departamento ingeniería agrícola
TRANSCRIPT

1
TECNOLOGÍAS PARA EL PROCESAMIENTO DE RIZOMAS DE
SAGÚ (MARANTA ARUNDINACEA)
Silvio Andrés Mesa Cañizares
Dr. C. Elvis López Bravo
Junio, 2018
Departamento Ingeniería Agrícola

2
Este documento es Propiedad Patrimonial de la Universidad Central “Marta Abreu” de
Las Villas, y se encuentra depositado en los fondos de la Biblioteca Universitaria
“Chiqui Gómez Lubian” subordinada a la Dirección de Información Científico Técnica
de la mencionada casa de altos estudios.
Se autoriza su utilización bajo la licencia siguiente:
Atribución- No Comercial- Compartir Igual
Para cualquier información contacte con:
Dirección de Información Científico Técnica. Universidad Central “Marta Abreu” de
Las Villas. Carretera a Camajuaní. Km 5½. Santa Clara. Villa Clara. Cuba. CP. 54 830
Teléfonos.: +53 01 42281503-1419
RESUMEN

3
En el presente trabajo aborda dos tecnologías para el procesamiento de los
rizomas de sagú, que complementan el sistema de máquinas para la conversión
del mismo en almidón. Para ello se toman las propiedades físico-mecánicas de
los rizomas requeridas para el cálculo del molino de impacto y el molino por
fricción. Se realiza el diseño del molino a partir de considerar la demanda
energética del mismo como los materiales disponibles. De igual modo se diseña y
evalúa mediante el Método de los Elementos Finitos el órgano de trituración
considerando la resistencia de los materiales y geometría. Finalmente se
determinan los costos de fabricación de la máquina propuesta.

4
ABSTRACT
In the present work approaches two technologies for the processing of the
rhizomes of sagú that complement the system of machines for the conversion of
the same in starch. For this the physical-mechanical properties of the rhizomes
required for the calculation of the impact mill and the friction mill. The design of the
mill is made from considering the energy demand of the same as the available
materials. In the same way, the crushing organ is designed and evaluated using
the Finite Element Method, considering the resistance of the materials and
geometry. Finally, the manufacturing costs of the proposed machine are
determined.

5
TABLA DE CONTENIDO
INTRODUCCIÓN ................................................................................................................. 6 CAPITULO I ......................................................................................................................... 9
REVISIÓN BIBLIOGRÁFICA ............................................................................................. 9 1.1 Importancia del almidón de Sagú ....................................................................................... 9
1.2 Los molinos en la agricultura ............................................................................................ 11
1.3 Molino de Impacto .............................................................................................................. 14
1.4 Molino por fricción ............................................................................................................... 15
CAPÍTULO II ...................................................................................................................... 16
MATERIALES Y MÉTODOS ............................................................................................ 16 2.1 Metodología para el cálculo de los principales parámetros constructivos del molino
de impacto y el molino por fricción. ........................................................................................ 16
2.1.2 Pasos para la selección del motor: ........................................................................... 17
2.1.3- Pasos para el cálculo de los parámetros geométricos de la transmisión por
correa: ..................................................................................................................................... 17
2.3 Metodología para la simulación de la resistencia. ......................................................... 22
CAPÍTULO III .................................................................................................................... 23
RESULTADOS Y DISCUSIÓN ......................................................................................... 23 3.1 Caracterización físico mecánica de los rizomas del sagú ............................................ 23
3.2 Molino por fricción ............................................................................................................... 24
3.2.2- Principales partes componentes .............................................................................. 26
3.2.3- Resultado de los parámetros geométricos calculados ......................................... 28
3.2.3.1 - Resultado de la selección del motor ................................................................... 28
3.2.3.2- Resultado de los parámetros geométricos de la transmisión .......................... 28
3.2.3.3 Resultados de la productividad de la máquina .................................................... 29
3.3– Resultados de la determinación del costo del molino por fricción ............................ 29
3.4.1 Principales parámetros constructivos del molino de impacto ............................... 30
3.4.2 Análisis de la resistencia del órgano de trabajo ..................................................... 34
CONCLUSIONES ............................................................................................................... 38 RECOMENDACIONES ..................................................................................................... 39
REFERENCIAS BIBLIOGRÁFICAS ................................................................................ 40 ANEXOS ............................................................................................................................. 41

6
INTRODUCCIÓN
Las raíces y tubérculos figuran entre los alimentos más antiguos y de gran
importancia nutricional, ecológica y económica. Desde el punto de vista
nutricional, estos cultivos juegan un papel muy importante como fuente principal
de energía y nutrientes esenciales, al mismo tiempo pueden proveer una
composición balanceada de la dieta, particularmente en zonas tanto urbanas
como rurales donde la población es de bajos ingresos. La importancia de las
raíces y tubérculos radica en su producción que se calcula, en las zonas
tropicales del mundo, de alrededor de 140 millones de t al año cantidad suficiente
para solventar la alimentación básica de cerca de 400 millones de personas (FAO,
2014).
Existen una amplia variedad de cultivos potencialmente importantes, que son la
base fundamental de la dieta de los pobladores rurales del trópico donde las
raíces y tubérculos están cobrando una gran importancia local debido a que
forman un componente barato y aceptable de las dietas tropicales (TAPIA, 2000;
FAO, 2014).
En relación con la fuerte herencia de las culturas originarias en los países de
América ha de reconocerse que en las islas del Caribe muy poco han trascendido
las culturas aborígenes. Sin embargo, tampoco hay que ignorar los aportes
culturales de estos primigenios habitantes en la formación de la identidad criolla
como embrión de donde proviene el sector más representativo de la población
cubana, su célula económica: el campesino (SARMIENTO, 2012).
Desde tiempos precolombinos en Cuba como en el resto de las Antillas las raíces
y tubérculos han sido la base de la dieta popular. Entre los que más se destacan:
la yuca, el aje o boniato amarillo (Discorea trífida), la yahubias o malanga
(Xanthosomasaggite folium), el ñame (Discorea pilosa, Discorea bulbífera) y el
Sagú (Maranta arundinacea L.), este último pertenece a la familia Marantáceas
(SARMIENTO, 2012).
El Sagú forma parte de las 25 raíces y tubérculos de consumo regional y mundial,
es una herencia de nuestros aborígenes y ha servido de alimento a muchas
familias durante siglos. Estudios arqueológicos en América evidencian su cultivo
desde hace ocho milenios atrás (PAGÁN, 2009), aunque actualmente es una
especie olvidada y desde el siglo pasado se encuentra en peligro de extinción
genérica (FERNÁNDEZ, 1999); (RODRIGUEZ, 2011) por lo que se debe

