMPRESASALASCUALESENVIAMOSANUESTROSALUMNOSY/OENLASQUEHACEM O S N U E S T R A SCOMPRASDEMATERIAL ,PUEDANINFORMARNOSYCOMUNICARNOSSUSINQUIETUDES
Junio 2006CALVO SOTELOCOLEGIO
‘06
ENF
MECREVISTA DEL ENCUENTRO
DE LOS PROFESORES DE
FABRICACIÓN MECÁNICA
EJE
MP
LAR
GR
AT
UIT
O.
ENF MECA

2 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

3
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A
ÍNDICE
Cuadro de Presidentes de Diputación...........................................2
Índice .............................................................................................3
Cuadro de Directores y Rectores ..................................................4
Saluda el Director ..........................................................................5
Breve historia del Centro ...............................................................7
CNC de altas prestaciones (Fagor) ...............................................9
Oerlikon,s.a. presenta..................................................................13
Soldadura híbrida arco/laser (Air Liquide) ...................................18
Encuentro con los Empresarios...................................................23
Enfamec I (Carballo)....................................................................24
Enfamec II (Vigo) .........................................................................26
Enfamec III (Ferrol)......................................................................28
Enfamec IV (Lugo).......................................................................30
Enfamec V (Ourense) ..................................................................32
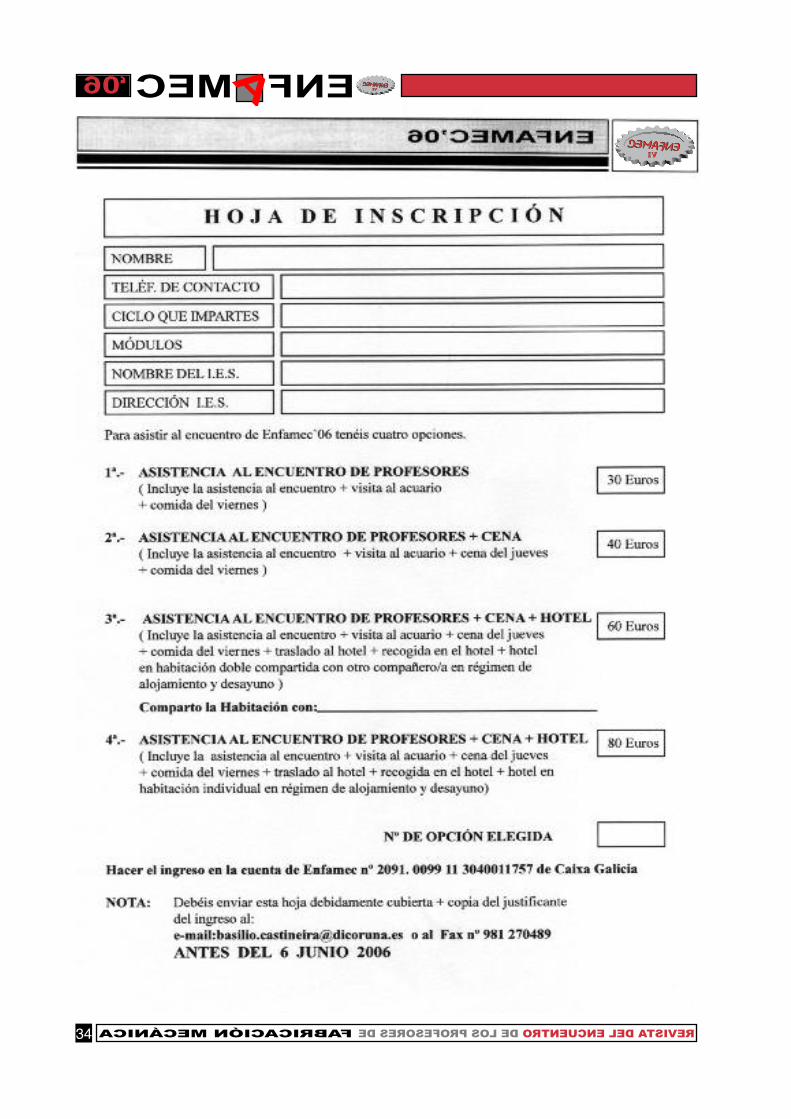
Enfamec VI. Hoja de inscripción..................................................34
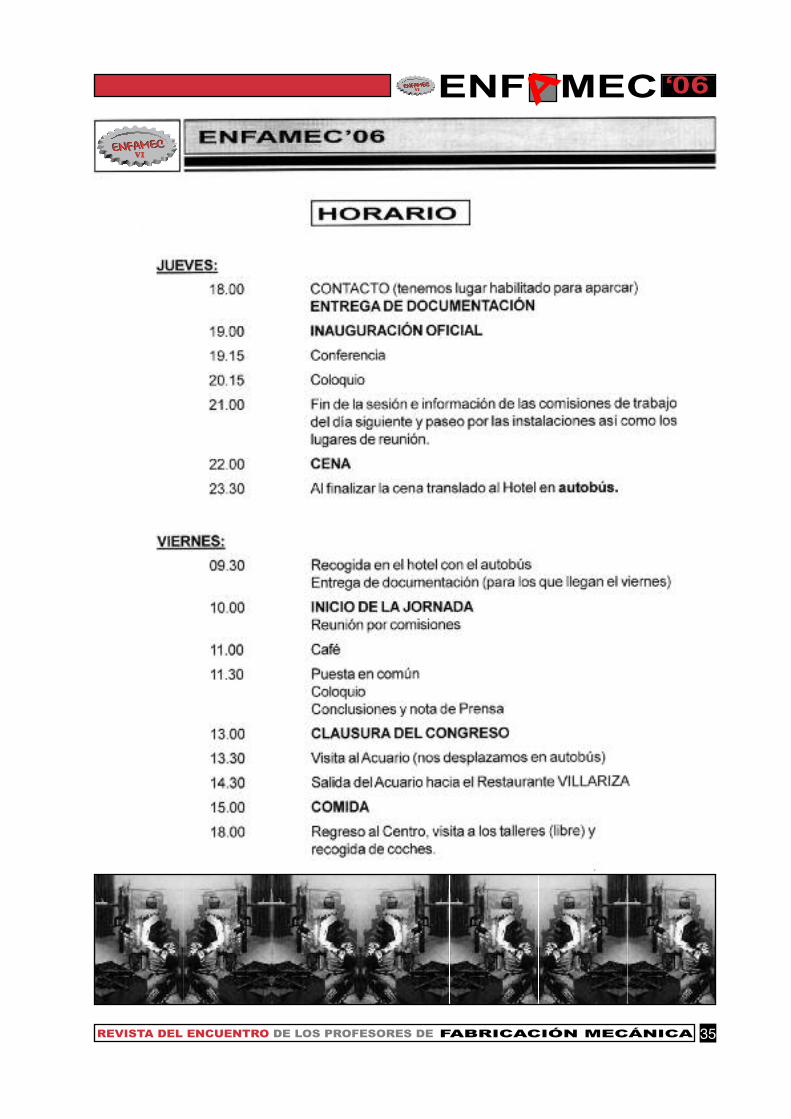
Enfamec VI. Horario ....................................................................35

