Download - ANALYSIS TECHNIQUES FOR CELL FAILURE

SOME FAILURE MODES AND ANALYSIS TECHNIQUES FOR TERRESTRIAL SOLAR CELL MODULES *
Alex Shumka and Kenneth H. S t e m
Jet Propulsion Laboratory, Cal i fornia I n s t i t u t e of Technology
Pasadena, Cal i fornia
ABSTRACT
This paper describes the types of f a i l u r e modes observed in fa i ledfdefec t ive s i l i con so la r c e l l modules of various types and procured from d i f fe ren t manufacturers . This paper a l so de- sc r ibes ana ly t ica l techniques tha t a r e par t icular- l y useful diagnostic too ls f o r performing f a i l u r e analysis.
I. INTRODUCTION
Within t he pas t few years an increasing em- phasis on photovoltaics a s a po ten t ia l power source f o r t e r r e s t r i a l appl icat ion has stimulated rapid advancements i n so la r c e l l technology, par- t i c u l a r l y in the development of s i l i con so l a r c e l l module technology. The p rac t i ca l appl icat ion of these technologies f o r l a rge sca le power sources w i l l be strongly dependent on such considerations as cos t , energy conversion eff ic iency and long term r e l i a b i l i t y . Information on long term re- l i a b i l i t y is presently limited t o f i e l d and lab- oratory t e s t s on a r e l a t i ve ly s m a l l number of various types of modules. Re l i ab i l i t y data i s yet t o be obtained on a l a rge number of modules t ha t a r e current ly in the developmental and/or con- ceptual stage. However, t he t e s t data t h a t is current ly avai lable i s extremely valuable fo r pre- liminary reliability estimation fo r ex is t ing modules and fo r indicat ing problem areas which can then be circumvented through engineering design of fu ture modules.
One object ive of t h i s paper is t o address t he re- l i a b i l i t y problem by presenting analysis data on fa i led jdefec t ive s i l i con solar c e l l modules of various types and procured from d i f f e r en t manufac- tu re rs . The type of f a i l u r e modes more frequently observed are: in te rna l short and open c i r c u i t s , output power degradation, and i so la t ion res i s tance degradation. The cause of f a i l u r e w i l l be dis- cussed i n d e t a i l and in many cases w i l l be re lated t o t he par t icu la r type of technology used i n t he manufacture of these modules. Wherever applicable, appropriate correct ive act ions w i l l be recommended. Another object ive of t h i s paper i s t o describe some n a r f a i l u r e ana lys i s techniques t h a t had t o be developed because so la r c e l l modules possess
unique s t ruc tu ra i features . Some of these tech- niques allow fo r a non-destructive analysis .
11. FAILURE WDES
During t he past tbo years, f a i l u r e s i n solar c e l l modules have been detected during i n i t i a l e l e c t r i c a l t e s t i ng , environmental t e s t i ng and dur- ing f i e l d appl icat ions. The various types of f a i l u r e s tha t have been observed during t h e JPL f a i l u r e ana lys i s of these modules include: open- c i r c u i t so la r c e l l interconnects; cracked so l a r c e l l s ; delamination a£ t he pro tec t ive encapsulant ; d i e l e c t r i c breakdown; corrosion and vorkmanship . Many open-circuit so la r c e l l interconnect f a i l u r e s were caused by interconnect f a t i gue due t o in- adequate stress r e l i e f . Some of t he interconnects were melted open-circuit and t he surrounding a r ea s were discolored and charred a s a r e s u l t of arcing across t he work hardened and fractured in te r - connect. This condition occurred i n high vol tage f i e l d appl icat ions and s imilar f a i l u r e s were created i n a JPL laboratory t e s t t h a t simulated t he f i e l d conditions. Cracked so l a r c e l l s , i n many instances, resul ted i n open-circuits and/or power degradation of t he modules. I n addi t ion, many of these so la r c e l l s showed evidence of being overheated t o t he extent t ha t t he modules were discolored, burned, charred and t he solder had melted and reflowed on t h e r ea r s i d e of t h e so l a r c e l l . These so la r c e l l s may have been overheated a s a r e su l t of reverse biasing caused by c e l l shadowing, c e l l f rac tur ing o r by c e l l power degra- dation. I n some instances, c e l l f rac tur ing was probably caused by mishandling, environmental s t r e s se s or the f rac tures may not have been de- tected during initial v i sua l inspection. Delamin- a t ion of t he protect ive encapsulant i n many in- stances was caused by physical movement of t he solar c e l l interconnects due t o inadequate s t r e s s r e l i e f and by physical movement of t h e so l a r c e l l s due t o overheating. I n some instances, delamin- a t ion of t he protect ive encapsulant was caused by environmental e f fec t s . Die lec t r ic breakdown, i n one instance, was caused by a sharp bent strand of a wire mesh interconnect tha t had penetrated the insulat ion mater ial t o t he metal subs t ra te o r frame. I n another instance, d i e l e c t r i c breakdown was caused by a cut o r break in an insulated cable
* This paper presents t he r e s u l t s of one phase of research conducted a t t he J e t Propulsion Laboratory, California I n s t i t u t e of Technology fo r t he Department of Energy, by agreement with the National Aeronautics and Space Administration.
Proceedings of the 13th IEEE Photovoltaic Specialists ConferenceWashington, D.C., June 4-8, 1978, pp. 824-834

t h a t r e s u l t e d i n breakdown t o t h e m e t a l s u b s t r a t e or connector box. Corrosion of s t randed wire cab les t o a module increased t h e dc r e s i s t a n c e of t h e c a b l e s u f f i c i e n t l y t o degrade t h e peak power po in t of t h e module. There was another i n s t a n c e where t h e co r ros ion of t h e wire mesh in terconnect between a s o l a r c e l l and t h e module's end term- i n a t i o n r e s u l t e d i n an open-ci rcui t . Typical work- manship d e f e c t s included a c u t i n s u l a t e d w i r e t h a t r e s u l t e d i n a dec rease i n i n s u l a t i o n r e s i s t a n c e between t h e s o l a r c e l l s and t h e metal s u b s t r a t e , excess so lde r a t t h e edge of a s o l a r c e l l t h a t decreased t h e ce l l t s shunt r e s i s t a n c e s u f f i c i e n t l y t o degrade t h e peak power p o i n t of t h e module, improperly t igh tened screws holding t h e module's c o n t a c t s on a Jones terminal b lock t h a t r e s u l t e d i n an open-ci rcui t and unsoldered in te rconnec t s t o t h e r e a r c o n t a c t s of a s o l a r c e l l t h a t r e s u l t e d i n an open-c i rcu i t .
