dormer catalog
TRANSCRIPT


2
BS
SSU
SAU
NS
JIS
2.1
303
S21
416
S37
2301
, 231
2, 2
314
2346
, 238
030
3, 4
1643
0FS
3030
0, S
4160
0S
4302
0S
US
304L
, SU
S43
0F
2.2
304
S15
, 321
S17
31
6 S
, 320
S12
2310
, 233
3, 2
337
2343
, 235
3, 2
377
304,
321
, 316
S30
400,
S32
100
S31
600
SU
S30
4, S
US
321
2.3
317
S16
, 316
S16
2324
, 238
7, 2
570
409,
430
, 436
S40
900,
S43
00,
S43
600
SU
S29
, SU
S33
SU
S43
HB
EN
DIN
2.1
<250
<850
EN
10
088-
3 - X
14C
rMoS
171.
4305
, 1.4
104
X10
CrN
iS18
9,
X12
CrM
oS17
2.2
<250
<850
EN
10
088-
2,0
-3
- 1.4
301+
AT
1.43
01, 1
.454
1,
1.45
71X
5CrN
i89,
X
10C
rNiM
oTi1
810
2.3
<300
<100
0E
N 1
0 08
8-3
- 1.4
460
1.44
60, 1
.451
2,
1.45
82X
BC
rNiM
o275
, X
4CrN
iMoN
6257
Info
rmat
ii ge
nera
leE
xem
ple
de m
ater
iale
de
prel
ucra
t - G
rupa
rea
in m
ater
iale
de
aplic
atie
(AM
G)
Gru
pa d
e m
ater
iale
de
aplic
atie
(AM
G)
Dur
itate
Rez
iste
nta
mec
anic
a N
/mm
2
Form
a as
chie
iN
r. W
erks
toff
Ote
l ino
x pr
eluc
rabi
l lib
erm
ijloc
ie
Aus
teni
ticlu
nga
Ferit
ic +
Aus
teni
tic, F
eriti
c, M
arte
nsiti
clu
nga
Gru
pa d
e m
ater
iale
de
aplic
atie
(AM
G)
Ote
l ino
x pr
eluc
rabi
l lib
er
Aus
teni
tic
Ferit
ic +
Aus
teni
tic, F
eriti
c, M
arte
nsiti
c

3
Cuprins
Clasificarea materialelor de prelucrat 2Grupe de materiale de aplicatie 4Introducere in oteluri inoxidabile 5Prelucrabilitatea otelurilor inox 5 Sfaturi pentru prelucrarea otelului inoxidabil 6AMG 2.1 7AMG 2.2 8AMG 2.3 9Sfaturi generale la gaurire 10Tabel avansuri la gaurire 11Alegerea burghielor 12Sfaturi generale la tarodare 14Diametrul burghielor pentru tarozii de aschiere 15Alegerea tarozilor 16Sfaturi generale la frezare 18Parametrii de frezare 19Aplicatii 20Tabel avansurii la frezare 20Alegerea frezelor 24Tabel viteze de aschiere 26
Info
rmat
ii ge
nera
le

4
Grupa de materiale de aplicatie
Grupa de materiale de aplicatie (AMG) este destinata sa ajute la alegerea sculei de aschiere optime pentru o anume aplicatie.
Dormer a clasificat materialele in 10 grupe majore de aplicatie. Fiecare grupa majora este divizata pe sub-grupe pe baza proprietatilor materialelor, precum duritatea si rezistenta mecanica, forma aschiilor. Aceasta brosura se concentreaza pe sub-grupele 2.1-2.3 - Otel inox.
Exemple de materiale din fiecare sub-grupa sunt date la pag. 2.
Aceasta brosura contine o selectie de scule considerate “excelente” pentru prelucrarea otelurilor inox. Daca aveti nevoie de ajutor suplimentar, va rugam consultati Catalogul Dormer sau Product Selector pentru gama completa de materiale, sau contactati reprezentantul Dormer local sau Technical Helpdesk.
Info
rmat
ii ge
nera
le

