designing for hot-dip galvanizing
TRANSCRIPT

DESIGNING FOR HOT-DIP GALVANIZING
FEBRUARY 21, 2017 NCSEA WEBINAR

PURPOSE OF THE SEMINAR
The purpose of this seminar is to educate architects, engineers and other specifiers about successful specification, design, inspection, and coating (paint/powder) hot-dip galvanized steel.
LEARNING OBJECTIVES
Upon seminar completion, you will be able to: Understand the need for communication throughout the design process
Identify best design practices for products to be galvanized based on ASTM specification guidelines
Conduct proper inspection and testing methods for hot-dip galvanized steel
Recognize the importance of proper surface preparation to the overall success of a duplex system
AMERICAN GALVANIZERS ASSOCIATION
Non-profit trade association established in 1933
Dedicated to serving as a unified voice and expertise in the after fabrication hot-dip galvanizing industry
Provides technical support on innovative application and technological developments in hot-dip galvanizing for corrosion protection
Free assistance for North American specifiers
Resource for our members

TOUR OF PROJECTS

WHY SPECIFY HOT-DIP GALVANIZING
Corrosion Protection
Durability
Longevity
Availability/Versatility
Aesthetics
Sustainability
Environmental
Economical

PYRAMID RESIDENTIAL BUILDING
NEW YORK, NY • 2015

7TH AVE LRT REFURBISHMENT
CALGARY, AB • 2005

METROLINA GREENHOUSES
HUNTERSVILLE, NC • 1973

HOT-DIP GALVANIZING
HOT-DIP GALVANIZING PROCESS

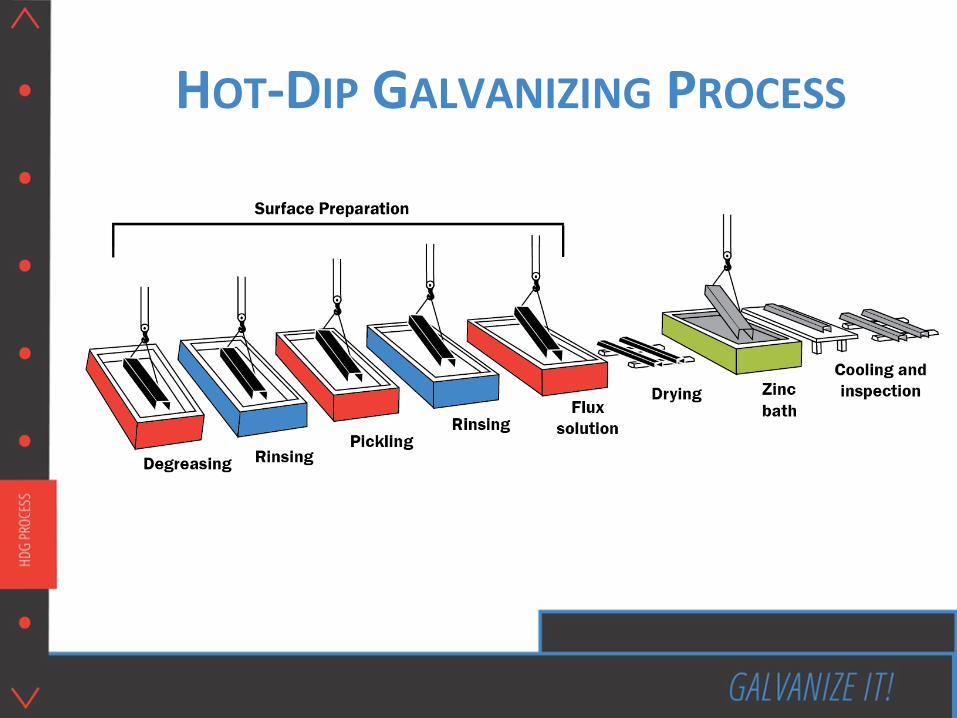
SURFACE PREPARATION
Thorough cleaning is necessary as zinc will only react with clean steel
Degreasing – removes dirt, oils, organic residue
Pickling – removes mill scale and oxides
Fluxing – Mild cleaning, provides protective layer

GALVANIZING
Steel immersed in bath of molten zinc (~830 F)
>98% pure zinc, up to 2% additives (Al, Bi, Ni)
Molten zinc reacts with iron in steel to form coating
Reaction is complete when steel reaches bath temperature

