disclaimer for faa research publication · disclaimer for faa research publication although the faa...
TRANSCRIPT

Burford & Widener Page 1
Disclaimer for FAA Research Publication
Although the FAA has sponsored this project, it neither endorses nor rejects the find-
ings of the research. The presentation of this information is in the interest of invoking
technical community comment on the results and conclusions of the research.

Burford & Widener Page 2
Evaluation of Friction Stir Welding Process and Properties for Aerospace Application: Standards and Specifications Development
Dwight A. Burford and Christian A. Widener
National Institute for Aviation Research, Wichita State University, Wichita, KS E-mail: [email protected]
Abstract
Friction stir welding is an emergent joining technology that is being incorporated in a
variety of aerospace structural applications to reduce part count, manufacturing cycle
times, material buy-to-fly ratios, environmental impacts, etc. Though it has been in use
since the early 1990s, industry-wide specifications and standards are still lacking. Con-
sequently applications are typically developed on a case-by-case basis, requiring
greater effort in terms of testing and validation when compared to applications based on
traditional fasteners and joints. Methodologies for developing standards and specifica-
tions are needed to ensure the safe and consistent implementation of this technology.
Therefore, coordination with specification organizations has been initiated to establish
material standards and specifications for friction stirred materials and joints.
Introduction
Patented in 1991 by The Welding Institute (TWI) of Great Britain,1 friction stir welding
(FSW) has been shown to be a viable manufacturing process for numerous applications
in all sectors of the transportation industry.2 The aerospace industry is taking particular
interest in the process due to potential benefits over conventional joining technologies.
Some of these benefits include reductions in component weight, processing and materi-

Burford & Widener Page 3
als costs, and manufacturing complexity and time. In addition, FSW is a green (i.e. an
environmentally-friendly) manufacturing technology that does not emit harmful gases or
light emissions as do conventional welding processes. Further, it is well suited to re-
duce raw material use in manufacturing and thereby promote better utilization of natural
resources.
As a solid-state welding process, FSW is capable of joining almost any type of metal,
including previously unweldable precipitation-strengthened aerospace 7000 series alu-
minum alloys. It is a localized thermomechanical metalworking process used to forge
and extrude the joint material through the rotating action of a specially designed non-
consumable tool. The weld tool includes a probe and shoulder and generates heat
through friction and the release of plastic strain energy. This heat in turn serves to sof-
ten the material locally and to promote the establishment of a metallic bond between the
work pieces. As the rotating tool is traversed along the joint line, material is extruded
around the weld tool probe while simultaneously being forged into a consolidated joint
under the pressure and deformation exerted on the workpiece through the weld tool
shoulder. Joints produced in this way typically have, for example, higher strengths than
riveted joints and much lower residual stresses than fusion welded joints.
Based on the interest of the local aviation industry, the National Institute of Aviation
Research (NIAR) in Wichita, Kansas, established the Advanced Joining & Processing
Laboratory in October 2004. In the lab, research scientists and engineers work with
graduate and undergraduate students to carry out research and development programs
funded directly by industry as well as by government grants. A key thrust of these re-
search programs is to develop standards and specifications for friction stir welding and

Burford & Widener Page 4
related technologies, including friction stir spot welding (FSSW) and friction stir process-
ing (FSP).
Design data for friction stir materials and joints are being developed based, in part, on
procedures outlined in the Metallic Materials Properties Development & Standardization
(MMPDS) handbook, which has served as a repository of aerospace allowables data for
many years.3 In addition to the numerous aerospace alloys it covers, this handbook in-
cludes a wide array of fasteners and metallurgical joints. Accordingly, minimum
mechanical properties data for materials and joints produced by friction stir related
technologies are being pursued in two distinct but related programs. The first is spe-
cifically for establishing material properties of friction stirred materials. The second is
for establishing joint properties based, in part, on the material property values. In both
initiatives, FSW is being developed as localized thermal-mechanical processing steps
for forming solid state materials and joints.4
In the joint properties initiative there are two main emphasis areas. One is primarily
for butt joints and the other for lap joints. The first joint properties initiative is a path-
independent initiative.5,6 The basis for this program comes in part from the observation
that FSW has a sufficiently flexible process window that allows many aluminum alloys to
be joined with a variety of weld tool designs. In other words, an unlimited number of
tool designs can be used to make equally sound joints with independently developed
process windows that may or may not be unique to the weld tool. Any advantage one
tool may have over another is expected to be evident primarily in terms of productivity,
i.e. welding and processing speeds.

