dental casting alloys / orthodontic courses by indian dental academy
TRANSCRIPT

FORMAT
i) Introduction
ii) Historical Perspective on Dental Casting Alloys.
iii) Metallic Element used in dentistry.
iv) Desirable Properties of casting Alloys.
v) Classification of Dental casting Alloys.
vi) Alloys for all Metal and Resin Veneer Restoration
a. Gold Alloys.
b. Silver Palladium Alloy
c. Aluminium Bronze Alloy.
vii) Heat Treatment of high noble and Nobel metal alloy.
viii) High Noble Alloy for Metal Ceramic Restoration
a. Gold – Platinum- Palladium alloy
b. Gold – Palladium Silver alloy
c. Gold – Palladium alloy.
ix) Noble Alloys for Metalic Ceramic Restoration
a. Palladium Based Alloy
i) Palladium silver alloy
ii) Palladium Copper alloy
iii) Palladium Cobalt alloy
iv) Palladium – Gallium – Silver and Palladium – Gallium – Silver
– Gold alloy.
x) Base Metal Alloys for Cast Metal and Ca Metal Ceramic
Restoration.
a. Classification
b. Handling Hazard and Patients Hazard

c. Cobalt – chromium alloys.
d. Nickel – Chromium Alloys.
e. Aluminum Bronze.
x) Metals for Partial Denture Alloys.
xi) Titanium
xii) Conclusion.

Dental Casting Alloys
Metals and alloys have many uses in dentistry. Steel alloys are
commonly used for the construction of instruments and of wires for
orthodontics. Gold alloys and alloys containing chromium are used for
making crowns, inlays and denture bases whilst dental amalgam, an alloy
containing mercury, is the most widely used dental filling material.
With the exception of Hg, metals are generally hard and lustrous at
ambient temperatures, and have crystalline structures in which the atoms
are closely packed together. Metals are opaque and are good conductors
of both heat and electricity.
The shaping of metals and alloys for dental use can be
accomplished by one of three methods, namely, casting, cold working or
amalgamation. Casting involves heating the material until it becomes
molten. When it can be forced into an investment mould which has been
prepared from wax pattern.
Cold working involves mechanical shaping of the metal at relatively low
temperatures, taking advantage of the high values of ductility and
Malleability possessed by many metals. Some alloys can be mixed with
mercury to form a plastic mass which gradually hardens by a chemical
reaction followed by crystallization. The material is shaped by packing it
into a tooth cavity whilst still in the plastic state.
HISTORICAL PERSPECTIVE ON DENTAL CASTING
ALLOYS
The 20th century generated substantially new changes to dental prosthetic
materials. The major factors that are driving new developments are:
i)Economy The new material performs the same function as the old
material but at a lower cost.
ii)Performance The new material performs better than the old product
in some desirable way, such as ease of processing, improved handlinig
characteristics, or increased fracture resistance.
iii) Aesthetics The new material Provides a more aesthetic result, such
as increased translucency.
1905 – The Lost – Wax Process
i) Taggart’s presentation to the New York Odontological group in
1907 on the fabrication of cast inlay restorations developed in
1905 often has been acknowledged as the first reported
application of the lost – wax technique in dentistry;. It was an
instant success.
ii) It soon led to the casting of inlays, onlays, crowns, FPDs, and
frame works for RPD.
iii) Jewelry alloys were quickly adopted. These gold alloys were
further strengthened with additions of copper, silver, or
platinum. Gold alloys were used because of their
biocompatibility and ease of use.

1932 – Classification of Gold – Based Casting Alloys:
i) In 1932, the dental materials group at the National Bureau of
standards surveyed the alloys being used and classified them as
Type I (Soft , VHN between 50 and 90)
Type II (Medium VHN between 90 and 120)
Type III (Hard VHN between 120 and 150)
Type IV (Extra hard, VHN 150)
ANSI/ADA Specification no.5
ISO standard 15592.
ii) During this period, the results of some tarnish tests suggest that
alloys with a gold content lower than 65% to 75% tarnished too
readily for dental use.
iii) It is now known that, in gold alloys, palladium counteracts the
tarnish potential of silver, allowing alloys with a lower gold
content to be used successfully.
1933 – Cobalt – chromium Partial Denture Alloys
i) Base metal removable partial denture alloys were introduced in
the 19305. Since that time, both nickel – chromium and cobalt –
chromium formulations have become increasingly popular
compared with conventional Type IV gold alloys.
ii) The advantages of the base metal alloys are their lighter weight,
greater stiffness, other beneficial mechanical properties, and
reduced costs.

iii) For these reasons, nickel – and cobalt – based alloys have
largely replaced noble metal alloys for removable partial
denture.
iv) Likewise, by 1978 the price of gold was increasing so rapidly
that attention was focused on the noble metal alloys.
1959 – Porcelain – Fused – to – Metal Process
i) In the late 1950s, there was the successful Veneering of a metal
substructure with dental porcelain. Until that time, dental
porcelain had a markedly lower coefficient of thermal
expansion than did gold alloys. This thermal mismatch often led
to impossible to attain a bond between the two structural
components.
ii) It was found that adding both platinum and palladium to gold
lowered the coefficient of thermal expansion/contraction of the
alloy sufficiently to ensure physical compatibility between the
porcelain Veneer and the metal substructure.
iii) The first commercially successful alloy contained gold,
platinum, and palladium.
1971 – The Gold Standard
i) The United States abandoned the gold standard in 1971.
ii) Prices of gold increased, in response to that, new dental alloys
were introduced through the following charges.
a. In some alloys, gold was replaced with palladium.
b. In other alloys, palladium eliminated gold entirely.

c. Base metal alloys with nickel as the major element
eliminated the exclusive need for noble metals.
1976 – The Medical and Dental Devices Act
i) Dental alloys for prosthetics were classifies as passive implants.
ii) All materials on the market before 1976 were automatically
grandfathered as acceptable for market distribution.
Manufacturers were required to have a quality system in place, but no
product standards were established.
1996 – The European Medical Devices Directive
i) The European Union established that any imports of dental
devices required a CE mark.
ii) Information and data on the development process were also
required. Again, no specific product standards were established.
1998 – The Clean Air Acts
i) To meet the requirements of reduced nitrogen and carbon
monoxide emissions, automakers use palladium – containing
catalytic converters.
ii) The demand for palladium soared sevenfold from 1993 to 1999.
iii) Supply could not meet the demand, and the price of palladium
increased to new record highs.

iv) At the same time the price of gold was trading during the
decade.
The result was an increased demand for gold – based dental alloys.
Desirable Properties of Dental Casting alloys
All casting alloys must first be biocompatible and then exhibit
sufficient physical and mechanical properties to ensure adequate function
and structural durability over long periods of time.
The only nearly pure metal cast for dental applications is
commercially pure titanium (often written as CPTi).
From a stand point of patient safety and to minimize the risk for
medico-legal situations, it is highly important to understand the following
clinically important requirements and properties of dental casting alloys.
Biocompatibility The material must tolerate oral fluids and not release
any harmful products into the oral environment.
Corrosion Resistance Corrosion is the physical dissolution of a
material in an environment. Corrosion resistance is derived from the
material components being either too noble to react in the oral
environment (e.g., gold and palladium) or by the ability of one or more of
the metallic elements to form an adherent passivating surface film, which
inhibits any subsurface reaction (e.g., chromium in Ni – Cr and Co – Cr
alloys and titanium in commercially pure titanium [CPTi] and in Ti – 6Al
– 4V alloy).

