development of coating materials from liquid wax esters ... · development of coating materials...
TRANSCRIPT

Development of coating materials from liquid wax estersfor wood top-based coating
Mohd Basyaruddin Abdul Rahman, Noraini Abdul Ghani,
Nik Ghazali Nik Salleh, Mahiran Basri,
Raja Noor Zaliha Abdul Rahman, Abu Bakar Salleh
� ACA and OCCA 2010
Abstract Of late, UV-curable products are gainingattention in the wood industry because of the effec-tiveness and efficiency of this method. UV-curablesurface coatings are widely used because of theirexcellent properties and because they are environmen-tally friendly products. In this study, immobilizedCandida antarctica lipase B was used to catalyzeformation of liquid wax esters, such as adipate esters,via a solvent-free process. The adipate esters formedwere then used as UV-curable reactants in the woodcoating formulations, consisting of epoxy acrylate,additives, and a photoinitiator. The performance ofthe products was evaluated by coating them onto glasstiles (using gel content, hardness, and scratch resis-tance tests) and wood panels (using adhesion, impact,and heat resistance tests). The coated film from thisformulation performed well during the evaluationtests. The gel content exhibited more than 90%polymerization, while the pendulum hardness gave avalue of 55.25%. Both analyses were significant indetermining the effect of irradiation cycles. A scratchtest was also carried out to verify the resistance of thecoating. The maximum weight load which can beresisted by the wax esters formulation is 4.5 N.
Keywords Adipate esters, Liquid wax esters,Coating formulation, Radiation curing, Wood coating
Introduction
Various protective and decorative finishes such aspaints, varnishes, and lacquers can be used to protectwooden materials from undesirable elements such asinvisible light, ultraviolet light, oxygen, heat, humidityand water, biological attack, and air pollutants. Almostall woods used for furniture and floorings are surface-coated. Clear or transparent coatings which allowthe aesthetic and natural features of the wood (colorand texture) to remain visible are attracting world-wide interest, especially in Asia, Europe, and NorthAmerica.
More than 95% of exterior wood coatings areapplied as a liquid with a solvent carrier for thecoating ingredients in thermal curing1 or using radia-tion technology without a carrier. The radiation tech-nology offers a broad range of final properties, andallows for variation in formulation and different curingconditions, compared to conventional curing. Recently,there has been a strong and increasing demand forscratch- and abrasion-resistant coating materials thatcan be applied on various substrates. Available coatingmaterials are still vulnerable to scratching and havepoor abrasion properties, thus spurring a lot ofresearch interest in this area.2 In order to improvescratch and abrasion resistance of surfaces, radiationcuring coatings have been utilized widely. Generally,coating formulations cured using a radiation UV-curing technology contain functionalized oligomers,reactive monomers, and a photoinitiator.
At present, most formulations of radiation coatingcontain oligomers and monomers from acrylateesters.3–6 However, the acrylate ester used is hazardousand toxic; hence, there is a need for it to be replaced.
M. B. Abdul Rahman (&), N. Abdul Ghani,M. BasriDepartment of Chemistry, Faculty of Science, UniversitiPutra Malaysia, 43400 UPM Serdang, Selangor, Malaysiae-mail: [email protected]
N. G. N. SallehMalaysia Nuclear Agency, Bangi, 43000 Kajang, Selangor,Malaysia
M. B. Abdul Rahman, M. Basri, R. N. Z. Abdul Rahman,A. B. SallehLaboratory of Industrial Biotechnology, Institute ofBioscience, Universiti Putra Malaysia, 43400 UPM Serdang,Selangor, Malaysia