In te rconnec t s
There were numerous i n s t a n c e s where t h e s o l i d metal r ibbon in te rconnec t s between s o l a r c e l l s be- came work hardened and f r a c t u r e d open-ci rcui t dur ing thermal cyc l ing due t o improper o r inad- equate stress r e l i e f of t h e s e in te rconnec t s as shown i n F igures 1 A and 1 B . I n most i n s t a n c e s , v i s u a l examination of t h e s e in te rconnec t s a t a magnif ica t ion of 7 X t o 30X was s u f f i c i e n t t o de- t e c t t h e work hardened a r e a s , however, d e t e c t i o n of t h e a c t u a l f r a c t u r e s i t e s was n o t always pos- s i b l e . A non-dest ruct ive capac i t ance measurement technique was s u c c e s s f u l l y used t o d e t e c t an open- c i r c u i t me ta l in te rconnec t between s o l a r c e l l s . T h i s test procedure i s desc r ibed l a t e r under " F a i l u r e Analys is Techniques." Following t h i s non-dest ruct ive e l e c t r i c a l t e s t , t h e p r o t e c t i v e encapsulant d i r e c t l y above t h e f r a c t u r e d open- c i r c u i t me ta l in te rconnec t was removed a s w e l l a s a p o r t i o n of t h e f i b e r g l a s s s u b s t r a t e below t h e f r a c t u r e s i t e . The f r a c t u r e s i t e s were back- l i g h t e d and photographed a s shown i n Figure 1B.
There were s e v e r a l i n s t a n c e s where t h e open- c i r c u i t s occurred i n s o l i d me ta l r ibbon i n t e r - connects between s o l a r c e l l s a s a r e s u l t of t h e in te rconnec t s me l t ing a s shown i n Figure 1 C . Modules t h a t f a i l e d i n t h i s manner had been in- s t a l l e d i n 30 module s e r i e s s t r i n g s feeding a 240 v o l t b a t t e r y system i n a f i e l d a p p l i c a t i o n . I n a l l of t h e s e i n s t a n c e s t h e massive damage i n t h e f a i l e d a r e a s of t h e modules prevented d i r e c t determinat ion of t h e cause of f a i l u r e . Examin- a t i o n of t h e remaining c e l l in t e rconnec t s , a review of t h e f i e l d a p p l i c a t i o n c i r c u i t and of o t h e r JPL f a i l u r e s of s i m i l a r modules ind ica ted that one of t h e most probable causes of f a i l u r e r e s u l t e d from high v o l t a g e a r c i n g a c r o s s t h e small f r a c t u r e a i r gaps t h a t developed i n t h e c e l l i n t e r c o n n e c t s due t o inadequate s t r e s s r e l i e f . JPL f a i l u r e a n a l y s i s simulated t h e e l e c t r i c a l f i e l d t e s t cond i t ions and when t h e c e l l i n t e r - connects were c u t t o s imula te t h e f i e l d t e s t f r a c t u r e gaps , a r c i n g and smoking were observed a t t h e cu t in te rconnec t , a long w i t h occas iona l flames. Delamination and c h a r r i n g of t h e encapsulant and f i b e r g l a s s s u b s t r a t e was observed
i n a d d i t i o n t o s o l a r c e l l f r a c t u r i n g , mel t ing of t h e metal in terconnect and so lde r . I n f a c t , f a i l - u r e r e s u l t s s i m i l a r t o those observed i n t h e high vo l t age f i e l d a p p l i c a t i o n were c rea ted i n t h e JPL l abora to ry t e s t s imulat ion a s shown i n Figure I D . A s a r e s u l t of t h e s e f ind ings , t h e recommended cor- r e c t i v e a c t i o n included s u i t a b l e s t r e s s r e l i e f of t h e c e l l in t e rconnec t s and a v i s u a l inspect ion re- quirement t o minimize t h i s problem. Las t ly , it was recommended that high vo l t age c i r c u i t app l i - c a t i o n s be reviewed f o r p o s s i b l e c o r r e c t i v e a c t i o n such a s including a p r o t e c t i v e diode i n p a r a l l e l wi th each s o l a r module t o bypass t h e r e s u l t i n g high c u r r e n t through a f a i l e d module t o avoid com- p l e t e d i s r u p t i o n of power i n a 30 module s e r i e s s t r i n g .
B. Cracked Cells
This f a i l u r e mode was one of t h e types most f r equen t ly observed. Cracked s o l a r c e l l s i n many ins tances were t h e d i r e c t cause of open-ci rcui ts and/or power degradat ion of t h e modules. I n a d d i t i o n , many of t h e s e s o l a r c e l l s showed evidence of being d i sco lo red , burned, charred and t h e so lde r had melted and reflowed. There a r e numerous pos- s i b l e and in te r - re l a t ed causes f o r cracked c e l l s t h a t include overheating a s a r e s u l t of r e v e r s e b ias ing caused by c e l l shadowing o r by c e l l power degradat ion and, inadequate mechanical stress r e l i e f t o prevent f r a c t u r e s n o t only i n t h e s o l i d metal r ibbon in te rconnec t s between t h e s o l a r c e l l s but f r a c t u r e s i n t h e s o l a r c e l l s a s we l l . I n some ins tances , c e l l f r a c t u r i n g was probably caused by mishandling, environmental s t r e s s e s o r t h e f r ac - t u r e s may have occurred i n t h e manufacturing process and may not have been detected dur ing t h e i n i t i a l v i s u a l inspec t ion and e l e c t r i c a l tests . During t h e JPL f a i l u r e a n a l y s i s of d e f e c t i v e s o l a r modules, it was observed t h a t not & cracked c e l l s produced e l e c t r i c a l degradat ion o r ca ta- s t r o p h i c f a i l u r e of a module. There were many ins tances where t h e cracks were s m a l l and/or d id no t s i g n i f i c a n t l y reduce t h e c u r r e n t c o l l e c t i o n c a p a b i l i t i e s of t h e s o l a r c e l l . However, t h e r e were many ins tances where power degradat ion was caused by c racks s i g n i f i c a n t l y reducing t h e cur- r e n t c o l l e c t i n g a r e a s and where i n t e r m i t t e n t o r permanent open-ci rcui t conditons were c rea ted by c racks i n t e r s e c t i n g t h e main c u r r e n t c o l l e c t o r s of a s o l a r c e l l .
