download - pharmahub
TRANSCRIPT

Problem sets on Pharmaceutical Engineering for Introductory Chemical Engineering Courses
Part II
Sponsored by the NSF Engineering Research Center for Structured Organic Particulate Systems (SOPS)
NSF Grant ECC 0540855
Developed for the ERC as part of the educational component
Stephanie Farrell, Mariano Savelski, C. Stewart Slater, Problem set Editors
Vladimir De Delva, Pavlo Kostetskyy,
Keith McIver, Kathryn Whitaker, Kaitlyn Zienowicz, Problem set authors
2010
Department of Chemical Engineering
Rowan University
Glassboro, NJ 08028
* to whom correspondence should be directed ([email protected])

Instructor’s Guide The following problem sets (problems and solutions) are designed to be used in introductory chemical engineering courses involving basic engineering calculations and material and energy balances. The problems and solutions were designed to provide an emphasis on pharmaceutical and consumer product industries in the curriculum. A majority of the introductory courses use the topics and text by Felder and Rousseau, Elementary Principles of Chemical Processes, 3rd edition, 2005, John Wiley & Sons. Therefore, to allow the instructor to easily integrate these problems into their classes, we have “mapped” them to the current edition of that text. The next edition of the book (4th ed, Felder, Rousseau, Newell; 2012) will integrate problems from pharmaceutical and other novel engineering areas, so we recommend you look for the 4th edition of the text when it is published.
• In the development of problems, the following general concepts were follows: o All problems directly relate to topics from pharmaceutical technology or related
consumer products (either basic concepts related to drug systems or to manufacturing)
o Each problem, has a fully executed solution o Interesting terms (introduced in the problem) are boldfaced. o Appropriate references and web links are provided
• All problems were designed to be reasonable, with information drawn from various texts or literature sources. The following should be considered when using them
o The actual drug formulations may vary from manufacturer to manufacturer o Information may come from “research” studies and may not represent the final
drug process as approved by FDA o Problems that are clearly fictitious are written that way for a student to analyze
why the situation would not occur in real life. • Problems are nominally assigned to chapters according to the Felder and Rousseau text
topics in our Table of Contents. If you use these problems in another course, such as a Freshman Engineering class you can easily integrate them by using the following chapter/topic outline.
Each problem is labeled with the chapter and section of F&R in which the problem is applicable, the initials of the author of the problem, and a problem title.

Material and Energy Balance Course
(Felder & Rousseau, 3rd)
Chapter 1: What Some Chemical Engineers Do for a Living
Chapter 2: Introduction to Engineering Calculations
Chapter 3: Process and Process Variables
Chapter 4. Fundamentals of Material Balances
Chapter 5. Single Phase Systems
Chapter 6. Multiphase Systems
Chapter 7. Energy and Energy Balances
Chapter 8. Balances on Nonreactive Processes
Chapter 9. Balances on Reactive Processes
Chapter 10. Computer‐Aided Calculations
Chapter 11. Balances on Transient Processes
Chapter 12‐14. Case Studies

Table of Contents Instructor’s Guide ........................................................................................................................ 2
Chapters and Problems ................................................................................................................... 6 Chapter 2 ..................................................................................................................................... 7
F&R‐2.2‐VD (Prescription 2) .................................................................................................... 8
Solution F&R‐2.2‐VD (Prescription 2) ...................................................................................... 9
F&R‐2.5‐KM (Prevention of Trouble) ..................................................................................... 10
Solution F&R‐2.5‐KM (Prevention of trouble) ....................................................................... 11
Chapter 3 ................................................................................................................................... 12
F&R‐3.1‐VD (Sunscreen) ........................................................................................................ 13
Solution F&R‐3.1‐VD (Sunscreen) .......................................................................................... 14
F&R‐3.2‐PK (Inhaler Excipient) .............................................................................................. 15
Solution F&R‐3.2‐PK (Inhaler Excipient) ................................................................................ 16
F&R‐3.2‐PK (Nitrofurantoin Batch Tablet Production) .......................................................... 17
Solution F&R‐3.2‐PK (Nitrofurantoin Batch Tablet Production) ........................................... 18
Chapter 4 ................................................................................................................................... 20
F&R 4.2‐KZ (Nail Polish) ......................................................................................................... 21
Solution F&R 4.2‐KZ‐ (Nail Polish) ......................................................................................... 23
F&R‐4.3‐KW (Salicylic Acid Production) ................................................................................. 26
Solution F&R‐4.3‐KW (Salicylic Acid Production) .................................................................. 27
F&R‐4.6‐VD (Calcium Carbonate) .......................................................................................... 29
Solution F&R‐4.6‐VD (Calcium Carbonate) ............................................................................ 31
Chapter 5 ................................................................................................................................... 32
F&R‐5.1‐KW (Mouthwash Formulation) ................................................................................ 33
Solution F&R‐5.1‐KW (Mouthwash Formulation) ................................................................. 34
F&R‐5.2‐KZ (Spray Drying of Acetaminophen) ...................................................................... 36
Solution F&R‐5.2‐KZ (Spray Drying of Acetaminophen) ........................................................ 37
F&R‐5.2‐KW (Effervescence Problem) ................................................................................... 39
Solution F&R‐5.2‐KW (Effervescence Problem) .................................................................... 40
F&R‐5.2‐KZ (Yeast Fermentation and Spray Drying) ............................................................. 43
Solution F&R‐5.2‐KZ (Yeast Fermentation and Spray Drying) ............................................... 45
Chapter 6 ................................................................................................................................... 48
F&R‐6.3‐KM (Cox Chart and Raoult’s Law for Evaporation) .................................................. 49
Solution F&R‐6.3‐KM (Cox Chart and Raoult’s Law for Evaporation) ................................... 50
F&R‐6.5c‐KM (Medicinal Shampoo and p* Manipulation) ................................................... 53
Solution F&R‐6.5c‐KM (Medicinal Shampoo and p* Manipulation) ..................................... 54
F&R‐6.6b‐KM (Triangle Phase Diagrams) .............................................................................. 56
Solution F&R‐6.6b‐KM (Triangle Phase Diagrams) ................................................................ 57
F&R 6.7‐KM (Sugar Decolorization) ....................................................................................... 58
Solution F&R 6.7‐KM (Sugar decolorizationDecolorization) ................................................. 59
Chapter 7 ................................................................................................................................... 61
F&R‐ 7.1‐KZ (Autoclave for Sterilization) ............................................................................... 62
Solution F&R‐ 7.1‐KZ (Autoclave for Sterilization) ................................................................ 63
Chapter 8 ................................................................................................................................... 67
F&R‐8.1‐KZ (Snow Removal Reaction) ................................................................................... 68
Solution F&R‐8.1‐KZ (Snow Removal Reaction) .................................................................... 69
F&R‐8.5a‐KW (Instant Cold Packs) ......................................................................................... 71
Solution F&R‐8.5a‐KW (Instant Cold Packs) .......................................................................... 72
F&R‐8‐PK (Steam Generator with Flue Gas Recycle) ............................................................. 74
Solution F&R‐8‐PK (Steam Generator with Flue Gas Recycle) .............................................. 75
Chapter 9 ................................................................................................................................... 77
F&R‐9.3‐KM (Formation of Milk of Magnesia) ...................................................................... 78
Solution F&R‐9.3‐KM (Formation of Milk of Magnesia) ........................................................ 79
F&R‐9.3‐KM (Production of EDTA) ........................................................................................ 81
Solution F&R‐9.3‐KM (Production of EDTA) .......................................................................... 82
F&R‐9.6d‐KM (Combustion as a Drug Delivery Method) ...................................................... 86
Solution F&R‐9.6d‐KM (Combustion as a Drug Delivery Method) ........................................ 87

Chapters and Problems

Chapter 2

F&R‐2.2‐VD (Prescription 2)
Diazepam (commonly known as Valium) is used to treat anxiety disorders, acute alcohol withdrawal, and seizures1. Many doctors prescribe it to calm patients before a procedure that does not require general anesthesia. Diazepam is part of the World Health Organization’s Essential Drugs List. A student visits his family doctor and explains that he has not been able to sleep very well lately. When asked what he thinks could be the source of the problem, the student explains that he did poorly on a separations exam and now has a thermodynamics test next week with that same professor. The doctor gives him the above prescription.
a) How long will the prescription last? b) How much diazepam will the student have taken at the end of treatment?
1 Mandrioli R., Mercolini L., Raggi M., " Benzodiazepine metabolism: an analytical perspective," Current drug metabolism, Vol. 8, no. 9, pp. 827‐844. Oct 2008.

Solution F&R‐2.2‐VD (Prescription 2)
The prescription says that there are 30 tablets of 5 mg each
From the abbreviation definitions:
Sig. = Let it be signed
Tab. = Tablet
i. = one
t.i.d = three times a day
a) Find how long the prescription will last
30 tablets1 day
3 tablets 10 days
b) At the end of the treatment the patient will have taken 30 tablets
30 tablets0.005 g1 tablet 0.15 g
F&R‐2.5‐KM (Prevention of Trouble)
It has been suggested1, that pharmacists should “NEVER DISPENSE GUESSWORK”. This is equally applicable to engineering; following are some situations that could easily occur in your professional life. For each, explain what the problem is (or is likely to be), the cause(s), possible consequences, and any solutions that occur to you. Since the problems already happened, you will have to specify corrective as well as preventative solutions.
(a) An ordered list of instructions for a process (Called a run sheet) says to apply a stored pressure gas to a system until a certain gauge reads “…an absolute pressure of 17psig”
(b) After the previous process injures one of your operators, the hospital pharmacy receives a prescription for “MgSO4 .40mL qhs per os” (Hint: Look up a list of commonly mistaken pharmacy jargon, such as ISMPs)
(c) The substitute records a flowrate as being “102 cfs” (d) You note that the wall chart the nurses keep in the operator’s hospital room appears to
call for “5 m of morphene sulfate” (e) Your operator has the same name as the janitor, and your building access system
operates by initials
1 Stoogenke, M. M., The Pharmacy Technician, 3rd ed. Upper Saddle River, New Jersey: Pearson Education, 2002
Solution F&R‐2.5‐KM (Prevention of trouble) This problem is an extreme example of confusing terms that will turn up in engineering and how they should be approached. The last one proves that life is not a final exam and engineers (like everyone else) should be concerned with things, even if they aren’t paid to.
(a) The problem here is obvious: The notation is self contradictory, listing an absolute pressure in a units of gauge pressure. The cause could be almost anything from a mistake in writing it to something passed on (possibly because they didn’t know either and left it alone). The consequences here are 14.696 psi, the difference between a gauge and absolute pressure. Given that the process is supposed to be at 17 psi, a misreading could pressurize the system to nearly twice what it should be. This could cause anything from a shutdown by safety systems to an explosion or flood of process fluids out a relief valve. If this is caught before the process starts, it should be rectified (asking the author or previous process technicians/operators would be a likely place to start). If it’s caught in the middle of the process, the most conservative pressure should be used (in this case, 17 psia). If the process is exceptionally sensitive or unsteady, the best thing to do may be to stop the run.
(b) Per the ISMP’s list of Error‐Prone Abbreviations, “MgSO4 .40mL qhs per os” means “ 0.4 mL of magnesium sulfate at bedtime by mouth”, but can be misread as “40 mL of morphine sulfate hourly in the left eye”. The causes are the use of confusing standard terminology in the pharmacy field and (likely) bad handwriting or hasty reading. The possible consequence is, obviously, giving the wrong medicine in the wrong dose on the wrong schedule in the wrong place. While the long term solution is to use better nomenclature and skill in writing, for now they should make liberal use of the eyewash.
(c) Units on an exponential result in undefined terms. This is almost certainly a misreading or miswriting of “102 cfs”. Because this cannot be used as written it won’t cause real trouble, but is confusing and ugly to look at. In the future the recorders should be more careful and, if this is being filled out in a batch sheet or similar, the column heading should include units to prevent the need to write them down again. To be sure, thought, the specific operator who wrote that should be asked (if possible) what s/he meant.
(d) Besides the fact that “morphine” is misspelled, medication is rarely delivered or measured in units of length and five meters is an excessive amount of anything to be carried around in a hospital. The cause of this is not obvious from the description. The doctor/nurse who put that up should be asked if it is correct.
(e) Use of public data (names) for purposes that require individual secrecy (passwords, essentially) is self defeating. The most likely cause of this is laziness or stinginess somewhere along the line. As a result, the system is untrustworthy and useless for actual access control. Besides getting a new system, the old one could be changed from initials to PINs.
Chapter 3

F&R‐3.1‐VD (Sunscreen) Sunscreen is used to protect the skin from UV radiation. The molecules present in the sunscreen absorb the high energy ultraviolet photons through electron resonance delocalization, and are raised to a more energetic orbital state. The energy absorbed is released in the form of fluorescence or heat when the molecule returns to the ground state. After a long period of sun exposure the molecules in the sunscreen start to degrade and the sunscreen will have to be reapplied. For an average sized adult the required amount of sunscreen needed for protection is 2 mg/cm2. During the summer, 1 hour of sunlight is the equivalent of 10 joules per cm2 1.
a) An average size man is spending the day at the beach on a sunny summer day. He is wearing shorts that have dimensions of 15 cm by 82 cm. How many grams of sunscreen are needed to cover his exposed skin? (Hint: Lookup average body surface area.)
b) How often should he reapply the sunscreen in order to get maximum protection? c) What suggestions would you make to him?
Labeled SPF Sunscreen active system
Percentage of total UV absorbance remaining after UV exposure
5 joules 10 joules 20 joules 30 joules
N/A Antisolarium 100 95 86 70
1 Lowe, N., and Shaah, N., "Sunscreens: Rationale for use to reduce photodamage and phototoxicity ," The Chemistry of Sunscreens. Sunscreens Development, Evaluation, and Regulatory Aspects, Vol. 15, A. Madhu, Ed New York: Marcel Dekker, Inc, p. 35‐43, 1997.