7
fomentarla siembra a nivel nacional e internacional al, de esta forma rescatar la
tradición alimentaria de nuestros antepasados y asegurar el futuro a las nuevas
generaciones, ya que tiene una importancia estratégica en la economía
campesina por sus ventajas comparativas de biodiversidad, criterios de
sostenibilidad, posibilidad de cultivo en áreas agrícolas marginales y asociación a
la producción lechera, de ser una importante contribución a la dieta de la familia.
En Cuba la forma más común de su consumo parte de extraerle a los rizomas que
produce la planta una fécula o almidón, que constituye un alimento muy sano y
agradable para bebés, ancianos y enfermos del estómago, pues posee una alta
digestibilidad. También se puede utilizar como sustituto de aditivos alimentarios
en la producción de purés de frutas y vegetales, de una parte del agar en los
medios de cultivo in Vitro, en los que acelera el desarrollo de las plántulas
(FERNÁNDEZ, 1999) como aglutinantes en la elaboración de tabletas, como
harina en repostería, dulcería y cocina tradicional, en la industria textil para
endurecer el hilo de algodón, en cremerías para la elaboración de helados y en
fábrica de embutidos como elemento aglutinante (IGOR, 2008). Se emplea,
además, como medicamento analéptico y entra en la preparación de algunos
cocimientos (ROIG, 2012).
Para la extracción del almidón de Sagú en el ámbito internacional se han
desarrollado varias máquinas que realizan de forma individual cada una de las
operaciones comprendidas en este proceso. Las cuales van desde el lavado
primario y la trituración hasta el secado y empacado de la harina. Llegándose a
establecer un sistema tecnológico para su procesamiento en los países donde se
obtienen los mayores volúmenes de producción, empleando por consiguiente
máquinas industriales en dicho proceso. En los países con bajos volúmenes de
producción donde el Sagú se cultiva a pequeña escala bajo prácticas
tradicionales, los métodos empleados para la extracción de la harina se basan en
técnicas artesanales, o a partir del empleo de máquinas desarrolladas
empíricamente (MALINIS, 2012).
En nuestro país los molinos empleados para la este fin se han desarrollado de
una forma muy rústica, con los materiales y recursos que se tengan disponibles y
además sin tomar en cuenta los cálculos ingenieriles que permitan un diseño
óptimo, así como la definición adecuada de los parámetros constructivos.

8
Problema: No se han realizado estudios que posibiliten establecer los parámetros
adecuados de los molinos para el procesamiento de los rizomas de sagú.
Hipótesis: A partir del conocimiento de las propiedades de los rizomas de sagú
es posible establecer los parámetros para un diseño racional del molino.
Objetivo General: Determinar los principales parámetros para el diseño de
molinos para el procesamiento de los rizomas de sagú.
Objetivos específicos:
1. Caracterizar las principales propiedades físicas y mecánicas de los rizomas
del sagú.
2. Determinar los principales parámetros constructivos del molino por fricción.
3. Calcular los principales parámetros constructivos del molino de impacto.
4. Determinar el costo del molino por fricción.

9
CAPITULO I
REVISIÓN BIBLIOGRÁFICA
1.1 Importancia del almidón de Sagú
El Sagú, (Figura 1.1) (Maranta arundinacea L.) es una planta perteneciente a la
familia Marantaceae, también conocido por Platanillo de ciénaga o río, guapo o
planta obediente es una especie herbácea perenne originaria de la cuenca del
Orinoco cuyo hábitat son las selvas tropicales (TAPIA, 2000).
Figura 1.1 Plantación de Sagú
Se propaga por rizomas (tallos subterráneos) cilíndricos, tuberosos y carnosos
tradicionalmente utilizados como fuente para alimentación de humanos y animales
(VALDÉS, 2010), fundamentalmente para la fabricación de harina, almidón, y
afrecho.
El almidón extraído de los rizomas del Sagú constituye un excelente sustituto de
aditivos alimentarios en la producción de purés de frutas y vegetales, pues se
disuelven sin formar grumos y proporcionan una viscosidad superior a la del
almidón de arroz u otros sucedáneos; además, se utiliza como sustituto de una
parte del Agar en los medios de cultivo in Vitro ya que acelera el desarrollo de las
plántulas (FERNÁNDEZ, 1999); en la repostería para elaborar dulces finos,
galletas, panes, y harina para empanizar; así como, en la producción de
embutidos.
De igual forma, para la alimentación animal el Sagú tiene gran importancia, pues
investigaciones realizadas por (MONTALDO, 1991), evidencian que sus rizomas
son una rica fuente de proteínas y energía cuando se añade a la dieta de los
mismos, lo que ha propiciado que los residuos sólidos que se obtienen en el

10
proceso de molido se utilicen como componente en las formulaciones de pienso
animal.
El cultivo del Sagú se reporta en Cuba desde hace ocho milenios atrás, según
estudios arqueológicos desarrollados por (PAGÁN, 2009), donde se reportó la
presencia de restos de almidones en fragmentos de burén encontrados en la
Laguna de Limones, provincia de Guantánamo. Por tal motivo se le considera una
especie de larga tradición en la alimentación de los habitantes de esta Isla.
Esta planta tiene una gran importancia y variedad de usos, sin embargo en
nuestro país nunca ha ocupado un lugar notable entre los cultivos más
explotados, pues según (REYNOSO, 1867) desde esta época este cultivo se
plantaba principalmente en la región Oriental y en Camagüey, por lo general en
pequeñas áreas dentro de los grandes cafetales, o en las guardarrayas de los
campos de caña, pues la fécula extraída de las yuquillas se destinaba únicamente
al alimento de los niños pequeños.
A pesar del deterioro que ha sufrido este cultivo la Agricultura Urbana han
trabajado en el rescate de estas especies menores se ha avanzado muy poco, por
lo que se debe seguir aunando esfuerzos para lograr grandes plantaciones y crear
las condiciones para producir el almidón que necesita la industria alimentaria,
dado el creciente costo de la harina de maíz (maicena) y la de trigo (llamada
castilla), las cuales pueden sustituirse total o parcialmente en dependencia del
tipo de producto, contribuyendo de esta forma al ahorro de divisas.
Actualmente siguen siendo las provincias orientales las de mayor tradición en su
producción y consumo, pues los rizomas del Sagú se comercializan en los
mercados estatales y campesinos, el precio oficial de comercialización oscila
entre los 3,50 CUP/kg. Este cultivo también ha tomado auge en otras provincias
pues se ha incrementado su producción extensiva en varias localidades de la
región central cubana, ejemplo de estas son los poblados de Cabaiguán, Cruces y
Cifuentes, de las provincias Santi Spíritus, Cienfuegos y Villa Clara,
respectivamente.
En gran medida la producción de harina del almidón de Sagú en Cuba se ha visto
frenada entre otros, por lo laborioso que resulta su obtención, pues de forma
manual es un trabajo muy pesado y lento, además el proceso mecanizado
depende de la existencia de un grupo de máquinas especializadas y costosas.

11
1.2 Los molinos en la agricultura
El antecedente del molino actual que conocemos en las diferentes esfera
esencialmente los destinados a la agricultura son los molinos de mano. Los
primeros de su tipo fueron encontrados en las culturas primitivas de Las Islas
Canarias aunque se han encontrado yacimientos también en cuevas que servían
de refugio a pastores aborígenes en Tenerife. Eran fabricados de basalto (roca
ígnea volcánica de color oscuro, de composición máfica-rica en silicatos de
magnesio y hierro y bajo contenido en sílice) (ORTIZ, 1989).
Existen diferentes tipos de molinos, entre los principales se encuentran: molino de
muelas o piedras, de discos metálicos, de rodillos, de bolas y de martillos
(BERMEO, 2014).El molino de piedra es uno de los más antiguos según (ORTIZ,
1989)su principal funcionamiento se basa en producir una presión aplastante tan
intensa entre las dos superficies de las muelas o piedras, de tal manera que las
envueltas de los granos revienten destruyéndose su estructura interna. De las dos
muelas, una se encuentra fija, y la otra es móvil. Los granos penetran axialmente
por el llamado ojo del molino y el producto final sale por la fuerza centrífuga, en
sentido radial. El diámetro de las piedras oscila entre 20 y 50 cm, y la velocidad
de giro entre 250 y 1000 rpm (Figura 1.2)
Figura 1.2 Molino de piedra
Con el desarrollo de la ciencia y la tecnología se han fabricado varios tipos de
molinos:
El Molino de Discos Metálicos (figura 1.3) cuenta con las ventajas siguientes: bajo
costo inicial, uniformidad del material de molido y requerimiento de potencias