I n many ins tances , JPL f a i l u r e a n a l y s i s found t h a t a v i s u a l examination a t a magnif ica t ion of 7X t o 30X was s u f f i c i e n t t o d e t e c t l a r g e width cracks i n s o l a r c e l l s , however, d e t e c t i o n of t h e narrow width o r microcracks was no t always poss ib le . During t h e s e v i s u a l examinations, it was necessary i n some ins tances , t o u s e s p e c i a l s i d e l i g h t i n g techniques t o h i g h l i g h t some of t h e cracks t h a t might o therwise have gone undetected.
Another non-destruct i v e f a i l u r e a n a l y s i s method t h a t was sometimes success fu l i n t h e d e t e c t i o n of cracked s o l a r c e l l s was x-ray a s descr ibed l a t e r under "Fa i lu re Analysis Techniques." Some examples a r e shown i n Figures 2A and 2B. It w i l l

be noted t h a t i n both examples, no t only a r e t h e c e l l f r a c t u r e s c l e a r l y observed but it i s a l s o evident t h a t both c e l l s were overheated t o t h e e x t e n t t h a t t h e so lde r on t h e r e a r s i d e had melted and reflowed. The minimum temperature had t o be +18OoC s i n c e t h e s o l d e r was 60140, Sn/Pb. Rapid and excess ive hea t ing is one of t h e known e f f e c t s of r e v e r s e b ias ing on a s i l i c o n s o l a r c e l l . S ince cracked c e l l s and- reverse b i a s i n g a r e i n t e r - r e l a t e d , t h e r e were many i n s t a n c e s where JPL f a i l u r e a n a l y s i s could n o t determine whether t h e crack occurred f i r s t and thereby c rea ted a r e - v e r s e b i a s cond i t ion o r whether t h e c e l l f i r s t be- came r e v e r s e b iased , overheated and then cracked a s a r e s u l t of c e l l shadowing o r c e l l power degra- da t ion . It w i l l be noted t h a t c e l l f r a c t u r e s were one of t h e e f f e c t s t h a t were c r e a t e d dur ing t h e JPL l abora to ry t e s t which simulated t h e high v o l t a g e f i e l d a p p l i c a t i o n . This was discussed p rev ious ly under I' I n t e rconnec t s . I t
One promising non-dest ruct ive f a i l u r e a n a l y s i s method was t h e " ~ o l a r C e l l Laser Scanner'' (SCLS) descr ibed l a t e r under "Fa i lu re Analys is Tech- niques." This technique was r e c e n t l y developed by JPL f a i l u r e a n a l y s i s and some examples a r e shown i n Figures 2C through 2F. The d e t a i l s covering each of t h e s e f i g u r e s a r e summarized a s follows:
Figure 2C - This i s an o s c i l l o g r a p h showing t h e scanning l a s e r beam induced c u r r e n t output of a s o l a r c e l l . The l i g h t a r e a of t h i s image repre- s e n t s t h e p o r t i o n t h a t was found e l e c t r i c a l l y con- nected t o t h e o t h e r c e l l s i n t h i s module, whereas t h e da rke r a r e a r e p r e s e n t s t h e c rack separa ted ha l f of t h e c e l l . A 120 ohm r e s i s t a n c e was con- nected a c r o s s t h e f r a c t u r e d p o r t i o n s of t h e main c u r r e n t c o l l e c t o r s f o r t h i s t e s t i n o rde r t o i l l u m i n a t e t h e c rack separated ha l f of t h i s c e l l f o r t h i s photo. Without t h i s 120 ohm r e s i s t a n c e t h i s c rack separated ha l f would have remained da rk and t h e e n t i r e c e l l would no t have been viewed. During e l e c t r i c a l probe t e s t s of t h i s c e l l , under t h e s teady s t a t e l a r g e a r e a i l lumina t ion t e s t e r , t o be discussed l a t e r , a r e s i s t a n c e of 900 ohms w a s de tec ted ac ross both of t h e c r a c k separa ted main c u r r e n t c o l l e c t o r s on t h e s u r f a c e of t h i s c e l l . F igure 2D - T h i s i s a l s o an SCLS image of another s o l a r c e l l s i m i l a r t o Figure 2C except t h a t t h e r e s i s t a n c e a c r o s s t h e c rack was undeter- mined. Again, t h e l i g h t a r e a r e p r e s e n t s t h e p o r t i o n of t h e c e l l s t i l l connected t o t h e o the r c e l l s i n t h i s module, whereas t h e da rke r a r e a r e p r e s e n t s t h e c rack separated por t ion . F igure 2E - This i s a l s o an SCLS image of another s o l a r c e l l s i m i l a r t o Figure 2C except t h a t t h e f r a c t u r e does not c r o s s t h e main c u r r e n t c o l l e c t - o r s on t h e s u r f a c e of t h i s c e l l . F igure 2F - This is a l s o an SCLS image of another s o l a r c e l l simi- lar t o Figure 2C except t h a t t h e v a l u e of re- s i s t a n c e a c r o s s t h e c rack was undetermined.
Another non-dest ruct ive f a i l u r e a n a l y s i s method t h a t was success fu l i n t h e d e t e c t i o n of cracked s o l a r c e l l s was t o shadow t h e c e l l wi th t h e mod- u l e i l luminated. The suspect s o l a r c e l l would be shadowed using a s u i t a b l e mask and t h e c e l l ' s
shunt r e s i s t a n c e could be determined a s de- sc r ibed l a t e r under " F a i l u r e Analys is Techniques."