Tarnish Resistance Tarnish is a thin film of a surface deposit or an
interaction layer that is adherent to the metal surface. These films are
generally found on gold alloys with relatively high silver content or on
silver alloys.
Allergic Components in casting Alloys
A restorative material should not cause adverse health
consequences to a patient.
The patient’s “right – to – know” extends to having some knowledge
of what is being placed into their bodies. Laws in some states are
explicit in this respect. It is wise for the dentist to maintain a record of
the material used for each restoration or prostheses, as well as an
understanding of any known allergies stated by the patient.
Aesthetics Considerable controversy exists over the optimal balance
among the properties of aesthetics, fit, abrasive potential, clinical
survivability, and cost of cast metal prostheses compared with direct-
filling restorations, ceramic- based prostheses (all-ceramic and metal –
ceramic), and resin-veneered prostheses.
Thermal PropertiesFor metal – ceramic restorations, the alloys or
metals must have closely matching thermal expansion to be compatible
with a porcelain, and they must tolerate high processing temperatures.

Melting RangeThe melting range of the alloys and metals for cast
appliances must be low enough to form smooth surfaces with the mold
wall of the casting investment.
Compensation for Solidification: To achieve accurately fitting cast
inlays, on lays , crowns and more complex frameworks or prostheses,
compensation for casting shrinkage from the solid us temperature to room
temp must be achieved either through Computer – generated oversized
dies or through controlled mold expansion. In addition, the fit of a
cemented prosthesis must be tailored to accommodate the layers of
bonding adhesive (if used) and the luting cement.
Strength Requirements:
i) For the full cast alloys the strength requirements increase as the
number of tooth surfaces being replaced increases.
ii) Likewise, alloys for bridge work require higher strength than
alloys for single crowns.
iii) Copings for metal – ceramic pros these are finished in thin
sections and require a sufficient elastic modulus (stiffness) to
prevent excessive elastic deflection from functional
forces ,especially when used for long – span frameworks.
iv) The elastic moduli of many base metal alloys are considerably
greater than gold – based alloys.
Values for the elastic modulus of dental alloys are as follows:
Co - Cr125 to 220Gpa
Ni - Cr145 to 190Gpa
CPTi117 Gpa
Pd-based alloys 110-135 Gpa

Au-based alloys75 to 119 Gpa
Fabrication of cast Prosthese and Frame works
i) The use of cobalt – chromium alloys rather than gold alloys for
partial denture applications may require different casting
investment products and casting equipment in order to produce
high – quality restorations consistently.
ii) Selection of a suitable casting investment is a major problem
when a dentist decides to use titanium for all metal prosthese or
as a metal- ceramic restorative material.
Castability To achieve accurate details in a cast frame work or
prosthesis, the molten metal must be able to wet the investment mold
material very well and flow into the most intricate regions of the mold
without any appreciable interaction with the investment and without
forming porosity with in the surface or subsurface regions.
i) The castability of some base metals is extremely challenging in
this regard, because these alloys tend to readily form oxides or
interact chemically with the mold wall during the casting
process.
Finishing of Cast Metal Cutting, grinding, of some metals is quite
demanding, and extra time is required to produce a satisfactory surface
finish.
i) Hardness, ductility (percent elongation), and ultimate strength
are important properties in this regard.
ii) The hardness of the alloy is a good primary indicator of cutting
and grinding difficulty, and this property varies widely among

the current casting metals. For example, Co – Cr and Ni – Cr
alloys are quite hard compared with other metals.
List of Vickers hardness numbers:
Co - Cr450 to 650
Ni - Cr330 to 400
Ti – 6 Al –4 V 320
Tooth enamel 300 to 400
Type IV Au alloy 250
Pd – based alloys235 to 400
CPTi210 (bulk)
Ag - Pd143 to 154
Dentin 60
Type I Au alloy 55
Porcelain BondingTo achieve a sound chemical bond to ceramic
veneering materials, a substrate metal must be able to form a thin,
adherent oxide, preferably one that is light in color so that it does not
interfere with the aesthetic potential of the ceramic.
i) The metal must have a thermal expansion/contraction
coefficient that is closely matched to that of the porcelain. Stresses
that develop in the ceramic adjacent to the metal/ceramic interface can
enhance the fracture resistance of a metal – ceramic prosthesis or they
can increase the susceptibility to crack fo;rmation. (if tensile in nature)
Economic Considerations The cost of metals used for single – unit
prostheses or as frame works for fixed or removable partial dentures is a
function of the metal density and the cost per unit mass. For example,
compared with a palladium alloy having a density of 11g/cm3 , a gold

alloy with a density of 18g/cm3 will cost 164% (18/11x100) more for the
same volume and unit cost of metal.
Laboratory Costs The metal cost is a major concern for the dental
Laboratory owner who must guarantee prices of prosthetic work for a
certain period of time. Because of the fluctuating prices of noble metals
over the past two decades, the cost of fabricating prostheses made from
noble elements must be adjusted periodically to reflect these changes.
FUNCTIONS OF EACH INGREDIENT METAL IN
CASTING ALLOYGold
i) Yellow in colour
ii) Ductility
iii) Resistance to tarnish and corrosion.
Silver
i) Hardness and strength
ii) Whitens the alloy thus over comes the reddening effect of
copper. But tarnishes the alloy.
iii) Forms solid solution with gold and partial solubility with
copper.
Copper
i) Hardness and strength
ii) Reddish color but lowers tarnish resistance.

iii) Lowers fusion temperature.
iv) Forms solid solution with gold
v) Reduces the density of the alloy.
Palladium
i) Increases resistance to tarnish and corrosion.
ii) Whitens the alloy
iii) Cheap
iv) Absorbs gases formed during casting, and thus reduces porosity.
v) Increases hardness.
Zinc
i) Acts as a scavenger and removes the oxides.
Makes the alloy more castable
CLASSIFICATION OF DENTAL CASTING ALLOYS
IMPORTANCE
i) The dental casting alloy classification is useful for estimating
the relative cost of alloys, because the cost is dependent on the
noble metal content as well as on the alloy density.
ii) It is also useful for identification of the billing code that is used
for insurance reimbursement.
iii) It simplify the communication between dentists and dental
laboratory technologists.
Dental casting alloys are classified according to:
(According to Anusavice)
I) According to American Dental Association (1984)
II) According to ANSI/ADA specification No.5 (1997)
III) According to mechanical property Requirements
proposed
In ISO Draft international standard 1562 for Casting Gold
Alloys (2002)

IV) Classification of casting metals for Full – metal and
Metal – ceramic Prostheses and Partial Dentures
Classification according to Anusavice
I) According to American Dental Association (1984)
Alloy Type Total Nobel Metal content
High Noble (HN) Must contain 40 wt% Au
And 60 wt% of noble metal
elements (Au, Pt, Pd, Rh,Ru,Ir, Os)
Noble (N) Must contain 25wt% of noble
metal elements (Au, Pt, Pd, Rh, Ru,
Ir, Os)
Predominantly Base Metal (PB) Contain 25 wt% of noble metal
elements.
II) According to ANSI/ADA Specification No.5 (1997)
Mechanical Property Requirements
Yield strength (0.2% offset) Elongation
Annealed Hardened Annealed Hardened
Alloy
type
Max.
(Mpa)
Mini.
(Mpa)
Minimum
(Mpa)
Minimum
(%)
Minimum
(%)
Type I 80 180 ------- 18 -----
Type II 180 240 12

