diseÑo de un sistema de automatizaciÓn para las …
TRANSCRIPT

UNIVERSIDAD FRANCISCO DE PAULA SANTANDER OCAÑA Documento
FORMATO HOJA DE RESUMEN PARA TRABAJO DE GRADO
Código
F-AC-DBL-007 Fecha
10-04-2012 Revisión
A
Dependencia
DIVISIÓN DE BIBLIOTECA Aprobado
SUBDIRECTOR ACADEMICO Pág.
1(147)
RESUMEN – TRABAJO DE GRADO
AUTORES RUBÉN DARÍO URBINA SANABRIA
FABIAN ZABALA
FACULTAD FACULTAD DE INGENIERÍAS
PLAN DE ESTUDIOS ESPECIALIZACIÓN EN AUTOMATIZACIÓN INDUSTRIAL
DIRECTOR SERGIO CASTRO CASADIEGO
TÍTULO DE LA TESIS DISEÑO DE UN SISTEMA DE AUTOMATIZACIÓN PARA
LAS ETAPAS DE MEZCLADO Y EXTRUSIÓN DE LA LÍNEA
DE PRODUCCIÓN DE LA LADRILLERA COLBEE.
RESUMEN (70 palabras aproximadamente)
EL TRABAJO DE GRADO ES UN CAMBIO PROPUESTO EN EL MODELO SOCIO
ECONÓMICO E INDUSTRIAL QUE DETERMINO LA CLARA NECESIDAD DE LOS
PROPIETARIOS DE LA LADRILLERA COLBEE S.A.S DE LOGRAR UNA MAYOR
COMPETITIVIDAD Y PRODUCTIVIDAD, CON EL FIN DE OCUPAR UN LUGAR
ATRACTIVO EN EL MERCADO REGIONAL Y PRETENDER EXPORTAR PRODUCTOS DE
ALTA CALIDAD A REGIONES DEL CONTINENTE EUROPEO. DE TAL MANERA, UNA
ESTRATEGIA ÚTIL ES LA BÚSQUEDA DE MODERNIZACIÓN PERMITIÉNDOLES UNA
ALTA EFICIENCIA ENERGÉTICA, AUTOMATISMO, CONTROL Y SUPERVISIÓN DE
DATOS.
CARACTERÍSTICAS PÁGINAS:
PLANOS: ILUSTRACIONES: CD-ROM:

DISEÑO DE UN SISTEMA DE AUTOMATIZACIÓN PARA LAS ETAPAS DE
MEZCLADO Y EXTRUSIÓN DE LA LÍNEA DE PRODUCCIÓN DE LA LADRILLERA
COLBEE.
AUTORES
RUBÉN DARÍO URBINA SANABRIA
FABIAN ZABALA
Trabajo de Grado para Optar por el Título de Especialista en Automatización Industrial
DIRECTOR
I.E. M.Sc. SERGIO CASTRO CASADIEGO
UNIVERSIDAD FRANCISCO DE PAULA SANTANDER OCAÑA
FACULTAD DE INGENIERÍAS
ESPECIALIZACIÓN EN AUTOMATIZACIÓN INDUSTRIAL
Ocaña, Colombia Febrero, 2018



Agradecimientos
Nuestro Especial agradecimiento a Dios por darnos sabiduría y capacidades para lograr el
objetivo trazado. A la Universidad Francisco de Paula Santander Ocaña que nos brindó la
oportunidad de culminar estudios de Postgrado y a la Empresa Colbee S.A.S por creer en
nosotros y permitir realizar el trabajo de grado en sus instalaciones. De corazón muchas gracias
a nuestras familias por su amor y apoyo incondicional, ya que fueron el motor para alcanzar la
meta.
Al Director del trabajo de grado I.E. M.Sc. Sergio Castro Casadiego por su dedicación,
conocimiento y profesionalismo de realizar las actividades con excelencia.
Al Ingeniero Jairo Aníbal Niño por su conocimiento, sencillez, tiempo y motivación de
trascender en nuestro ámbito profesional.
Al Ingeniero Armando Becerra por su gran ayuda, profesionalismo e innovación.
A las Empresas Inse Group S.A.S y Metalmecánicas Pinzón por su apoyo profesional.
Los Autores.

Dedicatoria
A Dios.
Por darme la sabiduría y felicidad de culminar con Éxito este Proyecto.
A mis Padres.
Son el Pilar de mi vida, cada meta que me propongo y alcanzo, siempre es pensando en ellos.
A mi Abuela.
Por su ternura y apoyo incondicional.
A mis Hermanos.
Han compartido conmigo cada etapa de mi vida.
A mis Sobrinas.
Las Princesas de la Familia, son la Alegría del hogar.
Rubén Darío Urbina Sanabria

Dedicatoria
A Dios.
Por iluminar mí camino y darme fortaleza para cumplir mis metas.
A mi Madre.
Por ser el Pilar de mi vida, quien me oriento y me inspiro para alcanzar cada meta propuesta.
A mi Novia.
Porque en cada momento estuvo a mi lado motivándome para culminar este objetivo.
A mi Hermoso Hijo.
Por su ternura y amor incondicional.
Fabián Zabala

viii
Indice
Capítulo 1. Diseño de un sistema de automatización para las etapas de
mezclado y extrusión de la línea de producción de la Ladrillera COLBEE .... 18
1.1 Planteamiento del Problema ............................................................................................ 18
1.2 Formulación del Problema ............................................................................................... 20
1.3 Objetivos .......................................................................................................................... 20
1.3.1 Objetivo general ............................................................................................................. 20
1.3.2 Objetivos específicos. .................................................................................................... 20
1.4 Justificación ..................................................................................................................... 21
1.5 Delimitaciones ................................................................................................................. 22
1.5.1 Espacial .......................................................................................................................... 22
1.5.2 Temporal ........................................................................................................................ 22
1.5.3 Conceptual. .................................................................................................................... 22
1.5.4 Operativa ........................................................................................................................ 22
Capítulo 2. Marco Referencial............................................................................ 23
2.1 Marco Histórico .................................................................................................................... 23
2.1.1 Antecedentes históricos de la industria de la cerámica en el municipio de san José de
Cúcuta y alrededores. .............................................................................................................. 23
2.2 Marco Contextual ................................................................................................................. 24
2.3 Marco Conceptual ................................................................................................................. 24
2.3.1 Proceso productivo de fabricación de ladrillo................................................................ 25
2.3.2 Extracción de la mina. .................................................................................................... 25
2.3.3 Maduración de arcillas ................................................................................................... 26
2.3.4 Tratamiento mecánico previo......................................................................................... 26
2.3.5 Humidificación. ............................................................................................................. 27
2.3.6 Moldeo y extrusión. ....................................................................................................... 27
2.3.7 Motores eléctricos .......................................................................................................... 27

ix
2.3.8 Control de procesos de lazo abierto ............................................................................... 28
2.3.9 Control de procesos de lazo cerrado: ............................................................................. 28
2.3.10 Controlador lógico programable (PLC). ...................................................................... 28
2.3.11 Transductores y sensores. ............................................................................................ 29
2.3.12 Interfaz Hombre Máquina (HMI). ............................................................................... 30
2.3.13 Variadores de velocidad. .............................................................................................. 31
2.3.14 Velocidad como una forma de controlar un proceso. Entre las diversas ventajas en el
control del proceso proporcionadas por el empleo de variadores de velocidad destacan: ...... 32
2.3.15 Fomentar el ahorro de energía mediante el uso de variadores de velocidad. Un equipo
accionado mediante un variador de velocidad emplea generalmente menor energía que si
dicho equipo fuera activado a una velocidad fija constante.................................................... 33
2.4 Marco Teórico ...................................................................................................................... 33
2.5 Marco Legal .......................................................................................................................... 35
Capítulo 3. Diseño Metodológico ........................................................................ 37
3.1 Tipo de Metodología ............................................................................................................ 37
3.2 Población .............................................................................................................................. 38
3.3 Muestra ................................................................................................................................. 38
3.4 Etapas de Investigación ........................................................................................................ 38
3.4.1 Etapa I. ........................................................................................................................... 38
3.4.2 Etapa II ........................................................................................................................... 39
3.4.3 Etapa III. ........................................................................................................................ 39
3.4.4 Etapa IV ......................................................................................................................... 39
3.4.5 Etapa V ........................................................................................................................... 40
3.4.6 Etapa VI ......................................................................................................................... 40
3.4.7 Etapa VII. ....................................................................................................................... 40
Capítulo 4. Presentacion de los resultados ......................................................... 42
4.1 Diagnóstico ........................................................................................................................... 42

x
4.1.1 Generalidades de la empresa .......................................................................................... 42
4.1.2 Proceso. .......................................................................................................................... 47
4.1.2.1 Diagrama del proceso.................................................................................................. 48
4.1.2.2 Descripción del proceso propio de la Ladrillera Colbee S.A.S .................................. 48
4.1.2.3 Variables físicas y equipos eléctricos que intervienen en el proceso. ........................ 51
4.1.2.4 Sistema eléctrico existente. ......................................................................................... 51
4.2 Sistema de Automatización y Control .................................................................................. 66
4.2.1 Cuadro de cargas CCM 440 VAC. ................................................................................ 66
4.2.2 Tablero general 220 VAC. ............................................................................................. 67
4.2.3 Tablero oficina administración. ..................................................................................... 67
4.2.6 Regulación de tensión en instalaciones eléctricas.......................................................... 69
4.2.7. Porcentaje de caída de tensión CCM 440 VAC ............................................................ 77
4.2.8 Diseño de iluminación. .................................................................................................. 78
4.3 Definición de Controles Directos, Arrancadores Suaves y/o Variadores de Frecuencia ..... 79
4.3.1 Diagnóstico de eficiencia de energía con analizador de red. ......................................... 81
4.3.2 Procedimiento de cálculo de consumo ........................................................................... 82
4.3.3 Selección de Sensores. ................................................................................................... 84
4.4 Diseño Interfaz de Usuario. .................................................................................................. 88
4.4.1 PLC + HMI Unitronics – VISION 700. ......................................................................... 88
4.4.2 Cuadro comparativo del PLC. ........................................................................................ 91
4.4.3 Programación pantalla HMI ........................................................................................... 92
4.5 Programación PLC – LADDER ........................................................................................... 94
4.5.1 Programación de linealización de señales analógicas. ................................................... 96
4.5.2 Plano P&ID del proceso. ................................................................................................ 97
4.6 Capitulo XI: Presupuesto ...................................................................................................... 98
Conclusiones ...................................................................................................... 101

xi
Referencias ........................................................................................................ 103
Apéndices ........................................................................................................... 107

xii
Lista de Figuras
Figura 1. Estructura organizacional. ................................................................................................... 44
Figura 2 Portafolio de productos. ....................................................................................................... 46
Figura 3. Diagrama de bloques del proceso de producción de bloques y ladrillos de arcilla. ................... 47
Figura 4. Fabricación de ladrillos. ...................................................................................................... 48
Figura 5 Diagrama Unifilar Gabinete General 440 VAC. ..................................................................... 51
Figura 6 Diagrama Unifilar Tablero N°1. ............................................................................................ 52
Figura 7 Diagrama Unifilar Tablero 220 VAC. ................................................................................... 53
Figura 8. Estado actual de la Línea de Producción. .............................................................................. 54
Figura 9. Transformador trifásico (S/E) de 300 kVA - 13,2/0,440 kV ................................................... 55
Figura 10. Transformador Baja-Baja de 75 kVA – 440/220-127 V. ...................................................... 55
Figura 11. Gabinete Trifásico 440 VAC.............................................................................................. 56
Figura 12. Cajón Alimentador Motor trifásico de 5,5 HP a 440 VAC. ................................................... 56
Figura 13. Banda Transportadora N° 1 Motorreductor trifásico de 2 HP a 440 VAC. ............................. 57
Figura 14. Molino Motor trifásico de 60 HP a 440 VAC. ..................................................................... 57
Figura 15. Banda Transportadora N° 2 Motorreductor trifásico de 1,5 HP a 440 VAC. .......................... 58
Figura 16 Zaranda Motorreductor trifásico de 3 HP a 440 VAC. .......................................................... 58
Figura 17. Tablero de control N° 1 – Molino, Cajón alimentador, Banda transportadora N°1, Banda
transportadora N° 2 y Zaranda. .......................................................................................................... 59
Figura 18. Banda Transportadora N°3 Motorreductor trifásico de 3 HP. ............................................... 59
Figura 19. Tablero de potencia N° 1 - Cajón alimentador, Banda transportadora N° 1, molino, banda
transportadora N° 2 y zaranda. ........................................................................................................... 60

xiii
Figura 20. Mezclador N°1 Motor trifásico de 30 HP a 440 VAC con caja reductora (sistema de freno con
embrague neumático). ....................................................................................................................... 60
Figura 21. Banda Transportadora N°4 Motorreductor trifásico de 1,5 HP a 440 VAC. ........................... 61
Figura 22 Mezclador N°2 Motor trifásico de 30 HP a 440 VAC con caja reductora (sistema de freno con
embrague mecánico). ........................................................................................................................ 61
Figura 23. Extrusora Motor trifásico de 75 HP a 440 VAC. .................................................................. 62
Figura 24 Sistema de Lubricación Extrusora Motor trifásico de 1 HP a 440 VAC. ................................. 62
Figura 25. Bomba de Vacío de la Extrusora Motor de 15 HP a 440 VAC. ............................................. 63
Figura 26. Mecanismo de corte Motor trifásico de 1,5 HP a 440 VAC. ................................................. 63
Figura 27. Banda transportadora del mecanismo de corte Motorreductor trifásico de 1 HP a 440 VAC. .. 64
Figura 28. Electrobomba Motor monofásico de 1 HP a 110 VAC. ........................................................ 64
Figura 29. Agitador Motor trifásico de 3 HP a 440 VAC. ..................................................................... 65
Figura 30. Cuadro de cargas CCM 440 VAC. ..................................................................................... 66
Figura 31. Tablero general 220 VAC. ................................................................................................. 67
Figura 32. Tablero oficina administración. .......................................................................................... 67
Figura 33. Tablero taller – oficina. ..................................................................................................... 68
Figura 34. Tablero de iluminación. ..................................................................................................... 68
Figura 35. Circuito equivalente. ......................................................................................................... 71
Figura 36 Valores de FP (Cos θ) y de Sen θ ........................................................................................ 72
Figura 37. Instalación trifásica en conduit. .......................................................................................... 73
Figura 38. Resistencia y reactancia para Cables de Cobre de Baja Tensión. ........................................... 73
Figura 39. Resistencia y reactancia para Cables Múltiplex de Baja Tensión........................................... 74
Figura 40. Resistencia y reactancia para Cables Múltiplex de Baja Tensión, calibres en mm2. ............... 74

xiv
Figura 41. Porcentaje de caída de tensión CCM 440 VAC. .................................................................. 77
Figura 42. Porcentaje de caída de tensión Tablero 220 VAC. ............................................................... 78
Figura 43. Energía Activa, Reactiva y Aparente con arranque estrella-delta. ......................................... 83
Figura 44. Energía Activa, Reactiva y Aparente con variador de frecuencia YASKAWA. ...................... 84
Figura 45. Curva característica de Termopar y PT100. ......................................................................... 86
Figura 46. Como escoger su sensor. ................................................................................................... 86
Figura 47. PLC + HMI Unitronics – VISION 700. (PLC + HMI Unitronics todo en uno, 2016).............. 89
Figura 48. Pantalla presentación. ........................................................................................................ 92
Figura 49. Pantalla menú principal. .................................................................................................... 92
Figura 50. Pantalla monitor de variables del proceso. .......................................................................... 93
Figura 51 Pantalla gráficas de temperatura. ......................................................................................... 93
Figura 52. Pantalla monitor de alarmas. .............................................................................................. 94
Figura 53. Programación PLC – LADDER. ........................................................................................ 95
Figura 54. Programación de linealización de señales analógicas. .......................................................... 96
Figura 55. Plano P&ID del proceso. ................................................................................................... 97

xv
Lista de Tablas
Tabla 1.Arranque eléctrico según su aplicación y potencia ................................................................... 79
Tabla 2.Arranque eléctrico según su aplicación y potencia ................................................................... 80
Tabla 3. Cuadro comparativo del PLC. ............................................................................................... 91
Tabla 4.Presupuesto .......................................................................................................................... 98

xvi
Lista de Apéndices
Apéndice 1. Diagramas de conexión ................................................................................................. 108
Apéndice 2. Analizador PowerPad III Modelo 8333 de AEMC .......................................................... 111
Apéndice 3.Diagnóstico de eficiencia de energía con analizador de red .............................................. 112
Apéndice 4.Diseño de iluminación ................................................................................................... 138
Apendice 5. Plano Diseño Mecánico ................................................................................................ 146
Apéndice 6. Plano Diseño Eléctrico Industrial................................................................................... 147