5
Introducere in oteluri inoxidabile
Otelurile inox sunt oteluri aliate folosite in principal pentru rezistenta lor la coroziune. Principalul element de aliere este cromul (Cr). Cromul in otelul inox formeaza un strat foarte subtire de oxid la suprafata. Ca o regula generala, rezistenta la coroziune creste liniar cu continutul de crom. Alte elemente de aliere, precum nichelul si molibdenul, sunt adaugate pentru a schimba structura, cresterea rezistentei la coroziune si imbunatatirea rezistentei mecanice.
De ce sunt considerate dificil de prelucrat otelurile inox?
• Majoritatea otelurilor inox se durifica la deformare, de ex. Formarea aschiilor. Durificarea prin deformare scade rapid cu adancimea de la suprafata. Valoarea duritatii aproape de suprafata prelucrata poate creste chiar cu 100% fata de duritatea initiala, daca se utilizeaza o scula necorespunzatoare.
• Otelurile inox sunt conductoare slabe de caldura, ceea ce duce la temperaturi mari pe taisul sculei comparativ cu otelurile, de ex. Un otel AMG 1.3 de aceeasi duritate.
• Tenacitatea mare genereaza momente de aschiere mari, ceea ce duce la sarcini mari pentru tarozi sau burghie. Cand sunt combinate efectele de durificare superficiala si conductibilitate termica slaba, scula aschietoare trebuie sa lucreze intr-um mediu osti.
• Materialele au tendinta de manjire a suprafetei sculelor.
• Sfaramarea aschiilor si problemele de management al spanului din cauza tenacitatii mari a otelului inox.
Info
rmat
ii ge
nera
le

6
Important cand prelucram Otel inox
• Pentru gaurire folositi burghie ADX sau CDX cu racire interna. Aceasta va evita durificarea de suprafata care apare la prelucrarea otelului inox. Cu racirea interna, durificarea de suprafata este tinuta la minimum, aprox. 10%.
• Avansuri mari ajuta la evacuarea unor cantitati de caldura mai mari din zona de prelucrare. Acest lucru este foarte important pentru o prelucrare fara probleme.
• Cand vine vorba de alegere a vitezei de aschiere corecte, incepeti din zona inferioara a recomandarilor Dormer. Aceasta din cauza faptului ca diferite loturi de materiale necesita diferite viteze de aschiere. De asemenea retineti ca pentru gaurile mai adanci, viteza de aschiere trebuie redusa cu 10-20% pentru aplicatia aleasa.
• Cand filetati oteluri DUPLEX sau otel inox inalt aliat, tineti viteza de aschiere in zona inferioara a recomandarilor Dormer.
• Folositi de preferinta un ulei de aschiere. Daca emulsia este singura optiune, se recomanda o concentratie de cel putin 8%.
• Prima optiune ar fi o scula acoperita deoarece au o tendinta mai mare sa reziste la depuneri pe tais.
• Evitati utilizarea sculelor cu taisul uzat, deoarece vor creste durificarea de suprafata.
Info
rmat
ii ge
nera
le

7
2.1 Otel Inox Prelucrabil liber / MartensiticDuritate <250 HBRezistenta mecanica <850 N/mm2
Compozitie tipica
Aliajele din acesta sub-grupa sunt feromagnetice in structura si nu sunt tratabile termic. Sunt prelucrabile si uneori au rezistenta mecanica buna. Aliajele comune contin 11-29% crom si cantitati foarte mici de carbon. Sulful poate fi adaugat pentru creste prelucrabilitatea.
Exemple de utilizare
Otelurile inox cu continut de 11% crom prezinta o rezistenta moderata la coroziune si proprietati bune de prelucrare, pentru a le face larg utilizabile in sistemele de evacuare ale autovehiculelor.
Otelurile inox cu 16-17% crom sunt folsite la garnituri auto, ustensile de gatit in aplicatii de procesare a alimentelor.
Oteluri inox cu 18-29% crom sunt folosite in aplicatii care necesita rezistente mari la coroziune si oxidare, precum componente pentru cuptoare.
Info
rmat
ii ge
nera
le

8
2.2Otel inox Austenitic Duritate <250 HBRezistenta mecanica <850 N/mm2
Compozitie tipica
Aliajele din aceasta sub-grupa formeaza cea mai comuna grupa de oteluri inox, reprezentand cam 70% din produse. Sunt nemagnetice si nu sunt durificabile prin tratament termic. Sunt caracterizate de un coeficient mare de elongatie si prelucrabilitatea lor este medie spre scazuta. Alierea cu nichel schimba structura acestor aliaje din feritic in austenitic. Cel mai cunoscut aliaj inox este 18/8 (18% crom, 8% nichel) si are o rezistenta buna la coroziune. Molibdenul poate fi adaugat pentru imbunatatirea proprietatilor mecanice. Otelurile inox mai inalt aliate, de ex. Cu un continut de crom de 26% si nichel de 22%, beneficiaza de asemenea de rezistenta marita la coroziune. Oricum, crescand continutul de elemente de aliere reduce prelucrabilitatea.
Exemple de utilizare
Exemplele de utilizare a otelurilor inox austenitice sunt industria pertoliera si petrochimica, mediul marin, fabricarea tacamurilor, procesarea alimentelor, generatoare electrice si alte medii calde si corozive. Durabilitatea, intretinerea scazuta si aspectul atractiv al acestor oteluri a dus la cresterea utilizarii lor in arhitectura si constructii, multe cladiri moderne utilizand otelurile inox la acoperisuri si fatade.
Info
rmat
ii ge
nera
le