Type III 240 12
Type IV 300 450 10 3
(III) According to mechanical property requirements
proposed in ISO Draft International standard 1562 for
casting Gold alloys (2002)
Alloy Type
Minimum yield strength (0.2%) or
proof stress of nonproportional elongation (Mpa)
Minimum elongation after fracture (%)
Type 1 80 18Type 2 180 10Type 3 270 5Type 4 360 3
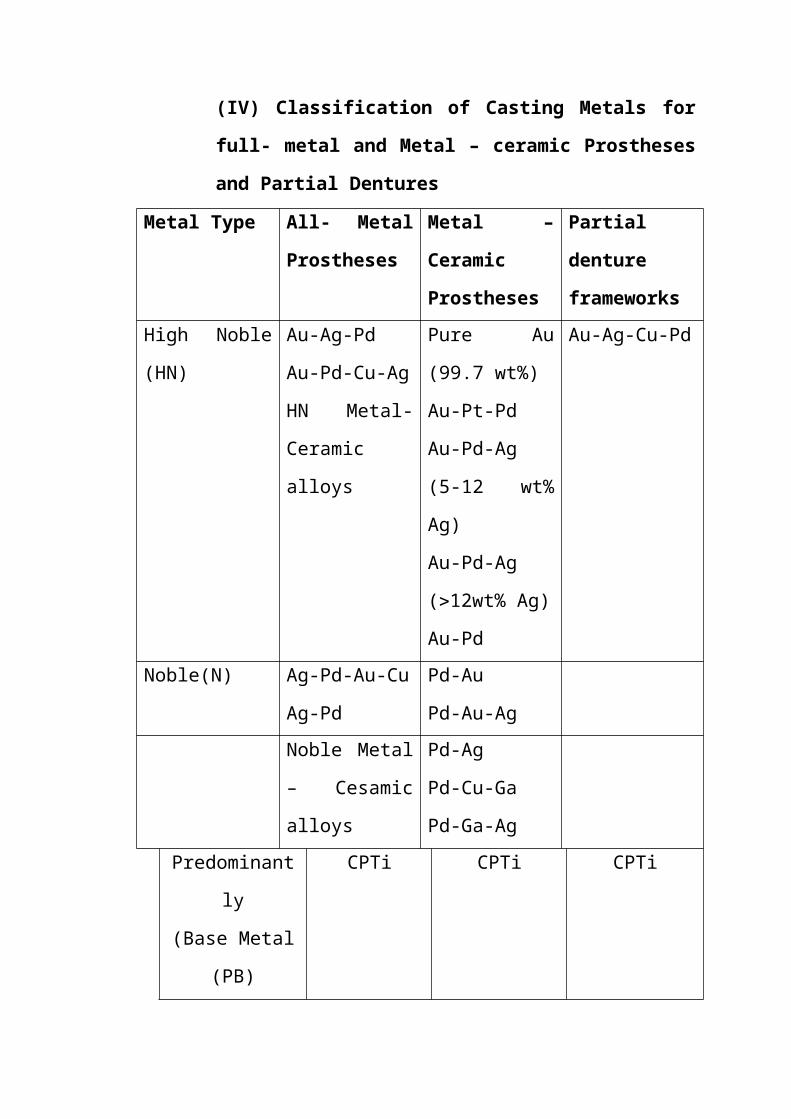
(IV) Classification of Casting Metals for full- metal and
Metal – ceramic Prostheses and Partial Dentures
Metal Type All- Metal
Prostheses
Metal –
Ceramic
Prostheses
Partial denture
frameworks
High Noble
(HN)
Au-Ag-Pd
Au-Pd-Cu-Ag
HN Metal-
Ceramic alloys
Pure Au (99.7
wt%)
Au-Pt-Pd
Au-Pd-Ag
(5-12 wt% Ag)
Au-Pd-Ag
(12wt% Ag)
Au-Ag-Cu-Pd

Au-Pd
Noble(N) Ag-Pd-Au-Cu
Ag-Pd
Pd-Au
Pd-Au-Ag
Noble Metal –
Cesamic alloys
Pd-Ag
Pd-Cu-Ga
Pd-Ga-Ag
Predominantly
(Base Metal (PB)
CPTi CPTi CPTi
Ti – Al – V Ti – Al – V Ti – Al – V
Ni-Cr-Mo-Be Ni-Cr-Mo-Be Ni-Cr-Mo-Be
Ni-Cr-Mo Ni-Cr-Mo Ni-Cr-Mo
Co-Cr-Mo Co-Cr-Mo Co-Cr-Mo
Co-Cr-W Co-Cr-W Co-Cr-W
Cu-Al

METALLIC ELEMENTS USED IN DENTAL ALLOYS
For dental restorations, it is necessary to combine various elements
to produce alloys with adequate properties for dental applications because
none of the elements themselves have properties that are suitable. These
alloys may be used for dental restorations as cast alloys, or may be
manipulated into wire. The metallic elements that make up dental alloys
can be divided into two major groups, the noble metals and the base
metals.
BASE METAL ALLOYS
INTRODUCTION
Base metal alloys contain no gold, silver, platinum or palladium.
The two most commonly used base metal alloys in dentistry are the
nickel – chromium (Ni/Cr) alloys which are commonly used for crown
and bridge casting, including porcelain fused to metal (PFM) restorations,
and the cobalt- chromium (Co/Cr) alloys which are commonly used for
partial denture frame work castings.
i) These alloys contain less than 25% of nobel metals
ii) They are tarnish and corrosion resistant due to the presence of
chromium (passivation)

iii) These alloys are presently widely used for their superior
mechanical properties and low cost.
Base metals are invaluable components of dental casting alloys
because of their low cost and their influence on weight , strength,
stiffness, and oxide formation (which is required for bonding to
porcelain)
iv) Compared with noble metals are still frequently referred to as
non precious or no noble, the preferred designation is
predominantly base metal. One reason for this designation is
that some base metal alloys in the past have contained a minor
amount of palladium, but because the properties of these alloys
were controlled primarily by the base metals present, they
should not have been classified as noble alloys of these alloys
were controlled primarily by the base metals present, they
should not have been classified as noble alloys.
Noble metals are not currently included in most of the base metal
alloys in use.
The percentage of base metal use in dentistry decreased between
1981 and 1995. Although the increased acceptance of these alloys
during this period was greatly influenced by the rapidly fluctuating
international cost of gold and other noble metals, the subsequent
decline in the cost of noble metals has had a small effect on reversing
this trend.
The Ni – Cr – Be alloys have retained their popularity despite the
potential toxicity of beryllium and the allergenic potential of nickel.
There are several reasons for the use of nickel – chromium alloys
in dentistry:

i) Nickel is combined with chromium to form a highly corrosion
resistant alloy.
ii) Ni – Cr alloys became popular in the early 1980s as low cost
metals ($2 to $3 per conventional avoirdupois ounce) when the
price of gold rose to more than $ 500 per troy ounce. Because
metal – ceramic restorations made with Ni – Cr – Be alloys
have exhibited high success rates from the mid – 1980s to the
present, many dentists have continued to use these alloys.
iii) Alloys such as Ticonium 100 have been used in removable
partial denture frameworks for many years with few reports of
allergic reactions. However, it is believed that palatal
epithelium may be more resistant to allergic reactions (contact
dermatitis ) than gingival secular epitheliums .
iv) The Ni – Cr and Ni – Cr – Be alloys are relatively inexpensive
compared with high noble or noble alloys. The price of nickel –
base alloys is stable, unlike the price of palladium based alloys.
v) Although beryllium is a toxic metal, dentists and patients
should not be affected because the main risk occurs primarily;
in the vapor form, which is a concern for technicians who melt
and cast large quantities of Ni – Cr – Be alloys without
adequate ventilation or fume hoods in the melting area.
vi) Nickel alloys have excellent mechanical properties, such as high
elastic modulus (stiffness), high hardness, and a reasonably high
elongation (ductility).
The majority of nickel – chromium alloys for crowns and FPD
prostheses contain 61 wt% to 81 wt% nickel, 11 wt% to 27 wt%
chromium and 2wt% to 4wt% molybdenum.
i) These alloys may also contain one or more of the following
elements:

aluminum, beryllium, boron, carbon, cobalt, copper,; cerium, gallium,
iron, manganese, niobium, silicon, tin, titanium, and zirconium.
The cobalt – chromium alloys typically contain 53 wt% to 67 wt%
cobalt, 25 wt% to molybdenum, which could affect the metal ceramic
bond strength.
Classification of Base Metal Alloys
i) Nickel – cobalt – Chromium alloys
i) Cobalt – Chromium:
Co – Cr – Mo
Co – Cr - W
ii) Nickel – Chromium:
Ni –Cr – Mo – Be.
Ni – Cr – Mo.
iii) Cobalt – Chromium – nickel
ii) Titanium alloys:
Pure Ti.
Ti – Al - V
iii) Others:
Aluminum bronze.
Nickel – Cobalt – Chromium Alloys
Composition: Percentage of alloying elements.

