destillation und prozesssimulation - ovgu.de · das prozeßsimulationsprogramm chemcad löst nahezu...
TRANSCRIPT

Destillation und Prozesssimulation
Autor: Dipl.-Ing. Wolfgang Schmidt Chemstations Deutschland GmbH Augustastr. 12 – D-46483 Wesel Tel.: +49-281- 33991-0 Fax: +49-281- 33991-33 www.chemstations.de
Einleitung Die Destillation, genauer als Rektifikation bezeichnet, ist ein in der chemischen und petrochemischen Industrie häufig angewandtes Verfahren zur thermischen Trennung von Mehrstoffgemischen. Die Anforderungen an die Destillation steigen ständig im Hinblick auf Reinheit und Wirtschaftlichkeit. Der rechnerische Aufwand ist bei einem Mehrstoffgemisch unter Berücksichtigung realer Phasengleichgewichte und Bodenwirkungsgrade und den gegebenen Anforderungen an die Reinheit jedoch derart groß, dass manuelle Berechnungen einerseits zu ungenau, andererseits zeitlich nicht rentabel sind. Das Prozeßsimulationsprogramm CHEMCAD löst nahezu alle Aufgabestellungen im Bereich Destillation schnell, genau und zuverlässig. Dazu gehören sowohl die kontinuierliche als auch die diskontinuierliche Destillation (Batchdestillation), sowie Kombinationen untereinander und mit anderen Unitoperations wie z.B. Reaktoren mit Recycle usw. Dabei erfolgt eine rigorose Boden zu Boden Berechnung unter Berücksichtigung der gesamten Massen- und Energiebilanzen sowie der realen Phasengleichgewichte. Shortcutberechnungen nach Fenske-Underwood-Gilliland kommen darin nicht vor. Die Ergebnisse stimmen mit der Realität sehr gut überein, so daß auf der Basis einer CHEMCAD Simulation praxisnahe Aussagen getroffen werden können. An einigen ausgewählten, typischen Anwendungen soll dies diskutiert werden.

2
1. Destillation eines Zweistoffgemisches Die Destillation eines Zweistoffgemisches lässt sich nach dem Verfahren von McCabe- Thiele auf einfache Weise grafisch oder numerisch lösen.
Abb. 1 McCabe-Thiele Diagramm Oktan-Nonan Grundlage dazu ist das Phasendiagramm wie in Abb. 1 am Beispiel Oktan-Nonan dargestellt. Man trägt dabei in dieses Diagramm sowohl die Bilanzlinien unter der vereinfachenden Annahme konstanter Verdampfungswärmen und konstanter Rückfluß- und Brüdenströme und konstruiert die Kolonnenstufen bei vorgegebener Sumpf- und Kopfkonzentration ein. Dieses Verfahren ist nur für Zweistoffgemische und kleiner Bodenzahl geeignet. Bei Mehrstoffgemischen ist die Boden zu Bodenberechnung erforderlich. Füpr Überschlagsberechnung gibt es Shortcutmethoden. Diese sind allerdings nur für ideale Mehrstoffgemisch geeignet. Unter ideal wird z.B. bei der FUG (Fenske-.Underwood-Gilliland) Methode neben schwachen Wechselwirkungen in der Flüssigkeit, d.h. alle Aktivitätskoeffizienten sind = 1, zusätzlich noch konstante Flüchtigkeit vorausgesetzt. Dies trifft aber näherungsweise nur für Alkane in einem engen Siedebereich zu. Viel häufiger als ideale Gemische sind in der Praxis solche mit nichtidealem Verhalten. Bei starker Unähnlichkeit der Stoffe und besonders bei geringem Unterscheid des Siedepunktes können Umkehrungen des Siedeverhaltens vorkommen. Aus einem Leichtsieder kann dann ein Schwersieder werden. Das ist sowohl bei Überkreuzungen der Dampfdruckkurven als auch bei der Bildung von Azeotropen der Fall.

3
Je nach Unterschiede in der chemischen Struktur der Gemische entstehen mehr oder weniger starke Wechselwirkungskräfte, so dass das Siedeverhalten nicht mehr allein vom Dampfdruck abhängig ist. Der Grund dafür kann die Polarität, das Induktionsverhalten, sowie die Dispersion sein, um nur einige zu nennen. So entsteht z.B. zwischen Wasser und vielen anderen Stoffen, welche eine OH- Gruppe besitzen, eine Wechselwirkung, die zu Azeotropen führen kann. So z.B. bei Ethanol bis hin zur Unmischbarkeiten, z.B. bei n-Butanol und höheren Alkoholen. Aber selbst gesättigte Kohlenwasserstoffe wie z.B. Benzol und Cyclohexan bilden ein Azeotrop, was auf die unterschiedlichen Elektronendichten zurückzuführen ist. Es ist daher notwendig, dass Phasengleichgewichte real, d.h. nicht-ideal zu berechnen, was den Aufwand der Destillation stark erhöht. Der Aufwand wird letztendlich manuell nicht mehr vertretbar, wenn man es, wie in der Praxis üblich, mit der Trennung von realen Mehrstoffgemischen zu tun hat. Die Destillation von Mehrstoffgemischen ist daher innerhalb angemessener Zeit nur mit komplexen Bodenberechnungen per Simulationssoftware wie z.B. CHEMCAD möglich. Betrachtet man zunächst Gemische, die kein Azeotrop bilden, dann kann man bei der überschlägigen Bildung der Mengenbilanz näherungsweise von einer Stoffverteilung gemäß der Siedelage ausgehen. Dabei unterstellt man zunächst eine ideale Trennung innerhalb der Kolonne. In der Praxis zeigt sich dann, dass diese Annahme je nach Trennleistung der Destillatskolonne (Rückflußverhältnis und Bodenzahl) abhängt und es im 50% Schnitt (Ausbeute) einen mehr oder weniger weichen Übergang geben wird. An einem Beispiel soll die Trennung eines klassischen Dreistoffgemisches, bestehend aus Benzol, Toluol, o-Xylol dargestellt werden.
1
14
2
3
Abb. 2 Destillation eines Dreistoffgemisches