Solution F&R‐3.1‐VD (Sunscreen) a) The average body surface area of a man is 16200 cm2.
The surface area of his shorts is (assume a square)
15 cm 85 cm 1275 cm
The area of exposed skin is
16200 cm 1275 cm 14925 cm
Conversion
2 mg1 g
1000 mg .0002 g
The amount of sunscreen needed is
14925 cm 0.002 g1 cm 29.85 g
b) In 1 hour 10 joules are applied to 1 cm2 of exposed skin. From the table we can observe that after 10 joules of UV exposure, 95% of Antisolarium remains which means the product began to degrade. So for maximum protection, the sunscreen should be reapplied every 30 minutes.
c) The man should purchase a more effective sunscreen.

F&R‐3.2‐PK (Inhaler Excipient) A metered‐dose inhaler (MDI) is a device that delivers a specific amount of medication to the lungs, in the form of a short burst of compressed gaseous medicine that is inhaled by the patient. It is the most commonly used delivery system for treating asthma, chronic obstructive pulmonary disease and other respiratory diseases [1]. The medicine is suspended in a neutral gas, called excipient. One of possible excipients available is 1,1,1,2‐tetrafluoroethane [2].
(a) Using standard organic chemistry nomenclature produce a chemical structure and a formula for this chemical compound
(b) What is the molecular weight of this compound and calculate the following i. Mass in grams of 1 lbmol of excipient ii. Number of pound moles of 2.00 short tons of excipient iii. Total number of molecules in 1 lbmol of excipient
(c) If air is used as a substitute for 1,1,1,2‐tetrafluoroethane, what is the mass ratio of air to 1,1,1,2‐tetrafluoroethane to obtain the same number of moles
(d) Using literature, research other possible excipients commonly used in pharmaceutical industry
[1] Hickey, A. J., Pharmaceutical Inhalation Aerosol Technology, ed. 2nd edition, Marcel Dekker Inc., NY, 2004. [2] http://www.medsafe.govt.nz/profs/datasheet/v/VentolinCFC‐freeinh.htm

16
Solution F&R‐3.2‐PK (Inhaler Excipient)
(a) In this case 1,1,1,2‐tetrafluoroethane is a two‐carbon hydro‐fluoro carbon molecule.
(b) The molecular weight of 1,1,1,2‐tetrafluoroethane is 102.03 g/gmol
a. Mass MW x N
Mass 1 x 453.6 453.6 grams
b. Number of lbmol MWN
Number of lbmol 2.00 short tons x 2000
x .
39.2 lbs
c. N N x 6.022 10
N 453.6 x 6.022 10 2.73 10 molecules
(c) The mass ratio of air to 1,1,1,2‐tetrafluoroethane can be found using the respective molecular weights:
RatioMWC
MW
Ratio102.3 g
gmol29.0 g
gmol 3.53
(d) Alternate excepients can be found by performing a patent search on common inhalers as well as research in a scientific research database

17
F&R‐3.2‐PK (Nitrofurantoin Batch Tablet Production) Nitrofurantoin is an antibiotic used primarily in treatment of urinary tract infections [1]. The active pharmaceutical ingredient (API) in the mixture is Nitrofurantoin. In manufacture of a 1000‐unit batch of 100mg Nitrofurantoin tablets, the following ingredients are mixed in a V‐Blender until a well mixed state is achieved [2]. The mixture is then passed through a 0.8 mm sieve and compressed under a low compression tablet press apparatus. Table 1 contains the components required for the aforementioned formulation [2].
Table 1: Bill of Material for Nitrofurantoin
Bill of Materials Scale
(mg/tablet) Item Material Name Quantity/1000 Tablets (g) Function
100.00 1 Nitrofurantonin 100.00 Active Pharmaceutical Ingredient 200.00 2 Ludipress © 200.00 Filler
2.00 3 Magnesium Stearate 2.00 Lubricant
3.00 4 Aerosil 200 © 3.00 Diluent
a) Draw a process diagram and provide basic specifications for a commercial mixer and a tablet presses
b) Using any available literature, research the functions of Items 2‐4 in Table 1 c) If the net force required for an effective compression of each tablet is 980 MPa, how
many people would need to stand on a square 1ft x 1ft to obtain the force required [3]. (Assume an average body weight of 180 pounds)
d) Calculate the mass fractions of each component in a 1000 tablet batch e) How many pounds (lbm) of Nitrofurantoin are required for 6750 tablets of final product
[1] Lee M., Bozzo P., Einarson A., and Koren G. (June 2008). "Urinary tract infections in pregnancy". Canadian Family Physician; 54 (6): 853–4. [2] N. K. Sarfaraz. “Handbook of Pharmaceutical Formulations”, Compressed Solid Products, Volume One 2nd Ed. New York, NY, 1949
[3] M. Otsuka, M. Sato, Y. Matsuda;“Comparative Evaluation of Tableting Compression Behaviors by Methods of Internal and External Lubricant Addition”. AAPS PharmSci Journal; July 11, 2001 [4] J. Swarbrick. “Encyclopedia of Pharmaceutical Technology”, Volume 6, 1st Ed.New York, NY 2007 Informa Healthcare Inc. [5] “Design Specifications for a V‐Blender”; http://www.alibaba.com/product‐gs/271853261/V_Mixer_V_Blender_mixing_machine.html; Accessed: April 29, 2010 [6] “Design Specifications for a High‐Speed Tablet Press”; http://www.hmbusiness.com/html/high_speed_tablet_press.html; Accessed: April 29, 2010

18
Solution F&R‐3.2‐PK (Nitrofurantoin Batch Tablet Production) a) Below is a simple process flow diagram of the tablet manufacturing process:
Table 2 contains a series of V‐mixer models with various design parameters [5].
Table 2: V‐mixer scale up and specifications
Below are unit specifications for a high‐speed commercial tablet press apparatus [6].
HM TP‐(H/HA) series High‐speed Tablet Press Machine Model difference: HM TP‐HA series, electric control cabinet separated from main unit; HM TP‐H series, electric control cabinet compacted with main unit. Model: HM TP‐HA3059/3055/3045/3037,H/HA1042/1038/1032/1026 P&D: BBS/BB/B/D Tablet: round, irregular

19
Max. tablet diameter: 11/13/16/25mm Max. filling depth: 18mm Number of P/D: 59/55/45/37, 42/38/32/26 Max. capacity: 556,400/528,000/415,800/341,800; 252,000/228,000/192,000/117,000 pcs/h
See shaded region in Table 1. Filler (Ludipress©) is an inert solid substance used in tablet manufacture [4]. The lubricant (Magnesium Stearate) is used to prevent adhesion of the solids mixture to the metal processing units [4]. Aerosil 200 © is used as a glidant, which is a substance (as colloidal silica) that enhances the flow of a granular mixture by reducing interparticle friction and in pharmaceutical production of tablets and capsules [4].
b) The total pressure can be calculated using simple unit conversions:
Pressure Mass x 32.2fts x Area
980 MPa 142,137 psi 1ft x 144inft x 180lb x N
N 5.48 ~ 6 People
c) The following table contains the mass fraction of each component:
Material Name Quantity/1000 Tablets (mg)
Mass Fraction
Nitrofurantonin 100.00 0.33 Ludipress 200.00 0.66 Magnesium Stearate 2.00 0.01 Aerosil 200 3.00 0.01
d) The total mass of Nitrofurantoin can be calculated using the mass requirements of
Nitrofurantoin given in Table 1:
MN . 100mg
1000 tablets x 6750 tablets 675 mg

20
Chapter 4

21
F&R 4.2‐KZ (Nail Polish)
Nail polishes, treatments and hardeners all contain a film‐former, such as nitrocellulose to produce a hard and shiny surface when dried. Its excellent adhesion property to the natural nail makes it an indispensable ingredient in the nail lacquer formulation. Its other attributes are durability, toughness, solubility and quick solvent release under ambient drying conditions.1 To make the film tough and resilient, a resin such as toluene‐sulfonamide‐formaldehyde resin is used. This resin has been shown to possess the necessary characteristics of gloss, hardness and resistance to household detergent solutions.2 To prevent chips and cracks, one or more plasticizers, such as camphor and dibutyl phthalate are included. 3 Solvents, including ethyl acetate, butyl acetate and toluene, are used to help products flow smoothly. These solvents are used to dissolve other substances including nitrocellulose, the basic film‐forming material in nail polish.4 Colored polishes or products contain FDA‐approved colorants or pigments which are evenly distributed in the product due to the inclusion of a suspension agent or clay, such as titanium dioxide. 5 Below is a table that breaks down the final nail polish components by weight percent. The pigment, TD, is mixed with nitrocellulose (N) and the plasticizers, (C and DP), using a mill to grind the pigment to produce fine dispersion of the color. When fully milled, the mixture is removed from the mill and enters a mixer with the three solvents, EA, BA, T. Due to N’s adhesive properties, 5% remains as residue in the mill as loss. At the end of the process, the material is cooled by a jacketed stream of water entering 5 GPM at 15°C and final additives such as resin, TSF, are added. There are 3000 GPH of nail polish being produced with the following composition.
Nail Polish Formulation Component % by Weight6
1 “Nitrocellulose: Cosmetic Info,” 2007. [Online]. Available: http://www.cosmeticsinfo.org/ingredient_details.php?ingredient_id=1561 2 R. Rossomando, “Finger Nail Lacquer,” U.S. Patent 4179304. December 18, 1979. 3 P. Begoun, “Dibutyl phthalate,” Cosmetics OP. 2010. [Online] Available:http://www.cosmeticscop.com/body‐nail‐care‐dibutyl phthalate.aspx 4 “Butyl Acetate,” Cosmetic Info, 2007. [Online]. Available: http://www.cosmeticsinfo.org/ingredient_details.php?ingredient_id=375 5 “Nail Products,” Cosmetic Info, 2007. [Online]. Available: http://www.cosmeticsinfo.org/product_details.php?product_id=32 6 A. Shansky, “Nail Polish,” U.S. Patent 3234097. 27 June 1978.
Nitrocellulose 13.0
Toluene‐sulfonamide‐formaldehyde resin 10.0
Dibutyl phthalate (plasticizer) 5.0
Camphor (plasticizer) 3.0
Ethyl acetate (solvent) 25.0
Butyl acetate (solvent) 23.5
Toluene 20.0
Titanium dioxide 0.5
22
(a) Draw a process flow diagram of the process described above. (b) Determine the quantities of the components that must be added to produce the final
3000 GPH of nail polish. (c) What is a problem with using Toluene‐sulfonamide‐formaldehyde resin? Is there an
alternative?
23
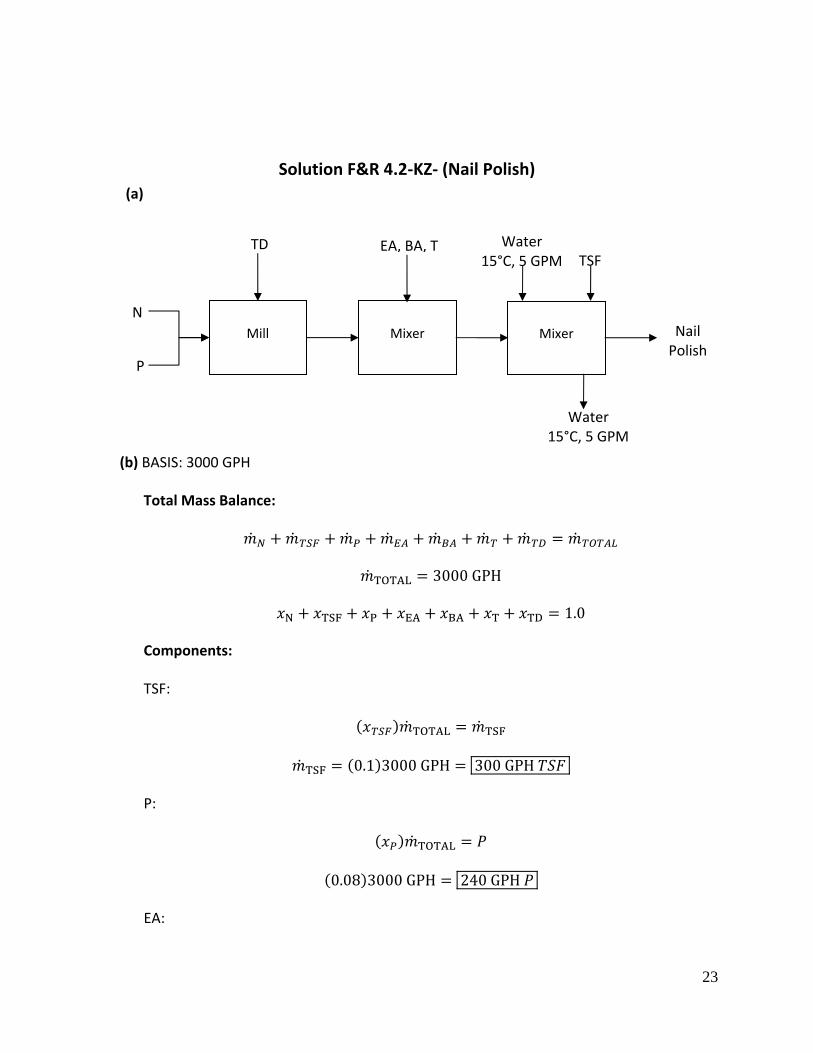
Solution F&R 4.2‐KZ‐ (Nail Polish) (a)
(b) BASIS: 3000 GPH
Total Mass Balance:
TOTAL 3000 GPH
N TSF P EA BA T TD 1.0
Components:
TSF:
TOTAL TSF
TSF 0.1 3000 GPH 300 GPH
P:
TOTAL
0.08 3000 GPH 240 GPH
EA:
Mill
Mixer
Mixer
N
P
TD
EA, BA, TTSF
Water 15°C, 5 GPM
Water 15°C, 5 GPM
Nail Polish

