decomagazine · 01 / 09 decomagazine 3 ta tillfället i akt! 5 da vinci® ett robotstyrt...
TRANSCRIPT
decomagazineTHINK PARTS THINK TORNOS 48 01/09 SVENSKA
Tornos-teknikernasframgångskedja hos
APB.
När medicin möter
mikroteknologi…
Ny TORX G962 fräs cykel.
Lösningen ligger i stabiliteten.
decomagazine 301 / 09
Ta tillfället i akt! 5
da Vinci® ett robotstyrt kirurgisystem som litar på Schweizisk precision 6
På väg till en marknadsledare 14
Ny innovativ serie med tillbehör för Tornos Micro 7 / Micro 8 utvecklade av Bimu SA 19
Alltid perfekt olja… 22
Tornos-teknikernas framgångskedja hos APB 24
Det bästa av två världar: ORTHO HYDRO HLP hydraulvätska 28
När medicin möter mikroteknologi… 32
Högfrekvens och mycket mer därtill! 34
Spjutspetssamarbete 37
Micro 7 och 8: Högre produktivitet 38
Ny TORX G962 fräs cykel 41
På den tiden var precision något av en önskedröm i Spanien! 44
Ny «REACH»-standard 50
Ett material lika fascinerande som svårbearbetat 53
När stångsvarvning och IT går tillsammans 56
Efterträdare till kurvstyrda svarvar 60
Lösningen ligger i stabiliteten 65
Plattor på bara 20 minuter 68
På väg till en marknadsledare.
Ortho Hydro HLP hydraul-vätska.
Efterträdare till kurvstyrdasvarvar.
Plattor på bara 20 minuter.
14 28 60 68
INNEHÅLLSFÖRTECKNINGIMPRESSUM
Circulation: 14’000 copies
Available in: English / French /German / Italian / Swedish / Spanish
TORNOS S.A.Rue Industrielle 111CH-2740 Moutierwww.tornos.comPhone ++41 (0)32 494 44 44Fax ++41 (0)32 494 49 07
Editing Manager:Willi [email protected]
Publishing advisor:Pierre-Yves [email protected]
Editors:Robert MeierPhone ++41 (0)62 897 65 46
Graphic & Desktop Publishing:Georges RapinCH-2603 PéryPhone ++41 (0)32 485 14 27
Printer: AVD GOLDACHCH-9403 Goldach Phone ++41 (0)71 844 94 44
Contact:[email protected]
RM

decomagazine 501 / 09
Ledare
TA TILLFÄLLET I AKT!
Världen står alltid under fortlöpande förändring ochropar ändlöst efter lösningar som motsvarar behovensom bevarats för all framtid men som åter blivit åter-uppfunnet. Det är genom att lyssna på kunderna,och genom öppenhet och ärlighet, som dessa behovkan förvandlas till möjligheter. Detta kan vara orga-nisatoriska möjligheter, eller möjligheter associerademed produkt utveckling, eller möjligheter relateradetill säljnätverk och till relationer med leverantörer/säl-jare och kunder, möjligheter att förbättra relationermed kunder eller möjligheter att leverera nyckelfärdi-ga lösningar, för att nämna några.
Den medicinska sektorn är ett sådant område medmöjligheter, ett område som många företag har kon-centrerat sina resurser till. Varje dag, görs fördelar förvårt välmående och, på en frekvent bas, kräver dettaexperter på alla nivåer. Ett sådant exempel kan varaDa Vinci system (sida 6) som du kan genomgå enoperation med i händerna på en av världens bästaspecialist inom området, opererande från en bas i texNya Zeeland eller Australien! En ny era har redanfötts och skickligheten i att lyssna och förmågan attsvara upp mot behoven är verktygen som står till för-fogande i denna nya anmärkningsvärda värld.
Befolkningstillväxt, demokratisering av avanceradhälsovård, köpkraften hos folk i medelåldern, ochtillväxten i komplexiteten av hårdvara och materialsom bidrar till en sak, och det är detta: tillverkningför denna sektor är nu baserat på hög teknologiskalösningar och på personliga råd. Vilket är exakt detdu kommer att träffa på hos Tornos.
Fordons sektorn är en ytterst fascinerande industri.Även om inte oljereserverna ännu har blivit uttömda,så kommer till oss varje dag nya utvecklade konceptsom har till uppgift att förbruka och förorena min-dre; hybrid, sol, elektriska och vätgas-drivna bilar…och många fler idéer än så. På Island, sätter ett ben-sinbolag upp ett nätverk av service stationer kapablaatt tanka vätgas-drivna fordon. Fordonstillverkarepresenterar en ny modell hela tiden, den ena bättreän den tidigare ur miljö hänseende, och även de“enkla förbrännings modeller” drar fördelar från dealltmer vanliga innovationerna. Bilar ägnade för täv-lingar gör det också möjligt att utveckla lösningarsom i förlängningen kan bli “demokratiserade”, dvs
Kriser! I Kina, har detta ord 1 en dubbel mening, det betecknar en tid av förändring som kan utan tvekan indikera närvaron av ett hot, men det står också för ett tillfälle för möjligheter. Självklart, riskerna
och hoten måste analyseras, men möjligheterna är också där för oss att utforska och greppa tag i. Tonvikten bör ligga på denna andra aspekt!
göras tillgängliga för den vanlige människan. Ettexempel skulle kunna vara system som använderbromskraften till att höja accelerationen.
Saker är definitivt igång här, och detta är ännu ensektor vars applikationer skulle kunna göra under-verk om man har skickligheten att kunna lyssna ochförmågan att kunna besvara kundens behov.
I de flesta fall, där involverade teknologier har föruppgift att ta fram önskade komponenter finnsredan oftast den presenterade tekniken, vilket denmänskliga skickligheten och expertisen frågar efter.Emellertid, det är mer än att bara “enkelt” samman-föra dessa två sidor. Här på Tornos, placerar vi osssjälva jämsides med våra kunder för att hjälpa dematt motsvara dessa behov, vilka är i konstant förän-dring. Våra ingenjörer och tekniker globalt upprätt-håller sina skickligheter väl vässade, och är engage-rade för att vara innovativt kreativa för er skull.
Var inte rädda att kontakta dem, närsomhelst – dekommer att delta med stor glädje i att hjälpa dig attförvandla möjligheter till succéer.
Jag önskar dig alla framgångar på marknaden.
1 Förresten, de flesta andra språk har också denna dubbelbetydelse inbyggdi ordet.
Willi NefHead of Sales and Marketing
Teknik
6 decomagazine
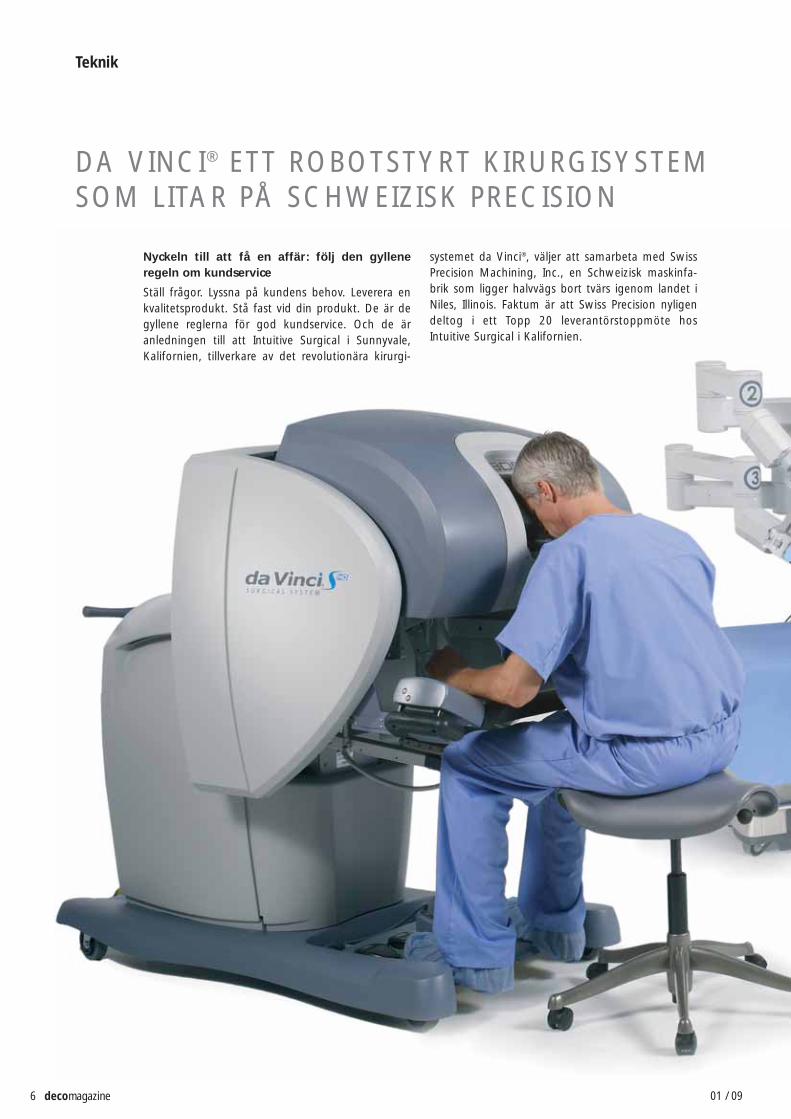
DA VINCI® ETT ROBOTSTYRT KIRURGISYSTEMSOM LITAR PÅ SCHWEIZISK PRECISION
01 / 09
Nyckeln till att få en affär: följ den gylleneregeln om kundservice
Ställ frågor. Lyssna på kundens behov. Leverera enkvalitetsprodukt. Stå fast vid din produkt. De är degyllene reglerna för god kundservice. Och de äranledningen till att Intuitive Surgical i Sunnyvale,Kalifornien, tillverkare av det revolutionära kirurgi-
systemet da Vinci®, väljer att samarbeta med SwissPrecision Machining, Inc., en Schweizisk maskinfa-brik som ligger halvvägs bort tvärs igenom landet iNiles, Illinois. Faktum är att Swiss Precision nyligendeltog i ett Topp 20 leverantörstoppmöte hosIntuitive Surgical i Kalifornien.

