design of reactive distillation ... - australian · pdf filedesign of reactive distillation...
TRANSCRIPT
Ratna Dewi Kusumaningtyasa,b, Arief Budimana, Sutijana,
Suryo Purwonoa, Dyah Retno Sawitria
a Chemical Engineering Department, Gadjah Mada University, Indonesiab Faculty of Engineering, Semarang State University , Indonesia
DESIGN OF REACTIVE DISTILLATION PROCESS
FOR A SUSTAINABLE BIODIESEL PRODUCTION
FROM PALM OIL
INTRODUCTION
Renewable Energy Resources:
feasible, environmentally friendly,
sustainable
Diminishing of Fossil- Based Fuel
Biodiesel
INTRODUCTION
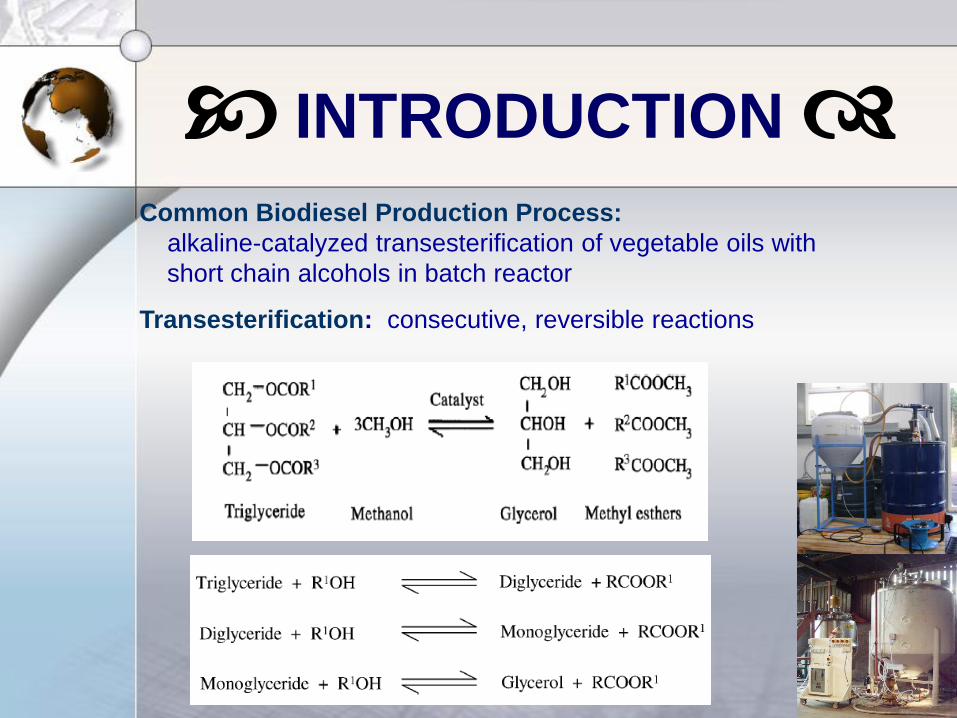
Common Biodiesel Production Process:
alkaline-catalyzed transesterification of vegetable oils with
short chain alcohols in batch reactor
Transesterification: consecutive, reversible reactions
Batch Reactor:
Labor intensive, low in productivity
Continuous Process:
preferred for large-scale production
Continuous Reactive Distillation
developed for biodiesel production
Main parameters: reflux ratio, feed plate,
distillate rate, number of plates
INTRODUCTION

Reactive Distillation: integrating a simultaneous function of
reaction and separation in a single unit (Budiman et al., 2006)
Shift the equilibrium to the right Reaction completion
Heat Integration Energy efficiency
Reduced number of equipments Lower capital cost
INTRODUCTION
Mathematical Model of Reactive Distillation (RD):
Model on the Separation Zone
Equilibrium model (EQ)
- MESH (Material balance, vapor-liquid Equilibria, mole fraction
Summations, Heat balance).
- Efficiency factor
- Broadly applied
Non equilibrium model (NEQ) - Rate Based Model
- No consideration of the efficiency factor
- Requires empirical data, semi empirical parameters,
and complex equations.