4 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

5
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A
SALUDA EL DIRECTOR
En un año tan especial para el Colegio Calvo Sotelo, 50 años no
se cumplen todos los días, quiero aprovechar esta ocasión para
agradecer en nombre de la Comunidad Educativa del Centro, que
aceptaseis nuestra invitación para celebrar aquí vuestro VI
encuentro de ENFAMEC.
Agradecer también a las empresas colaboradoras y a todos los
implicados en esta organización su colaboración en la puesta en
marcha de estas jornadas.
Felicitaros a todos los asistentes por esta iniciativa que, junto con
otras que se vienen desarrollando, están cambiando y por lo tanto
mejorando la consideración social de la Formación Profesional.
Hoy no parece haber dudas sobre la importancia de la Formación
Profesional para la sociedad. El elevado número de jóvenes que
deciden encauzar su vida por este camino, es una muestra de ello.
Las personas que nos dedicamos a la Formación Profesional esta-
mos en la búsqueda permanente de espacios que nos permitan
escuchar y hablar sobre lo que nos preocupa, sobre lo que sabe-
mos hacer, sobre lo que aún no hemos podido resolver; es por ello
que debemos aprovechar oportunidades que promueven el inter-
cambio de experiencias e ideas.
Esperamos que estas jornadas os sean de utilidad y representen
una contribución relevante en vuestro beneficio que no es otro que
el de la Formación Profesional.
Genaro García Díaz

6 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

7
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06ABREVE hISTORIA DEL CENTRO
El Colegio Calvo Sotelo, de la Diputación Provincial, fué inaugurado oficialmente el domingo16 de setiembre de 1956 por el Jefe del Estado en aquella época, D. Francisco Franco y ben-decido por el Cardenal Arzobispo de Santiago, Dr. Quiroga Palacios.
Este centro empezó como Hospicio Asilo de Beneficiencia para niños de la Casa de laMisericordia (La Milagrosa), después fué el Colegio Hogar Calvo Sotelo, con posterioridad, sola-mente Colegio y en la actualidades IES.
Los comienzos son regidos porlos Salesianos, a los que laDiputación encarga y firma uncontrato con la CongregaciónSalesiana para que rigan losdesignios de esta institución. Conposterioridad el Centro se divideen dos partes por un lado elColegio regido por funcionarios ycontratados (con algún salesianode profesor) y el CentroEducativo, que sigue regido porlos Salesianos y en el cual tienencabida el internado y otros aparta-dos.
En el 57-58 dan comienzo losestudios elementales 238 alum-nos y todos son internos. Lasespecialidades existentes poraquel entonces: Mecánica,Carpintería, Zapatería, Sastrería yArtes Gráficas.
En el 64-65 es reconocido paraimpartir pre-aprendizaje y oficialíaindustrial. En el 70-71 se inicia laEGB. En el 72-73 se completa losestudios de Oficialía al aprobarsela Maestría Industrial.
En el curso 75-76 se inicia la FP1 y la FP2. En 1980 iniciamos los estudios de Electricidad.
En 1993 se deja de impartir la EGB y en el 98-99 comenzamos con los Ciclos Formativos deGrado Medio, además de los programas de Garantía Social. Ahora mismo tenemos Mecanizado,Soldadura, Electricidad, Impresión, Preimpresión, Carpintería.
Por el centro en estos años han pasado más de 20.000 alumno de los cuales el 60% fué enrégimen de internado y en estos años han colaborado con nosotros más de 120 Empresas.