J. Coat. Technol. Res., 8 (2) 229–236, 2011
DOI 10.1007/s11998-010-9291-0
229
The study in this paper focuses on a new radiationcoating formulation from adipate ester as monomer,which has less toxicity.7 However, epoxy acrylate asoligomer has been used in formulations. Currently,there is a strong interest in developing waxes to serveas an ingredient in coatings for wooden surfaces, withminimum pollutants and with substrates from renew-able resources. The use of palm-based wax esters isattractive, since they are nonhazardous compoundswith good biodegradability.8
An enzymatic process was employed for the pro-duction of adipate esters for use in wood-coatingformulations. Most of today’s commercial enzymaticprocesses have a variety of positive characteristics,such as high productivity and a lack of undesirableby-products. Lipase-catalyzed reactions are superior toconventional chemical methods owing to the enzyme’stypical selectivity and the moderate temperature andpressure needed to produce high purity products.9–11
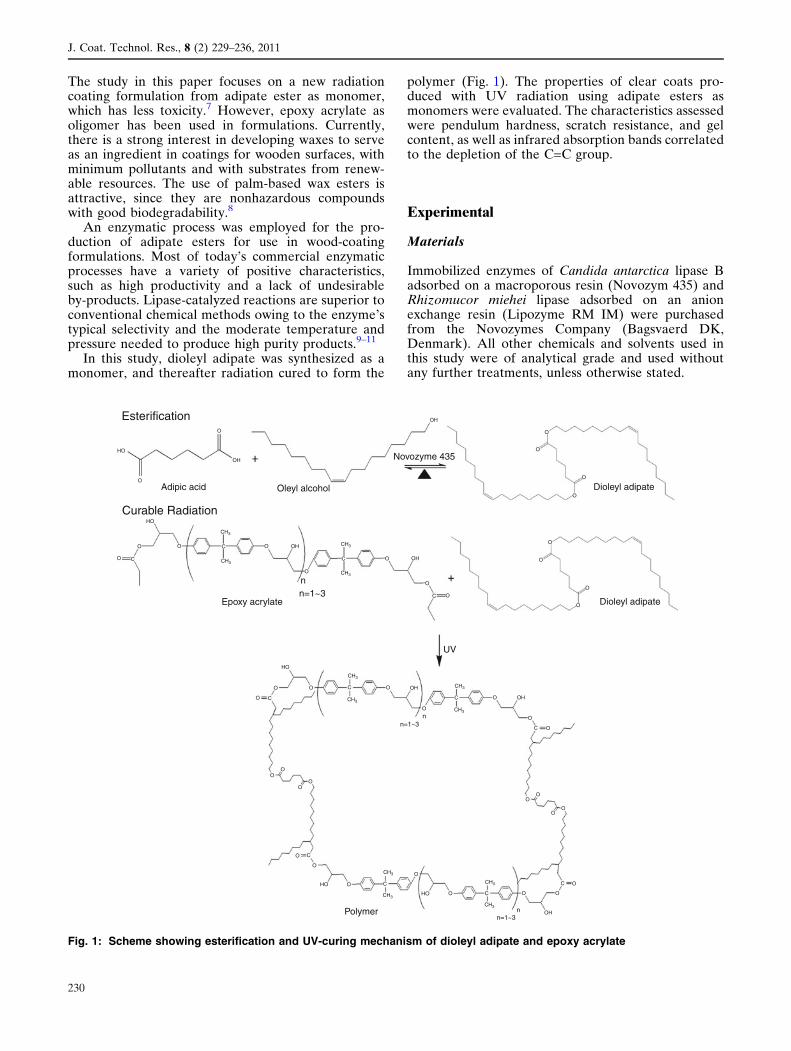
In this study, dioleyl adipate was synthesized as amonomer, and thereafter radiation cured to form the
polymer (Fig. 1). The properties of clear coats pro-duced with UV radiation using adipate esters asmonomers were evaluated. The characteristics assessedwere pendulum hardness, scratch resistance, and gelcontent, as well as infrared absorption bands correlatedto the depletion of the C=C group.
Experimental
Materials
Immobilized enzymes of Candida antarctica lipase Badsorbed on a macroporous resin (Novozym 435) andRhizomucor miehei lipase adsorbed on an anionexchange resin (Lipozyme RM IM) were purchasedfrom the Novozymes Company (Bagsvaerd DK,Denmark). All other chemicals and solvents used inthis study were of analytical grade and used withoutany further treatments, unless otherwise stated.
Esterification
Curable Radiation
Epoxy acrylate
Polymer
Oleyl alcoholAdipic acidO
O
HO
OH
OH
O
O
O
O
O
O
O
O
O
O
OC
C
C
C
O
OH
HO
OOO
n
n
n=1~3
n=1~3
nn=1~3
CH3
CH3
CH3
CH3
CH3
C
CH3
CH3
C
C
CH3
CH3C
C
O
O
O
OO
OO
O
O O O
O
O
O
C O
OO
OO
OH
OH
HO
C
O
O
O O
O
OH
HO
HO CH3
CH3
CH3OH
C
O
Novozyme 435
Dioleyl adipate
Dioleyl adipate
UV
Fig. 1: Scheme showing esterification and UV-curing mechanism of dioleyl adipate and epoxy acrylate
J. Coat. Technol. Res., 8 (2) 229–236, 2011
230

Esterification assay
Screenings of 15 wax esters (C30–C46) from severalacids and fatty alcohols (C6, C12, C14, C16, C18, andC20) have been done in this study (unpublished data).In addition, the existence of a vinyl group in thesubstrates was observed to provide the best ester as acoating ingredient. From the screening, two wax esterswere selected for further use in the coating formula-tion: namely, dioleyl adipate and dilauryl adipate,based on high yield and long chain length. Theenzymatic esterification reaction, which consisted ofhexane (5.0 mL), oleyl alcohol or lauryl alcohol(4.0 mmol), adipic acid (2.0 mmol), and immobilizedenzyme (0.30 g), was incubated at 50�C for an hourwith continuous shaking at 150 rpm. The reaction wasterminated by dilution with 3.50 mL of ethanol:acetone (50:50 v/v), and the remaining free fatty acidsin the reaction mixture were determined by titrationwith 0.15 M NaOH using an autotitrator (MetrohmAnalysis, Switzerland) to an end point of pH 10. Theactivity of lipase for each reaction was expressed as apercentage of converted acid. All experiments weredone in triplicate, and control experiments werecarried out without enzymes. The percentage ofconversion can be calculated based on the followingequation:
Percentage of conversion %ð Þ ¼ Vcontrol �Vsample
Vcontrol� 100
where Vcontrol is the volume of 0.1 M NaOH needed totitrate the control and Vsample is the volume of 0.1 MNaOH needed to titrate the sample.
