design, synthesis and scheduling of multipurpose batch plants...
TRANSCRIPT

Design,Synthesisand Schedulingof Multipur poseBatch Plants
via an EffectiveContinuous-Time Formulation
X. Lin andC. A. Floudas1
Departmentof ChemicalEngineering,PrincetonUniversity, Princeton,N.J.08544-5263,USA
Abstract – Design,synthesisandschedulingissuesareconsideredsimultaneouslyfor multipur-
posebatchplants.A previouslyproposedcontinuous-timeformulationfor schedulingis extended
to incorporatedesignandsynthesis.Processingrecipesarerepresentedby theState-TaskNetwork.
Thesuperstructureof all possibleplantdesignsis constructedaccordingto thepotentialavailability
of all processing/storageunits.Theproposedmodeltakesinto accountthetrade-offs betweencap-
ital costs,revenuesandoperationalflexibility . Computationalstudiesarepresentedto illustratethe
effectivenessof theproposedformulation.Bothlinearandnonlinearmodelsareincluded,resulting
in MILP andMINLP problems,respectively. TheMILP problemsaresolvedusinga branchand
boundmethod.Globallyoptimalsolutionsareobtainedfor thenonconvex MINLP problemsbased
onakey propertythatarisesdueto thespecialstructureof theresultingmodels.Comparisonswith
previousapproachesarealsopresented.
Keywords – DesignandScheduling;MultipurposeBatchProcess;Continuous-TimeFormulation;
MILP; MINLP
1 Intr oduction
Multipurposebatchplantshave beenemployedextensively for themanufactureof many typesof
chemicals,particularlythosewhichareproducedin smallquantitiesandfor which theproduction
processesor thedemandpatternarelikely to change.In theseplants,a wide varietyof products
1To whom all correspondenceshould be addressed. Tel: (609) 258-4595; Fax:(609) 258-0211; E-mail:[email protected]
1

canbe producedvia differentprocessingrecipesby sharingavailablepiecesof equipment,raw
materialsand intermediates,utilities andproductiontime resources.The specialinherentoper-
ationalflexibility representsconsiderablecomplexity in the designandsynthesisof suchplants.
Therehave beenseveral publicationsin the areaof designandoperationof multipurposebatch
plants(e.g.,GrossmannandSargent (1979);SuhamiandMah (1982);Birewar andGrossmann
(1989);Papageorgaki andReklaitis(1990a,b,1993);Barbosa-PovoaandMacchietto(1994);Xia
andMacchietto(1997)). In many cases,schedulingstrategiesarenot incorporatedor integrated
very well, which may leadto over-designor under-design. In orderto ensurethat any resource
incorporatedin the designcanbeusedasefficiently aspossible,detailedconsiderationsof plant
schedulingmustbe taken into accountat the designstage.Therefore,it is importantto consider
design,synthesisandschedulingsimultaneously.
All formulationsfor designandschedulingof batchprocessescanbeclassifiedinto two groups
basedonthetimerepresentations.Examplesof discretetimeformulationsarefoundin Grossmann
and Sargent (1979); Suhamiand Mah (1982); Papageorgaki and Reklaitis (1990a,b);Barbosa-
PovoaandMacchietto(1994). GrossmannandSargent(1979)solvedtheproblemof optimalde-
signof sequentialmultiproductbatchprocessesasamixed-integernonlinearprogramming(MINLP)
problem.On thisbasis,SuhamiandMah(1982)studiedtheoptimaldesignof multipurposebatch
plant focusingon a restrictedform of the problemasthe “uniqueunit-to-taskassignment”case.
PapageorgakiandReklaitis(1990a)criticizedmany previousformulationsin omittingkey aspects
of thegeneralmultipurposeplant,suchasalternativeassignmentsof differentequipmentitemsto
eachproducttaskandsharingof the units of the sameequipmenttype amongmultiple tasksof
the sameor differentproducts.They proposeda formulationwhereflexible unit-to-taskalloca-
tions andnon-identicalparallelunits areconsidered.A decompositionstrategy is alsoproposed
to solve the resultingMINLP problemsby Papageorgaki andReklaitis(1990b). Barbosa-Povoa
andMacchietto(1994)presenteda detailedformulationof multipurposebatchplant designand
retrofit basedon the State-TaskNetwork (STN) descriptionandequally-spacedfixed event time
representationproposedby Kondili et al. (1993).
2

In recentyears,attemptshavebeenmadeto createcontinuous-timeformulations.Xia andMac-
chietto(1997)presentedaformulationbasedonthevariableeventtimeschedulingmodelof Zhang
andSargent(1996,1998). A stochasticmethodis usedto solve theresultingnonconvex MINLP
problemsdirectly, insteadof introducinga largenumberof auxiliary variablesandconstraintsto
reducetheMINLP into aMILP.
Ierapetritouand Floudas(1998a,b);Ierapetritouet al. (1999) proposeda novel continuous-
time mathematicalmodelfor thegeneralshort-termschedulingproblemof batch,continuousand
semicontinuousprocesses.It featuresthekey conceptof eventpointsandsetsof specialsequence
constraints.Market demandscanbe specifiedat the endof the time horizonor within the time
horizonwith intermediateduedates.
In this paper, weextendtheformulationto addresstheproblemof integrateddesign,synthesis
andschedulingof multipurposebatchplants.First,adefinitionof theproblemunderconsideration
is stated,and the representationof problemdatais discussed.This is followed by a detailed
descriptionof the proposedmathematicalformulation. Computationalresultsandcomparisons
with apreviouslyproposedformulationarealsopresented.
2 ProblemDefinition
Theintegrateddesign,synthesisandschedulingproblemfor multipurposebatchplantsconsidered
in thispaperis statedasfollows:
Given
� Productionrecipes(i.e., the processingtimes for eachtask at the suitableunits, and the
amountof thematerialsrequiredfor theproductionof eachproduct);
� Potentiallyavailableprocessing/storageequipmentandtheir rangesof capacities;
� Materialstoragepolicy;
� Productionrequirement;
3
� Thetimehorizonunderconsideration;
Determine
� Thenumber, typeandsizeof equipmentitems;
� A feasibleoperationalschedule;
- Theoptimalsequenceof taskstakingplacein eachunit;
- Theamountof materialbeingprocessedateachtime in eachunit;
- Theprocessingtimeof eachtaskin eachunit;
soasto optimizea performancecriterion,for example,to minimizethecapitalcostor to maximize
theoverallprofit.
3 ProcessRecipeand Plant SuperstructureRepresentations
Thefirst stageof solvingthedesign,synthesisandschedulingproblemis to developageneralrep-
resentationof theprocessrecipe.In thiswork,weemploy theconceptof State-TaskNetwork(STN)
proposedby Kondili etal. (1993).TheSTNis adirectedgraphwith two typesof distinctivenodes:
thestatenodesdenotedby a circle andthe tasknodesdenotedby a rectanglebox. Figure1 gives
an illustrationof the STN descriptionof a batchprecessnamedBM process,in which two final
products,S5andS6,areproducedfrom two raw materials,S1andS2,throughfour tasks,T1–T4,
involving two intermediatematerials,S3andS4.
In additionto theprocessrecipe,the informationof potentiallyavailablepiecesof equipment
and their suitability for different tasksis usedto constructa superstructureof the plant under
considerationthat includesall possibledesigns.For example,basedon the BM processrecipe
in Figure1 andequipmentdatain Table1, we areableto establisha superstructureof the BM
plant,asshown in Figure2. Decisionsontheplantstructureinvolvethreeprocessingunitsandone
storagevessel.Full connectivity of theprocessingunits/storagevesselnetwork is assumed.
4
4 Mathematical Formulation
To formulatethemathematicalmodelfor integrateddesign,synthesisandschedulingof multipur-
posebatchplants,werequirethefollowing indices,sets,parameters,andvariables:
Indices:
�tasks;� units; � states;
� eventpointsrepresentingthebeginningof a taskor utilizationof aunit.
Sets:
�tasks;
���tasksthatcanbeperformedin unit (j);
��tasksthateitherproduceor consumestate(s);
��processingtasks;
� �storagetasks;
�units;
���unitsthatcanperformtask(i);
���storageunits;
�all involvedstates;
� �statesthatcanonly bestoredin dedicatedstorageunits;
�eventpointswithin thetimehorizon.
Parameters:
� ����� ������ proportionsof state(s)produced,consumedby task(i), respectively;
� ��� ��� ��� ��� ��� constantterm, coefficient andexponentof variableterm of processingtime of
task(i) in unit (j), respectively;
5

