Technologiques
Anglais :
Informatique :
Ludovic SILVA
Tel : 06.35.95.24.07
Expériences professionnelles
Emploi Octobre 2014-2015:
L’entreprise POLYMECA à Coulions (45 Loiret) en CDI Poste : Technicien usinage.
Activités : Réglages et mise en production d'une machine usinage 3 axes (Nexus VCN 410 Mazak).
Alternance 2012-2014 :
L’entreprise SERTA Aerospace & Défense à Saint-Jean-d'Illac (33 Gironde)
Poste : Apprenti ingénieur de production d'usinage, de tôlerie et chaudronnerie.
Activités : Mise en plan des pièces, conception des montages et outillages de fabrication.
Projets à sein de l'université:
Programmation d'une pièce aéronautique pour l'usinage 5 axes à grandes vitesses.
Etude des systèmes hydrauliques pour jambe artificielle.
Modélisation d'un régulateur de vitesse du rotor d'éolienne.
Emploi :
Eté 2011 : Opérateur finition entreprise Stryker à Cestas. (33 Gironde) Mission d'intérimaire Mission Travail en 3x8 : Opérateur finition, contrôle machines (tours CN Mazak, cityzen)
Tâches : cartes de contrôle, modification des jauges outils, lancement de production.
Formations
2012-2014 Master Génie mécanique en Apprentissage, à l'université de Bordeaux 1.
2011-2012 Licence 3 en génie mécanique à l'université de Bordeaux 1
2008-2011 DUT (Diplôme Universitaire de Technologie) Génie Mécanique et Productique de Bordeaux 1
2008 Baccalauréat scientifique, lycée Max Linder à Libourne, Option : sciences de l'ingénieur
Compétences
Scientifiques : Mathématiques ; Etude de matériaux ; Calculs de Mécanique du solide, Mécanique des fluides,
Vibrations, Résistance des structures, Grafcet.
Gammes d'usinage; mise en production d'une machine s'usinage.
Usinage, Tôlerie, Conception d'outillages. SMED, AMDEC, capabilité.
Choix et calculs de composants de transmission de puissance mécanique ; Conception
Architecturale et Préliminaire ; Cotation ISO ; Chaines de côtes ; Métrologie.
TOEIC : Intermédiaire et anglais technique opérationnel
Logiciels de calcul : RDM le Mans, Mathlab, Scilab et Bureautique Microsoft ; Logiciel
Conception: Catia V5 (utilisé en alternance), PTC Creo 2.0, Solidworks. Logiciel de
Fabrication : Catia V5, Mastercam X7, Topsolid 7.
Logiciel Enterprise Resource Planning : Hélios
Informations complémentaires
Permis B + véhicule
26 ans (11/04/1989)

LETTRE DE MOTIVATION
Tout d’abord, je suis motivé pour travailler chez vous et au sein du bureau des méthodes. Pour moi,
les métiers au sien du bureau des méthodes sont des métiers de communication et de rigueurs, afin
de satisfaire l’exigence des clients. Mais aussi de cibler les difficultés de fabrication et apporter des
solutions pour optimiser la production. C'est pour cette raison que je souhaite mettre à profit mes
compétences au sein de votre entreprise. Méthodique, organisé, observateur, je pense avoir les
qualités nécessaires pour mener à bien les projets que vous pourriez me confier.
Votre offre demande des compétences que j’ai acquises, mais également elle propose d'évoluer
dans un domaine de d'activité dans lequel je souhaite approfondir.
Durant mon alternance (2012-2014), j’ai conçu, sous logiciel Catia V5 R19, des outillages, des
montages d’usinage et de tôlerie. En Octobre 2014, j’ai obtenu un master en génie mécanique. Et
depuis Octobre 2014, je suis technicien usineur sur machine 3 axes, afin de bien comprendre les
difficultés dû à la fabrication de pièces.
Enfin, votre site de Toucy m’intéresse fortement car je veux m'installer de façon durable dans les
environs de l'ouest d'Auxerre. Et je peux commencer ce poste dès que possible.
Un entretien me permettrait de vous exposer plus en détail mes motivations et ma personnalité. Me
tenant à votre disposition, je vous prie d’agréer, l’expression de mes salutations distinguées.
Ludovic
SILVA

Entreprise : Date d’arrivée en entreprise : Date de fin en entreprise : Tuteur universitaire : Maîtres d’apprentissage:
SERTA Aerospace & Defence 4195, Avenue de Bordeaux 33127 Saint-Jean-d'Illac 15 – 09 - 2012 15 – 09 - 2014
ALBERT Gaëtan DESMOND Christophe COEURET Julien
x Mémoire épuré Mémoire confidentiel Mémoire non confidentiel
Logo de l’Université
« Master Génie Mécanique par apprentissage »
« Mémoire industriel de 2ème année »
PROJET INDUSTRIEL DE FIN D’ETUDES
2014
2014
2014
Développement du projet de fabrication des pièces du cône pour le groupe auxiliaire de puissance.
SILVA Ludovic
Option suivi : Fabrication/UGV

Remerciements
En préambule à ce mémoire, je souhaite adresser mes remerciements à M. ALBERT Gaëtan en tant que tuteur universitaire, il m’a apporté de bonnes directives à suivre. M. DESMOND Christophe et M. COEURET Julien en tant que Maîtres d’apprentissage ont su être à l'écoute et disponible tout au long de cette période au sein de l’entreprise SERTA Aerospace & Defence.

Glossaire
Un cône APU : Le groupe auxiliaire de puissance (GAP), ou en anglais Auxiliary Power Unit (APU), désigne un groupe auxiliaire (turbogénérateur en général) destiné à produire de l'énergie à bord des avions pour permettre d'alimenter au sol les différents systèmes de bord (tension électrique, pressions pneumatique et hydraulique, climatisation) quand les moteurs sont arrêtés afin d'économiser le carburant. Le cône APU est l’enveloppe métallique du groupe auxiliaire de puissance. Planification du projet de type GANTT Le diagramme de Gantt est un outil utilisé en ordonnancement et en gestion de projet et permet de visualiser dans le temps les diverses tâches composant un projet. Supply Chain La gestion de la chaîne logistique (en abrégé GCL); en anglais, supply chain management (ou SCM) qui représente la gestion opérationnelle, pour le respect sur le terrain de l'enchaînement des tâches. Chaudronnerie La chaudronnerie est une branche industrielle qui couvre l'ensemble des activités de mise en œuvre des métaux en feuilles, des tubes et des profilés. Un pli (tôlerie) : La tôlerie est une discipline de la métallurgie qui consiste à mettre en forme des plaques minces par déformation plastique Pliage en « V » : Cette désignation correspond à un pli selon le procédé suivant :
Pliage en « Laminage » : Cette désignation correspond à un pli selon le procédé suivant :

La fibre neutre est la fibre (ligne théorique passant au centre de toutes les sections d’un objet) dont la longueur ne varie pas lors d’une déformation plastique. Soyage (tôlerie) : Procédé de mise en forme permettant un déplacement d’une surface équivalent à une épaisseur pour permettre un assemblage par chevauchement. La forme en S aplatit du soyage permet de raccorder, par exemple, deux tôles avec deux de leurs faces sur le même plan, ce qui évite d'avoir une surépaisseur.
Brut capable Le brut capable est la forme qu’avait la pièce, avant un procédé de fabrication, afin d’être capable d’obtenir sa forme finale.

