desarrollo y puesta en marcha del mantenimiento preventivo...
TRANSCRIPT

1
Proyecto Fin de Carrera
Ingeniería Industrial
Autor: Antonio Javier Matas Aguilar Tutor: Pedro Moreu de León
Desarrollo y puesta en marcha del
mantenimiento preventivo, mediante SAP
PM, en una empresa de distribución de
productos farmacéuticos
Dep. Organización Industrial y Gestión de Empresas I
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, Mayo 2018

2

3
Proyecto Fin de Carrera
Ingeniería Industrial
Desarrollo y puesta en marcha del mantenimiento
preventivo, mediante SAP PM, en una empresa de
distribución de productos farmacéuticos
Autor:
Antonio Javier Matas Aguilar
Tutor:
Dr. Pedro Moreu de León
Dep. Organización Industrial y Gestión de Empresas I
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, Mayo 2018
4
Índice
1-. Introducción y objeto del proyecto .................................................................... 9
2-. Resumen y estructura del proyecto ................................................................. 11
3-. La empresa, sus procesos y sistema de información ....................................... 12
3.1.-. La empresa ............................................................................................ 12
3.2-. Instalaciones y procesos......................................................................... 13
3.3-. Sistema de información ......................................................................... 15
4-. Descripción general del módulo PM de SAP según se ha adaptado a los
requisitos de la planta ........................................................................................... 17
4.1-. Gestión de los objetos técnicos (PM-EQM) ........................................... 17
4.1.1-. Ubicaciones técnicas ...................................................................... 18
4.1.2-. Equipos ........................................................................................... 19
4.1.3-. Lista de materiales de mantenimiento........................................... 20
4.1.4-. Hojas de ruta .................................................................................. 22
4.1.5-. Puestos de trabajo de mantenimiento ........................................... 24
4.2-. Mantenimiento correctivo y preventivo ................................................ 25
4.2.1-. Mantenimiento correctivo ............................................................. 26
4.2.2-. Mantenimiento preventivo ............................................................ 30
4.3-. Gestión de las órdenes de mantenimiento ............................................ 33
4.3.1-. Orden de mantenimiento ............................................................... 33
4.3.2-. Gestión ............................................................................................ 37
4.3.3-. Sistemas de información ................................................................ 39
5
Índice
5-. Implantación del mantenimiento preventivo en el módulo PM de SAP ......... 41
5.1-. Introducción ........................................................................................... 41
5.2-. Etapas para la implantación ................................................................... 41
5.3-. Procedimiento del proyecto................................................................... 42
5.4-. Desarrollo del proyecto .......................................................................... 44
5.4.1-. BLOQUE I: Análisis estructural del módulo PM .............................. 45
5.4.1.1-. Estructura organizativa de la planta de mantenimiento ........ 45
5.4.1.2-. Datos maestros de mantenimiento ........................................ 54
5.4.1.3-. Mantenimiento preventivo .................................................... 62
5.4.1.4-. Empresas subcontratadas ....................................................... 65
5.4.2-. BLOQUE II: Implementación del mantenimiento preventivo ........ 67
5.4.2.1-. Ubicaciones técnicas ............................................................... 67
5.4.2.2-. Equipos ................................................................................... 70
5.4.2.3-. Estrategias de mantenimiento ............................................... 74
5.4.2.4-. Hojas de ruta ........................................................................... 79
5.4.2.5-. Planificación del mantenimiento ............................................ 83
5.4.2.6-. Programar un plan de mantenimiento ................................... 89
5.4.2.7-. Lista de órdenes de mantenimiento ....................................... 93
5.4.3-. BLOQUE III: Finalización del proyecto y puesta en marcha ........... 96
5.5-. Aplicación del mantenimiento preventivo a una zona del almacén ...... 96
6-. Conclusiones y mejoras realizadas ................................................................... 99
7-. Bibliografía ...................................................................................................... 102
8-. Anexos ............................................................................................................ 103

6
Índice de tablas
Tabla 5-1. Centros logísticos de CECOFAR
Tabla 5-2. Procesos de gestión
Tabla 5-3. Definición almacenes en Dpto. Contabilidad
Tabla 6-1. Número de órdenes correctivas/preventivas por año
Tabla 6-2. Consumo en mantenimiento correctivo/preventivo por año

7
Índice de figuras
4.1-. Tipos básicos de mantenimiento (Fuente: UNE-EN 13306:2010 y realización
propia)
4.2-. Tipos de historiales de mantenimiento (Fuente: realización propia)
5.1-. Definición ubicación técnica
5.2-. Denominación ubicación técnica
5.3-. Definición económica de la ubicación técnica
5.4-. Definición estructura de la ubicación técnica
5.5-. Definición equipo
5.6-. Denominación equipo
5.7-. Ubicación del equipo
5.8-. Definición económica del equipo
5.9-. Asignación ubicación técnica a equipo
5.10-. Estrategia de mantenimiento
5.11-. Denominación estrategia de mantenimiento
5.12-. Definición estrategia de mantenimiento
5.13-. Frecuencias de mantenimiento
5.14-. Denominación hoja de ruta
5.15-. Definición hoja de ruta
5.16-. Definición hoja de ruta
5.17-. Mantenimiento a realizar
5.18-. Operaciones de mantenimiento
5.19-. Frecuencia de mantenimiento
5.20-. Mantenimientos
5.21-. Planes de mantenimiento
5.22-. Definición de los planes de mantenimiento

8
Índice de figuras
5.23-. Denominación de los planes de mantenimiento
5.24-. Definición plan de mantenimiento
5.25-. Definición plan de mantenimiento
5.26-. Asignación de hoja de ruta al plan de mantenimiento
5.27-. Asignación del equipo al plan de mantenimiento
5.28-. Datos económicos del plan de mantenimiento
5.29-. Hojas de ruta asociadas al plan de mantenimiento
5.30-. Plan de mantenimiento
5.31-. Programación del plan de mantenimiento
5.32-. Fecha inicio del plan de mantenimiento
5.33-. Planificación del plan del mantenimiento
5.34-. Órdenes de mantenimiento
5.35-. Listado de órdenes de mantenimiento
5.36-. Información general orden de mantenimiento
5.37-. Fecha realización orden de mantenimiento
5.38-. Orden de mantenimiento impresa: información general
5.39-. Orden de mantenimiento impresa: operaciones de mantenimiento
5.40-. Orden de mantenimiento impresa: equipos a mantener

9
1 Introducción y objeto del proyecto
El objeto de este proyecto es el desarrollo y la puesta en marcha del
mantenimiento preventivo en el módulo de SAP de Mantenimiento en Planta (PM) en
la empresa CECOFAR, empresa que se dedica a la distribución de productos
farmacéuticos.
Hoy en día, existe una gran competitividad entre las distintas empresas del país,
por lo que se hace necesario, buscar fórmulas para destacar entre los distintos
sectores existentes. Es decir, estas fórmulas se basan, principalmente, en conseguir el
éxito comercial dando un alto grado de calidad del servicio al cliente, y para ello, hay
que invertir en la empresa con el fin de dar ese servicio y destacar frente al resto.
Este proyecto se desarrolla en un almacén de productos farmacéuticos para
servir a las farmacias adheridas a dicho almacén. Se trata de una empresa cooperativa
de distribución y dispensación de medicamentos a sus farmacias. En este tipo de
empresas, la competencia es muy alta por lo que hay que ofrecer servicios que hagan
que nuestro producto sea diferente al de los demás, como por ejemplo, cero errores
en pedidos, velocidad de entrega, calidad de servicio, etc.
Para conseguir la satisfacción de los clientes, cobra mucha importancia evitar
errores en los pedidos y la velocidad de entrega de los pedidos realizados por las
farmacias. Para ello, y con el objetivo marcado por CECOFAR de entregar el pedido en
menos de 4 horas desde la realización de éste, el almacén se convierte en el punto más
importante para satisfacer las necesidades del cliente y poder ofrecer un alto grado de
calidad en el servicio hacia el cliente y con ello, conseguir un alto nivel de satisfacción.
Para que todo lo anterior sea posible, hay que tener la maquinaria disponible y en un
estado óptimo, por lo que su mantenimiento juega un papel fundamental.
Para dar respuesta a estas cuestiones, la empresa cuenta con los manuales de
uso y mantenimiento de las instalaciones y con las recomendaciones proporcionadas
por los instaladores de los equipos en el almacén. Con esta información se elaborarán
los planes de mantenimiento preventivo. Para la gestión de estos planes es necesaria
su implantación en los sistemas de información integrados que posee la empresa.

10
Introducción y objeto del proyecto
Además, para poder hacer la gestión de este mantenimiento, se requiere la
correcta implantación de toda la estructura de elementos de la planta correctamente
codificados en ese sistema de información.
De esta forma, como primer punto para abordar futuros modelos de gestión del
mantenimiento, se ha planteado la codificación de los elementos, su implantación en
el sistema de información corporativo y la implantación de los planes de
mantenimiento preventivo.
En este proyecto no se tratan de abordar los problemas derivados de la gestión
del mantenimiento, ni su propia gestión, sino que trata de la implantación de un
modelo de gestión que optimice el mismo en relación a las estrategias de la empresa.
Este modelo de gestión exige realizar determinados planes de preventivo para
conseguir los objetivos anteriormente citados por parte de la empresa. El presente
proyecto aborda la implantación de estos planes en el módulo de SAP PM, para su
correcta gestión. No es objeto del proyecto el estudio de la idoneidad de los planes de
mantenimiento preventivo a implantar.
Tampoco es objeto del presente proyecto la implantación del software (SAP)
propiamente dicho ni su parametrización. Sin embargo, sí es objeto del proyecto la
definición de las necesidades demandadas a la aplicación SAP PM para los propósitos
de la gestión del mantenimiento preventivo y correctivo en la empresa.

11
2 Resumen y estructura del proyecto
Como se dijo en el capítulo anterior, este proyecto se basa en el desarrollo y la
puesta en marcha del mantenimiento preventivo en el módulo de SAP de
Mantenimiento en Planta (PM) en la empresa CECOFAR. Se pretende con ello tener
informatizado todo el mantenimiento que se le realiza a la planta, y poder disponer de
históricos de actuaciones que se le realizan a los distintos equipos existentes en el
almacén.
Para ello, lo primero que se llevará a cabo es definir las ubicaciones técnicas de
la planta, y una vez que tengamos éstas definidas, se enumerarán los equipos
existentes y se ubicarán en las distintas ubicaciones definidas. El objetivo de estas
ubicaciones es localizar los equipos en el almacén, y situar a los técnicos de
mantenimiento en la zona en la que deben actuar.
Una vez que se hayan ubicado los equipos, se implementará en SAP la hoja de
ruta a seguir por los técnicos para realizar el mantenimiento a los mismos, y a
continuación, se crearán los planes de mantenimiento atendiendo a las necesidades
del almacén y su posterior programación.
Además, una de las consideraciones llevadas a cabo, fue la modificación de la
composición de los turnos de trabajo de los técnicos de mantenimiento, con el fin de
poder realizar el mayor número posible de tareas de mantenimiento.
Tras la definición de los planes de mantenimiento y de su programación, el
sistema de información nos ofrece las órdenes de trabajo a realizar a cada equipo y sus
fechas correspondientes.
En resumen, el documento se estructura en siete grandes epígrafes. Los tres
primeros (apartados 1, 2 y 3) caracterizan el proyecto y la empresa en la que se
desarrolla.
El núcleo del trabajo se recoge en los apartador 4 y 5. En el apartado 4, se
describe la forma en que se han organizado los conceptos de SAP PM en la planta. En
el apartado 5, se explica la implantación del mantenimiento preventivo y correctivo en
PM.
El documento finaliza con un apartado de conclusiones y otro de referencias
bibliográficas.

12
3 La empresa, sus procesos y sistemas de información
3.1-. La empresa
La empresa en la que se desarrolla el presente proyecto es CECOFAR (Centro
Cooperativo Farmacéutico). CECOFAR es una empresa dedicada a la recepción y
distribución de productos farmacéuticos a las farmacias que forman la cooperativa.
CECOFAR dispone de una automatización de sus almacenes que hacen que sea una de
las empresas más competitivas en el sector de la recepción, preparación y distribución
de mercancías. Siendo así, una de las empresas con mayor tecnología en los procesos
de sus almacenes.
Centrándonos en el almacén en el que se desarrolla el proyecto, CECOFAR
Sevilla, actualmente dispone de más de 100.000 productos farmacéuticos diferentes y
satisface a más de 3.000 farmacias. Con tal volumen de productos y farmacias,
CECOFAR se fijó como objetivo entregar los pedidos realizados de las farmacias
adheridas en un tiempo aproximado de cuatro horas desde su realización, cuyo
cumplimiento es gracias a la automatización y distribución de sus almacenes en toda
España.
Como se dijo en el párrafo anterior, CECOFAR se encarga de recepcionar, preparar
y distribuir mercancías. A continuación, se mostrará una breve explicación de cómo se
realiza cada proceso:
- Recepción mercancías
Se realiza mediante palets a través de la zona de muelles de entrada del almacén y se guarda en un silo organizado mediante transelevadores. Para recuperar los productos almacenados, también se realizarán mediante transelevadores y se colocan en estanterías mini-loads para a continuación su reposición en los diferentes despachos.

13
La empresa, sus procesos y sistemas de información
- Preparación pedidos
Los pedidos realizados por las farmacias, se preparan en cubetas que van etiquetadas con un código de barras. Los productos pedidos se despachan mediante unos procesos automáticos, semiautomáticos y manuales según la fragilidad y/o rotación del producto. Una vez que se han realizado los pedidos, las cubetas pasan por una serie de máquinas donde se etiquetarán, se introducirán los albaranes en su interior, se taparán y finalmente se flejarán. Tras este proceso, las cubetas están preparadas para ser distribuidas a las farmacias.
- Distribución de mercancías
Una vez que la cubeta ha sido flejada, a continuación pasa a la zona de muelles de salida de rutas, donde las cubetas se organizan en los diferentes muelles según la ruta que tengan asignadas y son introducidas en las correspondientes furgonetas. Y para finalizar, las cubetas son distribuidas a las diferentes farmacias.
Para la consecución de todo este proceso, CECOFAR dispone de un sistema de gestión de almacén (SGA), el cual se denomina Enterprise Resource Planning (ERP). Este sistema se convierte en una pieza fundamental, ya que a través del ERP se lleva el control de la recepción, preparación y distribución de mercancías, y así como las diferentes tareas administrativas que se llevan a cabo en el almacén.
3.2-. Instalaciones y procesos
Como ya se ha comentado en puntos anteriores, el almacén de CECOFAR Sevilla se trata de un almacén automatizado. Dicho almacén cuenta con la tecnología necesaria para satisfacer las necesidades de las farmacias que forman la cooperativa.
CECOFAR tiene marcado como objetivo interno de la empresa: “la velocidad sin errores”, es decir, poseer una alta velocidad en la preparación y distribución de sus pedidos, y que estos vayan sin ningún error y llegue todo lo solicitado a las farmacias en los pedidos realizados. Estas dos características son piezas fundamentales en CECOFAR porque el incumplimiento de dichas características supondría una insatisfacción del cliente, lo cual podría llevar consigo muchas pérdidas económicas.

14
La empresa, sus procesos y sistemas de información
Por lo tanto según lo descrito anteriormente, para cumplir estos requisitos, el
almacén tiene que disponer de la tecnología necesaria para poder conseguir ese objetivo.
Además, para poder satisfacer las demandas de cada una de las farmacias, el
almacén debe de tener en stock la mercancía necesaria para cumplir dichas demandas, por lo que se debe tener un control exhaustivo de la mercancía existente en el almacén. Esto se consigue gracias al sistema de gestión del almacén (SGA) que controla las mercancías en todo momento desde que se recepciona hasta que se sale preparada en cubetas.
A continuación, se muestra la interacción del sistema de gestión del almacén con el proceso que sigue la mercancía desde que entra hasta que sale del almacén.
- La recepción de las mercancías se realiza en palets embalados normalizados
para un mejor manejo de la mercancía. Dicha mercancía es identificada por el
sistema de gestión del almacén (SGA) y se almacena en un silo organizado para
su posterior uso.
- El almacenaje se realiza gracias a que el SGA tiene definido las posiciones de
cada uno de los productos. Dicha posición es única e individual para cada
producto en el interior del almacén.
- Tras el almacenaje de la mercancía, el siguiente paso en el proceso es la
extracción de los productos. Dicha extracción se puede efectuar de dos formas
según su finalidad: una, palet de mercancía completo con destino al cliente, y la
otra, reposición de las estanterías del almacén para la preparación de pedidos.
- Para la preparación de pedidos, el SGA recibe todos los pedidos realizados por
las farmacias, y el sistema los lanza a los distintos puestos de trabajo para su
preparación.
- Una vez que los pedidos están preparados, las cubetas llegan al último tramo
de la línea de producción, la zona de salida de rutas. Previamente a la llegada
de esta zona, las cubetas son etiquetadas con la ruta asignada y flejadas para
evitar la pérdida de productos. Tras esto, las cubetas pasan a la zona de salida
donde serán cargadas para su transporte a las farmacias.

15
La empresa, sus procesos y sistemas de información
- Para finalizar, las cubetas son confirmadas por los transportistas mediante las
PDA´s, que tienen instaladas una aplicación del sistema de gestión del almacén
(SGA), y el sistema asigna la ruta y las farmacias en las que tiene que dejar el
pedido. Finalmente, una vez que el pedido llega a su destino, el transportista
confirma las cubetas dejadas en las farmacias para cerrar la formación del
pedido de dicha farmacia.
Para la realización de dicho proceso, es necesario que el almacén disponga de la
tecnología necesaria para gestionar toda la información y alimentar al sistema de gestión del almacén. Esta es la función principal que debe realizar el sistema de gestión del almacén (SGA).
3.3.- Sistema de información
El sistema de información utilizado en CECOFAR es SAP R/3, cuyas siglas se definen de la siguiente forma: SAP (Sistemas, Aplicaciones y Productos), R procesamiento en tiempo real, y 3 se refiere a tres capas de la arquitectura de proceso: base de datos, servidor de aplicaciones y cliente.
Dicho sistema de gestión permite a la empresa el control de todos los procesos que se realizan en CECOFAR mediante los módulos instalados del sistema.
SAP R/3 dispone de una serie de módulos de trabajo, de los cuales CECOFAR tiene instalados los siguientes: FI Finanzas CO Controlling. SD Ventas y Distribución. MM Gestión de Materiales. WM Gestión de Almacenes. PM Planificación del Mantenimiento.
Además de estos módulos estándares de SAP, CECOFAR posee un equipo dedicado al desarrollo y adaptación del sistema según las necesidades individuales de cada uno de los departamentos de la empresa. SAP R/3 dispone de su propio lenguaje de programación, ABAP/4. Se trata de un
lenguaje de cuarta generación que permite la creación de interfaces y servicios sobre
los estándares.