�� � � �� � � �� � constantterm,coefficientandexponentof variabletermof capitalcostof unit (j),
respectively;
�time horizon;
� priceof state(s);
! � market requirementfor state(s)at theendof timehorizon;
"$# �&%� � "'#)(+*�minimumandmaximumpossiblesizesof unit (j), respectively .
Variables:
,.- �0/ binaryvariablesto determineif unit (j) exists;
� - �0/ positivevariablesthatdeterminethesizeof unit (j);
1324- � � � / binaryvariablesthatassignthebeginningof task(i) ateventpoint (n);
5024- � � � / binaryvariablesthatassigntheutilizationof unit (j) ateventpoint (n);
6 - � � � � � / positive variablesthatdeterminethe amountof materialundertakingtask(i) in
unit (j) ateventpoint (n);
7 - � � � / positive variablesthat determinethe amountof state(s) beingdeliveredto the
marketateventpoint (n);
�98 - � � � / positivevariablesthatdeterminetheamountof state(s)ateventpoint (n);
8 � - � � � � � / time thattask(i) startsin unit (j) ateventpoint (n);
8;: - � � � � � / time thattask(i) finishesin unit (j) while it startsateventpoint (n).
Basedon thisnotationthemathematicalmodelinvolvesthefollowing constraints:
ExistenceConstraints
5<24- � � � />= ,.- �</ �@? �BA � � � A � (1)
6

Theseconstraintsexpresstherequirementthataunit canbeutilizedonly if it exists.
Unit SizeConstraints
" # �&%� ,.- �0/C=D� - �0/C= " #E(;*� ,.- �0/ �@? �BA �(2)
Theseconstraintsdeterminethe rangeof the sizeof eachunit. If e(j) equalsone,that is, a unit
exists,thenConstraint(2) correspondsto thelower andupperboundson thesizeof theunit, s(j).
If e(j) equalszero,thens(j) becomeszero.
AllocationConstraints
F�HG9IKJ 1324- � � � /ML 5<24- � � � / �N? �BA � � � A � (3)
Theseconstraintsexpressthat in eachunit (j) andat any eventpoint (n) at mostoneof the tasks
that canbe performedin this unit (i.e.,� A ���
) shouldtake place. If unit (j) is utilized at event
point (n), that is, yv(j,n) equals1, thenoneof thewv(i,n) variablesshouldbeactivated.If unit (j)
is not utilized at eventpoint (n), thenall correspondingwv(i,n) variablestake zerovalues,that is,
noassignmentsof tasksaremade.
CapacityConstraints
6 - � � � � � /O= " #)(+*� 1324- � � � / �N? � A � � �BA ��� � � A � (4)
6 - � � � � � /C=P� - �</ �N? � A � � �QA ��� � � A � (5)
Theseconstraintsexpressthe requirementthat thebatch-sizeshouldbewithin themaximumca-
pacityof a unit (j). If wv(i,n) equalszero,that is, task(i) doesnot take placeat eventpoint (n),
thenthefirst constraintenforcesb(i,j,n) to bezero.If wv(i,n) equalsone,thenthesecondconstraint
7

restrictsb(i,j,n) to bewithin theavailablecapacityof unit (j), s(j).
MaterialBalances
�8 - � � � /MLR�98 - � � �TSVU / S 7 - � � � /XW F�HG9I�Y �
�Z� F�[G]\;^ 6 - � � � � �_S`U /XW F�HG9IZY � � �Z�
F�aGb\c^ 6 - � � � � � /
? �dA � � � A � (6)
where ������ =fe � � ���hg e representthe proportionof state(s) consumedor producedby task(i),
respectively. Accordingto theseconstraintstheamountof materialof state(s) at eventpoint (n)
is equalto thatat eventpoint (n-1) adjustedby any amountsproducedor consumedbetweenthe
eventpoints(n-1)and(n) andtheamountrequiredby themarketateventpoint (n) within thetime
horizon.
StorageConstraints
�98 - � � � /MLPe �@? �dA � � � � A � (7)
Theseconstraintsenforcethat thosestatesthatcanonly bestoredin dedicatedstorageunitshave
to beconsumedby someprocessingtaskor storagetaskimmediatelyafterthey areproduced.
DemandConstraints
F%iGbj 7 - � � � / g ! � �@? �dA � (8)
Theseconstraintsrepresenttherequirementto produceat leastasmuchasrequiredby themarket.
8