8 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

9
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06ACNC DE ALTAS PRESTACIONES
La experiencia de más de 25 años en el desarrollo y fabricación de Controles Numéricos haceque Fagor Automation se mantenga entre los líderes mundiales del sector y como único fabri-cante nacional con modelos como el CNC 8070.
Este CNC de última generación está dotado de las prestaciones que requiere el mercado, hasido especialmente diseñado para mecanizar contornos de alta precisión y es capaz de gober-nar Centros de Mecanizado, Centros de Torneado con varias torretas y varios cabezales, asícomo máquinas combinadas Torno-Fresa o Fresa-Torno.
Puede controlar hasta 4 cabezales y 28 ejes interpolados simultáneamente, y dispone de 4canales de ejecución. Todos los desplazamientos que no intervienen en el mecanizado de lapieza, como alimentadores, lunetas y contrapuntos, se configuran como Ejes independientespara que sus desplazamientos se ejecuten libremente, no interrumpiendo el mecanizado de lapieza.
Dispone de Disco de estado sólido para almacenamiento de programas, USB para comunicar-se con dispositivos externos y conexión Ethernet para realizar un intercambio muy rápido, deprogramas y datos, con la Oficina Técnica.
Su Compatibilidad hacia atrás permite editar programas de mecanizado elaborados en losCNC Fagor 8040, 8050 y 8055, no siendo necesario volver a programar dichas piezas para elCNC 8070. También es posible utilizar dichos programas modificados en otras máquinas deltaller que están equipadas con controles numéricos Fagor 8040, 8050 y 8055.
La opción Telediagnosis permite, de forma remota, diagnosticar averías y corregir errores, loque supone un ahorro importante en costos en viajes, en mano de obra de asistencia técnica yen tiempos de parada de la máquina
El uso de un interface Sercos entre el CNC y losAccionamientos digitales Fagor permite mejorar larespuesta del sistema y obtener un mayor grado deprecisión del mecanizado. La Solución digital Fagorse completa con el uso de dispositivos de Captaciónabsoluta Fagor.
Para Fresadoras y Centros deMecanizado
Con los nuevos algoritmos mejorados paraMecanizado a Alta Velocidad y el uso combinado desplines y transiciones polinómicas, que incorpora elCNC, se mejora la calidad del mecanizado, consi-guiendo velocidades de corte superiores, contornosmás suaves, mejor calidad superficial y mayor pre-cisión, reproduciendo fielmente la superficie progra-mada con las tolerancias de calidad más exigentes.
El Mecanizado de planos inclinados es muy senci-llo, ya no hace falta soltar y calzar la pieza, bastacon indicar la inclinación y programar el mecaniza-do según el nuevo plano XY (el correspondiente alplano inclinado)

10 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

11
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06ACNC DE ALTAS PRESTACIONES (continuación)
Admite ejes Gantry, ejes Tándem y todo tipo de cabezales: esféricos, ortogonales, angulares,mesas giratorias y la combinación de cabezales basculantes y mesas giratorias para mecaniza-dos con 5 ejes RTCP y Control tangencial.
Para Tornos y Centros de Torneado
Con el CNC 8070 es muy fácil cambiar el mecanizado en los tornos de producción, basta contransferir al CNC el nuevo programa pieza, las tablas de traslados y de garras, correspondien-tes a los nuevos soportes y amarres mecánicos, y realizar un reglaje automático de las nuevasherramientas previamente al mecanizado.
La Sincronización de Cabezales permite mecanizar la pieza en una única atada, acoplandoambos cabezales en velocidad y sincronizándolos en posición, no siendo necesario efectuar nin-guna búsqueda de referencia.
Además de los ciclos asociados al eje C que permiten efectuar todo tipo de mecanizados enlas caras frontal y cilíndrica de la pieza, los ciclos asociados al eje “Y” permiten en las máquinasTorno-Fresa, efectuar operaciones de fresadora (planeados, perfiles, moyús, cajeras 2D y 3D,etc.)
Para Aplicaciones Generales
Se adecua perfectamente a Rectificadoras, Punzonadoras, Plegadoras, Sierras, Pulidoras,Máquinas de Madera, Mármol, Láser, Plasma, Corte por agua, etc.
Su gran flexibilidad de configuración permite gobernar hasta 28 ejes y 4 cabezales. Gracias asus 4 canales de ejecución se pueden efectuar de forma sincronizada hasta 4 operaciones demecanizado diferentes.
Al ser un CNC basado en plataforma PC permite integrar aplicaciones de terceros, para susti-tuir o complementar el editor del propio CNC, facilitando al operario la programación y ejecuciónde las piezas.