Table des matières Introduction générale .......................................................................................................... 1
I. Présentation et enjeu du projet ................................................................................. 2
II. Matériels et méthodes ................................................................................................ 2
II.1. Démarche de projet ......................................................................................... 2
II.1.1. Mode opératoire en continue sur tout le temps passé sur ce projet ...... 2
II.1.2. Mode opératoire séquentiel sur tout le temps passé sur ce projet ........ 3
II.2. Méthodologie ................................................................................................... 4
II.2.1. Etape 1 : Etude des dossiers clients ...................................................... 4
II.2.2. Etape 2 : Planification du projet ............................................................. 4
II.2.3. Etape 3 : la mise en plan des pièces ..................................................... 5
II.2.4. Etape 4 : Rédaction des Gammes « d’avant projet » de fabrication des
pièces…. .............................................................................................................. 6
II.2.5. Etape 5 : Etudes/conception outillages .................................................. 6
II.2.6. Etape 6 : Suivre le processus de fabrication des pièces (Figure 3) ....... 6
II.3. Matériels utilisés pour la réalisation des pièces du projet ................................ 7
III. Détail de la démarche de travail pour des pièces représentatives du projet ......... 7
III.1. Première pièce qui a pour désignation « Pliage » .......................................... 7
III.1.1. Etude de la pièce ................................................................................... 7
III.1.2. Mise en plan de la pièce. ....................................................................... 8
III.1.3. Rédaction de la gamme d’avant-projet ................................................. 8
III.1.4. Processus de fabrication de la pièce ................................................... 10
III.1.5. Suivi du lot de fabrication de la pièce .................................................. 11
III.2. Deuxième pièce qui a pour désignation « ENCADREMENT NU PORTE
REVT » .................................................................................................................. 11
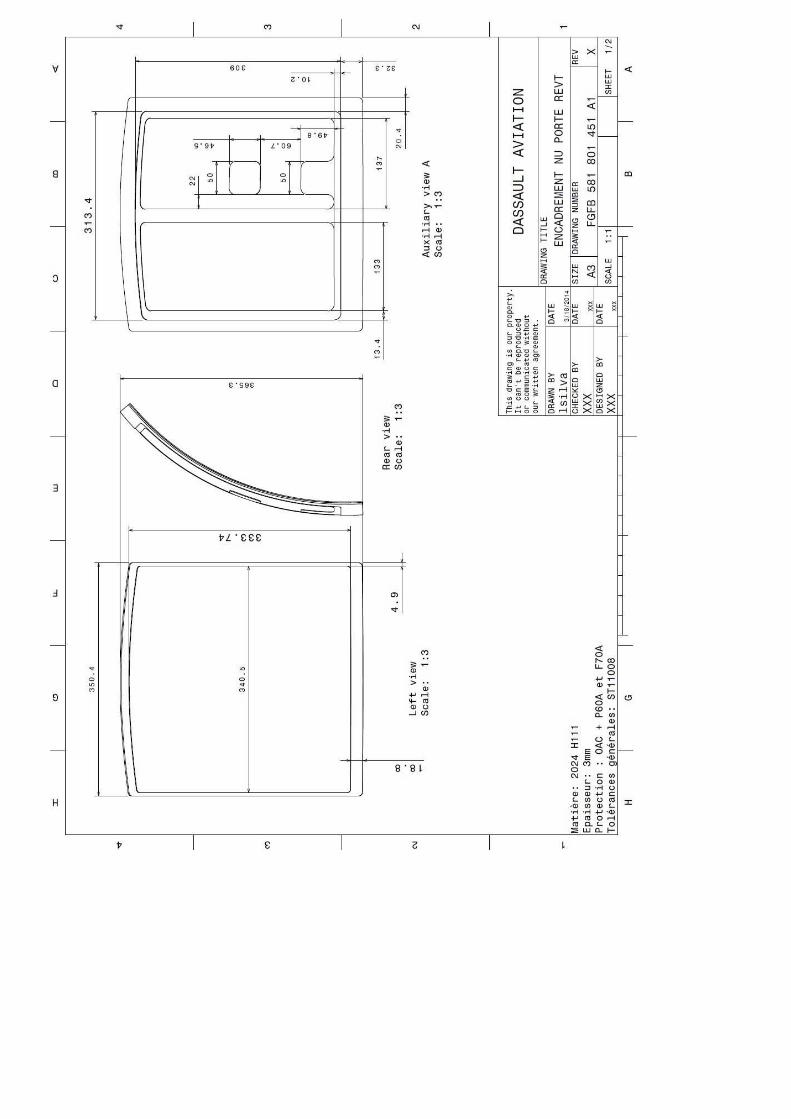
III.2.1. Mise en plan de la pièce ...................................................................... 12
III.2.2. Etude et rédaction de la gamme préliminaire ...................................... 12
III.2.3. Conception des outillages de la pièce ................................................. 13
IV. Résultats ................................................................................................................... 16
IV.1. Etude du suivi de fabrication ........................................................................ 16
IV.2. Comparaison des délais théoriques et réels ................................................ 17
Conclusion... ...................................................................................................................... 19
Table des matières des Annexes ..................................................................................... 19

Introduction générale
L’entreprise SERTA Aerospace & Defence est installée sur la commune de Saint Jean d’Illac,
à proximité de l’aéroport international de Bordeaux. L’entreprise se positionne comme un
interlocuteur global offrant à ses clients des prestations complètes depuis la conception
jusqu’à la réalisation de pièces ou de sous ensembles. L’ensemble de ses activités couvre une
clientèle répartie dans différents domaines industriels qui est exigeante en matière de qualité,
de délais, de flexibilité et de réactivité. Au sein de l’entreprise plusieurs procédés de
fabrication sont possibles : l’usinage, la chaudronnerie aéronautique, la tôlerie aéronautique,
le traitement thermique, le soudage-collage, la peinture ; la réalisation de pièces en matériau
composite, le détourage et la menuiserie ainsi que l’assemblage aéronautique.
Durant ces deux dernières années, l’entreprise a effectué un processus d’augmentation de son
activité. Cela implique tout un travail de réorganisation de la production, et notamment de son
service méthode de production. Toute cette réorganisation doit se faire sans trop perturber
l’activité de production de l’entreprise. C’est dans ces conditions de travail que l’entreprise
m’a proposé d’effectuer mon apprentissage de deux ans. De mon côté, j’ai pu apporter mon
aide dans toutes les tâches que l’on m’a confié. En contrepartie l’entreprise m’a formé à
chaque étape de mon apprentissage. Au début, mon maître d’apprentissage était le chef de
l’atelier d’usinage M DESMOND Christophe. Ainsi mon apprentissage a commencé dans
l’atelier d’usinage. L’objectif était de m’apprendre toute l’organisation de travail dans cet
atelier d’usinage. J’ai beaucoup appris avec les opérateurs sur leurs méthodes de travail pour
réussir à régler leurs machines et à produire des pièces. Ensuite, j’ai travaillé sur un projet
d’usinage d’une famille de pièces en alliage de titane. Durant le premier été, j’ai notamment
remplacé le chef d’atelier d’usinage durant deux semaines.