4
Stream No. 11 12 14 13 Stream Name Temp C 20 80,9515 107,0509 144,0873 Pres bar 1 1 1 1 Enth MJ/h 50,857 69,501 31,024 0,039858 Vapor mass fraction 0 0 0 0 Total kg/h 300 100,0004 99,9993 100,0003 Component mass % Benzene 33,333334 93,393391 6,60628 0,000002 Toluene 33,333334 6,606609 93,366408 0,027643 O-Xylene 33,333334 0 0,027311 99,972355 Tab. 1 Ergebnisse der Destillation eines Dreistoffgemisches
Abb. 3 Kolonnenprofil der Destillation eines Dreistoffgemisches Es ist ein alter Traum, ein Mehrstoffgemisch in einer einzigen Kolonne in alle seine Einzelkomponenten so aufzutrennen, dass jeder einzelner Stoff in beliebig hoher Reinheit erhalten werden kann. Das gelingt aber nur begrenzt, ansonsten sind mehrere hintereinander verschalteten Kolonnen oder eine Batchdestillation erforderlich. In machen Fällen begnügt man sich mit der Gewinnung von Fraktionen. In diesem Beispiel wurde auf dem 5. Boden von oben eine Seitenstromentnahme als Strom 4 vorgenommen. Man erkennt leicht, dass sich im Destillat der Leichtsieder Benzol angereichert hat, während der Mittelsieder Toluol sich im Seitenstrom anreichert und der Schwersieder sich im Rückstand (Sumpf) anreichert. Eine hohe Reinheit der einzelnen Stoffe ist damit nicht erreicht. Um dies zu erreichen, müssten weitere Maßnahmen getroffen werden wie z.B. das Rücklaufverhältnis erhöhen, die

5
Bodenzahl erhöhen, die Mengen verändern, um nur einige zu nennen. Damit ist es möglich, im Destillat Benzol nahezu mit 100%iger Reinheit zu gewinnen. Dabei gilt die Regel: Je geringer die Destillatmenge, umso größer ist die Reinheit des Leichtsieders. Rücklaufverhältnis und Bodenzahl ergänzen sich gegenseitig und bilden für konstante Leichtsiederkonzentration eine Hyperbel, aus der die bekannten Shortcutfunktionen abgeleitet wurden. 2. Destillation eines Mehrstoffgemisches in Fraktionen Erdöl ist ein Naturprodukt und setzt sich aus einem breiten Spektrum überwiegend aliphatischer Kohlenwasserstoffe zusammen. Dieses Gemisch wird in Raffinerien in einer Hauptkolonne in Fraktionen aufgetrennt. Die Auftrennung in Reinstoffe ist nicht möglich und auch nach den derzeitigen Anwendungen kaum erforderlich. Am Beispiel einer fiktiven Rohöldestillation soll die Berechnung eines Mehrstoffgemisches dargestellt werden.
1
1
2
3
4
5
6
Dest.kolonn
ID 1
T -149.20 C
P 1.00 bar
W 599.57 kg/h
ID 2
T 101.46 C
P 1.00 bar
W 400.30 kg/h
ID 3
T 197.20 C
P 1.00 bar
W 300.08 kg/h
ID 4
T 257.65 C
P 1.00 bar
W 300.03 kg/h
ID 5
T 309.24 C
P 1.00 bar
W 300.01 kg/h
ID 6
T 339.15 C
P 1.00 bar
W 100.00 kg/h
ID 7
T 400.00 C
P 1.00 bar
W 2000.00 kg/h
Rohöldestillation
7
C1-C20
C5 -
Benzin
Kerosin
Diesel
Öl
Rückstand
Abb. 4 Erdölkolonne mit Seitenstromentnahme Die bekannten Fraktionen wie Benzin, Kerosin, Diesel und Öl werden im Seitenstrom entnommen. Der Grund, dass das funktioniert, liegt im Konzentrationsprofil der Kolonne.

6
Abb. 5 Konzentrationsprofil der Erdöldestillation Je nach Boden reichern sich die unterschiedlichen Stoffe auf den jeweiligen Böden an. Wenn man dort an geeigneter Stelle eine Seitenentnahme anschließt, erhält man ein Gemisch (Fraktion), in dem jeweils ein oder mehrere bestimmte Stoffe besonders angereichert sind. So ergibt sich die Zusammensetzung in der Tabelle 2.

7
Stream No. 1 2 3 4 5 6 7 Stream Name C5 - Benzin Kerosin Diesel Öl Rückstand C1-C20 Temp C -149,1994 101,4617 197,1992 257,6518 309,2416 339,1461 400 Pres bar 1 1 1 1 1 1 1 Enth MJ/h -2038,8 -807,57 -494,44 -425,91 -366,92 -111,01 -2150,2 Vapor mass fraction 0 0 0 0 0 0 1 Total kg/h 599,5748 400,2996 300,084 300,0302 300,0106 100,0009 2000 Component mass % Methane 16,678485 0 0 0 0 0 5,000001 Ethane 16,678485 0 0 0 0 0 5,000001 Propane 16,678485 0 0 0 0 0 5 N-Butane 16,678485 0 0 0 0 0 5,000001 N-Pentane 16,67514 0,005011 0 0 0 0 5,000001 N-Hexane 5,466614 16,793312 0 0 0 0 5,000001 N-Heptane 0,812163 23,764817 0,000001 0 0 0 5,000001 N-Octane 0,798468 23,785038 0,000388 0 0 0 5,000001 N-Nonane 0,795827 23,664388 0,166609 0 0 0 5,000001 N-Decane 0,794845 7,782411 21,354426 0,000041 0 0 5,000001 N-Undecane 0,794439 0,516696 31,041533 0,005909 0 0 5 N-Dodecane 0,794427 0,436143 30,634969 0,520048 0 0 5,000001 N-Tridecane 0,794339 0,419144 13,972363 17,208241 0,000257 0 5,000001 N-Tetradecane 0,794309 0,410342 0,781567 30,395052 0,018418 0 5,000001 N-Pentadecane 0,794286 0,406439 0,396191 30,207473 0,596726 0,000005 5 N-Hexadecane 0,794253 0,404514 0,354026 18,589936 12,25912 0,002143 5,000001 N-Heptadecane 0,794233 0,403492 0,336921 1,915485 28,911346 0,12763 5,000001 N-Octadecane 0,794233 0,402985 0,325981 0,477432 29,780781 1,868668 5,000001 N-Nonadecane 0,794263 0,402741 0,319943 0,358471 23,578757 20,85107 5,000001 N-Eicosane 0,794209 0,402526 0,315068 0,321921 4,854592 77,150482 5 Tabelle 2 Zusammensetzung der Fraktionen der Erdöldestillation 3. Destillation mit Seitenkolonne
Eine Verbesserung der Fraktionen kann damit erreicht werden, indem man den Seitenstrom in eine sog. Stripperkolonne leitet. Diese hat die Aufgabe, eine Schlüsselkomponente anzureichern, welche sich im Seitenstrom als Schwersieder darstellt. Die Seitenkolonne ist daher an den Boden der Hauptkolonne anzuschließen, auf dem sich die Schlüsselkomponente als Schwersieder befindet. In der Seitenkolonne befindet sich nur ein Reboiler, kein Kondensator. Sie ist verfahrenstechnisch eine Abtriebskolonne. Die Verschaltung erfolgt so, dass aus der Hauptkolonne an geeigneter Stelle ein flüssiger Seitenstrom entnommen wird, der dem Kopf der Seitenkolonne zugeführt wird. Das Seitenprodukt wird im Sumpf der Seitenkolonne abgezogen, während die Brüden der Seitenkolonne wieder der Hauptkolonne zugeführt werden. Es tritt das Phänomen auf, das bei starker Trennleistung der Seitenkolonne die schwere Schlüsselkomponente zwar angereichert wird, aber der nächste schwere Schwersieder auch. Dies führt dann zu einer Verschlechterung der Konzentration der Schlüsselkomponente.