12
bajas. Consta de desventajas con respecto a la corta vida útil de los discos,
posibilidad de que el equipo se dañe debido a la introducción accidental de
objetos extraños, para molienda fina potencia relativamente alta, daño que sufren
los platos cuando funcionan vacíos.
Figura 1.3 Molino de discos metálicos
Los molinos de rodillos tanto estriado como lisos viéndose en la figura 1.4 su
principio de funcionamiento se basa en que los granos son retenidos por las
acanaladuras en el cilindro que gira más lentamente, mientras que las
acanaladuras del más rápido se encargan de cortarlo, como si fuese una tijera. Se
utilizan especialmente para triturar granos húmedos.

13
Figura 1.4 Molino de rodillos estriados y lisos
El molino de bolas como se observa en la figura 1.5 es una carcasa cilíndrica que
gira sobre su propio eje, esta envoltura se encuentra llena aproximadamente
hasta la mitad de bolas de acero, las bolas de acero son el medio de molienda.
Este equipo es ampliamente utilizado en los siguientes campos: cemento,
productos de silicato, materiales de construcción, materiales a prueba de fuego,
fertilizante, metal negro y de color, cerámica y vidrio. Puede usarse para triturar
de forma seca o húmeda diversas clases de minas y otros materiales que se
puedan moler continúan hasta que las partículas son capaces de atravesar los
orificios de una rejilla.
Figura 1.5 Molino de bolas

14
1.3 Molino de Impacto
Molinos de impacto o impactores como se observa en la figura 1.6 contienen un
rotor que gira a alta velocidad en el interior de una carcasa cilíndrica. El eje
generalmente es horizontal. La alimentación entra por la parte superior de la
carcasa, se trocea y cae a través de una abertura situada en el fondo. En un
molino por impacto las partículas se rompen mediante el impacto contra un rotor.
Una partícula que entra en la zona de molienda no puede salir sin ser golpeada
por el rotor. Se rompe en pedazos, se proyecta contra la placa estacionaria
situada dentro de la carcasa rompiéndose todavía en fragmentos más pequeños.
Estas a su vez son pulverizadas por los martillos y son impulsadas a través de
una rejilla o tamiz que cubre la abertura de descarga (CUADRADO, 2009).
Un molino por impacto cuenta con elementos como: el rotor, la cubierta, la cámara
de desintegración, la boca de entrada del producto en la parte superior y la boca
de descarga cerrada por una rejilla o criba.
Figura 1.6 Molino deimpacto

15
1.4 Molino por fricción
El molino por fricción (figura 1.7) se basa principalmente en un disco dentado que
gira a alta velocidad. El material a moler cae por gravedad en la cámara de
trituración y se produce por efectos de presión y fricción, la disposición progresiva
hace que el material sea primeramente partido y luego empujado por la fuerza
centrífuga hacia el área perimetral del disco donde se realiza la trituración fina, el
material obtenido cae en un recipiente colector
El molino por fricción cuenta con elementos como: el disco dentado, la cámara de
desintegración, la boca de entrada del producto en la parte superior y la boca de
descarga cerrada por una rejilla o criba.
Figura 1.7 Molino por fricción

16
CAPÍTULO II
MATERIALES Y MÉTODOS
2.1 Metodología para el cálculo de los principales parámetros constructivos
del molino de impacto y el molino por fricción.
Para el cálculo de los principales parámetros constructivos, se utilizan las
metodologías que aparecen en el libro de texto Elementos de Máquinas
(RESHETOV, 1987) y Diseño de Elementos de Máquinas (MOTT, 2010.).
2.1.1Metodología para determinar la potencia que demanda el molino de
impacto y el molino de fricción.
Para determinar la potencia que demanda el molino de impacto y el molino de
fricción se utiliza la siguiente ecuación según la cual:
P (máq) = F · V (2.1)
Dónde:
P (máq): Potencia que demanda el molino de martillos (kW)
F: Fuerza de corte (N)
V: Velocidad de corte (m/s)
Ϭ= Fc / A (2.2)
Dónde:
Fc: Fuerza del corte (N)
A: Área de una sección (mm²)
)/(1000
smnd
V
(2.3)
Dónde:
d: diámetro (mm)
n: velocidad (rpm)

17
2.1.2 Pasos para la selección del motor:
1- Cálculo de la potencia desde la máquina hasta el motor
Nco
PP II
I (2.4)
Dónde:
: Potencia necesaria del motor
: Potencia de la máquina
Nco: eficiencia de la correa
2- Selección del motor en la Tabla 1. (Motores) a partir de la P1
Para conocer las (rpm) real del motor se multiplica por 1.2
2.1.3- Pasos para el cálculo de los parámetros geométricos de la transmisión por correa:
1- Selección o identificación de la correa
En función de 1T se selecciona el tipo de correa en la Tabla 2.
1
11 9550
n
PT
(2.5)
Dónde:
1T - torque a la salida del motor eléctrico (N·m)
1P - potencia en la polea conductora (kW)
1n - velocidad de la polea conductora (rpm)
2- Diámetro de paso de la polea conductora (D1) y la conducida (D2)
max11min1 DDD
D1min = (Tabla 2.)
D1 – diámetro de la polea conductora (mm)
(2.6)
1
max
4
max1
106
n
VD

18
Dónde:
D1max – diámetro máximo (mm)
Vmax- velocidad máxima (m/s) (Tabla 2.)
n1 – velocidad en la polea conductora (rpm)
(2.7)
Dónde:
D2 -diámetro de la polea conducida (mm)
nI – velocidad en la polea conductora (rpm)
nII – velocidad en la polea conductora (rpm)
3- Comprobación de la velocidad de la correa (V)
maxmin VVV
maxV, minV = (Tabla 3.)
60000
11 nDV
(2.8)
Dónde:
V – velocidad de la correa (m/s)
D1 – diámetro de la polea conductora (mm)
n1 – velocidad en la polea conductora (rpm)
4- Distancia entre centro de referencia (Ar)
3
25.1
U
DCrAr
(2.9)
Dónde:
D2 -diámetro de la polea conducida (mm)
U – nI / nII
hDDA 21min 55.0 (2.10)
Dónde:

19
h (Tabla 2.)
D1 – diámetro de la polea conductora (mm)
D2 -diámetro de la polea conducida (mm)
21max 2 DDA (2.11)
Dónde:
D1 – diámetro de la polea conductora (mm)
D2 -diámetro de la polea conducida (mm)
5- Cálculo de la longitud de la correa o bandas (L)
A
DDDDAL
457.12
2
1221
Longitud normalizada (Tabla4.) (2.12)
Dónde:
Ar – Distancia entre centros de referencia (mm)
D1 – diámetro de la polea conductora (mm)
D2 -diámetro de la polea conducida (mm)
maxmin LLL
Lminy Lmax = (Tabla 2.)
6- Distancia entre centro definitiva de la transmisión (A)
16
322
12
2 DDppA
(2.13)
Dónde:
2128.64 DDLp (2.14)
D1 – diámetro de la polea conductora (mm)
D2 -diámetro de la polea conducida (mm)
L - longitud de la correa normalizada (mm)
7- Cálculo del ángulo de abrazado en la polea menor

20
00
min12 12090
3.57180
A
DD
(2.15)
Dónde:
A – Distancia entre centros definitiva (mm)
D1 – diámetro de la polea conductora (mm)
D2 -diámetro de la polea conducida (mm)
8- Cálculo de resistencia de las correas
[ ] (2.16)
Dónde:
Nn = Número de correas necesarias
[P]= Potencia máxima que puede transmitir una correa durante un tiempo
prolongado
Ks
PuClCPP
0
(2.17)
Dónde:
P0 - se ofrece en la Tabla 3.
110124.1
eC
(2.18)
CloL
L oL - Tabla 2. (2.19)
Cl - Se normaliza en la Tabla 5.
9550
1nTuPu
(2.20)
Tu Tabla 6.
Ks– coeficiente Ks (Tabla 7.)