24
TOTAL EA
0.25 3000 GPH 750 GPH
BA:
TOTAL BA
0.235 3000 GPH 705 GPH
T:
TOTAL T
0.2 3000 GPH 600 GPH
TD:
TOTAL TD
0.005 3000 GPH 15 GPH
N: TOTAL N
0.13 3000 GPH 390 GPH 5% N Loss: You have to account for the 5% residue loss in the mill by adding 5% more N to the feed to get the proper final compositions.
390 GPH1 0.05 410.5 GPH
(c) Students would have to research the drawbacks of using Toluene‐sulfonamide‐formaldehyde resin from the web, patents, or journal articles. Acceptable answers are as follows:
• Toluene‐sulfonamide‐formaldehyde resin is a carcinogenic formaldehyde.1 • Many cases of allergic contact dermatitis to the toluene sulfonamide formaldehyde
resin present in nail polish. 2
1 R. Rossomando, “Finger Nail Lacquer,“ U.S. Patent 4179304. December 18, 1979. 2 E. Paltzik RL, “Onycholysis secondary to toluene sulfonamide formaldehyde resin used in a nail hardener mimicking onychomycosis,”European Journal of Dermatology, 1980 Avaialble : http://www.ncbi.nlm.nih.gov/pubmed/7379596

25
• The most popular resin is toluene‐sulfonamide‐formaldehyde, however, it is the source of allergic contact dermatitis in some nail enamels. Hypoallergenic nail enamels use polyester resin or cellulose acetate butyrate.

26
F&R‐4.3‐KW (Salicylic Acid Production)
Salicylic acid (C7H6O3) is the active ingredient in many over‐the‐counter acne treatments and wart removal ointments. One method1 of producing salicylic acid is by acidifying sodium salicylate (C7H5NaO3) using HCl:
C H NaO s HCl g C H O g NaCl s A feed of 13.3 kg/h of solid sodium salicylate is combined with a gaseous stream primarily composed of an inert gas and HCl in a reactor (R1). All of the HCl reacts for 79 mol % conversion of sodium salicylate to salicylic acid. The products of R1 enter a filter (F1) where the gaseous components are separated. The gases are sent to a condenser (C1) before entering a second filter (F2). C1 condenses the salicylic acid, and F2 removes 98 mol % salicylic acid. The gases exiting the filter are dehumidified (D1) and passed through a heat exchanger (HX1). Before entering the heat exhcanger, the inert gas is added as needed to maintain the proper flow volume. A fresh stream of HCl and the solids removed in F1 are added to the gases exiting HX1 before entering a reactor (R2). R2 is designed to retain the solid sodium salicylate. The stream exiting R2 enters a filter (F3) to remove the NaCl. The gaseous stream exiting F3 is the stream the solid sodium salicylate is being added to before entering R1.
(a) Draw and label a flowchart of the process using the process identifiers given above. (b) What is the rate (kg/h) at which HCl is being added to the system? (c) What is the rate (kg/h) at which NaCl is removed in F3? (d) Calculate the small amount (kg/h) of salicylic acid recirculated through the system.
1 E. R. Moore, R. L. Briggs, D. C. McDonald, and R. Hoffman, “Process for Making Pure Salicylic Acid,” U. S. Patent 4,137,258, January 30, 1979.

27
Solution F&R‐4.3‐KW (Salicylic Acid Production)
(a) The diagram for the process is shown below with the streams labeled with the components present in each stream. It was assumed that nitrogen was used as the inert gas in the process, but students could simply label the diagram with a stream designated as “Inert Gas”.
(b) The HCl added to the system reacts completely with C7H5NaO3 in R1 in a 1:1 molar ratio. It is known that there is a 79 mol % conversion of C7H5NaO3.
Calculate the moles of C7H5NaO3 entering the system:
C H N O 13.3 kgh
1000 gkg
mol160.11 g 83.07
molh
The number of moles of HCl entering the system is equal to the number of moles reacting in R1. Use the conversion to calculate the number of moles of C7H5NaO3 that react in R1:
HC 0.79 C H N O 0.79 83.07 mol
h 65.63 mol
h
Convert to mass:
R1 F1 C1 F2
F3 R2 HX1 D1
C7H5NaO3 (s)
N2 (g) HCl (g) C7H6O3 (g)
N2 (g) C7H6O3 (g)
H2O (l)
N2 (g) C7H6O3 (g) H2O (g)
C7H6O3 (g)
H2O (l)
N2 (g)
C7H5NaO3 (s) NaCl (s)
N2 (g) C7H6O3 (g)
HCl (g)
N2 (g) NaCl (s) C7H6O3 (g) HCl (g)
NaCl (s)
C7H5NaO3 (s) N2 (g) NaCl (s) C7H6O3 (g)
N2 (g) C7H6O3 (g) H2O (g)

28
HC 65.63 mol
h36.46 g
molkg
1000 g 2.39 kgh
(c) All of the NaCl produced in R1 passes through F1 and R2 before being completely
removed by F3. Therefore, assuming steady‐state operation, the rate at which NaCl is produced should equal the rate it is removed from the system by F3 so there is no accumulation of NaCl. For every mole of C7H5NaO3 reacting in R1, 1 mole of NaCl is produced.
N C 0.79 C H N O 0.79 83.07 mol
h 65.63 mol
h
Convert to mass:
N C 65.63 mol
h58.443 g
molkg
1000 g 3.84 kgh
(d) Because F2 filters 98 mol % of the C7H6O3 out, the remaining 2% is recirculated back
through the system. For the following calculations, the small amount of C7H6O3 will be referred to as C H O . Perform a component mole balance around F2 for C7H6O3.
C H O C H O 0.98 C H O C H O C H O Where is the number of moles produced in R1.
65.63 mol
h C H O 0.98 65.63 mol
h C H O C H O
C H O 1.339 mol
h
Convert to mass:
C H O 1.339 mol
h 138.12 g
molkg
1000 g 0.185 kgh

29
F&R‐4.6‐VD (Calcium Carbonate)
Caltrate Plus is a calcium dietary supplement. As well as calcium carbonate it contains vitamin D to help increase calcium absorption, magnesium to help maintain strong bones, zinc and copper manganese for bone development and boron to help the body use the calcium. A Caltrate Plus tablet contains 1500 mg of CaCO3.
1 When a tablet is ingested, it reacts with the hydrochloric acid in the stomach. What mass of hydrochloric acid is needed to react completely with the calcium carbonate contained in one tablet of Caltrate Plus?
CaCO 2HCL CaCl H O CO
1 "Supplement facts ," Wyeth Consumer Healthcare, 2010. :http://www.caltrate.com/products/caltrate600d_lbl.asp. [Accessed March 29, 2010]

30

31
Solution F&R‐4.6‐VD (Calcium Carbonate)
Finding the molecular weight of CaCO3
40.078 g 12.01 g 3 15.99 g 100.58 gmol
Finding the number of mol of CaCO3 present in one tablet
0.6 g1 mol
100.58 g 0.0059 mol
Stoichiometry
2 mol of HCl reacts with 1 mol of CaCO
2 0.0059 mol 0.012 mol HCl needed
Finding the molecular weight of HCl
1.007 g/mol 35.45 g/mol 36.46 gmol
Finding mass of HCl needed
0.012 mol36.46g1 mol 0.435 g or 435 mg of HCl
It takes 435 mg of HCl to dissolve 600 mg of CaCO3.

32
Chapter 5

33
F&R‐5.1‐KW (Mouthwash Formulation)
The table below lists a possible formulation1 for an over‐the‐counter (OTC) mouthwash. The α‐bisabolol is an antibacterial agent2, cremophor RH 40 is a solubilizer3, glycerol and saccharin salts are used as sweeteners4, and the ethanol is the bulk liquid. To form the product, a mixture of items 1‐3 are heated to approximately 60˚C and then added to a mixture of items 4‐6.
Item # Material Quantity(g/L) 1 α‐Bisabolol, racemic 10 2 Flavor 100 3 Cremophor RH 40 60 4 Glycerol 10 5 Saccharin Sodium 2 6 Ethanol (96%) 818
(a) Assuming additive volume, calculate the density of the solution of glycerol and ethanol
before the saccharin sodium is added. (b) Calculate the density of the same solution by taking the average of the pure component
densities.
1 S. K. Niazi, Handbook of Pharmaceutical Manufacturing Formulations: Over‐the‐counter products, Editions 2, Vol. 5. Boca Raton, FL: CRC Press LLC, 2004. 2 Coasty Resource Canada—Industrial Solution for raw materials, “Bisabolol—natural alpha bisabolol,” [Online]. Available: http://www.coasty.com/others/Bisabolol.html. [Accessed: Feb. 7, 2010]. 3 BASF, Pharma Solutions Cremaphor RH 40. BASF, 2007. 4 R. W. Thomas, J. M. Weaver, and M. Sapone, “Oral Mouthwash Containing Zinc and Glycine,” U. S. Patent 4,339,432, July 13, 1982.