17
Introducción
La Ladrillera Colbee S.A.S es una empresa productora de ladrillos, bloques y tejas de gres,
está localizada en el km 6 vía El Zulia – Urimaco, Cúcuta. Ésta empresa no cuenta con sistema de
gestión en seguridad y salud en el trabajo (SGSST). El gabinete general, tableros e instalaciones
eléctricas no cumplen con los estándares exigidos por la norma y reglamento nacional Retie,
NTC 2050 y demás normas aplicables a los sistemas existentes. El ámbito de aplicación del
proyecto se centra en el diseño de un sistema de automatización para las etapas de mezclado y
extrusión de la línea de producción de la Ladrillera Colbee, teniendo en cuenta la normativa
vigente que le aplique. El diseño mecánico de la línea de producción lo realizó la empresa
Metalmecánicas Pinzón de Cúcuta (N. de S).

18
Capítulo 1. Diseño de un sistema de automatización para las etapas de
mezclado y extrusión de la línea de producción de la Ladrillera COLBEE
1.1 Planteamiento del Problema
El actual cambio propuesto en el modelo socio económico e industrial ha determinado la
clara necesidad de los propietarios de La Ladrillera Colbee S.A.S de lograr una mayor
competitividad y productividad, con el fin de ocupar un lugar atractivo en el mercado regional y
pretender exportar productos de alta calidad a regiones del continente Europeo. De tal manera,
una estrategia útil es la búsqueda de modernización permitiéndoles una alta eficiencia energética,
automatismo, control y supervisión de datos.
La energía forma parte importante en el desarrollo de los procesos productivos en la
industria y no es la excepción en la industria Ladrillera, especialmente en las plantas que utilizan
procesos convencionales para la producción y aquéllas que están en proceso de expansión y
modernización como Colbee S.A.S donde se hace necesario implementar estrategias para el uso
eficaz de la energía eléctrica, con el fin de reducir costos operacionales y optimizar la
productividad empresarial.
Actualmente la línea de producción no cumple con las normas técnicas eléctricas (Retie y
NTC 2050) y demás normas aplicables a estos equipos, realizando una observación a la operación
de los motores eléctricos, esta no es adecuada por el tipo de arranques empleados (arranque
directo y estrella-delta) más utilizados en la industria debido a que son compactos y de bajo
inversion inicial) los cuales al final generan altas sumas de dinero en gastos en mantenimiento,
pagos de facturas de energía eléctrica y reprocesos por restauración de piezas defectuosas, en el

19
caso del arranque directo esto se origina porque el torque y la corriente inicial tienden a valores
muy elevados lo que impone alto estrés y desgaste mecánico tanto en al sistema de transmisión
(correas, cadenas, poleas) como en la carga misma y mayor consumo de energía; por el lado del
arranque estrella triangulo el torque y la corriente de arranque disminuyen sin la posibilidad de
regular el funcionamiento ,otra desventaja del empleo de estos métodos es que la única forma de
detener el motor es en parada libre, sin control de la velocidad.
La etapa de extrusión se realiza por control electromecánico, implementado para trabajo
manual, debiéndose controlar el apagado y encendido de los motores eléctricos paso a paso, lo
que genera mayor tiempo en parada en la producción, para lo cual se realizara modificaciones del
cableado para condicionar dispositivos y componentes externos como temporizadores, contadores
y sensores de proximidad capacitivos etc. Según lo observado la frecuencia de apagado de los
motores de la línea de producción es de un aproximado de un minuto por cada 30 minutos, esto
debido al desgaste y repetido cambio de los alambre de acero calibre 22 de la cortadora múltiple
de ladrillos, lo que genera que las bandas transportadoras queden con una carga considerable de
material extruido que a la hora de reiniciar el proceso y ligado al esfuerzo de tracción ejercido
por el mecanismo de transmisión de movimiento genera corrientes de arranque de más de 10
veces el valor de la corriente nominal del motor, lo que ocasiona reducción de la vida útil de los
contactores para el arranque de los motores y fatiga y finalmente rotura de los elementos que se
hacen parte de la dinámica ejercida por el motor tales como poleas, chumaceras, cojinetes, banda
de transmisión, entre otros.
La humidificación o hidratación de la arcilla se realiza de manera manual ante la pericia del
operador que al tacto aproxima la cantidad de agua a adicionar abriendo válvulas de bola sin
ningún tipo de accionar electromecánico controlado lo que también origina retardos en la

20
actuación de este proceso.
En el ámbito de la seguridad no se cuenta con un sistema de bloqueo en caso que se
presente una falla y/o anomalía ni una supervisión, control y base de datos de producción óptima.
1.2 Formulación del Problema
¿Cómo proyectar una mejora en las etapas de mezclado y extrusión de la línea de
producción de La Ladrillera Colbee S.A.S, con el propósito de fabricar productos de alta calidad
tipo exportación, reduciendo costos operacionales en mantenimiento, consumo energético y
reprocesos por material defectuoso ligado a un control y supervisión en tiempo real del proceso
productivo?
1.3 Objetivos
1.3.1 Objetivo general. Realizar el diseño de un sistema de automatización para las etapas
de mezclado y extrusión de la línea de producción de la ladrillera Colbee contribuyendo con la
mejora del proceso productivo por medio de la implementación de tecnologías de automatización
en la industria ladrillera.
1.3.2 Objetivos específicos. Diseñar y definir un sistema de automatización y control para
las etapas de mezclado y extrusión de la línea de producción de la ladrillera Colbee con el
propósito de minimizar pérdidas de materia prima y energía eléctrica, fabricar productos de alta
calidad tipo exportación; modernizando las instalaciones eléctricas y permitiendo reducir costos
en mantenimiento y supervisión humana.
Identificar y seleccionar equipos eléctricos y electrónicos de acuerdo a los parámetros del

21
proceso para el sistema de automatización y el sistema de control como estrategia de
modernización y certificación de la planta.
1.4 Justificación
Actualmente la construcción de viviendas está creciendo permanentemente a nivel
nacional, esto se debe al crecimiento demográfico que se ha presentado en los últimos años, por
lo tanto las microempresas dedicadas a la producción de materia prima para la construcción
requieren optimizar sus procesos productivos y cumplir con certificación en calidad, seguridad y
medio ambiente ya que hoy en día la elaboración es artesanal exige mucho trabajo y esfuerzo
físico de las personas.
Se tomó como base de estudio la línea de producción de la Ladrillera Colbee, el diseño
consta de adecuaciones eléctricas según los requisitos de la norma NTC 2050 y reglamento Retie
para ser certificadas, implementación de equipos (tableros de fuerza y control, banco de
condensadores, arrancadores suaves y/o variadores de frecuencia) para minimizar pérdidas de
energía eléctrica y extender la vida útil de motores eléctricos, supervisión y control de las etapas
de mezclado y extrusión del proceso en tiempo real; todo ello con el fin de brindar estabilidad,
fiabilidad y seguridad al proceso. Como último punto se plantea este proyecto innovador y
tecnológico que está basado en la utilización de elementos de sistemas de control para la
supervisión, operación y maniobra de las máquinas para:
Mejorar la productividad de la empresa, reduciendo los costes de la producción y
mejorando la calidad de la misma.
Mejorar las condiciones de trabajo del personal, suprimiendo los trabajos penosos e

22
incrementando la seguridad.
Realizar las operaciones imposibles de controlar intelectual o manualmente.
1.5 Delimitaciones
1.5.1 Espacial. Las pruebas para obtención de datos e implementación del proyecto se
realizara en la planta de producción de la ladrillera Colbee ubicada en el km 6 vía al Zulia –
Urimaco.
1.5.2 Temporal. El tiempo a desarrollar el proyecto es de 120 días (4 meses).
1.5.3 Conceptual. Toda la información científica concerniente a:
- Proceso industrial de fabricación de ladrillos.
- Electricidad industrial y motores eléctricos.
- Seguridad industrial.
- Controladores lógicos programables y pantallas HMI.
- Sensores y actuadores.
1.5.4 Operativa. El proyecto de acuerdo a su proceso y equipos instalados considera las
siguientes variables y tipos de carga:
Variables a supervisar y/o controlar: temperatura, humedad, presión y nivel.
Tipos de carga: cargas de equipos de fuerza tales como molinos, bandas transportadoras,
extrusora y electrobombas; movidos por motores eléctricos.

23
Capítulo 2. Marco Referencial
2.1 Marco Histórico
2.1.1 Antecedentes históricos de la industria de la cerámica en el municipio de san
José de Cúcuta y alrededores.
El área metropolitana de Cúcuta (Norte de Santander, Colombia) se caracteriza por ser una
zona de gran producción de materiales arcillosos y cerámicos para la construcción. La actividad
productiva se fundamenta en la elaboración de artículos de cerámica roja: baldosas, tejas,
ladrillos y bloques, los cuales se distribuyen tanto a nivel nacional como internacional (Sánchez,
J. Gelves, J. Romero, Y. 2012).
Entre las características de la producción regional resaltan: ubicada en el km 6 vía a El
Zulia, con el propósito de mejorar los procesos en la elaboración del producto.
- Altos costos de dinero en mano de obra que representan un aproximado del 30 por ciento
de los costos totales.
- Costos del trasporte del 30 por ciento debido a su volumen y poca rentabilidad por pieza.
- Personal con conocimientos empíricos con bajo nivel académico.
- Mercado nacional del 72 por ciento y 28 por ciento de exportación.
- Baja inversión en investigación y oferta de valor poco innovadora.
- Empresas con bajo nivel tecnológico.
- Empresas golpeadas por los problemas fronterizos.

24
La gran disponibilidad de materiales arcillosos en esta región ha permitido el desarrollo de
la industria ladrillera durante muchos años; sin embargo, el auge de la globalización, con la fuerte
competencia en mercados internacionales, y las inestabilidades políticas de los mercados
tradicionales de exportación del sector han llevado a una fuerte desaceleración en la economía
regional, al punto de llevar al cierre de algunas fábricas. Simultáneamente, los productos
cerámicos de gran formato (mayores de 33 cm. en por los menos uno de sus lados), empleados en
pisos y revestimientos, se han venido imponiendo dentro de la actividad constructiva, hecho que
ha afectado la producción local, ya que gran parte de sus productos se encuentra limitada a
formatos inferiores a los 33 centímetros (Betancur, J. Gelves, J. 2006).
2.2 Marco Contextual
El proyecto se va a implementar en la fábrica de ladrillos COLBEE, ubicada en el km 6 vía
a El Zulia, con el propósito de mejorar los procesos en la elaboración del producto, utilizando
instrumentación para supervisar el proceso y controladores de velocidad en los motores aplicados
para la producción, que minimicen los riesgos eléctricos, que se reduzca el consumo de energía y
aumente la vía útil de los equipos reduciendo al final los gastos operativos generados por la falta
de modernización tecnológica.
2.3 Marco Conceptual
De acuerdo a los lineamientos establecidos para la implementación del proyecto en la
utilización de los controles de velocidad en los procesos de mezcla y extrusión de la materia
prima para la elaboración de los productos fabricados por la empresa, se deben tener en cuenta
los siguientes conceptos técnicos:

25
2.3.1 Proceso productivo de fabricación de ladrillo. En la fabricación de ladrillos, se
llevan a cabo una serie de procesos ya establecidos que comprenden desde la elección del
material arcilloso, al proceso de empaquetado final. La materia prima utilizada para la producción
de ladrillos es, fundamentalmente, la arcilla. Este material está compuesto, en esencia, de
minerales muy comunes en la capa terrestre como sílice, alúmina, agua y cantidades variables de
óxidos de hierro y otros materiales alcalinos, como los óxidos de calcio y los óxidos de magnesio.
Las partículas de estos materiales son capaces de absorber hasta el 70% en peso, de agua. Debido
a la característica de absorber la humedad, la arcilla, cuando está hidratada, adquiere la
plasticidad suficiente para ser moldeada, muy distinta de cuando está seca, que presenta un
aspecto terroso y frágil. Durante la etapa de endurecimiento, por secado, o por cocción, el
material arcilloso adquiere características de notable solidez con una disminución de masa, por
pérdida de agua, de entre un 5 a 15%, en proporción a su plasticidad inicial. El proceso puede
resumirse en:
• Extracción de la mina
• Maduración
• Tratamiento mecánico previo
• Humidificación
• Moldeado
• Secado
• Cocción
• Control de calidad
• Descarga y almacenaje
2.3.2 Extracción de la mina. El proceso comienza con la limpieza de la capa vegetal
superior, luego se extrae la arcilla empleando maquinaria pesada (retroexcavadoras y bulldozer),

26
se transporta al centro de acopio.
2.3.3 Maduración de arcillas. Antes de incorporar la arcilla al ciclo productivo, hay que
someterla a tratamientos de homogeneización, triturándola y sometiéndola a reposo en la zona de
acopio, con la finalidad de obtener una adecuada consistencia y uniformidad de las características
físicas y químicas deseadas. El reposo a la intemperie tiene, en primer lugar, la finalidad de
facilitar el desmenuzamiento de los terrones y la disolución de los nódulos para impedir las
aglomeraciones de las partículas arcillosas. Los terrones suelen tener una granulometría que va
desde el polvo hasta los 50 cm de bloques irregulares. La exposición a la acción atmosférica
(aire, lluvia, sol, hielo, etc.) favorece, además, la descomposición de la materia orgánica que
pueda estar presente y permite la purificación química y biológica del material. De esta manera se
obtiene un material completamente inerte y poco dado a posteriores transformaciones.
2.3.4 Tratamiento mecánico previo. Después de la maduración que se produce en la
zona de acopio, sigue la fase de pre-elaboración que consiste en una serie de operaciones que
tienen la finalidad de purificar y refinar la materia prima. La arcilla transportada se deposita en un
silo, donde pasa por una Zaranda y un agitador que reduce el tamaño de los bloques, haciendo
que su tamaño no sea más grande que una pelota de tenis, como máximo. Una vez reducido el
tamaño de la arcilla y hacerla apta para ser triturada por los molinos, se transportan mediante una
cinta transportadora hacia un silo de gran capacidad (50 toneladas). Desde este silo se dosifica
regularmente, mediante una cintas transportadora, se lleva la materia prima hacia los molinos
donde la transformarán en granos de polvo de 2mm como máximo. Desde los molinos, este polvo
cae por gravedad hasta un elevador de cangilones, que transportan la arcilla verticalmente hasta
otro silo. Cuando dejan su carga, esta cae dentro del molino de cilindros horizontales en los que
en su exterior se encuentra una malla y que sirve para la arcilla), los cuales se encargan de cribar