21
N= Nn/CN ≤ 12 (2.21)
Dónde:
N - número de correas
Nn – número de correas necesarias
CN– (Tabla 8). Coeficiente CN
9- Cálculo de la pretensión de la correa
(2.22)
A – Área de la sección transversal de la correa (trapecio)
2
)()(
hbatrapecioA
(2.23)
2
0
780Vqm
CVN
KsPF
(2.24)
Dónde:
P – Potencia (kW)
N – número de correas
V – velocidad de la correa (m/s)
Ks – coeficiente Ks
qm - Tabla 2. Parámetros de correas trapezoidales
min0
(1.62) Para clásica
>2 para estrechas
Productividad
min0
0
0 A
F

22
Wmax= Qmax/t
W
Q
2.2 Metodología para la elaboración los planos del molino de impacto y el
molino de fricción
Para realizar los planos del molino de impacto se emplean las facilidades del
software SolidWorks 2016. Para el cálculo de transmisiones, elementos
constructivos y caracterizar la fuente motriz, se utilizan las metodologías que
aparecen en el libro de texto Elementos de Máquinas (RESHETOV, 1987) y
Diseño de Elementos de Máquinas (MOTT, 2010.).
2.3 Metodología para la simulación de la resistencia.
Se determinó mediante el método de los elementos finitos del software
SolidWorks 2016,se llevó a cabo la simulación de varias de las principales partes
de ambos molinos.
El material que se escogió fue el acero inoxidable AISI 316 que tiene las
siguientes propiedades.
Tabla 1. Propiedades del material del molino de impacto
Propiedad Valor Unidades
Módulo elástico 1.929999974e+011 N/m2
Relación de posición 0.27 N/A
Resistencia a la tensión 580000000.8 N/m2
Límite elástico 172368932.3 N/m2
Módulo tangencial N/m2
Coeficiente de expansión
térmico
1.6e-005 K
Densidad de la masa 8000 Kg/m3
Factor de endurecimiento 0.85 N/A

23
CAPÍTULO III
RESULTADOS Y DISCUSIÓN
3.1 Caracterización físico mecánica de los rizomas del sagú
Según los estudios realizados se han determinado las propiedades físicas y
mecánicas de los rizomas de sagú. Basados en estas propiedades es que se
realizaron los cálculos para el diseño del órgano de trabajo del molino de impacto.
Tabla 2. Estadígrafo de las propiedades físicas de los rizomas de sagú
Tabla 3. Propiedades mecánicas de los rizomas del sagú
Parámetros Madera Goma Acero
Fricción estática 0,47 0,49 0,53
Fricción dinámica 0,42 0,44 0,49
Rodadura 0,20 0,11 0,15
Estadígrafo L(m) De(m) Dd(m) Dp(m) Masa(Kg) r(Kg/m3) a(Kg/m3)
Val. Min. 0.14 0.017 0.0025 0.0075 0.045 1030 394.64
Val. Max. 0.25 0.031 0.0041 0.021 0.083 1090 456.08
Media 0.17 0.025 0.032 0.17 0.060 1050.6 423.40
Moda 0.16 0.0035 1040 414.14
Varianza 0.0007
3
0,0000
057
2.35E-7 0.0000
0742
0.000093 193.8 528.17
Desviación
Std
0.027 0.0024
0
0.0048 0,0027
25
0.00965 19.3 22.98
CV 15.764
%
9.528
%
14.821
7%
16.3% 16.04% 1.3% 5,4%
24
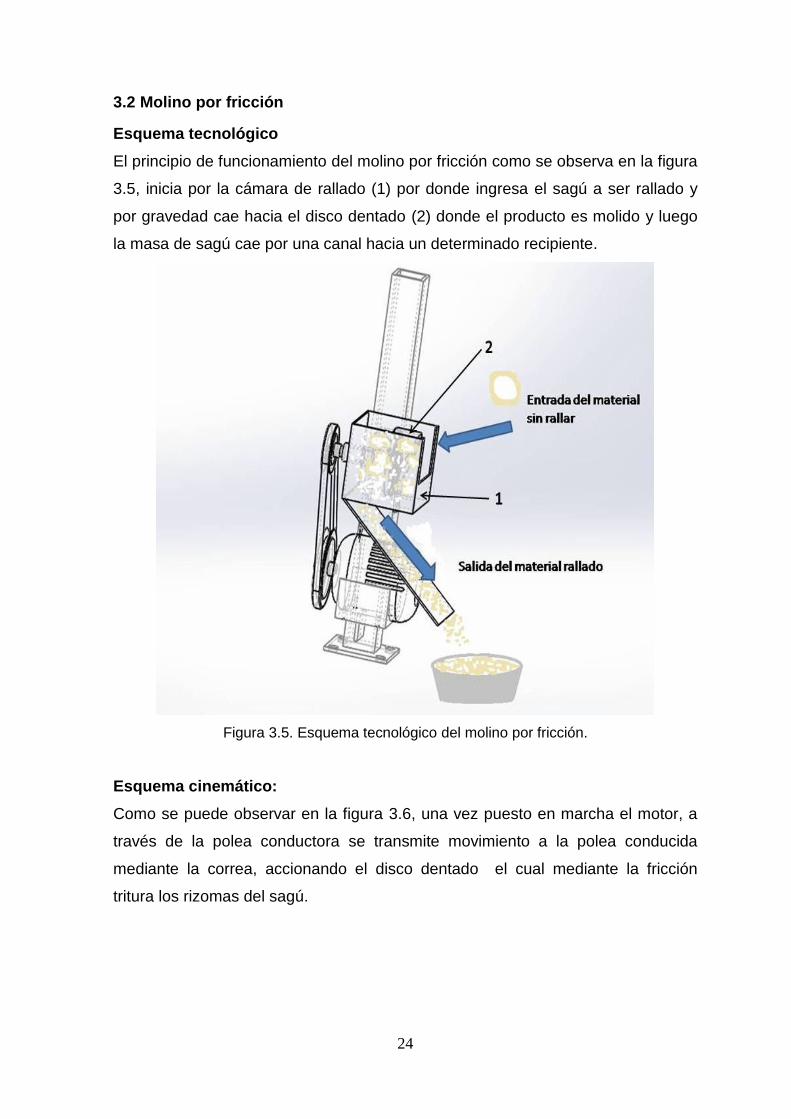
3.2 Molino por fricción
Esquema tecnológico
El principio de funcionamiento del molino por fricción como se observa en la figura
3.5, inicia por la cámara de rallado (1) por donde ingresa el sagú a ser rallado y
por gravedad cae hacia el disco dentado (2) donde el producto es molido y luego
la masa de sagú cae por una canal hacia un determinado recipiente.
Figura 3.5. Esquema tecnológico del molino por fricción.
Esquema cinemático:
Como se puede observar en la figura 3.6, una vez puesto en marcha el motor, a
través de la polea conductora se transmite movimiento a la polea conducida
mediante la correa, accionando el disco dentado el cual mediante la fricción
tritura los rizomas del sagú.