MODELING of RD
MODELING of RD
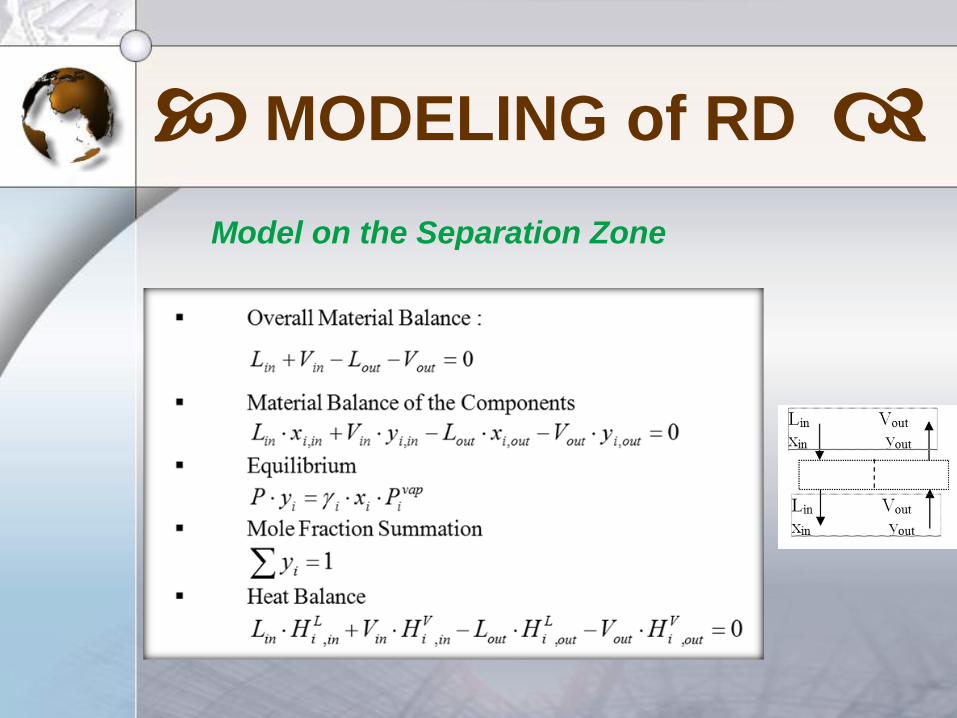
Model on the Separation Zone
MODELING of RD
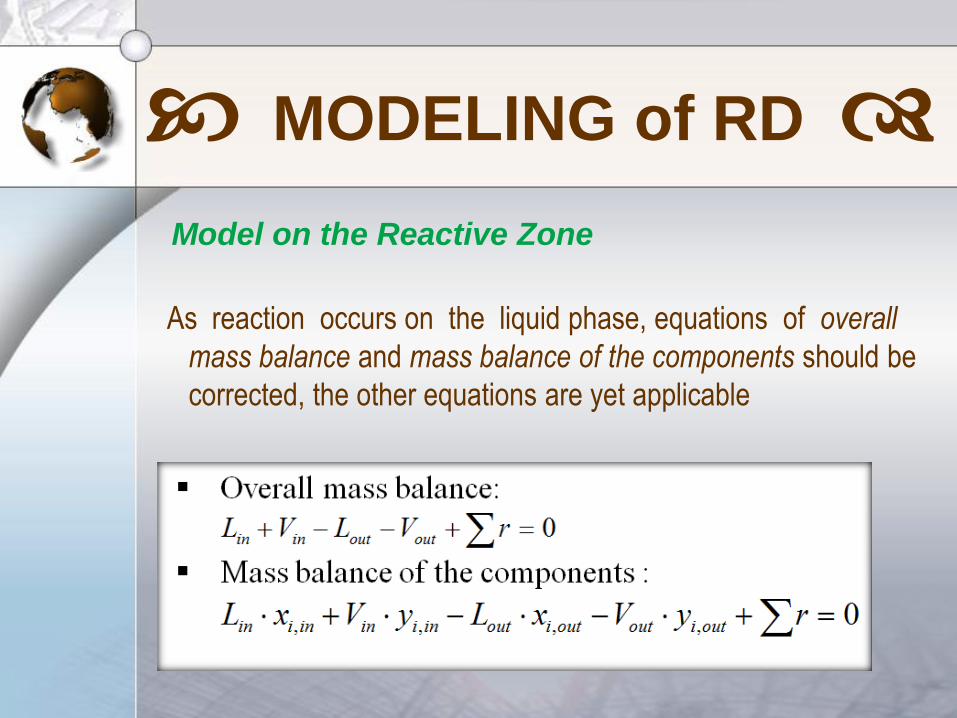
Model on the Reactive Zone
As reaction occurs on the liquid phase, equations of overall
mass balance and mass balance of the components should be
corrected, the other equations are yet applicable
A simulation applying EQ model is performed utilizing
ASPEN Plus Version 11.1
The model is an improvement upon the previous work,
in which the reaction presumably occured along the
column (Sutijan et al., 2008).