8
2
1
2
14
5
6
3
Abb. 6 Destillation mit Seitenkolonne Stream No. 1 2 3 4 5 6 Stream Name Temp C 30 79,7887 143,7548 106,6245 104,2695 109,9368 Pres bar 1 1 1 1 1 1 Enth MJ/h 55,711 72,676 -0,27603 289,33 168,91 29,065 Vapor mass fraction 0 0 0 1 0 0 Total kg/h 300 100,0007 99,9998 400,0097 500,0096 100 Component mass % Benzene 33,333334 99,502611 0,000008 15,092272 12,185103 0,556139 Toluene 33,333334 0,497387 0,072675 84,901053 87,795001 99,37104 O-Xylene 33,333334 0 99,927312 0,006669 0,019899 0,072821 Tab. 3 Ergebnis der Destillation mit Seitenkolonne 4. Destillation mit Trennblech
Bessere Ergebnisse erhält man, wenn man statt der Seitenkolonne die Kolonne selbst mittels eines vertikalen Trennbleches in zwei eigenständige Bereiche trennt. Wesentlicher Effekt ist die Trennung des Feedstroms vom Seitenproduktstrom. Auch diese inzwischen bekannt gewordene Technik lässt sich gut mit CHEMCAD simulieren und man kommt tatsächlich zu dem Ergebnis, dass nun im Seitenprodukt der Mittelsieder nahezu als Reinstoff gewonnen werden kann. Statt dem nachträglichen Einbau des Kolonnenbleches kann auch eine vorhandene Seitenkolonne so an die Hauptkolonne angeschlossen werden, dass die gleiche Wirkung erzeugt wird.

9
1
2
3
5
1
6
101 102
Split Column
7
11
12
13
14
2
4
liq
gas
10
96
5
Stream No. 1 5 14
Name Feed
- - Overall - -
Mass flow kg/h 300.0000 100.0000 99.9993
Temp C 20.0000 110.4957 107.0509
Pres bar 1.0000 1.0000 1.0000
Vapor mole fraction 0.0000 0.0000 1.063E-005
Component mass %
Benzene 33.333334 0.010066 6.606280
Toluene 33.333334 99.956113 93.366408
O-Xylene 33.333334 0.033827 0.027311
Seitenstrom
Abb. 7 Destillation mit Trennblech als Simulation mit Seitenkolonne In dem Fall benötigt die Seitenkolonne noch nicht einmal einen Reboiler. Hier die Resultate der CHEMCAD Simulation. Stream No. 1 2 3 8 Name Feed Destillat Sumpf Seitenstrom Temp C 20 79,8178 144,0639 110,4957 Pres bar 1 1 1 1 Enth MJ/h 50,857 72,474 0,048891 28,397 Vapor mass fraction 0 0 0 0 Total kg/h 300 99,9993 100,0006 100 Component mass % Benzene 33,333334 99,754417 0 0,010057 Toluene 33,333334 0,245581 0,067783 99,956048 O-Xylene 33,333334 0 99,932218 0,033892 Tab. 4 Ergebnis mit Trennblech Am Beispiel des Gemisches aus Benzol, Toluol, o-Xylol soll der Unterschied zwischen einer Kolonne mit und ohne Trennblech gezeigt werden. Die Tabelle 5 gibt die Ergebnisse in einer einfachen Kolonne mit Seitenstrom wieder, während die Tabelle 4 die Ergebnisse in einer Trennblechkolonne darstellt. Deutlich erkennbar ist, dass die Zusammensetzung im Seitenstrom bei der Trennblechkolonne erheblich besser ausfällt.

10
Im Vergleich dazu die einfache Destillation mit Seitenkolonne Stream No. 1 2 3 8 Name Feed Destillat Sumpf Seitenstrom Temp C 20 80,9515 144,0873 107,0509 Pres bar 1 1 1 1 Enth MJ/h 50,857 69,501 0,039858 31,024 Vapor mass fraction 0 0 0 0 Total kg/h 300 100,0004 100,0003 99,9993 Component mass % Benzene 33,333334 93,393391 0,000002 6,60628 Toluene 33,333334 6,606609 0,027643 93,366408 O-Xylene 33,333334 0 99,972355 0,027311 Tab. 5 Ergebnis mit Seitenstrom 5. Azeotrop-Destillation Die meisten bekannten binären Azeotrope bilden ein Siedeminimum, erheblich weniger bekannt sind Azeotrope mit Siedemaximum. Stoffe, die ein Siedeminimum-Azeotrop bilden, lassen jeweils, je nach Zusammensetzung des Feeds, wie ein Schwersieder als Reinstoff im Sumpf gewinnen, da das Azeotrop als Leichtsieder stets am Kopf der Kolonne erscheint. Dabei ist zu beachten, dass das Azeotrop nicht exakt erhalten werden kann, da dazu ∞ viele Böden nötig wären.
Abb. 8 Phasengleichgewicht Ethanol-Wasser mit Azeotrop