25
Figura 3.6. Esquema cinemático del molino
3.2.1 Resultados de la obtención del diseño de la máquina en el programa
SolidWorks 2016
Figura 3.7. Diseño general
nmotor =960 rpm
nmáq. = 1920 rpm

26
3.2.2- Principales partes componentes
Figura 3.8. Partes componentes del molino por fricción
Viga soporte o Chasis: Es el encargado de soportar el peso de las partes
restantes de la máquina como lo muestra la figura 3.9.
Figura 3.9. Viga soporte.

27
Motor eléctrico: es el encargado de poner en funcionamiento la máquina
transformando la energía eléctrica en cinética como puede verse en la figura 3.10.
Figura 3.10. Motor eléctrico con polea conductora.
Disco dentado: Este como su nombre lo indica es el encargado de realizar el
rallado de los rizomas del sagú como se observa en la siguiente figura.
Figura 3.11. Disco dentado.
Polea conducida: Como se puede ver en la figura 3.12, esta polea va acoplada al
eje de la máquina.

28
Figura 3.12. Polea conducida.
3.2.3- Resultado de los parámetros geométricos calculados
Datos tomados para los cálculos
P máq. = 2.8 Kw
nmáq. = 1920 rpm
3.2.3.1 - Resultado de la selección del motor
Se escogió el Motor 132S- 6 que tiene como potencia y velocidad:
P motor = 3 kW
nmotor= 960 rpm
3.2.3.2- Resultado de los parámetros geométricos de la transmisión
En la tabla siguiente se dan a conocer los resultados de la transmisión del molino
por fricción.
Tabla 4. Principales parámetros geométricos del molino
Parámetros Magnitud
Torque 29.84 N·m
Tipo de correa A Diámetro de la polea conductora 206 mm Diámetro de la polea conducida 126 mm Velocidad de la correa 10.35 m/s Distancia entre centros 173.39 mm

29
Longitud de la correa 900 mm Distancia entre centros definitiva 1605.41 mm Ángulo de abrasado en la polea menor
182.85°
Número de correas N = 1 correa Pretensión de la correa Ϭ0= 1.96 Mpa
3.2.3.3 Resultados de la productividad de la máquina
La determinación de la productividad fue de forma experimental, se obtuvo 35.86
Kg para una hora de trabajo continuo, el molino estará en funcionamiento
alrededor de 6 horas al día para una productividad de 215.16 Kg diariamente.
Wmax= 35.86 Kg / 6 h
Wmax= 215.16 Kg / h
3.3– Resultados de la determinación del costo del molino por fricción
En la tabla 6. Se muestran los precios y costos de los principales productos y
piezas para la producción del molino por fricción.
Tabla 5. Desagregación de insumos fundamentales.
MINISTERIO DE LA AGRICULTURA
DESAGREGACIÓN DE INSUMOS FUNDAMENTALES
Producto: Molino por fricción
PRODUCTO
UM NORMA DE CONSUMO
PRECIO COSTO
TOTAL DE ELLO EN CUC TOTAL
DE ELLO
EN CUC
1 2 6 8 9 10
PavónReducidor de Óxido Lts 1.00 5.00 0.50 5.00
0.50

30
Pinturaanticorrosiva Gris Lts 2.00 2.50 0.25 5.00 0.50
Diluente industrial Lts 0.50 3.50 0.35 1.75 0.18
Brocha de pelo 2¨ U 1.00 10.00 1.00 10.00 1.00
Barra Cuadrada KG 100.00 5.00 0.50 500.00 50.00
Chapa Laminada KG 30.00 17.00 1.70 510.00 51.00
Barra Redonda de Acero KG 40.00 6.00 0.60 240.00
24.00
Plancuela de AceroAleado KG 45.00 12.00 1.20 540.00
54.00
Motor 220 CA U 1.00 3500.00 350.00 3500.00 350.00
Correa U 1.0 18.00 1.80 18.00 1.80
0.00 0.00
0.00 0.00
0.00 0.00
0.00
0.00 0.00
Subtotal materialesfundamentales 5329.75 532.98
Agua M³ 0.050 18.00 7.00 0.90 0.35
Diesel Lts 26.0 2.00 3.25 0.00
Energía kw 2000.0 0.17 0.17 340.00 340.00
Total materia prima y materiales 5673.90 873.33
Confeccionadopor: Silvio Andrés Mesa Cañizares
Aprobado por: Silvio Andrés Mesa Fernández
3.4 Alternativa de órgano de corte para molino de impacto
3.4.1 Principales parámetros constructivos del molino de impacto
Cálculo de la presión de corte
En correspondencia con lo planteado en la metodología 2.1.1 la potencia que
demanda el molino de impacto se calculó considerando la resistencia al corte
durante los ensayos de corte. La sección transversal de contacto en el rizoma se
identificó con un diámetro de 30 mm y un ancho de corte de 3 mm para un área
de corte de 90 mm2. Para estas condiciones la fuerza de corte obtenidas fue de
1.8 N lo que resultó en una presión de corte de 20Pa por unidad de área.
Selección de las rpm del rotor

31
Para el cálculo de la energía consumida en el corte se consideró que la velocidad
de corte considerando las propiedades de los rizomas entre los que se
encuentran la humedad, densidad, dureza y porosidad para los cuales se
sugieren valores entre 30:100 m/s, para los cálculos se tomó el valor de 78 m/min.
Por su parte se tomó un diámetro de giro del órgano de corte (martillo) de 100
mm considerando una herramienta de dos hileras con un ángulo de entrada de
180 grados, para la cual se sugiere 3Dm referente al diámetro del material o
partícula procesada. Los cálculos dan como resultado 2500 rpm, este valor
coincide con los valores normalizados en motores eléctricos de corriente alterna.
Selección de la potencia del motor
La energía del corte por unidad de área se determinó según la ecuación (2.1), lo
que dio como resultado 0.14kW. Considerando los bajos valores de energía
demando por el corte con los parámetros seleccionados se aumentó la sección
transversal de la entrada de alimentación del molino de forma tal que se
incrementaran los valores de energía según la potencia de los motores
recomendados para la instalación. Para esto las dimensiones seleccionadas
fueron de 120x180, para ello se tomaron los criterios de 4Dm y 6Dm
respectivamente. Finalmente la energía que demanda el corte a plena capacidad
del sistema de alimentación es de 3.5kW para lo cual se selecciona un motor de 4
kW considerando las pérdidas por fricción y partes móviles así como la reserva
energéticas del motor.
De acuerdo con los datos que se brindan en la tabla 1 (anexos) y lo planteado en
la metodología 2.2.2, se seleccionó el motor 112 M–4 que presenta las siguientes
características: 4 kW de potencia y velocidad = 1440 rpm
P (motor)= 3.8 kW
Nco= 0.93 Coeficiente de eficiencia de la correa.
Transmisión por correa:
Para la Selección de la correa según la ecuación (2.5), para ello se obtuvo un
torque de 26.5 Nm
Por tanto, se seleccionó el tipo de correa A en la tabla2 (anexos)