Burford & Widener Page 5
The focus of the second joint properties initiative is the development of friction stir
spot welding (FSSW) as an integral (in-situ) fastener system. In this program, individual
“spots” are to be qualified similar to conventional installed (discrete) mechanical fasten-
ers, e.g. rivets. The key difference is that parent material is used to mechanically form
an integral fastener between two or more materials joined by a lap joint (either with or
without faying surface sealants7,8). In both static and dynamic tests, properly designed
FSSW joints are proving superior to rivets.9,10 This is observed to be due, in part, to fa-
vorable residual stresses and the elimination of the stress concentration that rivet holes
introduce.11
Method
This paper provides a brief overview of a roadmap model for developing friction stir
material and joint specifications currently under development in the SAE International
AMEC and AMS committees. A proposal for formulating a roadmap for design data
standards and specifications for friction stir technologies was first given at the 9th
MMPDS Coordinating Meeting in April of 2007. 12 The proposed feasibility study was
approved by the Coordinating Committee and assigned to the Process Intensive Metal
Working Group (PIMWG). This subcommittee was later renamed the Emerging Tech-
nology Working Group (ETWG). Subsequent to this initial proposal presentation, a
series of presentations and progress reports have been given at the semiannual
MMPDS coordination meetings.13,14,15,16,17,18,19 One of the resulting activities, conduct-
ing a round-robin test program, will be discussed further in the next section.

Burford & Widener Page 6
Incorporation of data in the MMPDS handbook for new fastening and joining tech-
nologies, like FSW, must be based on industry specifications that provide a substantial
statistical basis for establishing published values. Several industry specifications are
reportedly nearing completion by two standards organizations, but neither has been re-
leased as of the writing of this report. They are the AWS D17.3:200X “Specification for
Friction Stir Welding of Aluminum Alloys for Aerospace Applications,” and the ISO/AWI
25239-1 through -5 specification series, “Friction stir welding of aluminum and its al-
loys.”
Once released, however, neither of these two specifications is expected to provide
practical design values for friction stir joints or materials. Therefore, an initiative has
been undertaken to prepare Aerospace Material Specifications (AMS) that document
minimum specification properties for friction stir materials and joints. Coordination with
SAE International on these specifications began in the 203rd meeting of AMEC in Octo-
ber 2008.20 A proposal was presented in the 204th AMEC meeting and the committee
approved pursuing the draft of a specification for 2024 sheet material.21 Progress up-
dates were provided in the 205th AMEC meeting22 and the AMS Committee D meeting
in March of 2009.23 The next update will be provided at the AMEC meeting in Chicago
the first week of August 2009.
The AMS material performance specifications for FSW and FSSW may be based on
the AWS or ISO FSW industry specifications once released, or they may be established
based on new SAE specifications. Material and joint properties specifications will estab-
lish the required property levels without necessarily dictating the pathway for achieving
those properties. They will ensure that suppliers are given the necessary flexibility to

Burford & Widener Page 7
determine how best to meet the required material performance goals, thereby facilitating
innovation and efficiency. Acceptance criteria, e.g. published design allowables, will act
as the means for ensuring that process controls established by suppliers produce the
stated performance requirements of customers.
Results and Discussion
Round Robin Investigation
Wichita State University is participating in a round robin initiative through the Emerg-
ing Technologies Working Group of the MMPDS (Metallic Materials Properties
Development and Standardization) to evaluate the site to site variability of the FSW
process. Based on a path independence study performed at Wichita State University, it
was found that FSW has a sufficiently flexible process window that equivalent properties
can be achieved using a variety of different pin tool designs and process parameters.
The path independence investigation evaluated potential sources of variation within a
given facility due to tool design, process parameters, and material heat lot, as shown in
Figure 1.
The purpose of the current round robin investigation is to explore the amount of varia-
tion between experienced FSW development facilities working completely
independently, using the same material heat lot. Test panels are being included from
stable process windows as determined by the individual suppliers. Since a process win-
dow is being included and not just a single parameter set, the results will also give an
estimate of reasonable intra-site variability. Two alloys are being investigated in this
study, 2024-T3 (0.125-in. and 0.250-in. thick) and 2098-T8 (0.152-in. thick). No post-