Formulation of wood coating
Oligomer and reactive diluents were mixed in differentproportions (Formulations 1–9) with continuous stir-ring for 30 min using Ika Werke RW16. The homog-enous mixture was used for top-based coating. Later, aphotoinitiator, Doracur 1173, was added into themixture. These formulations were applied onto glasstiles of desired sizes using a bar coater (150 lm). Thecoated samples were irradiated using a UV curingconveyor system (IST Strahlentechnik GmbH,Germany), 20 W for each cycle, with 16 cycles.
A surfactant was introduced as an emulsifier toachieve a homogenous mixture. The experiment wascarried out using Formulation 1 (87% oligomer, 10%reactive diluents, and 3% photoinitiator) as describedabove, with the addition of surfactants. The surfactantsthat were used were series of Span (20 and 40), Tween(20, 40, 60, 80, and 85), and Brij (30 and 93). Later,Formulation 1 containing the different surfactants,which will be referred to as Formulation 10–17 here-after, was stirred to achieve a homogenous mixture at2000 rpm for 30 min. Then the mixture was appliedonto glass tiles and underwent irradiation, as previously
described. In this stage, the clear film coat must beformed, since the goal is to make a wood top-basedcoating. Finally, pentaerythritol triacrylate (PETIA)was added in Formulation 19 to increase the filmhardness. Meanwhile, dioleyl adipate in Formulation 20was replaced by dilauryl adipate to observe the effectsof different adipate esters (double-bond existence).
Mechanical properties
The mechanical properties of the cured formulationswere examined by testing their performance on glasstiles and wood panels. Formulations 19 and 20 werecured on glass tiles and analyzed using standard char-acterizations, including pendulum hardness, scratchtesting, and gel extraction. Formulation 19 exhibitedbetter performance and was therefore subjected tofurther testing, including adhesion tests (ASTMD4541-85 and ASTM D3359-97), an impact test (BS3962: Part 6: 1980), and a heat resistance test (BS 3962:Part 3: 1983).
Performance test on glass tiles
PENDULUM HARDNESS: A pendulum hardness tester(Byk, Switzerland) was used to measure the hardnessof the coating. Hardness is measured as resistance to amechanical force, such as pressure, rubbing, or scratch-ing of a coating sample, compared to the hardness of astandard glass plate. Previously, hardness was mea-sured by a conventional test using pencils of variousdegrees of hardness drawn over the coating surface todetermine which pencil caused an indentation. Twomethods can be applied to assess pendulum hardness,the Koenig and the Persoz methods.
In this research, the Koenig method was applied, inwhich oscillation was counted if it ranged between 6�and 3� according to DIN 53157. A Koenig pendulumhardness tester was used to monitor the surface hard-ness of the cured film during UV curing. After UVexposure, the pendulum hardness of the UV-cured filmsurface was measured with respect to the pendulumoscillation time.
The result is expressed as a hardness percentagegiven by:
Pendulum hardness ð%Þ
¼ No:of oscillation for sample
No. of oscillation for standard glass� 100
SCRATCH RESISTANCE: The scratch resistance of thecoating film was measured by a scratch tester (Erichsen413, Germany) according to DIN 53799. The maximumweight load at which the coating would penetrate wasdetermined using a diamond tip at a 90� angle. Theweight load varied from 0.5 to 10 N. A needle tip wasused to scratch the surface of the cured coatings on the
J. Coat. Technol. Res., 8 (2) 229–236, 2011
231
glass tiles. Since scratch marks cannot be observedusing the naked eye, an Olympus BH II microscopewas used for their detection. A scratch would producea clear line, which meant the weight load needed to beincreased. The last weight load which produced adiscontinuous line (fishbone) would be the limit formaximum weight load. Thus, the load before thefishbone was formed would be recorded as themaximum scratch resistance.
Performance test on wood panels
ADHESION: Evaluation of the adhesion resistance wasperformed in two ways, according to ASTM D4541-85(pull-off adhesion) and ASTM D3359-97 (cross-cutadhesion). In the pull-off adhesion test, a pressure-sensitive adhesive tape was applied over the grids onthe coated surface. The tape was peeled away rapidlyfrom the surface by seizing the free end and pulling atan angle close to 180� within 2 min of application. Thegrids were inspected for removal of coating. Coatingadhesion was qualitatively determined from theseverity of the lift-up.
In the other method, the adhesion properties of thecured films were evaluated by a cross-cut adhesion test.In this test, parallel cuts were made on the coating intwo directions to form a series of small squares,1.25 mm on a side. An adhesive tape was applied tothe cross-cuts, rolled at the site to assure goodadhesion, and then removed with a force perpendicularto the coated substrate. The number of squaresremoved gives the numerical value of the adhesiveness.