i) Nickel – Chromium:
Ni up to 80%
Cr – 13 – 22%
Be – up to 2%
ii) Cobalt – chromium:
Co – 55 – 68%
Cr – up to 25 – 27%
Cobalt – chromium: (vitallium)
Co – 60%
Cr – 25 – 30%
Nickel – chromium:
Ni – 67%
Cr –26%
Cobalt – chromium – nickel:
Co – 54%
Cr – 26%
Ni – 14%

Advantages And Disadvantages Of Base Metal Alloys
ADVANTAGES DISADVANTAGES
Cheaper and harder than gold
alloys
Density is low
High yield strength
High melting range and high
modulus of elasticity
Casting shrinkage is more.
Exceptional strength at high
temperature.
Oxidize readily.
Superior sag resistance –
means less deformation
than gold alloys.
Not resistant to tarnish
and corrosion.
APPLICATION OF BASE METAL ALLOYS
i) Inlays and onlays.

ii) Cast post
iii) Orthodontic appliances.
iv) For metal ceramic restorations
Base metal alloys generally have higher hardness and elastic modulus
values are more sag resistant at elevated temp.
v) For making cast removable partial dentures. It has the
following disadvantages when used metal ceramic alloys.
a) They are more difficult to cast and presolder than Au – Pd or
Pd – Ag alloys. More technique sensitive than noble metal
alloys.
b) Ni – based or Co – based alloys have a potential for
porcelain debonding due to separation of a poorly adherent
oxide layers from the metal substrate.
c) Small differences in composition may produce wide
variations in metal ceramic bond strength.
Composition
COBALT – CHROMIUM ALLOYS
The chemical composition of these alloys specified in the ISO
standard for Dental Base Metal Casting Alloys is as follows:
Cobalt Main constituent
Chromium No less than 25%
Molybdenum No less than 4%
Cobalt + nickel +chromium No less than 85%
A typical material would contain 35 – 65% cobalt, 25 – 35%
chromium, 0-30% nickel, a little molybdenum and trace quantities of
other elements such as beryllium, silicon and carbon.
i) Cobalt and Nickel are hard, strong metals the main purpose of the
chromium is to further harden the alloy by solution hardening and
also to impart corrosion resistance by the passivating effect.
Chromium exposed at surface of the alloy rapidly becomes oxidized
to form a thin, passive, surface layer of chromic oxide which
prevents further attack on the bulk of the alloy.
ii) The minor elements are generally added to improve casting and
handling characteristics and modify mechanical properties. E.g.
silicon imparts good casting properties to a nickel – containing alloy
and increases its ductility.
Molybdenum and beryllium are added to refine the grain structure and
improve the behavior of base metal alloys during casting.
iii) Carbon affects the hardness, strength and ductility of the alloys and
the exact concentration of carbon is one of the major factors
controlling alloy properties.
iv) The presence of too much carbon results in a brittle alloy with very
low ductility and an increased danger of fracture.
v) During crystallization the carbides become precipitated in the
interdendritic regions which form the grain boundaries. The grains
are generally much larger than those produced on casting gold alloy.
If this occurs the alloy becomes extremely hard and brittle as the
carbide phase acts as a barrier to slip. A discontinuous carbide phase
is preferable since it allows some slip and reduces brittleness.
vi) Whether a continuous or discontinuous carbide phase is formed
depends on the amount of carbon present and on the casting
technique. High melting temp during

vii) In general, cobalt – chromium alloys are resistant to pitting and
crevice corrosion, even with in the body. By contrast, relatively little
is known about their susceptibility to stress corrosion cracking or
corrosion fatigue.
viii) Co – Cr alloys may undergo fretting corrosion quite readily. The
process of fretting is a mechanical one and involves rubbing in the
form of a prolonged series of cyclic micro – movements. The result
is localized damage to one or both surfaces.
ix) In fretting corrosion, the process continually exposes new surfaces,
and these undergo oxidation. The fretting debris that becomes
trapped between the surface damage and exposure of new metal, and
the whole process leads to loss of metal from the assembly.
BIOCOMPATIBILITY OF COBALT – CHROMIUM ALLOYS
USE OF CHROME – COBALT – BASED ALLOY
i) As a denture base to complete denture, as a denture base to
partial denture.
ii) As a part of implant denture.
iii) For making surgical screws and plates.
iv) In orthopedic surgery.
v) For making dental wires.
Casting favour discontinuous carbide phases but there is a limit to
which this can be used to any advantage since the use of very high casting
temperatures can cause interactions between the alloy and the mould.
NICKEL – CHROMIUM ALLOYS
The chemical composition of these alloys specified in the ISO Standard
for Dental Base Metal Casting Alloys (Part 2) is as follows.

Nickel Main constituent
Chromium No less than 20%
Molybdenum No less than 4%
Beryllium No more than 2%
Nickel + Cobalt + Chromium No less than 85%
As for the Co/Cr alloys the concentrations of minor ingredients can
Have a profound effect on properties. The concentration of carbon and
the nature of the grain boundaries are major factors in controlling the
properties of these alloys.
MANIPULATION OF BASE METAL CASTING ALLOYS
i) The fusion temperatures of the Ni/Cr and Co/Cr alloys vary with
composition but are generally in the range 1200 – 15000c. This is
considerably higher than for the casting gold alloys which rarely have
fusion
Temperatures above 9500c.
ii) Melting of gold alloys can readily be achieved using a gas – air
mixture.
iii) For base metal alloys, however, either acetylene – oxygen flue
or an electrical induction furnance is required. The latter method is
to be favored since it is carried out under more controlled conditions.
iv) When using oxyacetylene flames the ration of oxygen to
acetylene must be carefully controlled. Too much oxygen may cause
oxidation of the alloy whilst an excess of acetylene produces an
increase in the metal carbide content leading to embrittlement.
v) Investment moulds for base metal alloys must be capable of
maintaining their integrity at the high casting temperatures used.

Silica bonded and phosphate bonded materials are favored with the
latter product being most widely used.
vi) Gypsum – bonded investments decompose above 12000c to
form sulphur dioxide which may be absorbed by the casting, causing
embrittlement. This effect can be reduced by the incorporation of
oxalate in the investment; however the problem is generally avoided
by choosing an investment which is more stable at elevated
temperatures.
vii) The density values of base metal alloys are approximately half
those of the casting gold alloys. For this reason the thrust developed
during casting may be somewhat lower, with the possibility that the
casting may not adequately fill the mould. Casting machines used for
base metal alloys must therefore be capable or producing extra thrust
which overcomes this deficiency.
viii) The problem may be aggravated if the investment is not
sufficiently porous to allow escape of trapped air and other gases.
Careful use of vents and sprues of adequate size is normally
sufficient to overcome such problems.
ix) The greatest expense involved in producing a Co/Cr dental
casting is in the time required for trimming and polishing.
x) In the ‘as cast’ state, the alloy surface is normally quite rough,
partially due to the coarse nature of some investment powders. Finer
investments can be used to give a smoother surface requiring less
finishing.
xi) One common technique involves painting the wax pattern with
fine investment –this then forms the inner surface of the investment
mould. The bulk of the mould is then formed from the coarser grade
material.
xii) Base metal alloys, and particularly the Co/Cr type are very hard
and consequently difficult to polish. After casting, it is usual to
sandblast the metal to remove any surface roughness or adherent
investment material as well as the green layer of oxide which coats
the surface after casting. Electrolytic polishing may then be carried
out. This procedure is essentially the opposite of electroplating.
xiii) If a rough metal surface is connected as the anode in a bath of
strongly acidic electrolyte, a current passing between it and the
cathode will cause the anode to ionize and lose a surface film of
metal. With a suitable electrolyte and the correct current density, the
first products of electrolysis will collect in the hollows of the rough
metal surface and so prevent further attack in these areas. The
prominences of the metal surface will continue to be dissolved and
in this way the contours of the surface are smoothed. Final polishing
can be carried out using a high – speed polishing buff.
xiv) The process of electro polishing is not generally used for Ni/Cr
alloy castings. These products are normally used for crown and
bridge work and it is essential to maintain the accuracy of fit,
particularly at the margins of crowns. This accuracy may be lost
during polishing procedures and care is required to avoid such
problems.
COMPARATIVE PROPERTIES OF Ni/Cr AND TYPE 3
CASTING GOLD ALLOYS FOR SMALL CAST
RESTORATION
PROPERTY Ni/Cr Type 3
Gold alloy
Comments