12 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

OERLIKON S.A. PRESENTA los nuevos generadores inverter de soldadura MIG/MAG de última tecnología digital: CITOWA-
VE y CITOPULS desarrollados como respuesta a las demandas de los clientes para conseguirlas mejores características de soldadura y prestaciones. Combinando, además, una gran fiabili-dad y una gran sencillez de manejo.
Con el único objetivo de dar la mejor respuesta a las necesidades del mercado industrial.
Air Liquide Welding ha utilizado la tecnología más avanzada disponible en nuestro grupo y haconcebido estos equipos en estrecha colaboración con una selección de clientes industriales enEuropa.
La introducción del control digital para relacionar entre sí todos los valores de los parámetrosde soldadura, nos permite conseguir una estabilidad de arco excepcional y una repetición deestos parámetros, extraordinariamente fiable.
Las leyes sinérgicas han sido desarrolladas por los mejores soldadores europeos del grupo.Agrupando estas, efectivamente, en un solo botón de control que permite un ajuste y regulacióndel equipo, realmente sencillo.
Dos filosofías de equipo engloban esta tecnología puntera: CITOWAVE (EXPERT) y CITO-PULS (EASY)
- CITOWAVE : Desarrollada para todas las aplicaciones de soldadura que requieran una altí-sima calidad en todos los espesores y materiales utilizados dentro de los principales sectoresindustriales.
Gracias a una gran pantalla gráfica, nos permite navegar ydesplazarnos fácilmente sobre los valores y las barras de
menús de regulación y configuración delos diferentes parámetros y procedi-mientos de soldadura. La sencillez y lasprestaciones de alto nivel, hacen delgenerador CITOWAVE, un gran aliadodel soldador para las aplicaciones desoldadura manual y un estupendo gene-rador para las aplicaciones automáticasy robóticas.
CITOPULS: Dispone de las mismas características de soldabilidad que su generador en ver-sión experta: CITOWAVE. Incorpora un panel frontal simplificado permitiendo un manejo extraor-dinariamente sencillo para los soldadores. Sus características se orientan más hacia los proce-
dimientos y aplicaciones de soldadura que hacia sus posibilidades de comuni-cación y automatización.
Los generadores de soldadura CITOWAVE y CITO-PULS, se han desarrollado en base a 4 principios: calidadde soldadura, productividad, comodidad para el usuario ypolivalencia. El resultado fueron unos generadores, con:
Un control perfecto de onda de corriente mejorandoprocedimientos, especialmente en espesores finos.
Un aumento de la rigidez del arco pulsado, asegurandobuenas penetraciones y buena fusión del hilo.
13
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A

14 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 AMás procedimientos de soldadura: En corriente lisa (“Short Arc” y “Speed Short Arc(TM)”o
SSA), en arco pulsado (Pulsado normal, pulsado de bajo ruido o SSP), en corriente modulada oSpray Modal(TM) y por supuesto la posibilidad de poder trabajar también con electrodo revesti-do.
Más ciclos de soldadura:2T, 4T, modo puntos, modo paso a paso (permite aumentar o bajarparámetros durante la soldadura) y modo secuenciador o CDP para la soldadura de aluminio enespesores finos.
Más opciones y equipamientos especiales para la soldadura de aluminio. Indispensables enaltas exigencias de soldadura en términos de eliminación de la porosidad y aumento de la pene-tración (TOP aluminium)
Más parámetros en memoria. Más de 120 curvas de sinergia, incluidas de serie, hasta 100 pro-gramas en memoria, en CITOWAVE.
Más control sobre la máquina: control de parámetros y posibilidad de limitar parámetros, seña-lización de fallos, calibración y ajuste de los parámetros de lectura, impresión de parámetros, tar-jeta de memoria, conexión LAPTOP. (Sòlo en Citowave)
Un diseño funcional y atractivo.
Una polivalencia de uso en manual, automática y robótica. (Sólo en Citowave)
Un Setup para mantenimiento preventivo con registros. (Sólo en Citowave)
Posibilidad de cargar nuevas evoluciones de software. (Sólo en Citowave)
Generadores de soldadura adaptados a las necesidades del cliente industrial:
Los procedimientos desoldadura deben estar enconstante adaptación yevolución técnica junto conlos grandes segmentosindustriales. No debemosolvidar uno de los sectoresindustriales como el deltransporte (tanto por carre-tera, ferroviario o naval),donde sus productosrequieren uniones solda-das de altas característi-cas, para poder hacer fren-te a los requisitos y a lasexigencias de calidad, cadavez más elevadas, a lasque se les obliga cumplir.
15
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06
A
Por esta razón Los generadores CITOWAVE y CITOPULS, en sus diferentes niveles de equi-pamiento y procedimientos, nos permiten realizar soldaduras de alta calidad consiguiendo ade-más un fuerte aumento de la productividad.
El incremento del uso del aluminio en la construcción de medios de transporte de pasajeros yde mercancías implica crear un fuerte vinculo con una soldadura de calidad. Air Liquide Weldingdurante muchos años desarrolla un programa de búsqueda de la mejora de la soldadura del alu-minio y más concretamente sobre el procedimiento MIG.
Por esta razón se han desarrollado nuevos procedimientos MIG que responden a las más altasexigencias de calidad en la soldadura como el arco pulsado controlado, el arco modulado oSpray-Modal, el doble pulsado o CDP. La calidad de una soldadura de aluminio depende princi-palmente del procedimiento elegido, pero también es importante una correcta elección de com-plementos y opciones. La característica de soldadura no solamente es la tecnología del genera-dor de soldadura, también es preciso una buena regulación de velocidad de hilo, donde los pará-metros del generador se transfieran correctamente a través de la torcha en el arco de soldadu-ra. Air Liquide Welding ha desarrollado torchas como complementos a los generadores CITO-WAVE y CITOPULS.