34
Solution F&R‐5.1‐KW (Mouthwash Formulation)
(a) Assuming additive volume, the density of the solution is calculated using Equation 5.1‐1:
1
Calculate the mass fractions of the two components: glycerol (Glyc) and ethanol (EtOH)
∑
GG
G E OH
10 g10 g 818 g 0.012
E OHE OH
818 g10 g 818 g 0.988
The students must do some research to determine the densities of the glycerol and ethanol (96%). The MSDS for glycerol indicates it has a density of 1.26 kg/L. The MSDS for a 96% aqueous solution of ethanol indicates it has a density of 0.8051 kg/L. Assuming constant properties:
1 0.0121.26 L
0.9880.8051 L
1.237 L
kg
1
1.237 L 0.808 kgL
(b) To estimate the density using the average of the pure component densities, use
Equation 5.1‐2:
0.012 1.26 kgL 0.988 0.8051
kgL
0.811kgL
35
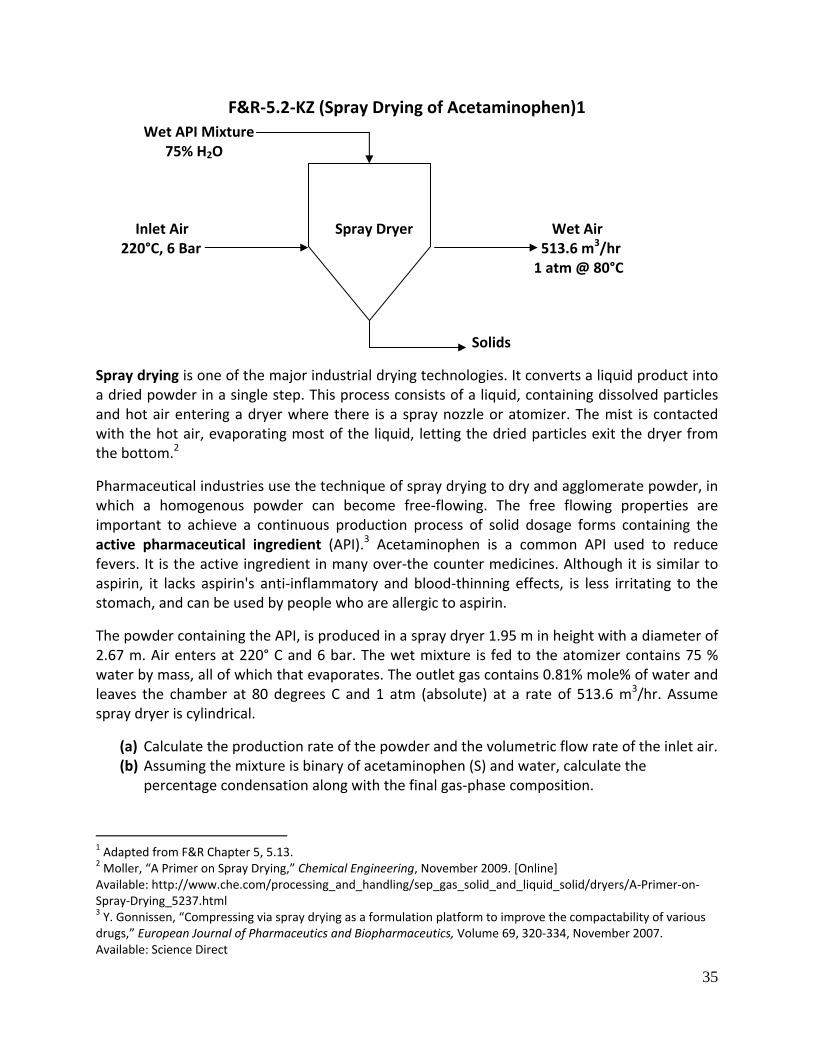
F&R‐5.2‐KZ (Spray Drying of Acetaminophen)1 Wet API Mixture 75% H2O
Inlet Air Spray Dryer Wet Air 220°C, 6 Bar 513.6 m3/hr 1 atm @ 80°C
Solids
Spray drying is one of the major industrial drying technologies. It converts a liquid product into a dried powder in a single step. This process consists of a liquid, containing dissolved particles and hot air entering a dryer where there is a spray nozzle or atomizer. The mist is contacted with the hot air, evaporating most of the liquid, letting the dried particles exit the dryer from the bottom.2
Pharmaceutical industries use the technique of spray drying to dry and agglomerate powder, in which a homogenous powder can become free‐flowing. The free flowing properties are important to achieve a continuous production process of solid dosage forms containing the active pharmaceutical ingredient (API).3 Acetaminophen is a common API used to reduce fevers. It is the active ingredient in many over‐the counter medicines. Although it is similar to aspirin, it lacks aspirin's anti‐inflammatory and blood‐thinning effects, is less irritating to the stomach, and can be used by people who are allergic to aspirin.
The powder containing the API, is produced in a spray dryer 1.95 m in height with a diameter of 2.67 m. Air enters at 220° C and 6 bar. The wet mixture is fed to the atomizer contains 75 % water by mass, all of which that evaporates. The outlet gas contains 0.81% mole% of water and leaves the chamber at 80 degrees C and 1 atm (absolute) at a rate of 513.6 m3/hr. Assume spray dryer is cylindrical.
(a) Calculate the production rate of the powder and the volumetric flow rate of the inlet air. (b) Assuming the mixture is binary of acetaminophen (S) and water, calculate the
percentage condensation along with the final gas‐phase composition.
1 Adapted from F&R Chapter 5, 5.13. 2 Moller, “A Primer on Spray Drying,” Chemical Engineering, November 2009. [Online] Available: http://www.che.com/processing_and_handling/sep_gas_solid_and_liquid_solid/dryers/A‐Primer‐on‐Spray‐Drying_5237.html 3 Y. Gonnissen, “Compressing via spray drying as a formulation platform to improve the compactability of various drugs,” European Journal of Pharmaceutics and Biopharmaceutics, Volume 69, 320‐334, November 2007. Available: Science Direct

36
Solution F&R‐5.2‐KZ (Spray Drying of Acetaminophen)
(kg/hr) 513.6 m3/hr, 1 atm, 80°C 0.75 kg H2O/kg (kmol/hr) 0.25 kg S/kg 0.0081 kmol H2O / kmol
0.9919 kmol dry air / kmol
(kmol/hr) (m3/hr) (kg S/hr) 220°C, 6 bar (a)
1 atm
353.2 K 513.6 m
hrkmol K
0.08206 m atm 17.72 kmol/hr
H2O Mass Balance:
M
0.7517.72 kmol air
hr 0.0081 kmol H O
kmol air 18.02 kg
kmol
3.45kghr API mixture
S(olids) Mass Balance:
0.25 3.45 kg/hr 0.86 kg S/ hr
Dry Air Mass Balance:
0.9919 17.72 kmol / hr 17.58 kmol / hr air
RTP
513.6mhr

37
17.58 kmol hr
0.08206 m atm kmol K
493.2 K 6 bar
1.01325 bar 1 atm 120.15
m airhr
b. Calculate the mass rate of water going in:
3.45kghr 0.75 2.58 kg H O/hr
Calculate the mass rate of Solids(s) going in:
3.45kghr 0.25 0.86 kg S/hr
Calculate the water that condenses:
0.143 kmol H2Ohr .0081 kmol H2O
hr0.143 kmol H2O
hr95% condenses
Final gas phase composition (water):
0.0081 kmol H Okmol air
18 kgkmol
17.72 kmol airhr 2.58
kg H Ohr

38
F&R‐5.2‐KW (Effervescence Problem) Alka‐Seltzer® is an over‐the‐counter (OTC) medicine used to treat acid indigestion, sour stomach, and heartburn with headache, body aches and pain1. The active pharmaceutical ingredients (API) in each Alka‐Seltzer® tablet are aspirin (325 mg), citric acid (1916 mg), and sodium bicarbonate (1000 mg)1. For a single dose, two Alka‐Seltzer® tablets are dissolved in 4 ounces of water. When placed in water, the following reaction occurs:
C H O aq 3NaHCO aq 3H O l 3CO g Na C H O aq Citric acid Sodium
bicarbonate (baking soda)
Sodium citrate
(a) What volume of CO2 gas would be produced by a normal dose of Alka‐Seltzer® dissolved
in 4 ounces of water at 25˚C and 1 atm? Assume the reaction goes to completion.
(b) You wake up feeling miserable before your chemical engineering final, but you know you can’t miss it. You grab some Alka‐Seltzer® and an 11 oz bottle of water. You drink just enough water to leave exactly 4 fl oz left in the bottle (you’ve had lots of practice with this). Then you drop in the two tablets, cram the lid onto the bottle, and rush out the door. Assume the temperature remains constant at 25˚C. Calculate the pressure inside the bottle. Neglect the volume of the tablets.
(c) Determine the reasonability of assuming ideal gas behavior in parts (a) and (b).
1 Alka‐Seltzer®, “Alka‐Seltzer® Original,” Bayer HealthCare. [Online]. Available: http://alkaseltzer.com/as/as_original.html. [Accessed: Feb. 15, 2010].

39
Solution F&R‐5.2‐KW (Effervescence Problem)
(a) To calculate the volume of CO2 produced, you must first calculate the number of moles of CO2 produced by the reaction. Begin by calculating the moles of reactants in one Alka‐Seltzer® tablet. Citric acid (C6H8O7, M = 192.124 g/mol) and sodium bicarbonate (NaHCO3, M = 84.01 g/mol) are the only APIs reacting.
C H O 1000 mg C H O1 mol C H O
192.124 g C H O1 g
1000 mg5.205 10 mol C H O
N HCO 1916 mg NaHCO1 mol NaHCO
84.01 g NaHCO1 g
1000 mg2.281 10 mol NaHCO
From these calculations, it can be seen that C6H8O7 is the limiting reactant. Therefore, the stoichiometric calculations to determine the CO2 produced by one tablet will be based on C6H8O7.
CO 5.205 10 mol C H O3 mol CO
1 mol C H O 1.562 10 mol CO
Assuming ideal gas behavior, volume of CO2 produced by one tablet is:
1.562 10 mol 0.08206L··K 298 K
1 atm 0.382 L
A normal dose consists of 2 tablets, so the answer to the question is:
2 0.382 L 0.762 L
(b)
4 fl oz H2O
7 fl oz gas
VTotal = 11 fl oz

40
To calculate the pressure inside of the sealed bottle, you must first calculate the total number of moles present.
Calculate nair based on the volume of air present before the tablets are added when V = 7 fl oz and P = 1 atm. Assuming ideal gas behavior:
7 fl oz1 gal
128 fl oz28.317 L
7.4805 gal 0.207 L
1 atm 0.207 L0.08206 L·
·K 298 K8.465 10 mol air
8.465 10 mol 2 1.562 10 mol 3.971 10 mol
Now that we know the moles of gas present in the bottle after the reaction, we can calculate the pressure. The volume is still 0.207 L of gas, but because there are more moles present, the pressure will be higher. Assuming ideal gas behavior again yields:
T 3.971 10 mol 0.08206 L··K 298 K
0.207 L 4.691 atm
(c) Assuming ideal gas behavior for part (a) was reasonable because the gas was at a temperature above 0˚C and at atmospheric pressure. Confirm using Criterion 5.2‐3b:
0.382 L1.562 10 mol 24.456
Lmol 20
Lmol
This indicates the ideal gas EOS should yield an error less than 1%.
Similarly, it was reasonable to assume ideal gas behavior for the first part of part (b) when calculating the moles of air in the bottle before the reaction occurred. Confirm using Criterion 5.2‐3b:
0.207 L8.465 10 mol 24.453
Lmol 20
Lmol

41
However, the solution to part (b) indicates the pressure inside the bottle was almost 5 times greater than atmospheric pressure. At a higher pressure, the ideal gas assumption may become less accurate.
0.207 L3.971 10 mol 5.213
Lmol 20
Lmol
Criterion 5.2‐3b indicates the ideal gas EOS is predicting a value with more than a 1% error and therefore, the solution may not be reliable.

42
F&R‐5.2‐KZ (Yeast Fermentation and Spray Drying) Fermentation is a process consisting of the conversion of a carbohydrate, such as sugar, into an acid or an alcohol. More specifically, fermentation can refer to the use of yeast to change sugar into alcohol or the use of bacteria to create lactic acid in certain foods.1 Many common everyday items undergo the process of fermentation such as beer, buttermilk, cheese, vinegar, yogurt, liquor and wine. The industrial lager‐type yeast strain Saccharomyces carlsbergensis BH092 is usually used in the fermentation of low malt beer.2
The continuous fermentation process has a fermentor volume of 5 m3 with a residence time3of 20 hours.4 Residence time is how fast it is moving through a system in equilibrium. The yeast cells are grown in a culture medium5, the nutrient solution in which cells or organs are grown, which is 5% inoculum, cells used in a culture to start growth. 6 The inoculum contains 1% yeast. This enters through the fermentor where the yeast is growing at a doubling time of 300 minutes.7 The doubling time is the period of time required for a quantity of cells to divide, or double in size or value.8 This liquid, assume to be properties similar to water, leaves the fermentor and enters continuously into a centrifuge. There are two products from the centrifuge; a yeast enriched stream containing 5% yeast, which is 98% of the total yeast from the liquid entering, and a residual liquid stream.
(a) Calculate the rate the yeast substance is leaving from the centrifuge. (b) Calculate the rate of the residual liquid leaving from the centrifuge. (c) Calculate the yeast concentration in the residual liquid. (d) The yeast enriched stream enters a spray dryer to dry the excess liquid from the yeast.
Air enters at 160°C 9 and 6 bar. The yeast enriched mixture that is fed contains 95 % water by mass, all of which that evaporates. The outlet gas contains 1 % mole of water and leaves the chamber at 85°C and 1 atm (absolute). Calculate the volumetric flow rate of wet air out the spray dryer and the volumetric flow rate of the inlet air.
1 D. Klein, L. Prescott, and J. Harley, Microbiology, Prescott, New York: McGraw‐Hill, 2005. 2 M. Kobayashia, “Physiological analysis of yeast cells by flow cytometry during serial‐repitching of low‐malt beer fermentation,” Journal of Bioscience and Bioengineering, volume 103, 451‐456, 2007. Available: Science Direct 3 Allaby, “Residence time”, A Dictionary of Earth Sciences,1999, [Online].
Available: http://www.encyclopedia.com/residence time 4 Yamauchi , “Rapid maturation of beer using an immobilized yeast bioreactor,” Journal of Biotechnology, vol 38, January 1995. Available: Science Direct 5 "Medium,”Biology Online, Science Network, 2008. Available: http://www.biology‐online.org/dictionary/Medium 6 “Inoculum,”Biology Online, Science Network, 2008. Available:http://www.biology‐online.org/dictionary/Inoculum 7 “Saccharomyces Database,” School of Medicine, Stanford University, 2009 [Online]. Available: http://www.yeastgenome.org/ 8 “Doubling Time,”Biology Online, Science Network, 2008. Available: http://www.biology‐online.org/dictionary/ Doubling_time 9 G. Luna‐Solano, “Optimization of brewer’s yeast spray drying process,” Journal of Food Engineering, volume 68, Pages 9‐18, May 2005. Available: Science Direct