Density (gcum-
3)8 15 More difficult to produce defect –
free castings for Ni/Cr alloys.
Fusion
temperatureAs high
as
13500c
Normally
lower than
10000c
Ni/Cr alloys require electrical
induction furnance or oxyacetylene
equipment.
Casting
shrinkage (1%)2.0 1.4 Mostly compensated for by correct
choice of investment.
Tensile strength
(Mpa)600 540 Both adequate for the applications
being considered.
Proportional
limit (Mpa)500 290 Both high enough to prevent
distortions for applications being
considered; note that values are
lower than for partial denture alloys
Table 8-1)
Modulus of
elasticity (Gpa)220 85 Higher modulus of Ni/Cr is an
advantage for larger restorations,
e.g. bridges and for porcelain –
bounded restorations.
Hardness
(Vickers)300 150 Ni/Cr more difficult to polish during
service.
Ductility
(%elongation)3-30 20 Relatively large values suggest that
burnishing is possible; however,
large proportional limit values
suggest wish forces would be
required.
METALS AND ALLOYS FOR IMPLANTS
Implants offer an alternative method of treatment for the replacement of
missing teeth which can be used instead of dentures or fixed bridges.
Biocompatibility and stability are often seen as closely related in
that some materials are known to encourage bone growth which produces

a very intimate interface between bone and in plant which helps to
stabilize the latter. Function primarily depends upon the rigidity of the
implant structure. This in turn is related to the dimensions and the
modulus of elasticity of the material from which the implant is
manufactured.
Dental implants are normally classified according to the way in
which they are stabilized. The three most common types are:
- Subperiosteal
- Blade – vent end osseous
- Osseo integrated.
Subperiosteal implants consist of an open framework of cast alloy
which rests on top of the bony ridge but beneath the mucosa.
Cost cobalt – chromium alloys are most commonly used for these
applications. The very high modulus of elasticity of these materials
combined with reasonable cast ability is the main factors affecting this
choice. Attempts have been made to improve the biocompatibility of the
alloys by using hydroxyapatite coatings.
- Blade – vent implants are normally constructed from titanium
which has excellent biocompatibility.
BIOLOGICAL HAZARDS AND PRECAUTIONS: RISKS
FOR DENTAL LABORATORY TECHNICIANS
Laboratory technicians may be exposed occasionally or routinely
to excessively high concentrations of beryllium and nickel dust and
beryllium vapor. Although the beryllium concentration in dental alloys
rarely exceeds 2% by weight, the amount of beryllium vapor released into

the breathing space during the melting of Ni-Cr- beryllium alloys may be
significant over an extended period of time.
i) Actually, the potential hazards of beryllium should be based on
its atomic concentration in an alloy.
ii) One can demonstrate that an alloy which contains 80% Ni,
11.4% Cr, 5% Mo, 1.8% Fe, and 1.8% Be on a weight basis contains
73.3% Ni, 11.8% Cr, 2.6% Mo, 1.6% Fe, and 10.7% Be on an
atomic basis. Thus toxicity considerations for beryllium should be
based on the atomic concentration rather than the weight percentage.
iii) The Vapor pressure of pure beryllium is app 0.1 torr (mmHg) at
an assumed casting temp of 1370 o C. Comparable vapor pressures
for chromium, nickel, and Molybdenum are 5x10-3 torr, 8x10-4 torr,
and 3x10-11 torr, respectively.
iv) The risk for beryllium Vapor exposure is greatest for dental
technicians during alloy melting, especially in the absence of an
adequate exhaust and filtration system.
v) The Occupational Health and Safety Administration (OSHA)
specifies that exposure to beryllium dust in an should be limited to
particulate beryllium concentration of 2g/m3 of air (both respirable
and non respirable particles) determined from an 8-h time-weighted
average the allowable maximum concentration is 5g/m3 (not to be
exceeded for a 15-min period). For a minimum duration of 30 min, a
maximum ceiling concentration of 25g/m3 is allowed. The National
Institute for Occupational Safety and Health (NIOSH) recommends a
limit of 0.5 g/m3 based on a 130 – min sample.
vi) Moffa et al (1973) reported that high levels of beryllium were
accumulating during finishing and polishing when a local exhaust
system was not used. When an exhaust system was used, the
concentration of beryllium in the breathing zone was reduced to

levels considered safe by the authors. Workers exposed to
moderately high conc. of beryllium dusts over a short period of time,
or prolonged exposure to low conc., may experience signs and
symptoms representing acute disease states.
vii) Physiological responses vary from contact dermatitis to severe
chemical pneumonitis, which can be fatal. The chronic disease state
is characterized by symptoms persisting for more than 1 year, with
the onset of symptoms separated by a period of years from coughing,
chest pain, and general weakness to pulmonary dysfunction.
Prevention
i) Well –ventilated work areas.
ii) Protection against inhalation of dust particles during trimming
with masks.
Nickel
Nickel is common in the general population. The source can also
be due to other contacts like utensils and artificial jewelry. The most
common manifestation is contact dermatitis. A patient with a base metal
alloy bridge can show erythematous inflammation in the area of contact.
Other manifestations due to inhalation include pulmonary irritation,
pneumoconiosis, lung carcinomas, leading to decrease in lung function
and death.
Prevention Patch test to confirm allergy. Use of alternative metals like
palladium or titanium alloy.
Titanium alloys Their major advantages are biocompatibility to oral
tissues, significant strength and ductility.

Composition:
i) Titanium alloy
ii) Chromium – 5 – 15%
iii) Nickel – 5 – 15%
iv) Molybdenum – 3%
v) Silicon, manganese, iron and carbon- small quantities.
Advantages
i) High modulus of elasticity
ii) Easy cast ability.
iii) Excellent bio compatibility
iv) Has high tarnish and corrosion resistance and does not form
corrosion products.
v) Oxidizes upon contact with air or oral fluids.
vi) Low thermal conductivity.
vii) Capability of bonding t resin and porcelain.
Disadvantages Special equipment is required.
Aluminium – Bronzei) Aluminium Bronze 7-11 wt%
ii) Copper 71-88 wt%
iii) Nickel 2-4 wt%
iv) Iron 1-4 wt%
These alloys are still in experimental stage. No particular clinical
trial has been done. Poor resistance to tarnish is a major drawback.