16
La empresa, sus procesos y sistemas de información
Una de las características a destacar, es que SAP R/3 es un sistema de gestión
integrado por lo que toda la información y/o cambios realizados en las transacciones
que son almacenados en el sistema, queda disponible para su uso inmediatamente, lo
que facilita el manejo de la información.
Además, dicho programa se trata de un sistema muy robusto, ágil y de manejo
fácil capaz de optimizar toda la gestión del almacén en lo referente tanto a la parte
dedicada al mantenimiento como a la parte financiera.
Otras de las características por las que CECOFAR se decidió a implantar SAP, era
porque dicho software permite integrar todos los módulos entre sí. Por lo cual, con la
actual implementación del módulo PM de SAP, además de gestionar todas las
operaciones relacionadas con el mantenimiento de los equipos, también se puede
integrar los módulos de Finanzas (FI), Controlling (CO) y Gestión de Materiales (MM).
A través del módulo PM de SAP, se podrá tener un control de todo, lo que
incluye por tanto, la parte de mantenimiento; es decir, se podrá controlar desde los
recursos disponibles (personal, repuestos,…) hasta los costes de mantenimiento
(tiempo utilizado, repuestos utilizados,…).
Dicho módulo se implementará, primeramente, en CECOFAR Sevilla. Tras
comprobar su funcionamiento, se implementará en las distintas sucursales de
CECOFAR. Con esta implementación, se consigue las siguientes mejoras:
- Creación de las órdenes de mantenimiento de los equipos de forma periódica y
automática.
- Analizar y comprobar con los distintos almacenes las distintas averías ocurridas
con el fin de mejorar.
- Creación de una base de datos con todas las incidencias ocurridas en los
distintos almacenes.
- Planificación de los recursos a medio/largo plazo.
A continuación, se mostrará todo lo referente al Módulo PM de SAP de forma
resumida.

17
4 Descripción general del módulo PM de SAP según se ha adaptado a
los requisitos de la planta
El módulo PM de SAP es el encargado de la gestión de la planificación para la
realización del mantenimiento de los almacenes. Se compone de los siguientes
componentes:
- gestión de los objetos técnicos.
- mantenimiento correctivo y preventivo.
- gestión de las órdenes de mantenimiento.
- sistemas de información
4.1-. Gestión de los objetos técnicos (PM-EQM).
La gestión de los objetos técnicos define todos los elementos básicos
necesarios para el módulo PM de SAP, entre los que destacan los siguientes:
- Ubicaciones técnicas.
- Equipos.
- Puestos de trabajo.
- Hojas de ruta.
- Listas de materiales.
- …
Además, en dicha gestión de los objetos técnicos, también se definen las estructuras organizativas de la planta:
- Centro de emplazamiento.
- Grupo de planificación.
- Centro de aprovisionamiento.
- …

18
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
4.1.1-. Ubicaciones técnicas:
Las ubicaciones técnicas se pueden definir como las diferentes zonas en las que se puede dividir una planta, en las cuales se pueden realizar servicios de mantenimiento, o disponer de equipos que necesiten dichos servicios. Es decir, la ubicación técnica se puede definir como la zona en la que hay que realizar tareas de mantenimiento.
Los equipos se montan y se desmontan en las ubicaciones técnicas. Además, teniendo en cuenta de que cada ubicación técnica se gestiona independientemente en el sistema, esto nos permite una gestión de datos individual de los distintos equipos instalados en dicha ubicación.
Las ubicaciones técnicas se crean de forma jerárquica, permitiendo tener una estructura jerárquica de la instalación, en la que a cada nodo de la estructura se puede asignar equipos.
Dicha estructura jerárquica permite que cualquier modificación que se realice de los datos en niveles superiores, también se realice para los niveles inferiores por transferencia jerárquica de datos.
Las ubicaciones técnicas también nos permiten visualizar todos los equipos montados en dichas ubicaciones, en forma de lista desde el nivel superior hasta el nivel inferior, o simplemente, los equipos montados en una ubicación técnica específica. Para la definición de las ubicaciones técnicas, son necesarios los siguientes datos:
- Ubicación
- Mantenimiento
- Interlocutor
Para definir estos datos, es necesario completar los siguientes campos: el centro de coste (almacén al que se le imputa los costos de las operaciones de mantenimiento), el emplazamiento (almacén de la ubicación técnica), el responsable de mantenimiento (técnico de mantenimiento encargado de realizar las operaciones en esa ubicación) y también hay que establecer la ubicación técnica superior.

19
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
A la hora de la realización de un análisis de datos o de obtener un historial de
datos, éste se puede realizar a través de las ubicaciones técnicas. Este análisis se hace referente a una zona de trabajo, en la que se puede obtener todas las operaciones de mantenimiento realizadas o próximas a realizarse en la zona (a los equipos montados en dicha zona), y así como los costes (tanto económico como de personal) que se genera en cada ubicación.
4.1.2-. Equipos
Un equipo se puede definir como un objeto físico e individual sobre el que hay que realizar tareas de mantenimiento. Dicho equipo, se debe mantener individualmente.
Con la definición de los equipos, el sistema permite gestionarlos independientemente unos de otros. Con ello, se consigue:
- Aplicar operaciones de mantenimiento a cada equipo definido.
- Gestionar todo lo referente al mantenimiento de cada equipo.
- Obtener un histórico de datos de cada uno de los equipos.
- Analizar y evaluar los datos registrados de cada equipo.
Los equipos se montan o se desmontan en las ubicaciones técnicas definidas en el almacén. Cada equipo sólo puede tener asignado una ubicación técnica, que puede variar a lo largo del tiempo, pero sólo se puede montar en una ubicación. Las ubicaciones técnicas si pueden tener varios equipos montados.
A la hora de la definición de un equipo, son necesarios una serie de datos, los cuales son los siguientes:
- Datos generales del equipo (valor del equipo, año de construcción y número
de serie del equipo). Estos datos son permanentes, es decir, no cambian a lo
largo del tiempo.
- Datos de mantenimiento (personal encargado de realizar las tareas de
mantenimiento, grupo planificador de las tareas de mantenimiento) y datos de
ubicación (centro de emplazamiento del equipo, centro de coste, ubicación
técnica del equipo donde está montado). Estos datos son temporales, ya que
pueden variar a lo largo del tiempo.

20
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
- Datos de stocks (stock disponible e información del proveedor). Estos datos son
importantes cuando se quiere realizar una gestión de stock de los equipos.
Hay que tener en cuenta que los equipos se crearán siempre que:
- Se quiera gestionar los datos de los equipos individuamente.
- Se quiera aplicar unas tareas de mantenimiento al equipo en cuestión.
- Se quiera obtener un histórico de datos de cada uno de los equipos.
- Se quiera analizar y evaluar los equipos durante un período de tiempo.
- Se quiera obtener un análisis tanto de costes como de tiempo de intervención
en los equipos.
4.1.3-. Lista de materiales de mantenimiento
Una lista de materiales de mantenimiento se puede definir como una lista estructurada de los distintos componentes que forman parte de un equipo u objeto técnico. En dicha lista se muestra los recambios disponibles en el almacén de cada uno de los componentes de los distintos equipos existentes.
La lista de materiales de mantenimiento está constituida por una serie de datos, que son los siguientes:
- Número de serie de cada componente.
- Cantidad disponible de cada componente.
- Unidad de medida en la que se cuantifica cada componente (metros,
unidad,…).
- Coste económico de cada componente.
Los objetivos para los que se utilizan las listas de materiales de mantenimiento son los siguientes:
- Descripción de estructura de un equipo o material.
Mediante las listas de materiales de mantenimiento queda especificado el lugar
donde se realizarán las tareas de mantenimiento a un equipo.

21
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
- Asignación de piezas de recambio.
Las listas de materiales de mantenimiento son utilizadas para la asignación de
las piezas de recambios (repuestos) a los distintos equipos.
Con la utilización de las listas de materiales se consigue planificar las
necesidades de materiales para realizar las tareas de mantenimiento. Esto se puede realizar mediante el uso de hojas de ruta para las tareas de mantenimiento a realizar a los equipos. Para ello, se crea un enlace entre la hoja de ruta y las listas de materiales de mantenimiento, planificando así los materiales que se van a utilizar en las operaciones de mantenimiento. Dicho enlace se crea asignando el equipo a las listas de materiales de mantenimiento, y como dicho equipo tiene su hoja de ruta de mantenimiento a seguir, se crea un enlace entre ambas, planificando los materiales que se van a utilizar en las tareas de mantenimiento.
Además, cabe destacar que las listas de materiales de mantenimiento facilitan un resumen de los materiales disponibles para los equipos que tienen asignados, con lo que no sólo realiza una planificación de materiales para las tareas de mantenimiento a realizar, sino también de los recambios que tienen que haber disponibles en el almacén para la próxima orden de mantenimiento.
Si estos materiales necesarios para realizar las tareas de mantenimiento no estuvieran disponibles a la hora de realizar dichas tareas, las listas de materiales de mantenimiento reportan un resumen en el que indican los materiales que no pueden ser utilizados. Con ello, se crearía un aviso de mantenimiento sobre el equipo en cuestión, facilitando así la localización de cualquier avería en dicho equipo.
Las listas de materiales de mantenimiento se dividen en niveles. Se diferencian dos niveles: nivel superior (nivel 0) que representa a un equipo completo; y nivel inferior (nivel 1) que representa a los componentes de un equipo.
Además, según la estructura de las listas de materiales de mantenimiento, se pueden diferenciar dos tipos listas:
- Lista de materiales simple:
Son las listas de materiales creadas para un equipo.

22
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
- Listas de materiales variantes:
Son la agrupación de varias listas de materiales que describen un equipo. Éstas se utilizan cuando hay diferentes combinaciones de materiales para métodos productivos diferentes. Estas listas son utilizadas en planificación de producción pero no para tareas de mantenimiento.
En lo referente al mantenimiento, las listas de materiales de mantenimiento
que se pueden obtener son de tres formas:
- Listas de materiales de mantenimiento para materiales:
Estas listas se crean mediante un enlace con un registro maestro de materiales.
Son creadas mediante datos descriptivos de los materiales: peso, medidas, tipo
de material,…
- Listas de materiales de mantenimiento para equipos:
Como ya se explicó anteriormente, estas listas son creadas para describir los
componentes de los equipos, con el fin de realizar una planificación de los
componentes necesarios para realizar las tareas de mantenimiento a los
equipos.
- Listas de materiales de mantenimiento para ubicaciones técnicas:
Estas se crean para describir los materiales que son utilizados en las diferentes
zonas de mantenimiento (ubicaciones técnicas) tras las operaciones de
mantenimiento, y así como los materiales disponibles por zonas.
4.1.4-. Hojas de ruta
Las hojas de ruta describen una serie de operaciones de mantenimiento que se deben realizar individualmente a cada uno de los equipos de una empresa y que se realizan cada cierto período de tiempo. Con ello, se consigue estandarizar las operaciones a realizar a los equipos, y así también su planificación. Las hojas de rutas engloban a las siguientes actividades sobre los equipos:
- inspecciones
- operaciones de mantenimiento
- reparaciones.

23
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
Las hojas de ruta se pueden agrupar en grupos de hojas de ruta según la
funcionalidad que desempeñen cada una. Dicho agrupamiento se puede realizar por operaciones de mantenimiento similares a distintos equipos, o por zona de trabajo en la que se engloban todas las hojas de rutas a realizar.
Las hojas de rutas se pueden clasificar en:
- hoja de ruta para equipo
- hoja de ruta para ubicación técnica
- hoja de ruta como instrucción de mantenimiento
En la actualidad, los equipos suelen traer la información de las operaciones de mantenimiento recomendadas por el fabricante del equipo.
Con la creación de las hojas de ruta de mantenimiento, se reduce el tiempo para crear órdenes de trabajo de mantenimiento, ya que una misma hoja de ruta puede ser asignada a distintos equipos que tengan la misma secuencia de operaciones de mantenimiento.
Por ello, si se quiere crear una orden de trabajo de mantenimiento sobre un equipo que tiene unas operaciones de mantenimiento que ya están descritas al detalle en una hoja de ruta, únicamente se asignaría dicha hoja de ruta a la orden a realizar especificando la fecha de inicio y de fin máxima para la realización de la orden. De este modo, el sistema asignará las operaciones de mantenimiento a realizar a esta orden en concreto, la cual tiene establecido el equipo al que se le van a realizar dichas operaciones.
En las hojas de ruta de mantenimiento, además de la secuencia de operaciones de mantenimiento a realizar, se muestra los repuestos que hacen falta para realizar dichas operaciones y así como, de las herramientas necesarias a utilizar. Las hojas de ruta se utilizan para dos tipos de mantenimiento:
- mantenimiento planificado
- mantenimiento actual
En el mantenimiento planificado, se tiene en cuenta todo lo referente al trabajo de mantenimiento, es decir, se planifica las fechas de realización (tanto de inicio como de fin del mantenimiento) y el trabajo a realizar (inspección, mantenimiento y reparaciones).

24
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
En dicho mantenimiento, se planifican planes de mantenimiento, a los cuales se
les asignan las hojas de ruta pertinente. Las hojas de ruta se asignan a un plan de mantenimiento, o a una o varias posiciones del plan de mantenimiento.
En la planificación de los planes de mantenimiento sólo aparecerán las operaciones de mantenimiento que tienen asignadas a través de la hoja de ruta. Dichas operaciones se llevarán a cabo sobre todos los equipos asignados al plan de mantenimiento.
Al planificar los planes de mantenimiento, se crearán las órdenes de trabajo de mantenimiento en las fechas asignadas según la periodicidad dada en las hojas de ruta. Estas órdenes se lanzarán automáticamente con su correspondiente hoja de ruta a seguir tras el vencimiento del plan.
Por otro lado, cuando se habla de mantenimiento actual, son las tareas de mantenimiento que se realizan y que no están incluidas en el mantenimiento planificado.
En el mantenimiento actual, las hojas de ruta sirven como base para una orden de mantenimiento. Las hojas de rutas se utilizan tomando como referencia los resultados de la inspección actual.
Además, si se desea realizar un estudio con los datos registrados a través de las órdenes de trabajo de mantenimiento, esto se puede conseguir mediante la asignación de una hoja de ruta a una orden.
4.1.5 Puestos de Trabajo de Mantenimiento
Los puestos de trabajo de mantenimiento son los puestos de trabajo donde se realizan las tareas de mantenimiento.
Para la definición de los puestos de trabajo de mantenimiento, es necesario completar una serie de campos en las distintas pestañas que aparecen:
- pestaña de datos básicos: se especifican los parámetros de valor prefijado,
como por ejemplo, la mano de obra.
- Pestaña de valores propuestos: contiene datos para la operación de la hoja de
ruta.

25
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
- Pestaña de capacidad: se indican los parámetros para calcular la/s capacidad/es
disponible en los puestos de trabajo. Para conseguir un empleo máximo de las
capacidades, hay que realizar una planificación de las capacidades que permite
programar al detalle la carga de trabajo para los puestos de trabajo
individualmente. Con ello, se realiza un empleo máximo de las capacidades
disponibles en función de las necesidades. Es decir, con la planificación de las
capacidades disponibles, se puede realizar una asignación de técnicos
disponibles y puestos de trabajo, asignándolos a órdenes de trabajo en una
fecha determinada.
- Pestaña de programación: muestra la capacidad a partir de la cual se realiza la
programación y su cálculo. Para ello, sólo toma una capacidad, la cual es la
capacidad cuello de botella.
- Pestaña de enlaces: en ella se realiza el enlace entre un centro de coste y un
puesto de trabajo, con los datos de recursos humanos, como por ejemplo,
técnicos.
4.2-. Mantenimiento Correctivo y Preventivo El mantenimiento se puede resumir de forma general de la siguiente manera:
Figura 4.1-. Tipos básicos de mantenimiento (Fuente: UNE-EN 13306:2010 y realización propia)

26
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
4.2.1-. Mantenimiento Correctivo
Se define mantenimiento correctivo, como aquel mantenimiento que se realiza como consecuencia de un aviso de una avería. El procedimiento que se sigue para realizar un mantenimiento correctivo es:
- Un operario o jefe de sección realiza un aviso sobre la avería ocurrida. En
nuestro caso, crearía un aviso en SAP con la incidencia en sí. Las etapas para la
creación de un aviso son:
1-. Equipo u objeto técnico con la incidencia/avería.
2-. Denominación del equipo.
3-. Fecha en la que ocurre la incidencia/avería.
4-. Descripción de la avería.
- Dicho aviso es supervisado por el responsable de mantenimiento de la
empresa, el cual genera una orden correctivo asignándole un técnico de
mantenimiento para la realización del correctivo necesario al equipo con la
avería. Esta fase corresponde a la planificación y programación del aviso, cuyas
etapas son:
1-. Trabajos a realizar para solventar la avería. 2-. Comprobar recursos existentes para realizar la planificación (técnicos de mantenimiento disponibles, material de repuesto, herramientas,…). 3-. Se libera la orden y se imprime en papel para ser dada al técnico de mantenimiento asignado. 4-. Verificación de la disponibilidad de los materiales.
27
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
- Una vez que está creada la orden y tiene el técnico asignado, el técnico realiza
la orden de mantenimiento correctivo. Tras la realización, el técnico
cumplimenta la orden especificando la avería producida y las operaciones
realizadas para solventar dicha avería, y así como, también debe especificar el
tiempo invertido en la realización de la orden y los materiales que ha
sustituido. A esta fase se le denomina fase de ejecución, cuyas etapas son:
1-. Aprovisionamiento del material que se va a utilizar para la realización
de la orden.
2-. Ejecución de la orden.
- Para finalizar, el responsable de mantenimiento es el encargado de hacer el
cierre técnico de la orden. En dicho cierre, se introducen los materiales
gastados y el tiempo empleado en solventar la avería, lo cual lleva asociado los
costes de la intervención. A esta última fase se le denomina cierre técnico de la
orden, cuyas etapas son las siguientes:
1-. Introducción del tiempo utilizado para la realización de la orden y de los repuestos gastados. 2-. Liquidación de los costes. 3-. Cierre de la orden.
Como ya se ha dicho anteriormente, los avisos de mantenimiento se realizan
cuando ocurre una avería o alguna incidencia en un equipo de la instalación. En dicho aviso se realiza una descripción del tipo de anomalía que se aprecia en el equipo. A través del aviso, se pone en conocimiento al departamento de mantenimiento de la situación existente en la instalación, para que se planifique un plan de ejecución y se solvente la avería ocurrida.
Tras la actuación sobre el equipo averiado, el técnico de mantenimiento encargado de realizar las operaciones para poner en marcha el equipo, realiza una descripción de la avería y de las tareas que ha realizado para solventar la avería, y así como los repuestos utilizados.