Enfin, cette année l’entreprise m’a confié un nouveau poste. J’ai été intégré au sein du bureau
des méthodes de l’entreprise. Mon nouveau maître d’apprentissage fut M COEURET Julien,
le responsable du bureau des méthodes. Cette année, nous avons eu une charge de travail plus
importante que d’habitude, due notamment à cette dynamique d’agrandissement. Pendant les
trois premiers mois, j’ai rédigé des plans pour des dossiers de Demande de Prix. Pour finir
cette période en alternance, mon dernier travail a été de participer au projet de fabrication des
pièces du cône du groupe auxiliaire de puissance du Falcon 900 (Annexe I ; Annexe II ;
Annexe III).

I. Présentation et enjeu du projet
Au sein du bureau des méthodes, la SERTA a des chargés d’affaires qui ont pour
travail d’établir les devis des ordres de fabrication ainsi que de suivre les évolutions des
ordres de fabrication. Dans l’aéronautique les chargés d’affaires sont aussi des préparateurs
méthode, c'est-à-dire qu’ils rédigent le processus de fabrication de la pièce sous un logiciel de
GPAO. Avec l’augmentation de leur quantité de travail, due à l’augmentation de leur activité,
mon travail de fin d’année a été d’aider le chargé d’affaires M. Sébastien LEBLOND à
rédiger tout le dossier de préparation d’un lancement de fabrication d’un lot de pièces pour un
client.
Ce projet fut de fabriquer des pièces du cône APU, en respectant les exigences clients et les
délais. Pour des gains de temps, le client nous avait fourni des outillages pour la fabrication de
certaines pièces du cône APU. Donc, dans ce projet nous avons un premier lot de pièce à
fabriquer, dont les outillages ont été à notre disposition, puis un second lot de pièces où il a
fallu également concevoir l’outillage associé à la fabrication (Annexe IV). Le client nous
avait également transmis des photocopies des anciens plans d’assemblage dessinés à la
planche à dessin.
Nous allons maintenant voir quels matériels et méthodes ont été mises en place dans
cette démarche de projet afin de mener à bien la mission qui nous a été confiée.
II. Matériels et méthodes
La première action consistât à organiser le projet. Pour cela nous avions convenu qu’il y
aurait 6 étapes dans ce projet :
Etape 1 : Etude des dossiers clients.
Etape 2 : Planification du projet.
Etape 3 : Mises en plan des pièces.
Etape 4 : Etablir la gamme de fabrication des pièces.
Etape 5 : Concevoir l’outillage associé à la gamme de fabrication.
Etape 6 : Suivre le processus de fabrication des pièces.
II.1. Démarche de projet
II.1.1. Mode opératoire en continue sur tout le temps passé sur ce projet
Durant tout ce projet j’ai travaillé de façon autonome. Lorsque j’avais des points à
éclaircir, je préparais un questionnaire pour demander les informations aux personnes
concernées. L’inconvénient était de passer du temps sur ces questionnaires, mais les
avantages de ces questionnaires étaient que je rendais mes communications plus claires, plus
professionnelles et sans oublis. Ces questionnaires étaient souvent faits sous la forme de
tableau Excel que j’imprimais. Mes questions ce sont enrichies au fil du temps en vocabulaire
technique et en connaissances. De plus, toutes ces questions m’ont permis d’avoir une
traçabilité de mes actions afin de savoir tout le cheminement que j’avais effectué depuis le
début du projet en cas de problème.

II.1.2. Mode opératoire séquentiel sur tout le temps passé sur ce projet
Rectification
Présentation du projet Planification du
projet Type GANTT pour 1 personne
Validation par le MA
Rectification
Etudes/conception outillages
GANTT ok
Validation par le MA
Liasse de plan ok
Validation par le Client
Validation par le Client
Rédaction des Gammes « avant projet » de fabrication pièces
Rédaction des plans des pièces
Fabrication interne ou externe ?
Validation par le MA
Gammes« avant-projet » ok
Rédaction des Gammes détaillées sous le logiciel ERP de l’entreprise
Validation par le MA
Rectification
Rectification
Suivi de la production
Figure 1 : Schéma du mode opératoire séquentiel
La figure (Figure 1) représente la démarche de travail que nous avons établi pour ce projet. A chaque étape nous avons des boucles de validation jusqu’à se qu’il ait plus s’erreures à l’étape.
II.2. Méthodologie
II.2.1. Etape 1 : Etude des dossiers clients
A cette étape nous avions vérifié que les références des pièces étaient bien définies. Puis nous
avions étudié le type de pièce et qu’elles étaient celles qui avaient déjà un outillage. Nous
avons remarqué que toutes les pièces étaient bien des pièces de tôlerie. Enfin, nous les avons
triées en deux lots.
Le premier lot regroupe les pièces qui sont les plus rapides à reproduire. En effet, soit elles
possèdent déjà un outillage, soit elles peuvent se fabriquer en intégralité et sans outillage au
sein de l’entreprise.
Le second lot est constitué de pièces qui nous ont demandé plus de temps à reproduire
puisque nous avons du concevoir et réaliser l’outillage ou que nous avons eu des choix à faire
au niveau du procédé de fabrication. Certaines pièces n’étaient pas entièrement produites au
sein de l’entreprise, comme par exemple la pièce « PORTE NUE REVT EXTERNE » qui
devait subir des étapes d’usinage chimique. Pour d’autres pièces, il a d’abord fallu effectuer la
mise en plan de celles-ci afin de discuter avec le client des procédés de fabrication.
II.2.2. Etape 2 : Planification du projet
Nous avons effectué une planification du projet de type GANTT pour 1 personne (Annexe
V). Nous l’avons réalisé à partir des connaissances des étapes que nous devions accomplir.
Pour l’étape 1 nous devions consulter toutes les exigences client. Elles sont référencées dans
des dossiers appelés des dossiers de Sous-traitance Technique de Livraison des pièces. De
plus, dans chaque dossier il y a un document présentant des informations telles que les trois
dimensions brutes (longueur, largeur et épaisseur), la matière de la pièce, ainsi qu’une
première évaluation du prix et une documentation technique associée (comme une photocopie
d’un ancien plan d’un assemblage de cône APU). Durant cette étape nous devions également
nommer les fichiers 3D correspondant à la bonne référence de la pièce. Une caractéristique de
ce projet était que le client ne possédait aucun fichier 3D des pièces du cône APU. Or nous en
avions besoin afin de rédiger les plans pour la fabrication des pièces. Donc un chargé
d’affaires de la SERTA qui suivait le projet, a fait scanner les pièces existantes par une
entreprise extérieure de manière à reconstituer le fichier 3D. Lorsque nous avons reçu les
fichiers nous avons du les nommer avec la bonne référence de la pièce.
Ce premier travail a été validé auprès du responsable méthode en une semaine et demie et
était nécessaire à l’évaluation du temps de travail afin de pouvoir planifier le projet dans le
temps. Un autre but de cette étape était de bien définir les deux lots de pièces et être sûr que
les références correspondaient aux bonnes pièces et aux bons fichiers 3D.
A la fin de la deuxième semaine, le planning prévisionnel du projet fut validé par le
responsable du bureau des méthodes et envoyé au client avec la définition des deux lots.