9
2.3 Oteluri inox Feritice +Austenitice/Duplex, Martensitice si durificabile prin precipitare Duritate <300 HB Rezistenta mecanica <1000 N/mm2
Feritic + Austenitic/DuplexStructura acestor oteluri inox este unhibrid intre structura feritica si austenitica, asigurandu-le rezistenta la coroziune si o structura echilibrata cu cantitati aproximativ egale de ferita si austenita. Ele au o rezistenta mecanica si la rupere mai mare decat otelurile inox din grupa 2.1 si 2.2. Sunt deseori folosite ca si componente de masini solicitate dynamic, de ex. Role de tractiune la fabricarea hartiei. Au de asemenea aplicatii in industriile petroliera, a gazului si petrochimica si platforme maritime. Ele contin un nivel ridicat de crom (18-28%) si cantitati moderate de nichel (4.5-8%) si sunt greu prelucrabile.
MartensiticOtelurile inox martensitice sunt magnetice si calibile, avand proprietati mecanice bune. Uzual contin 12-14% criom si o cantitate moderata de carbon. Utilizarile lor sunt in industria tacamurilor, aeronautica, si inginerie generala. Majoritatea calitatilor in stare revenita (inmuiata) sunt relativ usor de prelucrat, dar calitatile cu nichel si continut ridicat de carbon sunt greu prelucrabile.
Oteluri inox durificabile prin precipitareAcestea sunt cele mai rezistente din gama de oteluri inoxidabile si sunt obtinute prin tratament termic. Ca si otelurile inox din 2.1, sunt greu de prelucrat.
Info
rmat
ii ge
nera
le
10
Sfaturi generale la gaurire
1. Alegeti cel mai adecvat burghiu pentru aplicatie, tinand cont de materialul ce trebuie prelucrat, de capabilitatea masinii si a fluidului de racire utilizat.
2. Elasticitatea dintre piesa de prelucrat si axul masini unelte poate cauza distrugerea burghiului si a piesei sau masinii unelte - asigurati-va ca aveti in permanenta maximum de stabilitate.
3. Prinderea sculei este un aspect important al operatiei de gaurire, si nu trebuie sa I se permita burghiului sa patineze sau sa se roteasca in port-scula.
4. Utilizarea unui fluid de racire si lubrifiere adecvat este obligatorie functie de particularitatile operatiei de gaurire. Cand folositi fluide de racire si unegere, asigurati un debit suficient in special pe varful burghiului.
5. Evacuarea aschiilor la gaurire este esentiala pentru o gaurire corecta. Nu permiteti ca aschiile sa stationeze pe canalele de evacuare.
6. Cand reascutiti un burghiu, asigurati-va ca geometria varfului sa realizat corect si ca orice urma de uzura a fost indepartata.

Ø [m
m]
12
34
56
810
1215
1620
2530
4050
D0.
016
0.03
80.
053
0.06
00.
068
0.07
80.
098
0.11
90.
130
0.14
90.
155
0.18
80.
210
0.22
80.
253
0.27
5E
0.01
70.
043
0.06
20.
071
0.08
00.
092
0.11
50.
140
0.15
00.
173
0.18
00.
215
0.24
00.
260
0.28
50.
31F
0.01
80.
050
0.07
30.
084
0.09
50.
109
0.13
80.
165
0.17
80.
202
0.21
00.
248
0.27
50.
295
0.32
0.34
3G
0.01
90.
056
0.08
40.
096
0.10
90.
126
0.16
00.
190
0.20
50.
231
0.24
00.
280
0.31
00.
330
0.35
50.
375
H0.
020
0.06
60.
102
0.11
60.
130
0.15
00.
190
0.22
80.
243
0.27
10.
280
0.32
00.
355
0.37
50.
398
0.41
8I
0.02
10.
076
0.11
90.
134
0.15
00.
173
0.22
00.
265
0.28
00.
310
0.32
00.
360
0.40
00.
420
0.44
0.46
J0.
024
0.08
40.
135
0.15
20.
170
0.19
70.
250
0.29
80.
315
0.34
90.
360
0.40
50.
445
0.46
50.
485
0.50
3K
0.02
60.
092
0.15
00.
170
0.19
00.
220
0.28
00.
330
0.35
00.
388
0.40
00.
450
0.49
00.
510
0.53
0.54
5L
0.02
80.
101
0.16
50.
186
0.20
80.
240
0.30
50.
360
0.38
50.
419
0.43
00.
485
0.52
50.
545
0.56
80.
588
M0.
030
0.11
00.
180
0.20
20.
225
0.26
00.
330
0.39
00.
420
0.45
00.
460
0.52
00.
560
0.58
00.
605
0.63
U0.
026
0.04
80.
070
0.08
00.
090
0.10
70.
140
0.17
00.
200
0.22
30.
230
0.24
0V
0.03
80.
069
0.10
00.
115
0.13
00.
153
0.20
00.
250
0.28
00.
310
0.32
00.
340
W0.
049
0.08
90.
130
0.15
00.
170
0.20
00.
260
0.33
00.
380
0.41
80.
430
0.45
0X
0.05
60.
103
0.15
00.
180
0.21
00.
250
0.33
00.
420
0.48
00.
533
0.55
00.
580
11
mm
/rev
± 25
%