decomagazine 701 / 09
De detaljer som Swiss Precision tillverkar används iden robotstyrda handen hos det kirurgiska systemetda Vinci® och är avgörande för dess noggrannhetoch totala funktion. Swiss Precision är medlem av enelitgrupp bestående av företag som tillverkar detaljerför da Vinci® – av vilka många är Tornos-kunder.Tornos samarbetar med många av de stora leveran-törerna av detaljer på det medicinska området överhela världen och är glada över att kunna delge erdenna artikel i decomagazinet.
Vad är då kirurgisystemet da Vinci®?
Kirurgisystemet da Vinci® som introducerades 1999anses vara kirurgins framtid – det är den mest avan-cerade plattformen för minimal invasiv kirurgi idag –och den antagna standarden för kirurgisk vård. Ochdet föll sig så att många av detaljerna som är nyck-eln till systemets funktion är Schweiziska kompo-nenter!
©Ph
oto
cour
tesy
of
Intu
itive
Sur
gica
l, In
c.,
2009
8 decomagazine 01 / 09
da Vinci®-systemet förser kirurgerna med ett alterna-tiv både till traditionell öppen kirurgi och till konven-tionell laparoskopi. Det sätter kontrollerna på entoppmodern robots plattform i händerna på enkirurg och gör det möjligt för honom eller henne föratt utföra även de mest komplexa och känsliga ope-rationerna genom mycket små snitt med makalösprecision.
För da Vinci®-patienten ger metoden fördelarsom:
• Betydligt mindre smärta.
• Mindre blodförlust.
• Mindre ärr.
• Kortare återhämtningstid.
• Snabbare återgång till normala dagliga aktiviteter.
• Och i många fall bättre kliniska resultat.
För att exempelvis utföra en prostataektomi för attavlägsna cancerceller i en patient gör man endastfem hål i buken med storlek som ett litet mynt istäl-let för det traditionellt stora snittet som går frånnaveln till blygdbenet. Patienten är klar att gå hemdagen efter da Vinci®-ingreppet. da Vinci®-systemethar snabbt blivit det mest omtyckta tillvägagångs-sättet för urologisk kirurgi för cancer i prostata, urin-blåsa och njurproblem liksom kirurgi för hjärtklaffs-framfall, fetmabehandling och gynekologisk kirurgiför besvär med och bortoperation av livmoder.
da Vinci®-systemet består av tre sammanlän-kade komponenter:
1) en ergonomisk kirurgkonsol, 2) en patientvagnmed upp till fyra interaktiva robotarmar och kirur-giska instrument med snabbväxling och 3) ett hög-upplöst 3D bildsystem.
da Vinci®-kirurgin är fascinerande. Robotarmarna ärutrustade med miniatyrinstrument – saxar, sårhakar,klämmor, suturnålar, etc. som sedan sticks in i desmå förberedda hålen i patientens kropp. Sittandepå da Vinci®-konsolen får kirurgen en uppförstorad,högupplöst 3D-bild av operationsområdet. Och allt-eftersom kirurgen manövrerar konsolens kontroller(imiterar rörelserna för en traditionell kirurgi) avbil-dar, filtrerar och omvandlar systemet kirurgens hand-rörelser till exakta mikrorörelser för da Vinci®-instru-menten.
Teknik
”Så jag gick ut och köpte en autoklav och vi gör testerna här. Och det är vad jag tror är detviktigaste – att inte bara matcha det som kunden gör utan att överträffa det han gör”.Mike Haupers, Swiss Precision Machining Inc.
decomagazine 901 / 09
Kirurgisystemet da Vinci® används nu över hela värl-den. Tiotusentals operationer har utförts med daVinci®-systemet. Och, enligt företagets hemsida:sedan 31 mars 2008 har 867 enheter levererats tillhela världen.
Lansering av Intuitive Surgicals da Vinci®
Som du kan föreställa dig så är det inte helt lätt attfå in en fot hos Intuitive Surgical. Men Mike Haupers,chef för Swiss Precision ger oss en intressant historia.
“En dag fick vi ett telefonsamtal och mannen sa,“Jag ringer från Intuitive Surgical i Kalifornien.” (Ochpå den tiden hade vi aldrig hört talas om det företa-get). De var i stan och ville komma och titta på vårverkstad. Och jag svarade “det finns en hel del braverkstäder i Kalifornien, vad var det som förde er tillMellanvästern?” Han sa “Jag började i Kalifornienoch jag arbetar mig västerut. Vi letar efter kvalitets-verkstäder som kan tillverka våra produkter.” Så vitog dem på en tur och visade dem ett antal av deövriga detaljer som vi tillverkar. Vad som imponerademest på dem var att vi uppenbarligen var starkainom medicin- och dentalsektorn.
Att ha erfarenhet från medicin- och dentalsektorn ärett måste för att komma med på Inituitive Surgicalskorta lista med potentiella leverantörer. Men förSwiss Precision var det kvaliteten som tog hem job-bet.
Haupers säger, “En av de första saker jag gör med enny kund är att träffa deras kvalitetsavdelning och tareda på exakt hur de kontrollerar sina detaljer ochvilka problem de kan ha haft med andra leverantö-rer. Och det är detta som verkligen hjälpte till medIntuitive surgical.”
Haupers förklarar att Intuitive surgical i somras varvärd för ett kvalitetsseminarium för 20 av derastoppleverantörer. Dessa fick förmånen att utföra ettkirurgiskt ingrepp (på en plastdocka) med da Vinci®.”Vi utförde verkligen en operation och kunde se våradetaljer i aktion; vilket är toppen. Vi har detaljer somanvänds på den riktiga kirurgroboten.
Gå in på Mike Haupers kontor och du kommer san-nolikt att höra pip och bubblande och ljudet av ång-tryck från autoklaven på hans skrivbord. På kvali-tetsseminariet klargjorde man från Intuitive Surgicalssida att de ville ha sina detaljer certifierade. Så SwissPrecision tog itu med att analysera detaljerna på sinsida och ställde frågor om kvalitetsreglerna påIntuitives sida. Och i den processen lärde de sig attIntuitive surgical hade haft en del tvättproblem. Defick också veta att detaljer kontrollerades via auto-klav även fast den specifikationen inte kom fram pådetaljutskriften. ”Så jag gick ut och köpte en auto-klav och vi gör testerna här. Och det är vad jag tror
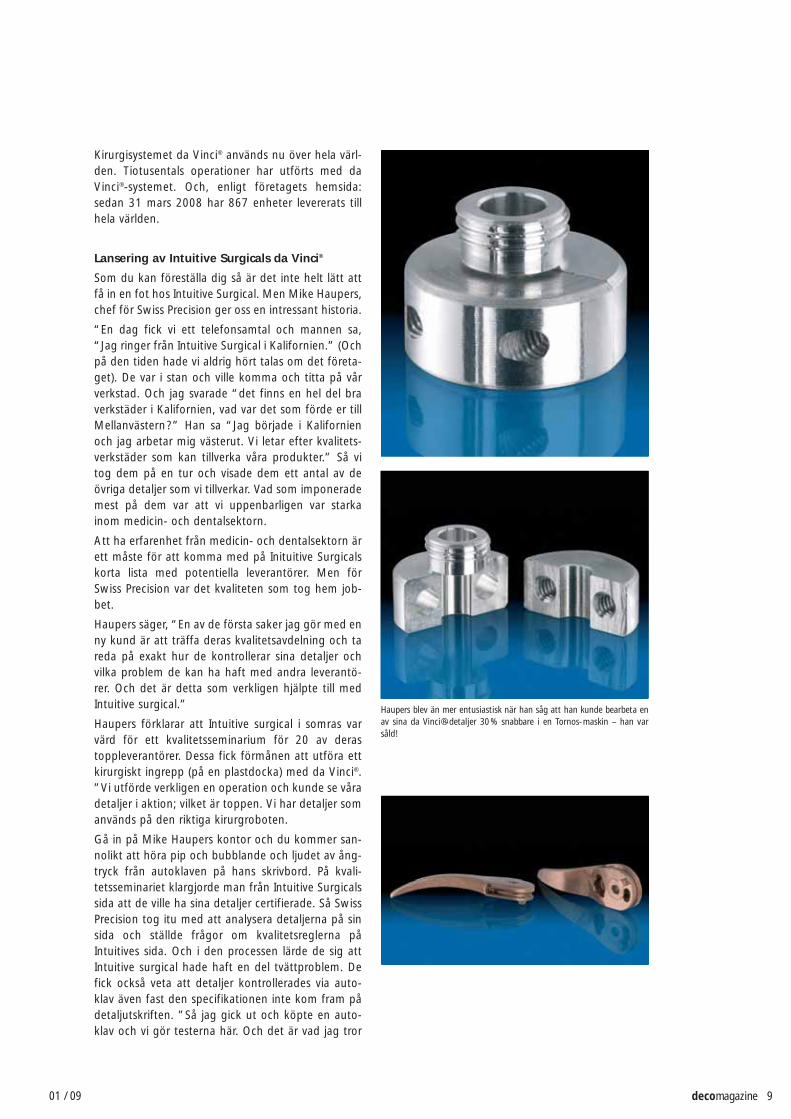
Haupers blev än mer entusiastisk när han såg att han kunde bearbeta enav sina da Vinci®-detaljer 30 % snabbare i en Tornos-maskin – han varsåld!
Teknik
10 decomagazine 01 / 09
är det viktigaste – att inte bara matcha det som kun-den gör utan att överträffa det han gör”.
Swiss Precision är ett 30 år gammalt företag som körsju dagar i veckan och tittar på att utöka sina lokaler.Haupers uppskattar att de tillverkar 30 miljonerdetaljer på ett år av alla sorters exotiska materialinklusive Nitronic 60, 440A rostfritt och mångaandra typer av rostfritt, titan, Inconnel och annat.”Vi bearbetar i stort sett vad som helst, förklararMike.
Hur passar då Tornos in i den här historien
Mike Haupers kom i kontakt med Tornos på dentiden han hade hand om verkstaden för en ledandetillverkare av detaljer för dentalsektorn iChicagoområdet. Haupers blev en stor Tornos-fanoch när han köpte den verksamheten och startadeeget 1979 hade Swiss Precision sju Tornos M7 kurv-styrda maskiner på golvet. Antalet växte till femtio-två Tornos. Verkstaden var 100 % kurvstyrd tills1994 när man startade konverteringen till CNC-maskiner.
”Jag var uppfostrad på Tornos. Om du hade detaljersom kördes upp med 12, 15, 20 detaljer i minutenvar det inget som kunde slå Tornos kurvstyrda maski-
ner! Deras maskiner är magnifika. Det har de alltidvarit. De gjorde en tillsats för varje applikation mankunde tänka sig.
“Så på 90-talet när vi startade konverteringen tillCNC-maskiner gick jag till Tornos.” Men han var intenöjd med vad han fick se då. Och som många andraamerikanska maskinverkstäder tittade SwissPrecision under en tid på andra fabrikat. Faktum äratt Haupers köpte 50 CNC-maskiner.
1990-talet var ingen ljus period för Tornos US. Ochtyvärr var det även en kritisk övergångsperiod förSchweiziska svarvägare eftersom de övergick frånsina älskade kurvsystem till de nya CNC-maskinerna.Trycket på att tillverka detaljer billigt för att konkur-rera med nya hot, Kina, förändrade industrin.
Haupers litade på sin erfarenhet. ”Om jag behövdenågon för service på maskinerna var jag tvungen attflyga in dem från Connecticut. Så den kostnaden varoöverkomlig. Speciellt vid den tiden med Kinasutveckling och en hel del av dessa detaljer som för-svann över Atlanten. Jag var tvungen att vara myck-et konkurrenskraftig och vända på slantarna.”
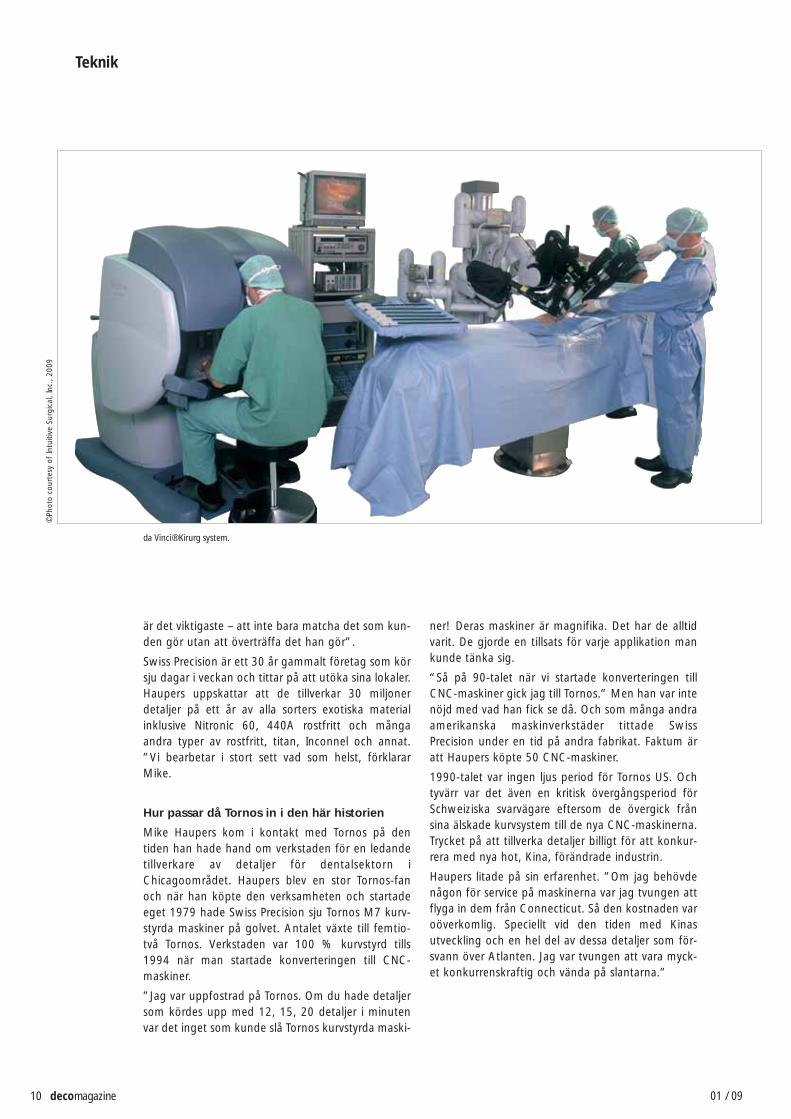
da Vinci® Kirurg system.
©Ph
oto
cour
tesy
of
Intu
itive
Sur
gica
l, In
c.,
2009
decomagazine 1101 / 09
Tornos Helomvändning
“Jag har aldrig arbetat med ett företag som Tornos.Deras applikationstekniker är karriärmänniskor. Ochjag är också för en karriär. Så jag gillar att prata mednågon som vet vad de gör. Och det var en sak jagsaknade de åren med att inte ha Tornos.”
Så Haupers gjorde upp ett besök i Tornos monter påden internationella maskinmässan i Chicago (IMTS).”Jag var så glad över att få åka till IMTS och pratamed Paul (Cassella) och alla andra.”
”Vi åkte ut till Lombard och de hade en demo för ossoch Scott (Kowalski, vd för Tornos US) spenderadegott och väl en och en halv timme med mig. Han frå-gade mig vad det var som gjorde att vi vände ossbort och vad som förde oss tillbaka. Jag är så gladöver att se Tornos här i Chicagoområdet! Med såmånga Schweiziska företag som vi har iMellanvänstern behövs de verkligen här. Det var ettenastående drag!
”Det är en mycket trevlig lokal. Jag var imponerad avutbildningsrummet och de har bra personal – myck-et kunskap och charmiga.” Men sedan lyser Haupersupp. ”Och reservdelsavdelningen! Det var det förstajag frågade Scott om “har ni slitdetaljerna här?” ochhan sa, “låt mig visa dig”… eftersom jag sade att detvar mitt största huvudbry tidigare.”
Så, med alla de servicefrågorna lösta för Tornosgenom byggnaden i Mellanvästern – inklusive ettstort reservdelslager – var Swiss Precision redo attåter förena sig med Tornos-familjen.
Faktum är att Tornos utökade med tre nya centratvärs över Amerika och nya Techno-center över helavärlden – vilket gjorde många trogna kunder glada.En ny 5000 m2 stor byggnad på platsen för företa-gets huvudkontor i Moutier inrymmer ett toppmo-dernt utbildnings- och teknologicenter liksomutrymme för nyckelfärdiga maskiner för kunder. Nyalokaler i Frankrike och Tyskland har också välkomnatmånga kunder. Alla dessa lokaler tillsammans ger enmer framträdande och kundbaserad organisationvärlden över.
Att serva kunder är högsta prioritet för Nya Tornos.Alla de nya enheterna gör det möjligt för Tornos attgarantera kortare leveranstider, bekväma visningslo-kaler för demonstrationer och lätt åtkomlighet tillnya industriliknande utbildningslokaler. De ger ocksåbättre åtkomst till Tornos försäljnings-, service- ochapplikationsexperter liksom reservdelar och distribu-tion. Från kust till kust – tvärs över hela värden – NyaTornos är fokuserade på service.
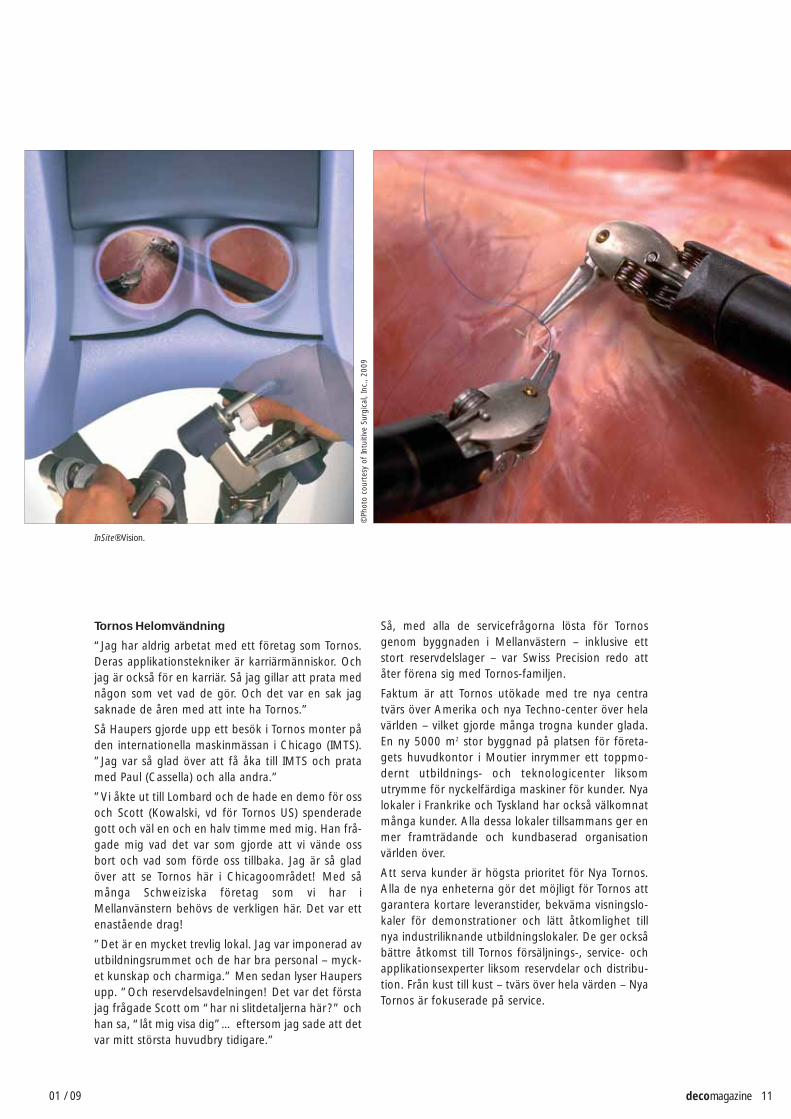
InSite® Vision.
©Ph
oto
cour
tesy
of
Intu
itive
Sur
gica
l, In
c.,
2009
Teknik
12 decomagazine 01 / 09
Bearbeta da Vinci®-detaljer kompletta 30 %snabbare
Haupers blev än mer entusiastisk när han såg att hankunde bearbeta en av sina da Vinci®-detaljer 30%snabbare i en Tornos-maskin – han var såld! ”Vi gjor-de da-Vinci®-detaljen i två halvor. Vi ville slå sammanden och göra den i en komplett del.” För att stannainom Intuitives prisparametrar blev det ett måste attuppnå detta.
Och grabbarna ute i Haupers verkstad var ocksåimponerade. ”Det öppnade ögonen på en hel delpersoner när jag tog ut dem och visade det modulä-ra system som Tornos har. Och multipelaxlarna. Ochde drivna verktygen. Jag berättade för dem att jagdefinitivt kan producera denna detalj snabbare i enTornos än vad jag kan i dessa produkter.” Hela SwissPrecisions personal var bländade av det ”Nya”Tornos – inte bara för de förändringar Tornos hadegjort på maskinerna och styrningen som gav ettotroligt mervärde – utan också tack vare den förbätt-rade support som Tornos nu levererar.
När Haupers lägger upp planer för framtiden är hanspänd på att åter kunna inkludera Tornos. Tornosslutar aldrig att leverera en kvalitetsprodukt – ”sannSchweizisk kvalitet”. Haupers håller med om detta.Och nu när Tornos har lärt om hur man ska leva efterde andra gyllene reglerna för kundservice har mansamtidigt återfått en lojal kund.
“Vi talar om att göra om hela byggnaden. Så det taraldrig slut. Vi har varit här sedan 1995 och praktiskttaget allt är original. Vi äger marken bakom och detär dags att göra om kontoren och vi behöver merutrymme.” Det är uppenbart att denna IntuitiveSurgical Top 20 Leverantör är en succé. Och tack varekvaliteten hos Tornos produkt och konceptet ”gjord-i-ett-stycke” (och fantastisk service), den fram-gången kommer bara att växa!
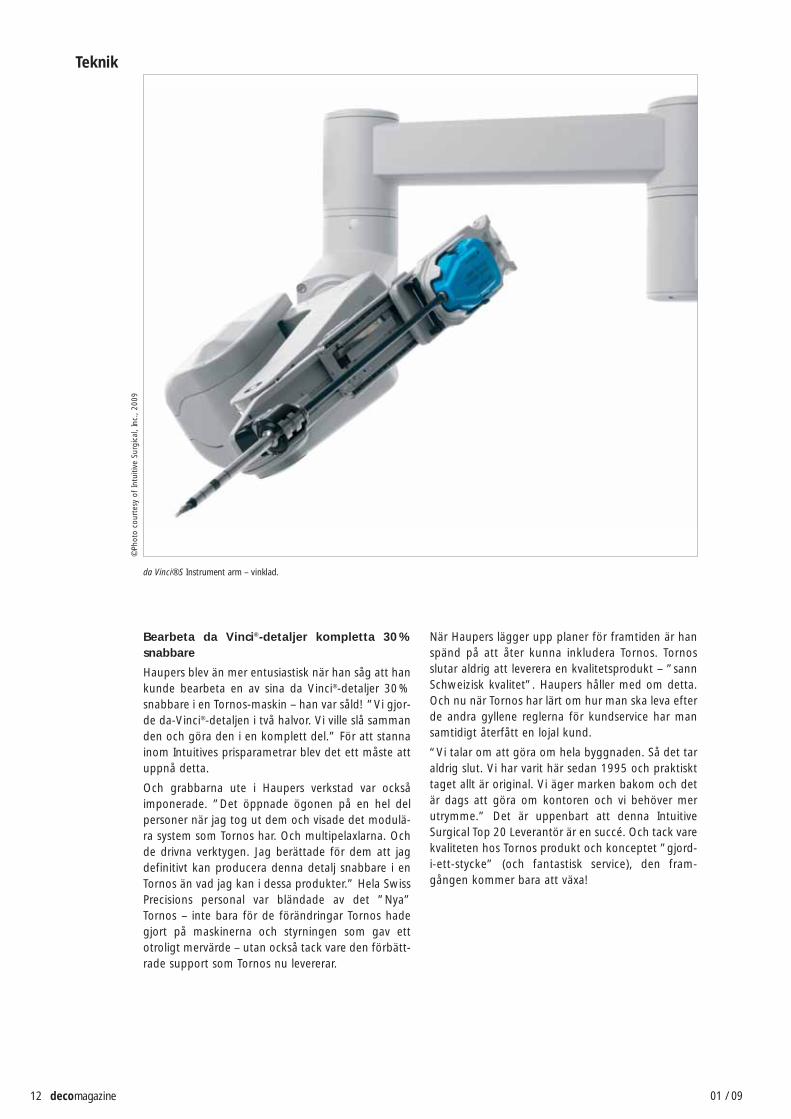
da Vinci® S Instrument arm – vinklad.
©Ph
oto
cour
tesy
of
Intu
itive
Sur
gica
l, In
c.,
2009

Se ett nytt US nyhetsklipp om prostatektomi här:
http://www.davincisurgery.com/procedures/urologic/prostate/davinci_prostatectomy.aspx
och besök sidan för att se rörliga web-bilder om da Vinci®-kirurgi.
©Ph
oto
cour
tesy
of
Intu
itive
Sur
gica
l, In
c.,
2009

14 decomagazine 01 / 09
Aktuellt
PÅ VÄG TILL EN MARKNADSLEDARE
Anledningen till att Tornos blev en partner redan fråndag ett är lätt att förklara. Tebits tillkomst går tillba-ka till 1988. Tillsammans med en kamrat från univer-sitetet, Christoph Rennefeld, köpte MeinolfSkudlarek en del basutrustning för att starta upp ettföretag: ett skrivbord, en dator, en telefon och entelefax. Tillsammans grundade de “Technical con-sultancy and Innovation Team”, för vilket den tyskaförkortningen blir “Tebit”. Kärnverksamheten till attbörja med var försäljning av svarvade detaljer förfotokopiering och den pneumatiska industrin.Skudlarek var inspirerad av sin far som också arbe-tade inom svarvindustrin och redan hade en drömom en egen produktionslokal. Från den stunden bör-jade utvecklingen av Tebit att ta fart. MedanRennefeld lämnade företaget efter ett år för att gesig in på en framgångsrik akademisk karriär togSkudlarek över expansionen av företaget med mod
Mod, konsekvens, teknisk expertis och innovativa idéer – det har varit framgångsfaktorer för Tebit GmbH pre-cisionsteknologi under de senaste 20 åren. Alltsedan Meinolf Skudlarek vid 23 års ålder grundade företaget till-sammans med en studiekamrat har man fått uppleva kontinuerlig tillväxt och är nu en av marknadsledarna förhögkomplexa svarvade detaljer inom de dentala och medicinska sektorerna. En partner som har funnits till-sammans med företaget i stort sett från start är Tornos, den Schweiziska svarvtillverkaren. Det är därför Tornosäven sponsrar det senaste initiativet från Meinolf Skudlarek. Under sitt jubileumsår har Tebit inrett ett nyttinnovativt utbildningscenter som Tornos har utrustat med en ny CNC-maskin och även bidragit med en finan-siell donation.
och engagemang och beslöt sig 1990 för att för-verkliga sin fars drömmar. 1991, med idéer om enmodern industrilokal, startade företaget upp “AmSchnüffel” i Meinerzhagen. Verksamheten fortsatteframgångsrikt samtidigt som byggnadsfasen. Underdenna tid tog Meinolf Skudlarek sina första kontak-ter med tillverkare av verktygsmaskiner för att byggaupp optimala produktionsförhållanden. Slutligenvalde han Tornos, eftersom dessa maskiner var enteknologins spjutspets och projektledaren hosTornos, Achim Günther, erbjöd den bästa lösningenför det planerade detaljområdet. Som ett första steginköptes och installerades tre maskiner. Under mell-lantiden har 22 Tornos CNC-maskiner varit i bruk.Totalt har företaget över 30 CNC-maskiner till sittförfogande vid vilka över 50 anställda producerarprecisionssvarvade och frästa detaljer huvudsakligenför den medicinska sektorn.
Meinolf Skudlarek (till vänster) i diskussion med Werner Klein (Tornos). Andreas Schulte, Tebit (till höger) intervjuar Werner Klein under den officiella ceremonin.

decomagazine 1501 / 09
Kvalitetsgaranterat, driftsäkert och exaktarbete
Användare av medicinska produkter ställer extremthöga krav på produkterna och sina leverantörer.Detta syns klart i grundandet av en kvalitetsgaranti-avdelning långt innan detta blev standard. I mittenav nittiotalet kom Andreas Schulte till Tebit, enanställd med expertkunskaper inom spånskärnings-området. Frank Weber, en annan anställd, kom tillföretaget som direktionsassistent 2001. Efter enomstrukturering i början av 2008 blev Frank Weberchef för kundservice och Andreas Schulte chef förproduktionen. Sedan dess har Tebit byggt upp tre
produktionsområden: avdelningar för svarvadedetaljer, bearbetningscentra och montering. AndreasSchulte har konsekvent utökat samarbetet medTornos och har intelligent använt expertisen hosteknikerna i Schweiz och Pforzheim. Flera gemen-samma lösningar har gett resultat, vilka Tebit haranvänt till sin värdefulla och konkurrenskraftiga för-del. Emellertid ropar de komplexa tillverkningspro-cesserna i motsvarande grad efter välutbildad ochengagerad personal.
Tebits grundare och företagets direktör, MeinolfSkudlarek och Claudia Voswinkel-Schöpp, verkställ-lande direkt hos Voswinkel GmbH kom under enperiod med mycket snabb tillväxt till den slutsatsenatt välutbildade anställda inte växer på trän. Idén attsätta upp ett utbildningscenter och även erbjudadenna möjlighet till andra företag utvecklades.
Denna idé förverkligades kvickt och det finns nu enattraktiv möjlighet i företaget Tebits lokaler. Denmoderna utbildningsverkstaden är ett hem för 13lärlingar på sitt första utbildningsår. Här undervisasoch utbildas de av en heltidsanställd entusiastisklärare.
Utbildningscenter som också är öppet för andraföretag
“Vid sidan av manuell teknikutbildning är vidareut-bildning på andra CNC-svarvar och teoretisk finbear-betning i nya utbildningslokaler en nyckelkompo-
nent i vår utbildning”, förklarar Meinolf Skudlarek,när han syftar på noggrannheten i utbildningscen-tret, vilket även är tillgängligt för andra företag ochutbildning av deras lärlingar. Båda initiativtagarnahar satt standarden i regionen med detta projekt. Attdriva den här typen av center utan statliga pengarkräver ett visst mod och betydande finansiell investe-ring från de båda småföretagen. Av den anledning-en sökte de efter kompanjoner som kunde delta ochstötta projektet. Tornos, den Schweiziska svarvtillver-karen, som under många år och i hög grad har varitinvolverad i utbildning erbjöd villigt sitt stöd ochställde gratis upp en ny enspindlig CNC – svarv.
Vid invigningen fredagen den 17 oktober fanns tvåstora anledningar att fira. Både företagets 20-årsdagoch färdigställandet av utbildningscentret. Det äranledningen till att Meinolf Skudlarek inte bara bjöd
Carlos Cancer (Tornos, till vänster) och Werner Klein (Tornos, till höger) lämnar över checken till Meinolf Skudlarek.

16 decomagazine 01 / 09
Aktuellt
Tebit GmbHMeinolf SkudlarekZum Schnüffel 658540 MeinerzhagenTel.: 02354 / 92 95-0Fax: 02354 / 92 [email protected]
in representanter från politik och industri utan ävenalla anställda, kunder och leverantörer inklusivevänner till företaget. Carlos Cancer, ansvarig förenspindliga affärsenheten och Werner Klein, områ-deschef från Tornos var därför närvarande i olikaegenskaper: som maskinleverantörer, partner ochvänner. I sin officiella egenskap förde Carlos Cancermed sig hälsningar från Schweiz till detta utbildning-scenter och överlämnade en check som skulle använ-das till vidareutveckling av projektet. På så sätt ärkursen satt för kontinuerlig expansion av Tebit ochdet pågående och framgångsrika samarbetet medTornos.
Voswinkel GmbHClaudia Voswinkel-SchöppNeugrünenthal58540 MeinerzhagenTel.: 02354 / 7050Fax: 02354 / 705 [email protected]
Modernt och funktionellt, det nya utbildningscentret hos Tebit Präzisionstechnik GmbH.
Carlos Cancer, direktör för den enspindliga affärsenheten hos Tornos ochWerner Klein, Tornos områdeschef, med en lärling från samarbetspartnernVoswinkel.