Burford & Widener Page 8
weld artificial aging has been included in the study partially to remove an additional
source of variation, which is not in the scope of the study, and partially because it has
been found, in the case of 2024-T3 at least, to be helpful for exfoliation but unnecessary
for stress corrosion cracking.
Figure 1: Path Independence Investigation Variability Factors
The four participating institutions are Lockheed Martin (Michoud), Alcan, Airbus, and
Wichita State University (WSU), as shown in Figure 2. Currently all of the welding has
been completed by the participating institutions, the panels have been non-destructively
examined using either X-ray or phased array ultrasonic inspection, and evaluation of the
results is underway. Panels will be tested using five ASTM E-8 tensile specimens from
each panel, and two ASTM B-831 shear specimens per panel. Two micrographs will
also be taken for qualitative evaluation.

Burford & Widener Page 9
Figure 2: Round Robin
The expected outcome of the investigation will be an evaluation of the expected vari-
ability from different suppliers, and the potential for combinability of data will also be
considered. Statistical evaluation of the data will be conducted by Battelle and pre-
sented to the MMPDS group. The data will also support the development of FSW
specifications through the SAE AMEC committee.
Roadmap Development
Friction stir welding (FSW) is just one of a number of friction stir technologies (FST)
that constitute a family of unique but related technologies. These include but are not
limited to:
• FS Additive Manufacturing

Burford & Widener Page 10
• FS Metal Matrix Composites
• FS Forging
• FS Processing
• FS Repair
• FS Spot Welding
• FS Surface Modification
• FS Tailored Blanks & Manufacturing Assist
• FS Welding / Joining
Because each is a sub-solidus metalworking operation, all FST produce a wrought mi-
crostructure, specifically a fine, equiaxed (recrystallized) grain structure. This is in
contrast to the recast columnar microstructure typically produced by fusion welding
processes.
Figure 3: A generic shape with a transition zone that can be produced ei-
ther by wrought metal processing paths (e.g. forging, extruding,
Transition Region

Burford & Widener Page 11
machining, friction stir welding) or non-wrought processing operations
(e.g. casting, fusion welding)
Therefore, in preparing a practical roadmap, one that is representative of and covers all
the various friction stir technologies, the approach taken must be flexible enough to ac-
count for the unique objectives and controls of each process. In other words, it must not
be artificially limited to conventional joining requirements or perceptions (even though
the first prominent friction stir technology was called “welding”). As noted previously,
friction stir welding, so called, is just one of the many friction stir technologies and is suf-
ficiently different from fusion welding processes that it warrants its own standards and
specifications. In addition to joining, FST may involve:
• FS Processing
o Local grain refinement (e.g. fasteners)
o Surface modification
o Local forging (e.g. control grain flow)
o Selective superplasticity
o Manufacturing assist
• FS Additive Manufacturing
o Locally built-up structure
o Tailored blanks
• FS Metal Matrix Composites
o Tailored integral surface layers (e.g. for wear resistance)
o Selective zones

Burford & Widener Page 12
• FS Repair
o Crack repair
o Reinforcement of structure
o Healing of casting porosity
The roadmap must also take into account the variety of materials that are being proc-
essed with FST (either in production or in development). These include precipitation
strengthened aluminum alloys (airframe structure), non-precipitation aluminum alloys
(marine and train structure), tool steel (cutting blades and wear surfaces), Al-Ni bronze
(large marine castings), titanium (superplastic tailored blanks for large structure), etc.
Further, the model must also take into account the many different potential FST produc-
ers/suppliers, with their unique equipment, tools, and process controls.
Because common industry-based performance specifications, e.g. strength mini-
mums, do not currently exist, the materials produced by the various FST may vary
dramatically from supplier to supplier. This is considered to be more a function of a lack
of target or commonly accepted design values than it is a result of differences in proc-
ess capabilities or limitations between suppliers. Therefore, to bridge this material and
joint performance gap, as shown in Figure 4, sets of material performance specifications
for selected alloy families and gage ranges are to be established. They are expected to
be similar to the various alloys and product forms (plate, sheet, extrusions, forgings,
etc.) which currently have documented design property data.