IMPACT RESISTANCE: The impact resistance wasevaluated by dropping a 900 g hardened steel ballonto the test sample from a height of 2 m, according tothe BS 3962: Part 6: 1980 specification. The tests werecarried out with the uncoated side of the panels facingthe falling weight. After testing, the coated film wasexamined for signs of cracking, flaking, and detach-ment from the substrate.
HEAT RESISTANCE: The resistance to heat of thecoated wood was assessed in two ways, as measuredby the highest temperature sustained and by the timeduration of exposure to a temperature endured by theformulation coating. The test was carried out accordingto the BS 3962: Part 3: 1983 specification. The heat-treated wood surface was examined, and the failure ofthe coating was evaluated by color change, chalking,blistering, and cracking.
Gel content
A Soxhlet extractor was used to remove unreactedmaterials inside a coating film, leaving behind thecured polymeric film. All the remaining residue is the
gel content of the film. A higher gel content meansmore crosslinking took place. Gel content was deter-mined by measuring the weight loss of the sample afterextraction with acetone for 10 h at 60�C. Cured filmsfor different UV radiation exposures were peeled offfrom the glass tile and weighed to obtain the initialweight. Then the films were extracted using the Soxhletextractor. Later, all the cured films were dried invacuum and weighed to estimate the gel content usingthe following formula3:
Gel content ð%Þ ¼Weight after extraction
Initial weight� 100
Fourier transform infrared (FTIR)
Fourier transform infrared spectroscopy (FTIR) wasperformed on a FTIR spectrophotometer (Perkin-Elmer Model 1650). This analysis was carried out inorder to characterize the coating composition and toestimate the polymerization reaction which occurredby the qualitative existence of the C=C group beforeand after radiation curing. Formulations 19 and 20before radiation (gel formation) were prepared usingthe NaCl discs technique. FTIR spectra samples wereobtained in the range of 4000–400 cm�1. Meanwhile,the FTIR film technique was used to analyze the curedfilm samples.
Results and discussions
Esterification assay
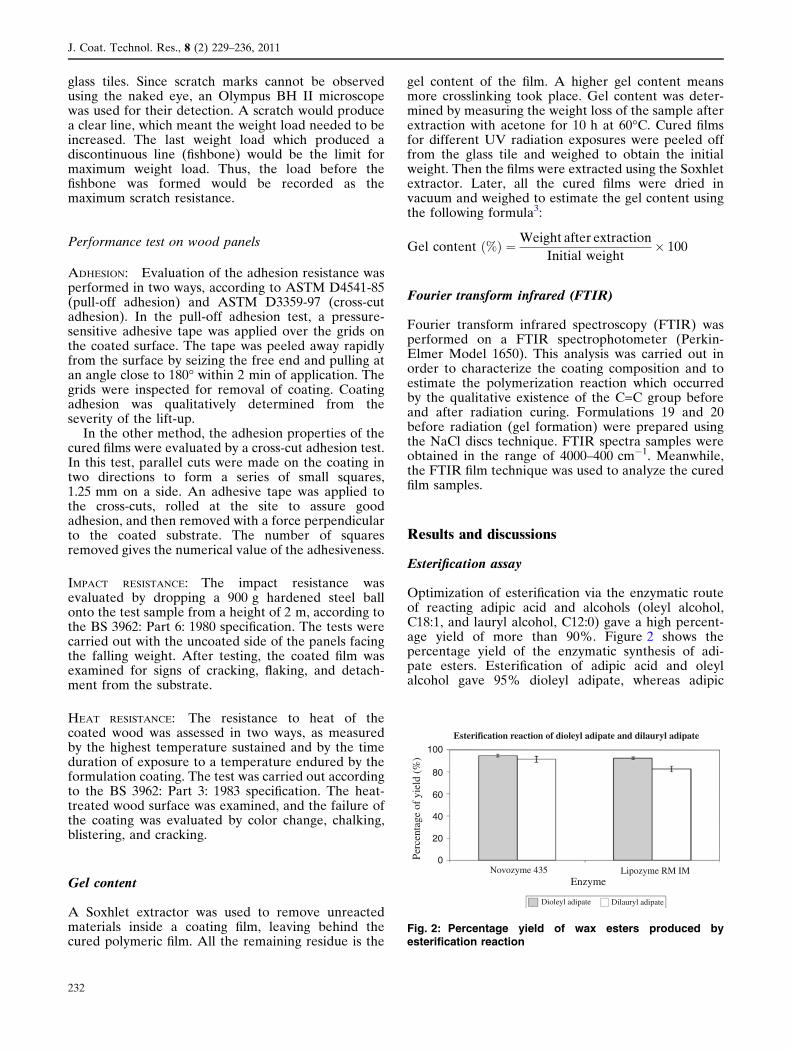
Optimization of esterification via the enzymatic routeof reacting adipic acid and alcohols (oleyl alcohol,C18:1, and lauryl alcohol, C12:0) gave a high percent-age yield of more than 90%. Figure 2 shows thepercentage yield of the enzymatic synthesis of adi-pate esters. Esterification of adipic acid and oleylalcohol gave 95% dioleyl adipate, whereas adipic
0
20
40
60
80
100
Novozyme 435
Esterification reaction of dioleyl adipate and dilauryl adipate
Dioleyl adipate Dilauryl adipate
Enzyme
Perc
enta
ge o
f yi
eld
(%)
Lipozyme RM IM
Fig. 2: Percentage yield of wax esters produced byesterification reaction
J. Coat. Technol. Res., 8 (2) 229–236, 2011
232

acid and lauryl alcohol with dilauryl adipate produced91%.