Teknik
decomagazine 1901 / 09
NY INNOVATIV SERIE MED TILLBEHÖR FÖRTORNOS MICRO 7 / MICRO 8 UTVECKLADE
AV BIMU SA
Nuförtiden ställs automatsvarvare inför ett antal olägenheter varje gång de bearbetar komponenter med mycket snäva toleranser i sina Micro 7 och Micro 8. Exempel på detta kan vara behovet av att i en del
fall behöva konstruera sina egna skärverktyg, problemet med bibehållen precision vid borrning och invändigsvarvning, eller även problemet med hämtarhylsor med lång nos vilket ovillkorligen medför
precisionsförlust under bearbetning till rätt längd. För att minska dessa problem har Bimu arbetat gemensamt med sina kunder inom klocktillverkningssektorn för att utveckla en komplett serie tillbehör.
Nästa stycke kommer nu att bekanta er med detta.
1. Små specialskär
Vändskär anpassade till att passa dina speci-fika behov
En stor nackdel som stångsvarvaren står inför är detfaktum att standardområdet på vändskär ofta intepassar hans specifika behov. I kraft av hans år averfarenhet kan han då slipa sitt eget verktyg i en slip-maskin men detta är sällan ett bra sätt att garanterasamma repeterbarhet som med en modern flerope-rationsslipmaskin. Inte heller har han möjlighet attdra nytta av eventuell ytbeläggning över hela verkty-get, och detta har ingen speciell inverkan på livsläng-den för varje verktyg.
Bimu erbjuder honom nu ett sätt att skaffa sig dessaspecialskär till ett attraktivt pris. Detta utgör intebara en stor tidsbesparing utan det ger även engaranti att varje påföljande verktyg är helt identisktmed sin föregångare och kommer med en oförän-drad ytbeläggning. Dessutom behåller stångsvarva-ren möjligheten att slipa om sina skär.
2. Hårdmetall för “specialister inom klocktill-verkning”
En fantastisk lösning för tuffa material
Klocktillverkningssektorn måste ta itu med bearbet-ningen av nya och allt tuffare material för vilka stan-dardskär av hårdmetall inte alltid är det bästa.
För att lösa detta problem har Bimu utvecklat ett sin-trat skär tillverkad av ett tufft material som är bättremotståndskraftigt mot mekaniskt slitage. I kombina-tion med den senaste generationen av beläggning(BI42) ger detta skär optimala förhållanden för bear-betning av material som 316L, 4C27A, CuBe och iallmänhet härdade kvaliteter av rostfritt stål.Konstruktionen som omfattar det senaste inomdessa material är baserad på en attrapp från 400-serien med ett X-centrerande fastspänningssystem.
Teknik
20 decomagazine 01 / 09
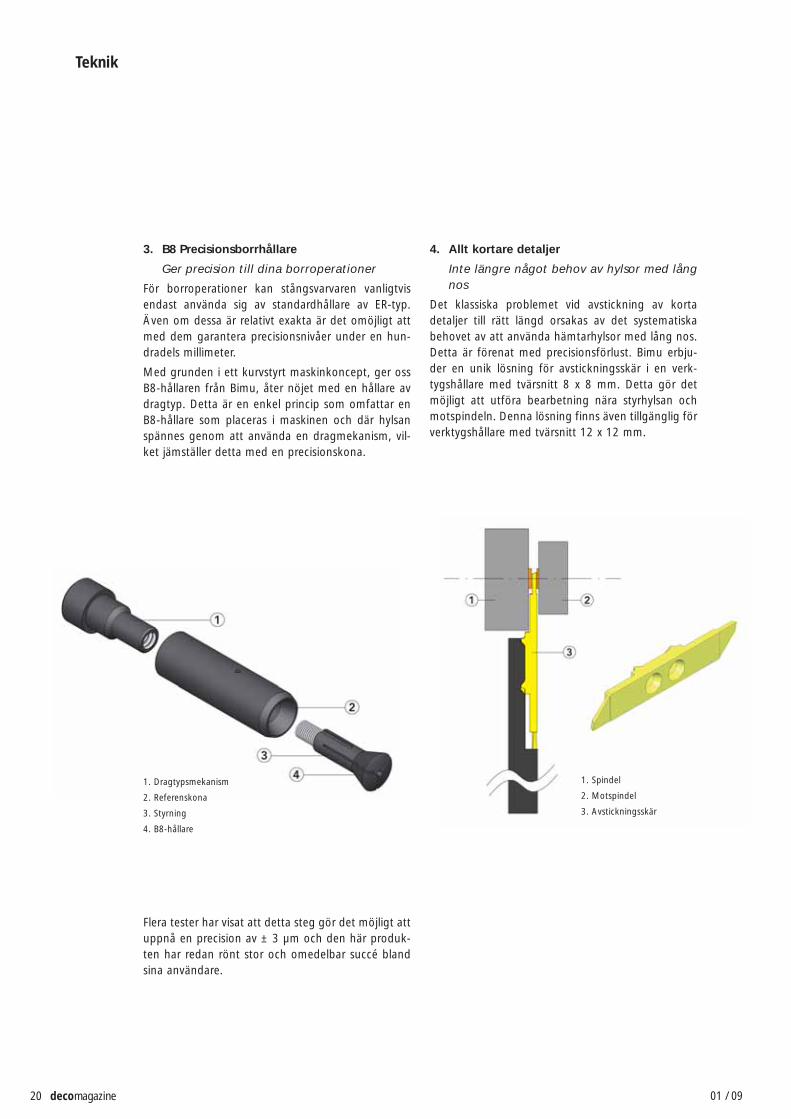
3. B8 Precisionsborrhållare
Ger precision till dina borroperationer
För borroperationer kan stångsvarvaren vanligtvisendast använda sig av standardhållare av ER-typ.Även om dessa är relativt exakta är det omöjligt attmed dem garantera precisionsnivåer under en hun-dradels millimeter.
Med grunden i ett kurvstyrt maskinkoncept, ger ossB8-hållaren från Bimu, åter nöjet med en hållare avdragtyp. Detta är en enkel princip som omfattar enB8-hållare som placeras i maskinen och där hylsanspännes genom att använda en dragmekanism, vil-ket jämställer detta med en precisionskona.
Flera tester har visat att detta steg gör det möjligt attuppnå en precision av ± 3 µm och den här produk-ten har redan rönt stor och omedelbar succé blandsina användare.
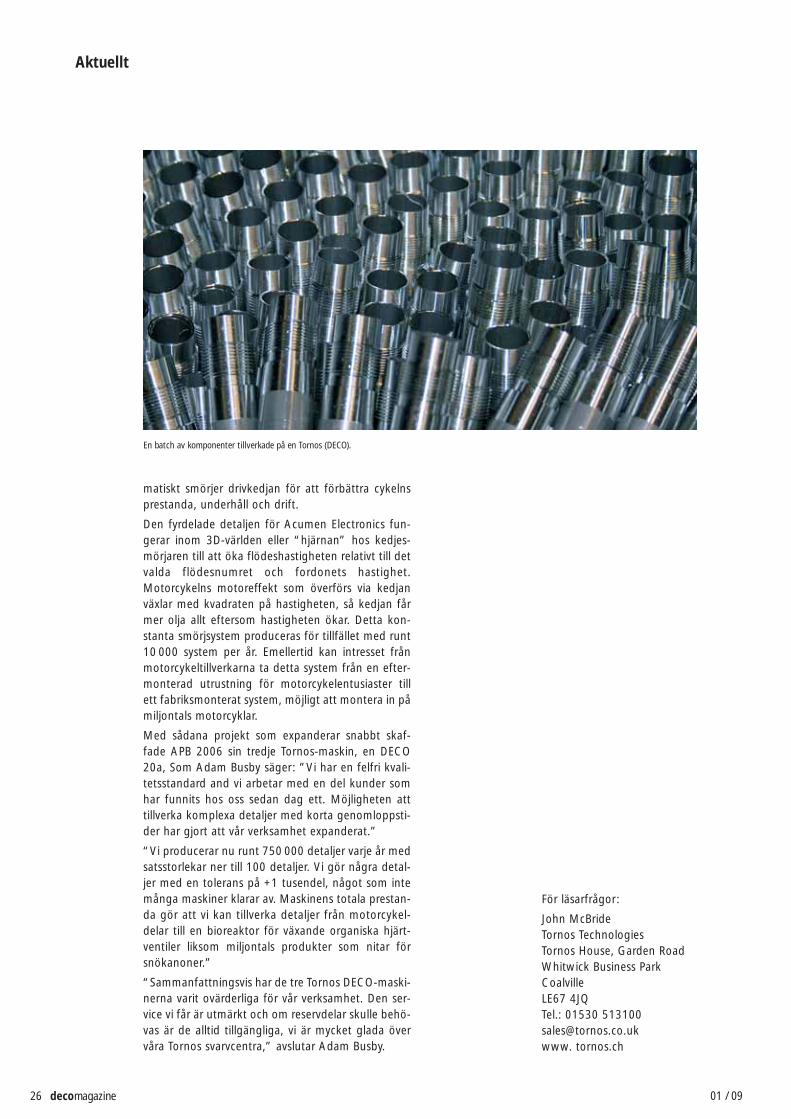
4. Allt kortare detaljer
Inte längre något behov av hylsor med långnos
Det klassiska problemet vid avstickning av kortadetaljer till rätt längd orsakas av det systematiskabehovet av att använda hämtarhylsor med lång nos.Detta är förenat med precisionsförlust. Bimu erbju-der en unik lösning för avstickningsskär i en verk-tygshållare med tvärsnitt 8 x 8 mm. Detta gör detmöjligt att utföra bearbetning nära styrhylsan ochmotspindeln. Denna lösning finns även tillgänglig förverktygshållare med tvärsnitt 12 x 12 mm.
1. Dragtypsmekanism
2. Referenskona
3. Styrning
4. B8-hållare
1. Spindel
2. Motspindel
3. Avstickningsskär

decomagazine 2101 / 09
5. Dubbla verktygshållare
Borrning och svarvning i en enda operation iMicro 8
I avsaknad av en standardlösning för svarvning i mot-spindeln i Micro 8 har Bimu utvecklat 2 verktyg.Dessa gör det antingen möjligt att utföra borropera-tioner som huvudoperation, med svarvning som enmotoperation, antingen genom att använda ISO-skärtyp (VC..11 / DC..07) eller Bimu-skär i 400-serien(idealiska för bearbetning av små klockkomponen-ter).
Som tillägg till tillbehören för Micro 7 och Micro 8fortsätter Bimu att variera sig och erbjuder nu en heltny produkt:
Specialskär med komplexa profiler
Precisionsgeometrier
Många områden, speciellt de mekaniska och denta-la sektorerna behöver använda vändskär med myck-et specifika profiler.
För att svara upp mot detta behov avser Bimu, attfrån och med nu skapa kompletta profiler på sitttotala program av skär i 040-serien, 400-serien ochOXOline-serien. Genom att helt nyligen ha skaffatsig nya produktionsutrustning kan Bimu nu tillverkaspecialskär med korta leveranstider (“trepan”-bear-betning, profilgängskärning, gängskärning av hela
profiler, stål med olika hörnradier, instickning, fullra-dieradie etc.) till mycket attraktiva priser och leve-ranstider (från satsstorlekar på 5 eller fler).
Ehn & Land ABMariehällsvägen 44 161 02 BrommaTel. 08-635 34 50Fax. 08-635 34 [email protected] – www.ehnland.seGå gärna in på www.bimu.ch fördetaljerad information om dessa pro-dukter.
Teknisk chef: Y. Meyer
Grafik: A. Jeandupeux
1. Radieskärning
2+3. Trepan-verktyg
4. Gängskär för kompletta profiler
Slutligen, för att lösa de problem som deras kunderställs inför har Bimu utvecklat en serie av nya lös-ningar som inte bara gör det möjligt för operatö-rerna att optimera sin bearbetning i Tornos-maski-nerna Micro 7 och Micro 8, utan som också gör detmöjligt för dessa att tjäna värdefull tid i processen.Nu när dessa produkter har visat upp sina möjlighe-ter så kommer Bimu också att sträva efter att assiste-ra andra stångvarvningsspecialister som stöter påsamma svårigheter.

Aktuellt
22 decomagazine
ALLTID PERFEKT OLJA…
01 / 09
Option
234-6055: Spåntransportör och integrerat papp-persflter för Sigma 20/32.
När man pratar med oljeproducenter hävdar de alltid hur viktigt det är att använda en bra skärvätska som äranpassad till materialet, operationerna och förhållandena... De har rätt, men vätskan måste inte bara varalämplig till förhållandena för att vara effektiv utan dess kyl- och smörjkvaliteter måste bibehållas under långtid! Nu finns det en hel del utrustningar för att garantera hållbarheten och vi presenterar nu en ny spåntrans-portör som inkluderar ett absolut integrerat filtersystem.
Om det är intressant kan filtret väljas utan transpor-tören.
234-6060: Invändigt pappersfilter för Sigma20/32.
234-6055
234-6060

decomagazine 2301 / 09
Princip
Den nya transportören är förbunden med ett pap-persfilter genom tyngdlagsprincipen och för allatyper av spånor. Detta “pappersfilter”-system filtre-rar alla skärvätskor utan restriktioner upp till 100 µm.Den lutande transportören evakuerar alla spånorutanför maskinen.
Fördelar
• Filter och transportör integrerade i maskinen. Allolja filtreras direkt nedanför bearbetningsområdet.Det sker ingen ackumulering av förorenad olja.Maskinens underrede inrymmer renoljetanken.
• Litet golvutrymme jämfört med tillsatssystem.Integreringen av filtret under bearbetningsområ-det garanterar att maskinens golvyta är opåver-kad. Desutom innebär integreringen av filtretunder bearbetningsområdet en lägre kostnadjämfört med ett utvändigt pappersfilter (överfö-ringspump för förorenad olja, ingen utvändigrenoljetank.
• Att inte behöva pumpa förorenad olja skapar min-dre turbulens och därmed mindre luft i oljan ochslutligen lägre värmeöverföring till hydraulkretsar-na.
Samanfattning
• Garanterar en perfekt effektiv smörjning varjegång och därmed en utmärkt ytkvalitet på detal-jen.
• Garanterar verktygens livslängd.
• Möjliggör optimal användning av oljan och längrehållbarhet.
TEKNISKA DATA
Transportör
• Anslutning: på “standardtransportör” Tornosinterface.
• Installerad effekt: 0.2 kVA.
• Elförbrukning: 0.5A.
• Matningshastighet (m/min): 1.3 (50Hz) 1.5 (60Hz).
• Kedjestigning: 38.1 mm.
• Spånflöde: 140 dm3/im med ordinarie matning.
• Utmatningshöjd: 820 mm.
Pappersfilter
• Anslutning: på transportören eller på standard“Tornos kringutrustnings”- interface.
• Installerad effekt: 0.2 kVA.
• Elförbrukning: 0.5A.
• Pappersgramvikt: 17 g/m2.
• Typ av papper: polyester-polypropylenblandning.
• Pappersförbrukning: beroende på spånor, exem-pelvis 0.2 m/tim för fina mässingsspånor.
• Pappersautonomi: 100 m.
• Filtreringskapacitet: 100 µm.
Kompabilitet
Sigma 20 och Sigma 20 II, Sigma 32.
Kommentarer
Vid användning av ett filter utan transportör anskaf-fas ett nytt spåntråg.
Tillgänglighet
Dennan option finns redan tillgänglig från fabrik.Montering på tidigare installerade maskiner ärmöjlig.

24 decomagazine
TORNOS-TEKNIKERNAS FRAMGÅNGSKEDJA HOS APB
01 / 09
Grundat 1984 av verkställande direktör Adam Busbysåg APB sin möjlighet att vända nyförvärvet till enlönsam enhet genom att köpa in en ny längdsvarv.Med detta i tankarna synade Adam Busby markna-den för längdsvarvar och fann att Tornos var denenda tillverkaren, som på den tiden erbjöd ett svarv-center med en helt oberoende subspindel och verk-tyg som passade alla axlar. Jämfört med konkurren-ternas maskiner gjorde detta att Tornos-maskinen,genom sin subspindel, var mer produktiv och hadekortare cykeltider. Tornos maskiner visade sig ocksåvara mer kostnadseffektiva eftersom verktygshåll-larna var utbytbara mellan verktygsstationerna, enannan fördel som inte fanns på konkurrentmaski-nerna. Produktivitet, verktygskostnader och omgå-ende integrering visade sig vara attraktiva fördelaroch 1998 köpte Adam Busby en Tornos DECO 20.
När ABP Engineering i Sandhurst förvärvade ett konkurrentföretag för drygt tio år sedan gjorde man det förorderboken och kundlistan. Företaget med över sju Bechler kurvstyrda automatsvarvar var produktivt mentappade jobb till företag som hade investerat i ny längdsvarvningsteknologi.
Som Adam Busby minns: “Tornos DECO-maskinerlåg långt före sina konkurrenter och det påverkadeinte bara vårt beslut 1998, det har påverkat vårtbeslut att köpa in ytterligare två Tornos Deco-maski-ner sedan dess. Vi tillverkade även testdetaljer ochTornos var betydligt snabbare än konkurrentmaski-nerna. Den hade också en kraftfull driven verktyg-senhet och ett stort och mer åtkomligt spånområdesom gjorde tömning och rengöring av maskinen tillen enkel uppgift med minimalt stillestånd.”
Den första Tornos-maskinen gav APB mångsidighet,utvecklingsmöjlighet och produktivitetsnivåer somsnart resulterade i en utflyttning av sju kurvstyrdamaskiner. 26 mm-maskinen sysselsattes med att pro-ducera eluttag och medicinska komponenter imedelstora kvantiteter på ca 1000 detaljer. Så snartden installerats användes DECO 20-maskinen till
Aktuellt
Motorcykel (olje-kedje) komponent/montering tillverkad av APB.

decomagazine 2501 / 09
bearbetning av allt från nylon och plast till mässing,rostfritt och mjukt stål. Trots att man arbetadeenskift kördes Tornos-maskinen från start 24 timmarom dygnet 7 dagar i veckan medan däremot dekurvstyrda maskinerna hela tiden måste varabemannade.
I ett innovativt försök att utöka den obemannadekörningen av Tornos-maskinen utöver 24 timmarutvecklade APB en fixtur för att utrusta sin stångma-tare Robobar SSF till att rymma dubbelt så mångastänger oberoende av diameter. Det snabbfixtur-systemet används nu regelbundet på DECO 20 ochDECO 26a.
Den andra Tornos-maskinen, DECO 26a, anlände tillAPB under 2003, som ett resultat av ett ökat kapaci-tetsbehov. Som Adam Busby säger: ”Arbetet i vårakurvstyrda maskiner var enkelt och den första
Tornos-maskinen gav oss potential att producerakomplexa detaljer. När vi väl gått in på den vägenväxte det komplexa arbetet och det tog oss bortomvår kapacitetsnivå. När vi behövde en ny maskin ver-kade en Tornos vara den logiska lösningen. Vårtarbete blev allt mer skiftande i komplexitet ochdimensioner så en DECO 26a med 32 mm kapacitetvar idealisk för större arbeten.”
“Vi blev involverade vid konstruktions- och utveck-lingsstadiet av kundernas produkter och att ha möj-lighet att tillverka komplexa detaljer blev mycket vik-tigt. Nu tillverkar vi utställningsskärmar och detaljerför fritids-, elektronik-, motorcykel- och handverk-tygsindustrin med några verkligt intressanta applika-tioner,” säger Adam Busby.
Ett projekt som företaget varit involverat i frånutvecklingsstadiet är en motorcykeldetaljsom auto-
Maskinpark med Tornos hos APB (DECO20, DECO26a och DECO20a).
APBs lokaler i närheten av Sandhurst, Berkshire, Storbritannien.
Aktuellt
26 decomagazine 01 / 09
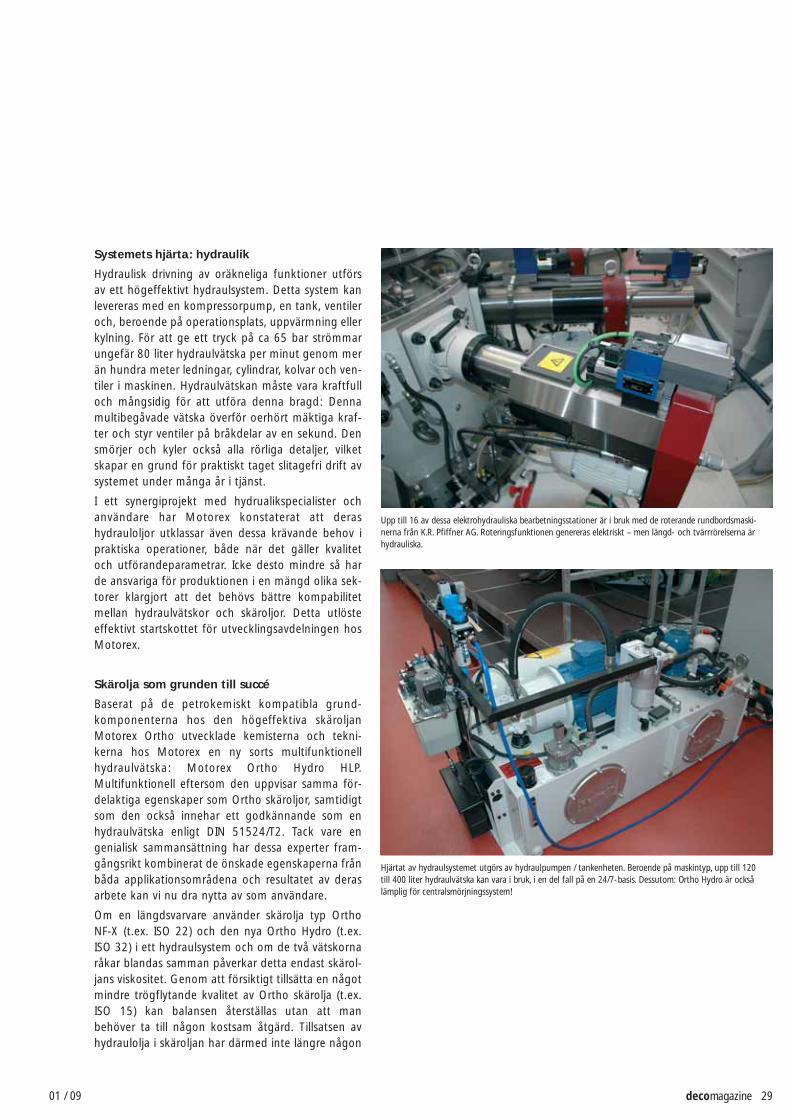
matiskt smörjer drivkedjan för att förbättra cykelnsprestanda, underhåll och drift.
Den fyrdelade detaljen för Acumen Electronics fun-gerar inom 3D-världen eller “hjärnan” hos kedjes-mörjaren till att öka flödeshastigheten relativt till detvalda flödesnumret och fordonets hastighet.Motorcykelns motoreffekt som överförs via kedjanväxlar med kvadraten på hastigheten, så kedjan fårmer olja allt eftersom hastigheten ökar. Detta kon-stanta smörjsystem produceras för tillfället med runt10 000 system per år. Emellertid kan intresset frånmotorcykeltillverkarna ta detta system från en efter-monterad utrustning för motorcykelentusiaster tillett fabriksmonterat system, möjligt att montera in påmiljontals motorcyklar.
Med sådana projekt som expanderar snabbt skaf-fade APB 2006 sin tredje Tornos-maskin, en DECO20a, Som Adam Busby säger: ”Vi har en felfri kvali-tetsstandard and vi arbetar med en del kunder somhar funnits hos oss sedan dag ett. Möjligheten atttillverka komplexa detaljer med korta genomloppsti-der har gjort att vår verksamhet expanderat.”
“Vi producerar nu runt 750 000 detaljer varje år medsatsstorlekar ner till 100 detaljer. Vi gör några detal-jer med en tolerans på +1 tusendel, något som intemånga maskiner klarar av. Maskinens totala prestan-da gör att vi kan tillverka detaljer från motorcykel-delar till en bioreaktor för växande organiska hjärt-ventiler liksom miljontals produkter som nitar försnökanoner.”
“Sammanfattningsvis har de tre Tornos DECO-maski-nerna varit ovärderliga för vår verksamhet. Den ser-vice vi får är utmärkt och om reservdelar skulle behö-vas är de alltid tillgängliga, vi är mycket glada övervåra Tornos svarvcentra,” avslutar Adam Busby.
För läsarfrågor:
John McBrideTornos TechnologiesTornos House, Garden RoadWhitwick Business ParkCoalvilleLE67 4JQTel.: 01530 [email protected]. tornos.ch
En batch av komponenter tillverkade på en Tornos (DECO).