43
Inlet Air 160°C, 6 Bar
F1 F3 F2 Yeast Wet Air
85°C, 1 atm
F4 Solid Yeast Residual Liquid
Spray Dryer fermentor medium centrifuge

44
Solution F&R‐5.2‐KZ (Yeast Fermentation and Spray Drying) (a) Calculate the flow rate out of the fermentor by volume and residence time:
fermentor volumeresidence time
5 m20 hrs 0.25
mhrs
Convert to mass flow rate by assuming density of water:
flow rate liquid mass flowrate
0.25mhr
1000 kgm
250 kghr
Calculate the yeast concentration that is entering the fermentor from the medium (F1YEAST):
yeast concentration in inoculum dilution of inoculum yeast concentration
0.05 0.01 0.0005 kg of yeast
kg of medium
The yeast has a doubling time of 5 hours, so the exponent is calculated by the amount of time in the fermentor:
residence timedoubling time
16 hrs5 hrs 3.2
1 kg yeast grows to 2
1 kg yeast grows to 2 . kg 9.19 kg yeast
Calculate the amount of yeast leaving the fermentor in F2 (F2YEAST):
growth rate
0.0005 9.16250 kg
hr1.145 kg
hr F
Calculate the flowrates leaving the centrifuge (F3): F3 is 5% yeast, this being 98% of total yeast:
% total yeast used
1.145 kg yeast
hr 0.981.221 kg yeast
hr
45
5% 1.221 kg yeast
hrF
5100
24.42 kghr
(b) Yeast in Residual Liquid leaving fermentor: 1 0.98
1.145 kg yeasthr 0.02 0.023
kg yeasthr
(c) Calculate F4 by a material balance on the centrifuge:
250 kghr
22.42 kghr
227.58 kghr
Yeast concentration in residual liquid:
F YEAST 0.023 kg/hr227.58 kg/hr 0.0001 100 0.01% yeast in residual liquid
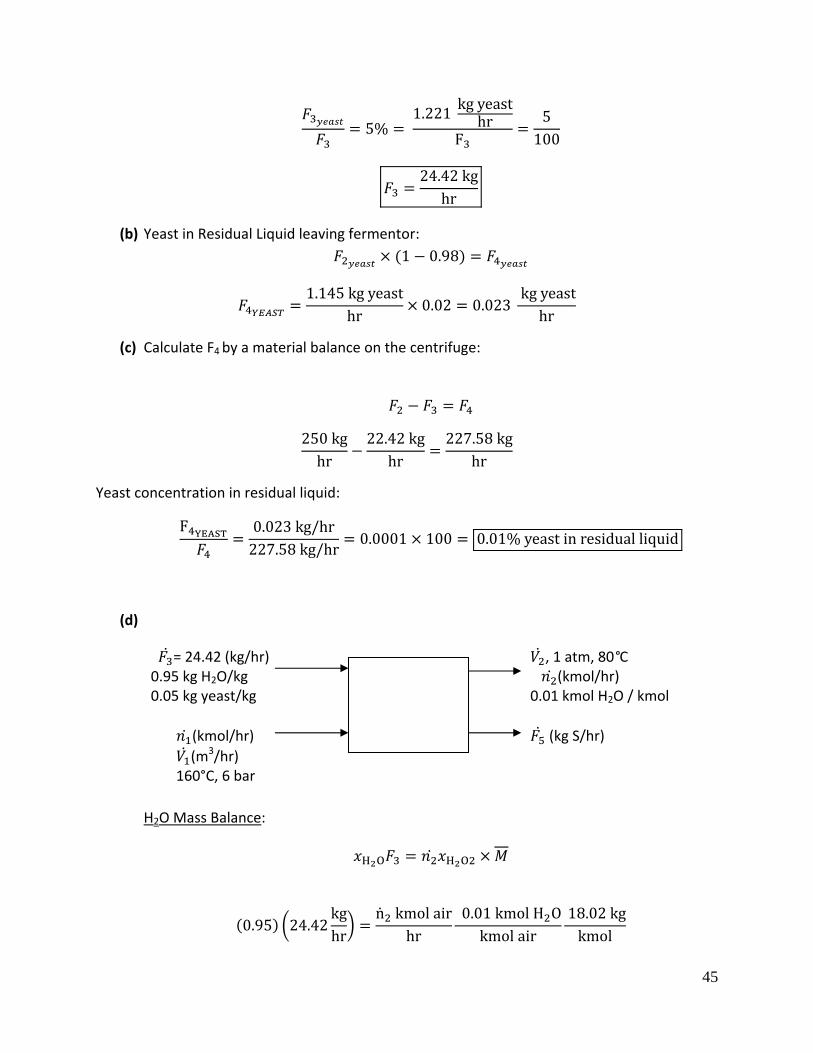
(d)
= 24.42 (kg/hr) , 1 atm, 80°C 0.95 kg H2O/kg (kmol/hr) 0.05 kg yeast/kg 0.01 kmol H2O / kmol
(kmol/hr) (kg S/hr) (m3/hr) 160°C, 6 bar H2O Mass Balance:
H O H O
0.95 24.42kghr
n kmol airhr
0.01 kmol H Okmol air
18.02 kgkmol

46
128.6 kmolhr
128.6 1 atm358.2K
mhr
kmol K0.08206m atm
3727.29mhr
Dry Air Mass Balance:
0.99 128.6 kmol / hr 127.35 kmol / hr air
127.35 kmol hr
0.08206 m atm kmol K
433.2 K 6 bar
1.01325 bar 1 atm 764.5
m airhr

47
Chapter 6

48
F&R‐6.3‐KM (Cox Chart and Raoult’s Law for Evaporation) As you may know from organic chemistry labs, acetone is commonly used to clean surfaces of residues;1 it is also used as a cleaning solvent in industrial organic chemistry operations (such as biological preparations, pharmaceutical production, etc.). As you may also know from experience, an acetone spill tends to evaporate rapidly.
(a) Use the Cox chart to estimate the vapor pressure of acetone in your organic laboratory. (b) Determine the level of acetone in the air immediately above a “wash beaker” of acetone
in an organic chemistry laboratory. (c) Safety requires that the air in a location holding chemicals is completely refreshed
within a certain time, or (equivalently) that the air be changed so often within a set time. The latter, as the air change rate, is the more often used metric. Assume your laboratory uses the conventional2 5 air changes per hour (ACH) and determine the amount of time required for your acetone to completely evaporate from the beaker.
(d) Other3 common solvents used for various purposes in pharmaceutical manufacturing are methanol, ethanol, hexane and toluene. Find the vapor pressures of these compounds at room temperature and speculate on the appropriateness of using them in pharmaceutical production. Show all the considerations you used in making the list.
(e) Briefly speculate on (i) Why pharmaceutical plants (and many others as well) are usually cooled well
below4 the normal 72 °F. (ii) The physical significance of the slopes of the lines on the Cox chart.
1 Fieser, L. F., Experiments in Organic Chemistry. Boston: D. C. Heath and Company, 1941. 2 Applications Team / Lawrence Berkelely National Laboratory. (2008, Sept) A Design Guide for Energy ‐ Efficient Laboratories. [Online]. http://ateam.lbl.gov/Design‐Guide/DGHtm/roomairchangerates.htm 3 Raghani, A. R., "High‐speed gas chromatographic analysis of solvents in pharmaceuticals using solid phase microextraction," Journal of Pharmaceutical and Biomedical Analysis, vol. 29, no. 3, pp. 507‐518, Jul 2002. doi:10.1016/S0731‐7085(02)00085‐7 4 Applications Team / Lawrence Berkelely National Laboratory. (2006, Nov) Energy Efficiency Cleanroom Information SIte. [Online]. http://ateam.lbl.gov/cleanroom/
49
Solution F&R‐6.3‐KM (Cox Chart and Raoult’s Law for Evaporation) This problem is meant primarily to use the Cox chart, but also touches Raoult’s Law and some simple mass equations.
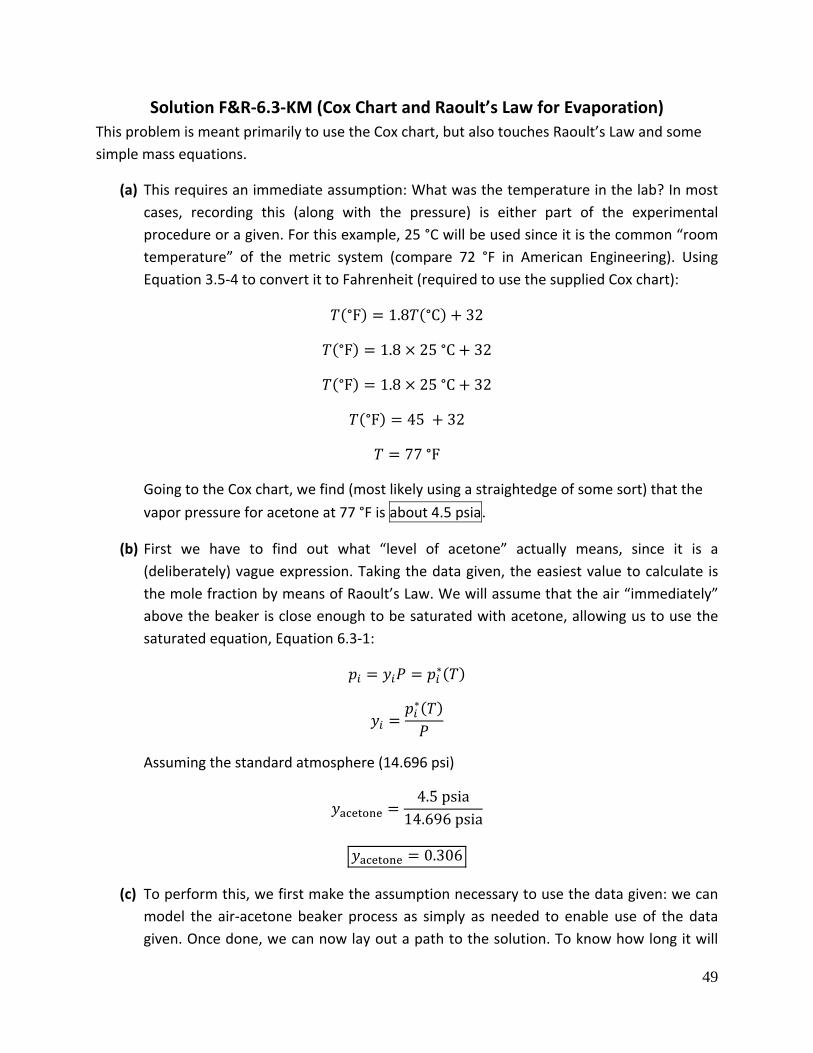
(a) This requires an immediate assumption: What was the temperature in the lab? In most cases, recording this (along with the pressure) is either part of the experimental procedure or a given. For this example, 25 °C will be used since it is the common “room temperature” of the metric system (compare 72 °F in American Engineering). Using Equation 3.5‐4 to convert it to Fahrenheit (required to use the supplied Cox chart):
°F 1.8 °C 32
°F 1.8 25 °C 32
°F 1.8 25 °C 32
°F 45 32
77 °F
Going to the Cox chart, we find (most likely using a straightedge of some sort) that the
vapor pressure for acetone at 77 °F is about 4.5 psia.
(b) First we have to find out what “level of acetone” actually means, since it is a (deliberately) vague expression. Taking the data given, the easiest value to calculate is the mole fraction by means of Raoult’s Law. We will assume that the air “immediately” above the beaker is close enough to be saturated with acetone, allowing us to use the saturated equation, Equation 6.3‐1:
Assuming the standard atmosphere (14.696 psi)
4.5 psia14.696 psia
0.306
(c) To perform this, we first make the assumption necessary to use the data given: we can model the air‐acetone beaker process as simply as needed to enable use of the data given. Once done, we can now lay out a path to the solution. To know how long it will

50
take to remove the acetone from the beaker, we need the amount removed by evaporation to the air. Since we have a mole fraction, we need a molar amount or molar flow rate. Since the fraction is that of the air above the beaker, we must obtain the amount of substance present in that vaguely defined region. The size of this area must be individually assumed unless it is stated by the professor; to make it easy, we will assume 100 mL.
Now we must change this volume into a molar amount. Since this is at moderate temperature and pressure, the ideal gas law (Equation 5.2‐1) is appropriate:
If we assume standard conditions (25 °C, 1 atm), we obtain:
1298
1K 1 atm 500 mL
11000
LmL
10.08206
mol · KL · atm
0.0204 mol
Now we can use the air change rate to determine the molar flow. We first reason 5 ACH into usable units. If we assume that the entire air of the lab is refreshed with new air (containing no acetone), we can say that the 0.0204 moles of gas immediately above the beaker are changed 5 times in every hour or:
5 changes1 hour
1 change1
5 hour1 change
12 minutes
1 change12 minutes 0.0204 mol 0.0017
molmin
Using the mole fraction, we determine the mole fraction of acetone:
0.0017 molmin 0.306
0.00052 molmin
Now we convert the liquid volume in the beaker to amount of substance (moles). The specific gravity and molecular mass are obtained from Table B.1:

51
50 mL0.791
1 cmg
1cmmL
158.08
molg
0.681 mol
Now we take the ratio and find our answer:
0.681 mol
0.00052 molmin
1310 min 21 h
(d) The first part of this problem is simple Cox chart reading and we obtain:
M OH 25 °C 2.5 psia
E OH 25 °C 1.1 psia
C 25 °C 3.0 psia
T 25 °C 0.5 psia
The second part of this is open ended. While the highest vapor pressure is generally the best for applications where evaporation is not desired and the lowest for applications where it is desired, other factors must be observed, such as reactivity with other compounds, toxicity, ease of removal from product, cost, environmental impact, etc.
(e) This is purely open ended speculation. Students will probably like this more if you explicitly let them type their answers to these questions.
(i) Besides the obvious (by now) prevention of evaporation of solvents, students who have taken biology courses should know that organisms grow more slowly at lower temperatures. Humans sweat less at lower temperatures, which is significant in sterile areas.
(ii) The slopes of the lines indicate the magnitude of the change in vapor pressure for a unit change in temperature. While some lines are slightly nonlinear, the overall linearity is similar to the Clausius‐Clapeyron equation, especially the logarithmic ordinate for vapor pressure. The slope of the line would then
correspond to the coefficient of T (∆
), however C‐C uses inverse T.