L’étape 3 a consisté à la mise en plan des pièces : il y avait 32 pièces et cette étape
devait commencer à partir du lundi 10 mars. De manière à avoir des délais les plus
raisonnables possibles, 3 semaines était prévues, avec 16 mises en plan par semaine et une
semaine de sécurité. Or une période de formation à l’Université était prévue du lundi 24 mars
au mercredi 17 avril, ce qui a repoussé la semaine de sécurité au 18 avril. De cette manière,
nous avons prévu que tous les plans seraient livrables au vendredi 25 avril. Toutefois, une des
pièces (ECLISSE DE CADRE 4G&4D) était urgente à fabriquer et ne pouvait pas attendre le 25
Avril pour être livrée, donc des collègues de la SERTA ont pris le relais pour qu’elle soit
livrable le 18 avril.
Durant l’étape 4 qui consistât à établir les gammes de fabrication des pièces, nous
avions également prévu 3 semaines, soit 2 semaines pour l’étude préliminaire des procédés et
la rédaction des gammes préliminaire, avec 1 semaine de sécurité qui permettrait de faire la
transition entre l’étape 4 et l’étape 5. Donc cette étape s’est déroulée du lundi 28 Avril au
vendredi 23 mai.
L’étape 5 fut de concevoir l’outillage associé à la gamme de fabrication. Par manque
de repères, elle a été estimée à 3 semaines soit jusqu’au vendredi 30 mai avec une semaine de
transition, donc jusqu’au vendredi 6 juin. Pour cette étape, nous avons tenu compte que se
perfectionner au module surfacique du logiciel de Conception assistée par ordinateur Catia V5
été nécessaire.
Lors de l’étape 6, nous avons établi la gamme sous le logiciel Enterprise Resource
Planning de l’entreprise. Nous avions prévu 2 semaines pour cette étape, soit jusqu’au
vendredi 27 juin.
L’étape 7, a consisté à suivre la production et nous l’avions estimée à 9 semaines. De plus,
durant le mois d’août, la production est souvent ralentie. Donc nous l’avons finalement
estimée jusqu’au 15 Septembre.
II.2.3. Etape 3 : la mise en plan des pièces
Cette étape est importante puisque ces plans sont utilisés pour la validation des pièces
lors du contrôle, mais également pour valider la fabrication de la première pièce modèle qui
valide le réglage du processus. En d’autres termes, ces plans ne sont pas côtés avec une
démarche fonctionnelle mais avec une démarche de fabrication. Toutes les pièces du projet
sont des pièces de tôlerie, qui furent dessinée sur la planche à dessin lors de la conception de
l’avion. Donc les formes des pièces sont relativement simples (pas de forme avec des rayons
évolutifs).
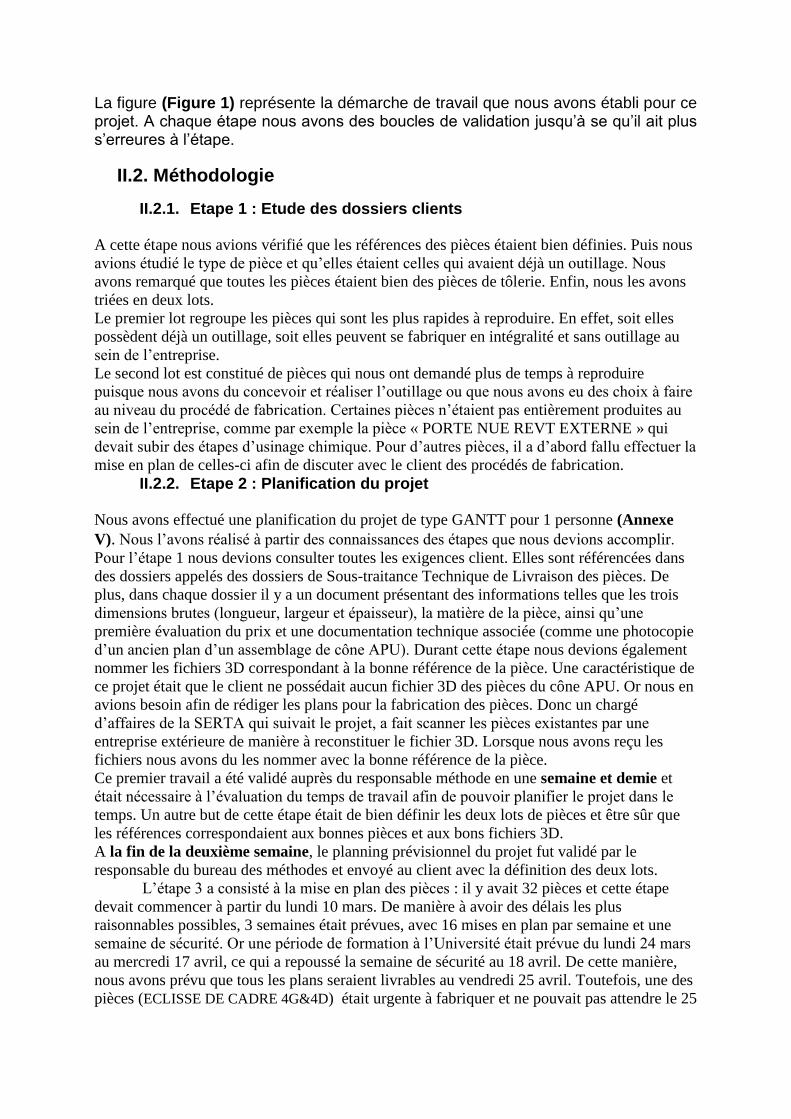
Par exemple lorsque la pièce a un pli, le rayon intérieur, l’angle et la longueur du pli
doivent être côtés (Figure 2). Ces côtes permettent de définir le bon outillage (le bon couple
poinçon/ matrice) pour le réglage de la machine de pliage, que se soit pour un pli ou un
soyage.
Figure 2 : Côtes importantes pour le pli
La principale difficulté de cette opération est que les pièces scannées étaient des pièces qui

avaient subi des déformations géométriques dues à plusieurs heures de vols. Par conséquent,
les fichiers 3D montraient des dérives de forme dues aux contraintes internes que possédaient
les pièces. Alors, avant de faire les mises en plan des pièces il a fallu vérifier la topologie des
pièces modélisées par le fichier 3D avec les exigences du client qui étaient définies dans le
dossier de Sous-traitance Technique de Livraison. Dans le cas où les fichiers 3D devaient être
modifiés la topologie des pièces devaient être recréée en utilisant le mode surfacique de Catia
tout en s’appuyant sur la surface scannée.
II.2.4. Etape 4 : Rédaction des Gammes « d’avant projet » de fabrication
des pièces
Cette étape a été une véritable enquête. Il fallu examiner les pièces et les outillages existants,
savoir s’ils pouvaient fonctionner et comment. Enfin il a fallu savoir si les procédés de
fabrication imaginés étaient réalisables dans l’entreprise.
Pour réussir cette enquête dans les temps, un tableau a été construit pour chaque pièce.
Chaque tableau a une entête constituée de la référence de la pièce, le nom, la matière, le
traitement thermique et la quantité de pièces à fabriquer. De plus, nous avons ajouté des
photos des outillages existants, une image du fichier 3D correspondant et nous avons établi
des processus de fabrication possibles pour ces pièces avec leur mise en position. Ce tableau a
permis de constituer un support de communication de manière à discuter de ces procédés avec
les préparateurs méthode et les chefs d’atelier, dans l’objectif de valider toutes les gammes
d’avant-projet.
II.2.5. Etape 5 : Etudes/conception outillages
Suite à la validation de la gamme, nous avons établi la conception de certains
outillages de fabrication comme des gabarits ou des masques pour l’usinage chimique. Nous
nous sommes servis du savoir faire de l’entreprise pour établir les outillages qui servent à la
fabrication des outillages.