Abdul Rahman et al.9 did a study on esterification ofshort chain adipate esters by immobilized lipase.Candida rugosa immobilized onto layered doublehydroxides (LDHs) was used in enzymatic esterifica-tion, which produced up to an 80% yield. In this study,Novozyme 435 gave a higher percentage yield in thesynthesis of adipate ester as opposed to using Lipo-zyme RM IM. Dilauryl adipate was synthesized usingNovozyme 435 by Abdul Rahman et al.10 The model-ing of the esterification reaction to synthesize dilauryladipate was successfully performed by the responsesurface method. A high percentage yield (96.0%) wasobtained using a minimum amount of enzyme, whichmatched well with the predicted value of 96.1%.
In this research, dioleyl adipate and dilauryl adipatecould be used in formulations for wood coating asmonomers. Dioleyl adipate was screened with differentratios of oligomer and additives in order to find a goodformulation. A comparison will also be made usingdilauryl adipate to replace dioleyl adipate in the finalformulation.
Formulation of wood coating
This study focused on the adhesion of epoxy acrylateoligomer and adipate ester monomer. Formulations1–9 (unpublished data) gave poor results, and werethus found unsuitable for use as clear coating formu-lations. Addition of surfactant to produce a stableemulsion (Formulation 10–17; unpublished data) didnot improve the coating formulation. However, For-mulation 18, which consists of epoxy acrylate, dioleyladipate, photoinitiator, and Brij 30 as surfactant gavean excellent coating formulation.
Several surfactants with various hydrophilic-lipophilic balance (HLB) values were screened(4.0–16.7 HLB) to solve the adhesion problem whichoccurred. In the early stage, a mixture of epoxyacrylate and esters gave a whitish coating because ofthe difficulty of achieving stable and fine dropletemulsions of epoxy acrylates through the physicalemulsion process.11 Surfactants received more atten-tion because of their ability to stabilize the solution12
by increasing the kinetic stability of the emulsions.A new formulation was obtained for radiation
coatings with a colorless mixture using Brij 30, whichhas a 9.7 HLB value. The HLB value, which varies withthe polyoxyethylene (POE) chain length, has a majoreffect on the coating formulation. This factor affectsthe solubilization behavior of the formulation. Brij 30has a lower POE chain length and average HLB valueas compared to the Tween and Span surfactants.Tween has 20 POE in each series, and Span does nothave any.13 The materials of the formulations need tobe judiciously chosen in order to further enhance thecoating characteristics.
Mechanical properties
Performance test on glass tiles
PENDULUM HARDNESS: The pendulum hardness test isbased on the principle that the harder a measuredsurface, the greater the amplitude time of pendulumoscillation. The Koenig pendulum consists of a trian-gular open framework with an adjustable counterpoiseweight; it weighs 200 ± 0.2 g. The pendulum pivots ontwo bearings of 5 mm diameter that rest on the testsurface.14
Every single-cycle exposure under ultraviolet lightbrings chemical and physical changes to the coatings.Irrespective of types of radiation, every cycle increaseshardness, and consequently the gel content. Thesevalues will reach the maximum until degradationtakes place. The numbers of cycles used in UV curingwere 4, 6, 8, 10, 12, 14, and 16. Cycle exposures werecarried out in order to search for the optimum dosageto cure the formulations (Table 1). Formulation 19 hada greater hardness (55.25%) than Formulation 20(Fig. 3).