27
la arcilla, i de separar los granos de hasta 2mm.
2.3.5 Humidificación. Antes de llegar a la operación de moldeo, se saca la arcilla de los
silos y se lleva a una amasadora. En este proceso el polvo de arcilla se mezcla con agua, de
manera artesanal, y una vez homogénea la mezcla, se transporta hacia la extrusora, donde se
colocará el molde de la pieza que se quiera fabricar.
2.3.6 Moldeo y extrusión. El moldeado, normalmente, se hace en caliente utilizando vapor
saturado aproximadamente a 130ºC y a presión reducida proveniente de la bomba de vacío
debido a que el vapor tiene mayor poder de penetración lo que da lugar a una mezcla arcillosa
con la característica técnica de humedad y homogeneidad requerida para el proceso. . La
extrusora saca una barra de manera continua, que un cortador primario que se encarga de ir
cortando a la medida deseada (30cm). Estas barras, ya cortadas, se agrupan de 2 en 2, entran en
otro cortador que los empuja a través de unos hilos de hierro, que las cortan a las medidas
comerciales, y las 2 puntas, los restos de las barras, caen en una cinta que las vuelve a transportar
a la amasadora, incorporándolas otra vez al proceso. Una vez las piezas ya están diseñadas, y
agrupadas en pequeños paquetes, se van colocando automáticamente sobre vagonetas, paquete
sobre paquetes, en los que han de continuar su proceso hasta el final (ahora se llevarán al
secadero y posteriormente al horno).
2.3.7 Motores eléctricos. Es un dispositivo que convierte la energía eléctrica en energía
mecánica por medio de la acción de los campos magnéticos generados en sus bobinas. Son
máquinas eléctricas rotatorias compuestas por un estator y un rotor.
Algunos de los motores eléctricos son reversibles, ya que pueden convertir energía mecánica
en energía eléctrica funcionando como generadores o dinamo son utilizados en infinidad de
28
sectores tales como instalaciones industriales, comerciales y particulares. Su uso en la industria
ladrillera se basa principalmente en ventiladores para secado, bandas transportadoras
(desplazamientos entre el cernidor y la mezcladora y entre la mezcladora y la extrusora, maquina
mezcladora, extrusora y ventiladores para el patio de secado.
2.3.8 Control de procesos de lazo abierto: Es aquel sistema en que solo actúa el proceso
sobre la señal de entrada y da como resultado una señal de salida independiente a la señal de
entrada, pero basada en la primera. Esto significa que no hay retroalimentación hacia el
controlador para que éste pueda ajustar la acción de control. Es decir, la señal de salida no se
convierte en señal de entrada para el controlado.
2.3.9 Control de procesos de lazo cerrado: Son los sistemas en los que la acción de
control está en función de la señal de salida. Los sistemas de circuito cerrado usan la
retroalimentación desde un resultado final para ajustar la acción de control en consecuencia.
2.3.10 Controlador lógico programable (PLC). Hasta no hace mucho tiempo, antes de
finales de la década de los sesentas, el control de procesos industriales se venía haciendo de
forma cableada por medio de contactores y relés. Al operario que se encontraba a cargo de este
tipo de instalaciones, se le exigía tener altos conocimientos técnicos para poder realizarlas y
posteriormente mantenerlas. Además, cualquier variación en el proceso suponía modificar
físicamente gran parte de las conexiones de los montajes, siendo necesario para ello un gran
esfuerzo técnico y un mayor desembolso económico. El controlador lógico programable
(Programmable Logic Controller) denominado PLC, nació como solución al control de circuitos
complejos de automatización. Un controlador lógico programable como una máquina electrónica
diseñada para controlar en tiempo real y en entornos industriales, procesos de naturaleza

29
combinacional y secuencial. Entre las principales funciones de un PLC se pueden citar:
Temporizaciones.
Conteos ascendentes o descendientes.
Enclavamiento de contactos.
Conexionado de contactos en serie y paralelo.
Operaciones y cálculos aritméticos.
Ejecución de funciones lógicas.
Comunicaciones industriales.
Procesamiento de señales analógicas y digitales.
Procesos de autodiagnóstico.
Sistemas de control como PID, PI o PD
2.3.11 Transductores y sensores. Un transductor es un dispositivo que convierte una señal
de un tipo a otro, es decir convierte una magnitud en otra que resulte más apta para el análisis de
un fenómeno físico. Los seis tipos de señales más usuales en el control industrial son: mecánicas,
térmicas, magnéticas, eléctricas, ópticas y moleculares. El transductor sirve para convertir un tipo
de señal en otro, y por lo general suele convertir cualquier señal en eléctrica, esto por el tipo de
aplicaciones industriales que se les da. Un transductor ideal es aquel que para producir su señal
de salida no disminuye la energía de la señal de entrada, pero en la práctica esto no se da, por lo
que es importante que el transductor consuma la menor energía de la señal de entrada para que

30
altere en lo menos posible el fenómeno físico estudiado.
Existen varias ventajas para emplear transductores que conviertan las diversas señales
físicas en señales eléctricas, entre ellas está el hecho de que es fácil realizar distintos
transductores que conviertan cualquiera de las señales no eléctricas en señales eléctricas. Lo
anterior permite extraer poca energía del sistema para medir una variable, esto porque las señales
eléctricas pueden ser fácilmente amplificadas. También es una razón válida el hecho de que
además de los dispositivos de amplificación existen gran variedad de dispositivos eléctricos para
acondicionar o modificar las señales eléctricas como lo son los diversos circuitos integrados que
ya traen dentro de su encapsulado el respectivo transductor.
Finalmente una de las mayores ventajas de emplear transductores que conviertan las
distintas señales en señales eléctricas es la facilidad con que estas se pueden transmitir, pues
resulta mucho más sencillo transmitir que señales mecánicas o hidráulicas. Además existen
muchos medios para almacenar, registrar, procesar y presentar la información electrónica.
Comúnmente se emplea transductor y sensor como sinónimos, pero en realidad un sensor
es aquel dispositivo que permite percibir cantidades físicas que no son tan fáciles de percibir y
produce una salida transducible, donde la salida del sensor es función de la variable a medir, en
cambio un transductor es un medio donde la salida y la entrada no son señales homogéneas,
aunque una es función de la otra, estas no son iguales. Generalmente se amplía el término sensor
para referirse al transductor de entrada y actuador para referirse al transductor de salida.
2.3.12 Interfaz Hombre Máquina (HMI). La HMI representa el medio de interacción
entre un usuario y un determinado hardware, para el caso de control de procesos la HMI, debe ser
capaz de mostrar al usuario datos básicos de todo sistema de control de procesos, tales como

31
variable de proceso, variable de control y set point o variable de consigna, todo esto presentado a
tiempo real, es decir en el momento mismo de la ejecución de las diferentes variaciones.
Se recomienda que una HMI contenga tanto componentes gráficos como componentes
numéricos. Asimismo, debe utilizarse terminología estandarizada y clara para el usuario final.
También, se recomienda que las variables de proceso, set point y variable de control sean lo más
clara posible para el usuario; asimismo, se debe mantener un registro histórico de las variaciones
ocurridas, esto con el fin de estudiar su comportamiento y poder realizar las predicciones
respectivas.
En resumen, un HMI debe proporcionar una explicación transparente y oportuna en tiempo
real de lo que ocurre en el proceso.
2.3.13 Variadores de velocidad. El Variador de Velocidad (VSD, por sus siglas en inglés
Variable Speed Drive) es en un sentido amplio un dispositivo o conjunto de dispositivos
mecánicos, hidráulicos, eléctricos o electrónicos empleados para controlar la velocidad giratoria
de maquinaria, especialmente de motores.
La maquinaria industrial generalmente es accionada a través de motores eléctricos, a
velocidades constantes o variables, pero con valores precisos.
No obstante, los motores eléctricos generalmente operan a velocidad constante o casi-
constante, y con valores que dependen de la alimentación y de las características propias del
motor, los cuales no se pueden modificar fácilmente.
Para lograr regular la velocidad de los motores, se emplea un controlador especial que
recibe el nombre de variador de velocidad.

32
Los variadores de velocidad se emplean en una amplia gama de aplicaciones industriales,
como en ventiladores y equipo de aire acondicionado, equipo de bombeo, bandas y
transportadores industriales, elevadores, llenadoras, tornos y fresadoras, etc.
Un variador de velocidad puede consistir en la combinación de un motor eléctrico y el
controlador que se emplea para regular la velocidad del mismo.
La combinación de un motor de velocidad constante y de un dispositivo mecánico que
permita cambiar la velocidad de forma continua (sin ser un motor paso a paso) también puede ser
designado como variador de velocidad.
2.3.14 Velocidad como una forma de controlar un proceso. Entre las diversas ventajas
en el control del proceso proporcionadas por el empleo de variadores de velocidad destacan:
Operaciones más suaves.
Control de la aceleración.
Distintas velocidades de operación para cada fase del proceso.
Compensación de variables en procesos variables.
Permitir operaciones lentas para fines de ajuste o prueba.
Ajuste de la tasa de producción.
Permitir el posicionamiento de alta precisión.
Control del Par motor (torque).

33
2.3.15 Fomentar el ahorro de energía mediante el uso de variadores de velocidad. Un
equipo accionado mediante un variador de velocidad emplea generalmente menor energía que si
dicho equipo fuera activado a una velocidad fija constante.
2.4 Marco Teórico
La ingeniería busca relacionar variables que garanticen la satisfacción de la necesidad del
mercado, con modelos científicos y prácticos que incorporen la tecnología y la innovación en sus
fundamentos. Para diseñar un proceso adecuado, es necesario seleccionar los componentes
tecnológicos y las cantidades de recursos productivos óptimos y al alcance del proceso, adicional
a esto es necesario encaminar todos los recursos al mejoramiento de la productividad de la
empresa.
La implementación del control automático en los procesos de fabricación de ladrillos, es
una disciplina que se ha desarrollado a una velocidad vertiginosa, dando las bases a lo que hoy
algunos autores le llaman la segunda revolución industrial. El uso intensivo de las técnicas de
control automático de procesos tiene como origen la evolución y tecnificación de las tecnologías
de medición y control aplicadas al ambiente industrial.
Su estudio y aplicación ha contribuido al reconocimiento universal de sus ventajas y
beneficios asociados al ámbito industrial, que es donde tiene una de sus mayores aplicaciones
debido a la necesidad de controlar un gran número de variables, sumado esto a la creciente de
complejidad de los sistemas.
El control automático de procesos se usa fundamentalmente porque reduce el costo
asociado a la generación de bienes y servicios, incrementa la calidad y volúmenes de producción

34
de la fábrica de ladrillos donde se va a aplicar el proyecto.
La automatización del proceso de producción de bloques para construcción consiste en
trasladar las tareas de producción realizadas habitualmente por operadores humanos a un
conjunto de elementos tecnológicos que integran la parte que actúa directamente sobre la
máquina y los elementos que forman la parte operativa como son cilindros, compresores, bandas
transportadoras, captadores de fotodiodos, finales de carrera, entre otros elementos que
permitirán mejorar la productividad, reduciendo costos de la producción y mejorando la calidad
de la misma, realizar las operaciones con alta condición de riesgo y mejorar la disponibilidad de
los productos como variadores de velocidad, sensores, Plc.
Una interfaz humano máquina, llamada de ahora en adelante HMI, permite una interacción
directa entre un controlador lógico programable (PLC) y un usuario. En este proyecto se utilizara
una pantalla HMI visual 700 de Unitronics con PLC integrado, la cual permite la visualización de
estados de variables de un proceso así como también brinda la posibilidad de manipular variables
directamente usando para esto la pantalla ya que esta, mediante su función táctil, permite crear
una interfaz gráfica con botones virtuales, los cuales se pueden usar para cambiar el estado de
actuadores en un sistema.
Anteriormente el ser humano construía sus edificaciones con piedras, ya que en esa época
no existía la idea de los bloques ni ladrillos, de tal manera que el hombre buscaba las piedras más
resistentes, es decir las que soportaban una mayor carga así como los efectos de la naturaleza.
Tenemos registrado que la sociedad se vio en la necesidad de fabricar elementos más
resistentes para la construcción de sus viviendas desde la antigüedad, el ladrillo hizo su aparición
en esta época en aquellos países donde faltaba la piedra y abundaba la arcilla adoptando diversas

35
formas e imitando a los materiales de piedra.
Los ladrillos estaban hechos a base de una pasta de arcilla mezclada con porciones grandes
de arena y paja, tal mezcla se exponía al sol para el proceso de secado y así obtener el ladrillo;
también se obtuvieron ladrillos a base de pasta cocida al fuego.
Los egipcios se distinguieron notablemente en la elaboración de ladrillos en las formas y
aspectos más variados, en la antigüedad se habían moldeado piezas y adornos de arcilla
esmaltada para revestimientos y artículos finos y hoy en día se dedica a un sector importante de la
industria cerámica. Otros pueblos como los sirios, babilónicos y griegos crearon lo que podría
llamarse una técnica propia.
2.5 Marco Legal
Las siguientes normas y reglamento que se toman para el presente tratado indican las
restricciones o permisos a tener en cuenta para la implementación de los controles de los motores
eléctricos y variables físicas en la automatización de los equipos para la producción de ladrillos.
ANSI/ISA-5.1-2009 Instrumentation Symbols and Identification (Símbolos e identificación
de la instrumentación) (Rubio & Vásquez, 2009).
IEC Comisión Electrotécnica Internacional que es acogida por la gran mayoría de países y
especialmente los europeos (Comisión Electrotécnica Internacional, s.f).
NEMA Asociación Nacional de Fabricantes de Equipos Eléctricos. Es una norma nacional
de Estados Unidos, pero es común en muchos países (Asociación Nacional de Fabricantes de
Equipos Eléctricos, s.f).

36
Reglamento Técnico de Instalaciones Eléctricas RETIE (Ministerio de Minas y Energía,
2013).
Norma Técnica Eléctrica Colombiana NTC 2050 (Código Eléctrico Colombiano, 1998).