II.2.6. Etape 6 : Suivre le processus de fabrication des pièces (Figure 3)
Une fois la gamme valide sous Hélios, les chargés de projets établissent le lancement d’ordre
de fabrication de la pièce. Il en résulte tout un calcul d’ordonnancement du lot de pièces parmi
l’ensemble des pièces produites par la SERTA, avec des contraintes de pièces prioritaires.
Après que le lancement de l’OF (Ordre de Fabrication) soit réalisé, il ne reste plus qu’à suivre
l’OF grâce au logiciel Hélios de l’entreprise.
Figure 3. Logiciel Hélios qui nous renseigne sur l’avancement de fabrication de la pièce

Cette outil nous permet de visualiser clairement l’état d’avancement de la pièce à
partir du moment où le suivi de l’avancement de l’OF est bien réalisé, au travers du pointage
par les ouvriers à chaque opération. L’avantage de cet outil est qu’il nous apporte un retour
d’expérience sur l’ensemble du projet. De plus, si nous complétons ces informations en allant
discuter avec les opérateurs du projet, nous développons un comportement d’amélioration en
continu de notre travail.
II.3. Matériels utilisés pour la réalisation des pièces du projet
Machine les plus utilisées dans ce projet sont la plieuse, la détoureuse, le four à traitement thermique et la conformeuse (Annexe VI)
L’outil CATIA :
CATIA (« Conception Assistée Tridimensionnelle Interactive Appliquée ») est un logiciel de
conception et de fabrication assistée par ordinateur (CFAO).
L’outil ERP Hélios :
L'ERP Hélios est un progiciel de gestion industrielle (PGI) gérant l'ensemble de la Supply
Chain de l'entreprise.
Maintenant que la description des méthodes et des outils utilisés durant ce projet a été faite,
nous allons passer à une démonstration plus détaillée du déroulement du projet en présentant
tout le processus de deux pièces représentatives de l’ensemble du projet.
III. Détail de la démarche de travail pour des pièces
représentatives du projet
La première pièce représente le premier lot de pièces pour lequel nous avons son fichier 3D et
son outillage associés. La deuxième pièce fait également partie du premier lot, puisque nous
avons son fichier 3D et un outillage associé, mais nous allons nous rendre compte que nous
avons besoin de réalisé d’autres outillages. Donc cette deuxième pièce est représentative du
second lot.
III.1. Première pièce qui a pour désignation « Pliage »
III.1.1. Etude de la pièce
Cette pièce (Figure 4) est réalisée grâce à un pli et un soyage. Ses perçages réservés puisque
ce sont des perçages de rivetage qui seront effectués lors de l’assemblage. De plus, nous
avons à notre disposition son outillage (Figure 5a). Nous remarquons que cet outillage
permet de réaliser le pli et le soyage par pliage en « Laminage » avec un maillet. Nous voyons
la matrice et le serre-flanc. En observant de plus près l’outillage (Figure 5b), nous voyons les
traces laissées par les pièces et nous remarquons que la pièce possède des oreilles afin de
maintenir la pièce contre l’outillage. Sa mise en position et son maintien sur l’outillage se
réalise grâce à 3 élements : la surface de contact entre l’outilllage et la pièce, les deux vis de
diamètre 6, et le maintien est assuré par le serrage de l’outillage contre la pièce avec un étau.
L’outillage en deux parties serre la pièce en « sandwiches » entre la partie matrice et le serre-
flanc. Puis, la pige de diamètre 4 est de détrompeur, pour aider l’opérateur à mettre la pièce
dans la bonne position sur l’outillage.

Figure 4 : Pièce de désignation « Pliage »
(a) (b) Figure 5 : Outillage de la pièce de désigantion « Pliage »
III.1.2. Mise en plan de la pièce.
(Annexe VII)
Nous avons réalisé le plan de la pièce. Ce document est important puisque c’est le document
de référence pour le contrôle et la fabrication de la pièce.
III.1.3. Rédaction de la gamme d’avant-projet (Figure 6)
Dans cette étape, nous élaborons une gamme d’avant de projet, qui nous permettra de discuter
par rapport à la meilleur gamme à choisir. Enfin, nous concevons la pièce brute sous CATIA
en utilisant notament la relation de la fibre neutre, afin de déterminer les dimensions du brut
capable qui sera fabriqué par détourage (Figure 7).
Suite à l’étude de réalisation de la pièce, nous rédigeons la gamme d’avant-projet, sur laquelle
est indiquée la démarche de fabrication globale (Figure 6).

Page
1
OBSERVATIONS
OUTILLAGE
Rédigé par : lsilva Ep: 1 mm
SCHEMA
Date : 13/05/2014 Protection: P60-A et F70-A
GAMME
Désignation : PLIAGE
Client : Dassault BIARRITZ
Matière: 2024 PL T3
N° Pièce : FGFB 581 800 027 A5
PIECE
lot: 1
1
2
3
0
0 DECOUPAGE
1 TOMBAGE DE BORDS
2 DETOURAGE(si besoin)
3 PIECE FINIE (sans les perçages)
15
3075
7
2xΦ6
Φ4
Figure 6 : la gamme d’avant-projet

(a) (b) Figure 7 : Brut capable
III.1.4. Processus de fabrication de la pièce
Une fois que la gamme d’avant-projet est validée nous rédigeons la gamme de façon
plus détaillé sous Hélios.
Pour cette pièce les phases sont décrites dans le tableau suivant (Tableau 1):
Opérations Descriptions
Phases 10 (Atelier tôlerie aéronautique) Poinçonnage/détourage.
Détourage de la pièce suivant le plan.
Phase 20 (Atelier tôlerie aéronautique)
Ajustage aéronautique.
Ebavurage de la pièce.
Phase 30 (Atelier de chaudronnerie aéronautique) Traitement thermique.
Suivant document de la Qualité
Phase 40 (Atelier de chaudronnerie aéronautique)
chaudronnerie aéronautique.
Réalisation du pli et du soyage de la pièce avec l’outillage de pli.
Phase 50 (Atelier de tôlerie aéronautique) Ajustage Aéronautique
Faire sauter les oreilles.
Phase 60 (Atelier de contrôle) Contrôle
Inspection dimensionnelle suivant une procédure précise.
Phase 70 (Atelier de Peinture) Peinture
Peinture et inspection de contrôle. Suivant document de la Qualité
Phase 80 Sortie Equipement Expédition
Marquage de la pièce à l’encre indélébile (avec recouvrement de
vernis) et inspection de contrôle.
Emballage et expédition.