NOBLE METALS
- Elements with a good metallic surface that retain their surface in
dry; air. They react easily with sulfur to form sulfides, but their
resistance to oxidation, tarnish, and corrosion during heating,
casting, soldering, and use in the mouth is very good.
The noble metals are gold, platinum, palladium, iridium, sodium,
osmium, and ruthenium.
- The noble metals, together with silver, are some times called
precious metals. Some metallurgists consider silver a noble metal
in dentistry because it corrodes considerably in the oral cavity.
Thus the terms noble and precious are not synonymous in dentistry.
GOLD (Au) Pure gold is a soft, malleable ductile metal that has a rich
yellow color with a strong metallic luster.
i) It ranks much lower in strength.
ii) Small amounts of impurities have a pronounced effect on the
mechanical properties of gold and its alloys. The presence of less
than 0.2% lead causes gold to be extremely brittle.
iii) Air or water at any temp doesn’t affect or tarnish gold.
iv) Gold is not soluble in sulfuric, nitric or hydrochloric acids.
However, it readily dissolves in combinations of nitric and HCl
(aqua rugia, 18 Vol% nitric acid and 82 vol% Hclacids ) to form the
trichloride of gold (Aucl3).It is also dissolved by a few other
chemicals, such as potassium cyanide and solutious of bromine or
chlorine.
v) Gold must be alloyed with Cu, Ag, Pt and other metals to
develop the hardness, durability, and elasticity necessary in dental
alloys, coins, and jewelry.
PLATINUM (Pt) Platinum is a bluish – white metal, and is toughs
ductile, malleable, and can be produced as foil or fine – drawn wire.
i) Platinum has hardness similar to copper.
ii) Pure pt has numerous applications in dentistry because of its
high fusing point and resistance to oral conditions and elevated
temp.
iii) Pt has been used for pins and posts in crown and bridge
restorations and alloys may be cast or soldered to the posts
without damage.
iv) Adds greatly to the hardness and elastic qualities of gold.
v) Tends to lighten the color of yellow gold based alloys.
PALLADIUM (Pd)
i) White metal some what darker than Pt.
ii) Its density is a little more than half that of Pt and gold.

iii) It has a quality of absorbing or occluding large quantities of
hydrogen gas when heated. This can be an undesirable quality
when alloys combining Pd are heated with an improperly
adjusted gas – air torch
iv) Palladium can be combined with gold, silver, Cu, Co, Sn, In or
Ga for dental alloys.
Iridium (Ir), Ruthenium (Ru), and Rhodium (Rh)
i) Iridium and Ruthenium are used in small amounts in dental alloys as
grain refiners to keep the grain size small.
A small grain size is desirable because in improves the mechanical
properties and uniformity of properties with in an alloy. As little as
0.005% of Ir is effective in reducing the grain effect.
ii) Ru has a similar effect. The grain refining properties of these elements
occurs largely because of their extremely high melting points.
iii) Ir melts at 24100C and Ru at 23100C. Thus these elements don’t melt
during the casting of the alloy and serve as nucleating centers for the
melt as it cools, resulting in a fine – grained alloy.
iv) Rh also has a high melting point (199660C) and has been used in
alloys with Pt to form wire for thermocouples. These thermocouples
help measure the temp in porcelain furnaces used to make dental
restorations.
Osmium (Os) Because of its tremendous expense and extremely high
welting point Os is not used in dental casting alloys.
i) a deoxidizing agent.

ii) Because of its low density, the resulting ZuO large behind the
denser molten mass during casting, and is therefore excluded from
the casting.
iii) If too much Zinc is present, it will markedly increase the
brittleness of the alloy.
Indium (In)
i) In is a soft, gray- white metal with a low melting point of
156.60c.
ii) It is not tarnished by air or water. It is used in some gold- based
alloys as a replacement for Zn, and is a common minor
component of some noble ceramic dental alloys.
iii) Recently, Indium has been used in greater amounts (up to 30%
by wt) to impart a yellow color Pd – Ag alloys.
BINARY COMBINATIONS OF METALS
Although most noble casting alloys have three or more elements, the
properties of certain binary alloys are imp because these binary
combinations constitute the majority of the mass of many – noble alloys.
An understanding of the physical and manipulative properties of these
binary – combinations constitute the majority of the mass of many noble

alloys. Among the noble alloys, six binary combinations of elements are
important:
i) Au – Cu, Pd – Cu, Au – Ag, Pd – Ag, Au – Pd, and Au – Pt
Phase diagrams are powerful tools for understanding the physical
and manipulative properties of binary alloys.
ALLOY COMPOSITION AND TEMPERATURE
i) In each phase diagram, the horizontal axis represents the
composition of the binary alloy.
ii) For example, in fig A, the horizontal axis represents a series of
binary alloys of gold and copper ranging in composition from 0% gold
(or 100% copper) to 100% gold.
iii) The composition can be given In atomic percent (at %) or
weight percent (wt%)
iv) Weight percent compositions give the relative mass of each
element in the alloy, where as atomic percentages give the relative
numbers of atomies in the alloys. It is a simple calculation to convert
weight percentages to atomic percentages, or vice versa.
v) Note that for the binary alloys shown in fig, the atomic percent
composition is shown along the bottom of the phase diagram whereas
the weight percent composition is shown along the top.
vi) The atomic and weight percent compositions of the binary
alloys can differ considerably.
vii) For example, for the Au – Cu system, an alloy that is 50% gold
by weight is only 25% gold by atoms.
viii) For other systems, like the Au –Pt system ‘F’, there is little
difference between atomic and weight percentages.

The difference between atomic and weight percentages depends on the
differences in the atomic masses of the elements involved.
ix) The bigger the difference in atomic mass, the bigger the
difference between the atomic and weight percentages in the binary
phase diagram.
x) Because it more convenient to use masses in the manufacture of
alloys, the most common method to report composition is by weight
percentages. However, the physical and biological percentages.
However, the physical and biological properties of alloys relate best
to atomic percentages. It is therefore important to keep the difference
between atomic and weight percent in mind when selecting and
using noble dental casting alloys. Alloys that appear high in gold by
weight percentage may in reality contain for fewer gold atoms than
might be thought.
xi) Other aspects of the phase diagrams that deserve attention are
the liquid us and solid us lines. The y axes show temperature.
xii) If the temp is above the liquid us line (marked L), the alloy will
solid us line (marked S), the alloy will be solid. If the temp lies
between the liquid us and solid us lines, the alloy will be partially
molten.
xiii) Note that the distance between the liquidus and solidus lines
varies among systems in Fig. For example the temp difference
between these lines is small for the Ag – Au system, much larger for
the Au – Pt system (‘F’) and varies considerably with composition
for the Au – Cu system. (‘A’)
xiv) If the liquidus – solidus line is broad, the alloy will remain at
least partially molten for a longer period after it is cast.
xv) The temp. of the liquid us line is also imp, and varies
considerably among alloys and with composition. For example the

liquidus line of the Au- Ag system ranges from 9620 to 10640C (‘C’),
but the liquidus line of the Au – Pd system ranges from 10640 to
15540C [‘E’]. It is often desirable to have an alloy with a liquidus
line at lower temperatures; the method of heating is easier, fewer
side reactions occur, and shrinkage is generally less of a problem.
PHASE STRUCTURE OF NOBLE ALLOYS:
i) The area below the solidus lines in fig is also imp to the
behavior of the alloy.
ii) If this area contains no boundaries, then the binary system is a
series of solid solutions. This means that the two elements are
completely soluble in one another at all temp and compositions.
iii) The Ag –Pd system (‘D’) and Pd – Au system (‘F’) are
examples of solid solution systems.
iv) If the area below the solidus line contains dashed lines, then an
ordered solution is present with in the dashed lines. An ordered
solution occurs when the two elements in the alloy assume specific
and regular positions in the crystal lattice of the alloy. This situation
differs from a solid solution where the positions of the elements in
the crystal lattice are random.
Examples of systems containing ordered solutions are the Au
– Cu system (‘A’).The Pd – Cu system ‘B’ and Au – Ag
system ‘C’.
v) Note that the ordered solutions occur over a limited range of
compositions because the ratios between the elements must be
correct to support the regular positions in the crystal lattices.