37
Capítulo 3. Diseño Metodológico
3.1 Tipo de Metodología
Es importante destacar que para la ejecución de este estudio los niveles de
Investigación que se utilizará son:
Cuantitativa
Descriptiva
Cuantitativa. La investigación científica, desde el punto de vista cuantitativo, es un proceso
sistemático y ordenado que se lleva a cabo siguiendo determinados pasos. Planear una
investigación consiste en proyectar el trabajo de acuerdo con una estructura lógica de decisiones
y con una estrategia que oriente la obtención de respuestas adecuadas a los problemas de
indagación propuestos. Pese a tratarse de un proceso metódico y sistemático, no existe un
esquema completo, de validez universal, aplicable mecánicamente a todo tipo de investigación
(Monje, 2011).
Descriptiva. En este tipo de investigación nos permite predecir de una manera exacta el
mecanismo y funcionamiento del sistema de extrusión en comparación a otros sistemas de
máquinas existentes en el mercado.
Modalidad de la investigación.
De Campo: El estudio e investigación que se realiza en el campo a personas relacionadas a
la producción de ladrillos nos centramos en las dificultades que presenta estas etapas de mezclado
y moldeo, saber si es conveniente realizar el mismo trabajo de forma semiautomática así

38
satisfacer la necesidad de reducir el tiempo de proceso.
Se realiza una investigación que nos permita diseñar un sistema de automatización para un
óptimo funcionamiento, y nos permita seleccionar los elementos de control necesarios.
Se realiza el análisis y comportamiento de los elementos mecánicos que componen la
máquina moldeadora para adecuarlos a los instrumentos de control.
Bibliográfica: La investigación que se realiza se requiere de bibliografía que encontramos
de varios libros, revistas y en el Internet para obtener información referente al estudio que es el
eje principal para la realización de este proyecto de investigación.
3.2 Población
Línea de producción de bloques y ladrillos en gres de la Ladrillera Colbee.
3.3 Muestra
Etapas de mezclado y extrusión de la ladrillera.
3.4 Etapas de Investigación
Se interviene con las siguientes etapas y sus respectivas actividades:
3.4.1 Etapa I. Visita al área de trabajo para analizar e interpretar las etapas de influencia.
Actividades:
Conocer el proceso de cada etapa.

39
Identificar las variables físicas y equipos eléctricos que intervienen en el proceso.
3.4.2 Etapa II. En base a la información recolectada y conocimiento propio diseñar el
sistema de automatización.
Actividades:
Recolectar información de sistemas automáticos en el sector arcilla por medio digital,
manuscrito, normas técnicas y experiencia por parte de profesionales en el área eléctrica y
electrónica.
Diseñar el sistema de supervisión y control para el mando y operación de las etapas de
mezclado y extrusión.
Definir cargas para calcular protecciones, conductores y tipos de arranque.
3.4.3 Etapa III. Caracterización del sistema de control para las etapas de mezclado-
extrusión y tipos de control para los motores eléctricos.
Actividades:
Según las características de los motores se definen controles directos, arrancadores suaves
y/o variadores de frecuencia.
La supervisión y control se realiza por medio de Interfaz hombre máquina con pantalla
HMI, PLC e instrumentación.
3.4.4 Etapa IV. Identificación y selección de equipos eléctricos y electrónicos necesarios
para el sistema de automatización y el sistema de control.

40
Actividades:
De acuerdo a las variables a controlar y cargas del proceso se escogen sensores, control
lógico programable (PLC), pantalla HMI, protecciones y conductores.
Seleccionar proveedores de instrumentación y equipos eléctricos.
Asesoría por parte de fabricantes de autómatas programables, instrumentación y equipos
eléctricos teniendo en cuenta el costo beneficio.
3.4.5 Etapa V. Programación de algoritmo para las etapas de mezclado y extrusión y
establecer el diagrama de instrumentación del proceso.
Actividades:
Programación Ladder del PLC.
Elaborar el plano P&ID del proceso en base a la norma ISA 5.1 – 2009.
3.4.6 Etapa VI. Diseño de interfaz de usuario para la operación de las etapas de mezclado
y extrusión.
Actividades:
Programar la pantalla HMI (Interfaz Hombre Máquina).
Programar la interconexión de variables y eventos entre el PLC y la pantalla HMI.
3.4.7 Etapa VII. Proyección de presupuesto para la ejecución del mismo por parte de la
ladrillera Colbee.

41
Actividades:
Definir materiales y elementos.
Clasificar proveedores.
Cotizar.
Seleccionar equipos e instrumentos de calidad y buen precio.
Realizar informe del presupuesto.

42
Capítulo 4. Presentacion de los resultados
4.1 Diagnóstico
4.1.1 Generalidades de la empresa. Como se muestra a continuación:
Razón social:
Nombre: Colbee Ladrillera S.A.S.
Nit: 9009902309.
Ubicación planta de producción: km 6 Vía El Zulia – Urimaco, Cúcuta – Norte de
Santander.
Ubicación oficina de ventas: Av. 3 14-121 Barrio San Luis.
Teléfono: (57) (7) 5762347.
Objeto social:
Exploración y extracción minera, fabricación y comercialización de productos de arcilla
elaborados de manera artesanal y maquinada.
Misión. COLBEE LADRILLERA S.A.S esta siempre en búsqueda de la optimización de
sus procesos, con la permanente preocupación de satisfacer las necesidades de nuestros clientes,
teniendo en cuenta que nuestro departamento Norte de Santander y en particular la Ciudad de
Cúcuta, tiene abundantes reservas de arcilla de excelentes características y propiedades físicas,
aptas para la fabricación de materiales de alta calidad, a través de procesos sencillos, lo que
permite crear un amplio portafolio de productos para ponerlos al servicio del mercado de la

43
construcción.
Visión. Actualmente nuestra empresa cuenta con una capacidad de producción de 65
toneladas diarias y de tres hornos tipo colmena con una capacidad total de 1290 toneladas
mensuales. Como resultado de nuestras innovaciones y desarrollo tecnológico, para el 2019
nuestra producción anual proyectada es de 20.000 Toneladas, todo esto manteniéndonos
enfocados en el cuidado del ambiente y el uso sostenible de nuestros recursos naturales.

44
4.1.1.1 Estructura organizacional. Como se muestra a continuación:
Figura 1. Estructura organizacional.
Fuente: Colbee Ladrillera S.A.S.

45
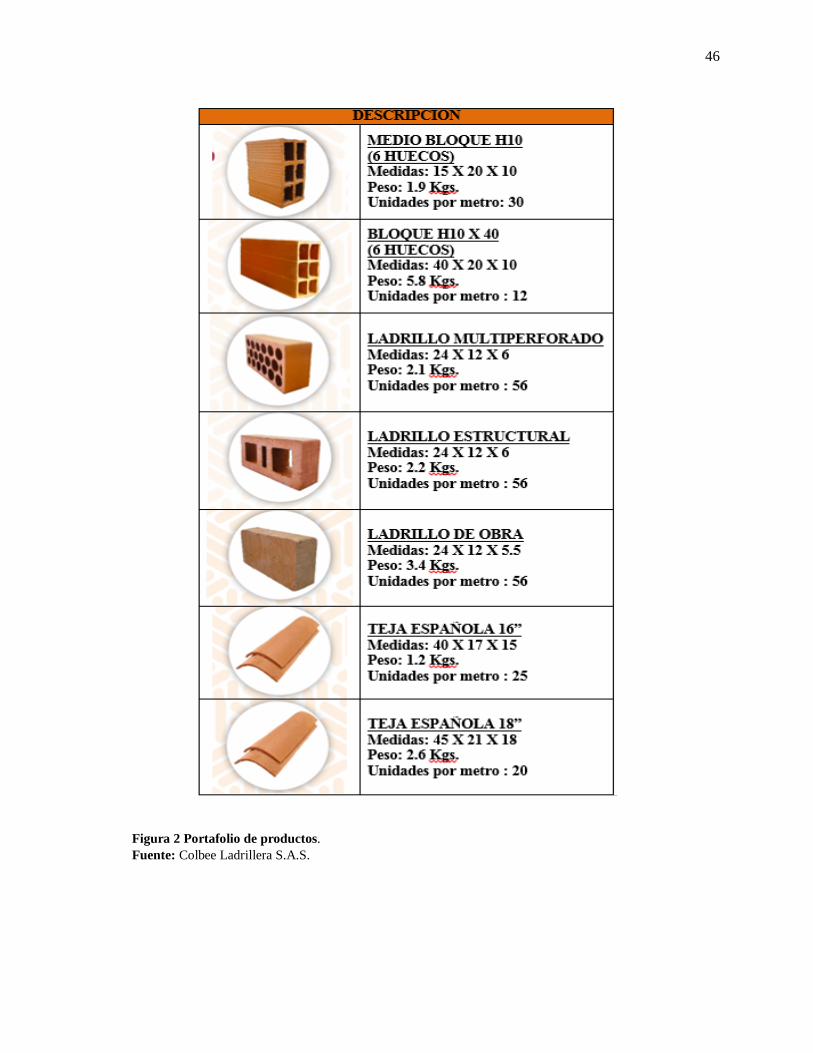
4.1.1.2 Portafolio de productos. Como se muestra a continuación:
46
Figura 2 Portafolio de productos.
Fuente: Colbee Ladrillera S.A.S.

47
4.1.2 Proceso. Como se muestra a continuación:
EXTRACCIÓN DE
MATERIA PRIMA
Se deposita
materia prima CAJÓN ALIMENTADOR
Se dosifica de
materia prima
BANDA TRANSPORTADORA
N° 1
Transporta la
materia prima
MOLINO DE SEIS MAZOS
O MARTILLOS
Producción de
10 Ton/h
Materia prima
triturada
BANDA TRANSPORTADORA
N° 2
ZARANDA
Transporta la
materia prima
triturada
Producto de la
granulometria
BANDA TRANSPORTADORA
N° 3
Transporta el
producto de la
granulometría
MEZCLADOR N° 1
TANQUE - AGITADOR
ELECTROBOMBA
Suministro de
agua
Bombea agua
Producto del
Mezclador N° 1
BANDA TRANSPORTADORA
N° 4
Transporta el
producto del
Mezclador N° 1
MEZCLADOR N° 2Producto del
Mezclador N° 2EXTRUSORA
Producto del
moldeadoCORTADORA
Producto de la
Cortadora
BANDA TRANSPORTADORA
DE LA CORTADORASECADO
COCCIÓNALMACENAJEVENTA Y TRANSPORTE
A CLIENTES
Selección del
producto
Figura 3. Diagrama de bloques del proceso de producción de bloques y ladrillos de arcilla.
Fuente: Elaboración propia.

48
4.1.2.1 Diagrama del proceso. Como se muestra a continuación:
Figura 4. Fabricación de ladrillos.
Fuente: https://es.slideshare.net/A7XLEX/fabricacion-ladrillos-alex.
4.1.2.2 Descripción del proceso propio de la Ladrillera Colbee S.A.S. El proceso de
elaboración de un ladrillo se compone de las siguientes fases:
Extracción de la materia prima: Se extrae y transporta la arcilla, la materia prima necesaria
para la fabricación de ladrillos desde la zona de extracción (Mina) hasta el lugar de producción
(Depósito).
Cajón alimentador con capacidad de 5 Toneladas; este tiene un motor trifásico de 5,5 HP a
440 VAC cuya aplicación es un cilindro de arrastre para dosificar la banda transportadora N° 1.

49
Banda transportadora N° 1 de 7,5 ml de longitud se mueve con un motorreductor trifásico
de 2 HP a 440 VAC, se encarga de transportar la materia prima hacia el molino de mazos o
martillos.
Molino de seis (6) mazos o martillos con motor trifásico de 60 HP a 440 VAC con una
producción de 10 Ton/h.
Banda transportadora N° 2 de 7 ml de longitud se mueve con un motorreductor trifásico de
1,5 HP a 440 VAC, transporta la arcilla hacia la zaranda.
Zaranda (granulometría) de 2 ml de longitud funciona con un motorreductor trifásico de 3
HP a 440 VAC.
Banda transportadora N° 3 de 4,5 ml de longitud se mueve con un motorreductor trifásico
de 3 HP, transporta el material que pasa por granulometría hacia el mezclador N° 1.
Mezclador N° 1 funciona con un motor trifásico de 30 HP a 440 VAC con caja reductora
(sistema de freno con embrague neumático).
Banda transportadora N° 4 se mueve con un motorreductor trifásico de 1,5 HP a 440 VAC,
transporta la arcilla húmeda hacia el mezclador N° 2.
Mezclador N° 2 funciona con un motor trifásico de 30 HP a 440 VAC con caja reductora
(sistema de freno con embrague mecánico).
Extrusora con motor trifásico de 75 HP a 440 VAC.
Moldeado: Consiste en pasar la arcilla a través de una boquilla para conseguir la forma del

50
objeto deseado. Este proceso se realiza en caliente, utilizando vapor saturado a aproximadamente
130ºC y a presión reducida proveniente de la bomba de vacío. Con ello se obtiene una humedad
más uniforme y una masa más compacta.
Sistema de lubricación en la extrusora con motor trifásico de 1 HP a 440 VAC.
Bomba de vacío de la extrusora con motor de 15 HP a 440 VAC
Cortadora con motor trifásico de 1,5 HP a 440 VAC.
Banda transportadora de la cortadora con motorreductor trifásico de 1 HP a 440 VAC.
Electrobomba con motor monofásico de 1 HP a 110 VAC.
Agitador con motor trifásico de 3 HP a 440 VAC le suministra agua mezclada con
carbonato de bario (para desaparecer la fluorescencia de la arcilla) al mezclador N° 1.
Secado: Es una de las fases más delicadas del proceso de producción, ya que de ella
depende, en gran parte, el buen resultado y calidad del material. El secado tiene la finalidad de
eliminar el agua agregada en la fase de moldeado para así poder pasar a la fase de cocción.
Cocción: Se realiza en hornos Colmena donde la temperatura de cocción oscila entre 900ºC
y 1000ºC. En el interior del horno la temperatura varía de forma continua. Durante este proceso,
se determina la resistencia y color del ladrillo.
Almacenaje: Antes del embalaje, se procede a la formación de paquetes sobre pallets, lo
cual permitirá facilitar su transporte con carretillas. El embalaje consiste en envolver los paquetes
con cintas de plástico o metal, con la finalidad de poder ser depositados en lugares de

51
almacenamiento y facilitar su transporte.
4.1.2.3 Variables físicas y equipos eléctricos que intervienen en el proceso. Humedad,
presión, temperatura y nivel.
4.1.2.4 Sistema eléctrico existente. Diagrama unifilar de gabinete general 440 VAC:
Figura 5 Diagrama Unifilar Gabinete General 440 VAC.
Fuente: Elaboración propia.