INSPECTION
Steel inspected after galvanizing to verify conformance to specs
Visual inspection to identify any surface defects
Magnetic thickness gauge to check coating thickness
Downloadable Inspection App offers a clear visual guide to surface conditions
galvanizeit.org/mobile

HDG SPECIFICATIONS

ASTM SPECIFICATIONS
ASTM A123 – iron and steel products (general)
Minimum coating thickness
Finish
Adherence
ASTM A153 – hardware
Centrifuged/spun after galvanizing
Minimum coating thickness
Finish & Adherence
ASTM A767 – rebar
Finish – no bare spots, free from sharp spikes/tears
Bend diameters
Minimum coating thickness

SUPPORTING SPECIFICATIONS PRE-GALVANIZING SPECS
FOR DESIGN ASTM A143 – Safeguarding against embrittlement
ASTM A384 – Minimizing warpage & distortion
ASTM A385 – Practices for high-quality coatings
ASTM A1068 – Life-cycle cost analysis of steel corrosion protection
POST GALVANIZING SPECS
ASTM A780 – Touch-up and repair of galvanized products
ASTM D6386 – Surface preparation for painting over galvanizing
ASTM D7803 – Surface preparation for powder coating over galvanizing

OTHER GALVANIZING STANDARDS
International Organization for Standardization
ISO1461
Canadian Standards Organization
CSA G164
American Association of State Highway and Transportation Officials
AASHTO M111
AASHTO M232

DESIGN & FABRICATION

COMMUNICATION IS KEY
Steel Chemistry & Surface Condition
Size & Shape
Process Temperature/Heat
Venting & Drainage
Welding
Threaded Parts/Connections
Post Galvanizing Deign/Use

DESIGN DATA DETAIL SOFTWARE
SDS/2 has incorporated galvanizing details
Automated vent/drain locations and sizes
Designate at set up or as each member is designed
Checks for kettle size fit, dissimilar materials, vents/drains, welds
Defaults to AISC Standards
Visit sds2.com for details

STEEL CHEMISTRY & SURFACE CONDITION

SUITABLE MATERIALS
Ferrous Metals Carbon Steel
Weathering Steel
Stainless Steel
Fasteners Centrifuged to remove excess zinc
Castings Special cleaning/design is important

STEEL CHEMISTRY

SURFACE CONDITIONS
Varying surface conditions lead to varied appearance
Old/New steel
Combining materials
Different chemistries
Rusted/pitted steels vs. new/machined surfaces
Fabrication Methods
Process needs/ time

SIZE & SHAPE

SIZE & SHAPE
Variety of sizes/shapes Average kettle is 40 feet
Many kettles 50-60 feet
Design large structures in modules or sub-units
Connect after galvanizing
Progressive dipping Oversized pieces

MATERIAL HANDLING
Overhead hoists and cranes move the steel
Chains, wires, racking systems, or perforated baskets hold the material
Lifting points where possible
Weight also an important factor

PROCESS TEMPERATURE CONCERNS

MECHANICAL PROPERTIES
HDG temperature does not change
Steel chemistry
Tensile strength
Yield strength
Bend properties
Impact properties
Micro-structure
HDG process does not “weaken” high strength steel

COLD-WORKING
Severe cold-working increases possibility of strain-age embrittlement
Heat of HDG can accelerate the affects
Keep bend radii as large as possible
At least 3x the section thickness
ASTM A143

COPE CUTS
Flame cut copes often have residual stress and rough surface
Can lead to cracking after HDG
Minimizing risk for cope cracking: Thermal treatment
Weld bead applied directly to, and extending out one inch from the cut
Cracks can be repaired after galvanizing by welding, followed by an application of zinc per one of the methods described in ASTM A780

HEATING/COOLING RATES Heat of process can relieve stresses
Can lead to distortion and warping of parts/assemblies
Common Causes of Warpage & Distortion
Inherent stresses within steel Cold working or cold rolled steel Welding before hot-dip galvanizing Asymmetrical design Thin/thick material within assembly Progressive dipping Poor drainage/venting and lifting points Long immersion time Poor laydown after galvanizing

BEST PRACTICES TO AVOID WARPAGE & DISTORTION
Communication between galvanizer, designer, and fabricator early in design process
Avoid designing assemblies with susceptibility
Follow guidelines in ASTM A384
Sheets/plates > ¼ in or 20 gage
Checkered/diamond plate
Thermal treatment after cold working
Symmetrical design
Equal or near equal thickness in assemblies
Overlapping joints
Progressive dipping