Burford & Widener Page 13
Supplier Internal ProcessControls/Procedures
Command Media
Internal Process(es)
PQR 1
PQR 2
PQR …
Material / Joint Performance Specs (Sets)
Performance Requirements
Property Minimums
Acceptance Criteria
Deliverables
Bridging the Gap
Material / Joint Performance Specs (Sets)
Performance Requirements
Property Minimums
Acceptance Criteria
Deliverables
Bridging the Gap
WPS
Intended to answer questions, such as:
What is a realistic (statistically-based) joint strength for a particular alloy & configuration?
IndustryStandards
AWS
ISO
SAE
ASTM
…
Figure 4: Schematic of the gap that exists between industry process
specifications and supplier internal processes. The gap is identified as the
lack of industry-accepted material and joint performance specifications.
As noted in Figure 4, the proposed material and joint performance specifications and
standards development path is intended to answer questions, such as, “What is a realis-
tic (statistically based) joint strength for a particular alloy and joint configuration?”
In terms of the MMPDS round robin exercise, the roadmap must provide standards
that each of the four suppliers can perform to, as represented in Figure 5. This figure
illustrates the gap that currently exists between industry specifications such as the AWS
and ISO specifications and supplier in-house specifications (see also Figure 4). With
the proposed roadmap model, this gap is bridged by providing material and joint prop-