2.12.22.3
12
A117 A520 A552 R457 R557 A108 A509 A577 A553 A554 R453 R563
1.0 - 13.0 3.0 - 13.0 5.0 - 20.0 3.0 - 16.0 5.0 - 20.0 1.0 - 16.0 3.0 - 16.0 1.5 - 14.0 5.0 - 20.0 5.0 - 30.0 3.0 - 16.0 3.0 - 16.0
■22F ■30I ■32H ■55V ■80W ●15E ●23G ■32G ■40G ■40G ■55V ■110V■11H ■16I ●17J ■35V ■50U ■9G ■14I ■15K ■19I ■19I ■35V ■65V■15D ■20G ●23H ●30U ■45U ■10D ■16F ■21G ●27G ●27G ●30U ■50U
■ ●
ExcelenteBun

13
A117 A520 A552 R457 R557 A108 A509 A577 A553 A554 R453 R563
1.0 - 13.0 3.0 - 13.0 5.0 - 20.0 3.0 - 16.0 5.0 - 20.0 1.0 - 16.0 3.0 - 16.0 1.5 - 14.0 5.0 - 20.0 5.0 - 30.0 3.0 - 16.0 3.0 - 16.0
■22F ■30I ■32H ■55V ■80W ●15E ●23G ■32G ■40G ■40G ■55V ■110V■11H ■16I ●17J ■35V ■50U ■9G ■14I ■15K ■19I ■19I ■35V ■65V■15D ■20G ●23H ●30U ■45U ■10D ■16F ■21G ●27G ●27G ●30U ■50U
2.12.22.3

14
Sfaturi generale la tarodare
1. Alegeti forma de tarod corecta functie de material si tipul gaurii, de ex. Gaura strapunsa sau infundata, din tabelul de Grupe de Materiale de Aplicatie.
2. Asigurati-va ca piesa este bine fixata - o deplasare laterala poate cauza ruperea tarodului sau filete de calitate scazuta.
3. Alegeti dimensiunea corecta de burghiu (vezi alaturi). Asigurati-va ca durificarea de suprafata a piesei din cauza prelucrarii este minima.
4. Alegeti viteza de aschiere corecta, asa cum este prezentat in paginile de alegere a tarozilor, in catalog sau Product Selector.
5. Folositi un fluid de aschiere adecvat operatiei.
6. In aplicatii NC, asigurati-va ca avansul programat este corect. Cand folositi un cap de filetare, se recomanda un avans de 95-97% din pas, pentru a permite tarodului sa-si genereze pasul propriu.
7. Daca e posibil, fixati tarodul intr-o bucsa cu limitare de moment de buna calitate, care asigura o miscare axiala libera a tarodului si are un antrenor patrat in gaura. Aceasta asigura si tarodul contra ruperii in cazul tamponarii accidentale de fundul ga
8. Asigurati un avans lin al tarodului in gaura, deoarece un avans mare ar cauza formarea gurii tip “clopot” la buza gaurii.