28
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
Hay dos tipos de avisos: uno, que nos indica una avería en un equipo y hay que
actuar en el momento (tareas de mantenimiento no planificadas), y otro, que nos indica que en cierto equipo hay una incidencia (anomalía) pero sigue funcionando. En este caso, se habla de tareas de mantenimiento planificado.
Las tareas de mantenimiento no planificadas, se pueden dividir en tres fases principalmente: 1-. Descripción del estado del equipo
Esta fase, el elemento principal es el aviso, ya que se pone en conocimiento de una avería ocurrida en la instalación. En ella, se realiza una descripción de la avería en el equipo y se solicita una reparación de la avería.
2-. Ejecución de las operaciones de mantenimiento En este caso, el elemento principal es la orden de mantenimiento, en la que se describen las operaciones de mantenimiento realizadas y los repuestos requeridos para solventar la avería, y así como del tiempo invertido en reparar la avería. 3-. Conclusión de las operaciones de mantenimiento Esta fase tiene como fin de almacenamiento de datos con el fin de crea un históricos de datos (operaciones, averías,…) de los equipos sobre los que se actúa. Con la creación de este historial de mantenimiento, se pueden realizar valoraciones y análisis a largo plazo de los equipos, para conseguir una optimización de la instalación.
A parte de la importancia de la gestión del mantenimiento para que la instalación funcione en su estado óptimo, con la preparación de las órdenes de mantenimiento con las operaciones a realizar y la planificación de recursos, también hay que destacar el historial de mantenimiento.
Con la administración de los sistemas de gestión de mantenimiento, no sólo se quiere documentar las operaciones realizadas a los equipos y su planificación, si no que su fin también se busca en el largo plazo, con el análisis de los equipos de la instalación para conseguir o proponer mejoras que ayuden a aumentar la productividad del almacén.

29
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
El historial de mantenimiento se puede dividir en las siguientes partes:
- Historial de utilización para equipos de las ubicaciones técnicas
- Historial de aviso y documentación de notificación técnica
- Historial de orden
Figura 4.2-. Tipos de historiales de mantenimiento (Fuente: realización propia)
El historial de mantenimiento permite obtener información de todas las
operaciones de mantenimiento realizadas sobre los equipos de la instalación, ya sean operaciones de mantenimiento preventivo o de mantenimiento correctivo.
Con ello, y sobre todo por razones de seguridad, se puede comprobar si las operaciones de mantenimiento preventivo se realizan en su fecha correspondiente (mantenimiento planificado).
Otra utilidad de los historiales de mantenimiento es en caso de que ocurra alguna incidencia / avería en la instalación. En este caso, se recurre al historial para comprobar si se ha realizado bien las operaciones establecidas, o por si, el técnico encargado de realizarlas ha anotado algún comentario en la orden de mantenimiento.
Otra de las características a destacar del historial de mantenimiento, es el análisis de posibles inversiones para el reemplazo de equipos. Con la información almacenada en el sistema a través de las órdenes de mantenimiento, se puede realizar un análisis a medio o largo de plazo para la sustitución (reemplazo) de un equipo de la instalación. Para ello, se atenderá a las paradas de la producción debido a averías en el equipo y la frecuencia de dichas averías. De este modo, se puede hacer un balance económico del costo que genera el arreglo de estas averías más las pérdidas de dejar de producir durante el tiempo que

30
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
está el equipo fuera de servicio. Tras dicha valoración, se sacará conclusiones sobre si es interesante o no realizar alguna inversión para el reemplazo del equipo.
Además, también hay que tener en cuenta que a través de los historiales de mantenimiento de los equipos de la instalación, se puede realizar una planificación de mantenimiento preventivo con una estrategia más óptima. Mediante las órdenes de mantenimiento concluidas, se puede realizar un análisis de comparación para poder elegir el período más óptimo para la realización del mantenimiento.
4.2.2-. Mantenimiento preventivo
Según la norma (EN 13306:2010), el mantenimiento preventivo se define como “el mantenimiento que se realiza a intervalos predeterminados o de acuerdo con criterios establecidos, y que está destinado a reducir la probabilidad de fallo o la degradación del funcionamiento de un elemento”.
El tipo de mantenimiento preventivo que se va a implantar en SAP es el denominado mantenimiento predeterminado. Dicho mantenimiento se define, según la norma (EN 13306:2010), como “mantenimiento preventivo que se realiza de acuerdo con intervalos de tiempo establecidos o con un número definido de unidades de funcionamiento, pero sin investigación previa de la condición”. Dado que éste es el único tipo de preventivo a implantar, para simplificar y de acuerdo con la tradición de nomenclatura empleada en la empresa, se denominará simplemente como preventivo. El mantenimiento preventivo será objeto de una planificación de planes de mantenimiento sobre un equipo o una ubicación técnica de la instalación. En la planificación del mantenimiento, se describen las fechas y las operaciones de mantenimiento a realizar, y además, se asegura que las operaciones de mantenimiento se realizan a tiempo, consiguiendo así un estado óptimo de los equipos.
Con la realización del mantenimiento preventivo, se quiere conseguir un estado óptimo a largo plazo de los equipos instalados en la planta. Con ello, se consigue una mayor productividad de la instalación ya que se evitan paradas del sistema o de los equipos, y además, se disminuyen los costes de reparación y los costes provocados por la parada de producción.
Otra de las características que se puede destacar del mantenimiento preventivo o mantenimiento planificado, es que con la planificación del mantenimiento se puede planificar el tiempo necesario para realizar las operaciones de mantenimiento y la disposición de los recursos necesarios (técnico, herramientas, repuestos a utilizar,…) para realizar dichas operaciones.

31
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
También hay que tener en cuenta que el mantenimiento preventivo no sólo se
realiza por aspectos relativos a la propia empresa, sino que otros agentes externos como pueden ser los fabricantes de los equipos utilizados en la instalación o ciertos organismos legislativos exigen una revisión periódica de los equipos. Entre estos agentes externos, se pueden citar los siguientes:
- Fabricantes de los equipos
Los fabricantes dan unas recomendaciones de mantenimiento para que sus
equipos funcionen en un estado óptimo. Esto conlleva la realización periódica
de unas tareas de mantenimiento sobre los equipos.
- Organismos legislativos
Estos organismos exigen una revisión periódica de los equipos, ya que hay leyes
basadas en la protección laboral del operario y exigen que los equipos tengan
realizados mantenimientos preventivos cada cierto tiempo.
- Necesidades del entorno
La realización de mantenimiento preventivo hace que se eviten paradas que
puedan generar peligros en el entorno.
El motivo principal para la realización del mantenimiento preventivo a los equipos es el tema económico, ya que la revisión periódica de los equipos es menos costosa. Con la realización de dicho mantenimiento, se evitan paradas del sistema, que llevaría consigo unos gastos por no producir y unos gastos por la reparación de la avería ocurrida. Además, se podría realizar una mejor planificación del mantenimiento, haciendo uso de los datos registrados anteriormente en las órdenes de mantenimiento concluidas.
El sistema de gestión del mantenimiento utilizado en la empresa CECOFAR, módulo PM de SAP, permite la realización del mantenimiento en varios niveles. Es decir, se pueden crear los planes de mantenimiento, y así, sus órdenes de mantenimiento, en los siguientes niveles:
- Por equipos
- Por ubicaciones técnicas
- Por materiales

32
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
Por ello, con la posibilidad de poder realizar mantenimiento a varios niveles, se
puede planificar y realizar medidas de mantenimiento para los objetos de mantenimiento siguientes:
- Equipos individuales: se puede realizar unas operaciones y una planificación de
mantenimiento para cada uno de los equipos existentes en la planta que
funcionen independientemente unos de otros.
- Ubicaciones técnicas: se realiza la planificación del mantenimiento para una
zona del almacén, la cual comprende a varios equipos.
Con el uso de la planificación del mantenimiento a través de las ubicaciones
técnicas, se consigue la actualización de la información de todos los equipos u objetos técnicos que comprende la ubicación técnica.
El mantenimiento planificado, o mantenimiento preventivo, se puede dividir en tres tipos de mantenimiento:
- Mantenimiento preventivo por tiempo:
Para este tipo de mantenimiento, se define un ciclo basado en unidades de
tiempo (días, semanas, meses, años,…). En este caso, a cada equipo y a su hoja
de ruta de operaciones, se le asocia un ciclo de tiempo.
La orden de mantenimiento con sus tareas de mantenimiento a realizar, se crea
una vez que el ciclo ha llegado a su vencimiento, o varios días antes a su
vencimiento (según los parámetros de configuración).
- Mantenimiento preventivo por actividad:
En este caso, se define un ciclo basado en una actividad medible de un equipo
(número de vueltas de un motor, número de operaciones realizadas, número
de unidades realizadas,….). En este tipo de mantenimiento, a cada equipo se le
asocia un contador (una unidad de medición).
La orden de mantenimiento se crea una vez que se alcance el valor del
contador asignado al equipo. Una vez superado el valor del contador, se activa
el ciclo liberando la orden de mantenimiento.

33
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
- Mantenimiento preventivo por estado:
En este tipo de mantenimiento, los ciclos se definen mediante una combinación
de varios contadores con diferentes valores.
La orden de mantenimiento se crea cada vez que se almacenen los valores de
los contadores, es decir, con cada almacenamiento se dispara el ciclo.
Resumiendo, para elaborar un plan de mantenimiento preventivo, en primer
lugar se debe crear una hoja de ruta con las operaciones de mantenimiento a realizar. A dicho plan se le asocia el/los equipo/s correspondientes y la hoja de ruta de mantenimiento a seguir, y además, a cada equipo se le asigna un ciclo de mantenimiento (período de tiempo en el que se realizan las operaciones de mantenimiento). Cabe destacar, que el ciclo de mantenimiento se puede ir variando según si se han producido retrasos o adelantos a la hora de la realización de las órdenes. Esto se puede llevar a cabo mediante la configuración de los parámetros en los planes de mantenimiento creados.
4.3-. Gestión de las órdenes de trabajo de mantenimiento
4.3.1-. Orden de trabajo de mantenimiento
Las órdenes de trabajo de mantenimiento se pueden definir como el asistente que constituye una parte importante de la planificación y de la ejecución detallada de las tareas de mantenimiento, y así como de la documentación correspondiente para realizar el mantenimiento tanto preventivo como correctivo.
Las órdenes de trabajo de mantenimiento llevan asignadas una serie de información, entre las que se pueden destacar:
- Equipo sobre el que se realizan las tareas de mantenimiento asignadas en la
orden de trabajo de mantenimiento.
- Planificación de los recursos necesarios para la realizar las operaciones de
mantenimiento, como por ejemplo, el técnico de mantenimiento encargado de
realizar las tareas de mantenimiento, material necesaria para realizar dicha
orden,…

34
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
- Ubicación técnica de donde está situado el equipo a realizar las tareas de
mantenimiento.
- Programación de la fecha de realización de la orden de mantenimiento.
- Todos los costes asociados a la orden de mantenimiento, como por ejemplo,
coste de la hora de trabajo, coste del material utilizado,…
Las órdenes de trabajo de mantenimiento están formadas por:
- Cabecera de la orden: dicha cabecera ofrece toda la información relativa a la
localización y personal que realiza la orden. En ella, se muestra la ubicación
técnica donde se realizan las operaciones de mantenimiento, el/los equipo/s
sobre los que hay que realizar dichas operaciones (si hubiera varios equipos,
estos aparecerán en una lista de objetos), la fecha de realización y el técnico
encargado de realizar las operaciones.
- Lista de objetos: la lista de objetos muestra los distintos equipos sobre los que
hay que realizar las operaciones de mantenimiento. Dicha lista puede estar
compuesta por un equipo o por varios. Si sólo hubiera un equipo, el equipo
aparecería en la cabecera de la orden, omitiendo la página destinada al listado
de equipo.
- Operaciones de mantenimiento: en la hoja destinada a las operaciones de
mantenimiento, se muestra la hoja de ruta a seguir para la realización del
mantenimiento sobre el equipo en cuestión.
- Lista de materiales: en este apartado, se anotan los materiales que se han
utilizado para realización de las operaciones de mantenimiento, es decir, se
anotan los repuestos que se han sustituidos para dejar en estado óptimo el
equipo, para posteriormente realizar el consumo de material del almacén de
repuestos, y así como, el cálculo del coste de la realización de la orden.
- Costes: una vez que la orden ha sido realizada, se realizan los costes de
realización. En estos costes, se incluyen los gastos realizados por consumo de
material (repuestos sustituidos) y los gastos de mano de obra (tiempo invertido
en realizar la orden).

35
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
Las órdenes de trabajo de mantenimiento se realizan con el fin de:
- Realizar unas pautas de medidas de mantenimiento sobre los equipos.
- Planificar las medidas de mantenimiento según unas especificaciones dadas y
según los recursos disponibles para la realización del mantenimiento.
- Supervisar la realización de las operaciones de mantenimiento.
- Valorar los costes que se originan con la realización de las operaciones de
mantenimiento.
Una de las características más importantes de la utilización de las órdenes de trabajo de mantenimiento es la información que se obtiene de la realización de las medidas de mantenimiento. Todos los datos que se recogen en las órdenes de trabajo de mantenimiento son introducidos en SAP, creando así un historial de mantenimiento de los equipos instalados en el almacén. Con la creación de este historial de mantenimiento, se puede realizar un estudio sobre los equipos, en la cual se puede llevar a cabo la sustitución del equipo por el número de averías ocurridas, o cambiar la periodicidad establecida de las medidas de mantenimiento para una planificación futura.
Como se dijo anteriormente, las órdenes de mantenimiento están compuestas por una hoja de ruta de operaciones de mantenimiento que se realizan a cada uno de los equipos descritos en dicha orden. Dichas operaciones de mantenimiento, se pueden realizar de manera secuencial o simultáneamente.
Si se desea realizar una revisión más exhaustiva sobre un equipo, las órdenes de trabajo de mantenimiento además de contener las distintas operaciones a realizar, éstas se encuentran divididas en suboperaciones.
Las órdenes de trabajo de mantenimiento se pueden realizar de manera interna o externa. Las órdenes de trabajo de mantenimiento internas, son asignadas a un puesto de trabajo encargado de realizar las operaciones de mantenimiento, y se planifican según los recursos disponibles. Por otra parte, las órdenes de trabajo de mantenimiento externas son realizadas por empresas externas, es decir, por empresas subcontratadas para ciertos mantenimientos o empresas que realizó el montaje de los equipos que requieren mantenimientos específicos.

36
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
A continuación, se describen las etapas por las que transcurre una orden de
trabajo de mantenimiento, desde que se crea hasta que se cierra:
1- Creación de la orden (también conocido como apertura de la orden para
mantenimientos planificados):
Las órdenes de trabajo de mantenimiento se pueden crear de dos formas:
- De forma manual
- De forma automática a partir de un ciclo preventivo
2- Liberación de la orden:
En esta etapa, se da el visto bueno a la orden para que se produzca su ejecución.
3- Impresión de la orden de mantenimiento:
A continuación, se imprime la orden y se le da al técnico de mantenimiento
asignado para su ejecución.
4- Material necesario:
Tras la impresión de la orden, el técnico de mantenimiento asignado para
realizar la orden, coge todo el material necesario para la ejecución de la orden.
Dicho material ya ha sido reservado anteriormente en la planificación de la
orden de trabajo de mantenimiento para su realización.
5- Notificaciones en la orden de mantenimiento:
Estas anotaciones son realizadas por el técnico de mantenimiento encargado
de realizar la orden de trabajo de mantenimiento. En dicha orden, se anota
todas las incidencias ocurridas en la ejecución de la orden, y así como, una
descripción del estado de los equipos y de sus componentes. Con ello, se
permite mantener un control de los equipos y supervisar su estado de
funcionamiento. Todas estas anotaciones son introducidas en SAP para la
creación de un historial de mantenimiento.
Además, se anota la hora de comienzo y de finalización de ejecución de la
orden para realización del cálculo de costes de la orden. También, se especifica
los materiales utilizados en el mantenimiento de los equipos, para mantener el
control del stock y añadirlo al coste de la realización de la orden.

37
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
6- Liquidación de costes:
En esta etapa, se realiza el cálculo de todos los gastos realizados en la ejecución
de la orden. Estos gastos están compuestos por:
- Mano de obra del técnico
- Costes del material utilizado.
4.3.2-. Gestión
Las órdenes de trabajo de mantenimiento se utilizan para tener el control de las operaciones de mantenimiento que se realizan a los equipos de una instalación. Sobre todo, se aplica con el fin de disminuir el tiempo no productivo debido a la aparición de averías que provoquen pérdidas económicas por dejar de producir. Con la planificación del mantenimiento a través de las órdenes de trabajo de mantenimiento, se desea conseguir que no se produzcan dichas averías. Además, las órdenes de trabajo de mantenimiento también se realizan para conseguir un estado óptimo de funcionamiento de los equipos, evitando así que se produzcan cuellos de botella en la producción, es decir, para evitar retrasos en la producción. El tiempo es uno de los factores más importante para la empresa CECOFAR, ya que tiene que el compromiso de servir el pedido en un tiempo inferior a 4 horas a sus clientes. Hay varios tipos de órdenes que se ejecutan y se planifican de manera diferente:
- Órdenes de entrada rápida (órdenes pequeñas)
En estas órdenes sólo se realiza una breve descripción de las operaciones de
mantenimiento en la cabecera de la orden.
- Órdenes sin planificación detallada (órdenes extensas)
En este tipo de órdenes, se detallan las operaciones a realizar en la lista de operaciones en el resumen de operaciones.

38
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
- Órdenes con planificación detallada
En estas órdenes se describen una serie de datos para cada tipo de operación
como pueden ser: los datos de salario, precio de materiales, datos de la
operación.
La gestión de las órdenes de trabajo de mantenimiento posee una gran cantidad de funciones, aunque no todas son utilizadas. Cada empresa hace uso de las funciones que más le interesan según sus necesidades. Los flujos de proceso de cada una de las empresas pueden ser:
1- Planificación de las órdenes de trabajo de mantenimiento referente a:
- Las operaciones
- Los puestos de trabajos
- Los materiales que se utilizarán
- Equipos sobre los que se realizan las operaciones
- Las hojas de ruta
- Los recursos disponibles
- Los costes de ejecución
- ….
2- Control para la ejecución de la orden
- Verificación de la disponibilidad de los recursos necesarios para la
realización de las órdenes de trabajo (personal, materiales, …)
- Liberación de la orden de mantenimiento
- Impresión de la documentación para la realización de la orden de
mantenimiento.
3- Implementación
- Período de utilización de los recursos (personal, materiales).