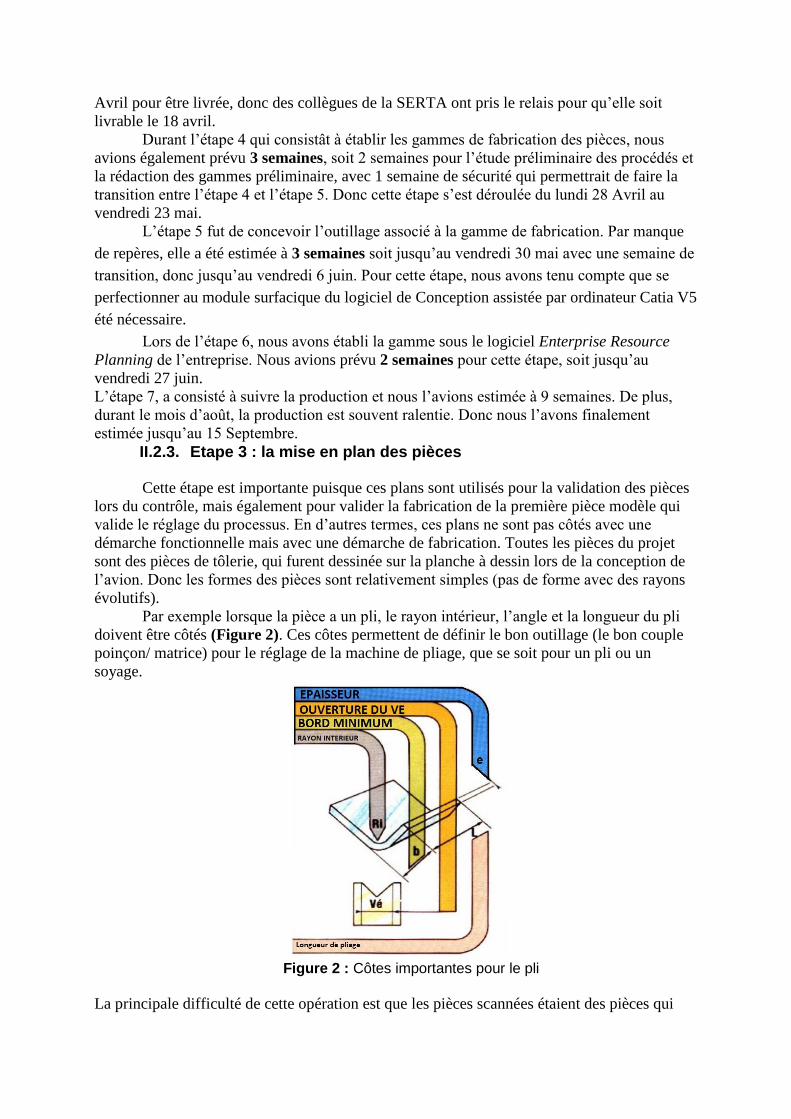
Tableau 1 : Synthèse de la gamme détaillée de la pièce Voici un extrait (Figure 8) de ce que lit un opérateur en phase 30 pour qu’il puisse effectuer
le traitement thermique de la pièce :
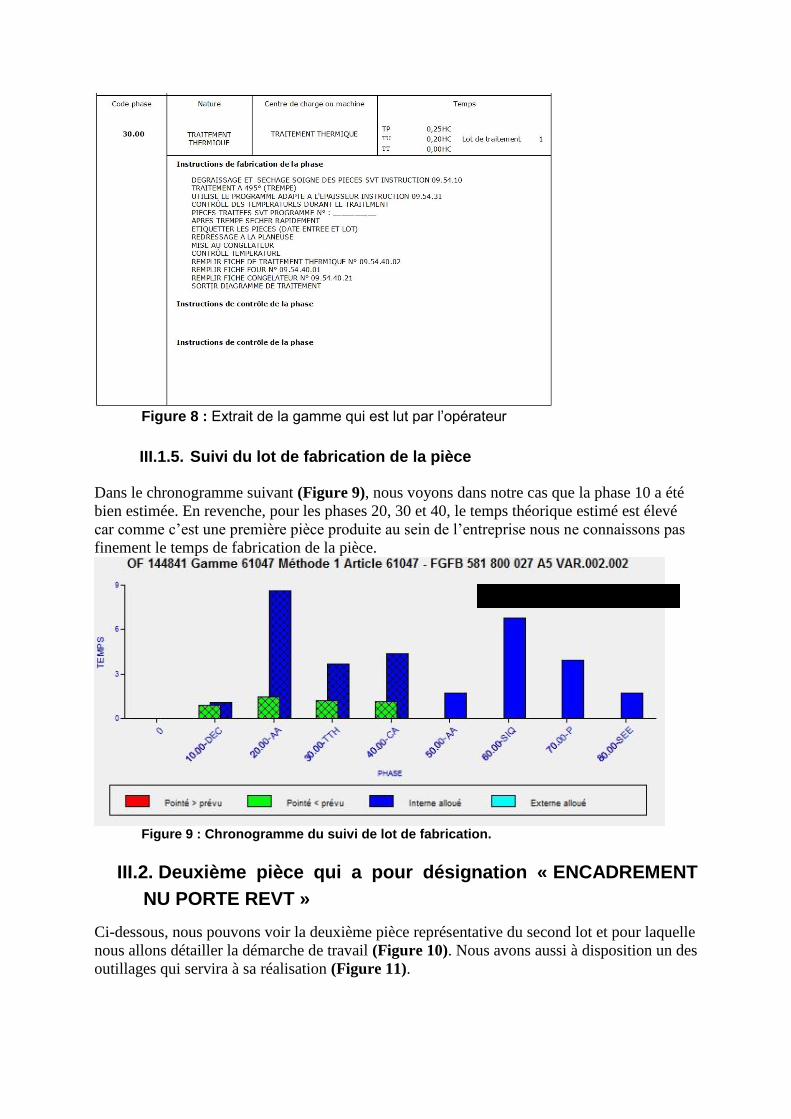
Figure 8 : Extrait de la gamme qui est lut par l’opérateur
III.1.5. Suivi du lot de fabrication de la pièce
Dans le chronogramme suivant (Figure 9), nous voyons dans notre cas que la phase 10 a été
bien estimée. En revenche, pour les phases 20, 30 et 40, le temps théorique estimé est élevé
car comme c’est une première pièce produite au sein de l’entreprise nous ne connaissons pas
finement le temps de fabrication de la pièce.
Figure 9 : Chronogramme du suivi de lot de fabrication.
III.2. Deuxième pièce qui a pour désignation « ENCADREMENT
NU PORTE REVT »
Ci-dessous, nous pouvons voir la deuxième pièce représentative du second lot et pour laquelle
nous allons détailler la démarche de travail (Figure 10). Nous avons aussi à disposition un des
outillages qui servira à sa réalisation (Figure 11).