SCRATCH RESISTANCE: Besides the filling the protectiverole of a coater, scratch resistance is also an importantmechanical property to be considered. The damagecaused by a scratch on the coated surface may besimple abrasion, or it may be so severe as to causedeformation, and finally induce a crack in a coating.3
Figures 4 and 5 show scratch images obtained withminimum and maximum weight load, respectively, with
Table 1: Formulations of wood coatings
Material Percentage
Formulation 19 Formulation 20
Epoxy acrylate 76.3 76.3Dioleyl adipate 8.5 –Dilauryl adipate – 8.5Brij 30 4.2 4.2Doracur 1173 3 3PETIA 8.5 8.5
00
10
20
30
40
50
60
70
4 8 12 16
No. of passes
The effect of radiation to the pendulum hardness
Formulation 19 Formulation 20Pend
ulum
har
dnes
s (%
)
Fig. 3: The effect of irradiation doses on the hardness ofcoatings cured by UV light
J. Coat. Technol. Res., 8 (2) 229–236, 2011
233
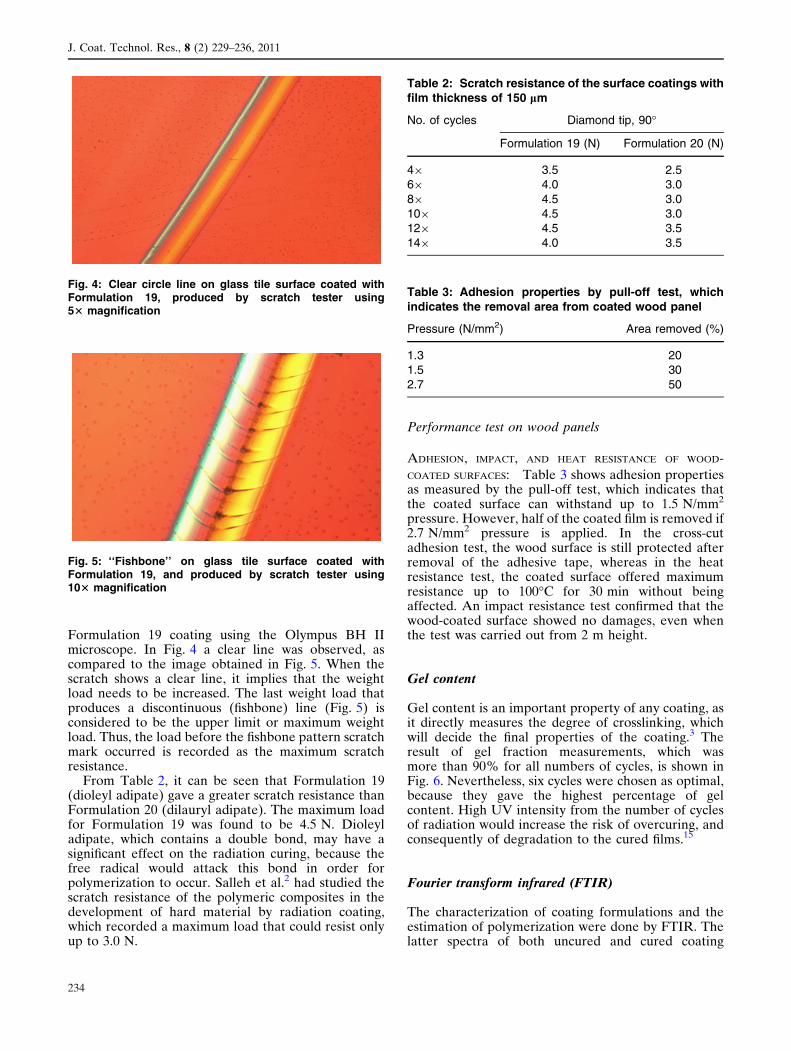
Formulation 19 coating using the Olympus BH IImicroscope. In Fig. 4 a clear line was observed, ascompared to the image obtained in Fig. 5. When thescratch shows a clear line, it implies that the weightload needs to be increased. The last weight load thatproduces a discontinuous (fishbone) line (Fig. 5) isconsidered to be the upper limit or maximum weightload. Thus, the load before the fishbone pattern scratchmark occurred is recorded as the maximum scratchresistance.
From Table 2, it can be seen that Formulation 19(dioleyl adipate) gave a greater scratch resistance thanFormulation 20 (dilauryl adipate). The maximum loadfor Formulation 19 was found to be 4.5 N. Dioleyladipate, which contains a double bond, may have asignificant effect on the radiation curing, because thefree radical would attack this bond in order forpolymerization to occur. Salleh et al.2 had studied thescratch resistance of the polymeric composites in thedevelopment of hard material by radiation coating,which recorded a maximum load that could resist onlyup to 3.0 N.
Performance test on wood panels
ADHESION, IMPACT, AND HEAT RESISTANCE OF WOOD-
COATED SURFACES: Table 3 shows adhesion propertiesas measured by the pull-off test, which indicates thatthe coated surface can withstand up to 1.5 N/mm2
pressure. However, half of the coated film is removed if2.7 N/mm2 pressure is applied. In the cross-cutadhesion test, the wood surface is still protected afterremoval of the adhesive tape, whereas in the heatresistance test, the coated surface offered maximumresistance up to 100�C for 30 min without beingaffected. An impact resistance test confirmed that thewood-coated surface showed no damages, even whenthe test was carried out from 2 m height.