39
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
4- Cierre de la orden de mantenimiento
- Introducción de las anotaciones recogidas en las órdenes de
mantenimiento.
- Realización del consumo de material de las órdenes de mantenimiento.
- Liquidación de costes.
- Cierre técnico de las órdenes de mantenimiento.
4.3.3-. Sistemas de información
Los sistemas de información forman parte del módulo PM de SAP, es decir, se tratan de un submódulo. Los sistemas de información permiten obtener información mediante una serie de criterios de elección, como pueden ser:
- Proveedor
- Compras
- Ventas
- Mantenimiento
- Gestión de calidad
- Costes
- ….
De todos los sistemas de información disponibles, los más utilizados por el departamento de Ingeniería y Mantenimiento de CECOFAR son los de operarios, equipos de mantenimiento, ubicaciones técnicas, períodos de tiempo y costes. En los sistemas de información que hacen referencia a los operarios, muestran los trabajos realizados por el operario en cuestión. En dichos sistemas, se analiza el número total de planes de mantenimiento realizados según los planes que tenía programados el técnico, con el fin de comprobar su rendimiento en la empresa.
Si se habla de los sistemas de información referidos a los equipos de mantenimiento, en estos se muestran las averías o incidencias ocurridas en los equipos analizados. Se analiza el tiempo que ha estado parado cada equipo, y así como, la cantidad de averías ocurridas. Si estas averías ocurrieran con frecuencia, se tomaría la decisión de cambiar el equipo por uno nuevo. Estos sistemas de información son los más utilizados por la empresa porque reporta la información más importante para mejorar la productividad de la empresa, que es el tiempo de parada de los equipos, en

40
Descripción general del módulo Pm de SAP según se ha adaptado a los requisitos de la planta
otras palabras, tiempo que la empresa dejar de producir y por lo tanto, dinero que deja de ganar.
Por otro lado, los sistemas de información referidos a las ubicaciones técnicas, da la información referente a los planos de mantenimiento realizados en dicha ubicación técnica. Se comprueba el nivel de cumplimiento que se obtiene según los planes de mantenimiento planificados para esa ubicación. Además, también muestra información sobre donde se producen más averías / incidencias.
Los sistemas de información que hacen referencia a los períodos de tiempo, se utilizan principalmente para evaluar el grado de cumplimiento de los planes de mantenimiento planificados para un cierto período de tiempo. Además, permite comprobar si la periodicidad de mantenimiento asignada a los equipos y según los recursos disponibles es la idónea, o por el contrario, habría que modificarla si el grado de incumplimiento fuera elevado.
Y por último, otro de los sistemas de información más utilizados es el referente a los costes. Este sistema de información evalúa todos los costes que se realizan en la instalación. Los datos más evaluados son los costes realizados por equipos de mantenimiento y los costes por ubicación técnica. Los primeros, los costes por equipo, dan información sobre si hay que renovar un equipo por otro nuevo o no, debido a su alto coste de mantenimiento. Y los segundos, los costes por ubicación, muestran si sobre alguna zona de la instalación algo no funciona correctamente, ya que se producen muchos gastos sobre dicha zona.
Otra de las funcionalidades de los sistemas de información, es que permite el cálculo de ratios en la empresa. Los ratios son muy utilizados para evaluar el trabajo realizado en cada departamento. En el departamento de mantenimiento, los ratios más utilizados son:
- Ratios de cumplimiento de planes de mantenimiento.
- Ratios de cumplimiento de órdenes de mantenimiento.
- Ratios de paradas de producción.
- Ratios de averías de equipos.
- Ratios de costes de las órdenes.

41
5 Implantación del mantenimiento preventivo en el módulo PM de SAP
5.1-. Introducción
Una vez definidas las necesidades de la empresa, los objetivos marcados y la solución a adoptar, se procede a la implantación de la misma, es decir, se llevará a cabo la implantación del mantenimiento preventivo en el módulo PM de SAP.
5.2-. Etapas para la implantación
En este punto, se va a enumerar el proceso a seguir para la implantación del mantenimiento preventivo en SAP.
Primero, se realiza un trabajo previo de campo que consiste en elaborar una lista de especificaciones de la instalación.
Una vez que se tienen todas las especificaciones, se realiza un análisis en el almacén (in situ) para adaptar las especificaciones al módulo. Tras esto, se realiza la programación y la puesta a punto del módulo para el cumplimiento de todas las funciones requeridas.
Y por último, se realiza el desarrollo y montaje de la aplicación en el módulo PM de SAP y se pone en marcha. Tras la puesta en marcha del módulo PM, se dará formación al jefe de mantenimiento y a los técnicos que serán los encargados de introducir las órdenes realizadas en el sistema.
Cada una de estas etapas, son supervisadas por el director de ingeniería del departamento para corroborar que se siguen las especificaciones dadas, y además, si fuera necesario, se proponen mejoras que hagan más eficiente el módulo.
Hay que tener en cuenta, que aunque se trate de una aplicación para el departamento de mantenimiento, todas las especificaciones que se definan tienen que guardar relación con el resto de módulos para poder así enlazarlos entre sí.

42
Implantación del mantenimiento preventivo en el módulo PM de SAP
5.3-. Procedimiento del proyecto
La puesta en marcha de este proyecto, se puede dividir de 5 etapas. En dichas etapas se describe el proceso a seguir para el desarrollo e implementación del módulo PM de SAP, las cuales son:
- Especificaciones del sistema
En esta primera etapa, se enumeran las necesidades de la empresa para la
implementación del módulo PM.
- Planificación del proyecto
Una vez que se han definido todas las necesidades de la empresa, se estima el tiempo necesario para la realización del proyecto. En esta etapa, se definen las tareas a realizar y el tiempo estimado para su finalización.
- Desarrollo del proyecto
Esta etapa se puede dividir en dos partes:
1-. Necesidades del sistema para su implementación.
2-. Implementación del módulo PM según las necesidades de la
empresa.
Dicha implementación se hará en modo prueba para comprobar el
funcionamiento del sistema.
- Puesta en marcha del sistema
Una vez que se ha comprobado que el sistema funciona correctamente en
modo prueba, se pasa toda la programación y los datos a productivo para su
puesta en marcha en la instalación.
- Formación del personal de mantenimiento
En esta última etapa, se da formación a los técnicos de mantenimiento y al
personal encargado del sistema. Los técnicos de mantenimiento se encargarán
de rellenar las órdenes realizadas en el sistema, y los responsables del sistema,
realizarán el consumo de material y el cierre técnico de la orden.

43
Implantación del mantenimiento preventivo en el módulo PM de SAP
Cada una de estas etapas será seguida y controlada por el Departamento de
Ingeniería mediante unas actividades de gestión y de control del proyecto. Dichas actividades se rigen por una serie de procesos, los cuales son los siguientes:
- Control del plan del proyecto
Con dicho seguimiento, se quiere conseguir que el proyecto se realice según lo
planificado, y contemplar cualquier modificación que pudiera surgir a lo largo
de su realización.
La persona indicada para la realización de este control es el director del
Departamento de Ingeniería, el cual supervisará cada etapa tras su finalización.
Además, también propondrá las modificaciones que estime oportunas.
Ante cualquier cambio en el plan del proyecto, éste deberá ser consultado con
el director de Ingeniería para su aprobación.
- Control de cambios del proyecto
En este proceso, se valora cualquier cambio que se efectúe en la planificación
del proyecto, teniendo en cuenta la repercusión que pueda tener en la
planificación establecida para el plazo de entrega del proyecto, y así como, su
impacto sobre el presupuesto asignado al proyecto.
Este proceso de cambios debe de ser aprobado por el Director de Ingeniería.
- Control de correcciones del proyecto
Las correcciones son aquellas consideraciones que se realizan durante el
proyecto, las cuales no fueron anotadas en las necesidades iniciales de la
empresa. Dichas correcciones deben de ser aprobadas por el Director de
Ingeniería.
Con este seguimiento, se supervisa todas las modificaciones a realizar sobre el
proyecto inicial.

44
Implantación del mantenimiento preventivo en el módulo PM de SAP
- Aprobación de etapas
Este proceso tiene como objetivo cerrar cada una de las etapas, es decir, en este proceso se analizan los resultados obtenidos y se cierra cada una de las etapas. Dicho análisis confirma que cada etapa va según lo previsto y que se van consiguiendo los resultados esperados, y por lo tanto, se continúa con la etapa siguiente.
5.4-. Desarrollo del proyecto
Para la realización del desarrollo de este proyecto, se ha dividido en tres bloques:
- BLOQUE I: Análisis estructural del módulo PM
1-. Estructura organizativa de la Planta de Mantenimiento
Organización del centro
Puestos de trabajo
Estructura del sistema en la planta
Mapa de procesos
2-. Datos Maestros de Mantenimiento
Ubicaciones técnicas
Equipos
Lista de materiales
3-. Mantenimiento preventivo 4-. Empresas subcontratadas de mantenimiento
- BLOQUE II: Implementación del mantenimiento preventivo
- BLOQUE III: Finalización del proyecto y puesta en marcha.

45
Implantación del mantenimiento preventivo en el módulo PM de SAP
5.4.1-. BLOQUE I: Análisis estructural del módulo PM
5.4.1.1-. Estructura organizativa de la Planta de Mantenimiento
a) Organización del centro
Sociedad Financiera
Este proyecto está realizado para la empresa CECOFAR, la cual se trata de una
cooperativa farmacéutica. Está parametrizado para el almacén ubicado en
Sevilla, cuya sociedad financiera es CECOFAR SOCIEDAD COOPERATIVA
ANDALUZA (CE01 CECOFAR S.C.A.).
Centro Logístico
El centro logístico se define como la unidad organizativa que sirve para dividir
una empresa en función de los siguientes aspectos:
- Producción
- Aprovisionamiento
- Mantenimiento
- Planificación de necesidades
Además, los centros logísticos pueden subdividirse en almacenes para la clasificación del stock de materiales, lo que permite el control de los repuestos existentes en el centro y una planificación del mantenimiento según las necesidades y recursos disponibles. Cabe destacar que cada centro logístico está provisto en sus almacenes de un stock mínimo de repuesto, por si surgiera alguna avería.

46
Implantación del mantenimiento preventivo en el módulo PM de SAP
La Sociedad CECOFAR S.C.A. posee varios centros logísticos, los cuales son:
SOCIEDAD DENOMINACIÓN SOCIEDAD DENOMINANCIÓN CENTRO
CE01 CECOFAR S.C.A.
CECOFAR S.C. CORDOBA
CECOFAR S.C. SEVILLA
CECOFAR S.C. CADIZ
CECOFAR S.C. BADAJOZ
CECOFAR S.C. LEGANÉS
CECOFAR S.C. TOLEDO
CECOFAR S.C. HUELVA
CECOFAR S.C. CEUTA
CECOFAR S.C. JAEN
CECOFAR S.C. CIUDAD REAL
CECOFAR S.C. OURENSE
CECOFAR S.C. FERROL
CECOFAR S.C. SANTIAGO
CECOFAR S.C. CORUÑA
CECOFAR S.C. LUGO
Tabla 5-1. Centros logísticos Cecofar
En este proyecto, el centro para el que se realiza la implementación del módulo
PM de SAP es para el centro situado en Sevilla (definido como CE30). Con posterioridad, se implementará para el resto de centros.
Centros de Planificación de Mantenimiento
Los centros planificadores de mantenimiento se definen como aquellos centros en los que se realizan tareas de mantenimiento y además, disponen de almacenes de repuestos y de recursos necesarios para abastecer incluso a otros centros. Dichos centros se erigen como centros planificadores de mantenimiento por razones logísticas y por el grado de automatización del centro. Todos los centros no disponen de la misma automatización, ya que no poseen un volumen de ventas tan elevado como para tener un alto grado de automatización. Además, los centros planificadores están ubicados de tal manera que pueden dar servicio a cualquier otro centro en poco más de una hora, por si ocurriese alguna incidencia. Los centros planificadores disponen de un departamento de mantenimiento. Estos gestionan el mantenimiento de su propio centro, y además, el mantenimiento de otros centros.

47
Implantación del mantenimiento preventivo en el módulo PM de SAP
Además, todos los centros donde se realizan alguna tarea de mantenimiento son denominados centros de emplazamiento. Estos centros incluyen tanto a los centros planificadores como a los que no. Los centros de emplazamiento que no disponen de los recursos necesarios para realizar las tareas de mantenimiento a sus equipos instalados, la gestión de las tareas de mantenimiento se lleva a cabo a través de los centros planificadores, como ya se dijo en el párrafo anterior. En este proyecto, el centro de Sevilla (CE30) se tomará como centro de planificación de mantenimiento, el cual posee su departamento de mantenimiento, definido como Mantenimiento Sevilla.
Grupo planificador
Los grupos planificadores son los responsables de la planificación del
mantenimiento en los centros planificadores de mantenimiento. Estos
responsables son los jefes de mantenimiento de cada centro.
Las funciones de los jefes de mantenimiento son:
- Elaborar las medidas de mantenimiento a realizar en los equipos
instalados.
- Planificar dichas medidas de mantenimiento para cada centro asignado.
Además de planificar las tareas de mantenimiento, los jefes de mantenimiento también tienen la función de coordinar las tareas de mantenimiento auxiliar que se realizan sobre la instalación, a través de empresas subcontratadas, es decir, coordina a dichas empresas subcontratadas para la realización de las diferentes tareas de mantenimiento según las necesidades del centro.
b) Puestos de trabajo
Los puestos de trabajos se definen como los responsables de realizar las medidas de mantenimiento establecidas. Se tratan de los técnicos de mantenimiento, los cuales pueden ser técnicos internos de la empresa o técnicos subcontratados. En el centro de Sevilla, centro de estudio, se distinguen los siguientes puestos de trabajo:

48
Implantación del mantenimiento preventivo en el módulo PM de SAP
- Un puesto de trabajo para cada técnico interno de la empresa CECOFAR.
La empresa tiene contratados a cuatro técnicos de mantenimiento, los
cuales se reparten en tres turnos rotativos de 8 horas de la siguiente
forma: en el turno de mañana (de 06:00 a 14:00 horas), hay dos
técnicos encargados de realizar las tareas de mantenimiento, uno en el
turno de tarde (de 14:00 a 22:00 horas) y otro en el turno de noche (de
22:00 a 06:00 horas), los cuales están por si surgiera cualquier
incidencia durante las horas de producción.
Estos puestos de trabajo internos están definidos para el almacén de
Sevilla como INT_MN30.
- Un puesto de trabajo para cada técnico subcontratado por la empresa
CECOFAR. La empresa tiene subcontratado a tres técnicos externos, dos
técnicos de la empresa Schafer (SCH_MN30), y uno de la empresa
Viastore (VIA_MN30). Los técnicos de la empresa Schaefer, van
turnando en turnos de tarde y noche, y el técnico de Viastore realiza su
jornada en horario de mañana.
- Un puesto de trabajo general (SUB_MN30) para los técnicos
subcontratados como apoyo a las tareas de mantenimiento de equipos
y para mantenimiento auxiliar de la instalación. En este caso, la
empresa tiene contratados a tres técnicos, los cuales realizan turnos
rotativos de 8 horas: uno de mañana, otro de tarde y otro de noche.
Los puestos de trabajo son creados para la asignación de las tareas de mantenimiento a realizar. Además, queda almacenado en el histórico de datos por si fuera necesario consultarlo en algún momento, e identificar quién realizó cierto mantenimiento sobre un equipo en cuestión y qué incidencias anotó en dicha realización del mantenimiento.
Los puestos de trabajo se dan de alta en los centros planificadores, ya que son los centros que disponen de departamento de mantenimiento. Estos quedan definidos en la fase de preparación del proyecto, que es donde se definen las necesidades para la implementación del módulo. Se componen de un máximo de 8 dígitos y su codificación puede ser alfanumérica.
49
Implantación del mantenimiento preventivo en el módulo PM de SAP
Además, otra de las características de los puestos de trabajo es que se les
pueden asignar tipos de horas (hora normal u hora extra), con lo cual permite calcular el coste de la mano de obra de cada técnico al departamento financiero de la empresa. Dicho departamento es el encargado de valorar el precio de cada tipo hora a nivel interno, e imputar el coste correspondiente tras la realización de cada orden de mantenimiento.
En lo referente a la estructura que posee el departamento de mantenimiento,
se realizó una propuesta al Departamento de Ingeniería y Mantenimiento para la modificación de dicha estructura. La propuesta consistía en variar la composición de los turnos de trabajo, es decir, liberar técnicos del turno de tarde y noche y pasarlos al turno de mañana.
Esta propuesta fue presentada debida a que en el turno que se pueden realizar
tareas de mantenimiento es en el turno de mañana. Con la implementación del mantenimiento preventivo en SAP, se quería conseguir un estado óptimo de los equipos, y para ello, es necesario realizar el mayor número posible de tareas de mantenimiento.
El primer cambio se produjo en el turno de noche. Dicho turno pasó de tener a tres técnicos de mantenimiento a dos técnicos, habiendo trasladado a uno de ellos al turno de mañana para la realización de las tareas de mantenimiento. Se decidió empezar por el cambio en el turno de noche porque es un turno con menor producción.
Tras un período de prueba de alrededor de un año, y con la consiguiente mejora de los equipos por la realización continua de las tareas de mantenimiento, se produjo la modificación del turno de tarde, pasando un técnico de la tarde al turno de mañana, quedando compuesto por dos técnicos al igual que el turno de noche.
Dichos cambios trajeron consigo una mejora ostensible de los equipos instalados en el almacén, y la disminución del número de averías en horas de producción.
c) Estructura del sistema en planta
La planta de producción está estructurada en cuatro niveles jerárquicos:
- Líneas
- Máquinas
- Componentes
- Elementos

50
Implantación del mantenimiento preventivo en el módulo PM de SAP
Es decir, dicha estructura jerárquica a niveles indica que cada elemento pertenece a un componente, dicho componente pertenece a una máquina, y ésta a su vez a una línea de la planta de producción.
Además, el conjunto de máquinas, componentes y elementos pueden estar clasificados según la función que realizan en el sistema de producción. A esta clasificación se le conoce con el nombre de familia, por lo que se diferencian dos familias: la familia de las máquinas y la familia de los componentes.
Tras esta clasificación y con la estructura jerárquica anteriormente descrita, se puede decir que cada componente pertenece a una familia de componentes y a una máquina, y por otro lado, que cada máquina pertenece a una familia de máquinas y a una línea.
Cabe destacar que, un componente o una máquina pueden no pertenecer a lo
largo del tiempo siempre a la misma máquina o línea respectivamente, pero si pertenecerán siempre a la misma familia. Es decir, la pertenencia de un componente o una máquina a familia es de forma permanente, pero los componentes pueden ser cambiados de una máquina a otra, y las máquinas pueden ser cambiadas e instaladas en otras líneas de producción (siempre que sea posible).
La planta del almacén de CECOFAR se estructura de forma tipo árbol, en la que la estructura jerárquica, descrita en párrafos anteriores, cuelga entre sí unos de otros.
Está representada desde el nivel superior al nivel inferior. Para dicho caso, el nivel superior corresponde a las líneas, de las cuales cuelgan las máquinas, y a su vez, de éstas cuelgan los componentes y de estos los elementos que son el nivel inferior. Las líneas, nivel superior de la estructura jerárquica, se diferencian tres tipos:
- Edificio
- Instalaciones
- Sistema de producción
Las dos primeras líneas corresponden a todas las zonas del almacén y a los
habitáculos existentes. En las líneas del sistema productivo, se distinguen dos tipos:
- Líneas de entrada de mercancías
- Líneas de salida de mercancías
En dichos tipos de líneas se distinguen las líneas de transportador y las máquinas, es decir, en estas líneas es de donde cuelgan los equipos de la instalación pertenecientes al sistema de producción.