A s a r e s u l t of t h e s e f i n d i n g s , t h e recommended c o r r e c t i v e a c t i o n included cont inued development of t h e SCLS t e s t system t o improve t h e d e t e c t i o n of h a i r l i n e c r a c k s i n s o l a r c e l l s . It was a l s o recommended t h a t t h e v i s u a l i n s p e c t i o n requ i re - ments used f o r c r a c k d e t e c t i o n should be reviewed and upgraded. It was recognized t h a t v i s u a l i n s p e c t i o n acceptance c r i t e r i a should be s p e c i f i e d t o cover c r a c k s i n e l e c t r i c a l l y "good" c e l l s t h a t might propagate w i t h t ime and c a u s e degrada t ion o r c a t a s t r o p h i c f a i l u r e s . L a s t l y , s i n c e s o l a r c e l l s can be e a s i l y f r a c t u r e d dur ing shipment, s t o r a g e and handl ing, i t was recommended t h a t t h e s e a r e a s be reviewed f o r p o s s i b l e upgrading.
C . Delamina t ion
There were numerous i n s t a n c e s where t h e p r o t e c t i v e encapsulant delaminated from t h e s o l a r c e l l s and/or t h e module s u b s t r a t e s . Examples of t h i s c o n d i t i o n a r e shown i n F igures 3A and 3 B . I n many i n s t a n c e s , t h e delaminat ion was caused by phys ica l movement of t h e s o l a r c e l l i n t e r c o n n e c t s due t o inadequate s t r e s s r e l i e f and by phys ica l movement of t h e s o l a r c e l l s due t o overhea t ing . It w i l l be noted t h a t delaminat ion of t h e pro- t e c t i v e encapsulant was one of t h e e f f e c t s t h a t was c r e a t e d dur ing t h e JPL l a b o r a t o r y test which simulated t h e high v o l t a g e f i e l d a p p l i c a t i o n . I n some i n s t a n c e s , delaminat ion of t h e p r o t e c t i v e - encapsulant was caused by environmental e f f e c t s . I n all i n s t a n c e s , delaminat ion was e a s i l y d e t e c t - a b l e by v i s u a l examination. Based upon t h e s e f i n d i n g s , t h e recommended c o r r e c t i v e a c t i o n was s i m i l a r t o t h o s e p rev ious ly shown f o r i n t e r - connect s and cracked c e l l s .
D. D i e l e c t r i c Breakdown
There were some i n s t a n c e s of d i e l e c t r i c breakdown, a l l of which were r e l a t e d t o poor workmanship, poor manufacturing p r o c e s s and/or q u a l i t y c o n t r o l s . One example i s shown i n Figures 4A and 4B. It w i l l be noted t h a t a 300- 350 Vdc breakdown s i t e occurred between a sha rp ben t s t r and of t h e wire mesh i n t e r c o n n e c t and t h e aluminum s u b s t r a t e . The bent s t r and pene t ra ted t h e i n s u l a t i o n m a t e r i a l between t h e in te rconnec t and t h e m e t a l s u b s t r a t e . Another f a i l u r e re- s u l t e d from a nicked i n s u l a t e d c a b l e t h a t caused a d i e l e c t r i c breakdown t o t h e me ta l s u b s t r a t e o r connector box on t h e module. The f a i l u r e a n a l y s i s techniques used t o d e t e c t t h e s e f a i l u r e s cons i s t ed of v i s u a l examination, e l e c t r i c a l tests and p a r t i a l disassembly of t h e module t o i s o l a t e t h e exact f a i l u r e s i t e s .
The recommended c o r r e c t i v e a c t i o n included im- proved v i s u a l inspec t ion and upgrading t h e man- u f a c t u r e r ' s process and q u a l i t y c o n t r o l s .
E. Corrosion
There were s e v e r a l i n s t a n c e s of power degra- d a t i o n and/or open-c i rcu i t s t h a t were d i r e c t l y

caused by cor ros ion as shown i n F igures 5A through 5D. I n one i n s t a n c e , a rubber i n s u l a t e d s t randed w i r e c a b l e t o a module became t a rn i shed and corroded w i t h a b lack colored contaminant. A s a r e s u l t , t h e dc r e s i s t a n c e of t h e c a b l e increased s u f f i c i e n t l y t o degrade t h e peak power p o i n t of t h e module s i g n i f i c a n t l y . The cor ros ion products were examined us ing t h e scanning e l e c t r o n microscope (SEM) and t h e energy d i s p e r s i v e a n a l y s i s of x-rays (EDAX) u n i t s . The cor ros ion is shown in F igure 5A and t h e co r ros ion p roduc t s a r e i d e n t i f i e d a s CuS and Cu a s shown i n F igure 5B The recommended c o r r e c t i v e a c t i o n was t o r e p l a c e t h e rubber covered s t r anded w i r e c a b l e s w i t h a more s u i t a b l e neoprene jacketed t inned copper s t randed wi re c a b l e i n o rde r t o avoid t h e s u l f u r co r ros ion problems. I n ano the r i n s t a n c e , cor- r o s i o n of t h e w i r e mesh in te rconnec t between a s o l a r c e l l and t h e end t e rmina t ion of t h e module caused a n open-ci rcui t a s shown i n F igures 5C and 5D. Th i s oper,-circuit was bel ieved t o be caused by a combination of a r e a c t i v e chemical such a s c h l o r i n e and improper i n s t a l l a t i o n of t h e s o l d e r t a b and in te rconnec t ing mesh. Cracking of t h e RTV p r o t e c t i v e encapsulant around t h e s o l d e r t a b permit ted mois tu re t o p e n e t r a t e and a c c e l e r a t e t h e co r ros ion process . The recommended c o r r e c t i v e a c t i o n i n t h i s i n s t a n c e included improved v i s u a l i n s p e c t i o n and upgrading t h e manufacturer ' s process and q u a l i t y c o n t r o l s .