Fil
28 decomagazine
DET BÄSTA AV TVÅ VÄRLDAR:ORTHO HYDRO HLP HYDRAULVÄTSKA
01 / 09
Redan namnet Hydromat® står för hydraulikensbetydelse i verktygsmaskiner tillverkade av K.R.Pfiffner AG. I de kortaste av cykeltider kan komplexaarbetsstycken tillverkas i stora serier till högsta preci-sionsstandard. I denna process roterar Hydromat®
verktyget, i motsats till konventionella svarvar därarbetsstycket roterar. Detta gör det möjligt förPfiffner roterande rundbordsmaskiner att köras med
Genialiska hydrauliska funktioner i moderna verktygsmaskiner är nu en riktig succéfaktor inom metallbearbet-ningssektorn. Emellertid kan förluster av mycket små mängder hydraulvätska uppstå under hydrauliskt drivnaoperationer. Denna vätska blandas med skäroljan och försämrar dess prestanda. Detta förkortar verktygenslivslängd och kvaliteten på bearbetningens resultat blir sämre. K.R. Pfiffner har ett världsrykte att tillhandahål-la förstklassiga elektrohydrauliska roterande rundbordsmaskiner och har en djup förståelse för de utmanandekraven som ett hydraulsystem måste tillmötesgå.
upp till 16 horisontella och 8 vertikala bearbetnings-stationer – och att göra detta samtidigt i en endaroterande indexeringsoperation! Tre bearbetnings-vätskor används i denna process: en hydraulvätska,en skärolja och ett smörjmedel för det centralasmörjsystemet.
decomagazine 2901 / 09
Systemets hjärta: hydraulik
Hydraulisk drivning av oräkneliga funktioner utförsav ett högeffektivt hydraulsystem. Detta system kanlevereras med en kompressorpump, en tank, ventileroch, beroende på operationsplats, uppvärmning ellerkylning. För att ge ett tryck på ca 65 bar strömmarungefär 80 liter hydraulvätska per minut genom merän hundra meter ledningar, cylindrar, kolvar och ven-tiler i maskinen. Hydraulvätskan måste vara kraftfulloch mångsidig för att utföra denna bragd: Dennamultibegåvade vätska överför oerhört mäktiga kraf-ter och styr ventiler på bråkdelar av en sekund. Densmörjer och kyler också alla rörliga detaljer, vilketskapar en grund för praktiskt taget slitagefri drift avsystemet under många år i tjänst.
I ett synergiprojekt med hydrualikspecialister ochanvändare har Motorex konstaterat att derashydrauloljor utklassar även dessa krävande behov ipraktiska operationer, både när det gäller kvalitetoch utförandeparametrar. Icke desto mindre så harde ansvariga för produktionen i en mängd olika sek-torer klargjort att det behövs bättre kompabilitetmellan hydraulvätskor och skäroljor. Detta utlösteeffektivt startskottet för utvecklingsavdelningen hosMotorex.
Skärolja som grunden till succé
Baserat på de petrokemiskt kompatibla grund-komponenterna hos den högeffektiva skäroljanMotorex Ortho utvecklade kemisterna och tekni-kerna hos Motorex en ny sorts multifunktionellhydraulvätska: Motorex Ortho Hydro HLP.Multifunktionell eftersom den uppvisar samma för-delaktiga egenskaper som Ortho skäroljor, samtidigtsom den också innehar ett godkännande som enhydraulvätska enligt DIN 51524/T2. Tack vare engenialisk sammansättning har dessa experter fram-gångsrikt kombinerat de önskade egenskaperna frånbåda applikationsområdena och resultatet av derasarbete kan vi nu dra nytta av som användare.
Om en längdsvarvare använder skärolja typ OrthoNF-X (t.ex. ISO 22) och den nya Ortho Hydro (t.ex.ISO 32) i ett hydraulsystem och om de två vätskornaråkar blandas samman påverkar detta endast skärol-jans viskositet. Genom att försiktigt tillsätta en någotmindre trögflytande kvalitet av Ortho skärolja (t.ex.ISO 15) kan balansen återställas utan att manbehöver ta till någon kostsam åtgärd. Tillsatsen avhydraulolja i skäroljan har därmed inte längre någon
Upp till 16 av dessa elektrohydrauliska bearbetningsstationer är i bruk med de roterande rundbordsmaski-nerna från K.R. Pfiffner AG. Roteringsfunktionen genereras elektriskt – men längd- och tvärrrörelserna ärhydrauliska.
Hjärtat av hydraulsystemet utgörs av hydraulpumpen / tankenheten. Beroende på maskintyp, upp till 120 till 400 liter hydraulvätska kan vara i bruk, i en del fall på en 24/7-basis. Dessutom: Ortho Hydro är ocksålämplig för centralsmörjningssystem!

Fil
30 decomagazine 01 / 09
Med vederbörlig hänsyn till behoven
“Inblandning av hydraulolja i en skärolja, när den stiger över en viss koncentration, har påtaglig ochogynnsam inverkan på nivån på bearbetningsoperationernas prestanda och kvalitet. Motorex harundersökt detta problem och, genom sin utveckling av Ortho Hydro HLP, har man uppnått ett bety-delsefullt teknologiskt steg framåt i detta ämne. Dessutom uppskattar våra kunder och jag själv myck-et att Motorex även erbjuder viktiga tjänster såsom snabba laboratorieanalyser och teknisk support.Detta har gjort det möjligt för mig att under min långa karriär lösa ett ganska stort antal svåra frågor,och att göra det på avstånd…”
Denna CNC-styrda reglerings-ventil på bearbetningsenhetentillverkas med en mycket högprecisionsnivå och reagerarinom bråkdelar av en sekund.Det är här de fördelaktiga HP-egenskaperna (HP = högtryck)hos Ortho Hydro HLP verkligenkommer till sin rätt.
Urs Blessing – HydraulikavdelningenK.R. Pfiffner AG, Thalwil

decomagazine 3101 / 09
MOTOREX AG LANGENTHALAfter-sales servicePostfachCH-4901 LangenthalTel. +41 (0)62 919 74 74Fax +41 (0)62 919 76 96www.motorex.com
ogynnsam inverkan på bearbetningsvätskans presta-tionsförmåga. Detta är ett viktigt argument vid kör-ning av obemannade skift och optimering av cykelti-der. Naturligtvis förutsätter detta att maskinen redanär fylld med de två kompatibla Ortho-produkterna.
Hög kvalitet krävs kontinuerligt
Varje verktygsmaskins prestation sker på basis avexakta parametrar. Det är därför oerhört viktigt förkvaliteten på den bearbetningsvätska som används,att den är identisk hela tiden och att den följer spe-cifikationerna från maskintillverkaren. Tyvärr är dettainte fallet i praktiken och då ofta i avlägsna länder,t.ex. i Fjärran Östern eller Asien. Som en följd avdetta, återigen i främmande länder, orsakar tid, för-oreningar, t.ex. i ny hydraulvätska, eller olämpligainnehåll (svavel, tungmetaller etc.) gång på gångonödiga skadeincidenter. Specialisterna hos K.R.Pfiffner AG rekommenderar därför sina internatio-nella kunder att de fortsätter att använda de fabriks-produkter som används i deras maskiner. Om såönskas kan produkterna även levereras i ultrafin fil-trerad Hyperclean-kvalitet. Som ett resultat av dettahar Motorex utvecklats till en snabbfotad lösningsgi-vare till det skiftande och allsidiga området av maski-ner som används av detta företag.
Lätt att se: På insidan av detaljhållaren vid stationerna 10 till 13 och på den motsatta sidan, en serie av olikaverktyg som alla roterar under bearbetningsprocessen och som rör sig längsgående likaväl som tvärgående.
Vi förser er gärna med mer information om den nyagenerationen Ortho skäroljor och möjligheterna tilloptimering inom ert applikationsområde:
Om en olämplig eller otillräckligt filtrerad hydraulolja används kan detta orsaka förtida slitage eller skada påtätningarna. Ortho Hydro HLP skyddar dem mot slitage och har ingen negativ inverkan på tätningarna.
Ehn & Land ABMariehällsvägen 44161 02 BrommaTel. 08-635 34 50Fax 08-635 34 70www.ehnland.se
32 decomagazine 01 / 09
Aktuellt
mediSIAMS, MOUTIER (SWITZERLAND)
NÄR MEDICIN MÖTER MIKROTEKNOLOGI…
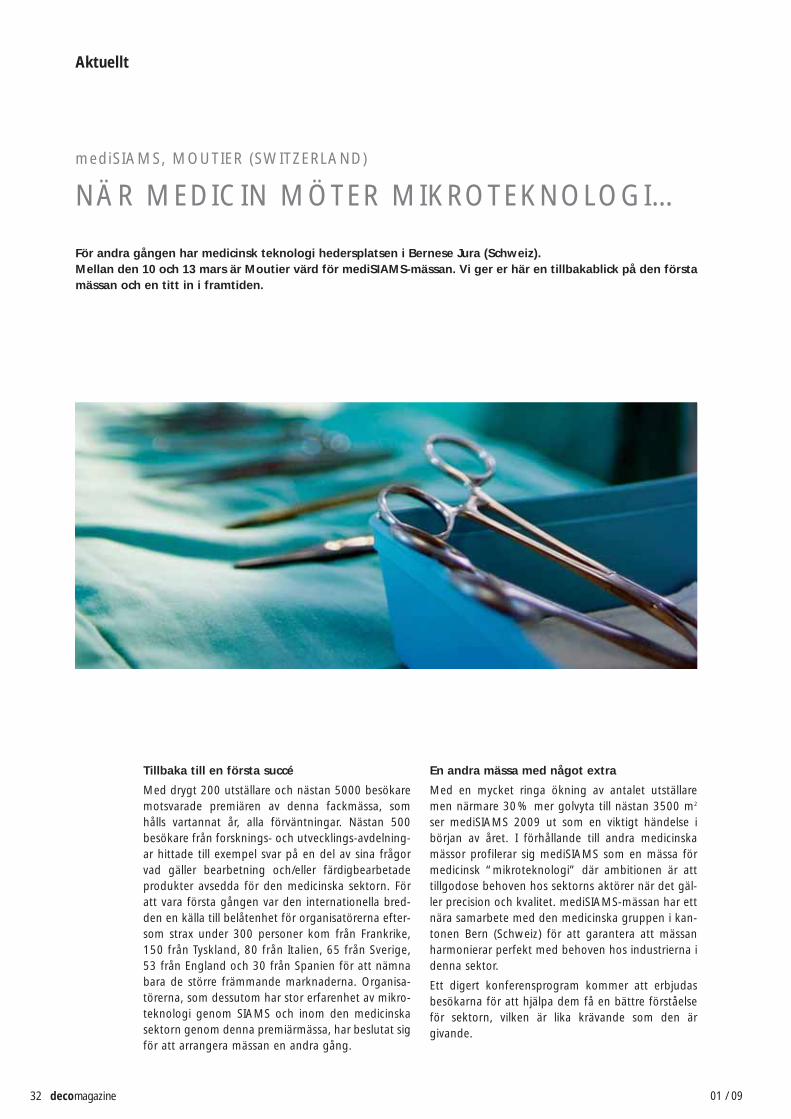
Tillbaka till en första succé
Med drygt 200 utställare och nästan 5000 besökaremotsvarade premiären av denna fackmässa, somhålls vartannat år, alla förväntningar. Nästan 500besökare från forsknings- och utvecklings-avdelning-ar hittade till exempel svar på en del av sina frågorvad gäller bearbetning och/eller färdigbearbetadeprodukter avsedda för den medicinska sektorn. Föratt vara första gången var den internationella bred-den en källa till belåtenhet för organisatörerna efter-som strax under 300 personer kom från Frankrike,150 från Tyskland, 80 från Italien, 65 från Sverige,53 från England och 30 från Spanien för att nämnabara de större främmande marknaderna. Organisa-törerna, som dessutom har stor erfarenhet av mikro-teknologi genom SIAMS och inom den medicinskasektorn genom denna premiärmässa, har beslutat sigför att arrangera mässan en andra gång.
För andra gången har medicinsk teknologi hedersplatsen i Bernese Jura (Schweiz). Mellan den 10 och 13 mars är Moutier värd för mediSIAMS-mässan. Vi ger er här en tillbakablick på den förstamässan och en titt in i framtiden.
En andra mässa med något extra
Med en mycket ringa ökning av antalet utställaremen närmare 30% mer golvyta till nästan 3500 m2
ser mediSIAMS 2009 ut som en viktigt händelse ibörjan av året. I förhållande till andra medicinskamässor profilerar sig mediSIAMS som en mässa förmedicinsk “mikroteknologi” där ambitionen är atttillgodose behoven hos sektorns aktörer när det gäl-ler precision och kvalitet. mediSIAMS-mässan har ettnära samarbete med den medicinska gruppen i kan-tonen Bern (Schweiz) för att garantera att mässanharmonierar perfekt med behoven hos industrierna idenna sektor.
Ett digert konferensprogram kommer att erbjudasbesökarna för att hjälpa dem få en bättre förståelseför sektorn, vilken är lika krävande som den ärgivande.

decomagazine 3301 / 09
FORUM DE L’ARC – EN NY UTSTÄLLNINGSHALL ERSÄTTER “TÄLTPLATSEN”
Besökare på SIAMS under senaste 20 åren och mer nyligen på mediSIAMS vet att en utställning iMoutier nästan alltid har varit synonymt med en mer eller mindre framgångsrik sluttning med tält.Med det nya Forum de l’Arc har dessa bilder förpassats till det förgångna. Med över 9000 m2 harorganisatörerna en utställningsyta till sitt förfogande som till och med gör det möjligt för mediSIAMSatt åtnjuta kontinuerlig tillväxt i framtiden.
En önskan om kontinuitet
Nej, mediSIAMS är inte en mini-SIAMS under mellan-året. När han får frågan om detta är mässansvarigPierre-Yves Schmid mycket bestämd. I det konkur-renspräglade området med fackmässor finns heltklart utrymme för en mässa som belyser de uppfin-ningsrika genierna bland tillverkare inom mikro-teknologisektorn. I den meningen finns det ett sam-band med SIAMS, men bara i den allmänna inställ-ningen när det gäller precision, kvalitet och innova-tion. När det gäller mässor har gensvaret från 2 av 3återbesökare visat att man är på rätt väg.
”Ja, vi har våra konkurrenter men vem har inte detidag? Det är upp till oss att hela tiden förbättra kva-liteten på mediSIAMS. Utställare och besökare ärvåra bästa ambassadörer” – Pierre-Yves Schmid
www.medisiams.ch

Teknik
34 decomagazine
BEARBETNINGHÖGFREKVENS OCH MYCKET MER DÄRTILL!
01 / 09
Speciella villkor
Bruket av högfrekvensspindlar bestäms oftastgenom användningsförhållandena. Det första falletatt nämna är: bearbetning som fordrar en myckethög hastighet på verktygets rotation (upp till 80 000varv/minut); i fall som detta, som blir allt vanligare,finns det ingen annan effektiv lösning. Det andrafallet att nämna är: brist på utrymme; moderna verk-tygsmaskiner blir alltmer kompakta och en följd avdetta är att spindeldimensionerna också måste följamed. Eftersom de inte är anslutna till mekaniska län-kar (t.ex. remmar) kan de med lätthet placeras varsom helst. Dessa punkter innehåller några viktigaförutsättningar. Först och främst det faktum att inteanvända en mekanisk koppling ger en operationutan mekaniska stötar eller vibrationer och detta för-
Liten, kompakt, energieffektiv, snabb, vibrationsfri, exakt… dessa nya högfrekvensspindlar ger en handfulltrumfkort när de hamnar på marknaden för precisionsbearbetning. Varför då använda spindlar av den härtypen? Ett möte hos Meyrat SA med Mireille Barras, marknadschef och Christian Walther, direktör för före-taget.
länger naturligtvis livslängden på verktygen samti-digt som ytkvaliteten på den bearbetade komponen-ten förbättras. För det andra, med denna högre rota-tionshastighet kan högre hastighet på detaljensframmatning uppnås och detta hjälper till att ökaproduktiviteten.
Produktivitet är nyckeln
Verktygsmaskinernas totala produktivitet förbättraskontinuerligt eftersom verktygens kvalitets- och håll-fasthetsegenskaper gör det möjligt att köra demmed allt högre hastigheter. Operationer såsom fräs-ning, borrning och gängskärning utförda som mot-spindeloperationer behöver inte längre fördröja dentotala bearbetningsprocessen. Den tid som tilldelasfräsning av Torx-huvuden på medicinska skruvar i en