51
Implantación del mantenimiento preventivo en el módulo PM de SAP
d) Procesos del módulo PM
A continuación, se muestran las diferentes fases seguidas para la realización del proyecto.
En una primera fase, la fase de Diseño, se indicarán todos los pasos a seguir tanto dentro como fuera del sistema para la definición del proyecto. Tras esta fase, la siguiente es la fase de Realización, en la cual se llevará a cabo toda la parametrización de la fase anterior. Para la validación de dicha parametrización, se realizarán ejemplos en la instalación de CECOFAR para su aprobación. En la última fase, la fase Productiva, se elaborará un manual de usuario para el jefe de mantenimiento y para cada técnico de mantenimiento diferenciando las funciones a realizar en el sistema, es decir, los técnicos de mantenimiento introducirán en el sistema todas las anotaciones tomadas durante la realización de las órdenes de mantenimiento, y el jefe de mantenimiento se encargará de realizar el consumo de materiales en las órdenes y la realización del correctivo pertinente si fuera necesario.
El departamento de mantenimiento, a través del módulo PM de SAP, utiliza los siguientes procesos para la gestión de dicho módulo:
Clave de Proceso
Denominación Descripción
PM01 Estructura organizativa en mantenimiento
Elementos ejecutores del mantenimiento.
PM02 Datos maestros de mantenimiento Elementos sobre los que se realizan las tareas de mantenimiento (ubicaciones técnicas y equipos).
PM03 Datos maestros de compras aplicados a mantenimiento
Datos referidos a las compras vinculadas a mantenimiento (proveedores y materiales).
PM04 Reparaciones. Mantenimiento correctivo
Mantenimiento urgente o planificado.
PM05 Mantenimiento preventivo Mantenimiento realizado tras un período de tiempo o basado en contadores (horas de trabajo,…)
PM06 Reporting de mantenimiento Informes de mantenimiento. Tabla 5-2. Procesos de gestión
Tras la definición de los procesos típicos del módulo PM de SAP, los elementos
que representan dichos procesos en el departamento de mantenimiento son los siguientes:

52
Implantación del mantenimiento preventivo en el módulo PM de SAP
Tras la definición de los procesos típicos del módulo PM de SAP, los elementos
que representan dichos procesos en el departamento de mantenimiento son los siguientes:
- Avisos de mantenimiento
Los avisos de mantenimiento son utilizados cuando ocurre una avería. Los avisos aportan toda la información necesaria de la avería acaecida: equipo, ubicación, síntomas de la avería,… Tras dicho aviso, se genera una orden de mantenimiento correctivo con toda la información aportada por el aviso. En esta orden, se especifican todas las medidas llevadas a cabo para subsanar la avería.
- Órdenes de mantenimiento
Las órdenes de mantenimiento muestran las tareas de mantenimiento a llevar o llevadas a cabo en una intervención sobre un equipo. Además, las órdenes recogen el coste generado por la realización de dicha orden (mano de obra, materiales utilizados,…). Dichas órdenes se planifican según los recursos disponibles (técnicos de mantenimiento, materiales y herramientas disponibles,…) y de la disponibilidad de la instalación para realizar una parada de la producción.
Las órdenes de mantenimiento se pueden generar de forma automática o
manual. Cuando se trata de órdenes de mantenimiento que se generan de forma automática, corresponden a órdenes de mantenimiento preventivo que son planificadas según una periodicidad. Por otro lado, cuando se trata de órdenes que se generan de forma manual, corresponden a órdenes de mantenimiento correctivo. En las órdenes de mantenimiento correctivo se pueden diferenciar dos tipos de órdenes: las órdenes de correctivo que se generan tras la solución de una avería, y las órdenes de correctivo planificadas que se generan tras la realización de los planes mantenimiento preventivo, identificando que los equipos poseen una leve anomalía que no es necesaria corregir en el momento de realizar el mantenimiento preventivo.
Las órdenes de mantenimiento pasan por diferentes estados, que es lo que se conoce como “el ciclo de vida de una orden”, entre los que se distinguen:
- Creación de un aviso
Dicho aviso se puede realizar de forma manual o automática, ya sea un aviso de
mantenimiento correctivo o de mantenimiento preventivo.

53
Implantación del mantenimiento preventivo en el módulo PM de SAP
- Planificación de una orden
La planificación de las órdenes permite evaluar los recursos necesarios para
realizar las tareas de mantenimiento. Con ello, se puede planificar los técnicos
necesarios para hacer dichas tareas y las herramientas y materiales necesarios
para su ejecución.
- Liberación de una orden
La liberación de la orden es realizada por el responsable de mantenimiento,
mediante el cual, da autorización a la realización de la orden ya que se dispone
de los recursos necesarios para ejecutarla. Tras la liberación, ya es posible su
impresión con todos los datos necesarios para la realización de la orden.
- Notificaciones de la orden
Tras la realización de las tareas indicadas en la orden de mantenimiento, se
introducen en el sistema todas las anotaciones que el técnico de
mantenimiento encargado de ejecutar la orden anota en dicha orden, y así
como, los materiales gastados y el tiempo de ejecución.
- Cierre técnico de la orden
El cierre técnico de la orden se produce cuando la orden ya se ha realizado. En
dicho cierre, se tiene en cuenta todos los costes generados por la ejecución de
la orden de mantenimiento pero aún se pueden añadir costes adicionales. Con
el cierre técnico, se da de baja a todos los recursos utilizados.
- Liquidación de los costes de mantenimiento
La liquidación de los costes de las órdenes de mantenimiento se realiza por el
departamento financiero. Dicha liquidación la realizan semanalmente de forma
automática, ya que el módulo PM de SAP se encuentra integrado en el módulo
financiero de la empresa.

54
Implantación del mantenimiento preventivo en el módulo PM de SAP
e) Datos de las órdenes
En las órdenes aparecen todos los datos necesarios para realización de éstas y
unos campos a rellenar por los técnicos de mantenimiento. En ellas, se muestran por ejemplo el técnico encargado de realizar la orden, la ubicación y el nombre del equipo, las tareas de mantenimiento a realizar, material gastado, incidencias… Algunos de estos datos deben de ser rellenados por los técnicos de mantenimiento tras la realización de la orden.
5.4.1.2-. Datos maestros de mantenimiento
a) Ubicaciones técnicas
Las ubicaciones técnicas se definen como las zonas o áreas de una planta donde se realizan tareas de mantenimiento, o donde se posicionan dentro de dichas zonas elementos que necesiten la realización de tareas de mantenimiento.
Las ubicaciones técnicas permiten, dentro de una empresa, organizar su estructura logística según las funciones que se realizan, según los equipos instalados en cada área de la instalación y según criterios espaciales. En mantenimiento, las funciones que tienen las ubicaciones técnicas son las siguientes:
- área dónde hay que realizar tareas de mantenimiento.
- registro de datos históricos para un posible análisis a posteriori.
- registro de costes sobre áreas de la instalación.
En las ubicaciones técnicas es donde se instalan (montan) los equipos a los que se les va a realizar las tareas de mantenimiento. Cada ubicación técnica puede tener montados uno o varios equipos. Las ubicaciones técnicas son unívocas, es decir, una vez que se definen, éstas perduran en el tiempo. En cambio, los equipos pueden ser montados y desmontados de las ubicaciones las veces que sean necesarias, por lo que un equipo puede estar montado en un almacén y desmontarse y volver a montarse en otro almacén y/o otra ubicación técnica del mismo almacén.
A la hora de realizar un análisis de costes sobre una ubicación técnica, dicho análisis puede estar compuesto por dos tipos de costos:

55
Implantación del mantenimiento preventivo en el módulo PM de SAP
1-. Si la ubicación técnica tiene equipos montados, se obtiene un análisis de costos de horas de trabajo y de los materiales que se han consumido en la realización de las tareas de mantenimiento en dicha ubicación. Este caso es más común para las ubicaciones técnicas definidas en el almacén de producción. 2-. Si la ubicación técnica no tiene equipos montados, este análisis muestra el coste de realizar las tareas de mantenimiento en dicha área, es decir, estas ubicaciones se refieren a las instalaciones y estructura del edificio, como por ejemplo, oficinas, vestuarios, instalaciones eléctricas,…
En SAP, las ubicaciones técnicas están definidas de forma jerárquica, es decir,
las ubicaciones técnicas poseen una estructura con diferentes niveles de clasificación (CECOFAR dispone de 6 niveles). Dicha definición consta de 13 dígitos alfanuméricos, cuya estructura para el almacén de CECOFAR es de la siguiente forma:
XX-X-XX-XXX-XX-XXX
Con esta estructura jerarquizada con distintos niveles de clasificación, las ubicaciones técnicas se clasificarán desde un estado general (como por ejemplo, el almacén completo) a la estructura más simple (como por ejemplo, los transportadores de las líneas de producción). Una vez que se tiene establecida la estructura que poseen las ubicaciones técnicas, el siguiente paso consiste en definir los dígitos de dichas ubicaciones. Para dicha definición, se presentaron tres propuestas:
1-. Establecer las ubicaciones técnicas según los sectores de localización definidos en la empresa (zona de cubetas, zona de bandejas, zona de salida de rutas…). 2-. Definir las ubicaciones técnicas según la forma en la que se realizaban los pedidos (manual, automático,…).
3-. Definir las ubicaciones técnicas enlazando las dos propuestas anteriores.
Tras presentar estas propuestas al Dpto. de Ingeniería y Mantenimiento, el Director de Ingeniería dio el visto bueno a la propuesta número 3 porque así el personal del almacén (tanto técnicos de mantenimiento como dependientes del almacén) no les supondría un cambio tan drástico para aceptar la nueva nomenclatura de las ubicaciones del almacén.

56
Implantación del mantenimiento preventivo en el módulo PM de SAP
A continuación, había que definir los valores que se iban a asignar a los
distintos dígitos de los que se componen las ubicaciones técnicas. Para dicha definición, había que tener en cuenta que la implementación se iba a realizar para todos los almacenes CECOFAR y que las ubicaciones técnicas están relacionadas con el Dpto. de Contabilidad de CECOFAR. Dicho departamento tiene asignado a cada almacén cuatro dígitos alfanuméricos para la definición de su contabilidad, que son los siguientes: SOCIEDAD DENOMINACIÓN CENTRO DENOMINANCIÓN
CE01 CECOFAR S.C.A.
CE20 CECOFAR S.C. CORDOBA
CE30 CECOFAR S.C. SEVILLA
CE22 CECOFAR S.C. CADIZ
CE36 CECOFAR S.C. LEGANÉS
CE24 CECOFAR S.C. BADAJOZ
CE25 CECOFAR S.C. TOLEDO
CE26 CECOFAR S.C. HUELVA
CE27 CECOFAR S.C. CEUTA
CE28 CECOFAR S.C. JAEN
CE29 CECOFAR S.C. CIUDAD REAL
CE45 CECOFAR S.C. OURENSE
CE42 CECOFAR S.C. FERROL
CE46 CECOFAR S.C. SANTIAGO
CE44 CECOFAR S.C. CORUÑA
CE41 CECOFAR S.C. LUGO Tabla 5-3. Definición almacenes en Dpto. Contabilidad
Por ello, el primer nivel de clasificación de las ubicaciones técnicas, compuesto por dos dígitos, serán los dígitos numéricos que tienen asignados los almacenes para su contabilidad. Para el caso de este proyecto, estos dos dígitos son el 30 correspondientes al almacén de CECOFAR Sevilla.

57
Implantación del mantenimiento preventivo en el módulo PM de SAP
Para definir el segundo nivel, se hizo distinción de cuatro zonas generales:
- zonas del almacén, que están definidas por la letra A en el segundo
nivel.
- Instalaciones instaladas en todo el almacén (instalación de aire
comprimido, contraincendio, aire acondicionado,…). Dichas
instalaciones estarán definidas globalmente por la letra I.
- Líneas de transportadores de producción que recorren el almacén. El
conjunto de líneas de transportadores serán denominadas por la letra L.
- Zona de edificio, que engloba las oficinas y la estructura general. Está
definida por la letra E.
La elección de estos cuatro grupos para el segundo de nivel de clasificación, se
llevó a cabo teniendo en cuenta a la hora de realizar un análisis de costos a posteriori. Por ello, se podrá realizar un análisis de costos tanto por zonas del almacén, por las diferentes instalaciones montadas en el almacén y por el mantenimiento que se le realiza a los transportadores y al edificio en sí.
Para el tercer nivel clasificatorio, cada una de estas cuatro zonas generales anteriores, se dividen en otras subzonas, entre las que destacan:
- En las zonas del almacén se diferencian las siguientes subzonas según la
funcionalidad, por ejemplo, zona manual, automática, salida de ruta,…
(ver anexo I plano 1)
- Como se nombró anteriormente, las instalaciones que tiene CECOFAR
instaladas en su almacén son, por ejemplo, contraincendio, aire
comprimido, climatización,… Todo el mantenimiento de estas
instalaciones esta subcontratado por la empresa instaladora por lo que
sólo se llevará el control económico de dichas instalaciones.
- Las líneas de transportadores se dividen en dos tipos: por un lado, las
líneas de producción de entrada que son las encargadas de la recepción
y reposición de mercancías; y por otro lado, las líneas de salida que son
las encargadas de realizar los pedidos (ver anexo I plano 2).

58
Implantación del mantenimiento preventivo en el módulo PM de SAP
- La parte dedicada al edificio, engloba a la zona de oficinas y a las tareas
de mantenimiento que se realizan sobre la estructura del almacén
(obras, pintura,…).
A partir del cuarto nivel de clasificación, sólo toma importancia las líneas de
transporte de producción porque en dichas líneas es donde los técnicos de mantenimiento realizarán la mayor parte de su trabajo y tiene que quedar todo más especificado. Además, en estas líneas están ubicados los equipos para su mantenimiento. Debido a esto, las líneas de transporte se clasificaron en zonas según la función que llevaban a cabo. Además, también se tuvo en cuenta si en la línea había alguna máquina específica instalada que realizara alguna función durante la realización de los pedidos, ya que éstas tendrían una ubicación propia e identificativa en las líneas de producción. La decisión de tener una ubicación única para las máquinas especiales instaladas en las líneas de transporte, fue tomada por el Dpto. de Ingeniería para realizar un análisis más exhaustivo (tanto económico como de mantenimiento) por maquinaria especial.
Como se dijo anteriormente, las líneas de transporte de producción están compuestas por líneas de transporte de entrada y de salida. Las líneas de transporte de entrada son las encargadas del almacenamiento de las mercancías y de dar aprovisionamiento a las maquinarias y dependientes del almacén para su colocación en los robots automáticos y estanterías para su posterior despacho. Para definir el cuarto nivel clasificatorio, las líneas de entrada se diferenciaron tres tipos diferentes de líneas:
- Líneas de bandejas (definidas por BAN). En estas líneas de transporte
circulan bandejas con mercancías que las almacenan en las grúas.
Dichas grúas aprovisionan las mercancías para las maquinarias
automáticas (robots S-Pemat) que realizan los pedidos de forma
automática.
- Líneas de peso ligero (definidas por LIG). Por estas líneas se despachan
pedidos en las que las mercancías van en su caja de origen, es decir, tal
y como las proporcionan los laboratorios. Las mercancías que se venden
como cajas de origen, son recepcionadas y almacenadas en estanterías
especiales. A la hora de realizar algún pedido, estas cajas son puestas
sobres las líneas de transporte con su etiqueta de pedido.

59
Implantación del mantenimiento preventivo en el módulo PM de SAP
- Líneas de gran volumen (definidas por PES). Estas líneas de transporte
son utilizadas para el transporte de palets. Los palets son transportados
para su almacenamiento en un silo mediante unas grúas de gran
volumen. Dicho almacenamiento de gran volumen sirve para un
posterior aprovisionamiento a las grúas de bandejas y a la zona de cajas
de origen.
En las líneas de transporte de entrada, se dispone de una serie de maquinaria
especial para el almacenamiento y aprovisionamiento de las mercancías. Estas
maquinarias son las grúas de bandejas (VIASPEED) y las grúas de gran volumen (VIAPAL
Y VIASPRINT). Dichas maquinarias tienen una ubicación independiente que serán
tratadas en los siguientes niveles.
De igual modo que las líneas de entrada, las líneas de salida se pueden clasificar
según su función a la hora de realizar los pedidos, y se distinguen las siguientes:
- Zona de lanzamiento (definida por LAN). En esta primera zona, se
asocian los pedidos a las cubetas mediante la asignación de una
etiqueta con código de barras a cada cubeta. En esta zona, hay que
destacar dos tipos de máquinas: desapiladora (para desapilar las pilas
de cubetas que llegan) y volteadora (para dejar limpias las cubetas).
- Zona de automático (descrita por AUT). En dicha zona, los pedidos se
realizan de forma automática mediante un sistema de picking
(semiautomático) y los robots dispensadores (S-Pemat). Estas dos
máquinas despachan sobre una cinta transportadora y descargan en las
cubetas mediante un punto de descarga que dispone de unos frenos
vibradores para que el pedido se disperse por toda la cubeta y no
queden amontonados.
- Zona de manual (definida por MAN). La realización de los pedidos se
realiza de forma manual por los dependientes del almacén. En esta zona
cabe destacar dos sistemas de almacenamiento y despacho que se
denominas SCS (Sistema de carruseles) y Kardex que son para
mercancías de baja rotación.

60
Implantación del mantenimiento preventivo en el módulo PM de SAP
- Zona de máquinas especiales (identificada por MSP). Tras la realización
del pedido, la cubeta recorre varias máquinas especiales en las que se le
realiza varias operaciones:
En las máquinas ADB, se coloca una etiqueta en la que se
refleja el número de ruta, cliente, número de cubeta y
código de barras.
A continuación, se le introducen el albarán del pedido
realizado mediante unas impresoras (RB).
Tras la inserción del albarán, las cubetas son tapadas con
una tapa mediante una tapadora (EDE).
Y por último, cubeta y tapa son precintadas mediante
una flejadora (ESM).
- Zona de salida ruta (SRU). Una vez que la cubeta sale del proceso de las
máquinas especiales, ya está disponible para ser llevada a su farmacia.
Para ello, las cubetas son transportadas hacia la zona de expedición
donde están las furgonetas que las llevarán a las farmacias.
Como se puede apreciar, y del mismo modo que se dijo anteriormente en las líneas de entrada de mercancías, las máquinas que realizan una función especial en la realización de los pedidos, tendrán una ubicación técnica independiente dentro de la zona.
En la definición del quinto nivel de clasificación, se trata lo que es el transportador en sí de cada línea de producción, ya sea de entrada o de salida. En los transportadores se montarán los equipos a los que se les realizará las tareas de mantenimiento. Para la línea de entrada, los transportadores que alimentan a las grúas están definidos como colectores de entrada/salida (definidos por CE/CS). Por otro lado, para la línea de salida, los transportadores están denominados como TR. Además en este quinto nivel, también se crea la ubicación para las máquinas especiales en general, es decir, en el sistema no sólo hay una máquina que realice esa función sino que hay mínimo dos de repuesto por si alguna fallara.
Y para finalizar, en el sexto nivel se ubica cada máquina especial existente en la instalación. Además, en dicho nivel también están definidos los transportadores que entran y salen de las grúas, y están definidos como colectores de entrada/salida de las grúas (definidos como CEx/CSx, donde x es el número de la grúa). Se hizo de esta forma para diferenciar estos transportadores porque hay instaladas seis grúas y cada una con su transportador de entrada y salida correspondiente.