Workmanship
Poor workmanship r e s u l t e d i n numerous and va r i ed types of f a i l u r e modes i n s o l a r modules. Severa l t y p i c a l examples a r e shown i n Figures 6A through 6E. The d e t a i l s cover ing each of t h e s e Figures a r e summarized a s fo l lows:
Figure 6A - A s shown i n t h i s photo, a c u t i n an i n s u l a t e d w i r e near t h e t e rmina t ion box of t h i s module r e s u l t e d i n a s i g n i f i c a n t d e c r e a s e i n in - s u l a t i o n r e s i s t a n c e between t h e s o l a r c e l l s and t h e aluminum frame. The i n s u l a t i o n r e s i s t a n c e dec rease was observed d i r e c t l y fo l lowing a s a l t - fog environmental test. The f a i l u r e a n a l y s i s technique used t o d e t e c t t h e exact f a i l u r e s i te included p a r t i a l immersion of t h e module i n a s a l i n e s o l u t i o n and then removing p o r t i o n s of t h e me ta l frame u n t i l t h e f a i l u r e s i t e was i s o l a t e d us ing a megohm br idge . Visual examination of t h e i n s u l a t e d w i r e d i s c l o s e d t h a t it had been c u t dur ing t h e manufacturing p rocess . F igure 6B - Excess s o l d e r a t t h e edge of t h i s s o l a r c e l l r e - s u l t e d i n a low shunt r e s i s t a n c e of 2 5 ohms and caused a smal l power degrada t ion i n t h e module. When t h e s o l d e r splashed p o r t i o n of t h i s c e l l was removed by c u t t i n g through t h e c e l l j u n c t i o n w i t h a diamond s c r i b e , t h e c e l l ' s shunt r e s i s t a n c e in- creased t o a normal va lue . T h i s f a i l u r e a n a l y s i s technique was d e s t r u c t i v e s i n c e i t was necessary t o remove t h e RTV p r o t e c t i v e encapsulant over t h e c e l l w i t h an x-act0 k n i f e whi le v i s u a l l y monitor- ing t h i s procedure under a microscope. The c e l l ' s shunt r e s i s t a n c e was measured us ing e l e c t r i c a l probes through t h e RTV encapsu lan t . Figure 6 C - This photo shows a s o l a r module term- i n a t i o n box w i t h i t s cover removed. The screws
holding both ends of a metal jumper on t h e Jones terminal b lock were n o t t igh tened dur ing t h e manufacturing process and t h e r e f o r e caused an open-ci rcui t i n t h e module. Figure 6D - An un- soldered in terconnect t o t h e r e a r con tac t of t h i s s o l a r c e l l r e s u l t e d i n an i n t e r m i t t e n t open- c i r c u i t . The exact f a i l u r e s i t e was loca ted us ing t h e non-des t ruc t i v e capac i t ance measurement procedure descr ibed l a t e r under "Fa i lu re Analys is Techniques .'I Following t h i s non-dest ruct ive e l e c t r i c a l t e s t , t h e aluminum s u b s t r a t e was mi l l ed away from t h e unders ide o f t h e module t o expose t h e r e a r of t h i s c e l l . F igure 6E - An unsoldered in te rconnec t t o t h e r e a r con tac t of a s o l a r c e l l a l s o r e s u l t e d i n an open-ci rcui t i n t h i s module. The exact f a i l u r e s i t e i n t h i s i n s t a n c e was lo- ca ted us ing t h e non-dest ruct ive x-ray method descr ibed l a t e r under "Fa i lu re Analys is Tech- niques." A s shown i n t h i s x-ray photo, t h e un- soldered in te rconnec t s t o t h e r e a r c o n t a c t s of one c e l l a r e l i g h t colored a r e a s whereas t h e da rk colored a r e a s on t h e o t h e r c e l l s i n d i c a t e t h a t they were soldered. A s a r e s u l t of these f i n d i n g s t h e recommended c o r r e c t i v e a c t i o n in- cluded improved v i s u a l inspec t i o n and upgrading t h e manufacturer ' s process and q u a l i t y c o n t r o l s .
111. FAILURE ANALYSIS TECHNIQUES
Use of d i f f e r e n t types of m a t e r i a l s , s t r u c t u r e s , s i l i c o n s o l a r c e l l processes and c e l l in t e rconnec t s i n t h e des ign of c u r r e n t l y manufac- tu red s o l a r c e l l modules p resen t s a l a r g e number of v a r i a b l e s t h a t a f a i l u r e a n a l y s t must contend wi th . To be a b l e t o cope wi th t h e s e problems, new a n a l y t i c a l techniques need t o be developed and, i n many c a s e s , e x i s t i n g techniques need t o be modified t o accommodate s t r u c t u r a l f e a t u r e s unique t o modules.
Experience gained i n f a i l u r e a n a l y s i s wi th in t h e p a s t two yea r s has l e d t o t h e development and a p p l i c a t i o n of numerous a n a l y t i c a l techniques . It i s c l e a r t h a t a s f a i l u r e a n a l y s i s technology matures, numerous o t h e r u s e f u l techniques w i l l be developed. Some of t h e techniques which have been p a r t i c u l a r l y u s e f u l w i l l be descr ibed here . They can be divided i n t o two c a t e g o r i e s : non- d e s t r u c t i v e and d e s t r u c t i v e . Non-destructive techniques a r e p a r t i c u l a r l y important because they a l low f o r non-dest ruct ive inspec t ion , examination, t e s t i n g , eva lua t ion and charac te r - i z a t i o n of a f a i l e d / d e f e c t i v e module. Des t ruc t ive techniques a r e u s e f u l f o r disassembly of en- capsula ted modules without des t roy ing f a i l u r e evidence. Th i s is important f o r i s o l a t i o n and i d e n t i f i c a t i o n of f a i l u r e s i t e s and f o r macro- scopic and microscopic a n a l y s i s of f a i l u r e s i t e s .
A . X-Ray Radiography
Problems a s s o c i a t e d wi th t h e backside of s o l a r c e l l s a r e not r e a d i l y a c c e s s i b l e f o r v i s u a l examination f o r most module des igns . However, x- r a y radiography has proven t o be a very va luab le non-dest ruct ive technique f o r observing unsoldered back c o n t a c t s , opens i n in te rconnec t s and so lde r r e f low on back c o n t a c t s r e s u l t i n g from c e l l

overheating. Figures 2A and 2B a r e radiographs showing solder ref low and present c l e a r evidence of a c e l l overheating problem. Figure 6E shows an unsoldered back contact . This technique is now commonly used i n f a i l u r e ana lys i s .