32
Los diámetros de paso (D) de la polea conductora (D1) y la conducida (D2) se
determinaron cumpliendo con la siguiente condición max11min1 DDD , partiendo de la
misma se obtuvo que el valor de min1D que es igual a 90mm tabla 2 (anexos), para
determinar el max1D , fue necesario recurrir a la tabla 2 (anexos) para hallar la maxV
igual a 25m/s y teniendo las rpm del motor igual a 1140 , se despeja en la
ecuación (2.6) para obtener un max1D igual a 331.7mm.
El diámetro de paso de la polea conducida D2se calculó mediante la ecuación
(2.7), teniendo en cuenta las rpm del motor y de la máquina y el diámetro de paso
de la polea conductora y se obtuvo como resultado un valor de 118.6mm.
Para la comprobación de la velocidad de la correa (V) se tuvo en cuenta la
siguiente condición: maxmin VVV , teniendo que la maxV se obtuvo en la Tabla 2
(Anexos) con un valor de 25m/s y la minV igual a 4.12 m/s Tabla 3 (anexos),
conociendo el diámetro de paso de la polea conductora ( D1) y las rpm del motor
1440, se obtuvo como resultado mediante la ecuación (2.8) que la velocidad de la
correa es 15.5 m/s y se cumple la condición anteriormente dicha
smsmsm /25/5.15/12.4
La distancia entre centros de referencia(Ar)se determinó mediante la ecuación
(2.9) donde se tiene en cuenta el diámetro de paso de la polea conducida (D2) y
las rpm del motor y de la máquina, obteniendo como resultado 222.4mm, una Amin
igual a 186.53mm y Amax de 649.6mm.
Para el cálculo de la longitud de la correa (L) se tuvo en cuenta la siguiente
condición maxmin LLL , conociendo la Lmin= 560mm y Lmax= 4000 Tabla 2
(anexos), además la distancia entre centros de referencia (A), el diámetro de paso
de la polea conductora (D1) y el diámetro de paso de polea conducida (D2), se
determina la longitud de la correa mediante la ecuación (2.12) dando como
resultado 945.8mmy por tanto se cumple con dicha condición. La longitud de la
correa se normaliza en la Tabla 4 (anexos) y se obtiene un valor de 1000 mm
para la longitud definitiva de la correa.
33
La Distancia entre centro definitiva(A)de la transmisión se calculó mediante la
ecuación (2.13), teniendo en cuenta los diámetros de paso D1 y D2 y el coeficiente
p que se determina por la ecuación (2.14), donde es necesario conocer la
longitud definitiva de la correa (L) y los diámetros de paso D1 y D2, obteniendo
como resultado una distancia entre centros definitiva de 249mm.
El Ángulo de abrazado en la polea menor )( se determinó mediante la
siguiente ecuación (2.15), donde se tuvo en cuenta los diámetros de paso D1 y D2
y la distancia entre centros definitiva (A), cumpliendo con la condición de que el
resultado obtenido es mayor o igual amin con un valor de 120˚, por tanto el
resultado cumple con la condición con un ángulo de abrazado igual a 179.42˚
Para determinar la resistencia de la correa primeramente se calculó el número
de correas necesarias (Nn) dando como resultado 1 correa, mediante la ecuación
(2.16), donde se tuvo en cuenta la potencia del motor (P1) igual a 4kWy la
potencia máxima que puede transmitir una correa durante un tiempo prolongado
[P] dando como resultado 2.75 kW, la misma se calculó por la ecuación (2.17)
teniendo en cuenta varios valores y coeficientes como son: Ks el cual se buscó en
la Tabla 7. (Anexos), igual a 1.2, P0, el mismo se obtuvo en la Tabla 3. (Anexos)
igual a 3.8 kW, CƟ se determinó mediante la ecuación (2.18), dando como
resultado 0.96, Cl se obtuvo mediante la ecuación (2.19), donde se tuvo en
cuenta la longitud definitiva de la correa (L) igual 1000 mm y el coeficiente L0, el
mismo se buscó en la Tabla 2. (Anexos) igual a 1700 mm, dando como resultado
Cl igual a 0.89, Pu se determinó por la ecuación (2.20)donde se tuvieron en
cuenta las rpm del motor con un valor de 1440 y Tu que se obtuvo de la Tabla 6.
(Anexos) igual a 0.4, por tanto Pu es 0.06.
Para el cálculo de la comprobación de la resistencia de la correa, mediante la
ecuación (2.21), fue necesario conocer el número de correas necesarias, que es
igual a 1 y el coeficienteCN, el cual se obtuvo en la Tabla 8. (Anexos), dando un
valor de 0.95 y por tanto se obtuvo que N es igual a 1.52, entonces se puede decir
que se cumple la condición de que N ≤ 12.

34
Para calcular la pretensión de la correa, mediante la ecuación (2.22), donde se
calculó el área de la sección transversal de la correa (A) igual a 96 mm2y se
calculó 0F mediante la ecuación (2.24), donde se tuvieron en cuenta varios
valores como: la potencia máxima que puede transmitir una correa durante un
tiempo prolongado [P] igual a 2.75 kW, el coeficiente Ksigual a 1.2, la resistencia
en la correa (N) igual a 1.52, la velocidad de la correa (V) igual a 15.5 m/s,
CƟigual a 0.96, el coeficiente qm , se buscó en la Tabla 2. (Anexos) igual a 0.10
Kg/m, obteniendo como resultado que 0F igual a 137.8 y 0 dio como resultado
1.43, entonces se cumple con la condición de que 0 min0 , 243.1 ,por tanto la
correa resiste.
Tabla 6. Resumen de los principales parámetros del molino por impacto
Parámetros Magnitud
Torque 26.5 N·m
Tipo de correa A Diámetro de la polea conductora 206 mm Diámetro de la polea conducida 118.6 mm Velocidad de la correa 15.5 m/s Distancia entre centros 222.4 mm Longitud de la correa 1000 mm Distancia entre centros definitiva 249 mm Ángulo de abrasado en la polea menor
179.42°
Número de correas N = 1 correa Pretensión de la correa Ϭ0= 1.43 Mpa
3.4.2 Análisis de la resistencia del órgano de trabajo
Considerando la posibilidad de realizar el procesamiento del rizoma de sagú
empleando un molino de impacto a continuación se realiza la propuesta del
órgano de trabajo rígido, el misma cuenta de dos paletas que se extienden a todo

35
el ancho de la entrada del molino y son las encargadas del reducir el rizoma
(Figura 3.13).
Figura 3.13 Factor de Seguridad
Para el análisis resistivo estático del órgano de trabajo se seleccionó el Método de
los Elementos Finitos para comprobar la resistencia del mismo después de ser
sometido a los esfuerzos de corte, para ello se aplicaron restricciones en los
extremos del eje y se aplicaron cargas distribuidas en las paletas con magnitudes
variables según los cálculos de resistencia al corte del rizoma en la sección
transversal de corte (Figura 3.14).