M mm mm mm1.6 0.35 1.321 1.25 3/641.8 0.35 1.521 1.45 542 0.4 1.679 1.6 1/162.2 0.45 1.833 1.75 502.5 0.45 2.138 2.05 463 0.5 2.599 2.5 403.5 0.6 3.010 2.9 334 0.7 3.422 3.3 304.5 0.75 3.878 3.8 275 0.8 4.334 4.2 196 1 5.153 5 97 1 6.153 6 15/648 1.25 6.912 6.8 H9 1.25 7.912 7.8 5/1610 1.5 8.676 8.5 Q11 1.5 9.676 9.5 3/812 1.75 10.441 10.3 Y14 2 12.210 12 15/3216 2 14.210 14 35/6418 2.5 15.744 15.5 39/6420 2.5 17.744 17.5 11/1622 2.5 19.744 19.5 49/6424 3 21.252 21 53/6427 3 24.252 24 61/6430 3.5 26.771 26.5 1.3/64
15
D = Dnom- P
M mm mm
4 0.70 3.405 0.80 4.306 1.00 5.108 1.25 6.9010 1.50 8.7012 1.75 10.4014 2.00 12.2516 2.00 14.25
Diametrul burghiului poate fi calculat din:
FILET METRIC NORMAL
DIAMETRE RECOMANDATE CAND FOLOSITI BURGHIE ADX SI CDX
Tabelul de mai sus pentru burghie se refera la burghie standard ordinare. Burghiele moderne ca ADX si CDX produc a gaura mai mica si mai precisa, ceea ce face necesara cresterea diametrului de gaurire pentru a evita ruperea tarodului. Vezi tabelul alatura.
D = Diametrul burghiului (mm)Dnom = Diametrul nominal al tarodului (mm)
P = Pasul tarodului (mm)
FILET METRIC NORMAL PENTRU ADX/CDX
Filet Diam. Diam. Diam.int.
pas max. Burghiu Burghiuinch
Filet Diam.pas Burghiu
Diametrul burghielor pt tarozii de aschiere - Dimensiuni recomandate

2.12.22.3
DIN
16
E454 E455 E344 E345 E403 E346 E347
M3 - M10 M12 - M20 M3 - M10 M12
- M30 M3 - M20 M3 - M10 M12 - M30
■14 ■14 ■8 ■8 ■14 ■8 ■8■10 ■10 ■7 ■7 ■10 ■7 ■7■6 ■6 ■5 ■5 ■6 ■5 ■5
■ ●
ExcelenteBun
Sunt disponibile si alte profile de filete. Va rugam consultati catalogul Dormer.

E045 E046 E047 E048
M3 - M20 M3 - M20 M3 - M20 M3 - M20
■8 ■14 ■8 ■14■7 ■10 ■7 ■10■5 ■6 ■5 ■6
ISO
2.12.22.3
17
Sunt disponibile si alte profile de filete. Va rugam consultati catalogul Dormer.
18
Sfaturi generale la frezare
1. Pe cat posibil folositi frezarea in sensul avansului pentru o durabilitate mai mare a sculei. Acest tip de frezare asigura o mai buna evacuare a spanului, uzura mai mica, calitate a suprafetei mai buna, si un consum energetic mai mic comparativ cu frezare.
2. Folositi totdeuna o freza in stare buna.
3. Folositi MU bine intretinute cu putere suficienta.
4. Folositi port-scule adecvate operatiei executate si tipului de scula aleasa.
5. Verificati port-scula si coada sculei sa nu fie deteriorata sau uzata.
6. Folositi cea mai scurta scula posibil, recomandata aplicatiei, si lucrati cat mai aproape de capul masinii.
7. Pentru o productivitate optima, folositi freze acoperite sau din carbura.

19
Parametrii de frezare
1. Identificati tipul de freza pe care o veti folosi. - tipul frezei - tipul centrului frezei
2. Luati in considerare conditia si varsta masinii unelte.
3. Alegeti cea mai buna dimensiune de freza pentru a evita tensiunile de deflectie si indoire
- rigiditatea maxima - diametrul maxim de freza - evitati lungimea mare in consola a sculei fata de
port-scula.
4. Alegeti numarul de dinti - dinti multi - volum mic de evacuare a spanului -
rigiditate marita - permite avansuri mai mari - dinti rari - volum de evacuare a spanului marit -
rigiditate scazuta - evacuare usoara a spanului.
5. Alegerea corecta a vitezei de aschiere si avansului pot fi facute cand urmatorii factori sunt cunoscuti:
- tipul de material de prelucrat - materialul frezei - puterea disponibila la axul masinii - gradul de finisare a suprafetei.