B. Capacitance Measurement Technique
It may not always be poss ib le t o l o c a t e an e l e c t r i c a l open o r a high r e s i s t a n c e con tac t i n a l a r g e c e l l s t r i n g by x-ray radiography o r o p t i c a l inspect ion. I n such a case , a capaci tance measure- ment technique may prove t o be very use fu l . I n t h i s non-destructive technique one of t h e wire l e a d s from a module c e l l s t r i n g and a wire lead from a f l a t metal p l a t e with t h e same sur face dimensions a s a c e l l a r e connected t o a capaci tance m e t e r . The o t h e r wire l ead from t h e c e l l s t r i n g is l e f t f l o a t i n g . A capaci tance measurement i s made f o r each placement of a f l a t p l a t e on t h e in- s u l a t i n g encapsulant d i r e c t l y over a c e l l . A sig- n i f i c a n t change i n capaci tance f o r two neighboring c e l l p o s i t i o n s is considered t o be t h e suspect area . Measurements a r e repeated by interchanging t h e connections on t h e s t r i n g . This technique i s app l icab le i f t h e r e a r e no more than two d i f f e r e n t f a i l u r e site loca t ions .
C. C e l l Shunt Resistance Measurement by Shadowing Technique
C e l l leakage c u r r e n t s due t o a shunt resist- ance c o n t r i b u t e t o power l o s s e s i n modules. Therefore, i n many ins tances , i t is important t o be a b l e t o measure t h e shunt r e s i s t a n c e of indi- v idua l c e l l s i n a module, p re fe rab ly without d i s - rup t ing o r destroying t h e encapsulation. Th is can be accomplished by using a shadowing technique.
Procedures f o r measuring t h e shunt r e s i s t a n c e (RSH) of ind iv idua l c e l l s i n a module cons i s t ing of a s i n g l e s t r i n g with N s e r i e s connected c e l l s i s a s follows: Measure t h e open c i r c u i t vo l tage (VoC) of t h e module under i l luminated condi t ions . Place shadow mask over test c e l l and apply t o t h e module a c u r r e n t load 10 where 10 is considerably smal ler than t h e module short c i r c u i t cur ren t ( I S C ) . IO i s t y p i c a l l y 100-250 mA. Measure v o l t a g e (VO) ac ross load. The module should be maintained a t t h e same temperature f o r both sets of measurements. The equation f o r RSH:
where (N-1) Voc/N is t h e photovoltage ac ross t h e N-1 unshadowed c e l l s and (N-1) vOC/N - Vo i s t h e reverse b i a s vo l tage across t h e shadowed c e l l .
Typical ly , t h e reverse b i a s I-V c h a r a c t e r i s t i c s f o r a c e l l is non-linear and t h e r e f o r e RSH is ex- pected t o vary somewhat with 10. There w i l l be some l i g h t leakage c a r r e n t due t o s i d e i l lumin- a t i o n and i n t e r n a l r e f l e c t i o n s of l i g h t s c a t t e r e d from neighboring c e l l s and subs t ra te . P a r t i c u l a r - l y f o r t h e c e l l s wi th a high shunt r e s i s t a n c e , t h i s leakage cur ren t may in t roduce a s i g n i f i c a n t e r r o r i n t h e ca lcu la ted value of RSH i f not ap- p ropr ia te ly accounted f o r .
D. Steady-State I l lumina t ion Test S t a t i o n f o r Module Performance Evaluat ion
A t e s t s t a t i o n i n which a f a i l e d l d e f e c t i v e module can be t e s t e d under c o n t r o l l e d i l lumina t ion condi t ions i s needed f o r v e r i f i c a t i o n of reported f a i l u r e s and f o r eva lua t ion of photovol ta ic re - sponse c h a r a c t e r i s t i c s of c e l l s wi th in t h e module. An i l lumina t ion s t a t i o n shown i n Figure 7 was fabr ica ted with t h e fol lowing s p e c i f i c a t i o n s : F i r s t , it provides an i l lumina t ion over a two by four f o o t a r e a i n order t o accommodate t h e l a r g e r modules c u r r e n t l y being manufactured. Second, t h e s p a t i a l v a r i a t i o n i n t h e l i g h t i n t e n s i t y is l e s s than t e n percent . Third, t h e range of i l lumin- a t i o n i n t e n s i t y i s wide t o be a b l e t o eva lua te performance of modules under t h e var ious perform- ance of modules under t h e var ious exposure con- d i t i o n s t y p i c a l l y observed i n f i e l d opera t ions . Fourth, t h e dwell t ime f o r t h e s teady s t a t e i l lumina t ion can be s e t from a few seconds t o hours, making it poss ib le t o observe e f f e c t s of d i f f e r e n t exposure t imes on module c h a r a c t e r i s t i c s .
The i l lumina tor c o n s i s t s of a bank of quar tz tung- s t e n lamps powered by ganged v a r i a c s wi th a motor- d r ive . The s p e c t r a l response for t h e s e lamps i s much higher i n t h e i n f r a r e d region and lower i n t h e s h o r t e r wave l e n g t h region a s compared with t h e s o l a r s p e c t r a l response. Even though t h e in f ra red response can be reduced by f i l t e r i n g , it is no t poss ib le t o be a b l e t o o b t a i n a good i t c h with t h e s o l a r s p e c t r a l response. However, i n many ins tances , t h i s i l lumina t ion system i s more than adequate f o r performing f a i l u r e a n a l y s i s on fa i l ed /def e c t i v e modules. I f a more d e t a i l e d eva lua t ion of a module i s needed a JPL l a r g e a r e a pulsed s o l a r s imulator t e s t f a c i l i t y i s used.
E . Laser Scanning Techniques f o r So la r Cells
Response c h a r a c t e r i s t i c s r e s u l t i n g from an il lurninat ion of microscopic a r e a s on s o l a r c e l l s can provide very u s e f u l information about micro- scopic inhomogeneities a £ f ec t ing t h e e l e c t r i c a l performance of a module. This type of information can r e a d i l y be obtained by using a l a s e r scan technique, b r i e f l y described below. More d e t a i l e d information w i l l be presented elsewhere. (Ref. 1)
A focused laser beam i s def lec ted i n a r a s t e r p a t t e r n over t h e sur face of a s o l a r c e l l . This r a s t e r p a t t e r n i s a l s o displayed on a cathode ray tube (CRT) of an osc i l loscope . The e l e c t r i c a l response s i g n a l s measured e i t h e r a t t h e module t e rmina l s o r ac ross t h e test c e l l a r e amplif ied. These amplified s i g n a l s a r e used t o modulate t h e b r igh tness c o n t r o l on t h e osc i l loscope . That i s , t h e s t ronger t h e s i g n a l , t h e b r i g h t e r t h e focused beam spot on t h e CRT. With t h i s se tup , an image of t h e t e s t c e l l i s displayed on t h e CRT. Photo- graphs of l a s e r scan images of severa l d i f f e r e n t c e l l s a r e shown i n Figures 2C through 2F.