11
Am Beispiel des Gemisches Ethanol-Wasser soll gezeigt werden, wie man Ethanol durch Zugabe eines Entrainers nahezu rein gewinnen kann.
2
13
1
Make-up n-C5
2
Ethanol Feed
3
5
Purge
6 Vent
7
Dry Ethanol
4
4
89
Abb. 9 Azeotropdestillation Ethanol Wasser mit Entrainer Der Entrainer hat die Aufgabe, ein ternäres Azeotrop zu bilden, welches sich nach der Kondensation in zwei flüssige Phasen aufteilt. Dabei wird die wässrige Phase ausgeschleust und die organische Phase zurückgeführt. Sie bildet dann den Rücklauf der Kolonne. Stream No. 2 5 7
Stream Name Ethanol Feed Purge
Dry Ethanol
Temp C 43,3334 67,7337 113,08 Pres bar 3,4473 3,0462 3,4472 Enth MJ/h -35460 -6941,6 -27483 Vapor mass fraction 0 0 0 Total kg/h 5389 632,2866 4766,4957 Component mass % N-Pentane 0 1,536386 0,001566 Ethanol 93,846446 46,017015 99,998415 Water 6,153547 52,446598 0,000021 Tab. 6 Ergebnisse der Azeotropdestillation Man erhält im Sumpf der Kolonne (Strom 7) hochreines Ethanol bei gleichzeitig guter Ausbeute.

12
6. Extraktivdestillation Ein weiteres Verfahren zur Trennung azeotroper binärer Gemische ist die Extraktivdestillation. Dabei wird der Destillationskolonne auf einem geeigneten oberen Boden ein Schwersieder zugesetzt, der die Eigenschaft hat, mit einem der beiden zu trennenden Stoffe eine derartige Wechselwirkung einzugehen, so dass einer beiden Stoffe als Reinstoff im Destillat erhalten werden kann. Im Falle des Gemisches Benzol-Cyclohexan hat sich dazu Anilin als geeignet dargestellt. Die Siedepunkte der beiden Stoffe liegen nur ca. 1°C auseinander, das Azeotrop liegt bei ca. 45 mol% Cyclohexan.
2
1
2
4
1
Feed
Benzol, Cyclohexan
3
Anilin5
6
4
3 7
Cyclohexan
Benzol
Anilinverluste werden nicht ausgeglichen, daher können Konvergenz- und Bilanzprobleme entstehen
Abb. 10 Extraktivdestillation Benzol-Cyclohexan mit Anilin Das Verfahren besteht aus zwei Kolonnen, in der ersten Kolonne wird auf dem 10. Boden von oben eine große Menge Anilin zugesetzt. Wenige Böden darunter erfolgt die Feedeinspeisung. Am Kopf der ersten Kolonne erhält man reines Cyclohexan, während im Sumpf das Benzol im Anilin aufgenommen und der zweiten Kolonne zugeführt wird. Dort erhält man reines Benzol als Destillat und Anilin im Sumpf, welches der ersten Kolonne erneut zugeführt wird. Wichtig dabei ist die Kühlung der jeweiligen Feedströme.

13
Stream No. 1 2 3 4 5 6 7 Stream Name Feed Cyclohexan Benzol Anilin Temp C 25 80,33 158,2748 79,7005 184,4042 25 25 Pres bar 1 1 1 1 1 1 1 Enth MJ/h -612,22 -872,15 6701,2 364,35 6864,6 3335,2 3649,5 Vapor mass fraction 0 0 0 0 0 0 0 Total kg/h 1000 500,0038 10500 499,9963 10000,0028 10000,0028 10500 Component mass % Cyclohexane 50 99,983793 0,000736 0,015459 0 0 0,000736 Benzene 50 0,016193 4,761162 99,984539 0,00003 0,00003 4,761162 Aniline 0 0,000019 95,238107 0 99,99997 99,99997 95,238107 Tab. 7 Ergebnisse der Extraktivdestillation Benzol-Cyclohexan-Anilin 7. Reaktivdestillation Kombiniert man die Destillation mit einer Reaktion und soll diese innerhalb der Kolonne durchgeführt werden, spricht man von der Reaktivdestillation. In CHEMCAD kann diese sowohl mit einem kinetischen wie auch mit einem Gleichgewichtsansatz simuliert werden. In diesem Beispiel soll Ethanol mit Essigsäure zu Ethylacetat verestert werden.
1
1
Ethanol
2
Product mix
3
Water
4
Acetic Acid
Abb. 11 Reaktivdestillation Ethanolveresterung
14
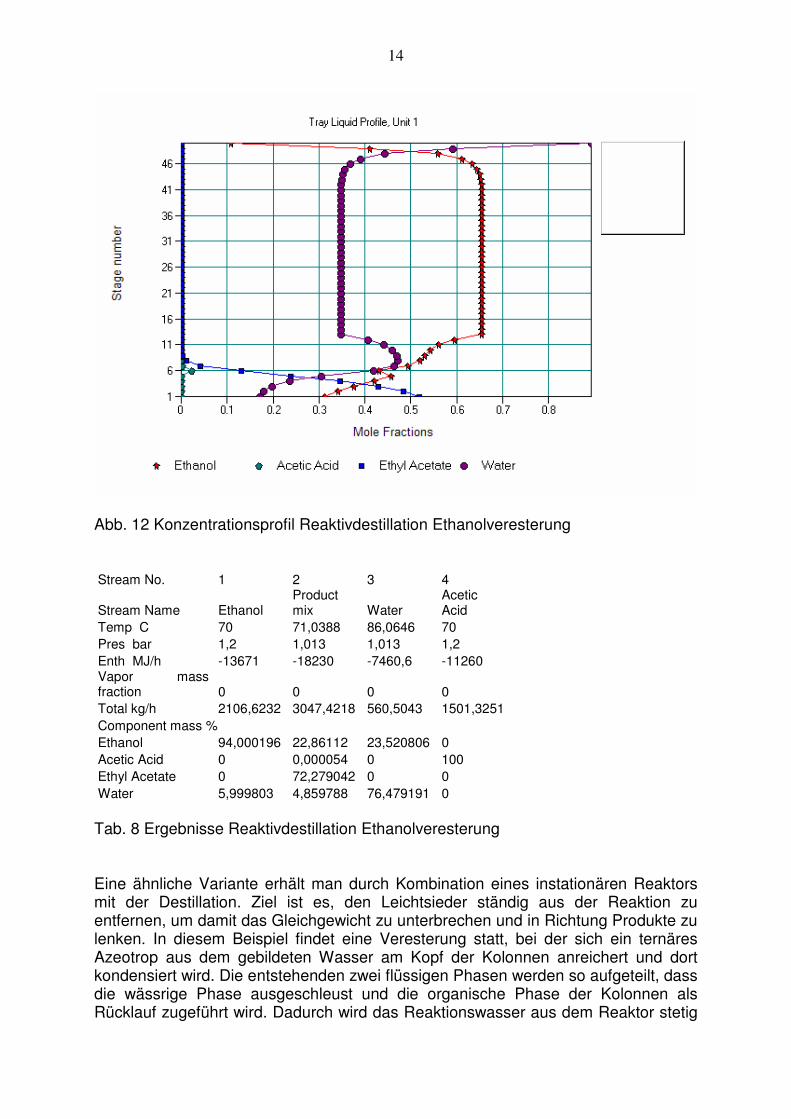
Abb. 12 Konzentrationsprofil Reaktivdestillation Ethanolveresterung Stream No. 1 2 3 4
Stream Name Ethanol Product mix Water
Acetic Acid
Temp C 70 71,0388 86,0646 70 Pres bar 1,2 1,013 1,013 1,2 Enth MJ/h -13671 -18230 -7460,6 -11260 Vapor mass fraction 0 0 0 0 Total kg/h 2106,6232 3047,4218 560,5043 1501,3251 Component mass % Ethanol 94,000196 22,86112 23,520806 0 Acetic Acid 0 0,000054 0 100 Ethyl Acetate 0 72,279042 0 0 Water 5,999803 4,859788 76,479191 0 Tab. 8 Ergebnisse Reaktivdestillation Ethanolveresterung Eine ähnliche Variante erhält man durch Kombination eines instationären Reaktors mit der Destillation. Ziel ist es, den Leichtsieder ständig aus der Reaktion zu entfernen, um damit das Gleichgewicht zu unterbrechen und in Richtung Produkte zu lenken. In diesem Beispiel findet eine Veresterung statt, bei der sich ein ternäres Azeotrop aus dem gebildeten Wasser am Kopf der Kolonnen anreichert und dort kondensiert wird. Die entstehenden zwei flüssigen Phasen werden so aufgeteilt, dass die wässrige Phase ausgeschleust und die organische Phase der Kolonnen als Rücklauf zugeführt wird. Dadurch wird das Reaktionswasser aus dem Reaktor stetig