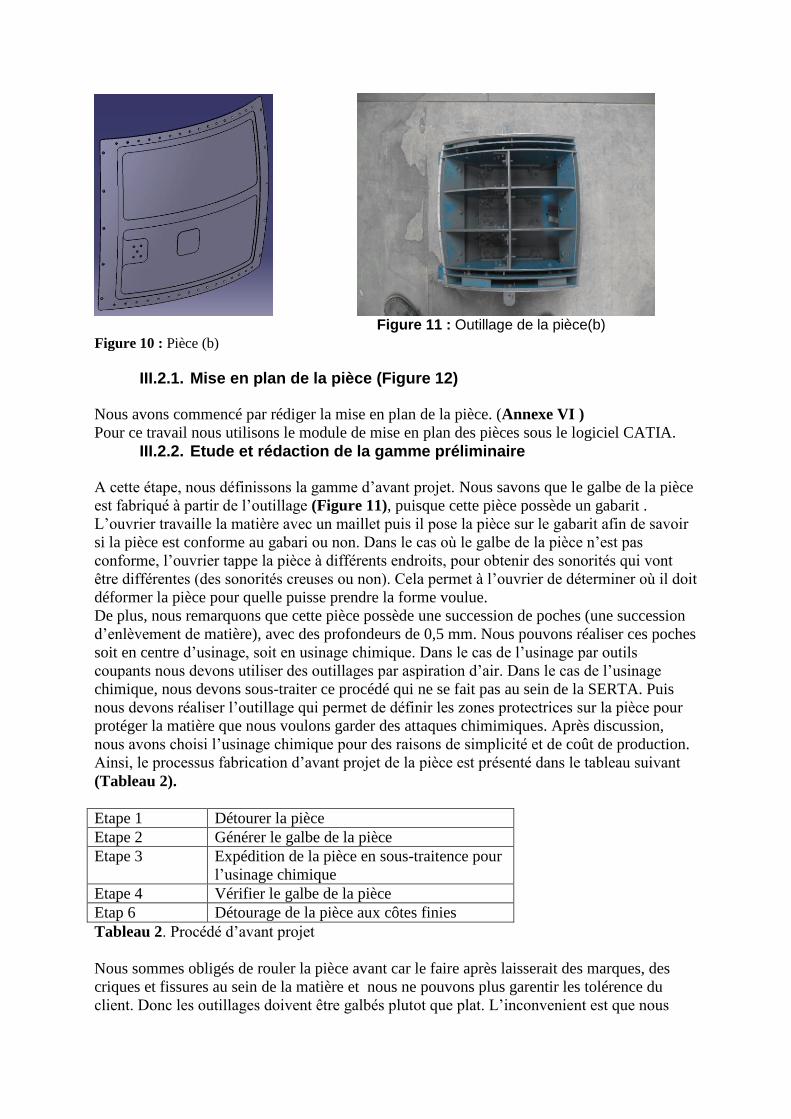
Figure 11 : Outillage de la pièce(b)
III.2.1. Mise en plan de la pièce (Figure 12)
Nous avons commencé par rédiger la mise en plan de la pièce. (Annexe VI )
Pour ce travail nous utilisons le module de mise en plan des pièces sous le logiciel CATIA.
III.2.2. Etude et rédaction de la gamme préliminaire
A cette étape, nous définissons la gamme d’avant projet. Nous savons que le galbe de la pièce
est fabriqué à partir de l’outillage (Figure 11), puisque cette pièce possède un gabarit .
L’ouvrier travaille la matière avec un maillet puis il pose la pièce sur le gabarit afin de savoir
si la pièce est conforme au gabari ou non. Dans le cas où le galbe de la pièce n’est pas
conforme, l’ouvrier tappe la pièce à différents endroits, pour obtenir des sonorités qui vont
être différentes (des sonorités creuses ou non). Cela permet à l’ouvrier de déterminer où il doit
déformer la pièce pour quelle puisse prendre la forme voulue.
De plus, nous remarquons que cette pièce possède une succession de poches (une succession
d’enlèvement de matière), avec des profondeurs de 0,5 mm. Nous pouvons réaliser ces poches
soit en centre d’usinage, soit en usinage chimique. Dans le cas de l’usinage par outils
coupants nous devons utiliser des outillages par aspiration d’air. Dans le cas de l’usinage
chimique, nous devons sous-traiter ce procédé qui ne se fait pas au sein de la SERTA. Puis
nous devons réaliser l’outillage qui permet de définir les zones protectrices sur la pièce pour
protéger la matière que nous voulons garder des attaques chimimiques. Après discussion,
nous avons choisi l’usinage chimique pour des raisons de simplicité et de coût de production.
Ainsi, le processus fabrication d’avant projet de la pièce est présenté dans le tableau suivant
(Tableau 2).
Etape 1 Détourer la pièce
Etape 2 Générer le galbe de la pièce
Etape 3 Expédition de la pièce en sous-traitence pour
l’usinage chimique
Etape 4 Vérifier le galbe de la pièce
Etap 6 Détourage de la pièce aux côtes finies
Tableau 2. Procédé d’avant projet
Nous sommes obligés de rouler la pièce avant car le faire après laisserait des marques, des
criques et fissures au sein de la matière et nous ne pouvons plus garentir les tolérence du
client. Donc les outillages doivent être galbés plutot que plat. L’inconvenient est que nous
Figure 10 : Pièce (b)
sommes obligés de re-galber la pièce après l’usinage chimique, puisque celui-ci va déformer
la pièce en libérant des contraintes internes.
(a) (b) (c)
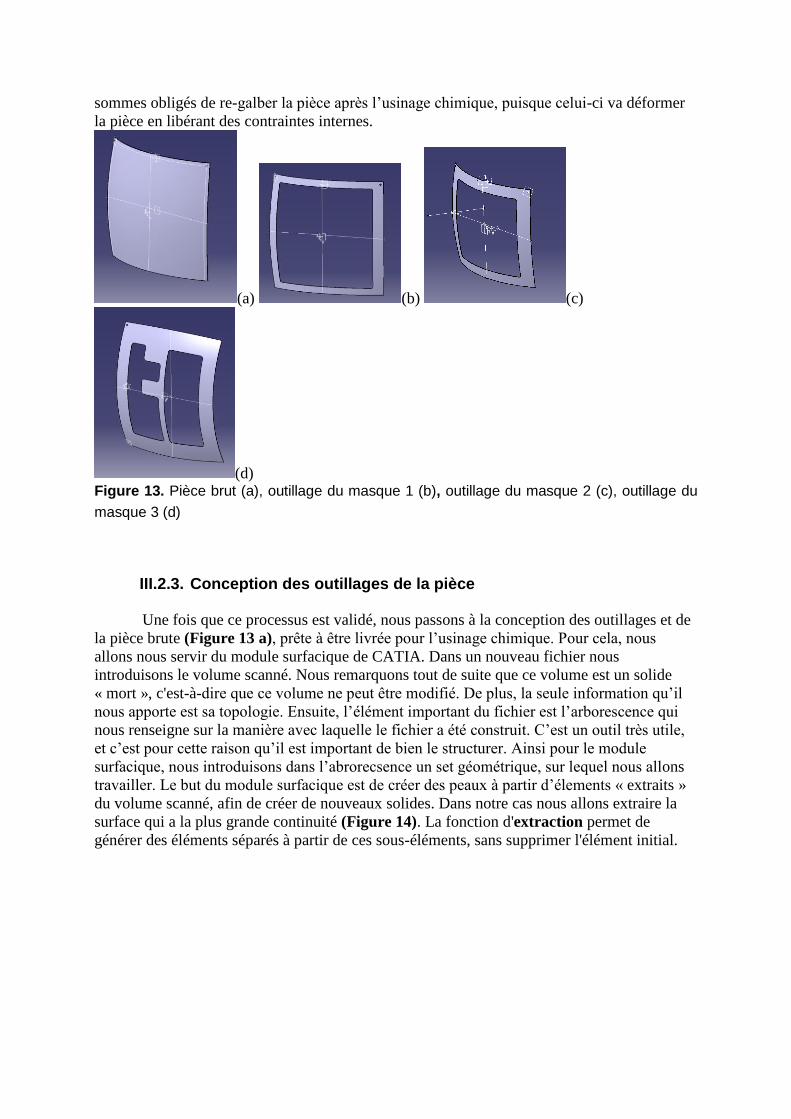
(d) Figure 13. Pièce brut (a), outillage du masque 1 (b), outillage du masque 2 (c), outillage du
masque 3 (d)
III.2.3. Conception des outillages de la pièce
Une fois que ce processus est validé, nous passons à la conception des outillages et de
la pièce brute (Figure 13 a), prête à être livrée pour l’usinage chimique. Pour cela, nous
allons nous servir du module surfacique de CATIA. Dans un nouveau fichier nous
introduisons le volume scanné. Nous remarquons tout de suite que ce volume est un solide
« mort », c'est-à-dire que ce volume ne peut être modifié. De plus, la seule information qu’il
nous apporte est sa topologie. Ensuite, l’élément important du fichier est l’arborescence qui
nous renseigne sur la manière avec laquelle le fichier a été construit. C’est un outil très utile,
et c’est pour cette raison qu’il est important de bien le structurer. Ainsi pour le module
surfacique, nous introduisons dans l’abrorecsence un set géométrique, sur lequel nous allons
travailler. Le but du module surfacique est de créer des peaux à partir d’élements « extraits »
du volume scanné, afin de créer de nouveaux solides. Dans notre cas nous allons extraire la
surface qui a la plus grande continuité (Figure 14). La fonction d'extraction permet de
générer des éléments séparés à partir de ces sous-éléments, sans supprimer l'élément initial.