52
Diagrama unifilar tablero N° 1:
Figura 6 Diagrama Unifilar Tablero N°1.
Fuente: Elaboración propia.

53
Diagrama unifilar tablero 220 VAC:
Figura 7 Diagrama Unifilar Tablero 220 VAC.
Fuente: Elaboración propia.

54
Línea de producción - Estado actual:
Figura 8. Estado actual de la Línea de Producción.
Fuente: Diseño mecánico Ing. Iván Pinzón, 2017.
Ver apéndice 5: Plano Diseño Mecánico.
55
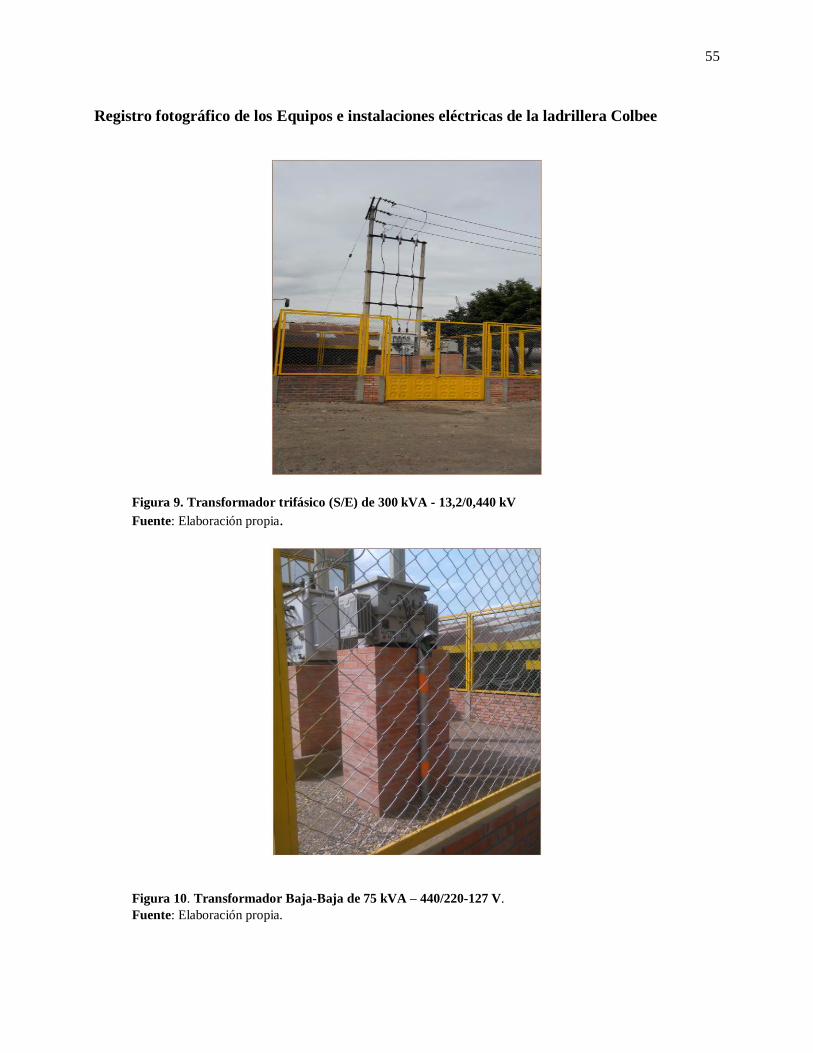
Registro fotográfico de los Equipos e instalaciones eléctricas de la ladrillera Colbee
Figura 9. Transformador trifásico (S/E) de 300 kVA - 13,2/0,440 kV
Fuente: Elaboración propia.
Figura 10. Transformador Baja-Baja de 75 kVA – 440/220-127 V.
Fuente: Elaboración propia.

56
Figura 11. Gabinete Trifásico 440 VAC.
Fuente: Elaboración propia.
Figura 12. Cajón Alimentador Motor trifásico de 5,5 HP a 440 VAC.
Fuente: Elaboración propia.

57
Figura 13. Banda Transportadora N° 1 Motorreductor trifásico de 2 HP a 440 VAC.
Fuente: Elaboración propia.
Figura 14. Molino Motor trifásico de 60 HP a 440 VAC.
Fuente: Elaboración propia.

58
Figura 15. Banda Transportadora N° 2 Motorreductor trifásico de 1,5 HP a 440 VAC.
Fuente: Elaboración propia.
Figura 16 Zaranda Motorreductor trifásico de 3 HP a 440 VAC.
Fuente: Elaboración propia.

59
Figura 17. Tablero de control N° 1 – Molino, Cajón alimentador, Banda transportadora N°1, Banda
transportadora N° 2 y Zaranda.
Fuente: Elaboración propia.
Figura 18. Banda Transportadora N°3 Motorreductor trifásico de 3 HP.
Fuente: Elaboración propia.

60
Figura 19. Tablero de potencia N° 1 - Cajón alimentador, Banda transportadora N° 1, molino, banda
transportadora N° 2 y zaranda.
Fuente: Elaboración propia.
Figura 20. Mezclador N°1 Motor trifásico de 30 HP a 440 VAC con caja reductora (sistema de freno
con embrague neumático).
Fuente: Elaboración propia.

61
Figura 21. Banda Transportadora N°4 Motorreductor trifásico de 1,5 HP a 440 VAC.
Fuente: Elaboración propia.
Figura 22 Mezclador N°2 Motor trifásico de 30 HP a 440 VAC con caja reductora (sistema de freno con
embrague mecánico).
Fuente: Elaboración propia.

62
Figura 23. Extrusora Motor trifásico de 75 HP a 440 VAC.
Fuente: Elaboración propia.
Figura 24 Sistema de Lubricación Extrusora Motor trifásico de 1 HP a 440 VAC.
Fuente: Elaboración propia.

63
Figura 25. Bomba de Vacío de la Extrusora Motor de 15 HP a 440 VAC.
Fuente: Elaboración propia.
Figura 26. Mecanismo de corte Motor trifásico de 1,5 HP a 440 VAC.
Fuente: Elaboración propia.

64
Figura 27. Banda transportadora del mecanismo de corte Motorreductor trifásico de 1 HP a 440 VAC.
Fuente: Elaboración propia.
Figura 28. Electrobomba Motor monofásico de 1 HP a 110 VAC.
Fuente: Elaboración propia.

65
Figura 29. Agitador Motor trifásico de 3 HP a 440 VAC.
Fuente: Elaboración propia.

66
4.2 Sistema de Automatización y Control
4.2.1 Cuadro de cargas CCM 440 VAC. Como se muestra a continuación:
Figura 30. Cuadro de cargas CCM 440 VAC.
Fuente: Elaboración propia.
Ver apéndice 6: Plano Diseño Eléctrico Industrial.

67
4.2.2 Tablero general 220 VAC. Como se muestra a continuación:
Figura 31. Tablero general 220 VAC.
Fuente: Elaboración propia.
Ver apéndice 6: Plano Diseño Eléctrico Industrial.
4.2.3 Tablero oficina administración. Como se muestra a continuación:
Figura 32. Tablero oficina administración.
Fuente: Elaboración propia.
Ver apéndice 6: Plano Diseño Eléctrico Industrial.

68
4.2.4 Tablero taller – oficina. Como se muestra a continuación:
Figura 33. Tablero taller – oficina.
Fuente: Elaboración propia.
Ver apéndice 6: Plano Diseño Eléctrico Industrial.
4.2.5 Tablero de iluminación. Como se muestra a continuación:
Figura 34. Tablero de iluminación.
Fuente: Elaboración propia.
Ver apéndice 6: Plano Diseño Eléctrico Industrial.

69
4.2.6 Regulación de tensión en instalaciones eléctricas. Uno de los aspectos primordiales
al dimensionar los conductores que forman parte de una instalación eléctrica, luego del
cumplimiento de la capacidad de conducción de corriente, es el Porcentaje de Caída de Tensión,
denominado también en el ámbito técnico, Porcentaje de Regulación.
Caída de tensión: la caída de tensión en el conductor se origina debido a la resistencia
eléctrica al paso de la corriente. Esta resistencia depende de la longitud del circuito, el material, el
calibre y la temperatura de operación del conductor. El calibre seleccionado debe verificarse por
la caída de tensión en la línea.
Al suministrar corriente a una carga por medio de un conductor, se experimenta una caída
en la tensión y una disipación de energía en forma de calor. En circuitos de corriente continua
(c.c.) la caída de tensión se determina por medio de la siguiente fórmula, conocida como la Ley
de Ohm:
V = I · R
Donde:
V es la caída de tensión.
I es la corriente de carga que fluye por el conductor.
R es la resistencia a c.c. del conductor por unidad de longitud.
Para circuitos de corriente alterna (c.a.) la caída de tensión depende de la corriente de carga,
del factor de potencia y de la impedancia de los conductores (en estos circuitos es común la
combinación de resistencias, capacitancias e inductancias). Por lo anterior, la caída de tensión se

70
expresa:
V = I · Z
Siendo Z la impedancia.
IMPEDANCIA EFICAZ
La Norma NTC 2050 en la nota 2 de la tabla del capítulo 9, establece que “multiplicando la
corriente por la impedancia eficaz se obtiene un valor bastante aproximado de la caída de tensión
entre fase y neutro”, adicionalmente define la impedancia eficaz así:
ZEF = R Cos θ + X Sen θ
Donde:
θ es el ángulo del factor de potencia del circuito.
R es la resistencia a corriente alterna de conductor.
X es la reactancia del conductor.
Por otro lado, tenemos:
X = XL – XC
Donde:
XL es la reactancia inductiva.
XC es la reactancia capacitiva.

71
Considerando que las distancias de las redes eléctricas en sistemas de distribución de
Cables para Media Tensión implican longitudes cortas, se pueden despreciar los efectos
capacitivos. Así mismo, para sistemas de distribución de Cables de Baja Tensión estos efectos
capacitivos también son despreciables debido a las bajas tensiones de operación (menos de
600V); por lo tanto se pueden tener en cuenta solamente la resistencia y la reactancia inductiva,
simplificando los cálculos con una muy buena aproximación a la realidad (ver Figura 35).
Reemplazando en la fórmula la reactancia X por la reactancia inductiva XL (es decir,
despreciando la reactancia capacitiva), la impedancia eficaz se define así:
ZEF= R Cos θ + XL Sen θ
Figura 35. Circuito equivalente.
Fuente: http://www.centelsa.com.co/archivos/3d6c0e37.pdf
I: Corriente de carga que fluye por el conductor.
Vs: Tensión de envío por la fuente.
Vr: Tensión recibida en la carga.
72
Z: Impedancia de la línea.
R: Resistencia a c.a. del conductor.
XL: Reactancia inductiva del conductor.
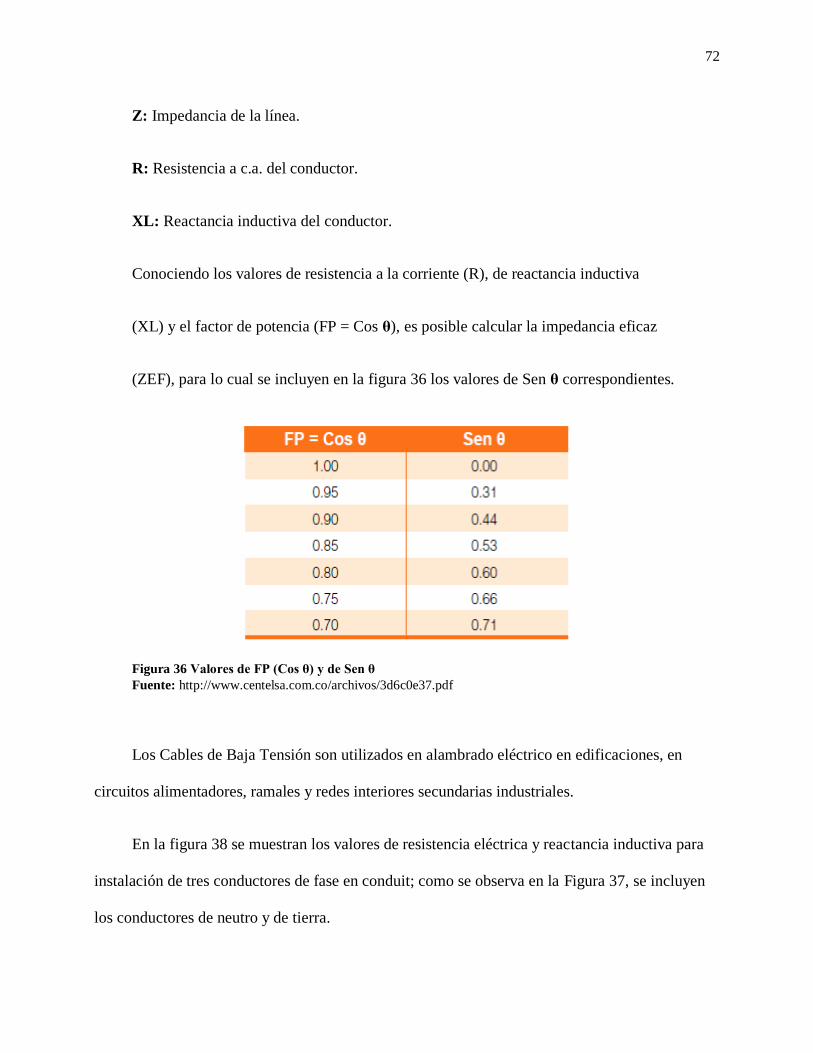
Conociendo los valores de resistencia a la corriente (R), de reactancia inductiva
(XL) y el factor de potencia (FP = Cos θ), es posible calcular la impedancia eficaz
(ZEF), para lo cual se incluyen en la figura 36 los valores de Sen θ correspondientes.
Figura 36 Valores de FP (Cos θ) y de Sen θ
Fuente: http://www.centelsa.com.co/archivos/3d6c0e37.pdf
Los Cables de Baja Tensión son utilizados en alambrado eléctrico en edificaciones, en
circuitos alimentadores, ramales y redes interiores secundarias industriales.
En la figura 38 se muestran los valores de resistencia eléctrica y reactancia inductiva para
instalación de tres conductores de fase en conduit; como se observa en la Figura 37, se incluyen
los conductores de neutro y de tierra.

73
Figura 37. Instalación trifásica en conduit.
Fuente: http://www.centelsa.com.co/archivos/3d6c0e37.pdf
Figura 38. Resistencia y reactancia para Cables de Cobre de Baja Tensión.
Fuente: http://www.centelsa.com.co/archivos/3d6c0e37.pdf

74
Figura 39. Resistencia y reactancia para Cables Múltiplex de Baja Tensión. Fuente: http://www.centelsa.com.co/archivos/3d6c0e37.pdf
CENTELSA también fabrica estos cables con especificaciones de calibres en mm2 para lo
cual se indican los parámetros eléctricos respectivos en la figura 40.
Figura 40. Resistencia y reactancia para Cables Múltiplex de Baja Tensión, calibres en mm2. Fuente: http://www.centelsa.com.co/archivos/3d6c0e37.pdf
Regulación:

75
La Caída de Tensión (∆V=Vs-Vr) se calcula mediante las siguientes fórmulas:
Para circuitos monofásicos:
∆V FASE-NEUTRO = ZEF · 2 · L · I
Para circuitos trifásicos:
∆V Fase-fase = √3 · ∆V Fase-neutro
∆V Fase-fase = 1.732 · ∆V Fase-Neutro
∆V Fase-Neutro = ZEF · L · I
Donde:
∆V es la Caída de Tensión en Voltios.
L es la longitud del circuito en km.
I es la corriente del circuito en A.
ZEF es la impedancia eficaz en ohm/km.
La Regulación de Tensión o Porcentaje de Caída de Tensión se define como:
% Regulación = [(Vs-Vr) / Vr] · 100
% Regulación = [∆V / Vr] · 100

76
Finalmente, el resultado obtenido en el cálculo del Porcentaje de Regulación debe
compararse con los valores establecidos por la norma NTC 2050, donde al respecto se indica lo
siguiente:
Sección 210-19, Inciso a), Nota 4: “Los conductores de circuitos ramales como están
definidos en la sección 100, con una sección que evite una caída de tensión superior al 3% en las
salidas más lejanas de fuerza, calefacción, alumbrado o cualquier combinación de ellas y en los
que la caída máxima de tensión de los circuitos alimentador y ramal hasta la salida más lejana no
supere al 5%, ofrecen una eficacia razonable de funcionamiento. Para la caída de tensión en los
conductores del alimentador, véase el artículo 215-2”.
Sección 215-2, Inciso b), Nota 2: “Los conductores de alimentadores tal como están
definidos en la sección 100, con un calibre que evite una caída de tensión superior al 3% en las
salidas más lejanas para potencia, calefacción, alumbrado o cualquier combinación de ellas y en
los que la caída máxima de tensión de los circuitos alimentador y ramales hasta la salida más
lejana no supere el 5%, ofrecen una eficacia de funcionamiento razonable. Nota 3: Véase el
artículo 210-19. a), para la caída de tensión de los conductores de los circuitos ramales”.
(Centelsa, Boletín técnico, Marzo 2005).