20
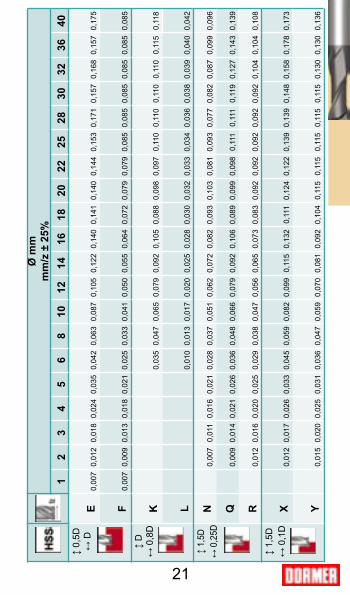
Pentru detalii despre cum sa se utilizeze tabelele de avansuri, vedeti mai jos.
Frezare canal
Degrosare
Copiere Finisare
Aplicatie
Ø m
mm
m/z
± 2
5%1
23
45
68
1012
1416
1820
2225
2830
3236
40↕
0,5D
↔ D
E0,
007
0,01
20,
018
0,02
40,
035
0,04
20,
063
0,08
70,
105
0,12
20,
140
0,14
10,
140
0,14
40,
153
0,17
10,
157
0,16
80,
157
0,17
5
F0,
007
0,00
90,
013
0,01
80,
021
0,02
50,
033
0,04
10,
050
0,05
50,
064
0,07
20,
079
0,07
90,
085
0,08
50,
085
0,08
50,
085
0,08
5
↕ D
↔ 0
,8D
K0,
035
0,04
70,
065
0,07
90,
092
0,10
50,
088
0,09
80,
097
0,11
00,
110
0,11
00,
110
0,11
50,
118
L0,
010
0,01
30,
017
0,02
00,
025
0,02
80,
030
0,03
20,
033
0,03
40,
036
0,03
80,
039
0,04
00,
042
↕ 1,
5D↔
0,2
5DN
0,00
70,
011
0,01
60,
021
0,02
80,
037
0,05
10,
062
0,07
20,
082
0,09
30,
103
0,08
10,
093
0,07
70,
082
0,08
70,
099
0,09
6
Q0,
009
0,01
40,
021
0,02
60,
036
0,04
80,
066
0,07
90,
092
0,10
60,
089
0,09
90,
098
0,11
10,
111
0,11
90,
127
0,14
30,
139
R0,
012
0,01
60,
020
0,02
50,
029
0,03
80,
047
0,05
60,
065
0,07
30,
083
0,09
20,
092
0,09
20,
092
0,09
20,
104
0,10
40,
108
↕ 1,
5D↔
0,1
DX
0,01
20,
017
0,02
60,
033
0,04
50,
059
0,08
20,
099
0,11
50,
132
0,11
10,
124
0,12
20,
139
0,13
90,
148
0,15
80,
178
0,17
3
Y0,
015
0,02
00,
025
0,03
10,
036
0,04
70,
059
0,07
00,
081
0,09
20,
104
0,11
50,
115
0,11
50,
115
0,11
50,
130
0,13
00,
136
21

Z
Ø m
m
m
m/z
±
25%
>0,5
0.6
0.8
12
34
56
810
1214
1618
20
>4
↕ 1,
5↔
0,0
5
A0.
015
0.02
00.
025
0.03
00.
035
0.04
00.
050
0.06
0
B0.
045
0.05
00.
060
0.07
50.
080
0.09
00.
100
0.11
0
C0.
065
0.07
50.
090
0.11
00.
120
0.13
00.
150
0.17
0
3-4
↕ 1,
5↔
0,1
A0.
010
0.02
00.
030
0.04
00.
045
0.05
00.
060
0.07
50.
080
0.09
00.
100
0.12
0
B0.
015
0.03
00.
040
0.05
50.
065
0.07
50.
090
0.11
00.
120
0.13
00.
150
0.17
0
C0.
015
0.03
00.
040
0.05
50.
085
0.10
00.
120
0.14
00.
150
0.17
00.
200
0.22
0
3-4
↕ 1
↔ 0
,5
A0.
001
0.00
30.
005
0.00
80.
010
0.01
30.
020
0.02
70.
035
0.04
00.
050
0.05
50.
060
B0.
002
0.00
40.
008
0.01
20.
015
0.02
00.
030
0.04
00.
050
0.06
00.
070
0.08
00.
090
C0.
003
0.00
50.
010
0.01
50.
020
0.02
50.
040
0.05
00.
065
0.08
00.
090
0.10
50.
120
2-3
↕ 0,
5↔
1
A0.
001
0.00
10.
002
0.00
20.
005
0.00
90.
013
0.01
70.
020
0.02
30.
035
0.04
00.
050
0.05
50.
060
0.07
0
B0.
001
0.00
20.
003
0.00
30.
007
0.01
30.
020
0.02
50.
030
0.03
50.
050
0.06
00.
070
0.08
00.
090
0.10
0
C0.
002
0.00
30.
004
0.00
40.
009
0.01
70.
025
0.03
30.
040
0.04
50.
065
0.08
00.
090
0.10
50.
120
0.13
0
3-4
↕ 0,
5↔
1
↕ 1
↔ 0
,5
B0.
035
0.04
00.
055
0.06
50.
080
0.09
00.
100
0.11
0
S31
1, S
308,
S31
2, S
259
22