16 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A
JUAN DE LA CIERVA 17 POLG. LA GRELA 15008 LA CORUÑA TNO. 981-255430
MAQUINAS PARA SOLDADURA TIG, MIG, LASER
ELECTRODOS, hILOS Y VARILLA
MATERIAL DE PROTECCION
REPUESTOS Y ACCESORIOS
GASES PARA SOLDADURA
EQUIPOS DE SOLDADURA AUTOGENA

17
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A

18 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A
SOLDADURA hÍBRIDA ARCO/LÁSER
AIR LIQUIDE, líder mundial en gases industriales ymedicinales, lleva a cabo una importante labor de desarro-llo e innovación en el mundo de la soldadura desde hacemás de 100 años. Desde su departamento de I+D, el área de investigación dedicado a la solda-dura y corte y acondicionamiento de los gases, tiene por objetivo mejorar la productividad y lacalidad, así como el entorno del soldador. El Grupo responde a las necesidades de sus clientes,así como a sus demandas en aspectos de la producción, calidad de la soldadura, la disminuciónen los costes de producción o medio ambiente.
AIR LIQUIDE apuesta por una nueva generación de botellas que incorporan las últimas tecno-logías a las necesidades del usuario, obteniendo como resultado unas botellas más manejables,fiables y seguras.
Air Liquide comenzó una revolución en el mundo de la soldadura con la botella ALTOP, la pri-mera botella del mercado con grifo manorreductor integrado. Un desarrollo que ofrece una bote-lla más ergonómica, lo cual implica una serie de beneficios para el usuario final, tales como: granfacilidad de puesta en servicio y agarre perfecto, más seguridad, presión/caudal sin riesgo,manorreductor protegido, más económica, fiabilidad de caudal, manorreductor integrado y todoen una misma botella.
Más tarde, la revolución llega al mundo de la pequeña botella con el lanzamiento del MINITOP,la pequeña botella de Air Liquide para oxígeno y acetileno con manorreductor integrado que ofre-ce una garantía de mantenimiento gratuito. Por sus características de ergonomía, seguridad yeconomicidad, y su pequeño tamaño, esta botella está especialmente diseñada para los traba-jos de soldadura de los profesionales de la instalación y el mantenimiento.
La última aportación de Air Liquide a la innovación en las válvulas de gas ha sido SMARTOP,un nuevo concepto de grifo para botellas con indicador de presión incorporado, unido a la como-didad de la tulipa Exal, y a la facilidad y seguridad de uso de su palanca de cierre y apertura. Laválvula SMARTOP reúne todas las ventajas en seguridad, ahorro y comodidad, convirtiéndoseen la más reciente innovación al servicio del usuario de la soldadura.
La evolución de los productos de soldadura no se detiene aquí, puesto que Air Liquide en suafán por satisfacer las necesidades del usuario tiene ya en marcha otros proyectos que segui-rán mejorando la manejabilidad y la seguridad de las mismas. Air Liquide apuesta por la seguri-dad y el aprovechamiento de los recursos, ya que el objetivo último de sus productos y servicios
en soldadura es incrementar el ahorro y la seguridad.
La soldadura híbrida arco/láser es una tecnología que permiteasociar la soldadura láser con la soldadura al arco convencional.En relación con la soldadura láser, ésta permite un aumentoimportante de las tolerancias de soldadura (juego de ajuste yposicionamiento del rayo) al igual que un aumento de la pene-tración y de la velocidad de soldadura.
El principio de la soldadura láser es el de focalizar el rayo láser(en general, a partir de una cabeza de focalización compuestade 2 espejos, como mínimo) sobre las piezas a soldar. El tama-ño reducido de la mancha focal (en torno a los 300 Ìm para unláser de CO2) permite concentrar la energía y, por tanto, alcan-zar, densidades de potencia muy elevadas (106 a 107 W/cm2).Estas elevadas energías generan (inicialmente en la superficie