DurationConstraints:Processingtask
8 : - � � � � � /kLl8 � - � � � � � /mW � ��� 1324- � � � /XW � ��� 6 - � � � � � /�n ^ J �@? � A �� � �QA ��� � � A � (9)
In Constraints(9), theprocessingtime takesa generallynonlinearform consistingof a fixedterm
anda variableterm dependingon the batch-size.When� ���
equalone,theseconstraintsbecome
linearasaspecialcase.
DurationConstraints:Storagetask
8 : - � � � � � / g 8 � - � � � � � / �o? � A � � � �BA ��� � � A � (10)
8 : - � � � � �qp ( ��� /kL � �N? � A �r� � �BA ���(11)
Theseconstraintsexpressthat the durationof storagetaskscantake any positive valueas long
asthey endat the endof the time horizon. The conceptof storagetaskis introducedto make it
possibleto treatdedicatedstorageconstraintsandprocessingconstraintsin a unifiedandgeneral
way.
SequenceConstraints:
Sametaskin thesameunit
8� - � � � � � W U / g 8 : - � � � � � / �@? � A � � �QA ��� � � A � � �tsL �qp ( ��� (12)
Theseconstraintsstatethat task(i) startingat event point (n+1) shouldstartafter the endof the
sametaskperformedin thesameunit (j) whichhasalreadystartedateventpoint (n).
9

Differenttasksin thesameunit
8 � - � � � � � W U / g 8 : - �vu � � � � / S � -+UOSw1324- �Zu � � /�/? �BA � � � A ��� � � u A ��� � � sL � u � � A � � �tsL �qp ( ��� (13)
Theseconstraintsarewrittenfor tasks(� � � u
) thatareperformedin thesameunit (j). If bothtasksare
performedin thesameunit they shouldbeat mostconsecutive. This is expressedby Constraints
(13) becauseif 1324- � u � � /'L U which meansthat task(� u) takesplaceat unit (j) at eventpoint (n),
thenthesecondtermof theright handsideof (13) becomeszeroforcing thestartingtime of task
(i) ateventpoint (n+1) to begreaterthantheendtimeof task(� u) ateventpoint (n); otherwise,the
right handsideof (13)becomesnegativeandtheconstraintis trivially satisfied.
Differenttasksin differentunits
8 � - � � � � � W U / g 8 : - �vu � � u � � / S � -;UxSy1324- �vu � � /�/? � � � u A � � �BA ��� � � u A ���&z � � sL{� u � � A � � �|sL �qp ( �Z� (14)
Constraints(14)arewritten for differenttasks(� � � u
) thatareperformedin differentunits(� � � u ) but
take placeconsecutively accordingto the productionrecipe. Note that if task(� u) takesplacein
unit (� u ) ateventpoint (n) (i.e., 1324- � u � � /ML U ), thenwehave 8 � - � � � � � W U / g 8;: - � u � � u � � / andhence
task(i) in unit (j) hasto startaftertheendof task(� u) in unit (� u ).
“Zero-wait” condition
8 � - � � � � � W U /C=`8 : - � u � � u � � / S � -~}3Sw1�24- � � � W U / Sw1�24- � u � � /�/? � � � u A � � �QA ��� � � u A ���&z � � A � � �|sL �4p ( �Z� (15)
10

Constraints(15)arewrittenfor differenttasks(� � � u
) thattakeplaceconsecutively with “zero-wait”
conditiondueto storagerestrictionsontheintermediatematerial.Combinedwith Constraints(13)
and(14), theseconstraintsenforcethat task(i) in unit (j) at eventpoint (n+1) startsimmediately
aftertheendof task(i’) in unit (j’) ateventpoint (n) if bothof themareactivated.
TimeHorizonConstraints
8 : - � � � � � /C= � �@? � A � � �BA ��� � � A � (16)
8 � - � � � � � /C= � �@? � A � � �BA ��� � � A � (17)
Thetime horizonconstraintsrepresenttherequirementthatevery taskshouldstartandendwithin
thetimehorizon(H).
Objective: Minimize
F� - �� � ,.- �0/XW �� � � - �0/r�n J / S F
�F% � 7 - � � � / (18)
Theobjectiveis to minimizethecapitalcostsof units,whichconsistof afixedtermandagenerally
nonlinearterm dependingon the sizesof the units, minus profits due to productsales. Other
performancecriteriacanalsobeincorporated.
It shouldbepointedout thatthecasewheredifferentunitssharethesametaskscanbeaccom-
modatedin theaboveformulationby consideringeachtaskin eachunit asadifferenttaskwith the
samefeatures.Weshouldalsonotethatdueto thenonlinearmodelsof processingtimeandcapital
cost,theresultingmathematicalprogrammingmodelis a nonconvex MINLP problem.Therefore,
deterministicglobaloptimizationmethodsareneededto determinetheglobaloptimalsolution.
11

5 Computational Studies
Theabove mathematicalformulationis appliedto two examplestaken from Xia andMacchietto
(1997). For eachexample,both linear andnonlinearcasesarestudied. MINOPT, an advanced
modelinglanguageandalgorithmicframework proposedby SchweigerandFloudas(1997)(URL:
http://titan.princeton.edu/MINOPT/),is usedto establishand solve the resultingMILP/MINLP
mathematicalprogrammingproblems.TheMILP problemsaresolvedusingCPLEX,abranchand
boundmethod.For MINLP problems,MINOPT implementsseveralalgorithmsincludingGener-
alizedBendersDecomposition(GBD), OuterApproximationwith EqualityRelaxation(OA/ER),
andOuterApproximationwith EqualityRelaxationandAugmentedPenalty(OA/ER/AP).A de-
tailed accountof the theoreticaland algorithmic issuesfor MINLP problemscan be found in
Floudas(1995).All thecomputationsaredoneonaHP-C160workstation.
BM Plant
Theprocessrecipe,equipmentdataandplantsuperstructurearethosewe discussedin a previous
sessionasBM processandBM plant (seeFigure1, Table1 andFigure2, respectively). Further
informationon theproductionrequirementandrelevantmaterialdataareshown in Table2. The
timehorizonunderconsiderationis 12hours.
In the caseof BMFIX, the processingtimesof processingtasksandcapitalcostmodelsare
providedaslinearforms. Five eventpointsareusedandtheresultingMILP probleminvolves59
binary variables,175 continuousvariablesand332 constraints.It is solved in 0.4 secondsCPU
time andtheobjective functionvalueis Ub���<��� . Theoptimalplantdesignis shown in Figure3, in
whichall thethreeprocessingunitsareselectedwhile thestoragevesselis not. Thecorresponding
optimaloperationalscheduleis representedin Figure4.
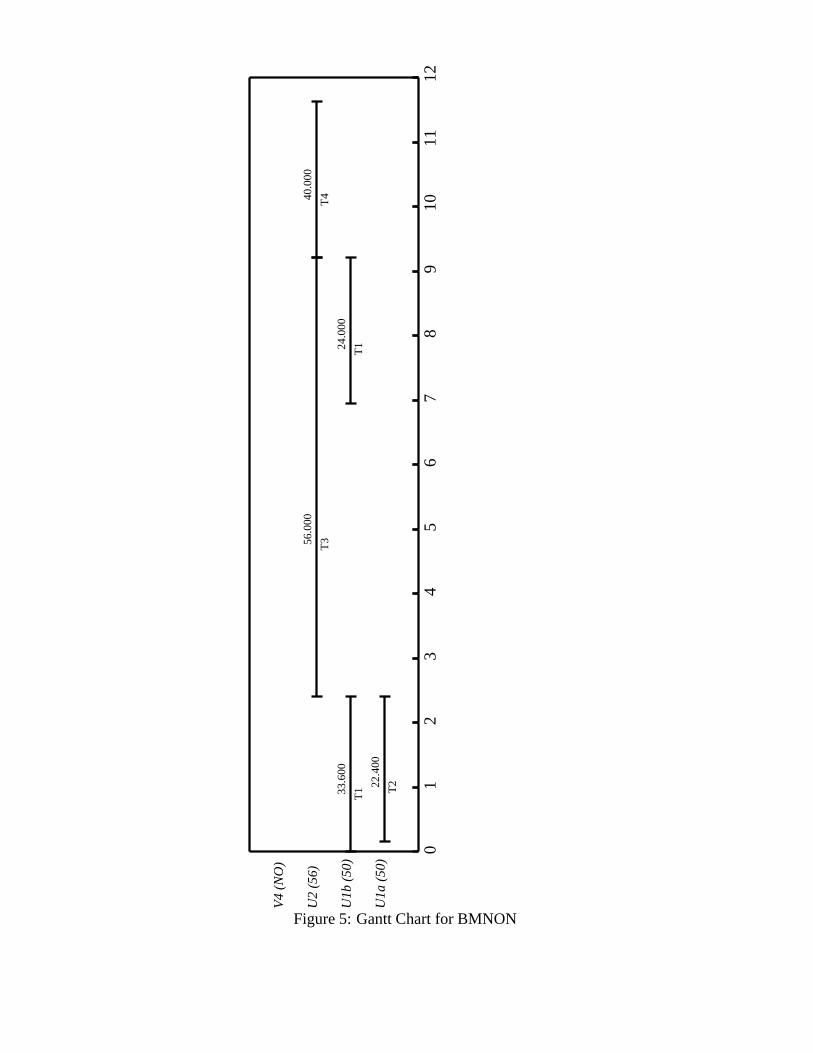
In thecaseof BMNON, theprocessingtime andcapitalcostmodelsarebothnonlinear. Four
eventpointsareneededandtheresultingMINLP probleminvolves48 binaryvariables,142con-
tinuousvariablesand262constraints.It is solvedin 0.75secondsCPUtimeandthecorresponding
objective functionvalueis � �����<� � � . Theoptimalplantstructureis thesameasthatin BMFIX, as
12