decomagazine 3501 / 09
motspindeloperation behöver exempelvis inte tillåtasöverskrida bearbetningstiden för huvudspindelope-rationen. Högfrekvensspindlar ger därmed en flex-ibel lösning på de övningar som är involverade i kör-ning av på varandra följande serier av produktions-operationer.
För operatören är den längre livslängden på verktygmycket värdefull.
Marknader som ska informeras
Om man tar en titt på försäljningsstatistiken hosMeyrat SA, ett företag som når en årlig omsättningpå CHF 10 miljoner (en årlig försäljning som har tre-dubblats under de senaste 4 till 5 åren), är detintressant att notera att den geografiska spridningenav högfrekvensspindlar är mycket ojämn.Mikroteknologins gyllene triangel, d.v.s. Schweiz,Frankrike och södra Tyskland är där huvuddelen avförsäljningen sker. Att sprida information om lös-ningar av den här typen beror helt och hållet påtypen av de detaljer som ska tillverkas och den lillaoch exakta klicken kan inte hittas i den exklusivapenetreringen av den här stora regionen utan i detfaktum att potentialen för att använda lösningar avden här typen för tillfället är starkt underexploaterad.Som en generell regel gäller att spindlar beställs sam-tidigt som en verktygsmaskin vilket betyder att, förMeyrat SA, deras kunder i första hand undantagslöstär maskintillverkare. Trots detta är slutkunderna väl-komna att kontakta Meyrat SA med alla de tekniskafrågor de kan tänkas ha liksom att få specialistutbild-ning om de önskar.
Hos Tornos integrerar kalkyleringskontoren data förhögfrekvensspindlar från Meyrat SA för att övervägamaskinernas konfiguration och de detaljer som skallbearbetas. På samma konceptnivå arbetar Meyrattillsammans med Tornos. Den nya kompakta MHF-22-spindeln utvecklades ursprungligen specifikt förMicro 7 och Micro 8.
Spindlar sedan 1947
Meyrat har tillverkat spindlar under mer än 60 år. Nusträcker sig företagets produktområde över fleratusentals referenser fördelade över tre stora produkt-familjer. Högfrekvensspindlar, drivna spindlar ochremdrivna spindlar. För det mesta består de två sistakategorierna av spindlar och motspindlar för tillver-kare av svarvar, fräsar och slipmaskiner.
Kunnandet hos detta företag kan ses i deras pro-gram av högfrekvensspindlar; vid körning medhastigheter på upp till 80 000 är precision och balan-sering av spindeln nyckelfaktorer som är avgörandeför livslängden på både verktyg och spindlar.
Tillverkade i Bienne är högfrekvensspindlarna en ny
produkt av vilka den äldsta har utvecklats för endast5 år sedan. Kvaliteten på konstruktionen drar fördelav mikrometerkunskapen hos företagets specialister.All denna personal har genomgått specialistutbild-ning som har gjort det möjligt för företaget attuppnå en hög nivå på intern expertis.
Kvalitet, pris och information
Precisionen på balanseringsnoggrannheten liggerinom några få tiondelar av ett milligram så verkty-gens livslängd och information är nyckelfaktorer somunderbygger affärsframgångarna hos Meyrat SA.Detta är något som herr Walther är övertygad om:”Kvaliteten på våra spindlar speglar sig i våra nöjdakunder. Om operatören är nöjd med operationenoch livslängden på sina verktyg och om Meyrat rea-gerar effektivt om problem uppstår får vi ett gottrykte när det gäller servicekvalitet och maskinopera-törerna för informationen vidare bland varandra!”
Meyrat SARue de Longeau 10CH-2504 Bienne Tel. +41 32 344 70 20Fax +41 32 344 70 [email protected]
«Är du intresserad att få reda på mer omhögfrekvensspindlar eller om någon av deövriga produkterna? Skicka i så fall ett e-mail med dina kontakt-data till [email protected] och vi åter-kommer till er med mer information.»
M. Barras
Aktuellt
decomagazine 37
SPJUTSPETSSAMARBETE
01 / 09
Tornos, tillverkaren av automatsvarvar och specia-listerna på fastspänningsverktyg hos Schaublin arbe-tar nu nära tillsammans. Tornos rekommenderarSchweiziska precisionsverktyg från Schaublin ochmonterar dem i sina maskiner innan de lämnar pro-duktionslinjen. Tornos kunder i Tyskland har ocksåstor nytta av det nya lagret med fastspänningsverk-tyg i Bad Emstal för repetitionsorder. Det omfattandenya lagret med fastspänningsverktyg hos SchaublinGmbH sträcker sig från de allra minsta spänntäng-erna till de största, extra kraftiga verktygshållarna.”Vi kan svara snabbt och flexibelt på order här”,säger Roland Gerlach, företagets direktör, med vissstolthet. Det tyska Schaublin-teamet tillhandahållerockså en detaljerad skötselinstruktion för varjeTornos-svarv – med specifika råd om hållande verk-tyg. ”Kunderna kan ladda ner dessa faktablad frånen säker del av Schaublins hemsida med ett kund-specifikt login. Vårt nya lager gör det också möjligtför oss att utföra snabba och enkla leveranser påbehovsbasis”, avslöjar Roland Gerlach.
Ett idealiskt samarbete
“Samarbetet med Tornos är mycket viktigt för oss”,påpekar Frank Muehlaus från företagsledningen hosSchaublin Tyskland. ”En välkänd maskintillverkaresrekommendation är ett klart budskap om kvalitetsom vi skickar ut till våra kunder. Med ett samarbetesom är så bra som detta kommer vi med säkerhet gåmycket längre längs den vägen tillsammans.” Redanfrån första början var Tornos en idealisk partner attarbeta med. Det gamla företagets maskinprogramkompletterar Schaublins maskinkatalog på ett ypper-ligt sätt. Den här tillverkaren av svarvar är ocksåledande inom sin sektor – precis som Schaublin. Isynnerhet har Tornos byggt upp sitt rykte på attutveckla optimala kundfokuserade lösningar. ”Denmakalösa kvalitetsnivån på Schaublins fastspän-ningsverktyg var den avgörande faktorn för Tornos
Med syfte att konstant utvidga serviceområdet man erbjuder sina kunder har Tornos ett nära samarbete med ett visst antal partners runt om i världen. I detta nummer av decomagasinet ligger huvudfokus på sam-
arbetet med Schaublin och på ett möte mellan de två företagen som nyligen ägde rum i Tyskland.
när man kom överens om detta samarbete. Vi serfram emot ett lönsamt och nära samarbete. Bådaföretagens kunder drar nytta av detta”, säger FrankMuehlaus.
decomagazinet återkommer mer i detalj tillbegreppet kundanpassat samarbete i ett kommandenummer.
Ehn&Land är exklusiv agent för Schaublins hela pro-duktsortiment i Sverige! För mer information kontak-ta Magnus Wahlquist på tel.08-635 34 51.
38 decomagazine
MICRO 7 OCH 8:HÖGRE PRODUKTIVITET
01 / 09
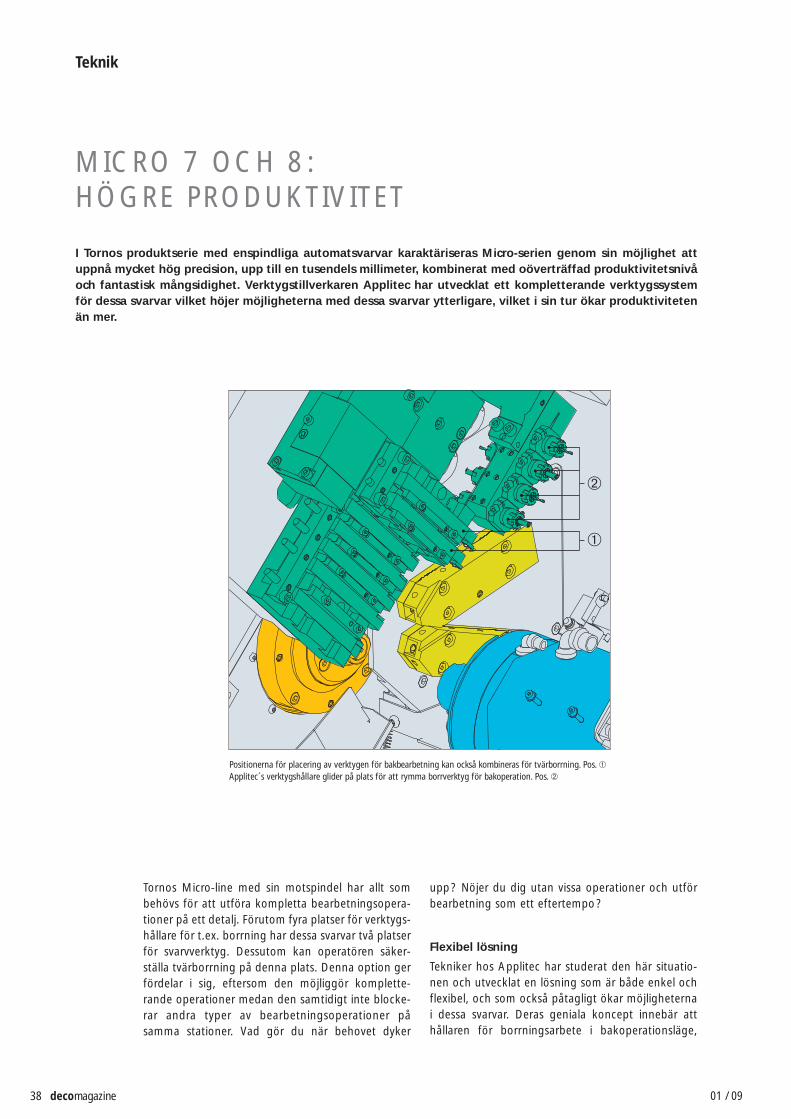
Tornos Micro-line med sin motspindel har allt sombehövs för att utföra kompletta bearbetningsopera-tioner på ett detalj. Förutom fyra platser för verktygs-hållare för t.ex. borrning har dessa svarvar två platserför svarvverktyg. Dessutom kan operatören säker-ställa tvärborrning på denna plats. Denna option gerfördelar i sig, eftersom den möjliggör komplette-rande operationer medan den samtidigt inte blocke-rar andra typer av bearbetningsoperationer påsamma stationer. Vad gör du när behovet dyker
I Tornos produktserie med enspindliga automatsvarvar karaktäriseras Micro-serien genom sin möjlighet attuppnå mycket hög precision, upp till en tusendels millimeter, kombinerat med oöverträffad produktivitetsnivåoch fantastisk mångsidighet. Verktygstillverkaren Applitec har utvecklat ett kompletterande verktygssystemför dessa svarvar vilket höjer möjligheterna med dessa svarvar ytterligare, vilket i sin tur ökar produktivitetenän mer.
upp? Nöjer du dig utan vissa operationer och utförbearbetning som ett eftertempo?
Flexibel lösning
Tekniker hos Applitec har studerat den här situatio-nen och utvecklat en lösning som är både enkel ochflexibel, och som också påtagligt ökar möjligheternai dessa svarvar. Deras geniala koncept innebär atthållaren för borrningsarbete i bakoperationsläge,
Positionerna för placering av verktygen för bakbearbetning kan också kombineras för tvärborrning. Pos. ➀Applitec´s verktygshållare glider på plats för att rymma borrverktyg för bakoperation. Pos. ➁
Teknik
➀
➁

decomagazine 3901 / 09
används. Verktygshållaren monteras bakpå vanligaborrskaft och är fastsatta med hjälp av två skruvar:att byta dem är därför en snabb och enkel sak.Applitec har skapat ett verktygssystem som innehål-ler en standard borrhållare kombinerat med en vän-ster och en höger verktygshållare. Dessa två verk-tygshållare har konstruerats för att passa Applitecsvändskär i serierna 730 och 740 som visas i katalo-gen.
Ingenting går till spillo...
Automatsvarvarna Micro 7 och Micro 8 har båda fyraplatser av denna typ. Som en följd av detta har ope-ratörerna valmöjligheten att lägga till verktyg förbakoperation på sina svarvar samtidigt som – ombehovet finns - en tvärborr används. I ett enda slagförbättras valmöjligheterna att använda bakopera-tioner väsentligt och stångsvarvaren kommer attuppfatta det mycket enklare att komplettera bear-betningen av detaljerna – även komplexa sådana – ien enda fixturinställning. Med denna produktivitets-förbättring har den välinformerade stångsvarvarenallt att vinna.
Dessa speciella verktygshållare kan monteras utannågon som helst modifiering på svarven och utanbehov av några specialverktyg. Processen innebärhelt enkelt att verktygshållaren skjuts på skaftet , detvå skruvarna dras åt och hållaren skjuts i sitt läge.
…emellertid erbjuds ytterligare en fördel
Liksom de två verktygshållarna för Applitec´s vänd-skär – d.v.s. en relativt märkesanpassad lösning –erbjuder denna verktygsleverantör också en verk-tygshållare för 8 x 8 mm verktyg. Detta verktyg, fritttillgängligt på den öppna marknaden, gör det möj-ligt att dra ännu större fördelar av flexibiliteten idenna lösning och att direkt använda dessa påTornos automatsvarvar; ett extra ess i hålet för dennalösning – och för Micro-svarvarna från Tornos.
Ehn & Land ABMariehällsvägen 4416102 BrommaTel. 08-635 34 50Fax. 08-635 34 [email protected]
Det kompletterande verktygssystemet från Applitec innehåller:I bakre änden: en standard hållare (på vänster sida) och en hållare med ER11hållare. På framsidan (från vänster till höger): en verktygshållare på höger sida, enverktygshållare för 8x8 verktyg och en verktygshållare på vänster sida.
RM
Trix och tips
decomagazine 4101 / 09
NY TORX G962 FRÄS CYKEL
Varför denna nya cykel?
Tornos är fast övertygade om att ge kunden en stör-re tillfredsställelse. Detta är anledningen varför före-taget kompromisslöst tar fram betydande förbättrin-gar vid TORX produktion:
• Förenklad programmering av cirkel bågar genomanvändande av en konfigurerbar cykel och hjälp.
• Förbättrad yta vid bearbetning vid linjär rörelse påZ axeln.
• Optimering av fräs verktyget genom varierandebearbetningsmatning mellan invändig och utvän-dig lob.
Tillämpning
Makrot G962 kan användas på krysslid 1 & 2 och påmotstationen vid motspindel bearbetning.
TORX uttaget kan antingen programmeras via XpYp
plan eller via XpCp plan genom polära koordinater.
Två program lägen är tillgängliga:
A) Genom att specifiera antalet uttag i enlighet medISO 10664 (P1) standard.
B) Genom att skriva in parametrarna P4 to P8.
En ny fräs cykel för sex lobers (hörn) uttag vid bearbetning av TORX skruvar är nu tillgänglig som en option med TB-DECO ADV 2009.
Denna cykel kan användas på hela DECO [a-line] (7, 10, 13, 20 och 26) familjen.
Trix och tips
42 decomagazine 01 / 09
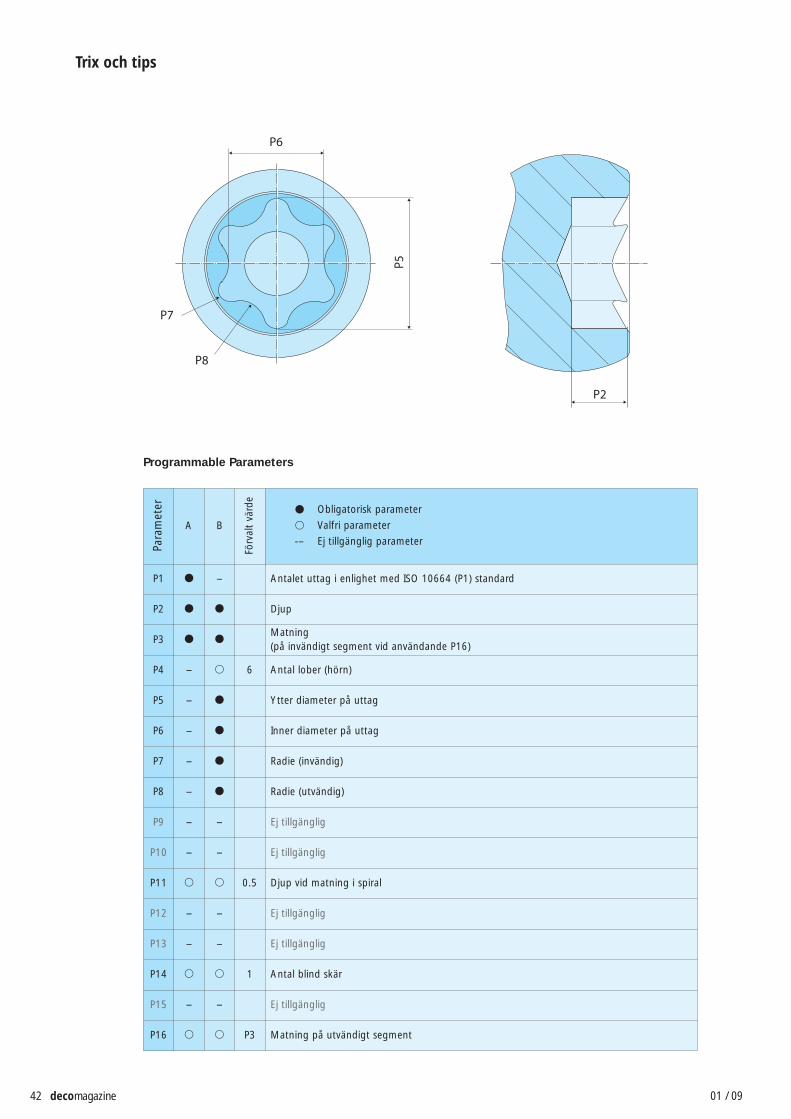
Programmable Parameters
A B
P1 � – Antalet uttag i enlighet med ISO 10664 (P1) standard
P2 � � Djup
P3 � �Matning(på invändigt segment vid användande P16)
P4 – � 6 Antal lober (hörn)
P5 – � Ytter diameter på uttag
P6 – � Inner diameter på uttag
P7 – � Radie (invändig)
P8 – � Radie (utvändig)
P9 – – Ej tillgänglig
P10 – – Ej tillgänglig
P11 � � 0.5 Djup vid matning i spiral
P12 – – Ej tillgänglig
P13 – – Ej tillgänglig
P14 � � 1 Antal blind skär
P15 – – Ej tillgänglig
P16 � � P3 Matning på utvändigt segment
Para
met
er
Förv
alt
värd
e
� Obligatorisk parameter
� Valfri parameter
-– Ej tillgänglig parameter
decomagazine 4301 / 09
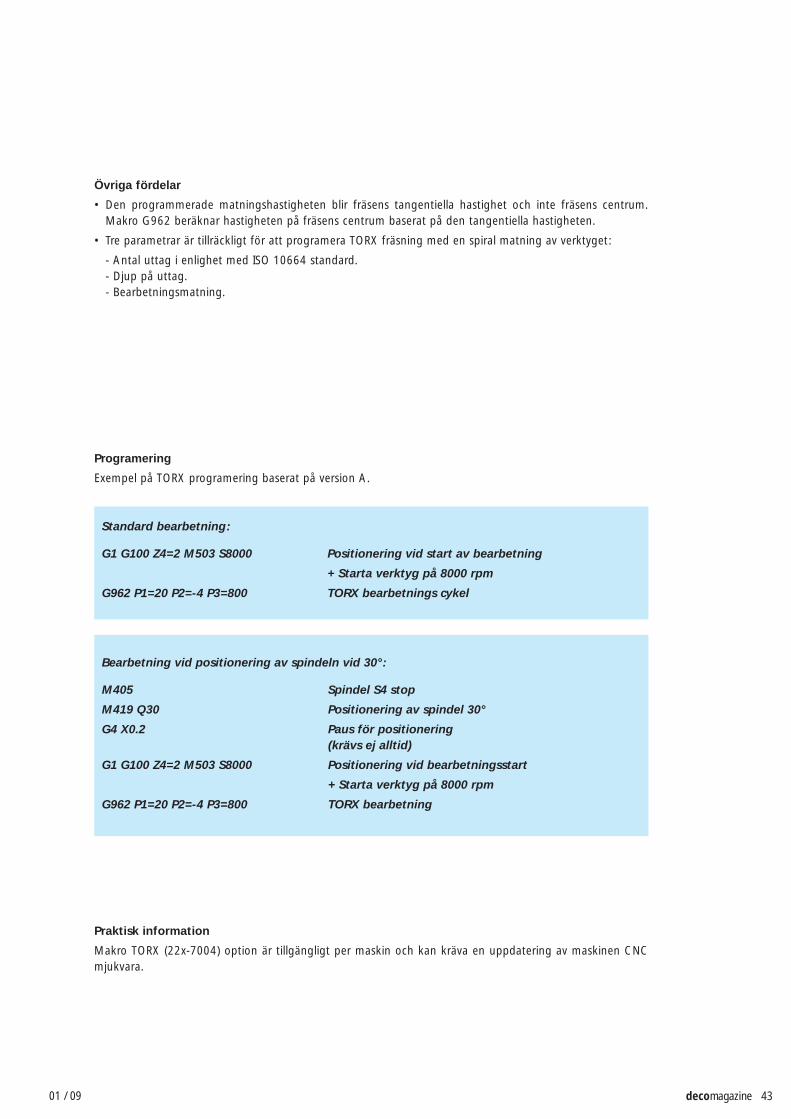
Övriga fördelar
• Den programmerade matningshastigheten blir fräsens tangentiella hastighet och inte fräsens centrum.Makro G962 beräknar hastigheten på fräsens centrum baserat på den tangentiella hastigheten.
• Tre parametrar är tillräckligt för att programera TORX fräsning med en spiral matning av verktyget:
- Antal uttag i enlighet med ISO 10664 standard.- Djup på uttag. - Bearbetningsmatning.
Standard bearbetning:
G1 G100 Z4=2 M503 S8000 Positionering vid start av bearbetning
+ Starta verktyg på 8000 rpm
G962 P1=20 P2=-4 P3=800 TORX bearbetnings cykel
Praktisk information
Makro TORX (22x-7004) option är tillgängligt per maskin och kan kräva en uppdatering av maskinen CNCmjukvara.
Programering
Exempel på TORX programering baserat på version A.
Bearbetning vid positionering av spindeln vid 30°:
M405 Spindel S4 stop
M419 Q30 Positionering av spindel 30°
G4 X0.2 Paus för positionering(krävs ej alltid)
G1 G100 Z4=2 M503 S8000 Positionering vid bearbetningsstart
+ Starta verktyg på 8000 rpm
G962 P1=20 P2=-4 P3=800 TORX bearbetning