Burford & Widener Page 14
erty specifications and standards that serve as, at a minimum, target values, and to a
greater, more comprehensive level, certification values.
Industry Standards(AWS D17.3, ISO 25239)
Unique Material / Joint Property Specs Sets
AirbusInternal Specs & Certs
Alcan/PechineyInternal Specs & Certs
LockheedInternal Specs & Certs
• Round Robin
• 2198 - 0.125” & 0.250”
• 2024 - 0.125” & 0.250”• FS Suppliers
• Airbus
• Alcan/Pechiney
• Lockheed• NIAR
NIARInternal Specs & Certs
Figure 5: Schematic showing the gap that exists between industry and
supplier standards for the MMPDS Butt Joint Round Robin Case Study for
two alloys and two gages.
Development of sets of material performance / property specifications will begin by
covering common alloys such as 2024-T3 sheet. This is deemed feasible, in part, be-
cause of the path independence study referenced earlier.5,6 FST involve, essentially,
the superposition of an additional thermomechanical operation over the prior ther-
momechanical history of a given material and product form. That is, the starting
Burford & Widener Page 15
material will already be governed by an AMS specification or other suitable material
standard, thus establishing a known base material upon which additional processing by
FST will be imposed.
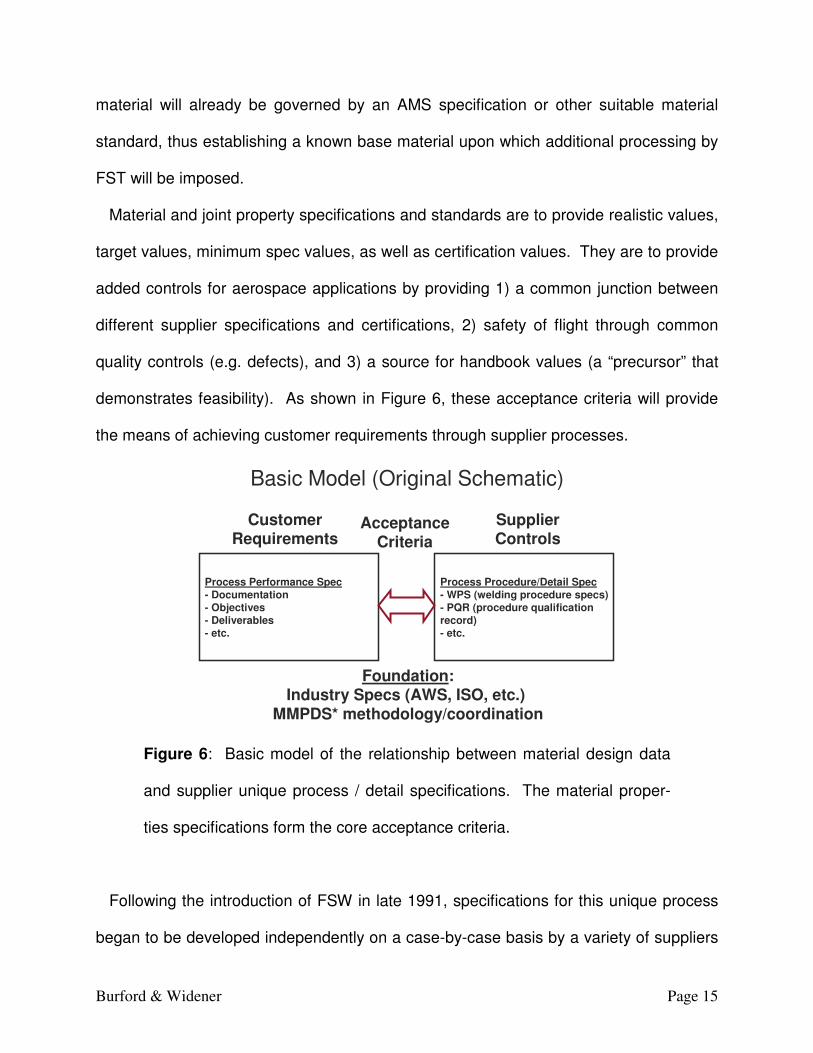
Material and joint property specifications and standards are to provide realistic values,
target values, minimum spec values, as well as certification values. They are to provide
added controls for aerospace applications by providing 1) a common junction between
different supplier specifications and certifications, 2) safety of flight through common
quality controls (e.g. defects), and 3) a source for handbook values (a “precursor” that
demonstrates feasibility). As shown in Figure 6, these acceptance criteria will provide
the means of achieving customer requirements through supplier processes.
Process Performance Spec
- Documentation
- Objectives
- Deliverables
- etc.
CustomerRequirements
Process Procedure/Detail Spec
- WPS (welding procedure specs)
- PQR (procedure qualification
record)
- etc.
SupplierControls
AcceptanceCriteria
Foundation:Industry Specs (AWS, ISO, etc.)
MMPDS* methodology/coordination
Basic Model (Original Schematic)
Figure 6: Basic model of the relationship between material design data
and supplier unique process / detail specifications. The material proper-
ties specifications form the core acceptance criteria.
Following the introduction of FSW in late 1991, specifications for this unique process
began to be developed independently on a case-by-case basis by a variety of suppliers
Burford & Widener Page 16
with different interests (products and services). These specifications and standards
were typically considered proprietary, however. This meant that each company was
obliged to prepare and qualify their own specifications from scratch. Processing pa-
rameters and paths, as well as tooling, were often kept secret. This resulted in the
emergence of vague reports on assorted results in conferences, trade journals, etc.
Because details were limited and results were guarded, a clear understanding of varia-
tion in properties and product performance between suppliers could not be formally or
satisfactorily assessed.
Figure 7 shows the resulting situation in the friction technology industry. It is charac-
terized by the existence of many supplier internal specifications, which have been
independently developed for the different friction stir technologies and most of which are
proprietary. As noted earlier, to promote consistency, including common terminology
and documentation, in the mid to late 1990s several standards organizations undertook
the effort to develop and publish standards and specifications for the process of FSW.
Though reportedly in the final stages of issuance, to date these documents have yet to
be released for industry-wide use. Even when these documents are released, these
organizations have not planned for these documents to provide actual perform-
ance/design data. Their main emphasis has been on process control.