BEST PRACTICES TO AVOID WARPAGE & DISTORTION
Use temporary bracing Thin-walled items
Asymmetrical designs
Bolted connections/weld after HDG
Process Controls Perform immersions quickly and at largest possible dip angle
Skip the quench
Proper lifting and laydown techniques

VENTING & DRAINAGE

GUSSET PLATES
Cropped Corners
(preferred) Holes Close to Corners
(alternatively)

BASE PLATES

HOLLOW STRUCTURES

TANKS/ENCLOSED STRUCTURES Vent
Drain
Internal baffle

WELDING

WELDING BEFORE GALVANIZING
Two items influence the quality/appearance
Cleanliness Flux and slag must be removed by fabricator
Weld Rod Chemistry As similar to steel chemistry as possible
Silicon acts as catalyst

OVERLAPPING SURFACES
Zinc viscosity prevents it from entering gaps less than 3/32”
Cleaning solutions penetrate smaller gaps - may weep out
Complete Seal Welding Large overlap requires venting to prevent moisture trapping
Stitch-Welding with 3/32” gap

VENTING OVERLAPPING SURFACES
Overlapped Area in2 (cm2)
Steels ≤½ in. (12.75 mm) in Thickness
Steels >½ in (12.75 mm) in Thickness
Vent Holes Unwelded Area Vent Holes Unwelded Areas
under 16 (103) None None None None
16 (103) to >64 (413) One 3/8in (1 cm) 1 in (2.5 cm) None None
64 (413) to >400 (2580) One ½in (1/25 cm) 2 in (5.1 cm) One ½ in (1.25 cm) 2 in (5.1 cm)
>400 (2580) each 400 (2580)
One ¾ in (1.91 cm) 4 in (10.2 cm) One ¾ in (1.91 cm) 4 in (10.2 cm)
THREADED & MOVING PARTS

THREADED PARTS
Zinc coating pickup makes threads thicker
Leads to imperfect fit between female/male threads
Oversizing/Overtapping done to holes/nuts after galvanizing
Zinc on male thread will protect both components
AISC/ASTM have guidelines

MOVING PARTS
Must accommodate for zinc coating thickness
Radial clearance of at least 1/16” needed
Hinges – galvanized separately and assembled after
Adjacent edges should be ground to give at least 1/32” clearance
ADDITIONAL DESIGN CONSIDERATIONS

MASKING
Treating an area of the steel to prevent coating growth
Threads
Areas to be welded
Studs
Not 100% effective
Add significant labor in application and removal

MARKING
Temporary Metal/Barcode Tags
Markers
Permanent Weld Beads
Stamping
Deep Stencil
Oil-based markings should be avoided
INSPECTION
INSPECTING GALVANIZED STEEL
Specification requirements for
Coating Thickness
Adherence
Finish & Appearance
Tests are outlined for each requirement
Magnetic gauge
Stout Knife Test
Visual – naked eye
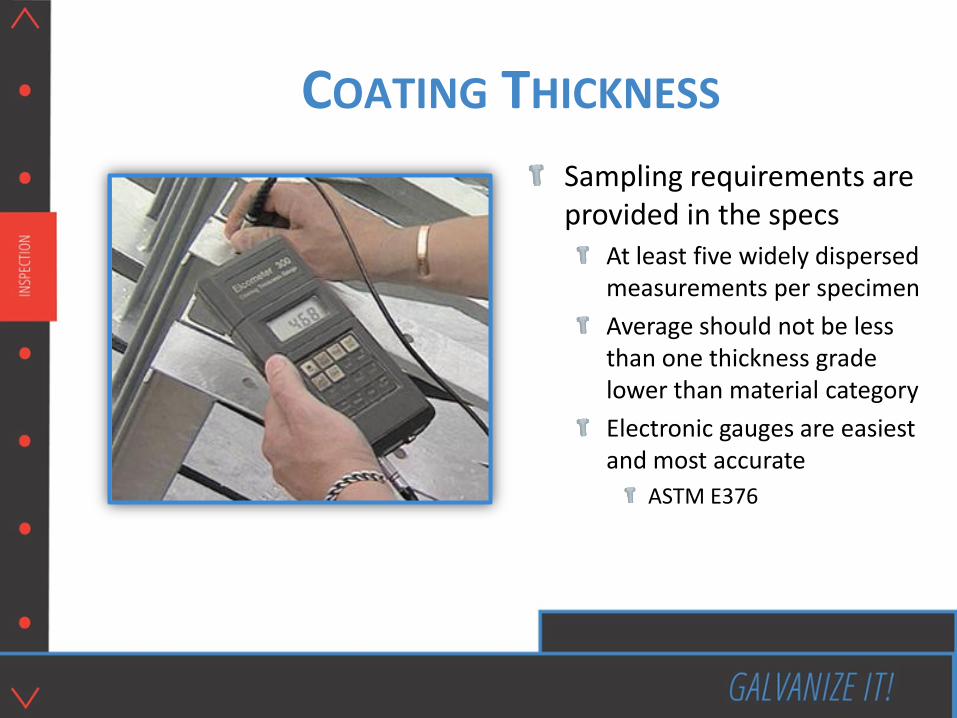
COATING THICKNESS
Sampling requirements are provided in the specs
At least five widely dispersed measurements per specimen
Average should not be less than one thickness grade lower than material category
Electronic gauges are easiest and most accurate
ASTM E376