36
Figura 3.14 Restricciones
Figura 3.15Discretización de la geometría en elementos tetraédricos.
Para llevar a cabo los análisis se realizó una discretización de la geometría
empleando elementos tetraédricos (Figura 3.15) logrando establecer las
ecuaciones de continuidad estructural para todo el cuerpo con un mallado con
refinamiento en las secciones y superficies cilíndricas.
La distribución de los campos de tensión-deformacióndel órgano de trabajo se
muestra en la siguiente figura, mostrando las zonas con mayores valores en el

37
cuerpo de las paletas de corte acopladas al eje del molino, lo que se explica al
considerar que las fuerzas de corte aumentan el brazo y con ello el momento a
medida que se aleja del centro del eje. Por el mismo efecto, los desplazamientos
son mayores en la zona más alejada del centro.
Figura 3.16 Deformación Von Mises en cuerpo.
En la siguiente figura se muestra el factor de seguridad en el órgano de trabajo
del molino por impacto después de ser aplicadas las cargas es considerablemente
alto por cuanto el modelo admite mejoras en el diseño.

38
CONCLUSIONES
1. Se identificaron las principales propiedades de los rizomas de sagú que
definen el diseño de los órganos de trabajo.
2. Se propone el diseño de un molino por fricción para el procesamiento de
los rizomas de sagú empleando un motor de potencia 3 kW y un órgano de
trabajo plano-estriado.
3. Se calculan los costos de producción a partir de materiales, equipamientos
y mano de obra para la construcción del molino por fricción.
4. Se modela una alternativa de rotor para molino de impacto que consta de
dos paletas de corte y responde a las exigencias de corte del rizoma de
sagú.

39
RECOMENDACIONES
1. Optimizar el diseño del órgano de trabajo del molino de impacto propuesto
considerando los altos valores de coeficiente de seguridad obtenido.
2. Construir un prototipo de molino de fricción y realizar su evaluación
tecnológica.

40
REFERENCIAS BIBLIOGRÁFICAS
BERMEO, M.: Diseño y construcción de un molino de martillos triturador de granos para
granjas avícolas, Bogotá, 2014.
CUADRADO, R. Y. J. R.: Diseño y Construcción de un Molino de Martillo, Quito, 2009.
FAO: Repercusiones de la introducción de la flora del Viejo Mundo en América, y causas
de la marginación de los cultivos, Ed. Cultivos andinos, 1ra edición ed, Roma,
2014.
FERNÁNDEZ, L.: Potencialidades del sagú como planta medicinal y alimenticia, Ed.
Agricultura orgánica, La Habana, 1999.
IGOR, J. Y. A. M.: Proceso de elaboración de salchichas a partir de tilapia roja con
adición de almidón de sagú, Bogotá, 2008.
MALINIS, A. Y. C. P.: Adaptation of aroowroot processing technologies in typhoon prone
marginal areas in Bicol, Quito 2012.
MONTALDO, A.: Cultivo de raíces y tubérculos tropicales, San José, 1991.
MOTT, R.: Diseño de elementos de maquinas, Bogotá, 2010.
ORTIZ, J.: LAS MAQUINAS AGRICOLAS y su aplicación, Madrid, 1989.
PAGÁN, J.: Nuevas perspectivas sobre las culturas botánicas precolombinas de Puerto
Rico: implicaciones del estudio de almidones en herramientas líticas, cerámicas y
de concha, La Habana, 2009.
RESHETOV, D.: Elementos de Maquinas, La Habana, 1987.
REYNOSO, A. Apuntes acerca de varios cultivos cubanos [en línea] Disponible
en:www.books.google.com.cu[Consulta].
RODRIGUEZ, A. M. A. N. R. Y. S. V. Q.: "Caracterización de germoplasma y
mejoramiento participativo en especies de raíces y tubérculos alimenticios
tropicales y en musaceas", INIFAT: 2011.
ROIG, J. T.: Plantas medicinales, aromáticas o venenosas de Cuba, 2da ed, La Habana,
2012.
SARMIENTO, I. Raíces de la cultura alimentaria cubana [en línea] Disponible
en:http://historiacocina.com/stats/[Consulta: marzo 2012 febrero 2018].
TAPIA, M.: Cultivos andinos subexplotados y su aporte a la alimentacion, Roma, 2000.
VALDÉS, M. P. S. O. Y. T. S.: Morfología de la planta y características de rendimiento y
calidad de almidón sagú, La Habana, 2010.

41
ANEXOS
Tabla 1. Motores
Power
kW
Power
HP
Type rpm Current
In (A)
CurrentIs/
In
Torque
Cn
(N.m)
Torque
Cs/ Cn
Torque
Cmax/
Cn
Efficiency
100%
75% Pwr.
Fact.
(cos)
100%
0,06 0,09 56A-4 1340 0,20 4,0 0,43 2,0 2,1 56,0 55,6 0,69
0,09 0,12 56B-4 1340 0,30 4,0 0,64 2,0 2,1 58,0 58,2 0,7
0,13 0,18 63A-4 1360 0,40 4,4 0,84 2,1 2,2 59,0 59,0 0,72
0,18 0,25 63B-4 1360 0,60 4,4 1,26 2,1 2,2 62,0 61,5 0,73
0,25 0,35 71A-4 1380 0,80 5,2 1,73 2,1 2,2 68,0 66,5 0,74
0,37 0,5 71B-4 1380 1,06 5,2 2,54 2,1 2,2 69,3 71,0 0,76
0,55 0,75 80A-4 1400 1,49 5,2 3,78 2,3 2,3 72,8 72,6 0,75
0,75 1 80B-4 1400 1,93 6,0 5,15 2,3 2,3 74,4 74,2 0,74
1,1 1,5 90S-4 1400 2,75 6,0 7,50 2,3 2,3 76,4 77,8 0,79
1,5 2 90L-4 1400 3,52 6,0 10,23 2,3 2,3 78,5 78,1 0,81
2,2 3 100LA-4
1420 4,90 7,0 14,80 2,3 2,3 82,5 83,0 0,82
3 4 100LB-4
1420 6,44 7,0 20,18 2,3 2,3 82,6 83,2 0,86
4 5,5 112M-4 1440 8,36 7,0 26,53 2,3 2,3 85,0 84,8 0,83
5,5 7,5 132S-4 1440 11,20 7,0 36,48 2,3 2,3 86,7 86,8 0,87
7,5 10 132MA-4
1460 14,80 7,0 49,74 2,3 2,3 87,9 88,2 0,87
9,2 12,5 132MB-4
1460 17,90 7,0 60,05 2,3 2,3 87,9 88,2 0,85
11 15 160M-4 1460 21,10 7,0 71,59 2,3 2,3 89,2 89,2 0,85
15 20 160L-4 1460 28,60 7,5 98,12 2,3 2,3 89,7 89,7 0,85
18,5 25 180M-4 1470 34,60 7,5 120,19 2,2 2,3 90,7 90,6 0,89
22 30 180L-4 1470 41,00 7,5 142,93 2,2 2,3 91,6 91,7 0,88
30 40 200L-4 1480 54,70 7,2 160,96 2,2 2,3 92,6 92,4 0,87
37 50 225S-4 1480 66,40 7,2 198,51 2,2 2,3 92,8 92,7 0,87
45 60 225M-4 1480 80,40 7,2 290,37 2,2 2,3 93,4 93,3 0,89
55 75 250M-4 1480 97,80 7,2 354,90 2,2 2,3 94,0 94,2 0,89
75 100 280S-4 1480 133,00 7,2 483,95 2,2 2,3 94,0 93,5 0,91
90 120 280M-4 1485 158,70 7,2 578,79 2,2 2,3 94,0 93,5 0,88
110 150 315S-4 1485 191,00 6,9 707,41 2,1 2,2 94,0 93,5 0,88
132 180 315M-4 1485 228,00 6,9 848,89 2,1 2,2 94,8 94,8 0,91
160 220 315LA-4
1485 273,00 6,9 1028,96 2,1 2,2 95,0 94,5 0,88
200 270 315LB-4
1485 341,00 6,9 1286,20 2,1 2,2 95,0 94,1 0,89
250 335 355M-4 1485 421,00 6,9 1602,35 2,1 2,2 95,0 94,4 0,89