Burford & Widener Page 17
Figure 7: Schematic showing the existence of multiple proprietary sup-
plier specifications, the emerging industry process specifications, the
developing material / joint property specifications and standards, and the
future establishment of handbook data for design.
Therefore, the present road map model has been developed and initiated to comple-
ment the efforts put forth by these standards organizations. It is meant to fill the gap
between individual supplier (internal/proprietary) specifications and industry process
standards (Figures 4 through 7). Figure 8 depicts the timeline of the various efforts,
showing the emergence of independent supplier specifications beginning in the early
1990s, following soon after the introduction of the technology. As with other metal form-
ing and processing technologies, it is not expected that this activity will conclude with
the issuance of industry-based specifications. However, the issuance of industry-based
Handbook Data
Future
• Established as FSPS
database grows• Repository for design values
Handbook Data
Future
• Established as FSPS
database grows• Repository for design values
Material / Joint Property Specs & Stds
Developing
Material / Joint Property Specs & Stds
Developing
Industry Standards
AWS D17.3
ISO 25239
…
Emerging
Industry Standards
AWS D17.3
ISO 25239
…
Emerging
Supplier A
Internal Specs & Certs
Supplier BInternal Specs & Certs
Supplier C Internal Specs & Certs
Supplier … / …
Internal Specs & Certs
Existing
Supplier A
Internal Specs & Certs
Supplier BInternal Specs & Certs
Supplier C Internal Specs & Certs
Supplier … / …
Internal Specs & Certs
Existing

Burford & Widener Page 18
standards and specifications are expected to create a norming effect, and thus bring
about a more uniform and consistent implementation of the technology industry-wide. A
logical outcome of this effort to establish both process control specifications as well as
material and joint property performance standards and specifications is the cataloging of
handbook design data. This effort is expected to follow this effort once material and
joint properties documents are established, all of which is dependent upon committee
action and the availability of funding.
19921990 1994 1996 1998 2000 2002 2004 2008 2010 2012 2014 2016 2018
Independent Supplier Specs
Industry-based Process Specs
Industry-based Material Property Specs
Handbook Design Data MinimumsCaveats:1) Committee action
2) Funding
Figure 8: Schematic timeline showing the evolution of standards and
specifications for friction stir technologies

Burford & Widener Page 19
Summary
While industry process specifications are emerging, they do not provide practical de-
sign data. Therefore, material and joint property specifications and standards have
been prposed. A key objective of this effort is ultimately to provide handbook data de-
sign. Path independent studies for butt joints and integral fastener studies conducted
under this project have verified the feasibility of the approach.
A roadmap for developing material and joint property (performance) specifications has
been developed and is currently being carried out for friction stir welding and other re-
lated friction stir technologies under the auspices of professional standards
organizations. The proposed methodology for developing properties data for friction
stirred materials and joints promotes a safer and more consistent implementation of
these technologies. It is intended to complement the development of process control
specifications and provide specification-based design data minimums.
References
1. Thomas, WM; Nicholas, ED; Needham, JC; Murch, MG; Temple-Smith, P; Dawes,
CJ. “Friction stir butt welding,” GB Patent No. 9125978.8, International Patent No.
PCT/GB92/02203, (1991)
2. http://www.twi.co.uk/content/fswintro.html (last accessed July 2009)
3. Formerly, MIL-HDBK-05; http://projects.battelle.org/mmpds/ (last accessed July
2009)

Burford & Widener Page 20
4. D. Burford, B. Tweedy, and C. Widener, “Development of Design Data for FSW and
FSSW,” The 7th International Friction Stir Welding Symposium, Awaji Island, Japan,
May 20-22, 2008
5. C.A. Widener, B.M. Tweedy, & D.A. Burford, “Path Independence of Allowables
Based Friction Stir Butt Welds,” 7th AIAA Aviation Technology, Integration and Op-
erations Conference (ATIO) Belfast, Northern Ireland, September 18-20, 2007,
Paper 40-ATIO-40 / AIAA-2007-7864
6. C. Widener, B. Tweedy, and D. Burford, “An investigation of tool design and welding
parameters on fatigue life in FS welded 2024-T3,” The 7th International Friction Stir
Welding Symposium, Awaji Island, Japan, May 20-22, 2008
7. B.M. Tweedy, C.A. Widener, & D.A. Burford, “The Effect of Surface Treatments on
the Faying Surface of Friction Stir Spot Welds,” Friction Stir Welding and Process-
ing IV, R.S. Mishra, M.W. Mahoney, T.J. Lienert, & K.V. Jata, The Minerals, Metals
& Materials Society (TMS), ISBN 978-0-87339-661-5, pp. 333-340, February 2007
8. J. Brown, D. Burford, B. Tweedy & C. Widener, “Evaluation of Swept Friction Stir
Spot Welding Through Sealants and Surface Treatments,” 8th International Confer-
ence on Trends in Welding Research Conference June 1-6, 2008 Callaway
Gardens Resort Pine Mountain, Georgia USA, Session 5: Friction Stir Welding,
Processing II
9. B.M., Tweedy, C.A., Widener, J.D., Merry, J.M., Brown, D.A. Burford, “Factors Af-
fecting the Properties of Swept Friction Stir Spot Welds,” Paper 08M-178, SAE