Gel content
Gel content is an important property of any coating, asit directly measures the degree of crosslinking, whichwill decide the final properties of the coating.3 Theresult of gel fraction measurements, which wasmore than 90% for all numbers of cycles, is shown inFig. 6. Nevertheless, six cycles were chosen as optimal,because they gave the highest percentage of gelcontent. High UV intensity from the number of cyclesof radiation would increase the risk of overcuring, andconsequently of degradation to the cured films.15
Fourier transform infrared (FTIR)
The characterization of coating formulations and theestimation of polymerization were done by FTIR. Thelatter spectra of both uncured and cured coating
Fig. 4: Clear circle line on glass tile surface coated withFormulation 19, produced by scratch tester using53 magnification
Fig. 5: ‘‘Fishbone’’ on glass tile surface coated withFormulation 19, and produced by scratch tester using103 magnification
Table 2: Scratch resistance of the surface coatings withfilm thickness of 150 lm
No. of cycles Diamond tip, 90�
Formulation 19 (N) Formulation 20 (N)
49 3.5 2.569 4.0 3.089 4.5 3.0109 4.5 3.0129 4.5 3.5149 4.0 3.5
Table 3: Adhesion properties by pull-off test, whichindicates the removal area from coated wood panel
Pressure (N/mm2) Area removed (%)
1.3 201.5 302.7 50
J. Coat. Technol. Res., 8 (2) 229–236, 2011
234
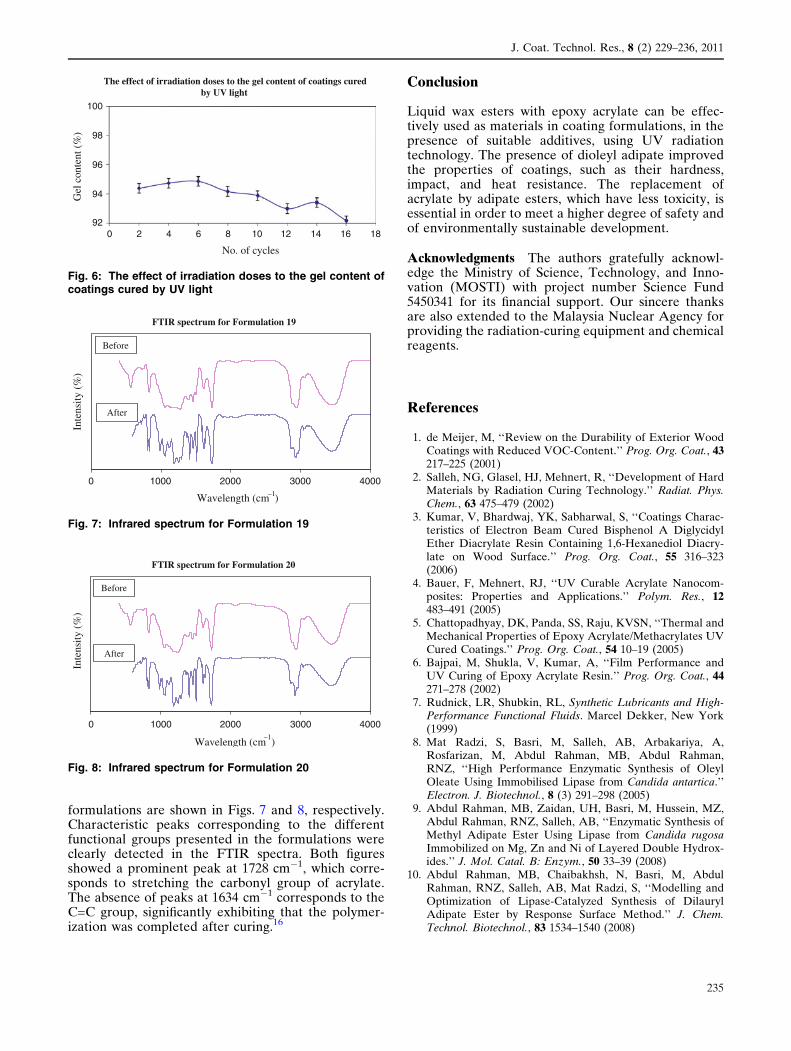
formulations are shown in Figs. 7 and 8, respectively.Characteristic peaks corresponding to the differentfunctional groups presented in the formulations wereclearly detected in the FTIR spectra. Both figuresshowed a prominent peak at 1728 cm�1, which corre-sponds to stretching the carbonyl group of acrylate.The absence of peaks at 1634 cm�1 corresponds to theC=C group, significantly exhibiting that the polymer-ization was completed after curing.16
Conclusion
Liquid wax esters with epoxy acrylate can be effec-tively used as materials in coating formulations, in thepresence of suitable additives, using UV radiationtechnology. The presence of dioleyl adipate improvedthe properties of coatings, such as their hardness,impact, and heat resistance. The replacement ofacrylate by adipate esters, which have less toxicity, isessential in order to meet a higher degree of safety andof environmentally sustainable development.
Acknowledgments The authors gratefully acknowl-edge the Ministry of Science, Technology, and Inno-vation (MOSTI) with project number Science Fund5450341 for its financial support. Our sincere thanksare also extended to the Malaysia Nuclear Agency forproviding the radiation-curing equipment and chemicalreagents.