Intervju
44 decomagazine 01 / 09
Ett mycket vanligt konstaterande i Spanien på sjut-tiotalet var att stångsvarvning bäst illustreras medden fyrkantiga skruven, en så dåligt tillverkad pro-dukt att dess viktiga geometri förändrats. Hur somhelst, under denna period fanns det en marknad fördenna typ av detaljer så tänk er vad det förde medsig att starta upp ett företag med specialinriktningpå tillverkning av små högprecisionsdetaljer, som varså bra att de lockade fram ett leende. Herr Correigoch herr Casas tog beslutet att lansera sitt företagden 2 januari 1971 med ett enda bestämt och väg-ledande mål: det målet var att alltid producera enmycket hög kvalitet!
Dessa två män satte upp några klara regler – de
Möte i Reus (Katalonien) med ledningen för Preciber S.A.
1 år med att köra DECO "e", 10 år med DECO "a", 37 år med Bechler. Så många år som ägnats åt ämnet preci-sion (Iberiska) och kvalitet.
PÅ DEN TIDEN VAR PRECISION NÅGOT AVEN ÖNSKEDRÖM I SPANIEN!
skulle behöva de bästa möjliga maskinerna, som deskulle vara tvungna att lära sig köra perfekt. Till följdav en noggrann analys av vad som erbjöds beslutadede att investera i fyra maskiner från Bechler AR.”Dessa maskiner var på den tiden de allra bästa föroperationer efter avstick” informerar oss herr Casas.Han fortsätter: ”Bechlers enhet för denna bearbet-ning gjorde underverk och, även idag, producerarvåra kurvstyrda maskiner hög kvalitet i normalt drift-läge och i bearbetningar efter avstick”.
Efter att ha tillverkat detaljer för den optiska sektorn(exklusiva skruvar för gångjärn) och komponenterför gaständare öppnades marknaden upp förPreciber, och då med det goda ryktet om deras höga

decomagazine 4501 / 09
produktionskvalitet. Idag har företaget 21 DECO-enheter och knappt 50 kurvstyrda maskiner. Derasvägledande princip har förblivit densamma och kret-sar kring ett enda ord: kvalitet!
Preciber, troligtvis den enda stångsvarvaren i Spaniensom arbetar för kontaktdonssektorn, är perfekt läm-pad för att se sina internationella konkurrenter i ögo-nen på en jämställd nivå. Dessutom är Preciber denmest dynamiska exportören bland stångsvarvnings-företagen i Spanien och den årliga försäljningeninternationellt når upp till 75 % av omsättningen.
ETT MÖTE MED HERRARNA CORREIGFADER OCH SON (FÖRSÄLJNING) OCHCASAS SON (TEKNOLOGI).
En kort historielektion...
decomagazinet: Ni behövde helt visst en storportion mod och en vision för att lansera er själ-va inom precisionssvarvningsområdet. Vad för-anledde att ni tog det beslutet?
Herr Correig: Vi var båda involverade i produktionav små detaljer och vi visste att det fanns enmarknad där ute.
Därför valde vi våra maskiner mycket noggrant ochvår chansning har gått hem. Vi arbetar fortfarandepå samma sätt idag. Före en produktionsstart i en nymaskin undersöker vi alla lösningar, utför en produk-tionstest med maskinen och, om allt går bra, läggervi till fler maskiner. Det är vad som hänt med DECO”a” under de senaste 10 åren och med ”e”-model-lerna under det senaste året eller så. Vi hämtar allavåra maskiner från en enda tillverkare som gör detmöjligt för oss att utnyttja utbildning på bästa sättoch vi drar fördelar från den naturliga synergin påflera sätt.
dm: Innan vi går vidare och pratar om er nuva-rande maskinuppsättning, ni nämnde att “detfanns en marknad där ute” för era detaljer, menvi har sett dessa typer av komponenter, speci-ellt de som används i tillverkningen av glas-ögonbågar, utvandra till andra länder. Hur kom-penserar ni detta bortfall?
Herr Correig: Under åren har våra kurvstyrda maski-ner och senare våra NC-maskiner riggats för allatänkbara typer av bearbetningsoperationer. Vi har nuhögt utvecklade möjligheter till att genomföra ope-rationer i såväl huvudspindeln som subspindeln,d.v.s. normal- och bakbearbetning. Istället för att för-

Intervju
46 decomagazine 01 / 09
söka leka “följa John” beslöt vi oss för att byggaännu starkare på våra möjligheter att tillverka kom-plexa detaljer. Våra Deco-maskiner har utrustning förpolygonbearbetning, gängskärning, fräsning…gränserna för vad vi kan köra är obetydliga. Eftersomvi effektivt har möjlighet att ägna oss åt så gott somallting, och att alltid göra det med den mycket högakvalitetsstandard som är vårt kännetecken, finns våramarknader naturligt nog kvar öppna för oss.
dm: Ni är överlägset skickliga på Bechler-maski-ner. Vad gör ni för att garantera deras underhålloch användning?
Herr Casas: Vi manövrerade oss genom några tuffatider, och när Tornos köpte tillbaka Bechler tappadevi på något sätt orienteringen, vi förlorade våra kon-taktpunkter och vi köpte inte några nya maskiner påflera år. Vi skaffade alla de kunskaper vi behöver föratt garantera underhåll av våra gamla maskiner själ-va och köpte begagnade Bechler-maskiner för attfullborda vår maskinverkstad.
Mer komplexa detaljer
dm: Efter att ha lagt all kunskap till kurvstyrdamaskiner varför då övergå till NC-maskiner?
Herr Casas: Vår idé var att utöka detaljområdet somvi kunde producera, i första hand till större diametraroch i andra hand till detaljer som krävde ännu merkomplexa bearbetningsoperationer. Det är därför vi
köpte en av de allra första DECO 20-maskinerna frånTornos. Vår policy har alltid varit att välja mycket väl-utrustade maskiner som är kapabla att göra allting.Vi startade genom att producera detaljer med endiameter på 10,5 mm i våra DECO 20-maskiner. Vikontrollerade maskinen och sedan gick vi vidare medatt köpa ytterligare 20 DECO-enheter!
dm: DECO 20? Är inte den maskinen lite för storför bearbetning av diametrar på 10,5 mm?
Herr Casas: På den tiden hade inte Tornos DECO 13och DECO 10 var för liten. Vi är mycket nöjda medvår 20 mm maskin och självklart har vi nu också 10mm och 13 mm maskiner, och vi tillfrågas då och dåom att tillverka små 5 eller 6 mm detaljer i vår DECO20. Kvalitet och precision är perfekt i fas. Det garan-terar oss flexibilitet!
Normalt tillverkar vi alla de mer komplexa detaljernai våra NC-maskiner hellre än i våra kurvstyrda maski-ner. Dessa är därigenom kompletterande produkter.
dm: Kan ni fortfarande hitta operatörer till erakurvstyrda maskiner?
Herr Casas: Det är ingen skillnad mellan operatörerför kurvstyrda maskiner och NC-maskiner: vi lyckashelt enkelt inte att hitta personal i Spanien som ärutbildade inom stångsvarvning. Vi rekryterar därförmekaniker och utbildar dem sedan helt och hålletinom företaget för vår verksamhet. Vår arbetskraft är
MM. Correig and Casas, a perfect team to ensure the company’s success.

decomagazine 4701 / 09
mångkunnig: alla kan köra kurvstyrda och DECO-maskiner. För att skola en person för denna meka-niska expertisnivå behöver man någonstans mellan 3och 4 år! Det finns stora synergier mellan dessa tvåteknologier. Mot bakgrund av att kurvteknologinovillkorligen är begränsande i sin natur, måste vi varamycket kreativa att hitta sätt att bearbeta våra detal-jer. Denna förståelse och denna kreativitet kan sedananvändas till maximal fördel genom att använda TB-DECO för att programmera DECO-maskinerna.
Kompletterande maskiner
dm: Du nämnde att ni var en av våra förstakunder i världen att arbeta med en DECO 20a,sedan med en 13a, sedan en av de första attarbeta med DECO 10e och DECO 13e. Hur delarni upp ert arbete mellan dessa olika maskiner,och era kurvstyrda maskiner?
Herr Correig: Arbetsfördelningen mellan kurvstyrdamaskiner och DECO-maskiner är ganska enkel. Förstoch främst bearbetas alla de “stora detaljerna 1”, demycket komplexa detaljerna, komponenter tillver-kade av mycket tuffa material och korta produk-tionskörningar i våra DECO-maskiner. Bara ett litetantal av våra “kurvstyrda” detaljer har flyttats övertill DECO. Jag måste säga att marknaden för Preciberhar utvecklats längs två utpräglade linjer. Vi har utö-kat vår serie av NC-maskiner men samtidigt har viockså adderat nya enheter till vår park av kurvstyrdamaskiner. Om det är möjligt att tillverka en detalj i enkurvstyrd maskin så gör vi det! Detta är starkt moti-verad kommersiell logik.
dm: Låt oss stanna kvar vid ämnet kommersielllogik en stund: ni har nu DECO “a” och “e”.
Vilka är fördelarna med att ha båda typerna avmaskiner? Finns verkligen de angivna synergi-erna där?
Herr Casas: Absolut! Vi arbetar med båda typernaav maskiner, och det faktum att båda programmeraspå samma sätt, det vill säga att de kör samma pro-gram, är en stor fördel. Verktygshållarna är utbytba-ra, men filosofin är identisk – det är verkligen en ide-alisk situation att ha dessa två maskintyper. För ossgör detta att vi får bättre användning av ”a”-maski-nerna för små, högkomplexa detaljer och att vianvänder oss av ”e”-maskinerna för att fokusera pådetaljer som endast kräver några få bakbearbetning-ar. Kompabiliteten hos dessa två maskintyper är enkritisk faktor och ger oss helt säkert verkliga förde-lar!
dm: Hur bär ni er då åt för att välja detaljer förera “a”- och “e”-maskiner?
Herr Casas: Vi har tidigare erfarenhet och ett rykteatt vi producerar bra detaljer, och detta hjälper ossatt avgöra vilken maskin vi ska använda. Vi känner tilldessa typer av detaljer och vilka maskiner sombehövs. Valet är helt klart ett tekniskt sådant menkostnadseffektivitet spelar också roll i vår beslutspro-cess.
Herr Correig: Detaljer kan tillverkas till ett visst prisoch detta pris påverkar vår förmåga att vara konkur-renskraftiga. Om vi kan tillverka detaljerna billigareblir det enklare att sälja dem. Samtidigt har vi aldrigavvikit från vår vägledande princip att aldrig kompro-missa när det gäller kvalitet eller precision.Nuförtiden utnyttjas vår maskinpark med kurvstyrda,DECO ”a”- och DECO ”e”-maskiner väl och vi tillver-kar typer av komponenter som utnyttjar fördelarnamed varje lösning.
1 över 10 mm!

Intervju
48 decomagazine 01 / 09
Global konkurrens
dm: Ni är därför mycket konkurrenskraftiga?
Herr Correig: Våra konkurrenter har också DECO-maskiner. Vi är mycket konkurrenskraftiga eftersomvi använder våra maskiner och utnyttjar deras möjlig-heter till fullo och vår arbetskraft använder dem påett kreativt sätt. Det faktum att vi har maskiner somär väl anpassade till de typer av detaljer vi tillverkar ären nyckelfaktor för konkurrensen.
dm: Har ni några detaljer som ni tidigare brukatbearbeta i DECO “a” och som ni nu producerar i“e”-maskinen?
Herr Casas: Ett exempel kunde vara dentalimplan-tat! Vi startade i DECO “a”-maskinerna eftersom detvar de maskiner vi hade vid den tidpunkten och degjorde det möjligt för oss att tillverka högkomplexadetaljer. Emellertid användes dessa maskiner aldrigtill full kapacitet och vi kunde ha tillverkat ännu merkomplexa detaljer i dem. Utifrån detta, för att frigö-ra kapacitet och för att producera på ett mer kost-nadseffektivt sätt startade vi upp tillverkning av dedetaljerna i en DECO ”e”. Överflytten är ganskaenkel, både när det gäller program, utrustning ochverktyg. När dessa maskiner väl hade gått i produk-tion kunde vi utöka vårt verksamhetsområde till attomfatta andra detaljer och sektorer.
dm: Vilken är er investeringsavkastning?
Herr Correig: Avkastningen på investeringar är godi båda fallen. Med ”e”-maskinen, eftersom den ärbilligare i inköp, kan vi sälja dess produktion till lägrepriser. Det finns en sorts naturlig selektering på arbe-tet idag: man kan inte sälja komponenter som är fördyra. Istället måste man tillverka till bästa möjliga prisför att sälja till bästa möjliga pris. Det här företagetdrivs genom samarbete med nära kontakt mellansina tekniska och kommersiella chefer – vi kommuni-cerar en hel del och vet alltid var vi har varandra,både i kommersiella och tekniska termer.
dm: Som vi har sett idag under denna intervjuvärderas de båda “kommersiella” och “teknis-ka” sidorna lika i den här verksamheten – är detfortfarande lika viktigt idag för er personligenatt hålla er involverade.
Herr Correig och herr Casas: Absolut – alltid när“chefen” är direkt involverad i produktion ellerkunder finns det inga mellanhänder och denna nivåmed direktkontakt garanterar att vi förstår varandraperfekt och snabbt kan reagera på det som begärsav oss.
DECO 10e är det idealiska komplementet till DECO 10a i Precibers fabrik.

decomagazine 4901 / 09
dm: Låt oss nu tala om framtiden. Jag ser att nihåller på att bygga ut era lokaler…
Herr Correig: Ja faktiskt. Vi började känna oss litebegränsade och den här processen tar sin tid. Attbygga ut en fabrik är inte lika “politiskt intressant”som att öppna en semesterklubb och det har varit endel förseningar med att få officiellt tillstånd beviljat.
Herr Casas: Vi har väsentligt ökat storleken på vårmaskinverkstad och arbetar nu med detaljer medstörre diameter. Det betyder att vi behöver mer golv-yta för att våra nya maskiner ska få plats. Dessutomville vi erbjuda vår arbetskraft bättre arbetsförhållan-den, större omklädningsrum, ett träningsrum och enmatsal. Alla dessa förändringar slutfördes tidigt2009. Vi expanderar vår verksamhet på en helt själv-finansierad basis vilket betyder att vi behåller vårtkapital här i företaget.
dm: Slutligen, vilken är förklaringen till fram-gången för Preciber idag?
Herr Correig: Svaret är en balansgång mellan flerafaktorer. Vi gör saker som behöver göras för att varatrogen vår vägledande princip med “hög kvalitet ochprecision”. Vår arbetsstyrka är högutbildad och vårtsystem med pågående internutbildning fungerarmycket bra. Vi är direkt och personligen involveradei den pågående verksamheten och i de investeringarsom behövs för att underhålla den. Vi har en maskin-park med mycket hög kaliber i vår verkstad. Vårakunder är lojala eftersom de vet att vi arbetar fördem.
Grundat: 1971
Antal anställda: 80
Export: 75 % av årsförsäljningen
Diameterområden: 1 till 20 mm
Produktionsplats: Reus/Tarragona (Sp)
Certifieringar: ISO 9001:2000 certifierad av TÜV
Expansion 2008: Produktionsytan ökar från2300 till 3100 m2
Kontakt:
Industrias PreciberPrecision bar-turningCami del Roquis, 75P.O. Box 40543200 REUS (Tarragona) SpainTel. +34 977 338 522Fax +34 977 320 [email protected]
Precibers nya lokaler i slutet av 2009.

NY «REACH»-STANDARD
Aktuellt
50 decomagazine 01 / 09
Reach – vad är det som verkligen ligger bakomdet?
Schweiziska folkhälsoinstitutets hemsida ger det härsvaret: “REACH är förkortningen för Registration,Evaluation, Authorization of Chemicals OFSP (regis-trering, utvärdering, auktorisering av kemikalier) ochomfattar även restriktioner som är tillämpliga pådessa substanser. Detta är det nya EU-direktivet somsyftar till att göra tillverkning och användning avkemiska substanser säkrare inom EU.”
Reach trädde i kraft den 1 juni 2007 och avserkemiska produkter för vilka förhandsregistrering ärobligatorisk hos European Agency for ChemicalProducts ECHA (Europeiska instansen för kemiskaprodukter) med säte i Helsingfors. Detta obligato-riska krav gäller kända substanser som tillverkats
Du kan vara på väg att hamna i “teknisk arbetslöshet”… En provokativ rubrik som det Schweiziska folkhäl-soinstitutet, i sitt informationsblad om REACH, hoppas ska dra alla industriföretags uppmärksamhet åt dettaEU-direktiv som till synes är på väg att införa stränga restriktioner. Så vad handlar då det hela om?
eller importerats i kvantiteter på ett ton eller däröverper år av tillverkaren eller av importören. Registreringav nya substanser startade den 1 juni vid sammainstans.
Vem påverkas?
“REACH”-direktivet berör företag med säte inomEU, som är tvungna att begära förhandsregistreringav nya produkter eller registrering av aktuella, befint-liga produkter. Schweiziska företag berörs, om deexporterar sina kemikalier – d.v.s. de produkter detillverkar själva – till ett land inom EuropeiskaUnionen. I dessa fall är partnern i ett av dessa ländertvungen att uppfylla alla nödvändiga formaliteter.Det Schweiziska företaget å sin sida är tvunget atttillhandahålla alla nödvändiga dokument. Om ett

decomagazine 5101 / 09
Schweiziskt företag importerar en substans från EUoch sedan exporterar den tillbaka till EU måste manfrån sin leverantör begära all nödvändig dokumenta-tion som skall åtfölja leveransen.
Ett Schweiziskt företag som endast levererar sinaprodukter inom Schweiz, eller till länder utanför EU,påverkas inte av detta EU-direktiv. Emellertid, om enkund senare exporterar en produkt, som innehålleren av dessa substanser, till ett EU-land skall den kun-den begära klargörande dokumentation från sinSchweiziska leverantör eftersom: “Överföring avrisker och säkerhetsinstruktioner måste garanterasutmed hela distributionskedjan för kemiska substan-ser.” Detta är en viktig punkt eftersom den anmodaralla parter, som är involverade utmed hela produk-tionskedjan, att uppfylla sina ålägganden!
Påverkar detta stångsvarvaren?
En stångsvarvares produkt – beroende på det företa-gets verksamhetsbeskrivning – omfattar detaljerbearbetade av (till största delen) metalliska material.För att göra detta använder stångsvarvare vanligtvisprodukter såsom skäroljor eller kylvätskor, och alladessa produkter kan betraktas som kemiska substan-ser. Efter bearbetningsoperationen tvättas detaljernai allmänhet innan de levereras till en kund. I sådanafall levererar inte stångsvarvaren någon produkt avkemisk natur, och påverkas därmed inte av REACH. Ifall där stångsvarvaren skall bearbeta syntetiskamaterial är det klokt av honom att först kontaktaleverantören av detta material för att ta reda på omhan kan tillhandahålla en konformitetsdeklarationoch, om inte, begära att han tar fram en.
Om en stångsvarvare dessutom blir involverad i mon-teringen av flera komponenter åt en kund inom EU,eller åt en kund som kommer att exportera till EU,kan den stångsvarvaren eventuellt påverkas av direk-tivet. Detta beror på innehållet i smörjmedlet ochinnehållet i andra kemiska produkter i denna detalj-sammansättning. Beroende på det gällande fallet,
kan det vara nödvändigt att följa samma procedursom för maskintillverkarna.
Och när det gäller verktygsmaskiner?
För tillverkare av verktygsmaskiner gäller sammadirektiv som för alla andra producenter. Den avgö-rande punkten är att veta om ett material eller enprodukt som används i en maskin – exempelvis oljoreller fett – påverkas av REACH och om den exporte-rade kvantiteten i detta fall överskrider den officiellaårliga gränsen på ett ton. För att sammanfatta: detspelar inte någon roll om en produkt exporterasdirekt eller via en mellanhand. Den Involverade till-verkaren måste, om certifiering inte redan tillhanda-hållits av hans leverantör, vidta åtgärder för att tafram skriftlig bekräftelse att produkten (oljor, fett)har registrerats med tillbörlig auktoritet i Helsingfors.
Tvivel är tillåtet
Det här är ett relativt komplext diskussionsämne,något som även de specialister som hanterar dettaämne är beredda att hålla med om. Betänkligheter ärdärför tillåtna. För att lära sig mer kan den som ärintresserad besöka OFSP:s hemsida, eller en av dehemsidor som finns angivna i slutet av denna artikel.Dessutom har alla producenter av motsvarande pro-dukter som är direkt eller indirekt involverade under-sökt den här frågan under en tid och är nu i stånd attge fullständigt exakt information in den här frågan.
Smörjmedelsproducenten Blaser SA tillhandahållerexempelvis en specifik e-mailadress:[email protected] där frågor kan ställas in dettaämne. Motorex är ett annat företag som är villiga atttillhandahålla information på följande e-mailadress:[email protected].
Hemsidor på Internet som kan konsulteras:
http://www.bag.admin.ch/themen/chemikalien/00531/02835/index.html?lang=frhttp://echa.europa.eu/reach_fr.asphttp://eur-lex.europa.eu/JOHtml.do?uri=OJ%3AL%3A2007%3A136%3ASOM%3AFR%3AHTMLhttp://ec.europa.eu/enterprise/reach/index_fr.htm
… och det finns en mängd andra hemsidor därute
E-mailadress till Blaser SA: [email protected] till Motorex SA: [email protected]
RM