Z
Ø m
m
m
m/z
±
25%
23
45
68
1012
1416
20
3-4
↕ 1,
5↔
0,1
A0.
012
0.01
90.
028
0.03
60.
048
0.04
80.
070
0.08
00.
090
0.10
70.
134
B0.
015
0.02
20.
034
0.04
20.
057
0.05
70.
079
0.09
40.
110
0.12
60.
155
C0.
016
0.02
50.
038
0.04
70.
063
0.06
30.
088
0.10
60.
123
0.14
10.
176
3-4
↕ 1,
5↔
0,2
5
A0.
010
0.01
50.
023
0.02
80.
038
0.03
80.
053
0.06
40.
075
0.08
50.
107
B0.
012
0.01
80.
027
0.03
40.
046
0.04
60.
063
0.07
60.
088
0.10
00.
125
C0.
013
0.02
00.
030
0.03
80.
051
0.05
10.
070
0.08
40.
099
0.11
30.
141
2-3
↕ 0,
5↔
1
A0.
005
0.00
70.
009
0.01
30.
016
0.02
40.
033
0.04
00.
046
0.05
30.
053
B0.
006
0.00
80.
011
0.01
60.
019
0.02
90.
040
0.04
80.
056
0.06
40.
064
C0.
006
0.00
90.
012
0.01
70.
021
0.03
10.
043
0.05
10.
060
0.06
80.
068
2-3
↕ 1
↔ 1
A0.
002
0.00
40.
006
0.00
70.
011
0.01
30.
019
0.02
70.
032
0.03
70.
042
B0.
004
0.00
70.
009
0.01
30.
015
0.02
30.
032
0.03
80.
045
0.05
10.
051
C0.
005
0.00
70.
010
0.01
40.
016
0.02
50.
034
0.04
10.
048
0.05
50.
055
S01
6, S
033
23

2.12.22.3
24
C367 C927 C907 C428 C921 C359 C940
z3 z4 z3-6 z3-6 z3-6 z3 z4
2.0 - 20.0 4.0 - 25.0 3.0 - 32.0 6.0 - 40.0 6.0 - 32.0 10.0- 30.0 6.0 - 25.0
■52F ■52N ■48Y ■48L ■48R ●43F ■47N■44F ■44N ■40Y ■40L ■40R ●36F ■40N■28F ■28R ■26Y ■26L ■26R ●23F ■25R
1.1 1.3 1.1 1.1 1.1 0.6 0.7■ ●
azExcelenteBun

2.12.22.3
25
S033 S016 S311 S308 S312 S259
z3 z3 z3 z3 z4-5 z4-5
2.0 - 20.0 2.0 - 20.0 4.0 - 20.0 10.0- 20.0 2.0 - 20.0 6.0 - 20.0
●73A ●73A ■81A ■69A ■115A ■100A●56A ●56A ■54A ●46A ■76A ■66A●44A ●44A ■54A ●46A ■76A ■66A
1 0.3 1 1 1 1 az