shown in Figure3. Theoperationalscheduleobtainedis representedin Figure5.
KPS Plant
Theprocessrecipeis shown in Figure6. Two final productsareproducedfrom threeraw mate-
rials throughheating,threereactionsandseparation,involving four intermediatematerials.The
equipmentdataaregiven in Table3. Four processingunits and four storagevesselsareunder
consideration.Full connectivity of the equipmentnetwork is assumed.Theplant superstructure
is thenconstructedasshown in Figure7. Productionrequirementsandrelevantmaterialdataare
givenin Table4. Thetimehorizonunderconsiderationis also12hours.
In the linear caseof KPSLIN, six event pointsareusedandthe resultingMILP problemin-
volves128 binary variables,341 continuousvariablesand877 constraints.It is solved in 22.49
secondsCPUtimeandtheobjective functionvalueis ����}<������� . Theoptimalplantdesignis shown
in Figure8, in whichall four processingunitsarechosenandonly onestoragevesselis selectedto
hold oneof the intermediatematerials.Thecorrespondingoptimaloperationalscheduleis repre-
sentedin Figure10.
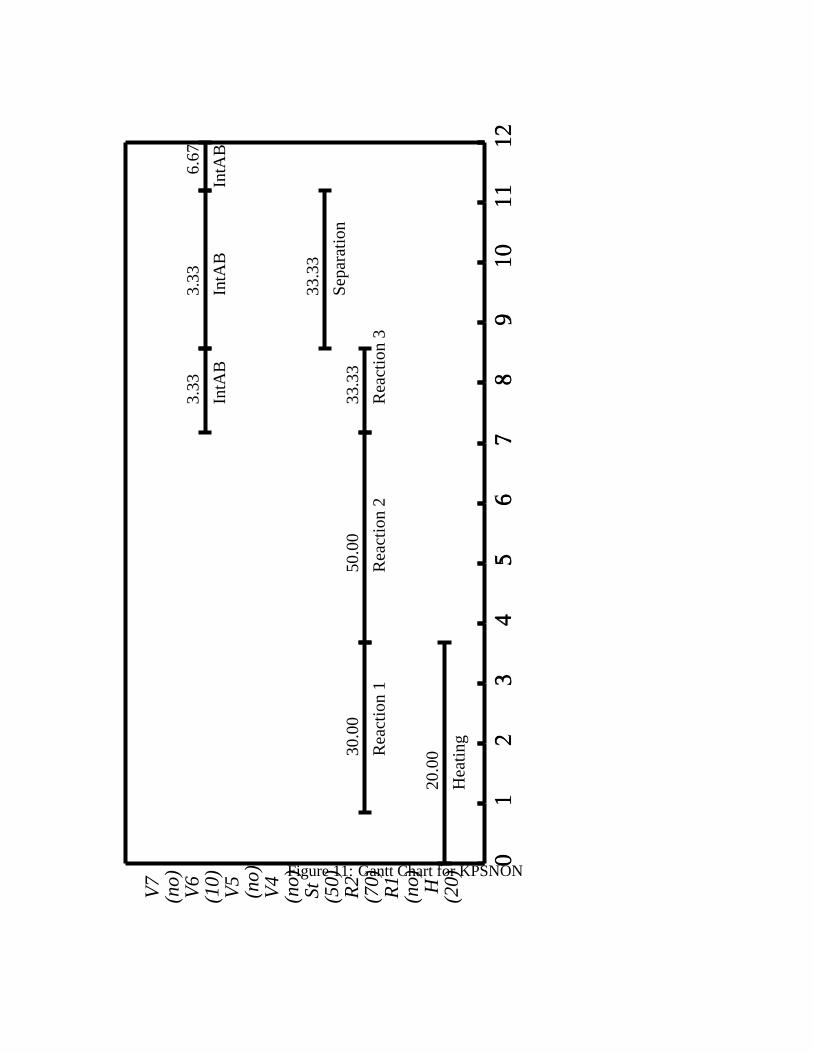
In thenonlinearcaseof KPSNON,fiveeventpointsareneededandtheresultingMINLP prob-
lem involves108 binary variables,287 continuousvariablesand722 constraints.It is solved in
7.31secondsCPUtime andthecorrespondingobjective functionvalueis � � e � ����� . Comparedto
thesolutionof KPSLIN, only onereactoris includedin theoptimalplantstructurein thiscase,as
shown in Figure9, which is dueto theincreasedcapitalcostof theotherreactor. Theoperational
scheduleobtainedis representedin Figure11.
Comparisonwith Other Approaches
Table5 shows the resultsof the proposedformulationcomparedwith the resultsfound in litera-
ture. Xia andMacchietto(1997)transformedthe formulationthey presentedinto an alternative
onewithoutgiving thenecessarydetailsof thetransformationandbasedthedatathey providedon
thetransformedone.Therefore,in additionto thereporteddata,thecorrespondingdatawe obtain
accordingto their original formulationarealsopresentedhere,which in our point of view, reflect
13
theactualsizeof their resultingmathematicalmodels.It is shown that the formulationproposed
in this paperhasthe following advantages:(i) It givesrise to a simplermixed-integeroptimiza-
tion problemmainly in termsof a smallernumberof binaryvariables.Theproposedformulation
introduces59, 48, 128 and108 binary variablesin BMFIX, BMNON, KPSLIN andKPSNON,
respectively, comparedto 124 in the first exampleand288 in the secondexamplerequiredfor
theformulationof Xia andMacchietto(1997);(ii) Theoptimalsolutionobtainedcorrespondsto a
betterobjectivefunctionvalueandconsequentlyabetterintegrateddesignandschedulingstrategy.
In BMFIX andBMNON, theproposedformulationleadsto anobjective functionvalueof 195.6
and3557.35respectively, which arelower thanthevalueof 197.23and3576.49from theformu-
lation of Xia andMacchietto(1997). In KPSLIN andKPSNON,we alsoachieve bettervalues
of 572.808and490.433comparedto 585.62and495.11;(iii) The computationaleffort required
is significantlyreduced,which makesit very promisingto solve large-scaleindustrialproblems.
It takesonly 0.4 secondsin BMFIX, 0.75 secondsin BMNON, 22.49secondsin KPSLIN and
7.31secondsin KPSNON,respectively, on a HP-C160workstation,while theformulationof Xia
andMacchietto(1997)required1821.19seconds,2998.46seconds,2407.62secondsand7849.23
seconds,respectively, onaSunUltra station-1.
Local versusGlobal Solution
It is interestingtonotethatin thenonlinearnonconvex cases,BMNON andKPSNON,thesolutions
obtainedthroughMINOPT (SchweigerandFloudas(1997)),which is a local MINLP solver, are
alsotheglobaloptimalsolutions.This is provenby solving the lower-boundingproblem,which
givesexactly thesamesolution,that is, thesameobjective functionvalue,plantstructuredesign
andoperationalschedule.Thenonlinearitycomesfrom thevariabletermsin theprocessingtime
model and capital cost model (seeConstraints(9) and the objective function (18)). When the
exponentialconstantsof theseterms,thatis,� ���
and�� �
, aregreaterthanone,thesenonlinearterms
of continuousvariablesareconvex. We cantransformthe original nonconvex MINLP problem
to a lower-boundingconvex problemby splitting the nonlinearequalityconstraint(9) into two
14