vi) If the area below the solidus line contains a solid line, it
indicates the existence of a second phase. A second- phase is an area
with a composition distinctly different from the first phase.
vii) In the Au – Pt system (‘F’) a second phase forms between 20
and 90 at% platinum. If the temp. is below the phase boundary live
with in these compositions, two phases exist in the alloy. The
presence of a second phase is imp because it significantly changes
the corrosion properties of an alloy.
HARDENING OF NOBLE ALLOYS
i) The use of pure cast gold is not practical for dental restorations
because cast gold lacks sufficient strength and hardness.
ii) Solid – solution and ordered solution hardening are two
common ways of strengthening noble dental alloys sufficiently for
use in the mouth.
iii) By mixing two elements in the crystal lattice randomly (forming
a solid solution), the force needed to distort the lattice may be
significantly increased.
For example, adding just 10% by weight of copper to gold, the
tensile strength increases from 105 to 395 Mpa and the Brinell hardness
increases from 28 to 85.
The 90:10 Au – Cu mixture is the composition used in U.S. gold coins.
iv) If the positions of the two elements become ordered (forming an
ordered solution), the properties of the alloy are improved further.
For a typical gold – based casting alloy, the formation of an ordered
solution may increase yield strength by 50%, tensile strength by 25%
and hardness by at least 10%. It is important to note that the

elongation of an alloy is reduced by formation of the ordered
solution. For the typical gold – based alloy, the percentage
elongation will decrease from 30% to about 12%.
v) The formation of ordered solutions has been commonly used to
strengthen cast dental restorations, particularly in gold – based
alloys. As shown in fig ‘A’, the Au- Cu system supports ordered
solutions between about 20 and 70 at %gold. However, the
manipulation of the alloy during casting will determine if the ordered
solution will form.
vi) If Au – Cu containing about 50 at % gold is heated to the
molten state and then cooled slowly, the mass will solidify at about
8800C as solid solutions. As the mass cools slowly to 4240 C, the
ordered solutions will then form and will remain present at room
temp.
vii) However, if the mass is cooled rapidly to room temp. after the
initial solidification, the ordered solution will not form because there
is insufficient time for the mass reorganize. Thus the alloy will be
trapped in a non – equilibrium state of a solid solutions and will be
softer, weaker, and have greater elongation.
viii) By heating an alloy in either condition above 4240C, the state of
the alloy can be selected by picking the cooling rate.
ix) Rapid cooling will preserve the solid solution and the soft
condition, whereas slow cooling will allow the formation of the
ordered solution and the hardened condition.
FORMULATION OF NOBLE ALLOYS

The desired qualities of noble dental casting alloys determine the
selection of elements that will be used to formulate the alloys.
The ideal noble casting alloy should have
i) A low melting range and narrow solidus – liquidus temperature
range.
ii) Adequate strength, hardness, and elongation
iii) A low tendency to corrode in the oral environment
iv) Low cost among other properties.
- Solid – solution systems are desirable for the formulation of alloys
because for the formulation of alloys because they are generally
easier to manufacture and manipulate, have a lower tendency to
corrode than multiple- phase systems, and provide increased
strength through solid – solution or ordered – solution hardening.
CARAT AND FINENESS OF GOLD – BASED ALLOYS
For many years the gold content of gold containing alloys has been
described on the basis of the carat, or in terms of fineness, rather than by
wt%. The term carat refers only to the gold content of the alloy; a carat
represents a 1/24 part of the whole. Thus 24 carat indicates pure gold.
The carat of an alloy is designated by a small letter R, for example, 18k
or 22k gold.
The use of term carat to designate the gold content of dental alloy
is less common now. It is not unusal to find the weight percentage of gold
listed or to have the alloy described in terms of finer ness. Fineness also
refers only to the gold content, and represents the number of parts of gold
in each 1000 parts of alloy. Thus 24k gold is the same as 100% gold or

1000 fineness. (i.e. 1000 fine). The fineness represents a precise measure
of the gold content of the alloy and is often the preferred measurement.
- An 18k gold would be designated as 750 fine, or, when the decimal
system is used, it would be 0.750 fine; this indicates that 750/1000
of the total is gold.
- The fineness system is somewhat less relevant to day because of
the introduction of alloys that are not gold- based. It is imp to
emphasize that the terms carat and fineness refer only to gold
content, not noble –metal content.
ALLOYS FOR ALL – METAL AND RESIN – VENEERED
RESTORATIONS

In 1927, The National Bureau of standards established gold casting alloy
types I through IV according to dental function, with hardness increasing
from type I to type IV.
a) Gold Alloys
b) Silver Palladium alloy
c) Aluminium Bronze alloy.
HEAT TREATMENT OF HIGH NOBLE AND NOBLE
METAL ALLOYS
i) Gold alloys can be significantly hardened if the alloy contains a
sufficient amount of copper. Types I and II alloys usually don’t
harden, or they harden to a lesser degree than do the types III and IV
gold alloys.
ii) The actual mechanism of hardening is probably the result of
several different solid state transformations.
iii) In metallurgical engineering terminology the softening heat
treatment is – referred to as a solution heat treatment. The hardening
heat treatment is termed age hardening.
SOFTENING HEAT TREATMENT OF GOLD CASTING
ALLOYS

i) The casting is placed in an electric furnace for 10 min at a temp
of 7000c (12920F) and then it is quenched in h20. During this period,
all intermediate phases are presumably changed to a disordered
solid, solution, and the rapid quenching prevents ordering from
occurring during cooling.
ii) The tensile strength, proportional limit, and hardness are
reduced by such a treatment and the ductility is in creased.
iii) The softening heat treatment is indicated for structures that are
to be ground, shaped, or otherwise cold worked, either in or out of
the mouth. Although 7000c is an adequate average softening temp,
each alloy has its optimum temp, and the manufacturer should
specify the most favorable temp. and time.
HARDENING HEAT TREATMENT OF GOLD CASTING
ALLOYS
It can be accomplished in several ways.
i) One of the most practical hardening treatments is by soaking or
aging the casting at a specific temp, for a definite time, usually 15 to
30 minutes, before it is water – quenched.
ii) The aging temp. depends on the alloy composition but is
generally between 2000C (3920F) and 4500C (8420F).
iii) Ideally, before the alloy is given an age – hardening treatment,
it should be subjected to a softening heat treatment to relieve all
strain hardening and to start the hardening treatment with the alloy
as a disordered solid solution.

iv) This treatment is indicated for metallic partial dentures, saddles,
FPDs, and other similar sites. For small sites, such as inlays, a
hardening treatment is not usually employed. Age hardening
substantially increases the yield strength.
v) The hardness values for noble metal alloys correlate quite well
with their yield strengths.
vi) Age hardening reduces the percent elongation in some cases.
Alloys with low elongation are relatively brittle materials and
fracture readily if loaded beyond the proportional limit or yield
strength.
B) SILVER – PALLADIUM ALLOYS
i) Silver – Pd alloys are white and predominantly silver in
composition but have substantial amounts of Pd (at least 25%) that
provide nobility and promote tarnish resistance. They may or may
not contain copper and a small amount of gold.
ii) The Cu-free Ag – Pd alloys may contain 70% to 72% silver and
25% Pd and may have physical properties similar to those for a type
III gold alloy.
iii) Other Ag – based alloys might contain roughly 60% Ag, 25%
Pd, and as much as 15% or more Cu and may have properties more
like a Type IV gold alloy.
Despite early reports of poor castability, the Ag – Pd alloys can
produce acceptable castings.
iv) The use of metal – ceramic restorations in posterior sites has
increased relative to the use of all metal crowns and onlays.
The compositions of representative high noble and noble alloys
(including Ag- Pd alloys) for all meal restorations (Type 1 to Type IV).