ADHERENCE
HDG coating is metallurgically bonded to the steel at 3,600 psi
Stout knife test Not on edges/corners
Run point of knife along the surface smoothly
No gouging/whittling
Coating must not flake

FINISH & APPEARANCE
Visual inspection with naked eye
Surface imperfections may be present
Specification details what is acceptable
Intended use is key
Touch-up/repair to ASTM A780

FINISH & APPEARANCE Shiny
Spangled
Matte Gray
Shiny & Dull

NATURAL WEATHERING Photo 12/18/02
Photo 03/28/03

TOUCH-UP & REPAIR
ASTM A780 identifies acceptable forms
Zinc-based solder
Zinc-rich paint
Zinc-spray (metallizing)
Main ASTM standards A123, A153, A767 give restrictions on size
Size limits only for in-plant repair

PROPER STORAGE & HANDLING
Promote free flowing air around parts
Stack with wood spacers to avoid nesting
Avoid collection of moisture Stack at angles
Avoid stacking on the ground where vegetation and dew are found

DUPLEX SYSTEMS

WHY COAT GALVANIZED STEEL? Aesthetics
Branding/Architect preference
Identification Safety
Hostile Environment Repair/Extend life of existing HDG Economic benefit Synergistic Effect
Paint/Powder coating & HDG provide 1.5x – 2.5x sum of the systems Extends maintenance cycle of paint

PROPER PREPARATION IS KEY
Communicate intent to duplex with galvanizer
HDG goes through passivation/ weathering cycle as patina develops
Identifying surface condition is important
Preparation steps based on surface condition
ASTM D6386 – painting
ASTM D7803 – powder

SURFACE CONDITION
Painting
Newly galvanized
Partially weathered
Fully weathered
Powder Coating
Newly galvanized
Partially weathered
Free flowing air O2
Moisture from rain (dew) H2O
Free flowing air O2 + CO2
Zinc Oxide ZnO
Zinc Hydroxide Zn(OH) 2
Zinc Carbonate 2ZnCO3

PREPARING THE SURFACE
FOR PAINT
Clean the surface Bumps, runs, drips (newly and partially weathered)
Organic compounds (partially/fully weathered)
Profile the surface Newly/Partially weathered
Paint
FOR POWDER COATING
Clean the surface Bumps, runs, drips (Both)
Organic compounds (partially weathered only)
Profile the surface (both)
Bake (both)
Powder Coat
Curing the Coating

SALVADOR DALI MUSEUM
ST. PETERSBURG, FL • 2010

SUMMARY

DESIGNING FOR GALVANIZING Communication amongst all parties is key
Following best design practices from the specifications leads to best quality coatings
Inspection is simple focusing mostly on coating appearance and thickness
Duplex systems are another area for communication and surface preparation is most important to success

AGA RESOURCES www.galvanizeit.org
720.554.0900
AGA KnowledgeBase galvanizeit.org/knowledgebase
AGA Project Gallery galvanizeit.org/project-gallery
Galvanizing Insights
Technical Library

LOCATE A GALVANIZER
www.galvanizeit.org/galvanizers

QUESTIONS & COMMENTS American Galvanizers Association
www.galvanizeit.org
Seminar Evaluation galvanizeit.org/seminar-evaluation
Follow AGA on Social Media:
/galvanizeit
/American-Galvanizers-Association
American Galvanizers Association
@AGAgalvanizeit
/AGAgalvanizeit
Tweet/Post Feedback: #galvanizeit