inequalityconstraintsandthenrelaxingtheconcaveonewith underestimatingtechniques(Floudas
(2000);Adjimanetal. (1998a,b))to a linearconstraintasfollows:
8 : - � � � � � /C=`8 � - � � � � � /mW � ��� 1324- � � � /XW � ��� - " #E(+*� /�n ^ Ja��� 6 - � � � � � /? � A �� � �BA ��� � � A � (19)
It is foundthatonly theconvex inequalityconstraintis active at theoptimalsolutionpoint of the
resultinglower-boundingconvex problem. In otherwords,theequalityconstraintin theoriginal
problemcanbechangedto the correspondingconvex inequalityconstraintwithout changingthe
optimalsolution,whichtransformsthemathematicalmodelfrom anonconvex problemto aconvex
oneandguaranteesautomaticallytheglobaloptimalityof thesolutionobtained.Suchfastconver-
genceto theglobaloptimalsolutionin only oneiterationis observedinfrequentlyandit represents
anexcellentelementof theproposedapproach.Thisspecialpropertyis relatedto thespecialforms
of theobjective functionandtheconstraints,andtheboundsof therelevantvariables.
6 Conclusions
In this paper, a continuous-timeformulation is proposedfor integrateddesign,synthesisand
schedulingof multipurposebatchplantsonthebasisof apreviouslypresentedshort-timeschedul-
ing model. Two computationalstudiesarepresentedto demonstratetheeffectivenessof thepro-
posedformulation.Thecomputationalresultsarecomparedwith thosein literatureandshow that
theproposedformulationresultsin smallersizeMILP/MINLP mathematicalmodelsprimarily in
termsof binaryvariablesandbetterobjective valuescanbeaccomplishedwith significantlyless
computationalefforts. An interestingpropertyconcerningthe global optimality of the solutions
obtainedin nonconvex nonlinearcasesis alsodiscussed.
15

Acknowledgments
The authorsgratefully acknowledgesupportfrom the National ScienceFoundation,the Mobil
TechnologyCompany, andElf-AtochemCompany.
References
Adjiman C., AndroulakisI., and FloudasC., 1998b,A global optimizationmethod, � bb, for
generaltwice-differentiableconstrainedNLPs - II. implementationandcomputationalresults.
Comp.Chem.Engng. 22, 1159–1179.
Adjiman C., Dallwig S., FloudasC., andNeumaierA., 1998a,A globaloptimizationmethod,�bb, for generaltwice-differentiableconstrainedNLPs - I. theoreticaladvances.Comp.Chem.
Engng. 22, 1137–1158.
Barbosa-PovoaA. andMacchiettoS.,1994,Detaileddesignof multipurposebatchplants.Comp.
Chem.Engng. 18, 1013–1042.
Birewar D. andGrossmannI., 1989,Incorporatingschedulingin theoptimaldesignof multiprod-
uctbatchplants.Comp.Chem.Engng. 13, 114–161.
FloudasC., 1995,NonlinearandMixed-Integer Optimization. OxfordUniversityPress.
FloudasC.,2000,DeterministicGlobalOptimization:Theory, MethodsandApplications. Kluwer
AcademicPublishers.
GrossmannI. andSargentR., 1979,Optimal designof multipurposechemicalplants.Ind. Eng.
Chem.ProcessDes.Dev. 18, 343–348.
IerapetritouM.G. andFloudasC.A., 1998a,Effective continuous-timeformulationfor short-term
scheduling:1. multipurposebatchprocesses.Ind. Eng. Chem.Res.37, 4341–4359.
16