15
entfernt. Dadurch wird die Verseifung des Esters verhindert und man erhält eine höhere Ausbeute an Ester.
1
24
3
1
710
83 4
9
6
Abb. 13 Kombination eines instationären Reaktors mit der Destillation
Abb. 14 Konzentrationsverlauf im Destillat der Kolonne Der Reaktor wird semibatch gefahren, d.h. während der Reaktion wird kontinuierlich Essigsäure zugeführt. Man erkennt in Abt. 14, dass die Esterkonzentration stetig
16
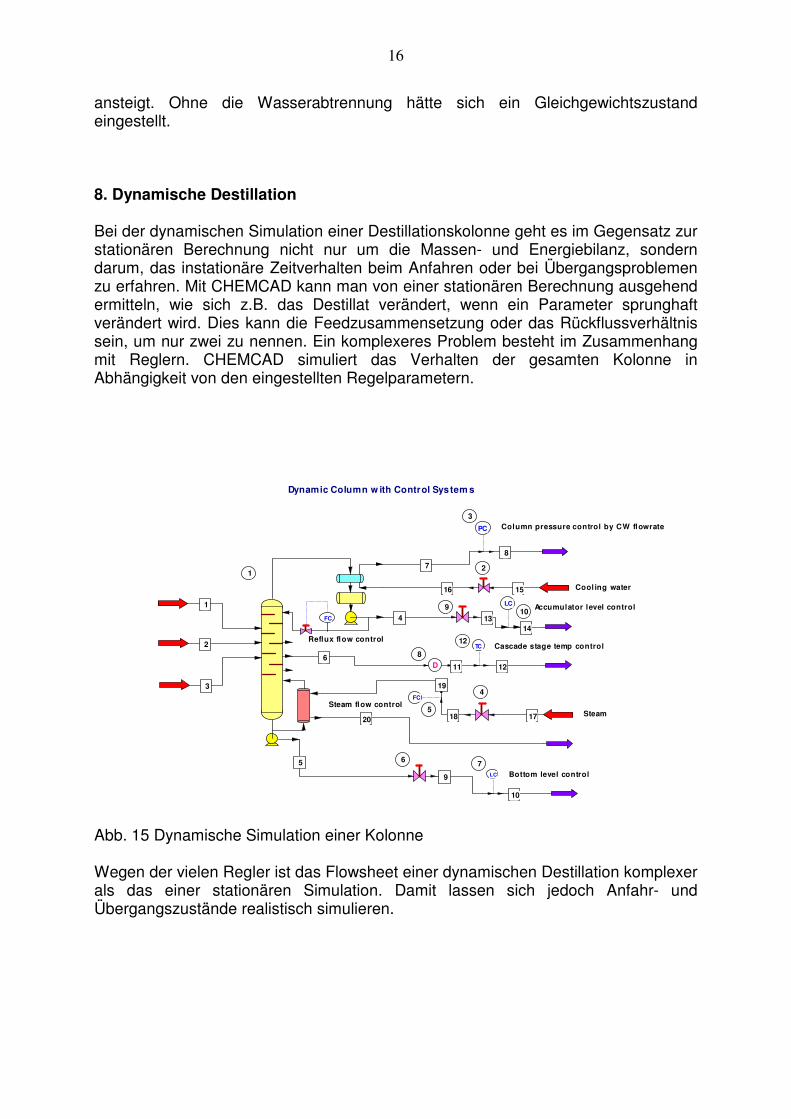
ansteigt. Ohne die Wasserabtrennung hätte sich ein Gleichgewichtszustand eingestellt. 8. Dynamische Destillation Bei der dynamischen Simulation einer Destillationskolonne geht es im Gegensatz zur stationären Berechnung nicht nur um die Massen- und Energiebilanz, sondern darum, das instationäre Zeitverhalten beim Anfahren oder bei Übergangsproblemen zu erfahren. Mit CHEMCAD kann man von einer stationären Berechnung ausgehend ermitteln, wie sich z.B. das Destillat verändert, wenn ein Parameter sprunghaft verändert wird. Dies kann die Feedzusammensetzung oder das Rückflussverhältnis sein, um nur zwei zu nennen. Ein komplexeres Problem besteht im Zusammenhang mit Reglern. CHEMCAD simuliert das Verhalten der gesamten Kolonne in Abhängigkeit von den eingestellten Regelparametern.
2
PC
3
4
6
LC
7
9 LC10
FC
5
TC12
FC
1
1
2
3
4
5
7
8
9
10
12
1314
1516
1718
19
20
Column pressure control by CW flowrate
Cool ing water
Steam
Accumulator level control
Bottom level control
Steam flow control
Cascade stage temp controlReflux flow control
Dynamic Column w ith Control System s
D
8
116
Abb. 15 Dynamische Simulation einer Kolonne Wegen der vielen Regler ist das Flowsheet einer dynamischen Destillation komplexer als das einer stationären Simulation. Damit lassen sich jedoch Anfahr- und Übergangszustände realistisch simulieren.