This model: Assumes that the column consists of 3
zones (rectifying, raction, and stripping zones).
Rectifying and stripping zones are above and below
the reaction zone, respectively (Sneesby,1998).
SIMULATION
Case Study:
Reactive Distillation for transesterification of palm oil.
Flowrate of methanol & palm oil : 300 &100 mole/hr
Number of stage (N) : 10
(excl. Condensor and reboiler)
Reflux ratio (R) : 2
Distillate rate (D) : 100 kmol/ hr
Feed Stage (Nf) : 5
The reaction zone : N=4 to N=7.
The avg. residence time : 10 minutes.
The conversion achieved is 81.57%.
RESULT & DISCUSSION

Sensitivity Analysis :
Having run the initial simulation, sensitivity
analysis is conducted to evaluate the
effect of main parameters on the
conversion.
Sensitivity is the tool provided by ASPEN
for analyzing behavior of the process
and estimate the value trend of a
certain variable
RESULT & DISCUSSION
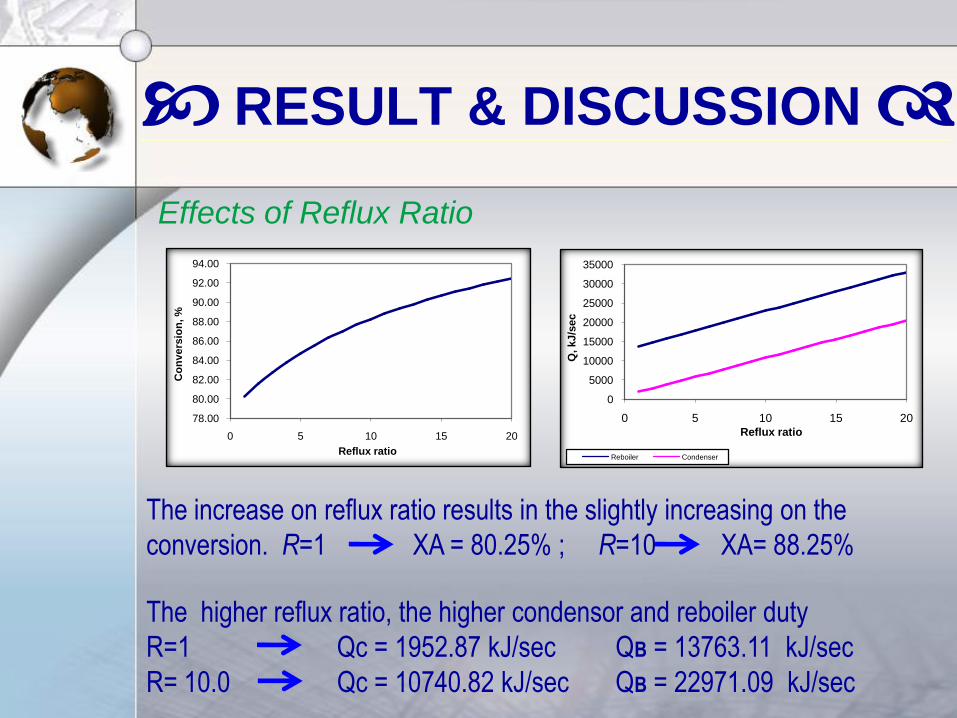
Effects of Reflux Ratio
The increase on reflux ratio results in the slightly increasing on the
conversion. R=1 XA = 80.25% ; R=10 XA= 88.25%
The higher reflux ratio, the higher condensor and reboiler duty
R=1 Qc = 1952.87 kJ/sec QB = 13763.11 kJ/sec
R= 10.0 Qc = 10740.82 kJ/sec QB = 22971.09 kJ/sec
RESULT & DISCUSSION
78.00
80.00
82.00
84.00
86.00
88.00
90.00
92.00
94.00
0 5 10 15 20
Co
nv
ers
ion
, %
Reflux ratio
0
5000
10000
15000
20000
25000
30000
35000
0 5 10 15 20
Q, kJ/s
ec
Reflux ratio
Reboiler Condenser
Effects of Reflux Ratio
The conversion increase is due to the increase on the
reflux ratio, complemented by the addition of
methanol (methanol recovery) from the column top.
The methanol recovery leads to the higher ratio of
methanol to palm oil excess methanol
shifts the reaction to the right higher conversion.