A g r e a t d e a l of va luab le information i s contained i n t h e d i sp lay image. The p o s i t i o n of a po in t on t h e image of t h e t e s t c e l l corresponds t o t h e same po in t i n t h e t e s t c e l l . The d i f f e r e n c e i n

b r i g h t n e s s between tw d i f f e r e n t p o i n t s on t h e image is d i r e c t l y r e l a t e d t o d i f f e r e n c e s in t h e e l e c t r i c a l response c h a r a c t e r i s t i c s between t h e two corresponding p o i n t s on t h e t e s t c e l l . Th i s is a non-des t ruc t ive technique because t h e aur- f a c e of a t e s t s o l a r c a l l can b e scanned w i t h t h e encapsulant i n t a c t ,
Scanning E lec t ron Uicroscope
The scanning e l e c t r o n microscope (SEH) is a very u s e f u l a n a l y t i c a l t o o l f o r which t h e r e a r e many a p p l i c a t i o n s . Only a few a r e l i s t e d here. I t is u s e f u l f o r exanining s u r f a c e f e a t u r e s of microecopic f laws in s o l a r c a l l a under very high magnif icat ion (100,000X). By opera t ing t h e SEH i n t h e e l e c t r o n baam induced c u r r e n t mode, micro- scopic d e f e c t s o f f e c t b g t h e performance of a s o l a r c e l l can be inves t iga ted . With an energy d i sper - s i v e x-ray ana lyzer on an SEH, an e l m e n t a l analy- sis can be performed f o r i d e n t i f i c a t i o n of element- a l c o n s t i t u e n t s of m a t e r i a l s used in t h e s o l a r c e l l .
The SEH i s b a s i c a l l y a d e s t r u c t i v e technique be- cause t h e test chamber is designed t o acco~rnodate small a r e a speciaens .
Other Techniques
Three a d d i t i o n a l f a i l u r e a n a l y s i s techniques w i l l be discussed he re . They include a p a r t i a l corona d i scharge d e t e c t o r , a hot-spot d e t e c t o r and a sand b l a s t e r .
For many a p p l i c a t i o n s modules need t o be designed t o have a high d i e l e c t r i c wi ths tanding vo l t age be- tween t h e s u b s t r a t e and t h e encapsulated s o l a r c e l l s . Therefore , i t i s i s p o r t a n t t o be a b l e t o measure non-dest ruct ively , t h e d i e l e c t r i c with- s tanding vo l t age c h a r a c t e r i s t i c s i n o rder t o de- termine t h e adequacy of t h e design and t o i d e n t i f y and i n v e s t i g a t e breakdovn s i t e s in f a i l e d / d e f e c t i v e modules. A p a r t i a l corona d i scharge d e t e c t o r system s p e c i a l l y designed t o accommodate l a r g e modules provide6 t h i s c a p a b i l i t y .
A bubble t e s t technique can be used f o r de tec t ing hot-spots on t h e su r face of a s o l a r c e l l . A s o l a r c e l l is immersed in a b a t h containing a non- conductive f l u i d wi th a b o i l i n g po in t s l i g h t l y above room temperature. A good candidate f l u i d is fluorocarbon PC-88 which has a 30°C b o i l i n g point . Power t o t h e s o l a r cel l is Increased u n t i l minute bubbles begin t o QLanate from t h e hot spot a reas . These bubbles can be de tec ted wi th t h e a i d of a low power microscope. This is u s u a l l y a des t ruc - t i v e technique because ordinarily t h e encapsulant i s s t r ipped i n o rder t o be a b l e t o d e t e c t t h e hot-spots.
Polymeric encapsulants can r e a d i l y be penetra ted with sharp-pointed probes f o r in-s i tu e l e c t r i c a l probing of eo la r c e l l s . T h i s approach is not f e a s i b l e f o r modules wi th a g l a s s cover. However, d i r e c t probing is poss ib le provided that whdows a r e cu t i n t h e g l a s s cover. This can be achieved by using a micro sandb las te r . The a r e a s where windows a r e t o be c u t a r e ~ur rounded with a mask- ing t ape . Exposed a r e a s a r e r a p i d l y cu t away with a j e t stream of a b r a s i v e materiel. Usually t h e r e i s a t h i n l a y e r of polymeric mate r ia l such a s RTV d i r e c t l y under t h e g l a s s cover. Th i s l a y e r w i l l p r o t e c t t h e s o l a r c e l l s and t h e metal r ibbon in te rconnec t s from abras ion damage. This tech- nique does des t roy t h e i n t e g r i t y of t h e module.
I V . AcKNOWLEmmNTS
The au thors wish t o thank Emmett Mi l l e r and Richard P i e t y f o r t e c h n i c a l a se ie tance , Ken Evans and Gordon Thomas f o r scanning e l e c t r o n microscope support and Larry Dumas and Steve Sol lock f o r numerous d i scuss ions and encouragements.
V. REFERENCE
1. E. L . Mi l l e r , A. Shurnka, M. Gauthier , "A Laser Scanner f o r S o l a r C e l l Evaluation and F a i l u r e Analysis" t o be published i n t h e Advanced Techniques i n F a i l u r e Analysis Symposium, 1978 Proceedings .

M e t a1 Work Frac tu red I n t e r c o n n e c t s Hardened Apa ,Solar C e l l
P e t a l m t e r c o n n e c t B
Figure 1, A - D I n t e r c o n n e c t F a i l u r e s
A - Fractured meta l in te rconnec t f r o n t l i g h t e d ; B - Frac tu red metal i n t e r c o n n e c t back l i g h t e d ; C - Charred f a i l u r e s i t e w i t h mel tea i n t e r c o n n e c t t h a t occurred dur ing a f i e l d a p p l i c a t i o n . C e l l f r a c t u r e a t arrows; D - F a i l u r e r e s u l t s s i m i l a r t o t h o s e shown i n "C" obta ined dur ing a s imula ted f i e l d f a i l u r e t e s t .