17
Abb. 16 Ergebnis der dynamischen Simulation der Destillatmenge Aufgrund der Regelvorgänge stellt sich beim Start der Kolonne eine Regelschwingung ein, welche in Abb. 16 dargestellt ist. Der Sollwert ist danach erst nach 250 Minuten erreicht.
Abb. 17 Ergebnis des Konzentrationsverlaufs des Destillates Die Regelschwingungen sorgen dafür, dass beim Start die Destillatmenge zunächst gering ist. Bei konstanter Rückflußmenge ergibt sich daher ein hohes Rücklaufverhältnis, welches vorübergehend zu einer großen Reinheit des Leichtsieders Azeton führt.

18
9. Absorption und Desorption Eine Absorptionskolonne lässt sich ähnlich einer Destillationskolonne berechnen, indem auf Reboiler und Kondensator verzichtet wird. Zur Desorption verwendet man eine normale Destillationskolonne. Dabei ist zu beachten, dass der Feed, der aus der Absorption kommt, mit Gas gesättigt ist. Dieses Gas wird in der Desorptionskolonne am Kopf erscheinen und u.U. nicht kondensierbar sein. Deshalb muss die Kondensation partiell erfolgen. An einem praktischen Fall, bei dem die Abluft aus einem Teertank mit einem Schwersiederöl in einer kleinen Kolonne gewaschen wurde, konnte die Luft soweit gereinigt werden, dass die Restbeladung derart verringert wurde, dass sie in einem Kohlefilter gereinigt werden konnte. In einer Desorptionskolonne wurde die Beladung als Destillat gewonnen und dem Tank wieder zugeführt sowie das Waschöl im Kreislauf geführt. Die Wahl des optimal geeigneten Waschöls konnte ebenfalls im Rahmen der Simulation ermittelt werden.
Tan k
4
WAT
5
6
3
2
1
1
Lu ft
2
Tan k
4
Ab lu ft
5
6
O elb el
8
9
Ben zol
O el
11
O el2
12
13
3
Gas Cleaning Plant
TANK
ABSORPTION
DESORPTION
Waschoi l
Clean Air
T 20.00
P 1.01
W 10000.00
T 20.00
P 1.01
W 70000.03
T 20.00
P 1.01
W 10098.78
T 10.00
P 1.01
W 5000.10
T 13.47
P 1.01
W 10001.63
T 23.18
P 1.01
W 5097.25
T 144.78
P 1.01
W 97.13
7
10
Abb. 18 Absorption und Desorption Der Tank wird hier als Flash simuliert und berechnet die maximale Beladung der Luft. Diese wird in der Absorptionskolonne gegen umlaufendes Waschöl gereinigt.

19
10. Batchdestillation Als Alternative zur kontinuierlichen Destillation gilt die diskontinuierliche Destillation (Batchdestillation) als sehr flexibel zur Trennung eines Mehrstoffgemisches. Historisch gesehen, ist diese Art der Destillation die ältere. Bereits die alten Ägypter wandten sie zur Gewinnung von Trinkwasser aus Meerwasser an. Im Mittelalter gewann man mit dieser Technik viele etherische Öle aus Pflanzen. Man verwendete dazu Retorten, also einstufige offene Destillationsapparaturen. Heute verwendet man überwiegend mehrstufige Kolonnen zur Batchdestillation. Der Vorteil der Batchdestillation besteht darin, dass man ein Mehrstoffgemisch in einer einzigen Kolonne trennen kann. Der Betrieb stellt jedoch höhere Anforderungen als bei der kontinuierlichen Destillation, da sich die Zusammensetzung des Destillats stetig ändert und gegebenenfalls Fraktionsvorlagen gewechselt werden müssen. Am Bespiel eines Gemisches aus Benzol, Toluol und o-Xylol soll das Verhalten einer Batchdestillation dargestellt werden.
Abb. 19 Konzentrationsverlauf des Destillats einer Batchdestillation Der Leichtsieder Benzol erscheint zuerst im Destillat. Danach erscheint der Mittelsieder Toluol und schließlich der Schwersieder o-Xylol. Schaltet man zum jeweils geeigneten Zeitpunkt die Vorlagenbehälter um, kann man jede Komponente in reiner Form erhalten. Zwischen diesen Umschaltvorgängen muss man allerdings Zwischenfraktionen abtrennen. Diese stellen einen Verlust dar, da sie entweder entsorgt oder der nächsten Charge zugeführt werden. Um diesen Anteil wird die nächste Charge verringert. Es gilt daher diesen Zyklus zu optimieren.