58
1015
2025
3040
5060
7080
9010
011
015
0
1626
3250
6682
9813
016
519
723
026
229
633
036
249
5
mm
1,00
1592
2546
3138
4775
6366
7958
9549
1273
215
916
1909
922
282
2546
528
648
3183
135
014
4774
71,
5010
6116
9821
2231
8342
4453
0563
6684
8810
610
1273
214
854
1697
719
099
2122
123
343
3183
12,
0079
612
7315
9223
8731
8339
7947
7563
6679
5895
4911
141
1273
214
324
1591
617
507
2387
32,
5063
710
1912
7319
1025
4631
8338
2050
9363
6676
3989
1310
186
1145
912
732
1400
619
099
3,00
531
849
1061
1592
2122
2653
3183
4244
5305
6366
7427
8488
9549
1061
011
671
1591
63,
181 /
850
080
110
0115
0120
0225
0230
0340
0450
0560
0670
0780
0890
0910
010
1101
115
015
3,50
455
728
909
1364
1819
2274
2728
3638
4547
5457
6366
7176
8185
9095
1000
413
642
4,00
398
637
796
1194
1592
1989
2387
3183
3979
4775
5570
6366
7162
7958
8754
1193
74,
5035
456
670
710
6114
1517
6821
2228
2935
3742
4449
5156
5963
6670
7477
8110
610
4,76
3 /16
334
535
669
1003
1337
1672
2006
2675
3344
4012
4681
5350
6018
6687
7356
1003
15,
0031
850
963
795
512
7315
9219
1025
4631
8338
2044
5650
9357
3063
6670
0395
496,
0026
542
453
179
610
6113
2615
9221
2226
5331
8337
1442
4447
7553
0558
3679
586,
351 /
425
140
150
175
210
0312
5315
0420
0525
0630
0835
0940
1045
1150
1355
1475
197,
0022
736
445
568
290
911
3713
6418
1922
7427
2831
8336
3840
9345
4750
0268
217,
945 /
1620
032
140
160
180
210
0212
0316
0420
0424
0528
0632
0736
0840
0944
1060
138,
0019
931
839
859
779
699
511
9415
9219
8923
8727
8531
8335
8139
7943
7759
689,
0017
728
335
453
170
788
410
6114
1517
6821
2224
7628
2931
8335
3738
9053
059,
533 /
816
726
733
450
166
883
510
0213
3616
7020
0423
3826
7230
0633
4036
7450
1010
,00
159
255
318
477
637
796
955
1273
1592
1910
2228
2546
2865
3183
3501
4775
26
Info
rmat
ii ge
nera
le
Tabe
l de
vite
ze d
e as
chie
re, <
10m
mV
ITE
ZA D
E A
SC
HIE
RE
PE
RIF
ER
ICA
RO
TATI
I PE
MIN
UT
(RP
M)
Met
ri/m
inP
icio
are/
min
.
Dia
met
rul
scul
ei inch

58
1015
2025
3040
5060
7080
9010
011
015
0
1626
3250
6682
9813
016
519
723
026
229
633
036
249
5
mm
11,1
17 /
1614
322
928
743
057
371
686
011
4614
3317
1920
0622
9225
7928
6531
5242
9812
,00
133
212
265
398
531
663
796
1061
1326
1592
1857
2122
2387
2653
2918
3979
12,7
01 /
212
520
125
137
650
162
775
210
0312
5315
0417
5420
0522
5625
0627
5737
6014
,00
114
182
227
341
455
568
682
909
1137
1364
1592
1819
2046
2274
2501
3410
14,2
99 /
1611
117
822
333
444
655
766
889
111
1413
3715
5917
8220
0522
2824
5033
4115
,00
106
170
212
318
424
531
637
849
1061
1273
1485
1698
1910
2122
2334
3183
15,8
85 /
810
016
020
030
140
150
160
180
210
0212
0314
0316
0418
0420
0422
0530
0716
,00
9915
919
929
839
849
759
779
699
511
9413
9315
9217
9019
8921
8829
8417
,46
11/ 1
691
146
182
273
365
456
547
729
912
1094
1276
1458
1641
1823
2005
2735
18,0
088
141
177
265
354
442
531
707
884
1061
1238
1415
1592
1768
1945
2653
19,0
53 /
484
134
167
251
334
418
501
668
835
1003
1170
1337
1504
1671
1838
2506
20,0
080
127
159
239
318
398
477
637
796
955
1114
1273
1432
1592
1751
2387
24,0
066
106
133
199
265
332
398
531
663
796
928
1061
1194
1326
1459
1989
25,0
064
102
127
191
255
318
382
509
637
764
891
1019
1146
1273
1401
1910
27,0
059
9411
817
723
629
535
447
258
970
782
594
310
6111
7912
9717
6830
,00
5385
106
159
212
265
318
424
531
637
743
849
955
1061
1167
1592
32,0
050
8099
149
199
249
298
398
497
597
696
796
895
995
1094
1492
36,0
044
7188
133
177
221
265
354
442
531
619
707
796
884
973
1326
40,0
040
6480
119
159
199
239
318
398
477
557
637
716
796
875
1194
50,0
032
5164
9512
715
919
125
531
838
244
650
957
363
770
095
5
27
Info
rmat
ii ge
nera
le
Tabe
l de
vite
ze d
e as
chie
re, >
10m
mV
ITE
ZA D
E A
SC
HIE
RE
PE
RIF
ER
ICA
RO
TATI
I PE
MIN
UT
(RP
M)
Met
ri/m
inP
icio
are/
min
.
Dia
met
rul
scul
ei inch