52
F&R‐6.5c‐KM (Medicinal Shampoo and p* Manipulation) Shampoos are composed principally1 of a surfactant (essentially soap), with various other functional (plasticizers, binders, fillers) and decorative (lather enhancers, fragrances, colors) ingredients added to suit specific regulation or marketing demands.
Trichologic (hair/scalp) complaints are frequently treated by the use of medicated shampoos, which contain some effective ingredient for treating the condition.
Two popular surfactants (which you may have seen on the ingredient list of shampoo) are sodium lauryl and sodium laureth sulfate. You are researching the feasibility of including pyrithione zinc, a common anti‐dandruff medication, in the new surfactant sodium hesketh sulfate2 (SHS). The solution of pyrithione zinc in SHS has a markedly lower vapor pressure than pure SHS, which is fortunate since SHS boils at a low enough temperature (80 °F) already.
If the heat of vaporization of sodium hesketh sulfate is 15 kJ/mol determine the lowest viable molar fraction. Remember this is going to be used in hot showers as well as stored at room temperature.
1 Wolf, R., Wolf, D., Tuzun, B, and Tuzun, Y., "Soaps, shampoos, and detergents," Clinics in Dermatology, vol. 19, no. 4, pp. 393‐397, 2001. doi:10.1016/S0738‐081X(01)00193‐6 2 Made up (obviously)

53
Solution F&R‐6.5c‐KM (Medicinal Shampoo and p* Manipulation) This is an exploration of colligative solution properties and an examination of possible applications of this interaction.
By reading the problem statement we see that we need to determine boiling point temperature as a function of composition of a solution of SHS and pyrithione zinc. We immediately repair to Section 6.5c (colligative solution properties) and see Equation 6.5‐4:
∆∆
Since we need to find out what amount of pyrithione zinc in SHS will raise the boiling temperature to a reasonable value, it makes sense to rearrange the equation:
∆
It should be obvious to students (possibly after a suggestion, if they don’t like or didn’t have graphical algebra) that this is slope‐intercept form:
Because it looks ugly and takes some time to calculate, it is worth simplifying the coefficient:
∆8.314
Jmol · K 80 459 °R
115
molkJ
11.8
KR°
11000
kJJ 89 R° 89 F°
Note the necessity of converting to an absolute temperature scale (Rankine, as shown here, or Kelvin) to match the absolute temperature scale of the gas constant. Also note the equivalency of Rankine and Fahrenheit degrees.
Putting this into our equation:
89 80 °F
Now we are faced with a practical problem: What constitutes “viable” for the purposes of this problem? What temperature range should be considered appropriate? OSHA says that water should not be less than 50 °C at the showerhead to prevent incubation of Legionnaire’s Disease1, however this is scalding.1 Assuming that people won’t care if their shampoo boils when they are already being scalded, we take 50 °C as the minimum temperature.
1 Occupational Health and Safety Administration. (2008, Nov) OSHA Technical Manual. [Online]. http://www.osha.gov/dts/osta/otm/legionnaires/faq.html

54
Using Equation 3.5‐4, we convert:
°F 1.8 °C 32
°F 1.8 50 °C 32
°F 122 °F
And now substituting:
122 8089
0.47
It is left to the student to suggest that this is a rather high fraction for a solute in a solution.
1 Cerovac S., and Roberts, A. H. N., "Burns sustained by hot bath and shower water," Burns, vol. 26, no. 3, pp. 251‐259, May 2000. doi:10.1016/S0305‐4179(99)00127‐8

55
F&R‐6.6b‐KM (Triangle Phase Diagrams) Not all phase diagrams display states of matter. The following phase diagram (from Minardi, Shculz and Vuano1) displays particle formation at constant conditions (T and P).
z
The system described is that of dodecyltrimethylammonium bromide (DTAB), disodium dodecanephosphonate (DSDP), and water. The first two are surfactants which serve as the active ingredient in detergents and see use in oil recovery and drug carriers. The regions of the diagram indicate the aggregate form of the surfactants at that concentration. At nearly pure water the surfactant molecules are freely floating in the water, unable to contact one another. Below this, spherical micelles and, eventually, rods form.
The following is a proposed process. Determine the state of the system at each point; assume it actually occurs. The diagram is marked in weight percent.
1. Pure water (4 kg) is invaded with a 70:30 (by weight) mixture of 10 g DTAB and DSDP 2. The solution is heated and 2 kg of water is driven off 3. A wet, nondissolving substance is added (this is the substance of interest) 4. About 100 g of water diffuses out into the solution 5. A froth of 1 g each of the surfactants and 600 g water is removed 6. ½ a mass percent of DSDP is removed without changing the water fraction 7. 100 g of DSDP is added
1 Minardi, R. M., Schulz "Triangular phase diagram of the catanionic system dodecyltrimethylammonium bromide–disodium dodecanephosphonate–water," Colloids and Surfaces A: Physicochemical and Engineering Aspects, vol. 197, no. 1‐3, pp. 167‐172, Feb 2002.

56
Solution F&R‐6.6b‐KM (Triangle Phase Diagrams) This problem illustrates uses of triangle phase diagrams beyond the water‐acetone‐MIBK one.
1. First, the mass percents must be determined. If 70% of the surfactant mixture is DTAB, the 30% must be:
DSDP 10 g0.300.70 4.29 g
The total mass percents are then calculated to be 99.64%, 0.25% and 0.11%, which puts
us in right to the left of the peak in the molecular solution region.
2. Removing 2 kg of water results in new mass percents of 99.29%, 0.50% and 0.21%,
which is the first valley of the spherical micelle region.
3. Since we have no data on addition or removal of water to the solution by this change,
we assume none takes place and we are still in the spherical micelle region.
4. The composition is 99.32%, 0.47% and 0.20%; still spherical micelles.
5. This change moves us to 99.22%, 0.60% and 0.19%, in the rodlike micelle region.
6. This calculation appears easy, but isn’t. This is actually done easier on the graph: holding water constant at 99.22%, DSDP is counted from 0.60% to 0.10%. The new value of
DTAB (0.68%) is read off the graph. The surfactants are yet in the rodlike micelle region.
7. Trick! The DSDP scale only reads up to 1.0%. This phase diagram is infact only the very top of the entire phase diagram, which is needed to determine the formation present at these conditions. The rest of the process is not presented for that reason. The rest of the diagram IS shown in the article, but it is not the intent of this problem to force people to look it up, unless the professor requires it.
The whole process is best shown graphically:

57
F&R 6.7‐KM (Sugar Decolorization) Sucrose (common sugar) is initially black or dark brown after extraction from sugar cane; to cater to public taste and expectations, almost all companies decolorize their sugar. Decolorization is performed by removing the dark color compounds from the refined sucrose. Traditionally this is done by adsorption using carbon from cow bones (called bone char or bone black) as adsorbant because it is inexpensive and reusable1. However, the use of animal products in production is a controversial issue with vegetarians2. Your company is interested in producing sugar for this niche market. Because it requires the least alteration to the existing process, conversion to plant carbon is selected.
Sugar color is measured in ICUMSA units (IU) as shown in the following graph3 of isotherms:
Residual color refers to the amount of color present after adsorbtion. The ordinate shows the difference in color following adsorbtion.
A residual color of 1500 IU is the maximum allowable value and less than 500 IU is desirable. Determine the number of treatments with each carbon type needed for an initial color of 10000 IU. It may be helpful to draw a flowchart of the process to understand how this works.
1 Hertzog, E. S., and Broderick S. J., "Activated Carbon for Sugar Decolorization," Industrial and Engineering Chemistry, vol. 33, no. 9, pp. 1192‐1198, Sept 1941. doi:10.1021/ie50381a024 2 VegFamily. VegFamily magazine. [Online]. http://www.vegfamily.com/articles/sugar.htm 3 Mudoga, H. L., Yucel, H., and Kincal, N. S., "Decolorization of sugar syrups using commercial and sugar beet pulp based activated carbons," Bioresource Technology, vol. 99, no. 9, pp. 3528‐3533, Jun 2008. doi:10.1016/j.biortech.2007.07.058

58
Solution F&R 6.7‐KM (Sugar decolorizationDecolorization) This is a fairly simple problem with one curveball. You have to use the equations to work backwards from the strange units of the ordinate.
For the first carbon (DCL320), we take the equation provided:
3.365
And apply our initial ideal value of 1000
3.365 500 IU
1683 IU
This indicates that 1683 IUs worth of color were removed in the last adsorbtion, therefore the feed was 2183 IU. Repeating the calculation for this color level, in effect working out the second to last adsorber, produces:
3.365 2183 IU
7346 IU
Adding the remainder gives 9529 IU. This is close enough to say that three stages of adsorbtion are necessary to obtain the desired result. The flowsheet of this process would be something like this:
The difficulty for students is likely going to be in recognizing when the problem is specified enough to begin working (at the 3rd adsorber) and correctly reading the graphs.
To determine the number needed to obtain only 1500 IU and also for doing the other 2 carbons the same procedure is followed. The results are presented in the table:

59
Carbon typeColor of
output (IU) Adsorbers
500 31500 2500 31500 2500 41500 3
DCL320
750C5
DCL200
In this process it can be seen that the first two types of carbon are functionally the same, while the third requires one additional adsorbtion stage.
If you want to annoy or surprise your students, have them guess or find out what ICUMSA is (Answer: International Commission for Uniform Methods of Sugar Analysis). The former option may be an interesting way to get students to do some creative thinking. If one of them has worked or knows about the sugar industry already, have them give a little lecture on it to the rest of the class.

60
Chapter 7

61
F&R‐ 7.1‐KZ (Autoclave for Sterilization) In the food industry, it is vital that there is proper sterilization occurs. Autoclaves sterilize equipment and supplies by subjecting them to high pressure steam and are widely used in the food, microbiology, pharmaceuticals, medicine, cosmetics, and dentistry industries.1
A food company is making a liquid baby formula in aluminum cans. In order to ensure sterility, the product and the container are autoclaved. There are 500 cans, at 100 grams each, each containing 0.75 kg of formula. The specific heat capacities for the can and formula, assumed to be the around the same as milk, are 0.91 kJ/kg °C2 and 3.77 kJ/kg °C 3 respectively. Steam enters the autoclave at atmospheric pressure and 100 °C. From the steam, the cans and formula were heated to 120 °C, and then cooled to 35 °C.
(a) What does the pressure need to be set to in the autoclave, in order to raise the steam temperature to 120°C? Assume Ideal Gas
(b) How much cold water is required to cool down these products if it is entering at 12°C and leaving at 33°C? Assume no heat loss in the walls of the autoclave and a reference temperature of 35°C.
(c) Which is the controlling factor, the metal can or the formula? If you were to neglect the can, how would that affect the water needed?
(d) How would the water mass be affected if the can was made out of plastic? (Cp = 1.6 kJ/kg°C)4 Steam at 100°C, 1 atm
Cold Water, 12°C Cold Water, 33°C
AUTOCLAVE
500 cans, 120°C 500 Cans, 35°C
1 “Autoclave,” Encyclopædia Britannic, 2010. [Online]. Available: <http://www.britannica.com/EBchecked/topic/44765/autoclave 2 “Specific Heats Metals,” The Engineering Toolbox. 2005, [Online]. Available: http://www.engineeringtoolbox.com/specific‐heat‐metals‐d_152.html 3 “Specific Heats: Food,” The Engineering Toolbox. 2005, [Online]. Available: http://www.engineeringtoolbox.com/specific‐heat‐capacity‐food‐d_295.html 4 F. Jun’ichi, “ Measurement of the Specific Heat Capacity of Plastic Waste/ Fly Ash Recycled Composite Using Differential Scanning Calorimetry,” Journal of Thermophysical Properties, volume 20, 166‐172, 2006. Available: http://sciencelinks.jp/j‐east/article/200703/000020070306A1032420.php