19
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06Ade la chapa) una vaporización muy importante que seincorpora al baño de soldadura creando de esta forma un“key hole”, capilar de plasma, en la chapa a soldar. Lacreación de este capilar permite alcanzar profundidadesde penetración muy importantes y velocidades de solda-
dura relativamente elevadas. A título de ejemplo, la soldadura láser de CO2 de chapas de acerode 2 milímetros de espesor pueden ser soldadas con velocidades de 5 a 8 mm/min para unapotencia láser de 5 Kw. Estas velocidades son debidas al modo “key hole” que permite, de algu-na manera, una penetración mucho más rápida de la energia en el corazón del material que poruna simple conducción térmica. Este modo “key hole” permite por otra parte explicar porqué elajuste y la preparación de las chapas de soldar deben ser precisas: el capilar tiene un diáme-tro del orden de la mancha focal del láser, se comprende, entonces, que el menor error de cen-trado o de posicionamiento sobre esta misma mancha focal puede conducir a errores sobre launión de las chapas. Esto ha conducido rápidamente a que la soldadura láser necesite de equi-pos mucho más sofisticados que los equipos corrientes. El procedimiento es bastante poco tole-rante, ello implica una gran precisión de los ajustes, del posicionamiento del rayo láser y delembridamiento de las piezas a soldar. Actualmente, una máquina típica de soldadura láser deCO2 tiene una potencia comprendida entre los 5 y 8 KW (en tanto que la máquina de corte porláser, mayoritariamente, se encuentra entre 2 ó 3 Kw) y su coste es superior en un factor de 2 a3 a las máquinas de corte. En consecuencia la soldadura por láser continua siendo un procedi-miento oneroso y se emplea únicamente si la producción de piezas, especialmente el incremen-to de la productividad generado por la utilización del procedimiento, permite amortizar el costeelevado de la fuente y de la máquina asociada.
La soldadura al arco convencional consiste en tres procedimientos principales: la soldaduraTIG, la soldadura MIG y la soldadura Plasma.
-El primero es un procedimiento con un electrodo infusible (generalmente Tungsteno) donde elarco eléctrico se produce entre el cátodo (electrodo) y el ánodo (pieza a soldar). Es la energíadel arco (densidad de corriente) que permite fundir las piezas a soldar. Es un procedimiento bas-tante lento (inferior a 50 cm/min), poco costoso, tiene una debil densidad de potencia que no lepermite alcanzar s profundidades de penetración importante (limitados a algunos milímetros).
-La soldadura MIG es un procedimiento de soldadura con hilo consumible, el arco se estable-ce entre el hilo (ánodo) y la chapa (cátodo). La fusión del hilo se asegura por el arco y por lacorriente que circula en él (efecto Joule), y la fusión de la chapa por la energía transmitida porel arco (densidad de corriente). Este es un procedimiento que posee diferentes regímenes detransferencia en función de la corriente eléctrica y de la velocidad de avance del hilo. Es muyutilizado en la industria pero no permite apenas alcanzar velocidades de soldadura del orden de1 m/min. Sin embargo es un procedimiento muy “tolerante” y no necesita preparaciones de laschapas muy elaboradas. Es por otra parte un procedimiento poco costoso.
-La soldadura Plasma es un procedimiento similar al TIG, pero en este caso el arco eléctricose confina con la ayuda de una boquilla dimensionada convenientemente. El arco ya no es “libre”como en el caso del TIG, sino que está confinado por las paredes de una boquilla, generalmen-te refrigerada. Este confinamiento conduce a densidades de potencia inferiores a aquellas medi-das en la soldadura láser (ya que la energía se deposita sobre una superficie de un diámetro delorden de 1 a 2 mm, mucho mayores que una mancha focal típica), suficientemente importantespara generar, igualmente, una vaporización intensa del material a soldar, como consecuencia dela creación de un “key hole” . Como resultado de los valores indicados anteriormente, la tasa devaporización es mas débil que con el láser y el capilar toma más tiempo para desarrollarse com-pletamente (por otra parte también es más ancho), esto explica porqué este procedimiento, queteniendo un modo de propagación de la energía en el interior del material similar a la soldadura
láser, no pueda alcanzar velocidades de soldadura análo-gas. Por ejemplo la utilización de la soldadura plasma, enel caso descrito anteriormente, permite velocidades desoldadura de 1 a 2 m/min. No obstante, este procedimien-to es bastante utilizado ya que su coste es bajo y no nece-sita de tolerancias de ajustes dimensionales drásticos.
El objeto del presente artículo es el desarrollo del procedimiento de soldadura híbrida combi-nando la soldadura láser con la soldadura al arco. Aquí el objetivo es unir la productividad de lasoldadura láser, a nivel de incrementos de velocidades de soldadura, con la flexibilidad operati-va de los procedimientos TIG, MIG y Plasma, que admiten tolerancias de unión mayores que laque permite la soldadura por láser. En concreto, se ha desarrollado una cabeza de soldadurahíbrida que permite combinar en un volumen reducido la focalización de un rayo láser con el arcoeléctrido de soldadura. Air Liquide ha desarrollado una cabeza de soldadura híbrida que permi-te a partir de un mismo cuerpo de la torche asociar la soldadura láser YAG o CO2 con un arcoeléctrico de tipo Plasma , TIG o MIG hasta los 300 A.
I.- Principio de funcionamiento de la cabeza híbrida