77
4.2.7. Porcentaje de caída de tensión CCM 440 VAC. Como se muestra a continuación:
Figura 41. Porcentaje de caída de tensión CCM 440 VAC.
Fuente: Elaboración propia.
Ver apéndice 6: Plano Diseño Eléctrico Industrial.
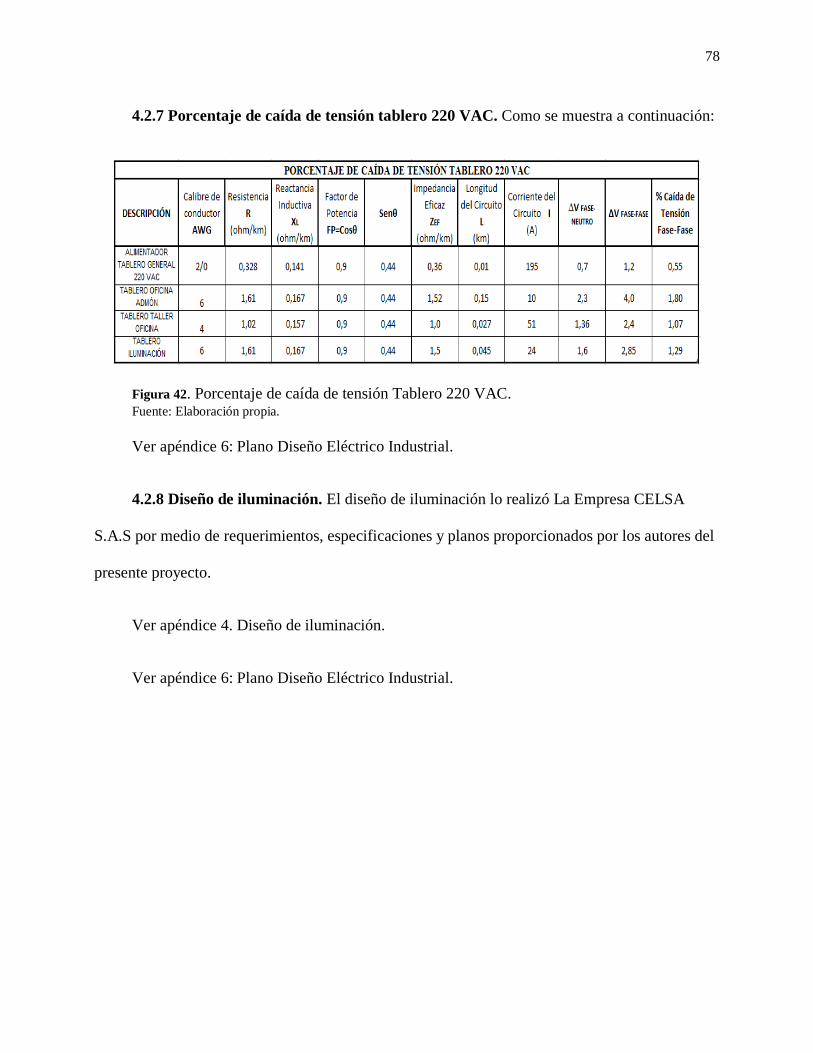
78
4.2.7 Porcentaje de caída de tensión tablero 220 VAC. Como se muestra a continuación:
Figura 42. Porcentaje de caída de tensión Tablero 220 VAC. Fuente: Elaboración propia.
Ver apéndice 6: Plano Diseño Eléctrico Industrial.
4.2.8 Diseño de iluminación. El diseño de iluminación lo realizó La Empresa CELSA
S.A.S por medio de requerimientos, especificaciones y planos proporcionados por los autores del
presente proyecto.
Ver apéndice 4. Diseño de iluminación.
Ver apéndice 6: Plano Diseño Eléctrico Industrial.

79
4.3 Definición de Controles Directos, Arrancadores Suaves y/o Variadores de Frecuencia
Tabla 1.Arranque eléctrico según su aplicación y potencia
ARRANQUE ELÉCTRICO SEGÚN SU APLICACIÓN Y POTENCIA
DESCRIPCIÓN Corriente
(A)
Voltaje
(V)
Factor de
Potencia
FP=Cosθ
Potencia
(HP)
Tipo de
Arranque
Eléctrico
EXTRUSORA 86 440 0,85 75
Variador
de Frecuencia
MEZCLADORA N°2 35 440 0,85 30 Arrancador
Suave
BOMBA DE VACIO 17 440 0,85 15 Arrancador
Suave
BANDA
TRANSPORTADORA
N°4
2 440 0,85 1,5 Arrancador
Directo
MEZCLADORA N°1 35 440 0,85 30 Arrancador
Suave
BANDA
TRANSPORTADORA
N°3
3 440 0,85 3 Arrancador
Directo
BANDA
TRANSPORTADORA
SILO
6 440 0,85 5 Arrancador
Directo
ELEVADOR 6 440 0,85 5 Arrancador
Directo
ZARANDA 3 440 0,85 3 Arrancador
Directo
BANDA
TRANSPORTADORA
N°2
2 440 0,85 1,5 Arrancador
Directo
Fuente: Elaboración propia.

80
Tabla 2.Arranque eléctrico según su aplicación y potencia
ARRANQUE ELÉCTRICO SEGÚN SU APLICACIÓN Y POTENCIA
DESCRIPCIÓN Corriente
(A)
Voltaje
(V)
Factor de
Potencia
FP=Cosθ
Potencia
(HP)
Tipo de
Arranque
Eléctrico
MOLINO 69 440 0,85 60 Arrancador
Suave
BANDA
TRANSPORTADORA
N°1
6 440 0,85 5 Arrancador
Directo
CAJÓN
ALIMENTADOR 6 440 0,85 5,5
Arrancador
Directo
MECANISMO DE
CORTE 2 440 0,85 1,5
Arrancador
Directo
BANDA
TRANSPORTADORA
PRODUCTO
CORTADO
1,2 440 0,85 1 Arrancador
Directo
CORTADORA
MULTIALAMBRE 6,3 440 0,85 5,5
Arrancador
Directo
BANDA TRANSPORTADORA
CORTADORA
MULTIALAMBRE
3 440 0,85 2,2 Arrancador
Directo
VENTILADOR
PRINCIPAL 12 440 0,85 10
Arrancador
Suave
VENTILADOR 2 11,5 440 0,85 10 Arrancador
Suave
SISTEMA DE
LUBRICACIÓN
EXTRUSORA
1,2 440 0,85 1 Arrancador
Directo
AGITADOR 3,5 440 0,85 3 Arrancador
Directo
Fuente: Elaboración propia.
Ver apéndice 1. Diagramas de conexión de arranque directo, arrancador suave y variador de
velocidad.
Se seleccionan arrancadores suaves ABB y variador de frecuencia Yaskawa por
disponibilidad de asistencia técnica y comercial, costo asequible, calidad, eficiencia; cumple con

81
los parámetros requeridos según la aplicación y potencia.
4.3.1 Diagnóstico de eficiencia de energía con analizador de red. El día 5 de Octubre se
instaló el analizador de redes en las instalaciones de la ladrillera COLBEE del kilómetro 6 vía el
Zulia, con el ánimo de analizar el consumo de energía reactiva de la planta, Analizando los
resultados del informe energético, se deduce que para corregir el consumo de energía reactiva
actual se necesita un mínimo de 130Kvar instalados en su operación, la normatividad indica que
por encima del 50% de consumo de energía reactiva con respecto a la energía activa se penalizara
por la comercializadora, razón por la cual en el momento su factura de energía debe estar
presentando penalización por alto consumo de energía reactiva. La razón por la cual le está
llegando dicho cobro es por:
1. Las cargas inductivas (motores) están generando un consumo de energía reactiva incluso
por encima del consumo de la potencia activa.
2. Equipos eléctricos con una elevada vida útil que generan mayores cargas reactivas.
3. Falta de un adecuado sistema de corrección de factor de potencia (banco de
condensadores).
Instalar un Banco de condensadores de la capacidad especificada o utilizar variadores de
velocidad en las principales cargas inductivas (motores más grandes de la planta) generando
reducción del consumo de energía reactiva y adicional aumentado la eficiencia energética de los
motores.
Si desea utilizar nuestros servicios para dicha labor con gusto estaremos dispuestos a pasar
un presupuesto para dicho suministro.

82
Ver apéndice 2. Analizador PowerPad III Modelo 8333 de AEMC.
Ver apéndice 3. Diagnóstico de eficiencia de energía con analizador de red.
4.3.2 Procedimiento de cálculo de consumo. os cálculos de consumo se realizan
basándonos en un tiempo de trabajo en la extrusora de 7:20 am a 2:20 pm de 7 horas/día, y en
base a la energía medida bajo el analizador de redes durante este tiempo de trabajo.
Se determina $461,04/kW.h, dato suministrado por el tecnólogo de la ladrillera Colbee.
En cada uno de los motores tenemos el consumo de energía durante el periodo de tiempo:
Arranque Estrella – Delta
Este motor alcanza en este tipo conexión el siguiente consumo
E= 303,6kwh
Consumo de Potencia = 303,6kwh*$461,04/ kwh = $139.971,7 Durante 7 horas. •
Funcionamiento con variador
E= 174,23kwh
Consumo de Potencia = 174,23kwh*$461,04/ kwh = $80.332,328 Durante 7 horas. Con
estos resultados anotados se muestra el valor por consumo de potencia en un ciclo de una hora de
trabajo de la extrusora, lo que nos deja como resultado que el menor consumo es el que se obtiene
al instalar el variador de frecuencia.
Se puede observar en prueba tomada en campo que la disminución del consumo de

83
corriente al instalar el variador de frecuencia es de aproximadamente del 40%, debido a que el
promedio de la mínima corriente consumida por la extrusora con arranque estrella-delta es muy
elevado como se puede apreciar ya que el promedio de la mínima corriente consumida por la
extrusora al instalarle el variador de frecuencia es mucho menor.
4.3.2.1 Energía activa, reactiva y aparente con arranque estrella-delta. Como se muestra
a continuación:
Figura 43. Energía Activa, Reactiva y Aparente con arranque estrella-delta. Fuente: Elaboración propia.

84
4.3.2.2 Energía activa, reactiva y aparente con variador de frecuencia yaskawa. Como se
muestra a continuación:
Figura 44. Energía Activa, Reactiva y Aparente con variador de frecuencia YASKAWA. Fuente: Elaboración propia.
4.3.3 Selección de Sensores.
Sensor de Nivel Ultrasónico Sick - UP56-213112.
Características de selección:
• Mediciones sin contacto hasta 3,4 m en distancia de detección y funcionamiento / 8,0 m
en distancia de detección límite.
• Resiste hasta 6 bar.

85
• Gran solidez del transductor gracias a la cubierta PVDF.
• 3 en 1: medición continua, señal de conmutación y pantalla.
• Salida analógica conmutable de 4 mA a 20 mA y de 0 V a 10 V.
• Conexiones de proceso G1 y G2.
• Grado de protección IP 67.
• Costo asequible.
• Manejo sencillo, posible también a través de Connect+.
• La medición sin contacto en contenedores presurizados evita que se produzcan desgastes
con el paso del tiempo.
• Configuración rápida y sencilla de los parámetros.
• Sistema de medición flexible para contenedores de distintos tamaños que permite
estandarizar las aplicaciones y reducir los costes de almacenamiento.
• Una salida de conmutación y una salida analógica combinadas en un solo dispositivo.
(Catalogo resumido 2011)
Termopar tipo K KELVIN de 1/2x120cms.
El termopar es un sensor extremadamente simple y fiable que está constituido de dos
materiales metálicos de naturaleza diversa unidos por dos uniones llamadas "unión fría" y "unión
caliente". El grado de temperatura que detectan estas uniones genera una diferencia de potencial
estrechamente dependiente de la naturaleza de los materiales.

86
El sensor pt100 es un elemento pasivo constituido de un material metálico cuyo valor
resistivo es estrechamente dependiente de la temperatura. Los standar industriales utilizados se
fabrican en platino o níquel con un valor resistivo de 100 Ohmnios a 0ºC DIN.
La utilización de estos sensores de temperatura viene valorado en función del uso (robusto)
y del campo de temperatura para este proyecto el rango es de Temperatura Ambiente hasta
1000°C. (Sensores PT100 y termopares)
Figura 45. Curva característica de Termopar y PT100.
Fuente: http://srcsl.com/catalogoPDFs/AreaTecnica/Introduccion_sensores_temperatura.pdf
La instalación de estos sensores prevé normalmente la utilización de cables especiales para
alta temperatura, vainas de protección, conexiones particulares, etc.
Figura 46. Como escoger su sensor.
Fuente: http://srcsl.com/catalogoPDFs/AreaTecnica/Introduccion_sensores_temperatura.pdf
Sensor de presión ifm PA6229.

87
Características de selección:
• Sensor electrónico de presión.
• Conexión por conector en conformidad con e1.
• Conexión de proceso: ¼" NPT I.
• Rango de medición: -1...0 bar.
• Presión relativa de Fluidos líquidos y gaseosos.
• Salida analógica de 20 - 4mA.
• Temperatura ambiente de -25 – 80°C.
• Costo asequible.
• Grado de protección IP 65.
Transductor de corriente Z-LINE S203TA.
Características de selección:
• Entrada de hasta 600 Vac, 5A rms.
• Conexión Salida de corriente de 0 a 20, 4 a 20 mA o voltaje de 0 a 5, 0 a 10 Vdc.
• Salida de corriente de 0 a 20, 4 a 20 mA o voltaje de 0 a 5, 0 a 10 Vdc.
• Interfaz RS485 con comunicación serial Modbus-RTU, salida análoga configurable a
Vrms, Irms, Watt (bi-direccional).