61
Implantación del mantenimiento preventivo en el módulo PM de SAP
Una vez que se identifican cuales van a ser las ubicaciones técnicas del
almacén, el paso siguiente es introducirlas en SAP. Para definir las ubicaciones técnicas en SAP, es necesario rellenar una serie de campos en las distintas pestañas disponibles, en los que dichos campos a rellenar relacionan el Dpto. de Ingeniería y Mantenimiento con el Dpto. de Contabilidad (anexo II Ubicaciones técnicas Sevilla).
b) Equipos
Los equipos se pueden definir como los objetos individuales sobre los que se realizan las tareas de mantenimiento. Por lo cual, los equipos son muy importantes a la hora de elaborar algún análisis tanto económico como de tareas o tiempos de mantenimiento porque sobre ellos se tendrá un histórico de órdenes de mantenimiento realizadas.
Los equipos se crean en SAP cuando se quiera tener un histórico de datos de cada uno de estos. En este histórico de datos, se puede recopilar la siguiente información:
- Tareas de mantenimiento realizadas sobre el equipo - Tiempo invertido en realizar las tareas de mantenimiento - Averías ocurridas en el equipo - ….
A la hora de realizar un análisis sobre los equipos, se podrá realizar una toma
de decisiones y valorar entre otras cosas, por ejemplo, la sustitución de ese equipo por uno nuevo, o el estudio de posibles causas de una avería.
Los equipos están compuestos por materiales. Si de algunos de estos materiales se quiere tener un histórico de datos independiente, dichos materiales pasarán a denominarse subequipos. Estos subequipos se darán de alta de la misma forma que un equipo, pero la única diferencia con respecto a los equipos es que los subequipos están asignados al equipo en cuestión (equipo superior).
Para la empresa CECOFAR, los equipos sólo se descompusieron en materiales simples, es decir, no se crearon subequipos. A estos materiales de cada equipo, se les asignó su nombre y se introdujeron en SAP, con el fin de controlar el stock existente y que el software diera el aviso cuando hubiera un mínimo de unidades estipuladas. Esto se consigue mediante otro módulo de SAP, el módulo MM (Materiales de Mantenimiento), el cual está enlazado con el módulo PM de SAP.

62
Implantación del mantenimiento preventivo en el módulo PM de SAP
A continuación, se realiza un inciso para mostrar la diferencia entre los
diferentes términos que se están utilizando y que a veces pueden llegar a la confusión: ubicaciones técnicas, equipos y materiales.
La diferencia entre ubicación técnica y equipo es que la ubicación permanece fija y el equipo es móvil, es decir, la ubicación técnica siempre va a ser la misma para el almacén, y los equipos pueden desmontarse y volverse a montar en distintas ubicaciones del almacén, incluso en ubicaciones de distintos almacenes. También, hay que tener en cuenta que alguna vez se puede definir una ubicación técnica como el área que ocupa un equipo, por lo que dicha descripción coincide pero no lo hace su representación debido a que la ubicación representa el lugar donde está el equipo, y el equipo representa a la máquina en sí.
Ahora bien, si se habla de material y equipo, la diferencia más relevante es que sobre los equipos se tiene un histórico de datos y sobre los materiales no, ya que las tareas de mantenimiento se realizan sobre los equipos y es a los que se les asignan las órdenes de trabajo.
Tras esta aclaración, el siguiente paso es la definición de los equipos que están en el almacén. Los equipos se definen en SAP con la nomenclatura que tiene asignada por la empresa proveedora, para así facilitar la consulta en cualquier manual de la instalación.
Una vez definidos los equipos, estos son montados (instalados) en las ubicaciones técnicas que anteriormente se han descrito. Además, también se definen los materiales de los cuales se compone cada uno de los equipos, asignándole la nomenclatura dada por el fabricante y su referencia, para realizar un control de los repuestos disponibles en el almacén (anexo III Equipos Cádiz).
5.4.1.3-. Mantenimiento Preventivo
El mantenimiento preventivo se puede definir como las tareas de mantenimiento que se les realiza a un equipo o a una ubicación técnica antes de que haya perdido su función requerida, con objeto de evitar el fallo (véase definición de mantenimiento preventivo del apartado 4.2.2). Este mantenimiento se basa en una estrategia de mantenimiento. Dichas tareas de mantenimiento son planificadas mediante planes de mantenimiento asignándoles una estrategia deseada.

63
Implantación del mantenimiento preventivo en el módulo PM de SAP
Se pueden diferenciar las siguientes estrategias de mantenimiento:
- Estrategia temporal En la estrategia temporal, las tareas de mantenimiento se realizan cada cierto tiempo.
- Estrategia por actividad
En esta estrategia, las tareas de mantenimiento se realizan según la cantidad de horas de trabajo, del número de veces que se realiza una función,… En otras palabras, esta estrategia está basada en un contador de trabajo.
Para los almacenes de CECOFAR, los planes de mantenimiento se realizan
basados según una estrategia temporal. Los encargados de realizar estas tareas de mantenimiento sobre los equipos instalados son los técnicos de mantenimiento que tiene contratados la empresa y las empresas externas subcontratadas con las que tiene un contrato de mantenimiento para ciertos equipos/instalaciones más especiales.
Para la realización de las tareas de mantenimiento por los técnicos de mantenimiento interno de la empresa, se crean unos planes de mantenimiento preventivo con una estrategia temporal asignada. Para ello, es necesario definir una serie de datos:
- Estrategia temporal de mantenimiento, la cual definirá cada cuanto tiempo se realizan las tareas de mantenimiento.
- Hojas de ruta, donde se definen las tareas de mantenimiento a realizar al equipo según la estrategia temporal. Dichas tareas de mantenimiento son las indicadas por los fabricantes de los equipos.
- Equipo, elemento físico sobre el que se va a realizar las tareas de mantenimiento.
Una vez que tenemos definidos estos datos, se crea el plan de mantenimiento. Los planes de mantenimiento enlazan hojas de ruta y equipos, los cuales llevan asignados la periodicidad de mantenimiento mediante las hojas de ruta, y se programa una fecha de comienzo del plan. Un plan de mantenimiento puede estar compuesto por una o por varias hojas de ruta.

64
Implantación del mantenimiento preventivo en el módulo PM de SAP
Con la ejecución de los planes de mantenimiento, se quiere conseguir que los equipos de la instalación estén en su óptimo estado de funcionamiento para evitar averías durante las horas de producción.
Para la construcción de los planes de mantenimiento, se dividió el almacén en zonas (según su función en la producción). Con ello, se quiere conseguir que a la hora de realizar las tareas de mantenimiento a los equipos, estos estén cercanos unos de otros para facilitar así su realización y además, conseguir ahorro de tiempo.
Para la planificación de los planes de mantenimiento, se crearán las estrategias temporales de mantenimiento para los distintos equipos de la instalación para establecer la periodicidad de las tareas de mantenimiento sobre estos equipos. Dichas estrategias son asignadas a la hoja de ruta de tareas de mantenimiento a realizar en el equipo en cuestión.
Una vez que se tienen definidos todos los datos para la construcción de los planes de mantenimiento, sólo falta asignar la fecha de comienzo de dichos planes. Esta fecha indica cuando se comenzarán a realizar los planes de mantenimiento, y la periodicidad marcará las futuras fechas para la realización de las tareas de mantenimiento.
Con toda la planificación realizada, la instalación al completo será supervisada cada cuatro meses. Dentro de esta planificación, hay equipos que se revisan semanalmente, otros mensualmente,… y otros equipos como los transportadores que se revisan cada cuatro meses.
En la planificación de los planes de mantenimiento, se definió un parámetro (factor de decalaje) para que las órdenes de mantenimiento se crearan con 10 días de antelación a su fecha prevista de mantenimiento, para poder así comprobar que se dispone de todos los recursos necesarios para la realización de dichas tareas de mantenimiento, y organizar las paradas de los equipos necesarios.
Por otro lado, la empresa CECOFAR tiene subcontratados una serie de contratos de mantenimiento anuales para ciertos equipos e instalaciones. En estos contratos, se establece la realización de los mantenimientos de los equipos cada cierto tiempo o cada cierto número de horas de trabajo.

65
Implantación del mantenimiento preventivo en el módulo PM de SAP
Para dichos contratos subcontratados, se crea en SAP un plan de
mantenimiento para cada uno de los mantenimientos externalizados. Este plan no dispondrá de una hoja de ruta de mantenimiento, ya que ésta es proporcionada por la empresa externa, pero sí dispondrá de la periodicidad subcontratada de cada contrato. Mediante este plan de mantenimiento, se libera de forma automática una orden de trabajo en la que solicita la realización del mantenimiento por parte de la empresa externa. Una vez que el mantenimiento ha sido realizado por la empresa, se adjunta a la orden de solicitud el parte de trabajo de los técnicos de mantenimiento externo.
5.4.1.4-. Empresas subcontratadas
La empresa CECOFAR dispone de una serie de empresas subcontratadas para la realización de las tareas de mantenimiento. Entre ellas, se diferencian dos tipos de empresas: las empresas subcontratadas con técnicos in situ en el almacén, y las empresas subcontratadas para la realización del mantenimiento preventivo según unos contratos de mantenimiento.
Los técnicos in situ de las empresas subcontratadas realizan las tareas de mantenimiento sobre los equipos durante su horario de trabajo. A dichos técnicos se les asigna una orden de mantenimiento donde se le especifica las tareas de mantenimiento a realizar sobre los equipos, en la cual se anotarán las incidencias encontradas y las horas de trabajo.
Estos técnicos, mensualmente, realizan un parte de trabajo individual, el cual recoge todas las horas de mantenimiento realizadas durante el mes. Tras la realización del parte de trabajo, la empresa subcontratada envía la factura por los servicios prestados durante el mes en cuestión, en la cual se especifican las horas de mantenimiento subcontratadas y las horas por trabajos extras que hayan podido surgir.
Una vez que la factura es recibida, ésta es supervisada por el jefe de mantenimiento para corroborar que todo es correcto, y se traslada al departamento de compras para que se proceda a su pago.

66
Implantación del mantenimiento preventivo en el módulo PM de SAP
El proceso que se realiza en SAP para el control de las empresas subcontratadas
es el siguiente:
- Se crea una orden de trabajo en la que se asocian las horas de trabajo y
el técnico de mantenimiento.
- A continuación, se crea un pedido de compras al que se le imputa la
orden de trabajo creada.
- Una vez que la empresa envía la factura, mediante una transacción se
asocian la orden de trabajo y el pedido de compras con la factura para
que el departamento de compras ejecute su pago.
- Finalmente, se cierra la orden.
Por otro lado, y como se dijo en párrafos anteriores, CECOFAR dispone de unos contratos de mantenimiento subcontratados a empresas externas para la realización de las tareas de mantenimiento a ciertos equipos más especiales y a instalaciones del almacén. En estos contratos, se especifica la periodicidad en la que se le realizan las tareas de mantenimiento a los equipos/instalaciones.
Desde el punto de vista de SAP, estos contratos de mantenimiento los trata de la siguiente forma:
- Se crean unos planes de mantenimiento en el que se asocian los
equipos/instalaciones con la periodicidad establecida, los cuales
liberarán un aviso de mantenimiento cuando se hayan que realizar los
mantenimientos.
- A continuación, se crea un pedido de compras en el que se asigna la
empresa de mantenimiento subcontratada con los trabajos realizados.
- Tras la recepción de la factura, se verifica que los trabajos han sido
realizados y se traslada al departamento de compras para que realice su
pago.
- Y finalmente, se cierra el aviso de mantenimiento.

67
Implantación del mantenimiento preventivo en el módulo PM de SAP
5.4.2-. BLOQUE II: Implementación del mantenimiento preventivo
En este punto, se va a explicar paso a paso la implementación del
mantenimiento preventivo en el módulo PM de SAP.
5.4.2.1-. Ubicaciones técnicas Como ya se dijo anteriormente, las ubicaciones técnicas definen las zonas o áreas de una planta donde se realizan tareas de mantenimiento, o donde se posicionan dentro de dichas zonas elementos que necesiten la realización de tareas de mantenimiento. En las ubicaciones técnicas es donde se instalan (montan) los equipos a los que se les va a realizar las tareas de mantenimiento.
Para la definición de las ubicaciones técnicas, el almacén se dividió en zonas
(zona manual, zona automática, zona de máquinas especiales,…), y a su vez, estas zonas se descomponen en subzonas donde se instalan los equipos.
Para crear una ubicación técnica en SAP, se procede según la siguiente ruta Menú SAP -> Gestión de Objetos técnicos -> Ubicaciones Técnicas -> Crear Ubicación Técnica, o también, se puede acceder directamente utilizando la transacción IL01. A la primera pantalla a la que se accede es la siguiente:
Figura 5.1-. Definición de ubicación técnica

68
Implantación del mantenimiento preventivo en el módulo PM de SAP
En esta primera pantalla, se rellena el campo denominado Ubicación Técnica, el
cual se rellenará con las ubicaciones técnicas definidas en el almacén. Tras la confirmación de la ubicación técnica, se accede a esta nueva pantalla:
Figura 5.2-. Denominación ubicación técnica
En esta pantalla inicial, se dispone de un campo general a rellenar, Denominación, en la que se especifica el nombre de la ubicación técnica, y de una serie de pestañas.
En la pestaña Emplazamiento, sólo se tendrá en cuenta el campo Centro de
Emplazamiento, el cual se rellena con MNXX, donde XX son las cifras correspondientes a la definición de la ubicación técnica general del almacén.
En la siguiente pestaña, Organización, en la que se tiene que rellenar una serie
de campos en los que la ubicación técnica es relacionada con el departamento de contabilidad y con el departamento de mantenimiento.

69
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.3-. Definición económica ubicación técnica
Los campos a rellenar son los siguientes: Nombre del campo Descripción/ Datos a introducir
Centro de coste Campo asignado por el departamento de Contabilidad para
tener el control económico realizado por las ubicaciones
técnicas (por ejemplo, ZMANT03 para Sevilla)
Centro de Planificación Centro encargado de la gestión del mantenimiento del
almacén (MN30)
Grupo de planificación La nomenclatura va asociada directamente al centro de
planificación
Puesto de trabajo Técnico encargado de realizar las tareas de mantenimiento

70
Implantación del mantenimiento preventivo en el módulo PM de SAP
Y en la última pestaña, pestaña Estructura, no es necesario rellenar porque se rellenan por defecto con los campos anteriormente rellenados.
Figura 5.4-. Definición estructura ubicación técnica
5.4.2.2-. Equipos
Los equipos son los objetos sobre los que se realizan las tareas de mantenimiento. Tener un histórico de las tareas de mantenimiento que se le realizan sobre los equipos, es muy importante a la hora de realizar un análisis a posteriori porque gracias a este histórico se pueden tomar unas decisiones más efectivas.
Como se dijo en el punto anterior, los equipos se montan sobre las ubicaciones técnicas del almacén. Para crear una ubicación técnica en SAP, se procede según la siguiente ruta Menú SAP -> Gestión de Objetos técnicos -> Equipos -> Crear Equipo, o también, se puede acceder directamente utilizando la transacción IE01. La primera pantalla de acceso es la siguiente:

71
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.5-. Definición equipo
En esta pantalla, se define el nombre del equipo que se va crear. Una vez que
se confirma el nombre del equipo, se accede a la siguiente ventana:
Figura 5.6-. Denominación equipo

72
Implantación del mantenimiento preventivo en el módulo PM de SAP
En esta ventana, aparece un campo a rellenar, Denominación, en el cual se añadirá el nombre/descripción del equipo; y una serie de pestañas.
En la primera pestaña, pestaña General, aparecen una serie de campos pero
sólo se tendrá en cuenta el campo de Fabricante, en el cual se especificará quien es el fabricante del equipo en cuestión.
En la segunda pestaña, la pestaña Emplazamiento, hay que completar los siguientes campos: Nombre del campo Descripción/ Datos a introducir
Centro de Emplazamiento Almacén donde está instalado el equipo. Se define mediante
MNXX, donde XX es la ubicación técnica general del almacén
(MN30)
Emplazamiento Subzona del almacén donde está instalado el equipo
(opcional)
Puesto de trabajo Técnico encargado de realizar las tareas de mantenimiento
Figura 5.7-. Ubicación equipo

73
Implantación del mantenimiento preventivo en el módulo PM de SAP
En la siguiente pestaña, pestaña Organización, al igual que ocurría
anteriormente con las ubicaciones técnicas, se rellena una serie de campos en los que el equipo es relacionado con el departamento de contabilidad y con el departamento de mantenimiento. Los campos a rellenar son los siguientes: Nombre del campo Descripción/ Datos a introducir
Centro de coste Campo asignado por el departamento de Contabilidad para
tener el control económico realizado por las ubicaciones
técnicas (por ejemplo, ZMANT03 para Sevilla)
Centro de Planificación Centro encargado de la gestión del mantenimiento del
almacén (MN30)
Grupo de planificación La nomenclatura va asociada directamente al centro de
planificación
Puesto de trabajo Técnico encargado de realizar las tareas de mantenimiento
Figura 5.8-. Definición económica equipo
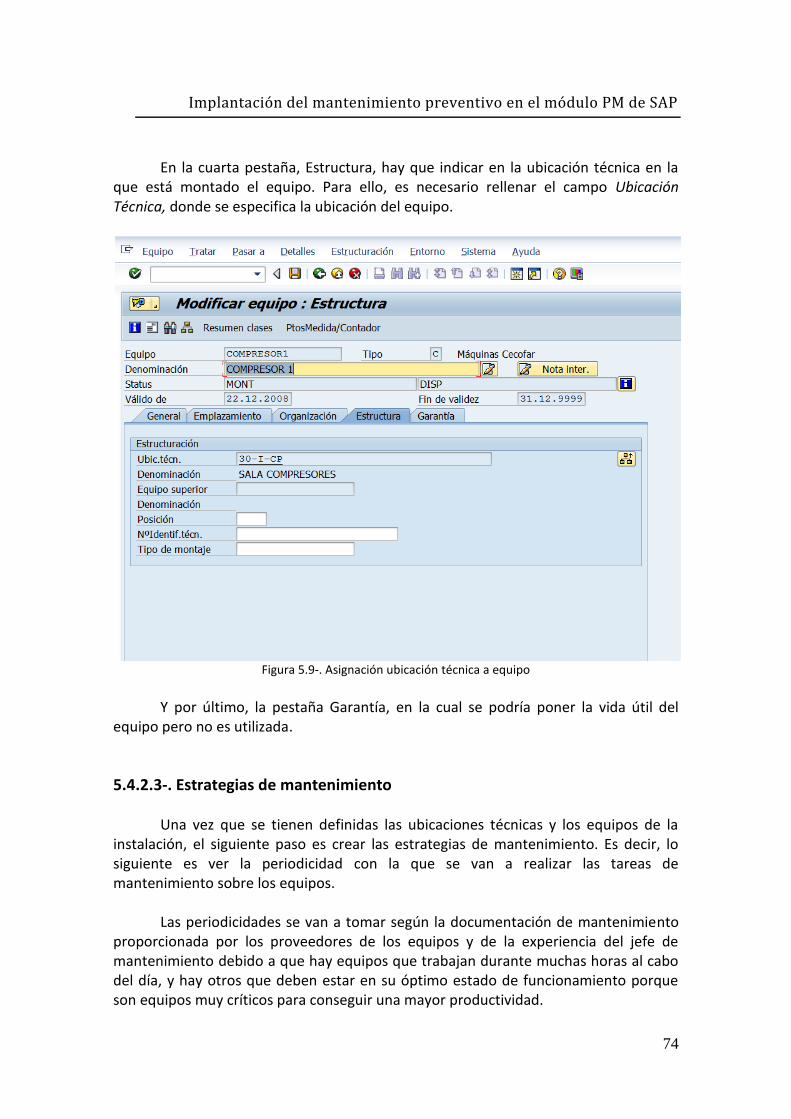
74
Implantación del mantenimiento preventivo en el módulo PM de SAP
En la cuarta pestaña, Estructura, hay que indicar en la ubicación técnica en la
que está montado el equipo. Para ello, es necesario rellenar el campo Ubicación Técnica, donde se especifica la ubicación del equipo.
Figura 5.9-. Asignación ubicación técnica a equipo
Y por último, la pestaña Garantía, en la cual se podría poner la vida útil del
equipo pero no es utilizada.
5.4.2.3-. Estrategias de mantenimiento
Una vez que se tienen definidas las ubicaciones técnicas y los equipos de la instalación, el siguiente paso es crear las estrategias de mantenimiento. Es decir, lo siguiente es ver la periodicidad con la que se van a realizar las tareas de mantenimiento sobre los equipos.
Las periodicidades se van a tomar según la documentación de mantenimiento
proporcionada por los proveedores de los equipos y de la experiencia del jefe de mantenimiento debido a que hay equipos que trabajan durante muchas horas al cabo del día, y hay otros que deben estar en su óptimo estado de funcionamiento porque son equipos muy críticos para conseguir una mayor productividad.