Este cabezal de soldadura híbrida es una herramienta modular y polivalente que utiliza unláser de potencia y un arco eléctrico. Se puede fijar sobre cualquier láser de soldadura de poten-cia YAG o CO2 con una pieza de adaptación que permite ajustar el conjunto a la distancia focalde los componentes ópticos contenidos en la cabeza de focalización láser. Se utilizan las tresversiones: láser/MIG, láser/TIG o láser/Plasma. El mismo cuerpo de la torche sirve para cual-quiera de estas combinaciones y el paso de un procedimiento a otro se realiza sustituyendo laextremidad de la cabeza.
El paso hacia el procedimiento láser/MIG requiere el cambio de la pinza electrodo por el tubode contacto guía del hilo de aportación y el paso de corriente al hilo. Esta torche está concebi-da, también, para soportar un sistema de aporte de hilo, en el caso láser/plasma y láser/TIG.
Esta torche se equipa, además, de sistemas normalmente utilizados en soldadura láser, talescomo una lámina de aire (para evitar que los humos o las proyecciones de soldadura no dañenla cabeza de focalización láser), un centrado tridimensional de la tubería o de las boquillas y delos electrodos respecto al punto de interacción del láser sobre la chapa a soldar, y de elemen-tos de regulación verticales del conjunto del cabezal híbrido. El ángulo del electrodo o del hiloMIG con el eje del rayo láser está en torno a 20º.
Esta torche está completamente aislada eléctricamente y está equipada de una pieza de rup-tura en cerámica que impide el daño de los sistemas en caso de choque.
Referente a las fuentes de corriente eléctrica, se utiliza un generador MIG de 450 A en el casodel tandem láser/MIG y generadores de 300 A para los tandem láser/TIG y láser/plasma.
II.- Resultados sobre líneas de unión.
Los resultados indican que la combinación del arco eléctrico y del láser generan un cordón desoldadura cuyo perfil es la superposición de un cordón de soldadura láser de tipo “key hole” conuna amplitud del cordón en su parte superior, causado por el arco eléctrico.
El plasma de vapor metálico, como resultado del “key hole”, es un medio privilegiado para “col-gar” el arco eléctrico. En efecto, éste es caliente y rico en electrones libres y es probable quesea allí donde el arco eléctrico se estabiliza. De tal forma, que si se compara el valor medio dela tensión del arco, en el caso de la soldadura híbrida y en el caso de la soldadura al arco, seobserva una neta disminución, lo que indica que el campo eléctrico es más débil en el caso dela soldadura híbrida, incluso cuando la altura de los arcos no han variado. Es por tanto, proba-
20 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A
21
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06Able que la mayor energía originada por el arco eléctrico sedeposite en la parte superior del “key hole” produciendo laamplitud del baño de la soldadura.
A las velocidades de la soldadura láser, generalmentees imposible estabilizar un arco eléctrico (sobretodo con la polaridad MIG). En efecto, éste notiene tiempo de calentar suficientemente la chapa (la densidad de potencia de un arco es débily la propagación de la energía en la chapa se hace por conducción térmica) y como éste se fijaallí donde se genera el vapor metálico. En el procedimiento híbrido, este vapor es generado ymantenido por el propio láser, no se producen las separaciones por lo que el arco se estabiliza,incluso a altas velocidades.
III.- Evaluación del procedimiento híbrido en soldadura “tailored blank”.
La soldadura tailored blank es una aplicación extremadamente importante en la industria delautomóvil. Se utiliza principalmente en la carrocería y consiste en soldar con láser piezas dedimensiones fijas y de diferentes espesores que posteriormente se embutirán para obtener laforma deseada. Esta operación se practica con aceros galvanizados/electricincados, acerosinoxidables y con aleaciones de aluminios. Una de las principales dificultades de la soldaduraláser tailored blank es la precisión necesaria para la preparación de bordes a soldar y el buenajuste de la pieza.
Los ensayos realizados con el procedimiento híbrido con una potencia de láser de CO2 sobrela pieza, del orden de 2.8 KW y una corriente de arco de 130 A, han demostrado las ventajas deesta aplicación. Se observa un incremento de velocidad de soldadura en torno al 80%. Un “rela-jamiento” de las tolerancias de posicionamiento de las chapas de un factor de 4. Un beneficio deun 100% sobre el posicionamiento del láser. Estos resultados hablan por si mismo y confirman,de una parte el interés por este tipo de aplicación y, de otra parte, los resultados en líneas deunión, descritos precedentemente. La amplitud del cordón de soldadura (del baño) es el respon-sable del fuerte incremento de las tolerancias.
Un procedimiento láser/plasma o láser/TIG se utiliza sin problemas sobre este tipo de solda-dura (con respecto al procedimiento con hilo de aportación láser/MIG) ya que la fusión de lachapa más gruesa permite el relleno de la unión soldada.
IV.- Conclusiones.
Parece evidente que el procedimiento híbrido láser/arco aporta grandes ventajas sobre el pro-cedimiento de láser solo. Permite mayores tolerancias de soldadura lo que conlleva a una reduc-ción significativa de los costes de equipos de ajustes. Tiene un gran campo de aplicación dondelas elevadas precisiones generan grandes problemas: soldadura tailored blank, y soldadura detubos.
La elección de una combinación láser/MIG (con hilo de aportación) con respecto a la combina-ción láser/plasma o láser/TIG se basa, fundamentalmente, en la propia naturaleza de la unión ytambién en las propiedades metalúrgicas y mecánicas exigidas por la unión soldada: por ejem-plo, si la unión a soldar o la presencia de un chafrán requieren de material de aportación o si esrequerido debido a razones metalúrgicas (es el caso de muchas aleaciones de aluminio).
AL AIR LIQUIDE ESPAÑA, S.A. – Paseo de la Castellana, 35 – 28046 Madrid
www.airliquide.es