decomagazine 5301 / 09
Teknik
ETT MATERIAL LIKA FASCINERANDE SOM SVÅRBEARBETAT
Med en täthet på 4,51 gram/cm 3 är titan tyngre änaluminium (2.7 g/cm 3) men mycket lättare än järn(7.8 g/cm 3). Det är därmed en relativt lätt metall medutmärkt korrosionshärdighet och dess smältpunktligger på 1660°C, något högre än järn (1535°C),men betydligt högre än aluminium (658°C). En fak-tor som gör att titan sticker ut från andra material äratt det förblir stabilt även vid relativt höga tempera-turer. Titan är erkänt som biokompatibelt och är där-för lämpligt som basmaterial för detaljer inklusiveskruvar och andra medicinska implantat – använd-ningsområden som dock idag är ganska omtvistade.
En kort historielektion...
Historieböckerna säger att det var Fader WilliamGregor – en brittisk mineralog och kemist – somupptäckte och beskrev denna metall för första gång-
Titan (Ti) är en av de metaller som, i kraft av dess egenskaper, är sista skriket inom olika sektorer. Dess många fördelar är mycket uppskattade för delar inom flyg-, medicinal- och fritidssektorerna.
Bearbetningen av denna metall är emellertid knepig och kräver ofta ganska betydande bearbetningstider och dyra verktyg.
en år 1791. Han isolerade vad han kallade SvartSand, idag känt som ilmenit. Martin HeinrichKlaproth, professor inom analytisk kemi vid univer-sitetet i Berlin, identifierade samma metall flera årsenare, oberoende av Gregor. Klaproth gav dennametall det nuvarande namnet “titan” med anspel-ning på den Grekiska mytologin, dock totalt ove-tande om dess fysiskt-kemiska egenskaper. Det varinte förrän 1910 som Matthew Albert Hunter, for-skare vid Rensselaer Polytechnic Institute (NY, USA)kunde ta fram 99 % rent titan. Sedan var det inteförrän 1939 när Wilhelm Justin Kroll, metallurg ochkemist från Luxemburg och konsult åt Union CarbideResearch Laboratory i Niagara Falls (New York),utvecklade en industriell process för att produceratitan genom malmreducering med magnesium(reduktion är en process där metallen utskiljs från enoxid som den innesluter genom att avlägsna syret).
Svarvning Gängvirvling Fräsning Djuphålsborrning Driftning
Genomborrad skruv (trauma) i titan – 380 sek.
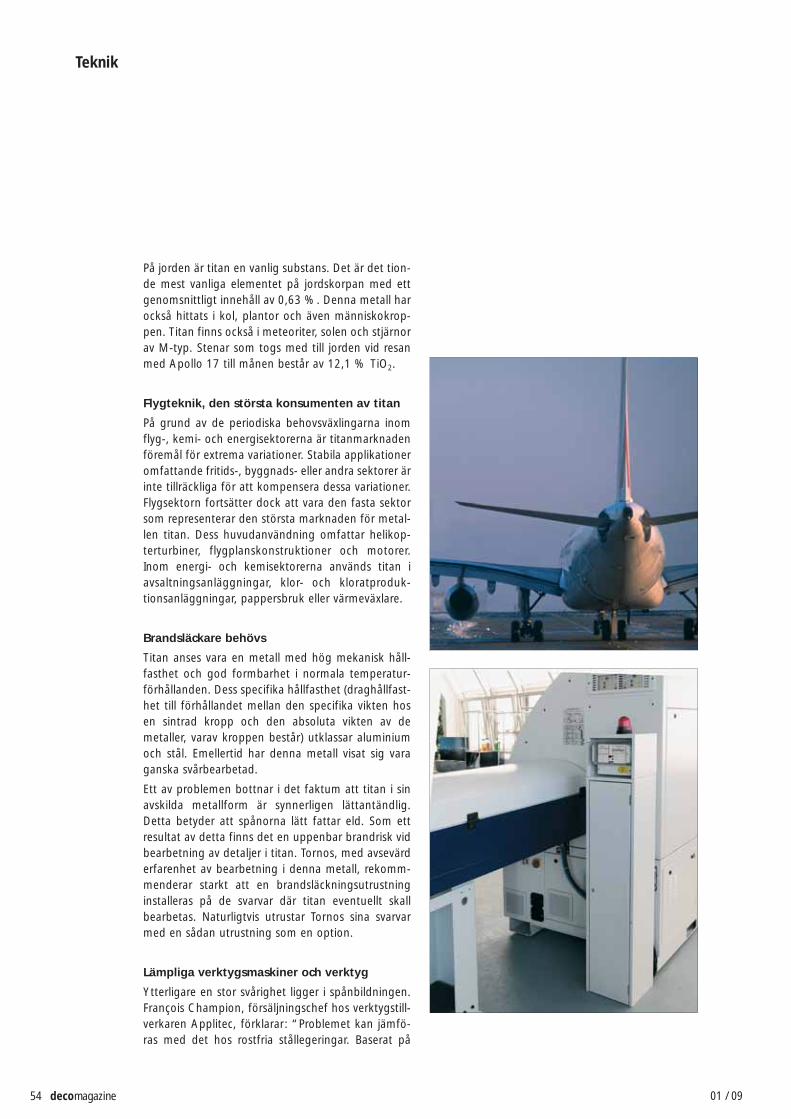
54 decomagazine 01 / 09
Teknik
På jorden är titan en vanlig substans. Det är det tion-de mest vanliga elementet på jordskorpan med ettgenomsnittligt innehåll av 0,63 %. Denna metall harockså hittats i kol, plantor och även människokrop-pen. Titan finns också i meteoriter, solen och stjärnorav M-typ. Stenar som togs med till jorden vid resanmed Apollo 17 till månen består av 12,1 % TiO2.
Flygteknik, den största konsumenten av titan
På grund av de periodiska behovsväxlingarna inomflyg-, kemi- och energisektorerna är titanmarknadenföremål för extrema variationer. Stabila applikationeromfattande fritids-, byggnads- eller andra sektorer ärinte tillräckliga för att kompensera dessa variationer.Flygsektorn fortsätter dock att vara den fasta sektorsom representerar den största marknaden för metal-len titan. Dess huvudanvändning omfattar helikop-terturbiner, flygplanskonstruktioner och motorer.Inom energi- och kemisektorerna används titan iavsaltningsanläggningar, klor- och kloratproduk-tionsanläggningar, pappersbruk eller värmeväxlare.
Brandsläckare behövs
Titan anses vara en metall med hög mekanisk håll-fasthet och god formbarhet i normala temperatur-förhållanden. Dess specifika hållfasthet (draghållfast-het till förhållandet mellan den specifika vikten hosen sintrad kropp och den absoluta vikten av demetaller, varav kroppen består) utklassar aluminiumoch stål. Emellertid har denna metall visat sig varaganska svårbearbetad.
Ett av problemen bottnar i det faktum att titan i sinavskilda metallform är synnerligen lättantändlig.Detta betyder att spånorna lätt fattar eld. Som ettresultat av detta finns det en uppenbar brandrisk vidbearbetning av detaljer i titan. Tornos, med avsevärderfarenhet av bearbetning i denna metall, rekomm-menderar starkt att en brandsläckningsutrustninginstalleras på de svarvar där titan eventuellt skallbearbetas. Naturligtvis utrustar Tornos sina svarvarmed en sådan utrustning som en option.
Lämpliga verktygsmaskiner och verktyg
Ytterligare en stor svårighet ligger i spånbildningen.François Champion, försäljningschef hos verktygstill-verkaren Applitec, förklarar: “Problemet kan jämfö-ras med det hos rostfria stållegeringar. Baserat på

decomagazine 5501 / 09
våra experiment måste man varje gång hitta detmest lämpliga verktyget. En av svårigheterna medbearbetning av titan ligger i kvaliteten på dennametall: Ena gången har man kanske en legering somger extremt långa spånor som är svåra att bryta,nästa gång skapar den bearbetade legeringen gan-ska korta spånor. ”Detta bekräftar de observationersom gjordes av Philippe Charles, en expert på områ-det hos Tornos: ”Beroende på typen av operationerär spånorna antingen långa eller korta. Operatörenmåste därför arbeta med högtryckssmörjning ochanpassa hastigheten och skärverktygen.” Han till-ägger: ”I händelse av korta spånor blir filtrering avskäroljan helt avgörande. François Champion: “Detfins inte en enda typ av skärverktyg för bearbetningi titan. I vart och ett av fallen behöver stångsvarvarenvälja det rätta verktyget, baserat på metallegeringenoch typen av operation. Vi hjälper dem naturligtvismed det här valet.”
Eftersom metallen är relativt mjuk blir det lätt mär-ken på detaljerna, en oacceptabel defekt i de flestafall. För Philippe Charles så, förutom högtryckssmörj-ning för att avlägsna spånor snabbt och effektivt,hjälper en roterande eller självjusterande styrbuss-ning till att lösa problemet.
Både verktygsmaskiner och verktyg måste därföranpassas till uppgiften. Tornos, med över tjugo årserfarenhet, uppfyller dessa specifika krav med sinaprodukter.
Viktig forskning på gång
Som en del av ett projekt som stöds av den federalakommissionen för teknologi och innovation (KTI)arbetar institutet Inspire SA – placerat i lokalerna förSwiss Federal Institute of Technology Zurich (EPFZ) –mycket hårt för att hitta lösningar på problemenmed titanbearbetning. Forskningen är först ochfrämst fokuserad på fräsning i denna metall, menCarl-Frederik Wyen, forskare och projektledare,bekräftar: ”Vi behöver även studera problemen närdet gäller svarvning.”
Skären bryts sönder
En av titanets speciella egenskaper är den mycketsnabba oxideringen av dess yta. Det är en fördel närdet gäller oavsiktliga repor på en yta av titan: oxidenrättar spontant till detta i luft eller i vatten ochmetallen läker “såren” snabbt och effektivt. Detta
lager av oxid är komplett och fastnar mycket lätt. Detkan vara en fördel när metallens neutralitet kan varaett handikapp under bearbetning. Faktum är attskärverktyget måste avlägsna detta lager vilketombildas omedelbart. Det blir emellertid ännu värre,som Carl-Frederik Wyen förklarar: ”Om materialet iskäret är baserat på en oxid, som exempelvis kera-misk oxid, är titanets förmåga till oxidering sådan attdet kommer att dra ut det syre som finns i skäret.Detta löses upp gradvis.” Detta förklarar den kortalivstiden för en del skärverktyg.
Metallen undviker skäret
Ett annat problem ligger i den låga elasticitetsmodu-len på mellan ungefär 105 GPa och 120 GPa bero-ende på legeringen (stål: mellan 195 och 210 GPa).Denna låga elasticitetsmodul är naturligtvis fördelak-tigt vid användningen av denna metall. Men Carl-Frederik Wyen tillägger: ”Under bearbetning tende-rar emellertid titan tyvärr att “flyta” runt skäret istäl-let för att avlägsnas. Ett annat problem handlar omprecisionen vid bearbetning av denna metall.” Vadkan göras? ”Ofta tycker verktygsmaskinoperatöreratt de gör det rätta när de använder ett verktyg medett mycket vasst skär. Enligt de första resultaten avvår forskning tror vi att skärvinkeln måste omprövashelt och kanske rundas.”
Forskningsprojektet skall pågå under två år. Carl-Frederik Wyen avser att kunna presentera slutresulta-ten i slutet av 2009.
Så: Håll utkik då.
Information:
Inspire AGDipl.-Ing. Carl-Frederik WyenCLA F 33, Tannenstrasse 38092 ZurichTel. 044 632 68 [email protected]
RM

56 decomagazine 01 / 09
Presentation
NÄR STÅNGSVARVNING OCH IT GÅR TILLSAMMANS
Med NC-system har det alltid varit möjligt att skapasiffertecken och symboler genom att använda bear-betningsmöjligheterna i en automatsvarv. Detta haremellertid en benägenhet att kräva ganska ihärdigtprogrammeringsarbete och påtagliga investeringarnär det gäller arbetstimmar. Många stångsvarvareönskar sig en mycket enklare lösning. Här kommerdå ett förslag som kan vara intressant för en stor delav dessa.
Lämna det enkla för att arbeta med det kom-plexa
Med sina tre automatsvarvar och sina tre medarbe-tare är MMT ett typiskt exempel på ett småföretag.Grundat redan 1962 av Elio Aquilini har företagetförts framåt av hans son och nuvarande chef,
Det finns ett växande behov av att kunna se inskrifter och även emblem på svarvade detaljer. För att göra detenklare att bearbeta komponenter av den typen har Fabio Aquilini från MMT i Cologno Monzese i Italien ska-pat en mjukvara för PC från vilken det är en enkel sak att föra över ord och symboler i form av ISO-kod till detnumeriska styrsystemet (NC) i en automatsvarv.
Giovanni Aquilini, som, med sin sedan lång tidanställde Tommaso Altomare, beslutade sig för attsluta producera skruvar och liknande komponentertill förmån för bearbetning av komponenter medmycket hög precision, vilket medför en betydandegrad av komplexitet. För detta ändamål började hanatt anpassa sin maskinpark, för tillfället bestående avtre svarvar: en DECO Sigma 20, en DECO 20 och enSchaublin 110 CNC.
Giovanni Aquilini har nu specialiserat sig på bearbet-ning av prototyper och korta produktionskörningarav komponenter med ultrahög precision – företrä-desvis för den hydrauliska industrin, klocktillverkningeller forskningsapplikationer. För honom betyderprecision noggrannheter inom en tusendels millime-ter. ”Vi kör inte våra maskiner till deras maximala
Fabio Aquilini, upphovsman till mjukvaran ’Millwriter’ och hans far, chefen för MMT, Giovanni Aquilini. (Foto: Robert Meier).

decomagazine 5701 / 09
kapacitet – vi kör dem till deras maximala precision.”Deras kunder kräver 100 % kvalitetskontroll av allakomponenter. ”Vi tänker alltid kvalitet först ochfrämst”, konstaterar han.
En IT-specialist vid svarvspakarna
Giovanni Aquilinis son Fabio har en för en stång-svarvningsspecialist ovanlig utbildning: han har stu-derat IT på universitetet i Milano. Emellertid är hannu engagerad i det praktiska arbetet vid kontrollernapå en automatsvarv, Sigma 20 från Tornos. Fabiobetonar särskilt två saker som han anser fundamen-tala: ”Kontrollerna hos en modern verktygsmaskinär baserade på IT-mjukvara. Med min gedigna kun-skap om IT och stångsvarvning är jag mycket kunnigi att programmera en svarv för att göra bearbet-ningsoperationerna mer effektiva.” Och för attunderstryka betydelsen av att välja en Sigma 20för sin verkstad har han detta att säga: ”Uppriktigtsagt är den här svarven avsedd för produktion avkomplexa detaljer i medelstora till långa produk-tionskörningar. I vårt fall är naturligtvis alla produk-tionskörningar korta, men de detaljer vi bearbetar ärhögkomplexa. Det är därför mycket viktigt att vi haren maskin som gör det möjligt för oss att produceradetaljer av denna typ, och som gör det lättare för ossatt göra detta. Det är därför vi beslutade oss fördenna Tornos-maskin.” De flesta av de mer kom-plexa detaljerna tillverkas i Sigma 20. I MMT:s verk-stad har varje anställd sin egen avsatta svarv även omall vår personal är kapabel att arbeta vid var och enav maskinerna. Exempelvis så föredrar Fabio attarbeta vid Sigma 20.
Grafik ökar konstant
Giovanni Aquilini bekräftar detta: ”Det är nu åtta årsedan vi fick vår första förfrågan om grafiska ele-ment på detaljerna. Sedan dess har behovet ökatoavbrutet. Idag innehåller ungefär 30 % av våraorder en sådan punkt.” Programmeringen av ele-ment som detta är ingen hemlighet för Fabio menarbetet har tagit honom en hel del tid. ”Ibland bör-jar jag med ett utkast på ett papper innan jag börjarskriva programmet.” Eftersom företaget dessutomhar specialiserat sig på korta produktionskörningarär nya uppstarter frekvent förekommande, vilketinnebär en extra svårighet. Som en utbildad IT-speci-alist letade Fabio efter en lösning för att förenkladetta arbete.
Skärmbild på programmeringen av stjärntecknen med Millwriter…
…och den färdiga ringen, som håller stjärntecknen, bearbetade i Sigma 20.
Millwriter var född
Fabios far bekräftar det faktum att han arbetade nattoch dag för att skapa en lämplig mjukvara. Hansansträngningar har krönts med framgång: «Jag hartagit fram en mjukvara som kallas “Millwriter”».Denna mjukvara består av dussintals fonter och gra-fiska element som är skrivna i “G”-kod och dessakan graveras på vilken plan, cylindrisk, eller sfäriskyta som helst på en detalj. ”Millwriter kan installeraspå en PC eller bärbar dator med Windows XP eller

58 decomagazine 01 / 09
Presentation
Ett team av specialister, från vänster till höger: Fabio Aquilini, upphovsman till Millwriter, Walter Pasini, lokal representant för Tornos, Giovanni Aquilini, chef för MMT ochTommaso Altomare, lojal anställd hos MMT.
Typisk MMT-bearbetad detalj. Numret på den cylindriska delens vänstra sida är gra-verat av svarven under bearbetningsoperationerna.
Komplexa, högprecisionsdetaljer är dagligvaror hos MMT.
Windows Vista. Hur arbetar då denna mjukvara?Fabio Aquilini: ”Användaren skriver en text iMillwriter på en PC och använder en alfanumeriskteckenuppsättning som kan läggas upp efter önske-mål. För detta ändamål har mjukvaran en numeriskfunktion, såsom ett brett val av fonter och grafiskaelement liksom moduler, som exempelvis gör detmöjligt att text kan roteras eller dras ut för att bygg-gas upp på nästan vilket sätt som helst, inklusivetecken och siffror, vilket gör det enkelt att produce-ra något som ungefär motsvarar det kunden söker.Millwriter konverterar sedan denna text till ISO-kodoch användaren infogar det helt enkelt i detaljpro-grammet.
För Sigma 20 kan detta införande ske i mjukvaran“Tornos CNC Editor” (tillhandahålls gratis av Tornos),eller i mjukvaran “TB-DECO ADV” med hjälp avfunktionerna kopiera och klistra in. Millwriter erbju-der även utrymme för att sända ISO-kod direkt tillmaskinens styrenhet.
Millwriter gör även en hel del annat: den kan till ochmed göra logotyper, baserade på importerade DXF-filer. Även här kan Millwriter konvertera detta när välanvändaren har formaterat grafiken efter personligaönskemål. Det finns bara en begränsning:”Millwriter kan inte konvertera raka linjer och cirkel-radier. Inte heller är det möjligt att använda splines iDXF-filen. ”Om en styrenhet av en händelse endaststöder G1-segment är det en enkel operation attkonvertera G2- och G3-koderna till G1-segment.Även fast Millwriter redan nu fungerar så som hanönskar låter sig Fabio Aquilini inte nöjas med det.

decomagazine 5901 / 09
För mer information:
MMTVia Milano 139I-20093 Cologno Monzese [email protected]
Skärmbild som visar ett exempel på programmering av grafiska element med Millwriter.
Detalj av en inskription programmerad med Millwriter och graverad när denär i svarven.
RM
”Det är säkert att andra fördelar ännu kan tillförasett så här bra programmeringsverktyg”, bekräftarhan. Nätterna kommer att vara korta.
Tillgänglig för alla
Nuförtiden är Fabio Aquilini inte längre orolig för dekundorder som innehåller grafiska element. I kraft avsin mjukvara och inom en kort tidsperiod kan CNC-styrningen ta emot lämpliga instruktioner och kangravera bokstäver, siffror och grafik på detaljernautan att anlita någon utmanande manuell pro-grammering. Är detta en lösning för andra operatö-rer? Fabio Aquilini bekräftar detta: ”Jag säljer mjuk-varan Millwriter till alla operatörer som frågar efterden. Denna mjukvara är riktad till stångsvarvare meden god kunskap om hantering av ISO-koder.”Mjukvaran finns för tillfället på italienska och engel-ska och skyddas genom en USB-hårdvarunyckel. Denlevereras på CD och är enkel att installera på vilkendator som helst. ”När en operatör lägger en ordermåste han informera mig vilken typ av maskin deavser att använda med ISO-koden som skapats pådetta sätt. Detta i sin tur gör det möjligt för mig attanpassa mjukvaran för att motsvara önskemåleninnan den levereras.” Självfallet är Fabio noga medatt vara kontaktbar – på italienska eller engelska –för att svara på eventuella frågor som hans kunderkan tänkas ha. Emellertid råder han intresserade attkontakta honom per e-mail.

60 decomagazine 01 / 09
Presentation
EFTERTRÄDARE TILL KURVSTYRDA SVARVARFödelseorten för fransk stångsvarvning ligger i Arve-dalen i övre Savoie. Denna region, eller för att vara merexakt, Cluses, är hemma för Duchosal SA. Detta familjeföretag gjorde valet att uppfylla alla behov av svarvadedetaljer, anledningen till deras mycket varierande maskinpark. En Nyfiken titt på företaget.
Det som slår dig när du går in till Duchosal är denstora variationen av maskinparken. En serie av tradi-tionella kurvstyrda svarvar står jämsides med CNC-svarvar, inklusive det senaste förvärvet av en TornosDelta 20/5.
En familjeklan vid rodret
Charly Duchosal grundade företaget 1971. Hanberättar historien: “För att skapa mitt företag köptejag begagnade kurvstyrda svarvar inklusive den äld-sta som fortfarande var i drift från 1950.” På så sättbestår hans maskinpark nu av totalt 17 kurvstyrdasvarvar inklusive 12 från Tornos. Under 1997 läm-nade Charly Duchosal över företaget i sin son Jean-Christophes händer och det är han som nu styr dettafamiljeföretag som sysselsätter sju personer. Harhans far definitivt dragit sig tillbaka? Jean ChristopheDuchosal klargör: ”Även om det nu är upp till migatt styra företaget kan jag – och vill – räkna med rådfrån min far.” En sak är klar, valet av en ny svarv ärett jobb för två personer. ”Självklart är två hjärnorbättre än en, men framför allt hjälper två eventuellt
helt motstridiga synvinklar till att identifiera behovenoch leverantörernas förslag och att göra det rättavalet.”
Digital – aktuell och nödvändig
Till verkstaden hos Duchosal anlände digitalåldernredan för ett tag sedan. Detta betyder att besökarenkan se 14 CNC-svarvar inklusive 12 från Tornos. Harföretaget då resolut riktat sig mot det digitala?Charly Duchosal klargör genast: ”kurvstyrda svarvarkräver längre inställningstider, vilket leder till attdessa maskiner företrädesvis används för längre pro-duktionskörningar. Å ena sidan tenderar satsvoly-merna att bli mindre och dessutom blir det svårareoch svårare att hitta kvalificerad personal som kanarbeta med kurvstyrda maskiner. ” Jean-Christophetillägger: ”Ibland får vi förfrågningar för svarven somskall riggas på morgonen och där man räknar medden första leveransen på eftermiddagen, en servicesom visar sig vara omöjlig med kurvstyrda maskiner”.Visserligen varierar antalet detaljer per serie från 50detaljer till en miljon eller till och med fler, även om
Framför DECO 26a från vänster till höger: Jean-Christophe Duchosal, Patrice Armeni, Tornos Franska försäljningschef och Charly Duchosal. (Foto: Robert Meier)

decomagazine 6101 / 09
sådana order blir alltmer sällsynta. Företaget arbetarför kunder från sektorer som omfattar verktygs-maskinindustrin, flyg-, medicinal-, fordons- eller fri-tidssektorn (tack vare närheten till Alperna).Maskinparken möjliggör bearbetning av detaljermed ett diameterområde från 1 till 51 mm och läng-der från 0,5 till 600 mm, vilken är denna stångsvar-vares största styrka. ”Vår maskinpark gör det möjligtför oss att erbjuda snabb reaktion och hög flexibilitetmed bibehållen mångsidighet. Det är kraven fråndagens kunder, kommenterar Jean-ChristopheDuchosal. ”Teknisk kompetens och garanterad repe-terbarhet av precisionsnivåer gör oss alltmer attrakti-va”.
Men varför Tornos?
Erfarenhet har gjort Charly Duchosal till en använ-dare som är övertygad om fördelarna med Tornosmaskiner: “Valet av Tornos gjordes med mina erfa-renheter av dessa maskiners driftsäkerhet och konti-nuitet när det gäller precision under åren som grund.En annan positiv sak är service och kundtjänst som
ligger i här intill.” Jean-Christophe Duchosal har ingaintentioner att gå tillbaka till sin fars val: ”Ett obe-stridligt plus är den genomförbarhetshjälp vi får närvi erhåller komplexa eller originella detaljer. Tornosservice ger värdefulla råd som gör det möjligt för ossatt hitta den optimala lösningen både ur kvalitets-synpunkt och detaljens produktionskostnad.”
Känsla för marknaden
Och han bevisar sin tillgivenhet till Tornos eftersomföretaget nyligen utökade sin serie av svarvar med enDECO 26a och en Delta 20. Valet av en DECO 26a,en enspindlig längdsvarv med en maximal stångka-
Kurvstyrda svarvar är fortfarande välanvända.
Delta 20/5 inkallas för att ersätta de kurvstyrda maskinerna.
Jean-Christophe Duchosal är mycket nöjd med Delta 20/5.