IerapetritouM.G. andFloudasC.A., 1998b,Effective continuous-timeformulationfor short-term
scheduling:2. continuousandsemi-continuousprocesses.Ind.Eng. Chem.Res.37, 4360–4374.
IerapetritouM.G., Hene T.S.,andFloudasC.A., 1999,Effective continuous-timeformulationfor
short-termscheduling:3. multiple intermediateduedates.Ind. Eng. Chem.Res.38, 3446–3461.
Kondili E., PantelidesC., andSargentR., 1993,A generalalgorithmfor short-termschedulingof
batchoperations- I. MILP formulation.Comp.Chem.Engng. 17, 211–227.
Papageorgaki S. and Reklaitis G., 1990a, Optimal design of multipurpose batch pro-
cesses.1.problemformulation.Ind. Eng. Chem.Res.29, 2054–2062.
Papageorgaki S. and ReklaitisG., 1990b,Optimal designof multipurposebatchprocesses.2.a
decompositionsolutionstrategy. Ind. Eng. Chem.Res.29, 2062–2073.
PapageorgakiS.andReklaitisG.,1993,Retrofittingageneralmultipurposebatchchemicalplants.
Ind. Eng. Chem.Res.32, 345–362.
SchweigerC. andFloudasC., 1997,MINOPT: A Software Package for Mixed–Integer Nonlinear
Optimization,User’s Guide. Computer–Aided SystemsLaboratory, Dept. of ChemicalEngi-
neering,PrincetonUniversity, NJ.
SuhamiI. andMahR.,1982,Optimaldesignof multipurposebatchplants.Ind.Eng. Chem.Process
Des.Dev. 21, 94–100.
Xia Q. andMacchiettoS.,1997,Designandsynthesisof batchplants- MINLP solutionbasedon
astochasticmethod.Comp.Chem.Engng. 21, S697–S702.
ZhangX. andSargentR., 1996,The optimal operationof mixed productionfacilities - general
formulationandsomesolutionapproachesfor thesolution.Comp.Chem.Engng. 20, 897–904.
ZhangX. andSargentR., 1998,Theoptimaloperationof mixedproductionfacilities- extensions
andimprovements.Comp.Chem.Engng. 20, 1287–1295.
17

List of Figures
Figure1 State-TaskNetwork Representationfor BM Process
Figure2 PlantSuperstructurefor BM Plant
Figure3 OptimalPlantStructurefor BMFIX andBMNON
Figure4 GanttChartfor BMFIX
Figure5 GanttChartfor BMNON
Figure6 State-TaskNetwork Representationfor KPSProcess
Figure7 PlantSuperstructurefor KPSPlant
Figure8 OptimalPlantStructurefor KPSLIN
Figure9 OptimalPlantStructurefor KPSNON
Figure10 GanttChartfor KPSLIN (thevaluein parenthesisfor eachunit denotesits sizeif in-
stalled)
Figure11 Gantt Chart for KPSNON(the value in parenthesisfor eachunit denotesits size if
installed)

List of Tables
Table1 EquipmentDatafor BM Plant
Table2 MaterialDatafor BM Plant
Table3 EquipmentDatafor KPSPlant
Table4 MaterialDatafor KPSPlant
Table5 ResultsandComparisons(t: reportedbasedon transformedformulation; o: recounted
basedonoriginal formulation;*: SunUltra station-1; **: HP-C160workstation)

T1
0.6
T2
T3
0.6
S5
1.0
0.4
S2
S1
S3
S4
T4
S6
1.0
1.0
1.0
1.0
0.4
1.0
Figure1: State-TaskNetwork Representationfor BM Process

V5
V1
V2
U1a
U1b
V4
U2
V6
Figure2: PlantSuperstructurefor BM Plant

V5
V1
V2
U1a
U1b
U2
V6
Figure3: OptimalPlantStructurefor BMFIX andBMNON

01
23
45
67
89
1011
12
U1
a (
50
)T
1
19.
200
T1
48.
000
T1
48.
000
U1
b (
50
)T
2
12.
800
T2
32.
000
U2
(8
0)
T3
32.
000
T4
80.
000
T3
80.
000
V4
(N
O)
Figure4: GanttChartfor BMFIX
01
23
45
67
89
1011
12
U1
a (
50
)T
2
22.
400
U1
b (
50
)T
1
33.
600
T1
24.
000
U2
(5
6)
T3
56.
000
T4
40.
000
V4
(N
O)
Figure5: GanttChartfor BMNON

Hea
ting
Pro
duct
1
0.4
Hot
A
0.6 In
tBC
0.5
Fee
d B
0.
5
Rea
ctio
n 2
0.6
Rea
ctio
n 1
IntA
B 0.
8
Pro
duct
2
0.9
0.1
Fee
d C
Impu
re E
0.2
Sep
arat
ion
Rea
ctio
n 3
0.4
Fee
d A
Figure6: State-TaskNetwork Representationfor KPSProcess

V3
H
R2
R1
V4
V5 V
6
V7
St
V8
V9
V1
V2
Figure7: PlantSuperstructurefor KPSPlant

V9
St
V8
V1
V2
V3
H
R1
R2
V6
Figure8: OptimalPlantStructurefor KPSLIN

V9
St
V8
HV
1
V2
V3
R2
V6
Figure9: OptimalPlantStructurefor KPSNON

01
23
45
67
89
1011
12
H
(2
0)
Hea
ting
20.0
0H
eatin
g15
.56
Hea
ting
4.44
R1
(5
0)
Rea
ctio
n 1
30.0
0R
eact
ion
123
.33
Rea
ctio
n 2
38.8
9R
eact
ion
329
.17
R2
(7
0)
Rea
ctio
n 2
50.0
0R
eact
ion
337
.50
Rea
ctio
n 1
6.67
Rea
ctio
n 2
11.1
1
St
(5
0)
Sep
arat
ion
37.5
0S
epar
atio
n29
.17
V4
(n
o)
V5
(n
o)
V6
(13
.3)
IntA
B3.
75
V7
(n
o) Figure10: GanttChartfor KPSLIN
01
23
45
67
89
1011
12
H
(20
)H
eatin
g
20.0
0
R1
(no
)
R2
(70
)R
eact
ion
1
30.0
0
Rea
ctio
n 2
50.0
0
Rea
ctio
n 3
33.3
3
St
(50
)S
epar
atio
n
33.3
3
V4
(no
)
V5
(n
o)
V6
(10
)In
tAB
3.33
IntA
B
3.33
IntA
B
6.67
V7
(no
) Figure11: GanttChartfor KPSNON

