degreasing glass-shaping machine molds and components
TRANSCRIPT
I N O R G A N I Z A T I A O N S A N D I N S T I T U T E S
DEGREASING GLASS-SHAPING MACHINE MOLDS AND COMPONENTS
A. I. Kulikov UDC 666.1.032.5
It is laborious to remove lubricants from glass-shaping machines because substances re- presenting a fire hazard are used, namely organic solvents, gasoline, or kerosene. The oper- ations are all performed manually. While mold degreasing at present is not given particular attention, because the lubricant burns up during use, the situation is different with pas- sivation and heat treatment [1-3].
In that case, the degreasing specifications tighten considerably, since solvent residues hinder thepassivation in the compound solution. One therefore needs to use a new degreasing preparation that improves the safety and the saving in fuel and power.
Such a preparation can be a degreasing solution based on the following inorganic sub- stances in g/liter: 20-40 caustic soda, 40-60 trisodium phosphate, 40-60 calcined soda, and 3-5 waterglass. The solution is used at 70-80~
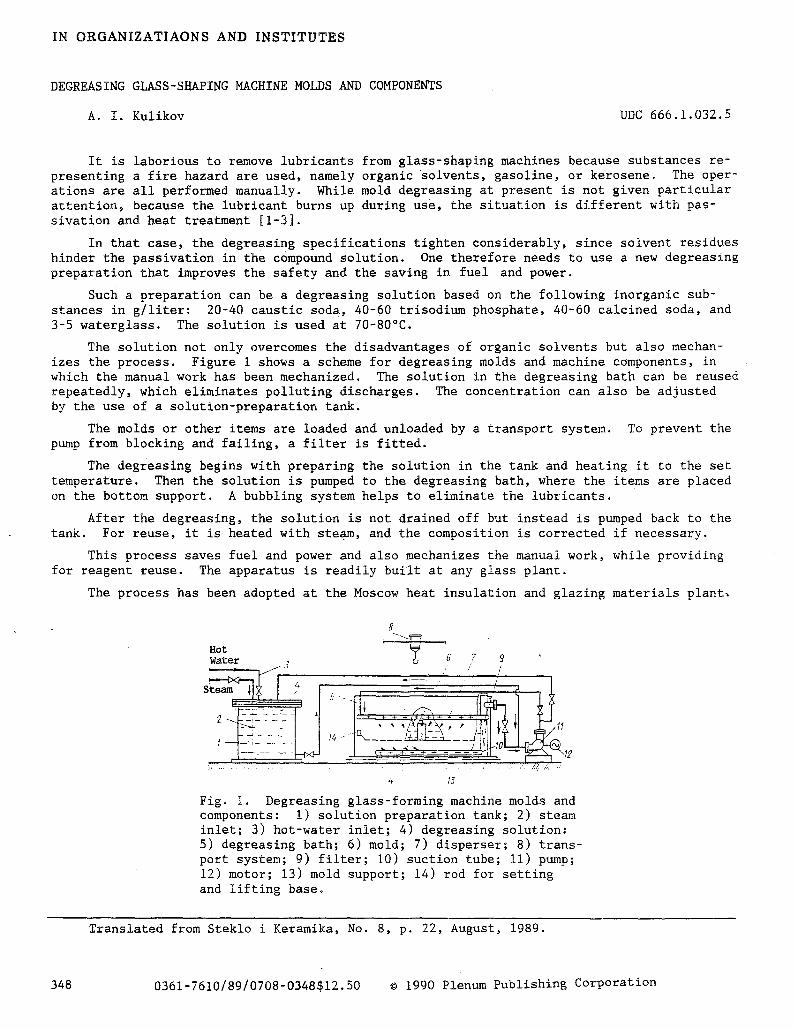
The solution not only overcomes the disadvantages of organic solvents but also mechan- izes the process. Figure 1 shows a scheme for degreasing molds and machine components, in which the manual work has been mechanized. The solution in the degreasing bath can be reused repeatedly, which eliminates polluting discharges. The concentration can also be adjusted by the use of a solution-preparation tank.
The molds or other items are loaded and unloaded by a transport system. To prevent the pump from blocking and failing, a filter is fitted.
The degreasing begins with preparing the solution in the tank and heating it to the set temperature. Then the solution is pumped to the degreasing bath, where the items are placed on the bottom support. A bubbling system helps to eliminate the lubricants.
After the degreasing, the solution is not drained off but instead is pumped back to the tank. For reuse, it is heated with steam, and the composition is corrected if necessary.
This process saves fuel and power and also mechanizes the manual work, while providing for reagent reuse. The apparatus is readily built at any glass plant.
The process has been adopted at the Moscow heat insulation and glazing materials plant~
Hot Water
S .
7, / . . . . . . . . . . .
8
6' 7 9 �9 f / /
. . . . . . . . : /,~ ,4, , .
4 13
Fig. i. Degreasing glass-forming machine molds and components: i) solution preparation tank; 2) steam inlet; 3) hot-water inlet; 4) degreasing solution: 5) degreasing bath; 6) mold; 7) disperser; 8) trans- port system; 9) filter; i0) suction tube; ii) pump; 12) motor; 13) mold support; 14) rod for setting and lifting base.
Translated from Steklo i Keramika, No. 8, p. 22, August, 1989.
348 0361-7610/89/0708-0348512.50 �9 1990 Plenum Publishing Corporation

i.
.
3.
LITERATURE CITED
A. I. Kulikov, V. Ya. Tazin, and A. A. Sevost'yanov, "Passivating and strengthening glass molds and components from glass-shaping machines," in: Express Information, Glass In- dustry Series [in Russian], VNIIESM (1986), No. 12, p. I0. A. I. Kulikov and V. Ya. Tazin, "Phosphate cementation for glass molds and glass-molding machine components," in: Express Information, Glass Industry Series [in Russian], VNIIESM (1987), No. 8, p. 3. A~ I. Kulikov, Yu. I. Urlaub, A. B. Rasskazov, and V. V. Rumyantsev, "Passivating and strengthening glass molds under plant conditions," in: Express Information, Glass In- dustry Series [in Russian], VNIIESM (1988), No. 4, p. 13.
349