Burford & Widener Page 21
2008 World Congress, Detroit, Michigan, April 14-17, 2008, Session Code M16:
Welding and Joining and Fastening
10. B.M. Tweedy, C.A. Widener, & D.A. Burford, “Effects of Weld Tool Design and
Welding parameters on Swept Friction Stir Spot Welding in Thin Gage Aluminum,”
Paper 55, 7th International Friction Stir Welding Symposium, Awaji Yumebutai Con-
ference Centre, Awaji Island, Japan, 20-22 May, 2008
11. D.A. Burford, B.M. Tweedy, & C.A. Widener, “Fatigue Crack Growth in Integrally
Stiffened Panels Joined using Friction Stir Welding and Swept Friction Stir Spot
Welding,” Journal of ASTM International, Vol. 4, No. 5, Paper JAI101568-07
12. D. Burford, “Development of a Performance Specification Model for Friction Stir
Welding and Processing,” 9th MMPDS Coordination Meetings, Monterey, California,
April 24–27, 2006
13. D. Burford, Contributed to “Friction Stir Weld Working Group Proposal for MMPDS,”
by R. Reinmuller, 10th MMPDS Coordination Meetings, Portland, Maine, October
23-26, 2006
14. D. Burford, “Qualification of Friction Stir Spot Welds As “In Situ” Mechanical Fas-
teners: A Preliminary Analysis,” 11th MMPDS Coordination Meetings, Colorado
Springs, Colorado, May 2, 2007
15. D. Burford, “In-Situ Fastener Development: Preliminary NASM 1312-4 coupon re-
sults,” 12th MMPDS Coordination Meetings, Orlando, PIMWB FSW Meeting,
Florida, October 30, 2007

Burford & Widener Page 22
16. B. Tweedy, C. Widener, & D. Burford, “Qualification of Friction Stir Spot Welds As
“In Situ” Mechanical Fasteners,” 13th MMPDS Coordination Meetings, Las Vegas,
NV March 31st – April 3, 2008
17. C. Widener, B. Tweedy & D. Burford, “FSW Path Independence Study,” 13th
MMPDS Coordination Meetings, Las Vegas, NV March 31st – April 3, 2008
18. D. Burford, C. Widener, J. Brown, “Properties Specifications & Standards for Fric-
tion Stir Technologies - Mechanical Properties Development Initiatives for Butt &
Lap Joints,” 14th MMPDS Coordination Meetings, Palm Beach Gardens, FL, Octo-
ber 20-23, 2008
19. D. Burford, C. Widener, “Material Performance/Property Specifications & Standards
for Friction Stir Technologies,” 15th MMPDS Coordination Meetings, Emerging Ma-
terials Working Group (ETWG), Columbus, Ohio, April 8, 2009
20. At which time membership for Dr. Dwight Burford on the AMEC committee was ap-
proved. Michael Niedzinski of Alcan recommended that the AMEC approve
membership on the committee for Dr. Dwight Burford.
21. D. Burford, “Performance/Property Specifications & Standards for Friction Stir
Technologies - Mechanical Properties Development Initiatives for Case Studies in
Friction Stir Welding,” AMS AMEC Aerospace Metals and Engineering Committee
Presentation, Meeting No. 204, January 28 - 29, 2009, Asilomar, California

Burford & Widener Page 23
22. D. Burford, “Material Performance/Property Specifications & Standards for Friction
Stir Technologies,” AMS AMEC Aerospace Metals and Engineering Committee
Presentation, Meeting No. 205, March 25, 2009, Cincinnati, Ohio
23. D. Burford, “Material Performance/Property Specifications & Standards for Friction
Stir Technologies,” SAE AMS Committee D, March 31, 2009, Portland, Oregon