Unit Capacity Suitability TaskTimeModel CostModelBMFIX BMNON BMFIX BMNON
Units1a,1b 50-150 T1, T2 }<� e }<� e�W�e � e�e � 6 ��� ��� } exW|e ��� � } e � e�W|e �&� � ��� �Unit 2 50-200 T3 � � e � � e�W|e � e U 6 ��� � ��exW U�� e�� ��e�W U�� e�� ��� �
T4 }<� e }<� e�W|e � e�e � 6 ��� �Vessel4 10-100 S4 – – U�� e�W�e ��U � U�� e�W�e ��U � ��� ���
Table1: EquipmentDatafor BM Plant
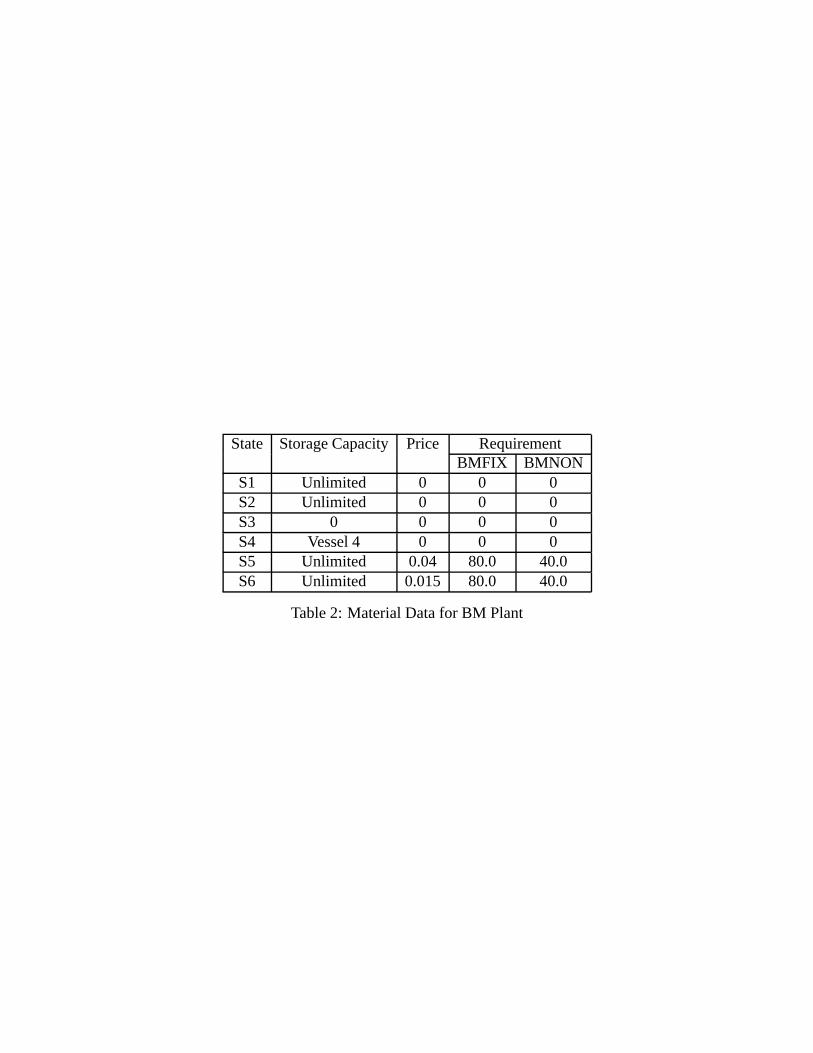
State StorageCapacity Price RequirementBMFIX BMNON
S1 Unlimited 0 0 0S2 Unlimited 0 0 0S3 0 0 0 0S4 Vessel4 0 0 0S5 Unlimited 0.04 80.0 40.0S6 Unlimited 0.015 80.0 40.0
Table2: MaterialDatafor BM Plant
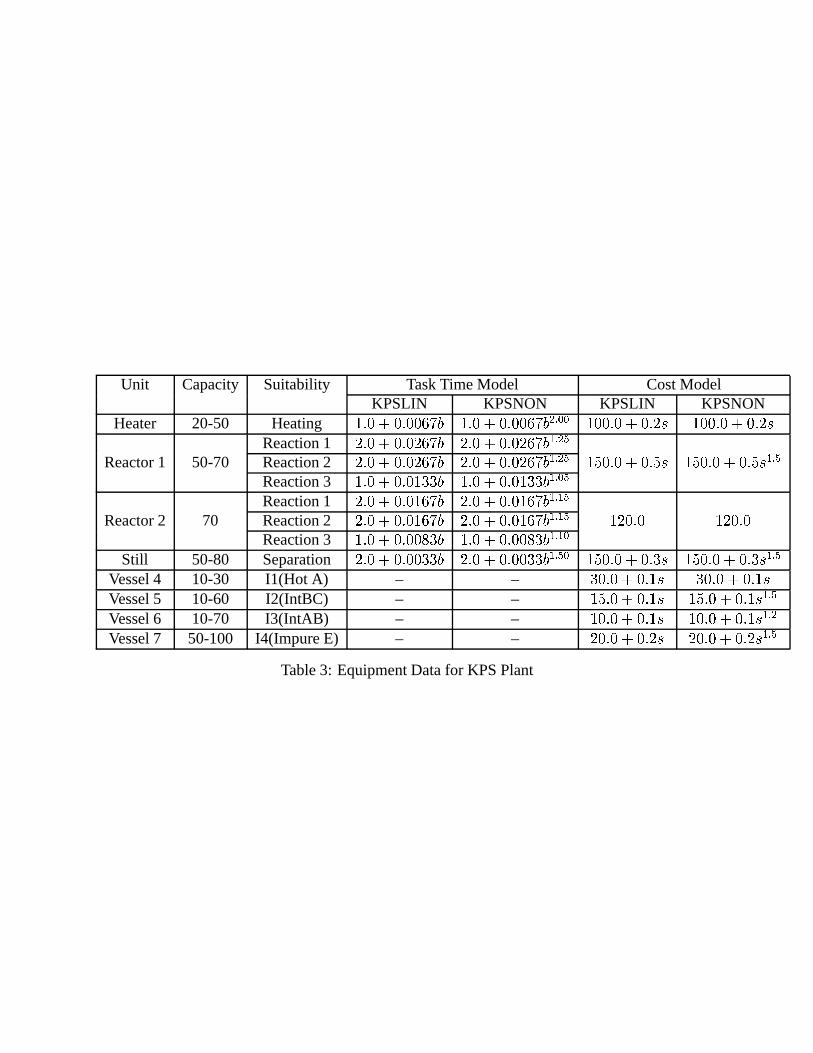
Unit Capacity Suitability TaskTimeModel CostModelKPSLIN KPSNON KPSLIN KPSNON
Heater 20-50 Heating U�� exW�e � e�e ��� 6 U�� e�W�e � e�e ��� 6 ��� ��� U e�e � exW|e ��} � U e�e � exW�e ��} �Reaction1 }<� exW�e � e }���� 6 }<� e�W�e � e }���� 6 ��� ���
Reactor1 50-70 Reaction2 }<� exW�e � e }���� 6 }<� e�W�e � e }���� 6 ��� ��� U]� e � exW|e ��� � U]� e � e�W|e �&� � ��� �Reaction3 U�� exW�e � e U ��� 6 U�� e�W�e � e U ��� 6 ��� ���Reaction1 }<� exW�e � e U��� 6 }<� e�W�e � e Ub��� 6 �����Z�
Reactor2 70 Reaction2 }<� exW�e � e U��� 6 }<� e�W�e � e Ub��� 6 �����Z� U]} e � e U]} e � eReaction3 U�� exW�e � e�e � � 6 U�� e�W�e � e�e � � 6 �����Z�
Still 50-80 Separation }<� exW�e � e�e���� 6 }<� e�W�e � e�e���� 6 ��� ��� U]� e � exW|e � ��� U]� e � e�W|e � ��� ��� �Vessel4 10-30 I1(Hot A) – – ��e � exW|e ��U � ��e � e�W�e ��U �Vessel5 10-60 I2(IntBC) – – Ub�<� exW|e ��U � U]�0� exW|e �KU � ��� �Vessel6 10-70 I3(IntAB) – – U e � exW|e ��U � U e � exW|e �KU � ��� �Vessel7 50-100 I4(ImpureE) – – } e � exW|e ��} � } e � exW|e �&} � ��� �
Table3: EquipmentDatafor KPSPlant
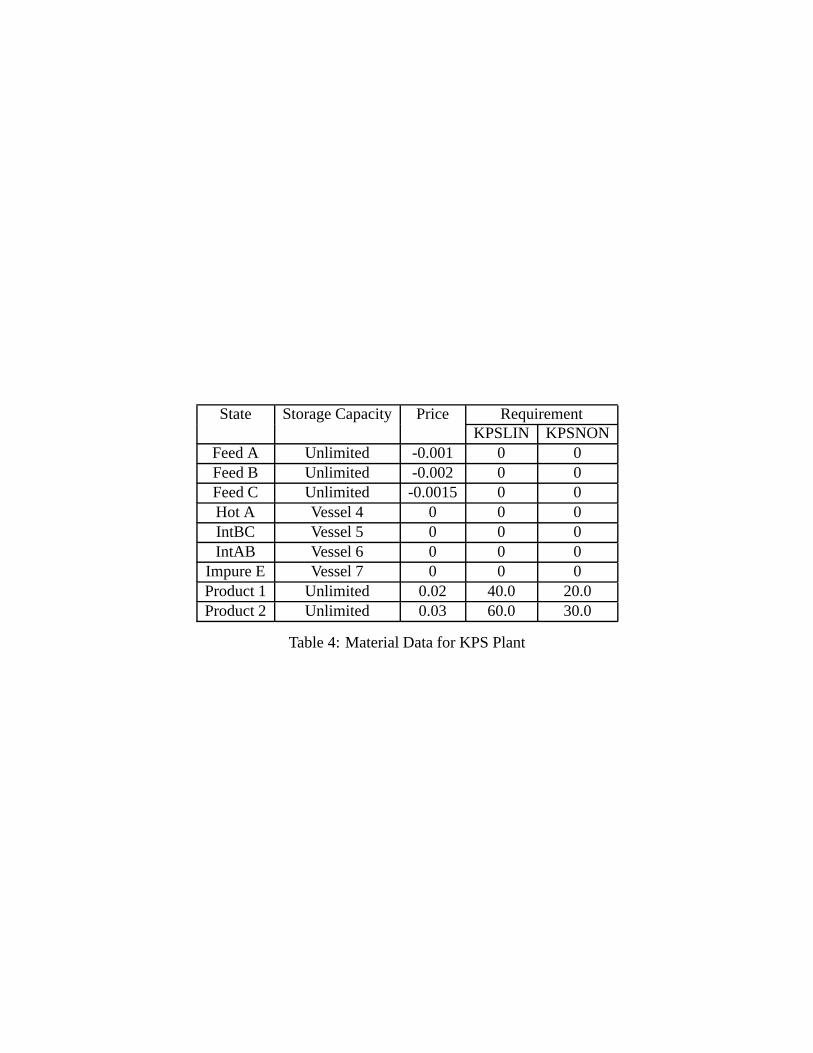
State StorageCapacity Price RequirementKPSLIN KPSNON
FeedA Unlimited -0.001 0 0FeedB Unlimited -0.002 0 0FeedC Unlimited -0.0015 0 0Hot A Vessel4 0 0 0IntBC Vessel5 0 0 0IntAB Vessel6 0 0 0
ImpureE Vessel7 0 0 0Product1 Unlimited 0.02 40.0 20.0Product2 Unlimited 0.03 60.0 30.0
Table4: MaterialDatafor KPSPlant