62
Solution F&R‐ 7.1‐KZ (Autoclave for Sterilization) (a) Assume constant volume:
1 atm100 120
P 1.2 atm
(b) Energy Balance into the autoclave:
Aluminum Can: ∆
500 cans 0.1 kg 0.91kJ
kg · 120 35 3,867.5 kJ
Formula:
∆
500 cans 0.75 kg 0.3.77kJ
kg 120 35 120,169 kJ
Water:
∆
4.186kJ
kg 12 35 96.27 kJ
Energy Balance out of the autoclave: Aluminum Can:
∆
500 cans 0.1 kg 0.91kJ
kg 35 35 0
Formula:
∆

63
500 cans 0.75 kg 0.3.77kJ
kg 35 35 0 kJ
Water:
∆
4.186kJ
kg 33 35 8.4
Overall Energy Balance: Heat in = Heat out
3,867.5 kJ 120,169 kJ 96.27m kJ 0 0 8.4 kJ
1,411.6 kg
(c) If the can was neglected:
Formula IN: ∆
500 cans 0.75 kg 0.3.77kJ
kg 120 35 120,169 kJ
Water IN: ∆
4.186kJ
kg 12 35 96.27 kJ
Formula OUT: ∆
500 cans 0.75 kg 0.3.77kJ
kg 35 35 0 kJ
Water OUT: ∆
4.186kJ
kg 33 35 8.4 kJ

64
Overall Energy Balance: Heat in = Heat out
120,169 kJ 96.27m kJ 0 8.4 kJ
1,367.58 kg
The metal can does not contribute significantly to the calculations, meaning that the metal can be neglected and the formula is the controlling factor.
(d) Energy Balance into the autoclave:
Plastic Can: ∆
500 cans 0.1 kg 1.6kJ
kg 120 35 6800.0 kJ
Formula:
∆
500 cans 0.75 kg 0.3.77kJ
kg 120 35 120,169 kJ
Water:
∆
4.186kJ
kg 12 35 96.27 kJ
Energy Balance out of the autoclave: Aluminum Can:
∆
500 cans 0.1 kg 1.6kJ
kg 35 35 0
Formula:

65
∆
500 cans 0.75 kg 0.3.77kJ
kg 35 35 0 kJ
Water:
∆
4.186kJ
kg 33 35 8.4 kJ
Overall Energy Balance: Heat in = Heat out
6800 kJ 120,169 kJ 96.27m kJ 0 0 8.4 kJ
1,444.96 kg

66
Chapter 8

67
F&R‐8.1‐KZ (Snow Removal Reaction)
During the winter months, calcium chloride, CaCl2, is used for snow and ice removal off roadways, pavement and sidewalks, for the safety of pedestrians and drivers. CaCl2 adsorbs the water from the substance to be dried and causes a reaction, therefore melting the ice. The following reaction is what takes place between water and CaCl2.
1
CaCl2 + H2O → 2HCl + CaO
Before putting calcium chloride pellets on the sidewalk, an experiment was performed to ensure that the pellets would melt the ice at temperatures below freezing. In a beaker, 2 grams of CaCl2 were added to 100 g of ice at ‐10°C. The ice melted to produce 100 mL of water and the temperature rose to 10°C.
(a) Calculate the heat released by the reaction.
(b) Calculate the enthalpy change, ΔH, in kJ/mol of CaCl2.
(c) Calcium chloride has been known to be harmful to pets, children or any person that may come across it.2 New snow removal products have been designed that don’t contain calcium chloride. If salt is not an ingredient in these “animal‐human friendly” products, what makes the snow/ice melt?
1 “Calcium Chloride: Melting Ice in the Winter,”American Chemistry Council, Inc, 2005. [Online]. Available:http://www.americanchemistry.com/s_chlorine/science_sec.asp?CID=1240&DID=4718&CTYPEID=113 2 “Safe Paw Ice Melter,” Only Natural Pet Store, 2010, [Online]. Available: <http://www.onlynaturalpet.com/products/Safe‐Paw‐Ice‐Melter/202000.aspx

68
Solution F&R‐8.1‐KZ (Snow Removal Reaction)
(a) Using the first equation to find the Q related to ‐10°C to 0°C (for ice):
∆
0.10 kg2kJ
kg · K10K 2kJ
Using the second equation to find the Q related to heat of fusion or heat of melting:
∆
18.02gmol
0.333kJ g 6.0 kJ
Using the third equation to find the Q related to 0°C to 1°C:
∆
0.10 kg0.0754kJ
mol · Cmol
18.02g1000g
kg 1 0.4184 kJ
Using the fourth equation to find the Q related to 1°C to 10°C:
∆
0.10 kg4.193kJ
kgK 9K 3.774 kJ
Sum up all of the Q’s for Q total
2 kJ 6.0 kJ 0.4184 kJ 3.774 kJ 4.645 kJ
(b) Calculate the amount of moles of water there is:
massMW
2g110.98g/mol 0.018mol
Divide the total Q by the amount of moles of water to calculate enthalpy change
∆4.645 kJ
0.018 mol 258.06 kJ/mol

69
(c) Usually they contain a dual‐effect compound, made up of crystalline amide core
infused with special glycols. This provides a non‐corrosive composition with two‐way timed‐release action. The liquid component starts melting ice instantly while breaking its surface tension and works up to two degrees below zero. This allows the crystal‐core to quickly penetrate and destabilize the ice and speed up the melting process.

70
F&R‐8.5a‐KW (Instant Cold Packs) Instant cold packs are used for first aid when ice packs are not available. The cooling is caused by the endothermic dissolution of ammonium nitrate (NH4NO3) in water. The ammonium nitrate is kept separated from the water in a small pouch until the pouch is broken, forcing the ammonium nitrate and water to mix. A cold pack containing 200 mL water and 200 g NH4NO3 was activated at room temperature (25˚C). The cold pack reached a final temperature of ‐2°C. For NH4NO3 and water, the heat of solution at infinite dilution is ‐25.69 kJ/mol at 25°C1.
(a) Calculate the heat of solution ∆ for the solution with the composition given in the cold pack. (Hint: Use Kopp’s Rule to estimate the heat capacity of NH4NO3.)
(b) What would be the final temperature of a pack containing 300 mL of water and the same ratio of moles of solvent per mole of solute?
1 Lide, D. R., CRC Handbook of Chemistry and Physics: A ready‐reference book of chemical and physical data, Edition 85. Boca Raton, FL: CRC Press LLC, 2004.

71
Solution F&R‐8.5a‐KW (Instant Cold Packs)
(a) The goal is to solve for the heat of solution ∆ , for the given solution. First solve for r:
H O 200 mL H O1 gmL
1 mol18 g 11.11 mol H O
NH NO 200 g NH NO1 mol
80.043 g 2.5 mol NH NO
H O
NH NO
11.11 mol H O2.5 mol NH NO 4.4
mol H Omol NH NO
The change in enthalpy of the solution can be expressed as:
∆ ∆ 4.4 ∆ ∞ To calculate ∆ 4.4 , calculate the change in enthalpy of the system. Using Kopp’s Rule and Table B.10:
NH NO 2 26 4 9.6 3 17 141.4 J
g ˚C 0.1414 kJ
g ˚C
From Table B.2:
H O 75.4 10 kJ
mol ˚C The total heat, Q, released by the system is:
NH NO NH NO ∆ H O H O ∆
200 g 0.1414 J˚C 2 25
11.11 mol H O 75.4 10 J˚C 2 25
763.3 kJ
Because it is a closed system
∆ Calculate the change in enthalpy per mole NH4NO3:

72
∆763.3 kJ
2.5 mol NH NO 305.32 kJ
mol NH NO
∆ 4.4 ∆ ∆ ∞ 305.32 J NH NO 25.69 J
NH NO
331 J
(b) To solve for the final temperature of a solution of 300 mL water and 300 g NH4NO3, start by calculating the number of moles of water and NH4NO3.
H O 300 mL H O1 gmL
1 mol18 g 16.67 mol H O
NH NO 300 g NH NO1 mol
80.043 g 3.75 mol NH NO
The value of r is still 4.4 so:
∆ ∆ 4.4 3.75 mol NH NO 331 J NH NO 1241.25 kJ
Using the same equation from the solution in part (a), plug in known values and solve for the final temperature, Tf:
NH NO NH NO ∆ nH O H O ∆
1241.25 kJ300 g 0.1414 J
˚C 25
16.67 mol H O 75.4 10 J˚C 25
3.4

73
F&R‐8‐PK (Steam Generator with Flue Gas Recycle) Virtually all pharmaceutical processes use superheated steam for various applications in the process (cleaning, sterilization, etc.) [3]. The most common industrial method of steam generation is using a continuous flow steam boiler [1]. The liquid water is heated to steam using natural gas a fuel source. In an effort to reduce the amount of fuel required for steam generation, it is common practice to use the hot combustion gases to preheat the cool water entering the boiler [2]. The heated water entering the boiler requires less energy to change phases into steam, therefore reducing the amount of fuel required.
(a) Assuming room temperature water enters the boiler at a flow rate of 100 lbs/min, calculate the fuel requirement for the boiler unit. Natural gas may be assumed to be pure methane and water may be assumed to have a constant heat capacity of 4.2 kJ/kg*K. [4]
(b) If the hot combustion gases (flue gases) exit the boiler at 700 K and a flow rate of 8 kg/min, what is the maximum energy available in the flue gas stream? Flue gas can be assumed to be pure CO2 (Cp = 1.126 kJ/kg K)
(c) A heat exchanger is used to transfer the heat energy from the flue gas stream to the house water. Assuming 80% of the flue gas energy is transferred to the water stream, calculate the temperature increase of the water exiting the heat exchanger [2].
(d) Using the heated water as feed to the boiler, calculate the new fuel requirement and the yearly reduction in fuel requirement from (a). Assume the flue gas flow rate remains the same.
(e) Using the total fuel reduction, calculate the reduction in CO2 emissions on a yearly basis. Assume complete combustion of methane.
[1] W. Nazaroff and R. Harley, Air Quality Engineering, CE 218A, Uni versity of California Berkeley, 2007
[2]“Heat exchanger Handbook”, 2004, John Wiley and Sons.
[3] Hsieh, H. P. Liou, J. P. Mahindroo, N. Current Pharmaceutical Design, Volume 11, Number 13, May 2005 , pp. 1655-1677(23) Bentham Science Publishers
[4] “Heat Capacity of Methane Gas”; DIPPR Physical Property Database.

74
Solution F&R‐8‐PK (Steam Generator with Flue Gas Recycle)
(a) First, the heat of combustion for methane is required (‐890 kJ/mol) as well as ΔHvap for
water (970.4 Btu/lb)
M ∆H M C ∆T M ∆H Now using a simple energy balance, the fuel requirement can be calculated:
100 lbsmin x 970.4
Btulb 100
lbsmin x 4.2
kJkg K x 100 23 K x
1 Btu1.054 kJ x
1 kg2.20 lb
M x 890 kJ
mol x 1 Btu
1.054 kJ
M 131.43 molmin x 16.04
gmol x
1 lb453.59 g 4.65
lbsmin
(b) The total energy of the stream can be calculated using another energy balance:
Q MFGx C x ∆T
Using the available heat capacity for carbon dioxide:
Q 7kg
min x 1.126kJ
kg K x 700 273 K 3365.6kJ
min
(c) The temperature increase can be calculated using the heat capacity of water (assumed to be constant)
∆TQ
M x C
∆T0.8 x 3365.6 kJ/min
100 lbsmin x 1 kg
2.20 lbs x 4.2kJkg K
14.1 K
(d) The increased feed water temperature will result in

75
M ∆H M C ∆T M ∆H
Now using a simple energy balance, the new fuel requirement can be calculated:
100 lbsmin x 970.4
Btulb
100 lbsmin x 4.2
kJkg K x 100 23 14.1 K x
1 Btu1.054 kJ x
1 kg2.20 lb
M x 890 kJ
mol x 1 Btu
1.054 kJ
M 128.0 molmin x 16.04
gmol x
1 lb453.59 g 4.50
lbsmin
∆M yearly 4.65lbsmin 4.50
lbsmin x 60
minhr x 24
hrsday x 365
daysyr
78,840lbsyr
(e) The reduction in emissions can be calculated using a stoichiometric conversion:
CH12 O CO H O
∆MCO yearly 78,840lbs CH
yr x 1lbmol
16.04 lbs x 44.01lbs
lbmol CO
216,318.5 lbsyr