References
1. de Meijer, M, ‘‘Review on the Durability of Exterior WoodCoatings with Reduced VOC-Content.’’ Prog. Org. Coat., 43217–225 (2001)
2. Salleh, NG, Glasel, HJ, Mehnert, R, ‘‘Development of HardMaterials by Radiation Curing Technology.’’ Radiat. Phys.Chem., 63 475–479 (2002)
3. Kumar, V, Bhardwaj, YK, Sabharwal, S, ‘‘Coatings Charac-teristics of Electron Beam Cured Bisphenol A DiglycidylEther Diacrylate Resin Containing 1,6-Hexanediol Diacry-late on Wood Surface.’’ Prog. Org. Coat., 55 316–323(2006)
4. Bauer, F, Mehnert, RJ, ‘‘UV Curable Acrylate Nanocom-posites: Properties and Applications.’’ Polym. Res., 12483–491 (2005)
5. Chattopadhyay, DK, Panda, SS, Raju, KVSN, ‘‘Thermal andMechanical Properties of Epoxy Acrylate/Methacrylates UVCured Coatings.’’ Prog. Org. Coat., 54 10–19 (2005)
6. Bajpai, M, Shukla, V, Kumar, A, ‘‘Film Performance andUV Curing of Epoxy Acrylate Resin.’’ Prog. Org. Coat., 44271–278 (2002)
7. Rudnick, LR, Shubkin, RL, Synthetic Lubricants and High-Performance Functional Fluids. Marcel Dekker, New York(1999)
8. Mat Radzi, S, Basri, M, Salleh, AB, Arbakariya, A,Rosfarizan, M, Abdul Rahman, MB, Abdul Rahman,RNZ, ‘‘High Performance Enzymatic Synthesis of OleylOleate Using Immobilised Lipase from Candida antartica.’’Electron. J. Biotechnol., 8 (3) 291–298 (2005)
9. Abdul Rahman, MB, Zaidan, UH, Basri, M, Hussein, MZ,Abdul Rahman, RNZ, Salleh, AB, ‘‘Enzymatic Synthesis ofMethyl Adipate Ester Using Lipase from Candida rugosaImmobilized on Mg, Zn and Ni of Layered Double Hydrox-ides.’’ J. Mol. Catal. B: Enzym., 50 33–39 (2008)
10. Abdul Rahman, MB, Chaibakhsh, N, Basri, M, AbdulRahman, RNZ, Salleh, AB, Mat Radzi, S, ‘‘Modelling andOptimization of Lipase-Catalyzed Synthesis of DilaurylAdipate Ester by Response Surface Method.’’ J. Chem.Technol. Biotechnol., 83 1534–1540 (2008)
FTIR spectrum for Formulation 19
0 1000 2000 3000 4000
Wavelength (cm )–1
Inte
nsity
(%
)
Before
After
Fig. 7: Infrared spectrum for Formulation 19
FTIR spectrum for Formulation 20
0 1000 2000 3000 4000
Wavelength (cm )–1
Inte
nsity
(%
)
Before
After
Fig. 8: Infrared spectrum for Formulation 20
092
94
96
98
100
2 4 6 8 10 12 14 16 18
No. of cycles
The effect of irradiation doses to the gel content of coatings cured by UV light
Gel
con
tent
(%
)
Fig. 6: The effect of irradiation doses to the gel content ofcoatings cured by UV light
J. Coat. Technol. Res., 8 (2) 229–236, 2011
235

11. Kim, JW, Kim, JY, Suh, KD, ‘‘Preparation of EpoxyAcrylate Emulsion Using Mixed Surfactants and Its Poly-merization.’’ Polym. Bull., 36 141–148 (1996)
12. Parker, AP, Reynolds, PA, Lewis, AL, Hughes, L, ‘‘Semi-Continuous Emulsion Co-Polymerisation of Methylmeth-acrylate and Butylacrylate using Zwitterionic Surfactants asEmulsifiers: Evidence of Coagulative Nucleation Above theCritical Micelle Concentration.’’ Colloids Surf. A, 268162–174 (2005)
13. Mitra, RK, Paul, BK, ‘‘Effect of NaCl and Temperature onthe Water Solubilization Behaviour of AOT/NonionicsMixed Reverse Micellar Systems Stabilized in IPM oil.’’Colloids Surf. A, 255 165–180 (2005)
14. Choi, JH, Kim, HJ, ‘‘Three Hardness Test Methods andTheir Relationships on UV-Curable Epoxy Acrylate Coat-ings for Wooden Flooring Systems.’’ Ind. Eng. Chem., 12 (3)412–417 (2006)
15. Mahmood, MH, Abdullah, Z, Sakurai, Y, Zaman, K,Dahlan, HM, ‘‘Effect of Monomers on the Propertiesof Palm-Oil Based Radiation Curable Pressure Sensi-tive Adhesives (PSA).’’ Radiat. Phys. Chem., 60 129–137(2001)
16. Studer, K, Decker, C, Beck, B, Schwalm, R, ‘‘Thermaland Photochemical Curing of Isocyanate and AcrylateFunctionalized Oligomers.’’ Eur. Polym. J., 41 157–167(2005)
J. Coat. Technol. Res., 8 (2) 229–236, 2011
236