62 decomagazine 01 / 09
Presentation
pacitet på 32 mm, kompletterar väl företagets filoso-fi. Även om svarven är konstruerad för bearbetningav komplexa och mycket sofistikerade detaljer serJean-Christophe Duchosal på valet på ett annat sätt:”Jag vill ha svarvar i vilka jag kan köra komplexa menockså enkla detaljer. Med en mindre sofistikeradsvarv är min kapacitet mer begränsad.” Tornos Delta20 är en svarv som är högspecialiserad för produk-tion av enkla detaljer med medelhög komplexitet.”När vi letar efter en svarv som skall ersätta de kurv-styrda maskinerna valde vi Delta-serien från Tornos”,förklarar Jean-Christophe Duchosal. ”Den svarvenuppfyller våra krav när det handlar om inställnings-hastighet och kvalitet på enklare detaljer perfekt.”Hans far tillägger till denna analys: ”Vi kan ocksågöra relativt komplexa detaljer i denna maskin. Menden verkliga fördelen är maskinens pris som gör detmöjligt för oss att ha en relativt låg kostnad förmaskin/timme och detta ger oss ett försprång påmarknaden.” Även om den valda modellen möjligg-gör bearbetning av en stångdiameter på 20 mmöverskrider diametern på den detalj som för tillfälletbearbetas i denna maskin nätt och jämnt 9 mm.Anledningen är: ”Vi vill fortsätta att ha all den valfri-het som en sådan svarv ger och vara säkra på att –beroende på kundens behov – vi kan bearbeta detal-jer med en större diameter. Att ta med detta iberäkningen före köpet betyder att vi kan dra nyttaav framtida möjligheter”, sammanfattar CharlyDuchosal.
Ets. Charly Duchosal S.A123 rue des PeupliersF-74300 Thyez-ClusesTel. 0033 4 50 98 01 98Fax 0033 450 96 35 [email protected]
Detalj tillverkad i Delta.
Flera DECO 2000 är också en del av Duchosals maskinpark.
Prov på bearbetade detaljer från Duchosal.
RM

decomagazine 6501 / 09
Teknik
LÖSNINGEN LIGGER I STABILITETEN
Nej, Maurice Hugard skulle inte vara en stångsvar-vare om han gav upp så lätt. Det faktum att vändskä-ren slets för snabbt på samma detalj och i tre olikasvarvar var mycket otillfredsställande: ”Vi har inte tidatt förlora tid”, säger han.
Att söka och hitta orsaken
Under sin lediga tid började Maurice Hugard att letaefter orsaken med en stångsvarvare från företaget;han ville hitta sanningen: ”Vi kontrollerade alla verk-tygsinställningar och värdena i CNC-kommandotutan att hitta något som kunde leda oss till orsakentill detta misslyckande.” Så han bestämde sig för attutrusta en svarv med verktygssystemet Modu-Linefrån Applitec, vars verktygshållares genomskärningpå 12 x 12 är mer stabil än de verktyg som använtstidigare. Vilken överraskning: ”Den första serienbearbetades utan fel och vid slutet var skären fortfa-rande i fullt tillräckligt skick. Bara tur?” MauriceHugard satte igång en andra och därefter en tredjeproduktionskörning och bytte svarv. Resultatet varfortfarande lika positivt. ”Jag var tvungen att draslutsatsen att mikrovibrationerna var för mycket förvändskären, vilket ledde till deras för tidiga slitage.Tack vare att stabiliteten förbättrades med verktygs-systemet Modu-Line från Applitec kunde vi hitta enpermanent lösning på problemet.”
Kriteria: genomförbarhet
Hugard Décolletages maskinpark består exklusivt avTornos CNC-maskiner. Maurice Hugard ger anled-ningen till detta val: ”När det blev aktuellt att ersät-ta de kurvstyrda svarvarna gjorde jag upp en listamed specifikationer som innehöll ritningar på bear-
Det var med ett visst mått av förvåning som Maurice Hugard, vd och teknisk direktör hos HugardDécolletages i Magland i övre Savoie noterade att skärverktyget slets ner för snabbt på samma detalj.Eftersom samma detalj producerades i tre olika svarvar ville han ta reda på varför. Han hittade till slut
lösningen genom att använda verktygssystemet Modu-Line från Applitec.
Maurice Hugard, teknisk direktör hos Hugard Décolletages är den första att medge: även omhan är mycket nöjd med de nya maskinerna Micro 7 från Tornos är det inte lätt att få honomatt le. (Foto: Robert Meier).
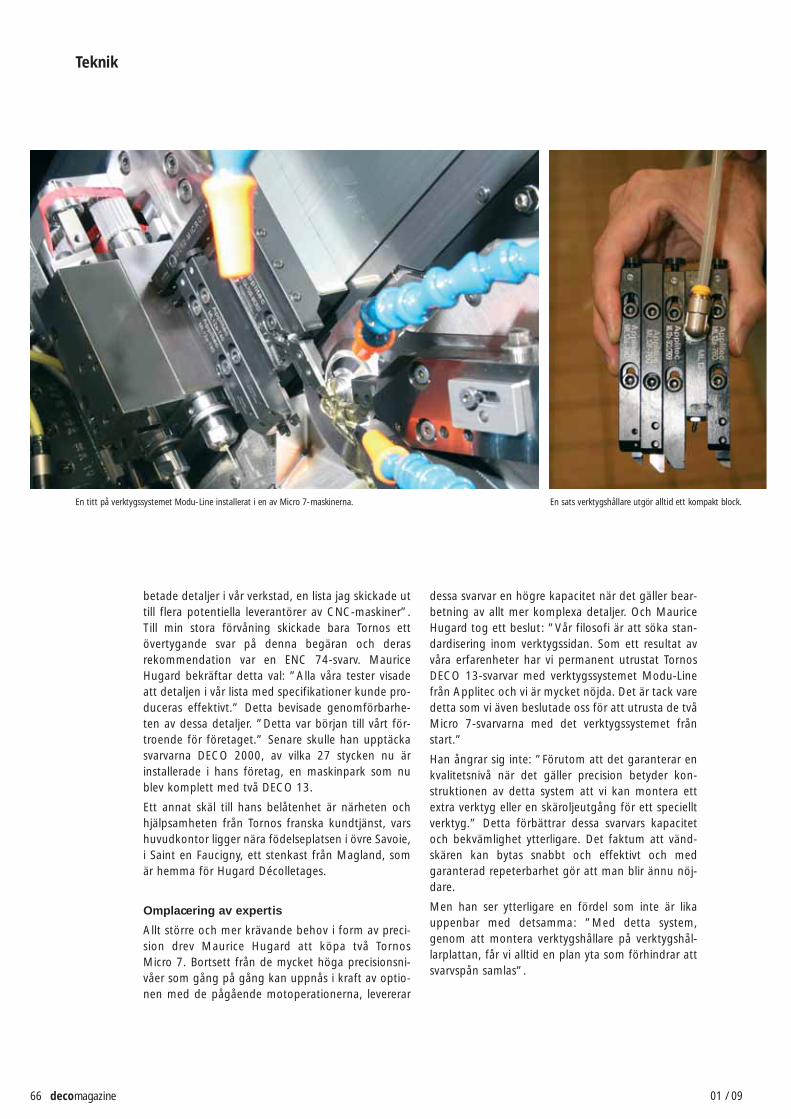
66 decomagazine 01 / 09
Teknik
betade detaljer i vår verkstad, en lista jag skickade uttill flera potentiella leverantörer av CNC-maskiner”.Till min stora förvåning skickade bara Tornos ettövertygande svar på denna begäran och derasrekommendation var en ENC 74-svarv. MauriceHugard bekräftar detta val: ”Alla våra tester visadeatt detaljen i vår lista med specifikationer kunde pro-duceras effektivt.” Detta bevisade genomförbarhe-ten av dessa detaljer. ”Detta var början till vårt för-troende för företaget.” Senare skulle han upptäckasvarvarna DECO 2000, av vilka 27 stycken nu ärinstallerade i hans företag, en maskinpark som nublev komplett med två DECO 13.
Ett annat skäl till hans belåtenhet är närheten ochhjälpsamheten från Tornos franska kundtjänst, varshuvudkontor ligger nära födelseplatsen i övre Savoie,i Saint en Faucigny, ett stenkast från Magland, somär hemma för Hugard Décolletages.
Omplacering av expertis
Allt större och mer krävande behov i form av preci-sion drev Maurice Hugard att köpa två TornosMicro 7. Bortsett från de mycket höga precisionsni-våer som gång på gång kan uppnås i kraft av optio-nen med de pågående motoperationerna, levererar
dessa svarvar en högre kapacitet när det gäller bear-betning av allt mer komplexa detaljer. Och MauriceHugard tog ett beslut: ”Vår filosofi är att söka stan-dardisering inom verktygssidan. Som ett resultat avvåra erfarenheter har vi permanent utrustat TornosDECO 13-svarvar med verktygssystemet Modu-Linefrån Applitec och vi är mycket nöjda. Det är tack varedetta som vi även beslutade oss för att utrusta de tvåMicro 7-svarvarna med det verktygssystemet frånstart.”
Han ångrar sig inte: ”Förutom att det garanterar enkvalitetsnivå när det gäller precision betyder kon-struktionen av detta system att vi kan montera ettextra verktyg eller en skäroljeutgång för ett specielltverktyg.” Detta förbättrar dessa svarvars kapacitetoch bekvämlighet ytterligare. Det faktum att vänd-skären kan bytas snabbt och effektivt och medgaranterad repeterbarhet gör att man blir ännu nöj-dare.
Men han ser ytterligare en fördel som inte är likauppenbar med detsamma: ”Med detta system,genom att montera verktygshållare på verktygshål-larplattan, får vi alltid en plan yta som förhindrar attsvarvspån samlas”.
En titt på verktygssystemet Modu-Line installerat i en av Micro 7-maskinerna. En sats verktygshållare utgör alltid ett kompakt block.

decomagazine 6701 / 09
Specialiserad på det lilla
Idag fokuserar Hugard på produktion av små detaljermed diametrar inom området från 0,18 till 16 mmoch längder som varierar mellan 0,2 till 105 mm.Maurice Hugard: ”Vi försöker optimera vår produk-tion. Det är därför vi har blivit mer specialiserade påsmå dimensioner.” Samtidigt som vi utökar vårkundkrets. Idag betjänar företaget kunder från sek-torer omfattande kontaktdon för telekommunika-tion, medicinal, flyg och en del andra områden.
Antalet detaljer per serie varierar från endast 10stycken till 100 000. Men Maurice Hugard bekräftar:”Serierna tenderar att bli mindre och mindre. 95 %av våra serier ligger på under 20 000 detaljer.” BådeTornos svarvar Micro 7 och Applitecs verktyg Modu-Line är den perfekta lösningen för detta behov.
Hugard DécolletagesLes MeuniersF-74308 MaglandTel. 0033 4 50 34 70 74Fax 0033 4 50 34 77 [email protected]
Ett av maskinrummen med svarvar av typ DECO 2000. Även här skinande rent.
Uppfriskande diskussion mellan, till vänster, Patrice Armeni, Tornos franska försäljningsdirektör och Maurice Hugard, framför en DECO 2000.
En av Micro 7-maskinerna med stångmatare i en ren och snygg miljö.
RM

68 decomagazine 01 / 09
Aktuellt
CUB 112 : EN REVOLUTION I KLOCKTILLVERKNINGSVÄRLDEN
PLATTOR PÅ BARA 20 MINUTER
Inom klocktillverkningsvärlden tillverkas plattor i flerasteg, som börjar med produktion av en lämplig skiva,bearbetning av en sida, värme- eller andra behand-lingar, bearbetning av den andra sidan, ytterligarevärme- och andra behandlingar. Denna serie av han-teringsoperationer tar inte bara en hel del tid utanskadar ofta dessa delikata detaljer. Det betyder endubbel förlust för dem som tillverkar detaljerna ochsom naturligt nog letar efter en ny lösning. Men vil-ken?
Uppmärksam på marknadens behov
En av Almacs nyckelmarknader i Chaux-de-Fonds ärklocktillverkningsindustrin där företaget har enutmärkt erfarenhet när det gäller produktionsverk-tyg. Roland Gutknecht, företagets vd, erinrar sig:
En överraskning på Prodex - verktygsmaskinutställningen i Basel i november 2008: Almac SA i La Chaux-de-Fonds presenterade CUB 112, en helt ny fleroperationsmaskin konstruerad för att på rekordtid produceraplattor och bryggor för klocktillverkningsindustrin direkt från stång och i en enda uppspänning. Men vad exaktär då CUB?
”Det var genom att lyssna på våra kunder som viinsåg problemen med att tillverka plattor och bryg-gor.” Almac har sin egen forsknings- och utveck-lingsavdelning med totalt sju maskinkonstruktöreroch teknisk personal. Man tog därför beslutet attanta utmaningen och utveckla – dock med tillflykt tillexterna resurser – en fleroperationsmaskin somkunde besvara ropen på hjälp från klocktill-verkningssektorn. Nu, efter tre år av hårt arbete, ärresultatet imponerande.
Ett unikt koncept
Ända tills nu startade produktionen av en platta –eller en brygga – med en perfekt plan skiva som förstvar tvungen att prepareras. Därpå följde en rad avoperationer och hantering för att uppnå den färdig-
CUB 112 kommer inte bara att vara ett högeffektivt produktionsverktyg utan även en maskin som fångar besökarens uppmärksamhet i verkstaden. (Foto: Robert Meier)

decomagazine 6901 / 09
bearbetade detaljen med en effektivitetsnivå som låglångt under dagens industriella krav.
Almac tänkte om och förenklade framför allt dennaprocess för att nå en produktionstid från stång tillfärdig platta på endast 15 till 20 minuter (!) bero-ende på antalet operationer som skulle köras.
I själva verket betyder Almac-metoden, i motsats tillvad som fortfarande är vanligt idag, att bearbetning-en startar direkt på stången så det finns inte längrenågot behov att preparera en skiva som användssom grund för senare bearbetning. Det finns inteheller något behov av komplex uppspänning efter-som detaljen förblir en integrerad del av stången förden första ytan och de radiella operationerna. Närväl den första ytan är färdigbearbetad är motspin-deln perfekt synkroniserad med huvudspindeln. Etttill den detalj som skall bearbetas anpassat stöd,utrustat med positioneringstappar för plattan, gripertag i den med hjälp av vakuum. Detaljen separerasdärefter från stången och bearbetningen av plattansandra sida – eller brygga – kan fortsätta utan attnågon mellanhantering behövs. Under denna tidpåbörjas bearbetningen av första ytan på nästadetalj i huvudspindeln. Varje detalj som lämnardenna fleroperationsmaskin är både färdigbearbetadoch av en sådan kvalitetsnivå att den är tillåten attanvändas direkt, risken för repor har reducerats tillnoll!
Kontinuerlig produktion
CUB 112 är konstruerad för att vara ett produktions-verktyg för kontinuerlig bearbetning. Därför är den
utrustad med 139 verktyg inklusive 64 stycken förbearbetning av den första ytan på huvudspindeln, 48för den andra ytan på motspindeln, 20 verktyg är till-gängliga på en tredje spindel för perifera bearbet-ningar och 7 svarvverktyg för utrustningen komplett.En stångmatare garanterar en kontinuerlig inmat-ning av stänger. Fantomproduktion har blivit en rea-litet även för plattor.
Riggning på rekordtid
Verktygsområdet täcker de allra flesta av de opera-tioner som krävs för tillverkning av plattor och brygg-gor. Som ett resultat av detta ställs en ny plattmodellin på rekordtid efter en första riggning av CUB 112.CNC-kommandot – en GE Fanuc serie 31 i, modell15 – är fabriksinställd för användning av de dimen-sioner som är baserade på en ritning och för attomvandla dem till arbetsorder för maskinen. JulienMétille är programmerare/ demonstratör hos Almac.Han bekräftar den enkla inställningen för en nydetalj: ”Under en demonstration för en intresseradkund var inställningstiden för en ny detalj 11 minu-ter, med stoppur i handen! Ingen dålig prestation!
Julien Métille, programmerare/demonstratör hos Almac bevisade det:Riggning av en ny detalj på bara 11 minuter.
Motspindelns verktygsmagasin rymmer 48 verktyg.
Han har all anledning att vara stolt over sin CUB 112: Roland Gutknecht, vd hos Almac SA i La-Chaux-de-Fonds.

70 decomagazine 01 / 09
Aktuellt
Konstruerad för µm
Man behöver inte berätta för en klocktillverkare vadprecision är. Denna sektor är mycket krävande, vilketgör toleranserna mycket snäva. Den nya maskinenvar självklart tvungen att ta hänsyn till detta. Den för-sta konsekvens man kan se är i stativet hos dennafleroperationsmaskin, som är tillverkat av gjutjärnoch betong. Roland Gutknecht: ”För att garanteraoptimal stabilitet och styvhet måste stativet ha enhög absorberande täthet.” CUB 122 utmärker siginte bara genom en lageryta utan även ett stativ iform av en ram som täcker denna fleroperationsma-skins alla sektorer, från topp till tå. ”Total stabilitetkan därmed garanteras” bekräftar RolandGutknecht innan han tillägger: ”Så snart bearbet-ning krävs på mm-nivå är också maskinens tempera-tur extremt viktig. Av den anledningen har vi utrustatCUB med ett vattenbaserat kylsystem som hållermaskinens temperatur inom ett snävt område.”
Framtidens teknologi
Konstruktörerna har också utmärkt sig genom driv-systemen. Alla drivningar aktiveras med linjärmoto-rer vilket ger maskinhastigheter på 90 m/min påhuvudaxlarna och 60 m/min på övriga axlar. Allt meden acceleration av 2 g. Dessutom reducerar dennatyp av drivning maskinens ljudnivå till ett minimum.
Det direkta mätsystemet fungerar med en upplös-ning av en tiondels mm. Roland Gutknecht: ”För attbearbeta detaljer med toleranser inom mm måstemaskinen vara mycket mer exakt, vilket vi försökteåstadkomma”.
Stor förvåning på Prodex
Gensvaret från besökarna kunde mäta sig med pre-stationerna hos CUB 112. I sin roll som demonstra-tör satt Julien Métille på första parkett: ”Rekordetför bearbetningstiden fängslade fler än en besökareoch vårt koncept väckte stort intresse. Och, besö-karna gillade utseendet på maskinen.”
Roland Gutknecht bekräftar: ”Denna fleroperations-maskin kommer att revolutionera verkstäderna hosplattillverkarna. På detta sätt kommer de att blimycket mer effektiva på att möta marknadensbehov.” Han planerar att den första CUB 122 tas idrift under våren i verkstaden hos en plattproducent,där maskinen kommer att genomgå tester underindustriella produktionsförhållanden. Och han sägermed tillförsikt: ”Jag är övertygad om att de förstamaskinerna kommer att levereras till våra kunder såsnart som denna sommar.”
Och när kommer vi att se andra nyutvecklingar?
Vid förfrågan om andra liknande projekt är på gångsvarade Roland Gutknecht med ett leende: ”All våruppmärksamhet är för tillfället fokuserad på CUB112. Men naturligtvis kommer den expertis som för-värvats med denna maskin i framtiden tjäna somgrund för andra utvecklingar, kanske inom andrasektorer.” Under intervjun förstärktes dessa ordgenom att en maskin genomgick en acceptanstest iAlmacs verkstad: En verktygsmaskin som ursprungli-gen var avsedd för bearbetning av detaljer för klock-tillverkningssektorn är nu ämnad för produktion avdetaljer för dentalmedicin.
Almac SABoulevard des Eplatures2300 La Chaux-de-FondsTel. 032 925 35 50Fax 032 925 35 [email protected]
Bild på huvudspindeln: maskinen är klar att bearbeta enny platta direkt på stången.
Motspindeln väntar på en platta att bearbeta på yta två… …som den ar direkt från huvudspindeln.
RM