75
Implantación del mantenimiento preventivo en el módulo PM de SAP
Para los equipos instalados en el almacén de CECOFAR, la estrategia de
mantenimiento a seguir será una estrategia temporal (definida en SAP como TEMPO1). Dicha estrategia se basa en períodos de tiempo, los cuales serán distintos para cada tipo de equipo.
Para definir la estrategia en SAP, se accede a Logística / Mantenimiento /
Mantenimiento Planificado / Planificación de mantenimiento / Estrategia de mantenimiento / Modificar o mediante la transacción IP11. Se mostrará la siguiente pantalla:
Figura 5.10-. Estrategia de mantenimiento
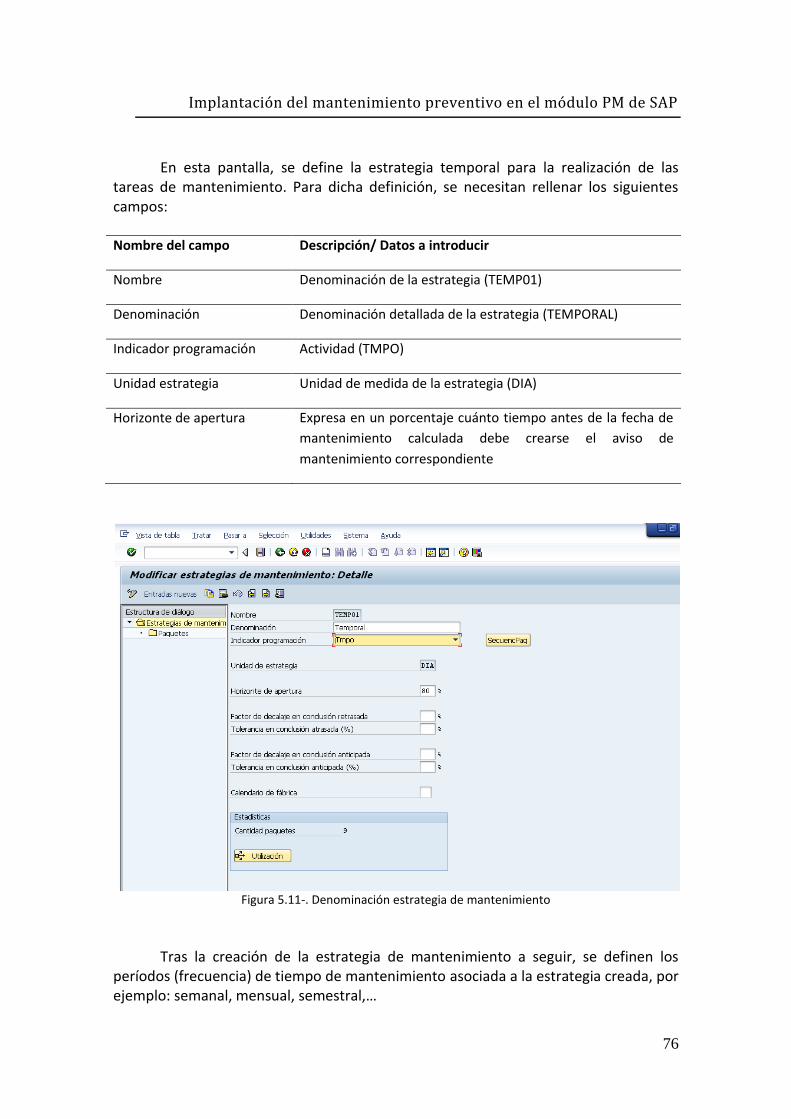
76
Implantación del mantenimiento preventivo en el módulo PM de SAP
En esta pantalla, se define la estrategia temporal para la realización de las
tareas de mantenimiento. Para dicha definición, se necesitan rellenar los siguientes campos: Nombre del campo Descripción/ Datos a introducir
Nombre Denominación de la estrategia (TEMP01)
Denominación Denominación detallada de la estrategia (TEMPORAL)
Indicador programación Actividad (TMPO)
Unidad estrategia Unidad de medida de la estrategia (DIA)
Horizonte de apertura Expresa en un porcentaje cuánto tiempo antes de la fecha de
mantenimiento calculada debe crearse el aviso de
mantenimiento correspondiente
Figura 5.11-. Denominación estrategia de mantenimiento
Tras la creación de la estrategia de mantenimiento a seguir, se definen los períodos (frecuencia) de tiempo de mantenimiento asociada a la estrategia creada, por ejemplo: semanal, mensual, semestral,…

77
Implantación del mantenimiento preventivo en el módulo PM de SAP
Para la definición de estos períodos de mantenimiento, se selecciona el icono
Paquetes ( ), accediendo a la siguiente ventana:
Figura 5.12-. Definición estrategia de mantenimiento
En esta ventana hay que definir los datos de las frecuencias de mantenimiento. Para ello, hay que completar los siguientes campos: Nombre del campo Descripción/ Datos a introducir
Nº paquete Posición del paquete
Dur. Ciclo Número de frecuencia
Texto ciclo mantenimiento Denominación de la frecuencia
Unidades UNI
Txt. breve Denominación breve de la frecuencia

78
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.13-. Frecuencias de mantenimiento
Una vez que se tienen creadas todas las frecuencias de mantenimiento deseadas, ya se tiene definida la estrategia temporal de mantenimiento que se va a utilizar en los planes de mantenimiento.

79
Implantación del mantenimiento preventivo en el módulo PM de SAP
5.4.2.4-. Hojas de ruta
Las hojas de ruta describen las distintas operaciones de mantenimiento que hay que realizar sobre los equipos/ubicaciones técnicas. Existen hojas de ruta para equipos (asociadas a un solo equipo) y hojas de ruta para ubicaciones técnicas (asociadas a una sola ubicación técnica). Además, las hojas de ruta se pueden agrupar en grupos.
En el almacén de CECOFAR, se dispone de una serie de equipos del mismo tipo,
por lo que se crean hojas de ruta por instrucción. Las hojas de ruta por instrucción son utilizadas cuando las tareas descritas en dichas hojas son idénticas para varios equipos.
En los grupos de hojas de ruta, se pueden crear una o varias instrucciones de mantenimiento sobre un equipo o una ubicación técnica. Dichas instrucciones tienen asignadas automáticamente un número de secuencia dentro del grupo, llamado contador de grupo de hojas de ruta, con el fin de identificar las instrucciones dentro del grupo. Este contador también puede ser asignado manualmente.
Para crear una hoja de ruta con estrategia temporal, se ha de seguir en el menú de navegación la ruta: Logística / Mantenimiento / Mantenimiento planificado / Planificación de Trabajo / Instrucciones / Crear, o bien mediante la transacción IA05.
Figura 5.14-. Denominación hoja de ruta
El primer dato que debemos de introducir es el Grupo de Hojas de ruta al que
pertenecerá la instrucción. También, se puede introducir una nueva instrucción en un grupo de hojas de ruta ya existentes, o bien crear un nuevo grupo. Únicamente se ha
de especificar el nombre del grupo de hojas de ruta. Pulsando el icono , se accede al resumen de instrucciones creadas para dicho plan (estará vacío si estamos creando un nuevo grupo).

80
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.15-. Definición hoja de ruta
Accediendo a esta primera pantalla, para crear una instrucción/hojas de ruta, hay que especificar los siguientes campos: Nombre del campo Descripción/ Datos a introducir
Contador hojas ruta Nº correspondiente a la Hoja de ruta
Denominación Denominación de la Hoja de ruta
Centro de planificación MN30
Puesto de trabajo INT_MN30
Utilización 4 (liberado de orden en general)
Estatus hoja de ruta 4 (liberado de orden en general)
Estrategia de mantenimiento TEMP01

81
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.16-. Definición hoja de ruta
A continuación, pulsando el icono , se detalla cada una de las operaciones a realizar según la instrucción.
Para cada instrucción, hay que especificar la Descripción de la operación, la Duración total de la operación (campo Dur. Oper.), la carga de trabajo que supondrá para el operario (campo Trabajo), unidades de tiempo (minutos, horas) y el Número de operarios necesarios para la realización de la operación (N.).
Figura 5.17-. Mantenimiento a realizar

82
Implantación del mantenimiento preventivo en el módulo PM de SAP
Si a continuación se hace doble clic sobre , se escriben las tareas asociadas a esta operación:
Figura 5.18-. Operaciones de mantenimiento
Una vez que se ha descrito todas las tareas de mantenimiento, hay que asignar
la frecuencia de mantenimiento de esta hoja de ruta. Para ello, se pulsa y se selecciona la casilla correspondiente a la frecuencia, que en nuestro caso sería un mes (5 semanas):
Figura 5.19-. Frecuencia de mantenimiento
Y finalmente se graba.
Si a continuación se quiere añadir una nueva instrucción, pulsamos el icono y se accede a la cabecera de la nueva instrucción, y se realizan los mismos pasos anteriormente descritos.

83
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.20-. Mantenimientos
5.4.2.5-. Planificación del mantenimiento
Las tareas de mantenimiento preventivo/correctivo planificado son realizadas
para evitar paradas de la producción, ya que dichas paradas llevan asociadas, además de los costes de la reparación, el coste por dejar de producir. Dicho mantenimiento planificado permite planificar el tiempo de mantenimiento y los recursos necesarios para la intervención.
Los planes de mantenimiento son los encargados de la gestión de este tipo de mantenimiento, asociando las tareas de mantenimiento a equipos o ubicaciones técnicas. Un plan de mantenimiento se describe mediante los siguientes elementos:
- Cabecera del plan: esta cabecera contiene toda la información relativa a la
programación del plan (descripción del plan de mantenimiento, período de
realización del plan,…).
- Posiciones de mantenimiento: en dichas posiciones se asocian los equipos o
ubicaciones técnicas con las hojas de ruta de mantenimiento. A cada posición
de mantenimiento es asignada una hoja de ruta.

84
Implantación del mantenimiento preventivo en el módulo PM de SAP
Para crear un plan de mantenimiento, se ha de seguir la siguiente ruta en el
menú de navegación: Logística / Mantenimiento / Mantenimiento planificado / Planificación del mantenimiento / Planes de mantenimiento preventivo / Crear / Plan estrategia, o bien ir directamente a la transacción IP42. La primera pantalla a la que se accede es la siguiente:
Figura 5.21-. Planes de mantenimiento
Y a continuación, se procede a rellenar los siguientes campos: Nombre del campo Descripción/ Datos a introducir
Plan mant. Prev. Nombre del plan de mantenimiento
Tp. plan mantenimiento Orden de mantenimiento
Estrategia TEMP01
Figura 5.22-. Definición plan de mantenimiento

85
Implantación del mantenimiento preventivo en el módulo PM de SAP
Tras la introducción de los campos anteriores, la siguiente pantalla es:
Figura 5.23-. Denominación plan de mantenimiento
La cabecera de esta pantalla, muestra las siguientes pestañas:
- Ciclos del plan de mantenimiento: en esta pestaña se muestra las fechas de
mantenimiento una vez que el plan esté programado.
- Parámetros de programación del plan de mantenimiento: en ella se definen
unos parámetros referentes a la programación del plan de mantenimiento.
En la pestaña Parámetros programación plan mantenimiento, debemos de
rellenar los siguientes campos: Nombre del campo Descripción/ Datos a introducir
Intervalo de toma Intervalo de tiempo durante el que la planificación tendrá
lugar (por ejemplo, 365 días)
Sujeto a conclusión Creará el aviso de mantenimiento si se ha cerrado el anterior
aviso (marcar)
Horizonte de apertura Tiempo de antelación para la liberación de la orden de su
fecha real

86
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.24-. Definición plan de mantenimiento
En la pantalla de creación de un plan de mantenimiento, se dispone también de
una serie de pestañas para la definición de toda la información relativa al plan de mantenimiento.
Figura 5.25-. Definición plan de mantenimiento
En la pestaña Posición, hay que especificar el objeto técnico de referencia, es
decir, el equipo/ubicación técnica al que se le va a asignar el plan de mantenimiento en cuestión. Para nuestro caso, utilizaremos como objeto de referencia la ubicación técnica.
Una vez rellenado el objeto de referencia, pulsando la tecla Intro, se actualizarán los campos de datos de planificación relativos al equipo o ubicación, que ya han sido dados de alta con anterioridad. A continuación, hay que asignar una hoja de ruta o instrucción existente de modo que las operaciones especificadas en dicha instrucción se asociarán automáticamente en la orden que genere el plan de mantenimiento. Desde esta misma pestaña, se pueden realizar varias operaciones en
la hoja de ruta especificada, como por ejemplo, visualizarla ( ), modificarla ( ) o
cancelar la asignación entre hoja de ruta y plan de mantenimiento ( ). Asimismo, se
puede crear una nueva hoja de ruta ( ).

87
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.26-. Asignación hoja ruta al plan de mantenimiento
En la pestaña Lista objeto de posición, se puede enumerar varios equipos a los
que se les aplicará el mismo plan de mantenimiento. Se generará una sola orden de preventivo para todos los equipos detallados.
Figura 5.27-. Asignación equipos al plan de mantenimiento

88
Implantación del mantenimiento preventivo en el módulo PM de SAP
En la pestaña Emplazamiento posición, se tiene la posibilidad de puntualizar el
emplazamiento de cada objeto.
Figura 5.28-. Datos económicos del plan de mantenimiento
En la pestaña Resumen de posiciones, se observa todas las hojas de ruta
creadas en esa misma orden de mantenimiento. Por cada posición creada, al programar el plan de mantenimiento, generará una orden de trabajo.
Figura 5.29-. Hojas de ruta asociadas al plan de mantenimiento

89
Implantación del mantenimiento preventivo en el módulo PM de SAP
Si una vez realizada el plan de mantenimiento se desea realizar alguna
modificación, se accede mediante la transacción IP02, introduciendo el nombre del plan de mantenimiento a modificar.
5.4.2.6-. Programar un plan de mantenimiento
Y finalmente, tras la definición del plan de mantenimiento, se realiza una programación de dicho plan a lo largo del tiempo. Para ello, se ha de seguir en el menú de navegación la ruta: Logística / Mantenimiento / Mantenimiento planificado / Planificación del mantenimiento / Planificación fechas de mantenimiento preventivo / Programar, o bien ir directamente a la transacción IP10.
Figura 5.30-. Plan de mantenimiento
Se debe introducir en el campo Plan mant. prev., el nombre asignado al plan de
mantenimiento que se quiere programar. Pulsamos Intro y se accede a la siguiente pantalla:
Figura 5.31-. Programación del plan de mantenimiento

90
Implantación del mantenimiento preventivo en el módulo PM de SAP
Se puede apreciar que hay cuatro pestañas. A medida que se realicen las
sucesivas programaciones de los planes de mantenimiento, las dos primeras pestañas mostrarán la programación realizada de manera automática y de manera manual, respectivamente. La tercera pestaña, muestra los parámetros de programación definidos en el plan de mantenimiento, mientras que la última pestaña contiene los datos adicionales del plan.
Para programar el plan de mantenimiento, se realiza a través del icono . El sistema propone una fecha de inicio de ciclo pero se toma la fecha anterior, según la frecuencia de mantenimiento, en la que se quiera realizar la programación del plan de mantenimiento. Es decir, si la frecuencia es mensual y por ejemplo se quiere programar el plan para marzo, la fecha de inicio que se debe marcar es febrero para que el plan de mantenimiento se programe para marzo.
Figura 5.32-. Fecha inicio plan de mantenimiento
Una vez introducida la fecha de inicio de ciclo, el sistema calcula
automáticamente la programación según los parámetros especificados en el plan de mantenimiento, obteniendo la siguiente programación:

91
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.33-. Planificación del mantenimiento
La columna Fecha Prev. muestra las fechas previstas para las próximas acciones
de mantenimiento preventivo. En este caso, el ciclo era de 5 semanas y comenzaba el 1 de agosto de 2013, de modo que la primera fecha prevista es el 05.09.2013. Las sucesivas son cada 5 semanas igualmente. Como el intervalo de toma era de 365 días y el ciclo de 5 semanas, programa diez órdenes de mantenimiento.
La columna Fecha de toma muestra la fecha en la que se lanzará el aviso de
mantenimiento, una semana antes, se tomo como horizonte de apertura era del 80% por lo que la orden se lanzará 6 días antes de su realización (30 DÍAS x (1 – 0.8) = 6 DÍAS).
La columna Fecha de conclusión muestra la fecha en la que concluyó el mantenimiento. La fecha que se indique en esta columna se utilizará como base para la posterior programación del plan de mantenimiento preventivo.
La columna CI. Programación / Status indica en qué estado de programación se encuentra la toma de mantenimiento y el status actual de la toma de mantenimiento. Son posibles los siguientes casos:
Tomado: el sistema ha creado una orden para la toma de mantenimiento.
Toma de mantenimiento al grabar: se crea una orden cuando se graba el plan
de mantenimiento preventivo.