RESULT & DISCUSSION
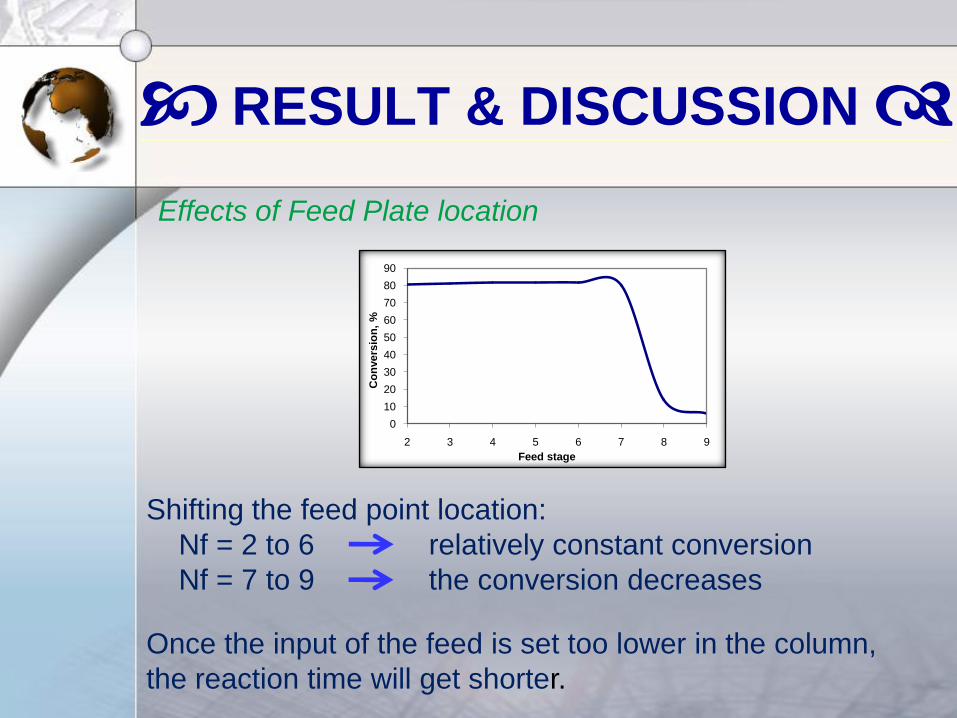
Effects of Feed Plate location
Shifting the feed point location:
Nf = 2 to 6 relatively constant conversion
Nf = 7 to 9 the conversion decreases
Once the input of the feed is set too lower in the column,
the reaction time will get shorter.
RESULT & DISCUSSION
0
10
20
30
40
50
60
70
80
90
2 3 4 5 6 7 8 9
Co
nvers
ion
, %
Feed stage
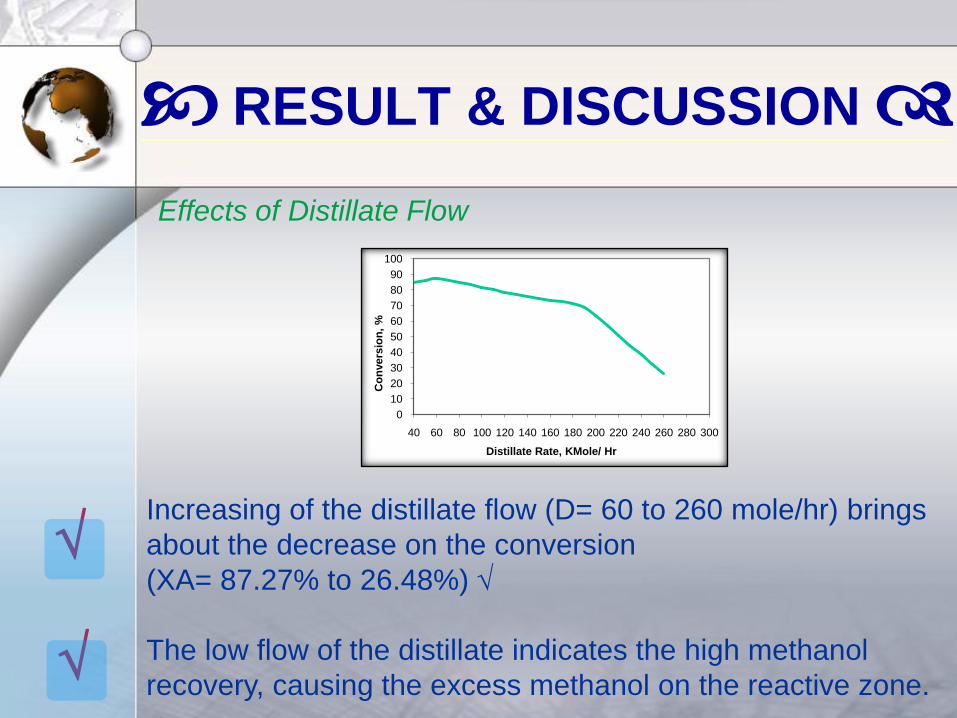
Effects of Distillate Flow
Increasing of the distillate flow (D= 60 to 260 mole/hr) brings
about the decrease on the conversion
(XA= 87.27% to 26.48%)
The low flow of the distillate indicates the high methanol
recovery, causing the excess methanol on the reactive zone.