20
11. Auslegung Die Auslegung der Destillationskolonnen kann mit CHEMCAD sowohl für Packungen, Füllkörper und Böden erfolgen. Die Berechnung wird unterstützt durch eine umfangreiche Datenbank der bekanntesten Typen. 12. Stoffaustauschkolonne
Die auf den einzelnen Stufen stattfindenden Stoffaustauschvorgänge sind komplex. Für eine erste Berechnung genügt es oft, theoretische Stufen zu verwenden. In nächster Näherung schätzt man einen Stufenwirkungsgrad und ermittelt aus den theoretischen Stufen die Anzahl der praktischen Stufen. Diese Näherung ist in vielen Fällen brauchbar. Nähere Untersuchungen haben aber gezeigt, dass die einzelnen Stoffe innerhalb der Stufen jeweils unterschiedliche Wirkungsgrade haben können. Dies kann man mittels eines Wirkungsgradprofils definieren, falls entsprechende Information vorliegen. Meist sind diese Wirkungsgrade jedoch nicht bekannt. Von großem Nutzen sind daher Methoden, die diesen Wirkungsgrad automatisch, d.h. simultan zur Berechnung des Phasengleichgewichtes ermitteln. Bewährt haben sich die Methoden nach Billet-Schultes und Bravo-Rocha-Fair, welche beide in CHEMCAD verfügbar sind. Dabei wird der Gleichgewichtszustand als treibende Kraft berechnet und aus dem Konzentrationsunterschied zum vorhandenen Gemisch ein Massenstrom berechnet. Dieser ergibt es aus den Stoffübergangskoeffizienten, welche sowohl von den Diffusionskoeffizienten als auch von dem Strömungsverhältnissen und damit von den Dimensionen der Kolonneneinbauten abhängig sind. Damit ergeben sich noch bessere Übereinstimmungen mit der Praxis. 13. Methode zum Vergleich mit praktischen Ergebnissen
Die Ergebnisse der Berechnung einer Destillationskolonne mit praktischen Daten zu vergleichen, ist aus mehreren Gründen notwendig. Ein Grund kann der sein, dass aus der Praxis nicht alle Daten vorliegen, die für die Simulation notwendig sind, wie z.B. die Zahl der theoretischen Trennstufen oder dem Wirkungsgrad der Böden. Ein anderer Grund kann der sein, dass die Ergebnisse der Simulation mit denen der Praxis übereinstimmen müssen. Der Vergleich beider Daten ist aber nicht ganz unproblematisch. Während Messergebnisse grundsätzlich mit Messfehlern behaftet sind, von falschen Probenahmen mal abgesehen, hat dies zur Folge, dass die Massenbilanz nicht aufgeht, während dies bei der Simulationen nicht der Fall sein kann. Angenommen, die Ergebnisse liegen z.B. beim Destillat als Destillatmenge und als Zusammensetzung in Massen% vor. Natürlich kann man davon ausgehen, dass in beiden Fällen die Destillatmenge identisch ist. Dann hätte man lediglich die Massen%-Werte zu vergleichen und daraus Rückschlüsse zu ziehen. Aus Erfahrung kann man sagen, dass dies äußerst schwierig und unbefriedigend ist. Deshalb wurde vom Autor eine Methode entwickelt, bei der die Destillatausbeute der einzelnen Stoffe als Di/Fi ermittelt wird und über einem Trennparameter, zweckmäßigerweise dem Siedepunkt, grafisch aufgetragen wird. Di ist die Menge des Stoffes i im

21
Destillat, Fi die Menge des Stoffes i im Feed. Es ergibt sich dann eine S-Kurve, ähnlich dem RRS-Diagramm von Siebanalysen. Sowohl für die Simulation als auch für die praktische Destillationskolonne erstellt man je eine solche S-Kurve, die beide übereinstimmen sollten.
Destillatausbeute
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400
Siedepunkt °C
Di/F
i %
Abb. 20 Destillatausbeute in Abhängigkeit vom Siedepunkt der Inhaltsstoffe Abb. 20 zeigt ein solches Diagramm, welches aus einer Simulation eines N-Alkan-Gemisches mit CHEMCAD gewonnen wurde. Wenn die Destillatmengen in beiden Fällen tatsächlich übereinstimmen, müssen sich beide Kurven im 50% Punkt treffen. Wenn die Trennleistung der Kolonnen übereinstimmen, muss an derselben Stelle auch die Steigung beider Kurven übereinstimmen. Dies erreicht man durch Verändern der Trennstufenzahl in der Simulation, bzw. dem Bodenwirkungsgrad 14. Datareconciliation Die bestmögliche Anpassung von Simulationsergebnissen mit den gemessenen Daten der Anlage erreicht man dadurch, indem die Simulation Variationen an den Parametern durchführt, welche angepasst werden sollten. Die Simulation führt dann eine Optimierung durch, bei der die Zielgrößen voneinander minimal abweichen.

22
2
4
8
MEK COLM
9
1016
13
TANKAGE
14
15
ROCKSALT BED
17
7
AZEO COLM
18
3
5
19
20
21
1
SBA
4 5
CUT 3
9
11
MEK
13
14
1819
TO TREATMENT
23 24
25
26
CUT 427
OFF-GAS
1
15
CUT 2
11
CUT 1
21
29
12
22
20
8
10
3
28
16
6
6
7
2
Abb. 21 Komplexe Anlage zur Datenanpassung
Abb. 22 Mapping für Datentransfer

23
Abb. 23 Anlagendaten und Simulationsdaten in Excel Die Übereinstimmung der Simulationsdaten mit der Praxis ist in diesem Fall hervorragend. In einem anderen Fall konnten starke Eichfehler der Durchflußmessungen nachgewiesen werden. Das Verfahren kann auch zur multiplen Parametersuche und Optimierung für eine vorgegebenes Produktionsziel verwendet werden.