A B
Figure 2 , A - B Cracked C e l l s
A - X-ray showing s e v e r e m u l t i p l e f r a c t u r e s t h a t c rossed through t h e main c u r r e n t c o l l e c t o r i n t h r e e (3) p l a c e s and evidence of s o l d e r mel t ing on r e a r s i d e of c e l l ; B - F a i l u r e r e s u l t s similar t o t h o s e shown i n "A" except t h a t c e l l was f r a c t u r e d i n a c i r c u l a r p a t t e r n .

E
Figure 2 , (cont inued) C - Cracked C e l l s : C - "Solar c e l l l a s e r scanner (SCLS) scope image of c e l l . The l i g h t a r e a of t h e c e l l r e p r e s e n t s t h e por- t i o n e l e c t r i c a l l y connected t o t h e o t h e r c e l l s i n t h i s module whereas t h e da rke r a r e a r e p r e s e n t s t h e c rack separa ted p o r t i o n ; D - F a i l u r e r e s u l t s s i m i l a r t o those shown i n "C"; E - F a i l u r e r e s u l t s s i m i l a r t o those shown i n "C" except t h a t t h f r a c t u r e does no t c r o s s t h e main c u r r e n t c o l l e c t o r s ; F - Same a s "D".
A B F igure 3 , A - B Delamination
A - Delamination of RTV ( s i l i c o n rubber) encapsulant from module; B - F a i l u r e r e s u l t s s i m i l a r t o t h o s e shown i n "A".

I - 300-d2, Vdc Breakdown S i t e .
Figure 4 , A - B D i e l e c t r i c Breakdown
A - D i e l e c t r i c breakdown between wire mesh interconnect and aluminum s u b s t r a t e caused by a sharp bent s t rand of interconnect that penetrated t h e i n s u l a t i o n m a t e r i a l t o t h e s u b s t r a t e . (See "B"); B - Closer view of breakdown s i t e shown i n "A".
C D Figure 5 , A - D Corrosion
A - SEM photo showing blackened a r e a s found on stranded c a b l e wire; B - EDAX photo of contaminants shown i n "A". This condi t ion caused abnormally high s e r i e s r e s i s t a n c e i n module; C - Open c i r c u i t between wire mesh interconnect and module termination caused by corrosion; D - Closer vtew of open-circui t f a i l u r e site.
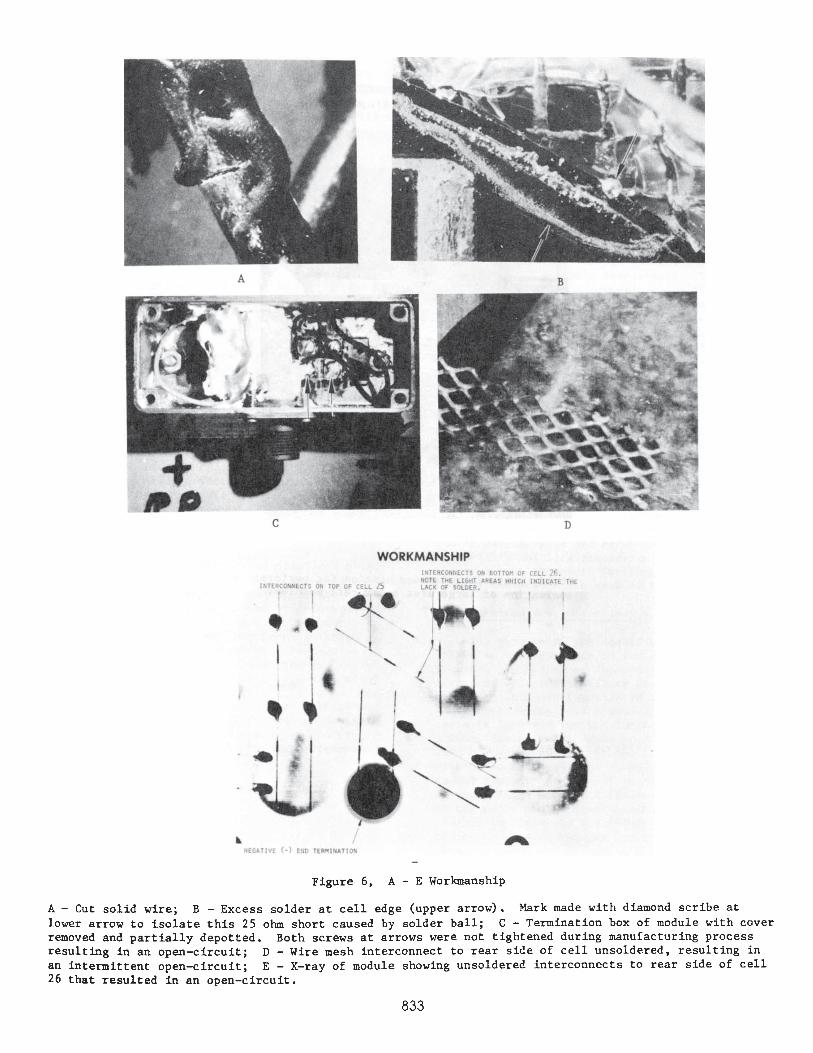
Figure 6, A - E Workmanship
A - Cut s o l i d wire; B - Excess s o l d e r a t c e l l edge (upper arrow). Mark made with diamond s c r i b e a t lower arrow t o i s o l a t e t h i s 25 ohm s h o r t caused by s o l d e r b a l l ; C - Termination box of module wi th cover removed and p a r t i a l l y depot ted. Both screws a t arrows were not t igh tened during manufacturing process r e s u l t i n g in an open-circui t ; D - Wire mesh in te rconnec t t o r e a r s i d e of c e l l unsoldered, r e s u l t i n g i n an i n t e r m i t t e n t open-circui t ; E - X-ray of module showing unsoldered in te rconnec t s t o r e a r s i d e of c e l l 26 t h a t r e s u l t e d i n an open-circui t .

Steady state illumination station for performance evaluation of large area solar c e l l modules.