22 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

ENCUENTRO CON LOSEMPRESARIOS
En febrero se celebró en el Centro unencuentro de agradecimiento con todoslos empresarios implicados en las llama-das Prácticas en Alternancia, primero yFCT, después.
Fué un encuentro agradable donde pudi-mos conocernos e intercambiar puntos devista sobre estos temas que nos atañentanto al Centro como a la Empresa.
23
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A

24 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

25
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A

26 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A
27
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A
28 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A
29
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06Aoi un 20 de xuño, do 2.003, cando se celebrou a 3ª edición do ENFAMEC. Nesta ocasión
era en Ferrol, no IES Marqués de Suanzes (O Politécnico de Ferrol).
Na edición dese ano o congreso daba un novo salto cuantitativo, xa que acadaba arredor docento de asistentes, aínda que non un salto cualitativo, xa que as edicións de Carballo e Vigoeran dificilmente superables, aínda que se fixo todo o posible por estar a súa altura, e sincera-mente creo que o acadamos.
Cando un ano antes, os compañeiros de Vigo, pasáranola testemuña, queríamos non defrau-dar a todo o colectivo, e a pesar da desigual participación dos membros do noso departamentona organización, puxémonos a traballar un grupiño de xente en todo o que implicaba a citadaorganización: Informar do Enfamec a institucións e empresas da comarca, e os suministradoresdo noso departamento, para un posterior “choio” que resultaría pouco grato de facer, pedirllesdiñeiro para sufragar uns gastos abondosos; avisar ós departamentos e compañeiros deFabricación Mecánica de toda Galicia, desta iniciativa, citalos e coordina-las inscricións; xestio-nar visitas, concertar e contratar o xantar, fabricar un agasallo para cada un dos asistentes,etc....
En fin, un bo número de traballos laboriosos e algúns ingratos, pero coido que, a pesares dealgunhas zancadiñas, que tamén as houbo, ese traballo deu os seus froitos e que todo o mundoquedou contento co resultado, tanto os que colaboraron coma os que participamos.
O programa do ENFAMEC III comezou coa recepción de tódolos asistentes e unha charlainformal entre todos, todos compañeiros e algúns amigos. Recibiunos o director do centro, e traso espiche de rigor, empezáronse a debater algúns temas de interés xeral, que coma sempre asdecisións quedaban un pouco no limbo, aínda que esta vez logrouse facer unha comisión paratratalos temas citados, en Santiago, cos Xerifaltes. Esa comisión acudiu vairas veces a falar coninterlocutores da Consellaría, e a día de hoxe creo que aínda andan envoltos en eses diálogos,que xa sabemos todos como funcionan estas cousas cas administracións. Falouse de temasrecorrentes, da retribución dos profesores, comparándonos cos de outras comunidades autóno-mas, dos desdobres de profesores en módulos formativos que implican certo grao de perigosi-dade, da compra de materiais e equipamentos por parte dos departamentos, etc....
Unha vez finalizado o debate, que coma en tódalas anteriores edicións fíxose curto xa quequedaron moitos temas no tinteiro, desprazámonos todos a empresa “Navantia Ferrol” (antigaBazán), onde fixemos unha visita guiada por parte das súas instalacións.
Trala visita acudimos o restaurante da “Malata” onde demos conta dun delicioso menú, rega-do, e moi abundantemente por mor dun fallo do sistema de aire acondicionado, con un boAlvariño. Xa repostos dos “calores”, fomos facer a dixestión dando un paseo por un entorno benfermoso, o Castelo da Palma.
Con eso rematábamos a 3ª edición destabonita iniciativa que xurdiu nun grupo de tra-ballo en Carballo, aló polo ano 2.000 e arredordun polo de curral asado. Chamado ENFA-MEC, “Encontros de Fabricación Mecánica”.
Francisco Carneiro Varela
IES MARQUES DE SUANzES
F
0
30 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A

31
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A

32 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A
33
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06AENFAMEC V. Ourense, 16 y 17 de junio de 2005
Estimado Francisco:
En resposta a tua misiva do 20 de marzal compráceme enviarche a información que necesita-des para oraganizar Enfamec06. Antes de nada pídoche disculpas posto que non din reunido asfotos, de ahi a tardanza na resposta. O número de asistentes foi de 84, asistindo a comida uns80. O programa foi o seguinte: Ofreceuse a posibilidade de chegar o dia antes xoves pola noite,con unha cea para as persoas que o desexaron. O dia da xuntanza propiamente dita foi o ven-res 17, reunímonos no pazo de congresos facilitado polo Concello de Ourense, con duas horasde debate, posterior visita a unha empresa que colaborou co centro onde os alumnos fan prác-ticas. As conclusions foi o escaso tempo de debate, non uniformidade no reparto dos fondos dosciclos, falla de representatividade ante a Conselleria, falla de seguridade nas máquinas, máqui-nas obsoletas, etc...
34 REVISTA DEL ENCUENTRODE LOS PROFESORES DEFABRICACIÓN MECÁNICA
ENF MEC‘06 A
35
ENF MEC
REVISTA DEL ENCUENTRO DE LOS PROFESORES DE FABRICACIÓN MECÁNICA
‘06A

COLEGIO CALVO SOTELODEPUTACIóN PROVINCIALArcher Milton Huntington, 24
A CORUÑA