C) ALUMINUM BRONZE ALLOY
Bronze is traditionally defined as a copper – rich, copper – tin (Cu- Sn)
alloy with or without other elements such as Zn and phosphorus, there
exist essentially two – component (binary), three component(ternary),and
four component (quaternary) bronze alloys that contain aluminum bronze
(Cu – Al), silicon bronze copper – silicon, and beryllium bronze (Cu –
Be).
i) The Al- bronze family of alloys may contain between 81 wt%
and 88 wt% Cu, 7 wt% to; 11 wt% Al, 2 wt% to 4 wt% Ni, and 1 wt
to 4 wt% iron.
ii) There is a potential for copper alloys to react with sulfur to form
copper sulfide which may tarnish the surface of this alloy in the
same manner that Ag sulfide darkens the surface of gold – base or
Ag – base alloys that contain a significant Ag content.
HIGH NOBLE AND NOBLE ALLOYS FOR METAL
CERAMIC RESTORATION (PROSTHESES)
a) Gold – Platinum – Palladium alloy
b) Gold – Palladium silver alloy
c) Gold- Palladium alloy.
i) The chief objection to the use of dental porcelain as a
restorative material is its low strength under tensile and shears stress
conditions.
ii) Although porcelain can resist compressive stresses with
reasonable success, the substructure design should not include
shapes in which significant tensile stresses are produced during

loading. A method by which the disadvantage can be minimized is to
bond the porcelain directly to cast alloy substructure made to fit the
prepared tooth.
iii) Adding less than 1% of oxide forming element such as iron,
indium, and tin to this high gold content alloy the porcelain metal
bond strength was improved. Iron increases proportional limit and
strength of alloy.
iv) The 1% addition of base metal to gold, Pd and Pt alloys was all
that was necessary to produce a slight oxide film on surface of
substructure to achieve porcelain metal bond strength.
v) Inspite of vastly different chemical compositions, all the alloys
described in the following according to their principal chemical
elements share at least three common features:
a) They have the potential to bond to dental porcelain
b) They possess coefficients of thermal contraction compatible
with those of dental porcelains.
c) Their solidus temp is sufficiently high to permit the
application of low fusing porcelains.
vi) The coefficients of thermal expansion (CTE) tend to have a
reciprocal relationship with the melting points of alloys (because of
an inverse dependence on the relative strength of interatomic
bonding), as well as the melting range of alloys; that is, the higher
the melting temp of a metal, the lower its CTE. Metal ceramic alloys
of a metal, the lower its CTE. Metal ceramic alloys are also often
referred to as porcelain fused to metal (PFM) or ceramo metal alloys.
GOLD – PALLADIUM – SILVER ALLOYS (Low Silver Content)

i) Au – Pd – Ag alloys, which contain 5% to 11.99% Ag are
economical alternatives to the Au – Pt – Pd or Au – Pd – Pt alloys.
These are resistant to tarnish and corrosion.
ii) The principal disadvantage of this alloy group is the potential
for porcelain discoloration when Ag vapor is released and deposited
on the porcelain surface.
GOLD – PALLADIUM – SILVER ALLOYS (High silver content)
i) Gold alloys that contain 12% Ag or more account for
approximately; 20% of the current alloy market. These include Au –
Pd – Ag, Pd – Au – Ag and Pd – Ag alloys.
ii) The Au – Pd alloys with high silver contents (12% to 22%)
have been popular alternatives to the higher gold content alloys for
many years despite their potential for porcelain discoloration.
iii) These alloys are white – colored and are used primarily for their
lower cost and comparable physical properties.
iv) The commonly used alloys in this gp contain between 39%
and53% Au and 25% to; 35% Pd.
v) The potential for porcelain discoloration is greatest with alloy
which has the highest silver contents.
vi) The factors that intensify the porcelain color changes because of
the release of Ag were identified previously. In general, it is
advisable to avoid these types of alloys when using lighter shades
and ceramic products that are sensitive to silver discoloration.
GOLD – PALLADIUM ALLOYS

This alloy was designed to overcome the porcelain discoloration effect
(because it is Ag – free) and also to provide an alloy with a lower thermal
contraction coefficient than that of either the Au – Pd – Ag or Pd – Ag
alloys.
i) The contents are gold ranging from 44% - 55% and a Pd level
35 –45%
ii) Alloys of this type must be used with porcelains that have low
coefficient of thermal contraction to avoid the development of axial
and circumferential tensile stresses in porcelain during the cooling
part of porcelain firing cycle.
iii) The yield strength, modulus of elasticity;, tensile strength and
hardness of Au – Pd – Ag and Au – Pd alloys are greater and density
lower, then those are Au – Pt –Pd alloys, which implies that
combination; will be more resistant to masticatory force and stiffer
then restoration made of Au – Pt – Pd alloys. Lower densities also
mean prosthesis will be lighter in weight.
PALLADIUM – GOLD ALLOYS
Its popularity has been diminished by the recent price volatility of Pd.
These are free of Ag. Therefore they don’t contribute to porcelain
discoloration. Physical properties are similar to those of the Au – Pd
alloys. Thermal compatibility with commercial porcelain products has not
yet been reported in the dental literature.
PALLADIUM – GOLD – SILVER ALLOYS
i) The Pd – Au – Ag alloy group is similar to the Au – Pd – Ag
types of alloys in their potential for porcelain discoloration. These

alloys have gold contents ranging from 5% to 32% and Ag contents
varying between 6.5% and 14%
ii) One would expect the potential for porcelain discoloration to be
greater for the higher Ag – content alloys in this group.
iii) These alloys have a range of thermal contraction coefficients
that increase with an increase in Ag content.
PALLADIUM – SILVER ALLOYS
i) It was introduced to the U.S. market in 1974 as the first gold –
free noble alloy available for metal – ceramic restorations.
ii) The compositions of Pd – Ag alloys fall with in a narrow range
of 53% to 61% Pd and 28% to 40% Ag.
iii) Tin and /or indium are usually added t increase alloy hardness
and to promote oxide formation and adequate bonding to porcelain.
iv) A proper balance is needed to maintain a reasonably low casting
temp and a compatible coefficient of thermal contraction.
v) Because of their increase Ag content compared with that of gold
based alloys, the Ag discoloration effect is most severe for these
alloys. Gold metal conditioners or ceramic coating agents may
minimize this effect.
vi) The low specific gravity of these alloys (10.7 to 11.1),
combined with their low intrinsic cost, make them attractive as
economical alternatives to the gold – based alloys.
vii) Adherence to porcelain is considered to be acceptable for most
of the Pd – Ag alloys.
viii) Instead of the formation of the desired external oxide, Pd – Ag
nodules may develop on the surface, which enhance retention of
porcelain by mechanical rather than chemical bonding.

PALLADIUM-COPPER-GALLIUM ALLOYS:
No clinical reports of adverse events have been reported for
Pd-Cu-Ga alloys.
The clinician should be aware of the potential effect on
aesthetics of the dark brown or black oxide formed during oxidation
and subsequent porcelain-firing cycles.
PALLADIUM-GALLIUM-SILVER ALLOYS:
They tend to have a slightly lighter colored oxide than the
Pd-Cu alloys and they are thermally compatible with lower expansion
porcelains.
The silver consent is generally relatively low (5 wt% to 8 wt
% in most cases) and is usually inadequate to cause significant
porcelain greening.
Pd-Ga-Ag alloys generally have relatively low thermal
contraction coefficients are expected to be more compatible with
lower expansion porcelains.

METALS FOR PARTIAL DENTURE ALLOYS:
The majority of removable partial denture frameworks are
made from alloys based primarily on nickel, cobalt, or titanium as the
principal metal component.
Ni is a malleable, ductile, silver-colored transition element
with atomic numbers and a melting point of about 14500C.
CO is a silver-colored transition element with atomic
number 27, having a melting point of about 15000C and little ductility
at room temperature.
All CO-based and Ni-based alloys container to prevent
corrosion and tarnish. The passivation mechanism of the alloy occurs
through a thin surface layer of chromium oxide (Cr2O3). Most CO-Cr
alloys contain MO (CO-Cr-MO), and some may contain Ni (CO-Cr-
Ni). Some Ni-Cr alloys contain beryllium (Be), which lowers the
melting point to improve castability.
Frameworks may also be made from CPTi and Ti-6Al-4V.
The most biocompatible metal for frameworks is CPTi.
Porcelain with Na contents are believed to exhibit a more intense
discoloration because of more rapid silver diffusion in Na-containing
glass.

CONCLUSION
So its important to have the proper knowledge of metals and the alloys for the proper use in dentistry.
REFERENCES:
1) Dental material properties and manipulation CRAIG
2) Notes on dental materialsE.C.COMBE
3) Text book of dental materialsSHARMILLA HUSSAIN
3) Essential of dental materialsSH SORATUR
4) Applied dental materialsJOHN F.MCCABE
5) The chemistry of medical and dental materialsJ.W.NICHOLSON
6) Dental materialsANUSAVICE