24
15. Berechnungsmethoden Während in den Anfängen die Destillation idealer, binärer Gemische manuell am Reißbrett und einem McCabe - Thiele Diagramm bearbeiten wurden, war dies bei einem Dreistoffgemisch nicht möglich. Für Gemische mit bis zu ca. 5 Stoffen und idealem Verhalten wurden daher numerische, iterative Boden-Boden Berechnungsverfahren entwickelt. Es war aber dazu viel Erfahrung erforderlich, weil die Konvergenz gesteuert werden mußte. Reste dieser manuellen Konvergenzsteuerung findet man heute noch in manchen Programmen. Die Berechnung beinhaltete ausschließlich die Zusammensetzung der einzelnen Stufen, nicht aber die Dimensionierung. Die ersten Computer waren in den 60er noch mit Röhren ausgestattet und wurden überwiegend für kaufmännische Berechnungen eingesetzt. Programmiert wurden diese Hitze entwickelnden Geräte mit Drahtsteckplatten. Mit Erfindung der Programmiersprache Fortran tat sich die Welt des Computers auch für auch für technische Berechnungen auf. Nun begann ein Wettlauf um die beste Konvergenz. Zunächst wurde die Destillation in Analogie zu der manuellen Berechnung mit der Boden-Boden Methode bearbeitet. In Deutschland publizierte Krupp-Koppers etwas 1970 ein Verfahren, bei dem die Kolonnenbilanz als Matrix gelöst wurde. Wegen das damit verbunden großen Rechenaufwands entwickelten sich ShortCut Methoden zur überschlägigen Berechnung von Destillatinskolonnen. Voraussetzung ist dabei allerdings, dass das Gemisch sich ideal verhält und wietere Annahmen wie konstante Stoffdaten usw. Die bekannteste Methode heißt FUG, nach Fenske- Underwood- Gilliland. Fenske leitet die minimale Bodenzahl bei unendlichem Rückflußverhältnis ab, Underwood leitet das minimale Rückflußverhältnis bei unendlicher Bodenzahl ab, Gilliland beknüpft beide. In Perry´s Chemical Engineering Handbook sind die bekanntesten rigorosen Methoden Inside-out und Simultaneous Correction (SC) Methode näher beschrieben. Während die Inside-Out Methode die Matrix in einen inneren und einen äußeren Konvergenzteil aufteilt, wird bei der SC- Methode die komplexe nicht- lineare Matrix im Ganzen gelöst. Die Inside-Out Methode konvergiert gut und schnell, wenn die Matrix nur wenig von einer linearen Matrix abweicht. Dies ist insbesondere bei Gemischen aus gesättigten aliphatischen Kohlenwasserstoffen der Fall, d.h. in guter Näherung also bei Erdölprodukten. Die Inside- Out Methode wird in der Towr-Kolonne sowie in der Towr-Plus angeboten. Bei Towr-Plus findet man alle typischen Parameter wie sie bei einer Erdölkolonne üblich sind, z.B. integrierte Seitenkolonne, Pump-Around, Wärmeaustauscher usw. Für Gemische, die sich nicht - ideal verhalten und z.B. Azeotrope bilden, ist die SC Methode geeignet, gleichwohl benötigt sie aber erheblich mehr Zeit. Diese Methode wurde in CHEMCAD in der SCDS Kolonne zu einer großen Leistungsfähigkeit ausgebaut.

25
Die SCDS Kolonne vermag heute nicht nur normale und azeotrope Destillationen zu berechnen, sondern auch Entmischung, chemische Reaktionen, Elektrolyte und Massentransfer, natürlich mit mehreren Feedeinspeisungen und mehreren Seitenströmen. Die Zahl der Stoffe im Gemisch und die der Böden darf bis zu 200 betragen. In der chemischen Industrie wird daher überwiegend die SCDS Kolonne eingesetzt, da sich damit alle Destillationsaufgabe gut bearbeiten lassen. 16. Dimensionierung Die erste Stufe einer Destillationsberechnung ist immer die Massenbilanz. Schließlich will man wissen, welches Produkt man erhält und wie viele Böden (Stufen) dazu notwendig sind. Die Dimensionierung der Kolonne unterscheidet sich danach, ob die Kolonne mit Böden oder Packungen (packing) ausgestattet ist. Im Sinne des in USA gebräuchlichen Begriffs packing unterscheidet man dabei nach geordneten (struktured) packings und ungeordneten (random) packings. Letztere werden im deutschen Sprachraum Füllkörper genannt. Kolonnenböden unterscheiden sich danach, auf welche Art die Brüden den Kolonnenboden durchdringen. Enthält der Boden nur Bohrungen, handelt es sich einen Siebboden, ist die Bohrung mit einer sich hebenden Kappe abgedeckt, handelt es sich um einen Ventilboden, befindet sich über jeder Bohrung eine Kappe mit seitlichen Schlitzen spricht man vom Glockenboden. In jedem Fall hat jeder Boden einen gewissen Flüssigkeitsstand, den die Brüden durchdringen müssen. Dieser Stand wird durch die Wehrhöhe bestimmt und ist zum intensiven Stoffaustausch unbedingt erforderlich. Der Stoffaustausch findet an der Grenzfläche der Gasblasen statt und hängt von der Dauer der Kontaktzeit ab, d.h. wie lange die Gasblasen sich in der Flüssigkeit befinden. Packungen verzichten auf einen Flüssigkeitsstand. Stattdessen strömen sich die Brüden und der Rücklauf entgegen. Der Stoffaustausch findet an dieser Grenzfläche statt. Diese ist in etwa die Oberfläche der Packung. Man versucht daher, diese so groß wie möglich zu gestalten bei möglichst geringer Packungshöhe. Man spricht daher von der spezifischen Oberfläche [m²/m³]. Außerdem haben Packungen stets einen geringeren Druckverlust als Böden, der statische Druckverlust ist theoretisch gar nicht vorhanden. Die Methoden der Kolonnendimensionierungen sind meist halbempirisch. Sie unterscheiden sich daher je nach Produkt und Hersteller. Einige bekannte Methoden sind in CHEMCAD vorhanden, so z.B. die Methoden nach Glitsch-Koch, Fair und Billet-Schultes. Facit: Die hier dargestellte Auswahl der Destillation umfasst bei weitem nicht alle Anwendungen, die man mit CHEMCAD ´bearbeiten kann. Da wäre noch zu nennen die Gaswäsche, das Strippen, Elektrolytbehandlung, Biodieselgewinnung, Kältekreislauf mit NH3, Trennung von Azeotropen mit Hilfe von Zumischungen oder Entrainern. Viele mit CHEMCAD durchgeführten Berechnung werden in der Industrie relativ leicht in die Praxis umgesetzt.

26
Vortrag zum 10. Triesdorfer Umwelttag – Symposium „Neue Wege in der Destillationstechnik“ 14.6.07. \\Chemstation\store\pdf Dokumente\Destillation\Destillation.doc