92
Implantación del mantenimiento preventivo en el módulo PM de SAP
Fijado: se ha fijado la fecha del plan para la toma de mantenimiento. Las
modificaciones de programación no son efectivas.
Bloqueado: todas las fechas de toma que el sistema ha creado para este plan
de mantenimiento preventivo están bloqueadas. El sistema no crea órdenes
para las fechas de este plan de mantenimiento preventivo, hasta que una
modificación de status no desbloquee las tomas de mantenimiento.
Ignorado: la orden se ha ignorado. Para esta toma de mantenimiento no se
crea ninguna orden de mantenimiento.
En espera: el sistema crea un objeto de toma de mantenimiento sólo para la
fecha toma. La toma de mantenimiento posee el status “En espera” hasta esta
fecha.
Concluido: la toma de mantenimiento obtendrá el status “Concluido” cuando la
orden ha sido cerrada, es decir, que el cierre de las órdenes son decisivos para
este status.
Tras haber lanzado la programación, pulsamos grabar ( ) y el plan de
mantenimiento queda programado.
Si se vuelve a entrar en la transacción para programar el plan de mantenimiento, se tiene varias opciones:
: reprograma nuevamente el plan sin tener en cuenta las fechas
anteriores. Sólo debe usarse para reprogramar en base a una fecha distinta a la
inicial.
: permite lanzar una orden de mantenimiento para
el plan en cuestión de forma manual. Si se pulsa este icono, emerge una
ventana donde hemos de especificar la fecha de lanzamiento de la orden.

93
Implantación del mantenimiento preventivo en el módulo PM de SAP
Liberar una toma de mantenimiento: seleccionando una línea de la
programación y pulsando este icono, la orden de mantenimiento queda
liberada, generándose de inmediato sin tener que esperar que llegue a la fecha
de lanzamiento de la orden.
Pulsando grabar ( ), el plan queda reprogramado.
5.4.2.7-. Lista de órdenes de mantenimiento
Una vez que se ha programado el plan de mantenimiento, se puede visualizar/modificar las órdenes generadas. Para ello, se ha de seguir en el menú de navegación la ruta: Logística / Mantenimiento / Gestión del Mantenimiento / Orden / Lista de órdenes / Modificar, o bien ir directamente a la transacción IW38.
Figura 5.34-. Órdenes de mantenimiento

94
Implantación del mantenimiento preventivo en el módulo PM de SAP
Introduciendo en el campo Período la semana de análisis requerida, se
obtendrá todas las órdenes generadas en ese período de tiempo.
Figura 5.35-. Listado órdenes de mantenimiento
Si ahora se quiere visualizar una orden, sólo hay que hacer doble clic sobre la
orden que deseada y muestra toda la información sobre dicha orden.
Figura 5.36-. Información general orden mantenimiento

95
Implantación del mantenimiento preventivo en el módulo PM de SAP
Las órdenes de mantenimiento disponen de una serie de pestañas en la que se
relacionan los distintos módulos de SAP con el módulo PM y en la que se muestra toda la información introducidas en los planes de mantenimiento. Entre estas pestañas destaca las siguientes:
- Operaciones donde se especifica las operaciones y el tiempo utilizado en
realizar las operaciones de mantenimiento.
- Componentes donde se realiza el consumo de materiales de la orden.
- Costes donde se muestra los costes de los materiales consumidos en la orden.
Si se procede al cierre técnico de la orden, se pulsa el icono y aparece el siguiente mensaje donde se especificará la fecha y la hora del cierre de la orden. Dicha fecha y hora es la que marca el fin de realización de la orden de mantenimiento. A
continuación, se verifica y la orden queda cerrada.
Figura 5.37-. Fecha realización orden de mantenimiento

96
Implantación del mantenimiento preventivo en el módulo PM de SAP
5.4.3-. BLOQUE III: Finalización del proyecto y puesta en marcha
Tras la creación de todas las ubicaciones técnicas, equipos y planes de mantenimiento en el módulo PM de SAP, a continuación, dicha información se pasa a modo productivo en el sistema para comenzar con la puesta en marcha del mantenimiento preventivo.
Además, se da formación a los técnicos de mantenimiento ya que ellos serán los usuarios directos de este sistema. Con esta formación, se quiere conseguir que los técnicos de mantenimiento aporten mejoras en el sistema, con el fin de optimizar el funcionamiento y sacar el máximo rendimiento al sistema.
Con la puesta en marcha del sistema, empieza otra nueva etapa, la cual consiste en optimizar el sistema. Dicho proceso se realizará de modo continuo para conseguir los objetivos propuestos por la empresa y tener un control exhaustivo del tiempo de mantenimiento y de los repuestos disponibles.
5.5-. Aplicación del mantenimiento preventivo a una zona del almacén
A continuación, se muestra una aplicación de lo realizado en este proyecto a una zona específica del almacén, donde se podrán apreciar los resultados obtenidos.
En la descripción para implementación del mantenimiento preventivo, se aprecia el procedimiento a seguir para la creación de los planes de mantenimiento preventivo en el módulo PM de SAP R/3 para CECOFAR, aplicado a una zona de la planta denominada Máquinas Especiales donde el óptimo estado de los equipos es muy importante.
La zona sobre la cual se realiza esta aplicación, es la zona de Línea de
Preparación Final de Pedidos, en la cual las cubetas ya despachadas con el pedido de la farmacia se etiquetan, se le introducen los albaranes correspondientes, se tapan y finalmente se flejan. Esta zona es de suma importancia, ya que dicha zona es el cuello de botella de la instalación debido a las diferentes tareas que tienen que hacer las máquinas. Debido a esto, un fallo en uno de estos equipos, produciría un retraso en el pedido, no cumpliendo así los objetivos principales marcados por CECOFAR.
Tras la creación de los planes de mantenimiento en el módulo PM SAP, el
sistema genera una serie de órdenes de mantenimiento para su ejecución. Las órdenes que se generan son de la siguiente forma:
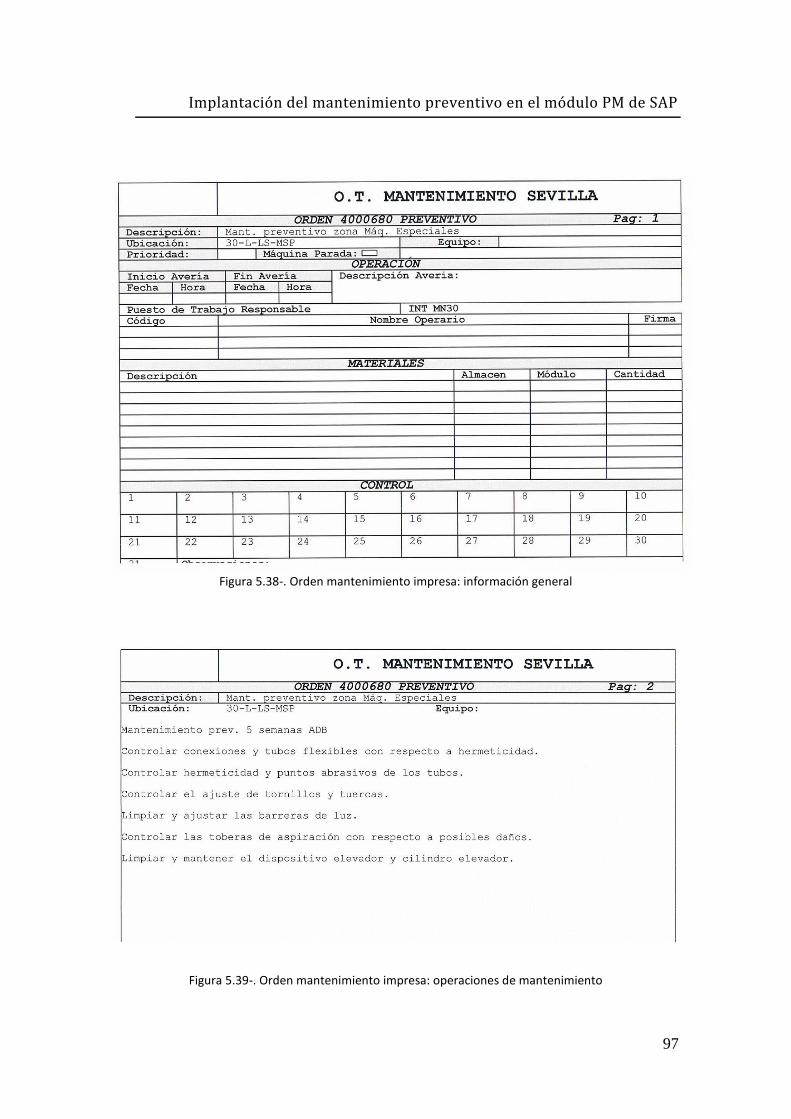
97
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.38-. Orden mantenimiento impresa: información general
Figura 5.39-. Orden mantenimiento impresa: operaciones de mantenimiento

98
Implantación del mantenimiento preventivo en el módulo PM de SAP
Figura 5.40-. Orden mantenimiento impresa: equipos a mantener
En estos documentos, se puede observar la descripción general de la orden de mantenimiento (pág. 1), la descripción de las operaciones de mantenimiento a realizar en los equipos (pág. 2) y la lista de equipos a la que hay que realizar las operaciones de mantenimiento (pág. 3). Si sólo hubiera un equipo al que realizar el mantenimiento, esta última página no aparecería, si no que el equipo a mantener vendría especificado en el campo denominado Equipo de la pág. 1.
Las órdenes de mantenimiento son dadas a los técnicos para su ejecución. Tras
la realización de las órdenes, éstas son devueltas al jefe de mantenimiento para su introducción en el sistema.
Una vez realizada e introducida la orden de trabajo en el sistema, se puede proceder al cierre técnico de la orden, en el cual hay que especificar la fecha y hora de realización de la orden.

99
6 Conclusiones y mejoras realizadas
Tras la puesta en marcha y estando en funcionamiento durante más de año y medio, sin olvidar que las operaciones de mantenimiento no competen en este proyecto, la implementación del mantenimiento preventivo en el almacén de CECOFAR Sevilla ha sido satisfactoria porque han disminuido en gran número las paradas del sistema en horas de producción.
Como se dijo anteriormente, los técnicos de mantenimiento no tenían tareas programadas de mantenimiento preventivo, sino que se iba haciendo mantenimiento correctivo y algunas tareas de limpieza sobre los equipos. Esto provocaba que muchas averías ocurrieran en horas de producción, con la consiguiente parada de la producción y el retraso en la llegada de los pedidos a la farmacia.
Durante este período de tiempo, los planes de mantenimiento se han ido optimizando tanto en las tareas de mantenimiento a realizar como en la periodicidad de mantenimiento, gracias a la aportación de los técnicos de mantenimiento. Una vez que las tareas de mantenimiento se han ido realizando con asiduidad, los equipos han llegado a estar en un óptimo estado de funcionamiento, ello ha permitido ir adecuando las frecuencias de mantenimiento preventivo, pudiéndose disminuir.
Hay que destacar que gracias a la estabilidad que se ha conseguido en el control de los equipos del almacén, se ha podido sacar más partido a los recursos de mantenimiento, permitiendo asignar más recursos a los equipos más críticos y los que tienen una mayor carga de trabajo. Esto es, los citados equipos de mayor responsabilidad son, ahora, revisados con una frecuencia mayor de la establecida con el fin de conseguir un perfecto estado de dichos equipos.
A continuación, se muestra la evolución que se ha producido según el número de tareas de mantenimiento correctivo y preventivo. En ella, se puede apreciar la gran disminución de las tareas de mantenimiento correctivo una vez que se fue instaurando el mantenimiento preventivo en el almacén.
Orden Correctivo Orden Preventivo
Año 2014 538 0
Año 2015 292 311
Año 2016 37 783
Año 2017 26 812

100
Conclusiones y mejoras realizadas
Tabla 6-1. Nº órdenes correctivas/preventivas por año
Tras la muestra de los datos registrados durante el comienzo de la implementación de los planes de mantenimiento, se aprecia que en los primeros meses de funcionamiento de las tareas de mantenimiento preventivo, las operaciones de mantenimiento correctivo disminuyeron casi un 50% con respecto al año anterior. Esto propició unas mejoras considerables a la hora de la realización de los pedidos, ya que se realizaban menos paradas en horas de producción. En años posteriores, dichas tareas de correctivos son insignificantes, pero las tareas de preventivo aumentaron en un grado considerable.
Otros datos a tener en cuenta, son los datos económicos. Tras la inclusión de las tareas de mantenimiento preventivo en el almacén, se produjo un aumento del gasto dedicado a mantenimiento, ya que durante la realización de los planes de mantenimiento, se produjo la sustitución de muchos componentes que estaban en estado crítico y podrían ocasionar una parada en la producción.
Mant. Correctivo Mant. Preventivo Total
Año 2014 86.548,22 0 86548,22
Año 2015 54.185,78 42.868,08 97053,86
Año 2016 5.847,65 72.491,54 78339,19
Año 2017 4.015,40 63.868,35 67883,75
0
100
200
300
400
500
600
700
800
900
Año 2014 Año 2015 Año 2016 Año 2017
Orden Correctivo
Orden Preventivo

101
Conclusiones y mejoras realizadas
Tabla 6-2. Consumo mant. correctivo/preventivo por año
Tras una revisión completa a todos los equipos de la instalación, se puede apreciar el aumento del gasto durante el año 2015. En los años posteriores, se puede ver como el gasto disminuye en comparación con años anteriores. El consumo dedicado a tareas de correctivo es relativamente bajo, aunque el gasto de mantenimiento preventivo es bastante elevado pero menor haciendo el computo global de años atrás. Además, en el año 2017, el gasto dedicado a las tareas de mantenimiento preventivo ha disminuido dado a que los equipos se encuentran en un estado óptimo de funcionamiento.
La implementación del mantenimiento preventivo ha provocado una inversión económica para aumentar los repuestos disponibles en el almacén. Además, se invierten más horas de técnicos en trabajos de taller para la reparación de componentes sustituidos en la instalación.
Los planes de mantenimiento están en continua mejora para conseguir un estado de funcionamiento óptimo de todos los equipos instalados en el almacén. En dicha optimización, los técnicos de mantenimiento están siendo una importante pieza para la mejora de los planes mantenimientos, ya que aportan muchas propuestas y posibles modificaciones para sacar un mayor rendimiento al sistema, tras ser ellos los que están continuamente trabajando sobre los equipos.
Además de esta tendencia de disminución del gasto total en mantenimiento, la
principal aportación de la implantación del mantenimiento preventivo ha sido el aumento de la fiabilidad del servicio dado a los clientes gracias a la disminución drástica de las averías.
0,00
20.000,00
40.000,00
60.000,00
80.000,00
100.000,00
120.000,00
Año 2014 Año 2015 Año 2016 Año 2017
Correctivo
Preventivo
Total

102
7 Bibliografía
LIBROS
- Axel Angeli / Ulrich Streit
THE SAP R/3 GUIDE TO EDI AND INTERFACES
Ed. Vieweg – Teubner, Stuttgart, 2010
- José Antonio Hernández Muñoz / José Luis Herreros Lucas
MANUAL DE SAP R/3
Ed. McGraw-Hill, Madrid, 2000
- Joaquín Teigeiro Tarancón (Trad.)
MANTENIMIENTO POR JEZDIMIR KNEZVIC
Ed. Isdefe, Madrid, 1996
SITIOS WEBS
- www.mundosap.com (visitada desde agosto 2015 a febrero 2016) - www.foros.consultoria-sap.com (visitada en octubre y noviembre 2015)
- www.blogdesap.com (visitada desde agosto 2015 a febrero 2016)
- www.help.sap.com (visitada desde agosto 2015 a febrero 2016)
- www.forosap.com (visitada desde agosto 2015 a febrero 2016)

103
ANEXOS

104
ANEXO I PLANO 1: ZONAS ALMACÉN

105

106
ANEXO I PLANO 2: LÍNEAS TRANSPORTADORES

107

108
ANEXO II: UBICACIONES TÉCNICAS
SEVILLA

109

110
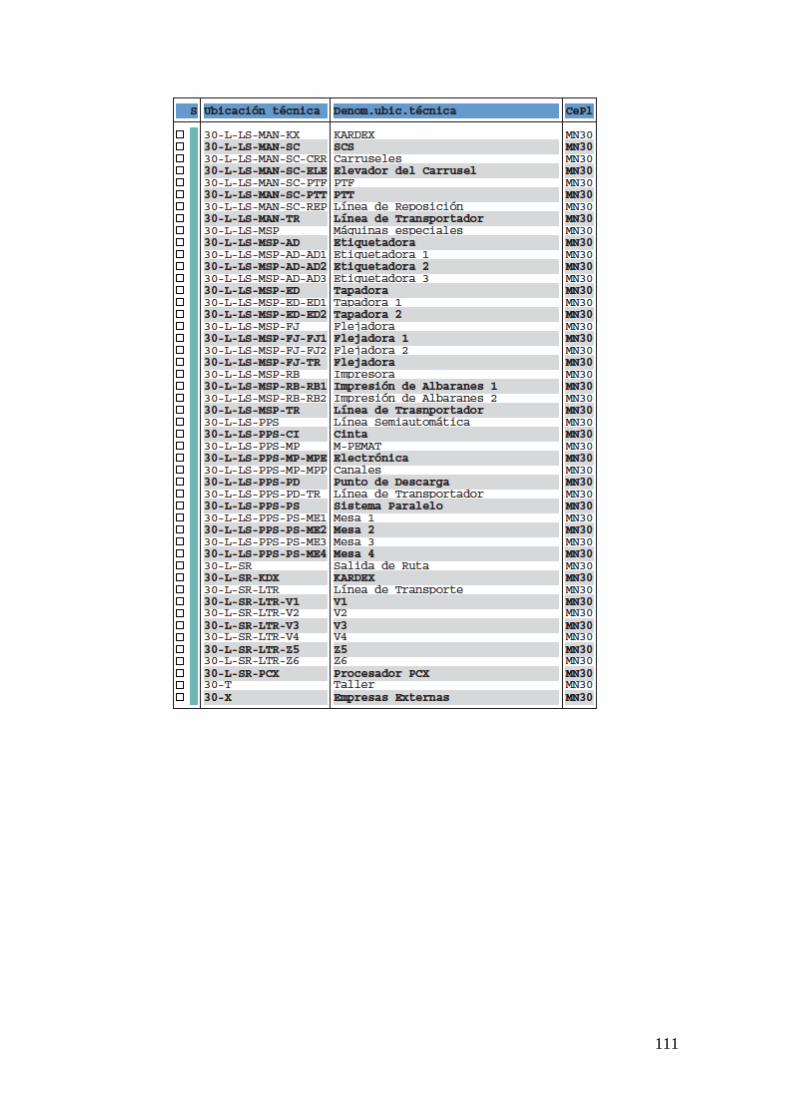
111

112
ANEXO III: EQUIPOS CÁDIZ

113

114