88
• Precisión de 0.5%.
• Costo asequible.
• Aislamiento galvánico a 3.75KV.
• Montaje a Riel DIN.
• Alimentación de 10 a 40 Vdc, 19 a 28 Vac. (logicbus)
4.4 Diseño Interfaz de Usuario.
4.4.1 PLC + HMI Unitronics – VISION 700. Como se muestra a continuación:

89
Figura 47. PLC + HMI Unitronics – VISION 700. (PLC + HMI Unitronics todo en uno, 2016).
Fuente: https://unitronicsplc.com/wpcontent/uploads/2016/11/Unitronics_products_spanish_097_low.pdf
Se selecciona el PLC Visión 700 por su confiabilidad, calidad, facilidad de uso,
conectividad, múltiples aplicaciones industriales, economía, las aplicaciones y asesoría técnica
que ofrece Unitronics son gratuitas y demás características de operación y arquitectura tales
como:
Pantalla HMI integrada al PLC.
Módulo Snap de entradas y salidas.
Expansión de entradas y salidas.
Puerto Ethernet integrado que soporta 8 terminales, lo que permite comunicarse con 8
dispositivos simultáneamente.
En su programación cuenta con memoria de aplicación, tiempo de escaneo, operandos de

90
memoria, tabla de datos y tarjeta SD.
Las opciones de entradas/salidas incluyen mediciones de alta velocidad, temperatura y
peso.
PID autosintonizado, hasta 24 lazos independientes.
Programas de recetas y registros de datos por medio de tablas de datos.
Tarjeta SD: registro, copias de respaldo, clonar y más.
Control basado en fecha y hora.
Comunicación, TCP/IP mediante Ethernet.
Servidor web: use páginas HTML integradas o diseñe páginas complejas para ver y editar
datos de PLC por medio de internet.
Función de envío de correo electrónico.
Mensajería SMS.
Utilidades de acceso remoto.
Soporte de protocolo MODBUS.
CANbus: CANopen, UniCAN, SAE J1939 y más.
DF1 esclavo.
Puertos: suministrados con puerto de programación mini-USB, 1 RS232/RS485 y 1 puerto

91
Ethernet. Se puede agregar 1 puerto: 1 Serial/Ethernet/Profibus y 1 CANbus (Unitronics. s,f).
4.4.2 Cuadro comparativo del PLC.
Tabla 3. Cuadro comparativo del PLC.
Parámetros
Equipo
Tipo de
PLC
Entradas/
Salidas
Capacidad
de
Programa y
memoria
Comunicaciones HMI
Compacta
(OPLC)
Precio Software
Unitronics
VISION 700
Modular 6
analógicas
(14 bits) y
3
analógicas
(10 bits)
18
digitales/
15
digitales
2MB Puerto Ethernet Si 2.830.000 Gratis
Siemens
SIMATIC S7-
1200
Modular 2
analógicas
6 digitales/
4 digitales
100 kB Puerto Ethernet No 4.500.000 Licencia
Allen Bradley
MicroLogix 1400
Modular 0
analógicas
12
digitales/
12
digitales
10 kB Puerto Ethernet No 4.200.000 Gratis

92
4.4.3 Programación pantalla HMI. Como se muestra a continuación:
Figura 48. Pantalla presentación. Fuente: Elaboración propia.
Figura 49. Pantalla menú principal.
Fuente: Elaboración propia.

93
Figura 50. Pantalla monitor de variables del proceso.
Fuente: Elaboración propia.
Figura 51 Pantalla gráficas de temperatura.
Fuente: Elaboración propia.

94
Figura 52. Pantalla monitor de alarmas.
Fuente: Elaboración propia.
4.5 Programación PLC – LADDER
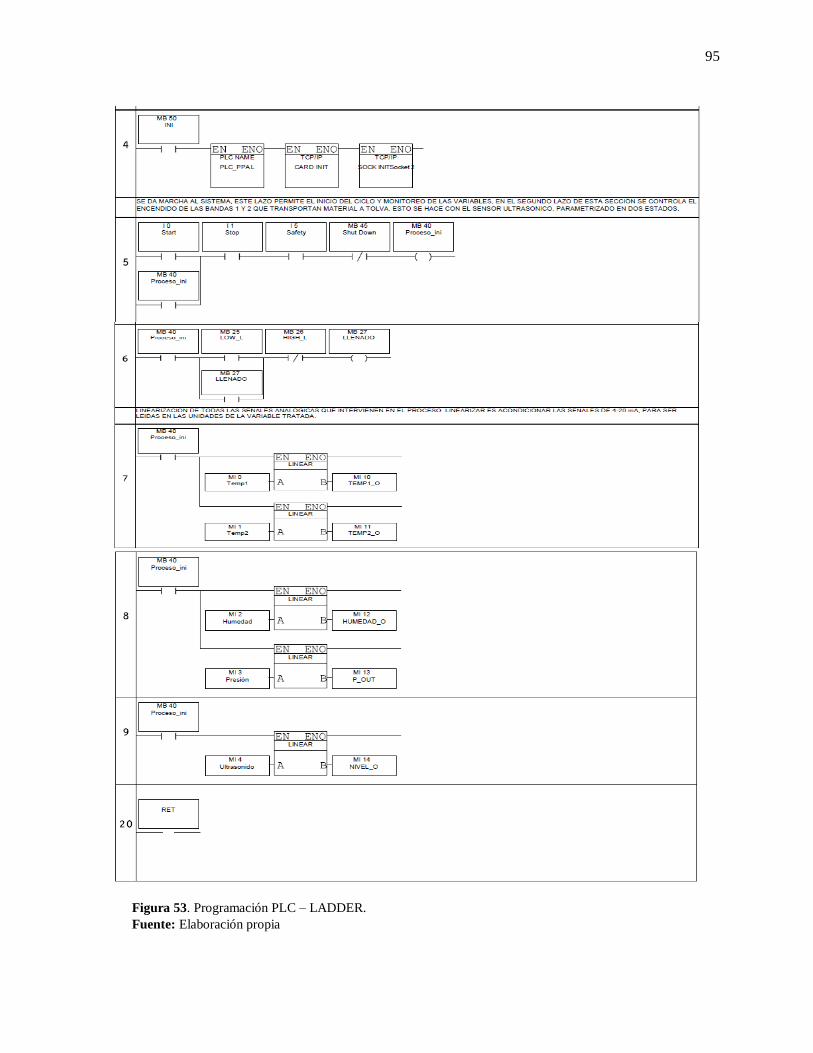
95
Figura 53. Programación PLC – LADDER.
Fuente: Elaboración propia

96
4.5.1 Programación de linealización de señales analógicas. Como se muestra a
continuación:
Figura 54. Programación de linealización de señales analógicas.
Fuente: Elaboración propia.

97
4.5.2 Plano P&ID del proceso. Como se muestra a continuación:
Figura 55. Plano P&ID del proceso. Fuente: Elaboración propia.
TT: Transmisor de Temperatura.
TI: Indicador de Temperatura.
PT: Transmisor de Presión.
CT: Transmisor de Corriente.
LT: Transmisor de Nivel.
FV: Válvula de Flujo.
Lazo 1: Control de Válvula de flujo.
Lazo 2: Control de Motores eléctricos (bandas transportadoras N° 3 y silo).

98
4.6 Capitulo XI: Presupuesto
Tabla 4.Presupuesto
MATERIALES Y EQUIPOS
ITEM CANT DESCRIPCIÓN VALOR
UNIT.
VALOR
TOTAL
1 1 un OPLC VISION 7´´.
V700-T20BJ Color OPLC, 7´´, Touch.
Marca: Unitronics.
2.623.200 2.623.200
2 1 un Snap de entradas y salidas.
V200-18-E1B.
Marca: Unitronics.
452.340 452.340
3 1 un Sensor de nivel (ultrasonido).
UP56-213112.
Marca: Sick.
1.800.000 1.800.000
4 1 un Sensor fotoeléctrico de barrera. 300.000 300.000
5 1 un Fuente de alimentación 24v 96w.
Marca: Unitronics.
320.000 320.000
6 1 un Pirómetro digital 2D Relé/SSR 2Alar
48x48mm.
Marca: autonics.
158.000 158.000
7 2 un Termocupla tipo K cal 8AWG de
1/2x120cms, marca KELVIN.
260.000 520.000
8 80 ml Cable para Termocupla tipo K temperatura
máxima exterior 200 °C recubrimiento
teflón, conductor 3x24 AWG.
5.450 436.000
9 1 un Kit puesta a tierra:
Varilla Cu 5/8´´x2.4ml.
Conector Cooperweld 5/8´´-2Cu-Cu.
Suelo artificial sistema puesta a tierra 15kg.
Caja concreto 40x40x40.
260.000 260.000

99
10 1 un Control nivel mac 10A 250 v.
Marca: MAC3.
40.000 40.000
11 2 un Interruptor de posición cuerpo metálico
palanca de rodillo de retorno resorte
termoplástico.
400.000 800.000
12 50 ml Bandeja galvanizada tipo escalera
semipesada 240cm capacidad de carga
149kg/m.
80.000 4.000.000
13 1 un Sensor de corriente toroide 50/5A 50.000 50.000
14 1 un Sensor de presión PA6229 250.000 250.000
15 1 un CCM 40.000.000 40.000.000
16 1 un Banco de condensadores 5.000.000 5.000.000
17 TOTAL 57.009.540
SERVICIOS PROFESIONALES Y OTROS
ITEM CANT DESCRIPCIÓN VALOR
UNIT.
VALOR
TOTAL
1 Ingenieros que diseñan el Sistema de
automatización.
4.000.000 4.000.000
2 Delineante de planos. 600.000 600.000
3 Útiles de papelería e impresiones. 150.000 150.000
4 Medios de transporte para realizar las
actividades del proyecto
200.000 200.000
5 TOTAL 4.950.000
COSTO TOTAL
ITEM CANT DESCRIPCIÓN VALOR
UNIT.
VALOR
TOTAL
1 Materiales y equipos. 57.009.540

100
2 Servicios profesionales y otros. 4.950.000
3 TOTAL 61.959.540

101
Conclusiones
De manera general, en primer lugar y a favor de la automatización del proceso de mezclado
y extrusión está el interés en aumentar la productividad y la rentabilidad; la producción del
ladrillo se haría de mejor calidad posible y a un coste más bajo debido al uso de equipo
electrónico que mitigue el arranque brusco y violento de los motores de corriente alterna y
problemas eléctricos debidos a las tensiones y corrientes transitorias producidas en los
arrancadores en línea directos o estrella/triángulo. Problemas mecánicos que someten a grandes
esfuerzos a toda la cadena de accionamiento, desde el motor hasta el equipo accionado,
problemas operativos, tales como daños en los productos transportados por las cintas
transportadoras.
Los resultados del diagnóstico en las instalaciones eléctricas por medio de un analizador de
red tipo PowerPad III Modelo 8333 de AEMC, con el análisis de las gráficas se obtiene que el
factor de potencia es de 0.75, por lo tanto se hace necesario la instalación de un banco de
condensadores con capacidad de 130 kvar para corregir el FP a 0.94 y así optimizar las
instalaciones y eficiencia de energía eléctrica.
Se espera que la aplicación diseñada para el PLC mejore la calidad, tiempo de operación y
la eficiencia del proceso, cuya efectividad depende del manejo autónomo de las variables
Humedad, Temperatura, Presión y Nivel toda vez que estas variables están en relación directa
con este proceso.
En el proyecto se optó por trabajar con el PLC visión 700 de Unitronics, cuyos criterios de
selección tanto cualitativos como cuantitativos se mostraron anteriormente. Aspectos como la

102
experiencia con la adquisición y el manejo del software, las ayudas en línea, los tutoriales y la
facilidad que ofrece el entorno de programación de este PLC, así como la inclusión de una
pantalla HMI en su arquitectura, lograron dejar un convencimiento absoluto de la utilización del
mismo en el proceso.
La empresa espera implementar el proyecto el siguiente año, con el convencimiento que le
ofrecen los beneficios mostrados en el estudio, por lo tanto aspectos como la selección de los
sensores, transmisores y elementos finales de control se analizarán y seleccionarán en el
momento en que se haga la implementación.

103
Referencias
Abarca, P. (s.f). El ABC de la Automatización. Recuperado de:
http://www.aie.cl/files/file/comites/ca/abc/sistemas-de-control-automatico.pdf
Asociación Nacional de Fabricantes de Equipos Eléctricos. (s.f). Es una norma nacional de
Estados Unidos, pero es común en muchos países. Recuperado de:
http://ecatalog.weg.net/files/wegnet/WEG-seleccion-y-aplicacion-de-motores-electricos-
articulo-tecnico-espanol.pdf
Bonilla, J. (2013). Programación de interfaces humano-máquina para una red de PLC. Tesis de
grado. Universidad de Costa Rica. San José, Costa Rica.
Camara de Comercio de Bogota. (s.f). Diseño mecánico Línea de Producción Ladrillera Colbee –
Plano e Imagen. Bogota: Empresa Metalmecánica Pinzón.
Castro, A. (2008). Sensores utilizados en la Automatización Industrial. Requisito parcial para
optar por el grado de Bachiller en Ingeniería Eléctrica. Recuperado de:
http://eie.ucr.ac.cr/uploads/file/proybach/pb0813t.pdf
CELSA S.A.S. (s.f). Diseño de iluminación CELSA17S-0153-LADRILLERA. Bogota: CELSA
S.A.S.
Centelsa-Cables de energía y telecomunicaciones S.A. (s.f). RETIE: regulación de tensión en
instalaciones eléctricas. Recuperado de:
http://www.centelsa.com.co/archivos/3d6c0e37.pdf.
104
Código Eléctrico Colombiano. (1998). NTC 2050 Código Eléctrico Colombiano. Recuperado de:
https://es.slideshare.net/farnebar70/ntc-2050-cdigo-elctrico-colombiano
Comisión Electrotécnica Internacional. (s.f). Comisión Electrotécnica Internacional que es
acogida por la gran mayoría de países y especialmente los europeos. Recuperado de:
http://ecatalog.weg.net/files/wegnet/WEG-seleccion-y-aplicacion-de-motores-electricos-
articulo-tecnico-espanol.pdf
Granda, C. & Perlaza, W. (2012). Análisis, diseño e implementación para la automatización de
las etapas de producción de una máquina bloquera. Tesis de grado. Universidad de Cuenca.
Cuenca, Ecuador.
INFOPLC. (s.f). Manuales y ejemplos programación autómatas, PLC, HMI Unitronics.
Recuperado de: http://www.infoplc.net/descargas/26-unitronics
Leyva, C. & Martínez, D. (2008). Evaluación técnico-económica emo´s aplicados a los procesos
convencionales de producción en una empresa ladrillera. Tesis de grado. Universidad de la
Salle. Bogotá, Colombia.
LIBRARY. (s.f). Catálogo Arrancadores suaves ABB Tipos PSR, PSS, PSE, PST y PSTB.
Recuperado de:
https://library.e.abb.com/public/196b2fc76abb0301c125793c00333ace/Arrrancadores%20s
uaves_Catalogo%20PSR-PSS-PSE-PST-PSTB_1TXA132033C0701-000911.pdf
López, A. (2013). Diagrama fabricación de ladrillos y derivados de arcilla – Imagen. Recuperado
de: https://es.slideshare.net/A7XLEX/fabricacion-ladrillos-alex