RESULT & DISCUSSION
0
10
20
30
40
50
60
70
80
90
100
40 60 80 100 120 140 160 180 200 220 240 260 280 300
Co
nvers
ion
, %
Distillate Rate, KMole/ Hr
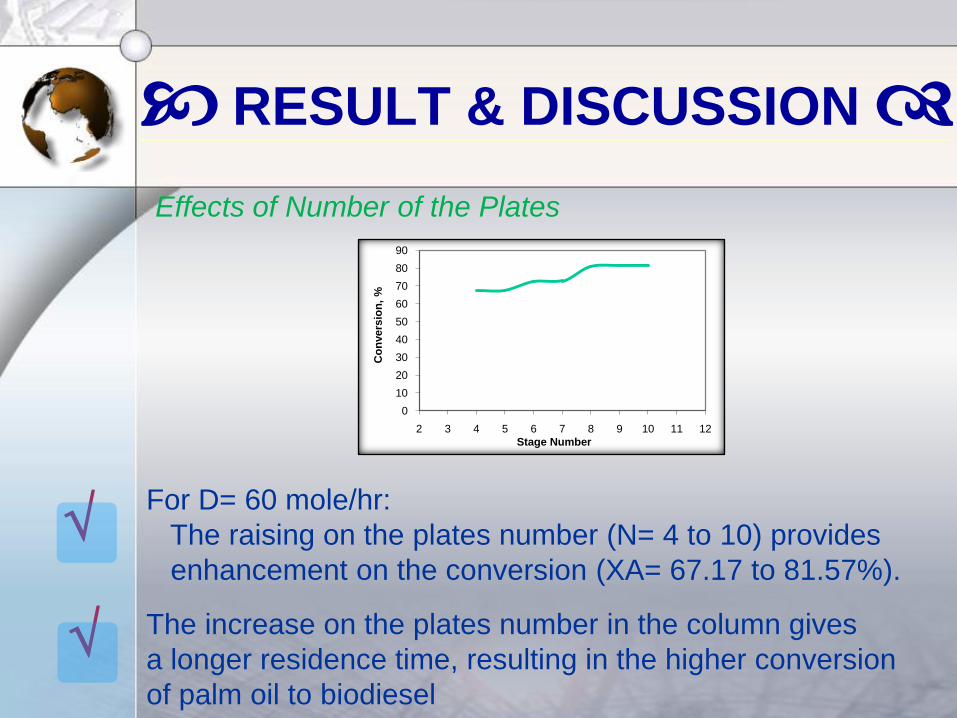
Effects of Number of the Plates
For D= 60 mole/hr:
The raising on the plates number (N= 4 to 10) provides
enhancement on the conversion (XA= 67.17 to 81.57%).
The increase on the plates number in the column gives
a longer residence time, resulting in the higher conversion
of palm oil to biodiesel
RESULT & DISCUSSION
0
10
20
30
40
50
60
70
80
90
2 3 4 5 6 7 8 9 10 11 12
Co
nvers
ion
, %
Stage Number
RESULT & DISCUSSION
A simulation for biodiesel production from palm oil
taking into account an EQ model with 3 main zones
of the RD column using ASPEN Plus 11.1
results in the best conversion of 87.27% at:
N=10, R= 2, D= 60 kmole/hr, and Nf= 5.
It is higher than that achieved by the previous work,
which gives conversion of 86.91%
(Sutijan et al., 2008).
CONCLUSION
The increase on the reflux ratio the increasing on the
conversion, the condensor (Qc) and reboiler duty (QB).
Shifting the feed point location:
Nf = 2 to 6 relatively constant conversion
Nf = 7 to 9 the conversion decreases
The higher distillate flow the lower conversion achieved
The raising on the number of the plates from N= 4 to 10
provides significant enhancement on the conversion.
The best conversion is 87.27%, achieved at :
N=10, R= 2, D= 60 kmole/hr, and Nf= 5.
2
3
4
5
1

THANK YOU