Cost Integer Continuous CPUCase Formulation ($ U e�� ) Variables Variable Constraints (sec)
Xia and 197.23 ��e � }�} � ��� � Ub��}<U���Ub���BMFIX Macchietto(1997) U]} ��� U e � � }�} e��
ThisWork 195.6 59 175 332 e � � ���Xia and 3576.49 ��e � }�} � ��� � }�������� � ���
BMNON Macchietto(1997) U]} � � U e � � }�} e �ThisWork 3557.35 48 142 262 e ����� ���Xia and 585.62 ��} � ��� � U]}�} � } ��e �<����} �
KPSLIN Macchietto(1997) }���� � } e U � � }�� �ThisWork 572.898 128 341 877 }�}<� � �����Xia and 495.11 ��} � ��� � U]}�} � ��� � ����} � �
KPSNON Macchietto(1997) }���� � } e U � � }�� �ThisWork 490.433 108 287 722 �<� � U ���
Table5: ResultsandComparisons(t: reportedbasedon transformedformulation;o: recountedbasedonoriginal formulation;*: SunUltra station-1; **: HP-C160workstation)

Abstract
Design,synthesisand schedulingissuesare consideredsimultaneouslyfor multipurposebatch
plants. A previously proposedcontinuous-timeformulationfor schedulingis extendedto incor-
poratedesignandsynthesis.Processingrecipesarerepresentedby theState-TaskNetwork. The
superstructureof all possibleplantdesignsis constructedaccordingto thepotentialavailability of
all processing/storageunits.Theproposedmodeltakesinto accountthetrade-offs betweencapital
costs,revenuesandoperationalflexibility . Computationalstudiesarepresentedto illustratetheef-
fectivenessof theproposedformulation.Both linearandnonlinearmodelsareincluded,resulting
in MILP andMINLP problems,respectively. TheMILP problemsaresolvedusinga branchand
boundmethod.Globallyoptimalsolutionsareobtainedfor thenonconvex MINLP problemsbased
on a key propertythatarisesdueto thespecialstructureof the involvedproblems.Comparisons
with anotherapproacharealsopresented.