105
Ministerio de Minas y Energía. (2013). RETIE: Reglamento Técnico de Instalaciones Eléctricas.
Bogota: El Ministerio.
Monje, C. (2011). Metodología de la investigación cuantitativa y cualitativa guía didáctica. Libro
didáctico. Universidad Surcolombiana. Neiva, Colombia.
Peña, J. (2003). Introducción los Autómatas Programables. Recuperado de:
https://www.casadellibro.com/libro-introduccion-a-los-automatas-programables-incluye-cd-
rom/9788484290285/931549
Rubio, O. & Vásquez, L. (2009). ANSI/ISA-5.1-2009 Instrumentation Symbols and Identification
(Símbolos e identificación de la instrumentación). Recuperado de:
http://biblioteca.unitecnologica.edu.co/notas/tesis/0063155.pdf
Ruíz, E; Inche, J. & Chung, R. (2008). Desarrollo de una interfaz hombre máquina orientada al
control de procesos Industrial. Data, 11(1), 70-72. Recuperado de:
http://www.redalyc.org/pdf/816/81611211010.pdf
Sánchez, J; Gelves, J. & Ramírez, R. (2012). Implementación de un sistema tipo Scada para
mejorar los procesos de secado y cocción de la ladrillera sigma LTDA. Revista Colombiana
de Tecnologías de Avanzada, 2(20), 1.
Unitronics todo en uno, (2016). PLC + HMI. Recuperado de: https://unitronicsplc.com/wp
content/uploads/2016/11/Unitronics_products_spanish_097_low.pdf
Unitronics. (). Software VisiLogic Unitronics. Recuperado de: http://www.unitronics.com
Variadores. (s.f). Manual variador Yaskawa A1000 -Variadores Yaskawa Recuperado de:

106
http://www.variadores.com.co
Villafañe, E. (2010). Equipos y elementos de comando y maniobras. Reporte técnico. Trabajo de
grado. Universidad Nacional de Córdoba. Córdoba, Argentina.
J. Sánchez, J. F. Gelves, Y. A. Romero, "Caracterización tecnológica y del talento humano de las
empresas fabricantes de cerámica roja ubicadas en el área metropolitana de Cúcuta", Revista
Respuestas, año 17, N.° 2, pp. 71-80, 2012.
J. Betancur y J. F. Gelves, Diagnóstico de los procesos de secado, cocción y manejo ambiental en
las empresas productoras de tableta vidriada de la zona metropolitana de San José de Cúcuta.
Universidad Francisco de Paula Santander. Facultad de Ingeniería. Trabajo de grado
Ingeniería de producción industrial. San José de Cúcuta. 2006.
Unitronics, (s,f). Manual técnico Unitronics PLC + HMI Todo en uno. Israel.

107
Apéndices

108
Apéndice 1. Diagramas de conexión
Variador de Velocidad Yaskawa.
Arrancador Suave ABB.

109
Arranque Directo.

110

111
Apéndice 2. Analizador PowerPad III Modelo 8333 de AEMC
El PowerPad® III Modelo 8333 es un analizador de calidad de energía trifásica de fácil uso,
compacto, y resistente a golpes. Permite que técnicos e ingenieros lleven a cabo mediciones,
diagnósticos y trabajos de calidad de potencia en redes de una, dos y tres fases. Se proporcionan
terminales de entrada de corriente y tensión. Es IEC 61000-4-30 Clase B con clasificación de
seguridad de 600V CAT IV.
El Modelo 8333 dispone de memoria para almacenar datos de tendencia. La memoria interna
adicional se utiliza para almacenar alarmas, transitorios y capturas de pantalla. El usuario puede
almacenar hasta 12 capturas de pantalla, hasta 51 capturas de transientes que contienen cuatro
ciclos para cada entrada activa, y 4000 eventos de alarma de hasta 10 parámetros diferentes. Este
analizador puede grabar datos de tendencia durante días, semanas y hasta meses
Características:
Mediciones monofásicas, bifásicas y trifásicas de True RMS a 256 muestras por ciclo
incluyendo DC.
Formas de onda a color en tiempo real.
Reconocimiento automático de la sonda de corriente y autoescala.
Medición de voltaje, corriente y potencia en AC y DC.
Presentación y captura en tiempo real de armónicos de voltaje, corriente y potencia hasta
el orden 50, incluyendo la dirección.
Captura de transitorios desde 1/256 de ciclo. Medición de VA, VAR y W por fase y total.
Medición de kVAh, VARh y kWh por fase y total.
Presentación de la corriente de neutro calculada para circuito trifásico.
Presentación del factor K de transformadores.
Medición del factor de potencia (FP) y de desplazamiento del factor de potencia.
Presentación del parpadeo a corto y largo plazo.
Medición del desbalance de fase en corriente y en voltaje.
Medición de la distorsión armónica (individual y total) desde el orden 1 hasta el 50.
Alarmas, picos y caídas.
Función de captura de pantalla para formas de onda y otra información en pantalla.
Incluye de manera gratuita el software DataView para configurar el almacenamiento de datos, la
presentación, el análisis y la generación de reportes en tiempo real.

112
Apéndice 3.Diagnóstico de eficiencia de energía con analizador de red
Fecha de inicio del registro 05/10/2017
Duración grabación 7:00:00 (h:min:s)
Instrumento ID Modelo 8333 106225NAH 1572 Firmware 4.1 Versión del Hardware 33.33
Nom. Archivo base de datos 8333_106225NAH 1572_Registrando_COLBEE 440v_5.dvb
Nombre OperadorINSE GROUP SAS
MARLON ELIUTH SARAVIA
AV2 #20-50 SAN LUIS
CUCUTA NORTE DE SANTANDER COLOMBIA
5844426
Nombre instalación
COLBEE
ING PATRICIA BARRIENTOS
KM 6 vía El Zulia entrada Urimaco.
CUCUTA NORTE DE SANTANDER COLOMBIA
3102864786
Comentarios
El día 5 de Octubre se instaló el analizador de redes en las instalaciones de la ladrillera COLBEE
del kilómetro 6 vía el Zulia, con el ánimo de analizar el consumo de energía reactiva de la planta,
Analizando los resultados del informe energético, se deduce que para corregir el consumo de
energía reactiva actual se necesita un mínimo de 130Kvar instalados en su operación, la
normatividad indica que por encima del 50% de consumo de energía reactiva con respecto a la
energía activa se penalizara por la comercializadora, razón por la cual en el momento su factura
de energía debe estar presentando penalización por alto consumo de energía reactiva. La razón
por la cual le está llegando dicho cobro es por:
1. Las cargas inductivas (motores) están generando un consumo de energía reactiva incluso por
encima del consumo de la potencia activa.
2. Equipos eléctricos con una elevada vida útil que generan mayores cargas reactivas.
3. Falta de un adecuado sistema de corrección de factor de potencia (banco de condensadores).
Instalar un Banco de condensadores de la capacidad especificada o utilizar variadores de
velocidad en las principales cargas inductivas (motores más grandes de la planta) generando
reducción del consumo de energía reactiva y adicional aumentado la eficiencia energética de los
motores.
Si desea utilizar nuestros servicios para dicha labor con gusto estaremos dispuestos a pasar un
presupuesto para dicho suministro.
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Carátula, 1 de 30

113
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Hz, 2 de 30
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Hz, 3 de 30

114
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Urms, 4 de 30

115
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Urms, 5 de 30

116
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Arms, 6 de 30

117
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Arms, 7 de 30

118
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - THD (%F), 8 de 30

119
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - THD (%F), 9 de 30

120
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - THD (%r), 10 de 30

121
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - THD (%r), 11 de 30
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - CF, 12 de 30

122
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - CF, 13 de 30

123
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - UNB, 14 de 30

124
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - UNB, 15 de 30

125
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Pst, 16 de 30

126
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Pst, 17 de 30

127
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - FK FHL, 18 de 30
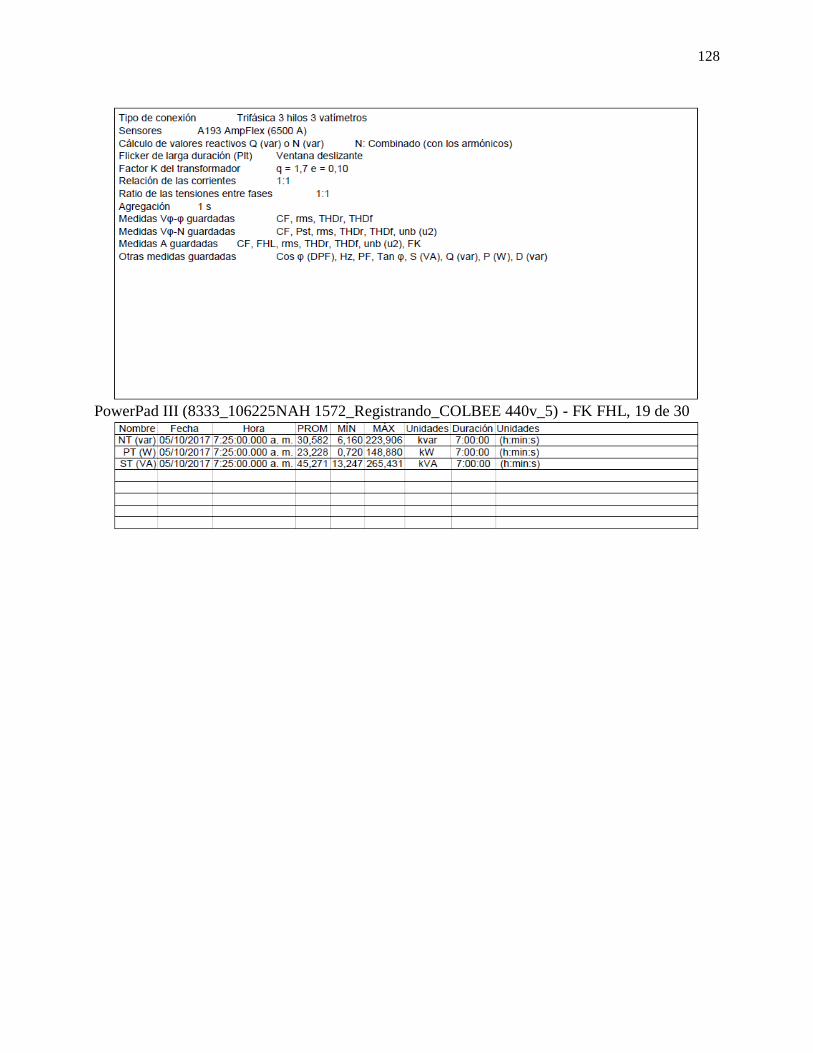
128
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - FK FHL, 19 de 30

129
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Potencia, 20 de 30

130
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Potencia, 21 de 30

131
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Energía, 22 de 30

132
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Energía, 23 de 30

133
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - PF, 24 de 30

134
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - PF, 25 de 30
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - COS, 26 de 30

135
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - COS, 27 de 30

136
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - TAN, 28 de 30
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - TAN, 29 de 30
137
Configurar instrumento
Tipo de conexión 3 hilos 3 vatímetros
Sensores AmpFlex (6500 A)
Cálculo de valores reactivos Q (var) o N (var): Combinado (con los armónicos)
Flicker de larga duración (Plt) deslizante
Factor K del transformador = 1,7 e = 0,10
Relación de las corrientes:1
Ratio de las tensiones entre fases:1
Agregación s
Medidas Vφ-φ guardadas, rms, THDr, THDf
Medidas Vφ-N guardadas, Pst, rms, THDr, THDf, unb (u2)
Medidas A guardadas, FHL, rms, THDr, THDf, unb (u2), FK
Otras medidas guardadas φ (DPF), Hz, PF, Tan φ, S (VA), Q (var), P (W), D (var)
PowerPad III (8333_106225NAH 1572_Registrando_COLBEE 440v_5) - Configuración, 30 de
30

138
Apéndice 4.Diseño de iluminación
CELSA17S-0153-LADRILLERA
CELSA S.A.S limita su responsabilidad en la entrega de un diseño de iluminación que obedece a los requerimientos, especificaciones y planos proporcionados por el cliente y se garantiza en él, el cumplimiento del Reglamento Técnico de iluminación y Alumbrado Público RETILAP y normas complementarias que le apliquen. Por lo tanto, los valores presentados en este informe obedecen a resultados luminotécnicos exactos, los cuales pueden verse afectados por el uso de otro tipo de luminarias a la especificada en el diseño o la modificación de la posición de las mismas, como también a la alteración en los acabados de las superficies del local o sitio a iluminar.
Fecha: 06.10.2017
Proyecto elaborado por: CELSA S.A.S.
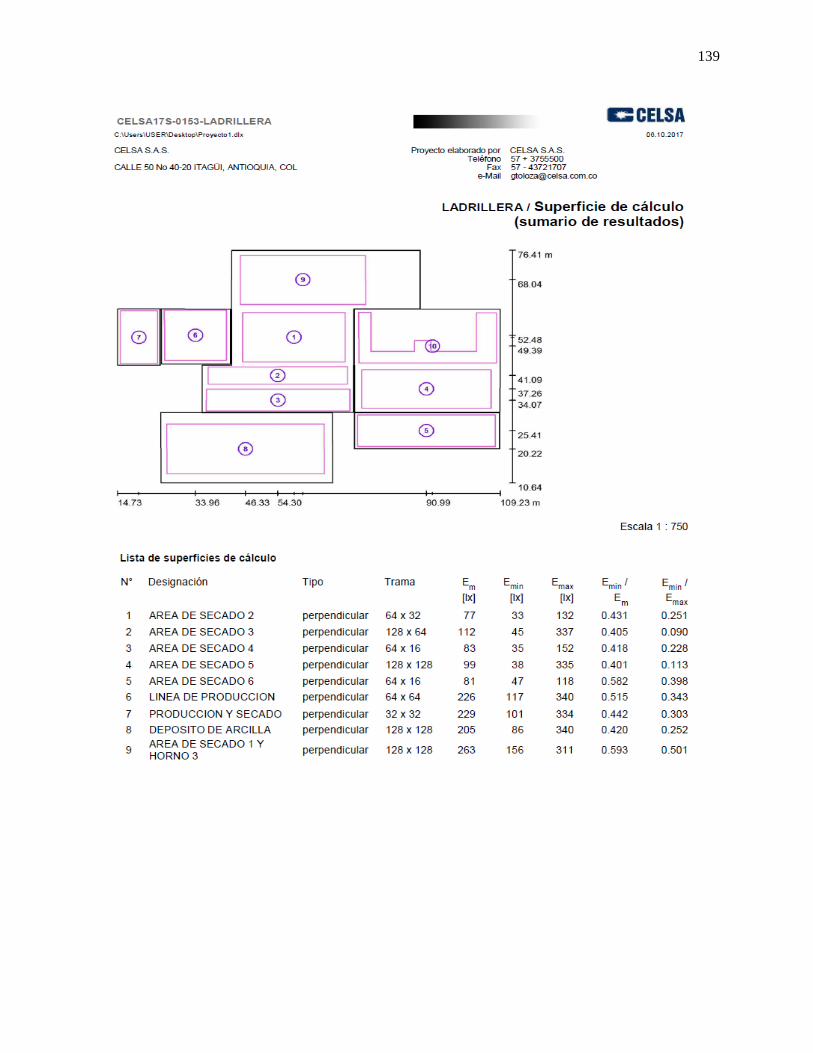
139

140

141

142

143

144

145

146
Apendice 5. Plano Diseño Mecánico
(Ver Formato Digital)

147
Apéndice 6. Plano Diseño Eléctrico Industrial
(Ver Formato Digital)