42
Tabla 2. Parámetros de correas trapezoidales.
Tipo de
Correa
b0
(m
m)
b
(mm
)
h
(mm)
A
(mm2
)
Lo
(mm)
Lmin
(mm)
Lmáx
(mm)
D1mi
n
(mm
)
T1
(N·m)
qm
(kg/m
)
Vmáx
(m/s)
Z 8.5 10 6 47 1320 400 2500 63 Hasta 25 0.06 25
A 11 13 8 81 1700 560 4000 90 11-70 0.10 25
B 14 17 10.5 138 2240 800 6300 125 40-190 0.18 25
C 19 22 13.5 230 3750 1800 10600 200 110-550 0.30 25
D 27 32 19 476 6000 3150 15000 315 450-2000 0.62 30
E 32 38 23.5 692 7100 4500 18000 500 1100-4500 0.90 30
F 42 50 30 1170 8400 6300 18000 800 >2200 30
SPZ 8.5 10 8 56 1600 630 3550 63 Hasta 150 0.07 40
SPA 11 13 10 95 2500 800 4500 90 90-400 0.12 40
SPB 14 17 13 158 3550 1250 8000 140 300-1500 0.20 40
SPC 19 22 18 278 5600 2000 8000 224 >1200 0.37 40
Tabla 3. Valores de la potencia básica P0 para las correas.
Tipo
de
Corre
a
D1(m
m)
P0 (kW)
para velocidades de la correa
(m/s)
5 10 15 20 25 30
Z
63 0.49 0.82 1.03 1.11 - -
80 0.62 1.07 1.41 1.6 1.65 -
100 0.7 1.24 1.67 1.97 2.1 -
112 0.78 1.32 1.8 2.12 2.3 -
A
90 0.84 1.39 1.75 1.88 - -
112 1.05 1.82 2.39 2.74 2.82 -
140 1.23 2.18 2.91 3.44 3.7 -
160 1.32 2.35 3.2 3.8 4.12 -

43
B
125 1.39 2.26 2.8 - - -
140 1.61 2.7 3.45 3.83 - -
180 2.01 3.51 4.66 5.44 5.76 -
224 2.26 4.05 5.45 6.5 7.05 -
C
200 2.77 4.59 5.8 6.33 - -
224 3.15 5.35 6.95 7.86 7.95 -
250 3.48 6.02 7.94 9.18 9.6 -
280 3.78 6.63 8.86 10.4 11.1 -
D
355 6.74 11.4 14.8 16.8 17.1 -
400 7.54 13 17.2 20 21.1 -
450 8.24 14.4 19.3 22.5 24.6 -
500 8.8 15.5 21 25 27.5 -
SPZ
63 1.5 1.8 1.85 - - -
80 2.34 3.06 3.5 3.66 - -
100 2.92 3.95 4.72 5.2 5.35 -
112 3.2 4.35 5.25 5.85 6.15 -
SPA
90 2.57 - - - - -
112 3.72 4.88 5.61 5.84 - -
140 4.7 6.3 7.56 8.25 8.43 -
160 5.17 7.03 8.54 9.51 9.94 -
SPB
140 5 6.37 - - - -
180 6.7 9.05 10.6 11.4
1 11.5 -
200 7.3 10 13 14.9 15.1 -
250 8.5 11.6 14.1 11.5 16.8 -
SPC
224 9.4 12.3 14.1 - - -
250 10.6 14.2 16.6 17.6 17.1 -
280 11.5 16.3 18.7 20.5 20.7 -
315 12.8 17.4 20.9 23.2 23.9 -

44
Tabla 4.Algunas longitudes normalizadas de las correas (mm)
400 710 1250 2240 4000 7100 12500
450 800 1400 2500 4500 8000 14000
500 900 1600 2800 5000 9000 16000
560 1000 1800 3150 5600 10000 18000
630 1120 2000 3550 6300 11200
Tabla 5. Valores de CL para correas trapezoidales.
Correa
0.3 0.4 0.5 0.6 0.8 1 1.2 1.4 1.6 2
Clásica
CL
0.7
9
0.8
2
0.8
6
0.8
9
0.9
5 1
1.0
4
1.0
7
1.1
0
1.1
5
Estrecha 0.8 0.8
5
0.8
9
0.9
1
0.9
6 1
1.0
3
1.0
6
1.0
8
1.1
2
Tabla 6. Variación del torque útil (Tu) en N·m.
Correa
D2/D1
1.08-
1.13
1.14-
1.19
1.2-
1.3
1.31-
1.4
1.41-
1.6
1.61-
2.39 2.4
Z 0.15 0.23 0.3 0.35 0.38 0.4 0.5
A 0.4 0.6 0.8 0.9 1 1.1 1.2
B 1.1 1.6 2.1 2.3 2.6 2.9 3.1
C 2.78 4.3 5.8 6.6 7.3 8 9
D 9.94 15.4 21 23 26 28.4 31.9
SPZ 0.6 0.9 1.2 1.4 1.5 1.7 1.8
SPA 1.4 2.1 2.8 3.1 3.5 3.8 4.2
SPB 2.65 3.97 5.3 5.96 6.63 7.29 8

45
SPC 5.3 10 14 16 17.6 19.4 21
K 0.2 0.3 0.44 0.5 0.55 0.6 0.7
L 1.8 2.7 3.6 4 4.5 5 5.4
M 13.8 20.7 27.6 31 34.5 38 41.4
Tabla 7. Coeficiente KS para un turno de trabajo.
Régimen de
Trabajo Tipo de Máquina KS
Ligero
(120% SC)
Generadores eléctricos, ventiladores, bombas y
compresores centrífugos, transportadores por cinta,
máquinas de corte continuo: tornos, taladradoras y
rectificadoras.
11.2
Medio
(150% SC)
Bombas y compresores de pistón con tres y más cilindros,
transportadores por elementos de acero articulados,
máquinas automáticas.
1.11.3
Pesado
(200% SC)
Mandos reversibles, máquinas cepilladoras y ranuradoras,
bombas y compresores de pistón con uno o dos cilindros,
transportadores sin fin y elevadores, prensas de tornillo y
excéntricas con volantes relativamente pesados.
1.21.4
Muy Pesado
(300% SC)
Elevadores, excavadoras, dragas, prensas de tornillo y
excéntricas con volantes relativamente ligeros, martillos y
molinos.
1.31.5
Para dos turnos se incrementa KS en 0.15 ; Para tres turnos se incrementa KS en 0.4

46
Tabla 8. Coeficiente CN.
Tipo de
Correa
Correas
Necesarias
Número de
correas CN
Trapezoidales Nn ≤ 1 N = 1 1
1 < Nn 2.85 1 < N 3 0.95
2.85 < Nn
5.7 3 < Nn 6 0.9
Nn> 5.7 Nn> 6 0.85