76
Chapter 9

77
F&R‐9.3‐KM (Formation of Milk of Magnesia) Milk of magnesia (magnesium hydroxide in aqueous solution) is an old, widely used and commonly seen over the counter (OTC) medication for constipation and pyrosis (heartburn). The standard heat of formation of magnesium hydroxide is1 ‐924.66 kJ/mol and it is commonly produced by reaction of calcium chloride, magnesium chloride with calcined dolomite (CaMgO2) (heat of formation: ‐5562 kcal/mol) in water. Determine the heat of formation and state whether it releases or absorbs heat (using the correct terminology).
1 CRC Press, CRC Handbook of Chemistry and Physics: A Ready‐Reference Book of Chemical and Physical Data, 90th ed., Lide, D. R., Ed. Boca Raton: CRC Press, 2004 2 CRC Press, CRC Handbook of Chemistry and Physics: A Ready‐Reference Book of Chemical and Physical Data, 90th ed., Lide, D. R., Ed. Boca Raton: CRC Press, 2004

78
Solution F&R‐9.3‐KM (Formation of Milk of Magnesia) To determine the heat of formation, we immediately repair to Equation 9.3‐1.
∆ | | ∆ | | ∆
To use this, we must determine what the reaction actually looks like since we are not given a chemical reaction. While this can be done by calculation, it is probably best (and certainly less error prone) to just look it up1.
CaCl MgCl CaMgO 3 H O 2 CaCl 2 Mg OH H O
It should be immediately obvious that this equation can be simplified. Failure to do so will result in more tedious and annoying calculations and students who do so would be shown the lesson they inadvertently taught themselves.
MgCl CaMgO 2 H O CaCl 2 Mg OH
Looking up the heats of formation in Table B.1, we find (after converting kcal to kJ):
∆ C C 794.96 kJmol
∆ M C 641.8 kJmol
∆ C M O 2326 kJmol
∆ H O 285.84 kJmol
∆ M OH 924.66 kJmol
Note that magnesium hydroxide is not present in Table B.1, so was taken from the NIST WebBook2.
We now use Equation 9.3‐1:
1 Martin Marietta Magnesia Specialities. (2009) Magnesium Oxide and Magnesium Hydroxide from Martin Marietta Magnesia Specialties. [Online]. http://www.magnesiaspecialties.com/students.htm 2 Chase, M.W., Jr., "NIST‐JANAF Themochemical Tables, Fourth Edition," Journal of Physical Chemical Reference Data, vol. Monograph 9, pp. 1‐1951, 1998. [Online]. http://webbook.nist.gov/cgi/cbook.cgi?ID=C1309428&Units=SI&Mask=2#Thermo‐Condensed

79
∆ C C ∆ C C M OH ∆ M OH
C M O ∆ C M O M C ∆ M C H O ∆ H O
∆ 1 ∆ C C 2 ∆ M OH 1 ∆ C M O 1 ∆ M C 2 ∆ H O
∆ 1 794.96 2 924.66 1 2326 1 641.8 2 285.84 kJmol
∆ 2644.3 1112.5 kJmol
∆ 2644.3 1112.5 kJmol
∆ 3756.8 kJmol
As the sign shows this is a “heat giving” or exothermic reaction.

80
F&R‐9.3‐KM (Production of EDTA) Many metals have highly toxic effects when present in the bloodstream. To remove them, chelating agents are supplied (usually by injection) to bind to the metal molecules and sequester them. Ethylenediaminetetraacetic acid (Universally called EDTA) is a commonly used chelating agent (or also chelator) in medicine, especially in the case of lead poisoning1.
EDTA is produced in highly pure form by the following2 three liquid phase reactions:
H NCH CH NH 4 H CO 4 HCN 4 H O
4 NaOH 4 H O Na 4 NH
Na 4 HCl 4 NaCl
Note that sometimes the sodium salt of EDTA is taken as the final product, omitting the third reaction. EDTN is an initial form that is not commonly used except as a precursor.
(a) Determine the overall standard heat of reaction (Data3: Standard heat of formation of EDTA is ‐1759.5 kJ/mol, ethylene diamine is ‐63.0 kJ/mol).
(b) If the heat of the first reaction4 is ‐1739 kJ/mol, determine the standard heat of formation of EDTN.
(c) Using5 ‐582 kJ/mol as the heat of formation of the EDTA salt, determine the standard heats of the last two reactions
(d) Check them! (Hint: Recall Hess’s Law)
1 PubChem. Edetic Acid ‐ PubChem Public Chemical Database. [Online]. http://pubchem.ncbi.nlm.nih.gov/summary/summary.cgi?cid=6049 2 Sinex. (2004, Mar) Molecule of the Month. [Online]. http://www.chm.bris.ac.uk/motm/edta/synthesis_of_edta.htm 3 Both values from the DIPPR 801 database 4 Actually, Professor Newland and his SPARTAN software determined the heat of formation of EDTN is about 600 kJ/mol. This is a back calculation based on that. 5 Also SPARTAN from Newland.

81
Solution F&R‐9.3‐KM (Production of EDTA) This is a long involved problem on the calculation of heats of reaction and demonstration of enthalpy (of reaction) being a state function.
(a) To determine the overall heat of reaction, we obtain the overall reaction. That is, the reaction that would take place if the three reactions could be “collapsed” into a single, concerted reaction. To do this, we add all reaction equations together and cancel terms appearing on both sides, which are intermediate forms.
H NCH CH NH 4 H CO 4 HCN 4 NaOH Na 4 HCl 4 H O4 H O Na 4 NH 4 NaCl
As can be clearly seen, the EDTA salt complexes, water and EDTN are removable intermediates.
H NCH CH NH 4 H CO 4 HCN 4 NaOH 4 HCl 4 NH 4 NaCl
Experience with these calculations, or familiarity with the mathematics behind them, shows that we will need the heats of formation for each compound in the reaction. Resorting to Table B.1 and the problem statement, we obtain the following heats of formation:
∆ EDA 63.0 kJmol
∆ H CO 115.90 kJmol
∆ HCN 130.54 kJmol
∆ N OH 469.4 kJmol
∆ HC 92.31 kJmol
∆ H O 285.84 kJmol
∆ NH 67.20 kJmol
∆ EDTA 1759.5 kJmol
∆ N C 411.0 kJmol

82
We now use Equation 9.3‐1 to define the heat of reaction
∆ | |∆ | |∆
Expanding this to show all the terms in the overall reaction give us
∆ NH ∆ NH| EDTA| ∆ EDTA
| N C | ∆ N C
| EDA| ∆ EDA CH O ∆ CH O| HCN| ∆ HCN
| N OH| ∆ N OH| HC | ∆ HC
We then fill in the values for the stoichiometric coefficients from the reaction equation and heats of formation from our previous work:
∆ 4 285.84 4 67.20 1 1759.5 4 411.0
1 63.0 4 115.90 4 130.54 4 469.4 4 92.31 kJmol
∆ 3672.3 2251.28 kJmol
∆ 1420.02 kJmol
(b) In this case, we apply Equation 9.3‐1 in reverse. We know the heat of the reaction, and need to determine the heat of formation of a specific compound.
∆ | |∆ | |∆
We expand the summations and substitute the values in where they are known:
∆ | EDTN| ∆ EDTN H O ∆ H O
| EDA| ∆ EDA CH O ∆ CH O| HCN| ∆ HCN
1739 kJmol 1 ∆ EDTN 4 285.84
1 63.0 4 115.90 4 130.54 kJmol

83
1739 kJmol ∆ EDTN 1143 63.0 463.6 522.16 kJ
mol
1739 kJmol ∆ EDTN 1143 5 kJ
mol
∆ EDTN 600 kJmol
(c) These are straightforward calculations (if the previous ones were done correctly).
Again, we use Equation 9.3‐1:
∆ | |∆ | |∆
∆ | N EDTA| ∆ N EDTA NH ∆ NH
| EDTN| ∆ EDTN| N OH| ∆ N OH H O ∆ H O
Incorporating the given value for the EDTA salt (‐582 kJ/mol) into our previous list of heats of reaction and then substituting:
∆ 1 582 4 67.20 1 600 4 469.4 4 285.84 kJmol
∆ 2770.16 kJmol
The process is the same for the last equation:
∆ | |∆ | |∆
∆ | EDTA| ∆ EDTA| N C | ∆ N C
| N EDTA| ∆ N EDTA| HC | ∆ HC
∆ 1 1759.5 4 411.0 1 582 4 92.31 kJmol
∆ 2452.26 kJmol

84
(d) To check our work, we observe Hess’s Law. That is, the heat of reaction of the overall reaction will be the same regardless of the reaction path chosen to get there, so long as the final products and initial reactants are the same.
We already have the overall reaction information from part (a), to use Hess’s Law, we simply sum the three individual reactions’ heats:
∆ 1739 706.04 2452.26 kJmol
∆ 1421.02 kJmol
They match, showing that our calculations are internally consistent (not self contradictory) and, unless a very low level error was made, the answers calculated are likely correct. The most likely place for a mistake would be the data values and their research.

85
F&R‐9.6d‐KM (Combustion as a Drug Delivery Method)
One common way to deliver pharmaceutically active substances is by inhalation (asthma inhalers are a common example). One common drug, CAS # 54‐11‐5, is frequently administered by the unique method of combusting (burning) the entire medium and unit of delivery.
(a) Without looking up the CAS #, determine from the description what the drug in question is. Hint: It is not prescribed, but is a controlled substance in most of the world.
(b) Using the figure on page 471 (Section 9.6d, Flames and Detonations) as a guide, create a similar graph showing the combustion of the cylinder used to administer this drug and its entry into the body. Illustrate (by words or drawing(s)) the differences between the tube used in that example and the tube used for this drug.
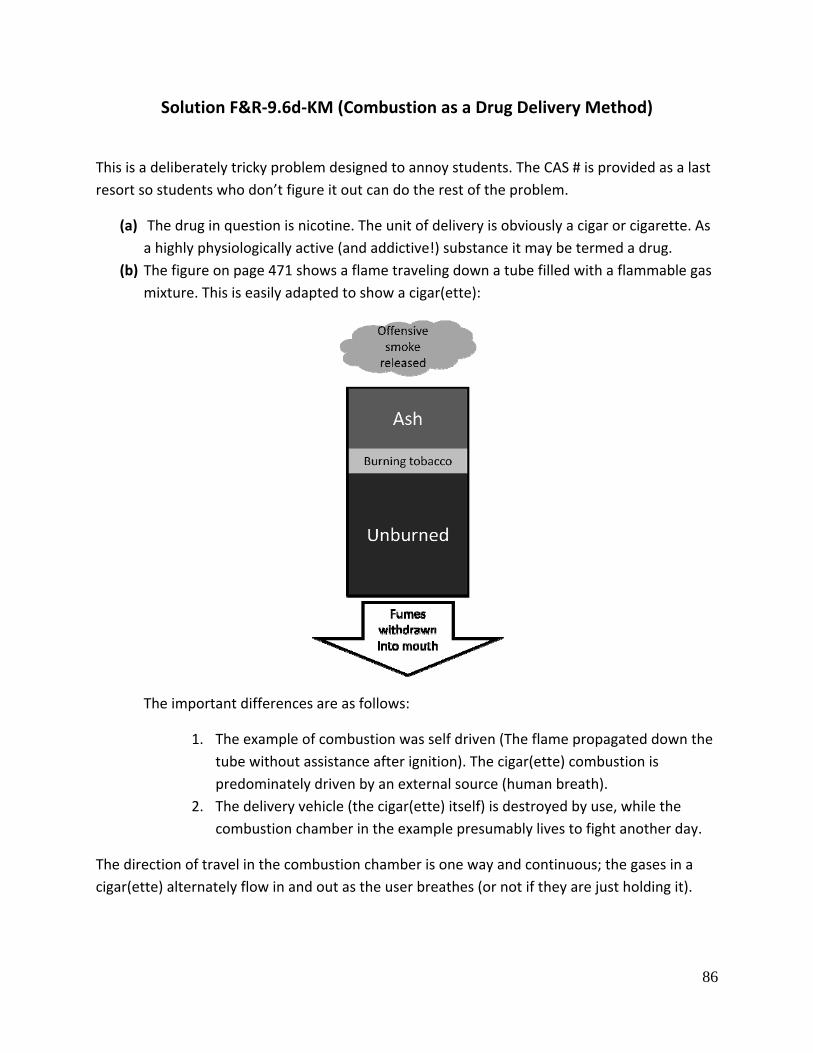
86
Solution F&R‐9.6d‐KM (Combustion as a Drug Delivery Method)
This is a deliberately tricky problem designed to annoy students. The CAS # is provided as a last resort so students who don’t figure it out can do the rest of the problem.
(a) The drug in question is nicotine. The unit of delivery is obviously a cigar or cigarette. As a highly physiologically active (and addictive!) substance it may be termed a drug.
(b) The figure on page 471 shows a flame traveling down a tube filled with a flammable gas mixture. This is easily adapted to show a cigar(ette):
The important differences are as follows:
1. The example of combustion was self driven (The flame propagated down the tube without assistance after ignition). The cigar(ette) combustion is predominately driven by an external source (human breath).
2. The delivery vehicle (the cigar(ette) itself) is destroyed by use, while the combustion chamber in the example presumably lives to fight another day.
The direction of travel in the combustion chamber is one way and continuous; the gases in a cigar(ette) alternately flow in and out as the user breathes (or not if they are just holding it).