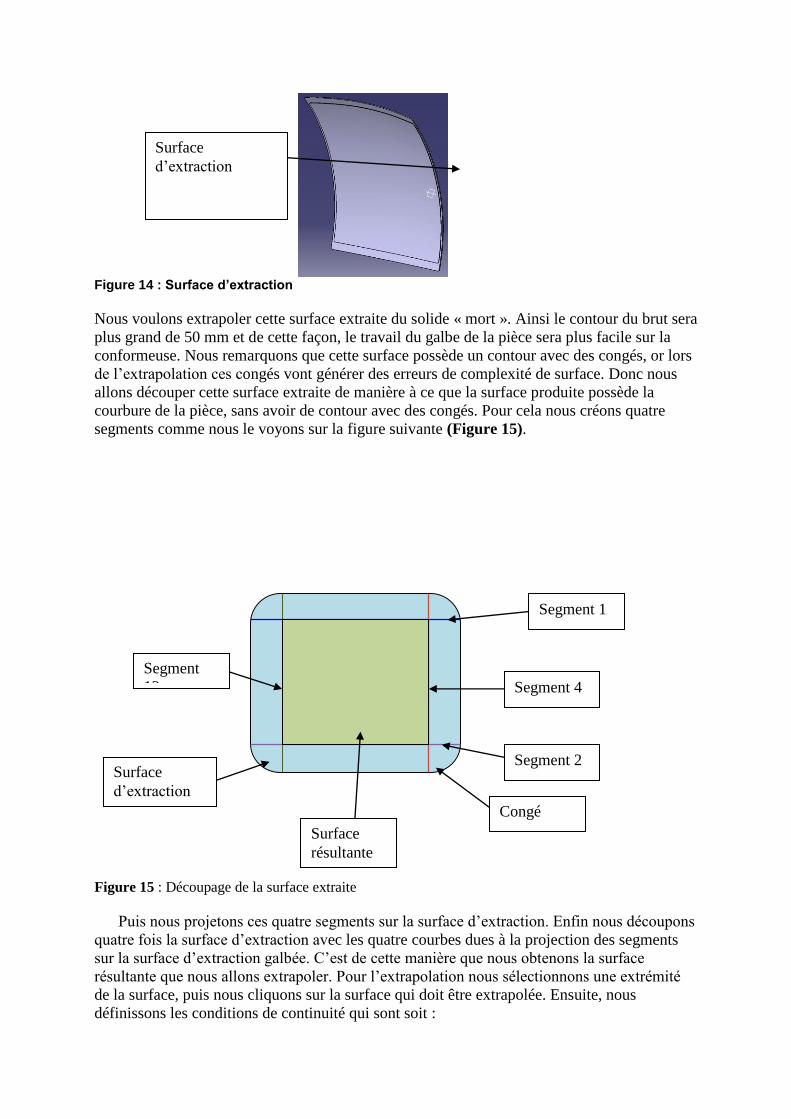
Figure 14 : Surface d’extraction
Nous voulons extrapoler cette surface extraite du solide « mort ». Ainsi le contour du brut sera
plus grand de 50 mm et de cette façon, le travail du galbe de la pièce sera plus facile sur la
conformeuse. Nous remarquons que cette surface possède un contour avec des congés, or lors
de l’extrapolation ces congés vont générer des erreurs de complexité de surface. Donc nous
allons découper cette surface extraite de manière à ce que la surface produite possède la
courbure de la pièce, sans avoir de contour avec des congés. Pour cela nous créons quatre
segments comme nous le voyons sur la figure suivante (Figure 15).
Figure 15 : Découpage de la surface extraite
Puis nous projetons ces quatre segments sur la surface d’extraction. Enfin nous découpons
quatre fois la surface d’extraction avec les quatre courbes dues à la projection des segments
sur la surface d’extraction galbée. C’est de cette manière que nous obtenons la surface
résultante que nous allons extrapoler. Pour l’extrapolation nous sélectionnons une extrémité
de la surface, puis nous cliquons sur la surface qui doit être extrapolée. Ensuite, nous
définissons les conditions de continuité qui sont soit :
Surface
d’extraction
Segment 1
Segment 2
Segment 4
Segment
13
Congé
Surface
d’extraction
Surface
résultante
La condition de tangence : le sens d'extrapolation est tangent à la courbe de l'extrémité
sélectionnée.
La condition de courbure : le sens d'extrapolation est conforme à la courbure de la
courbe sélectionnée.
Dans notre cas nous choisissons des conditions de continuité de courbure, puisque nous
voulons que l’extrapolation conserve la courbure de la pièce. Ensuite, nous devons définir la
longueur d’extrapolation. Dans notre cas nous paramétrons 100 mm, car nous allons découper
la forme une fois que l’élément sera solide. Pour finir, nous devons définir les conditions aux
extrémités :
Soit Tangente : les sens d'extrapolation sont tangents aux bords adjacents à la
frontière de la surface.
Soit Normale : les sens d'extrapolation sont normaux par rapport à la frontière
d'origine de la surface.
Dans notre cas nous choisissons des conditions aux extrémités tangentes. Nous faisons cela
pour les quatre côtés de la surface et nous avons la surface qui est extrapolée. Nous nommons
cette surface dans le set géométrique « surface de référence ». Maintenant, nous pouvons
créer un solide avec cette surface. Pour cela nous devons revenir dans le module « Part
solide » de CATIA, et plus précisément dans le set géométrique. Dans le module « Part
solide », nous avons une fonction surface épaisse, qui créer de l’épaisseur à partir d’une
surface ou d’une peau. De plus, la pièce brute est plus grande de 50 mm par rapport aux bords
de la pièce finie. Or notre extrapolation était de 100 mm par rapport à chaque bord. Donc il
est nécessaire de découper notre solide brut. Pour cela, nous créons quatre plans parallèles et
distants de 50 mm aux surfaces d’extrémités de la pièce finie. Maintenant, nous pouvons
découper le solide créé à partir de la fonction « coupe » avec les quatre plans construits
précédemment. Pour finir, nous réalisons deux perçages d’un diamètre de 6 mm pour
positionner les outillages afin d’enduire la pièce d’une patte qui servira de masque protecteur
contre l’acide durant l’usinage chimique.
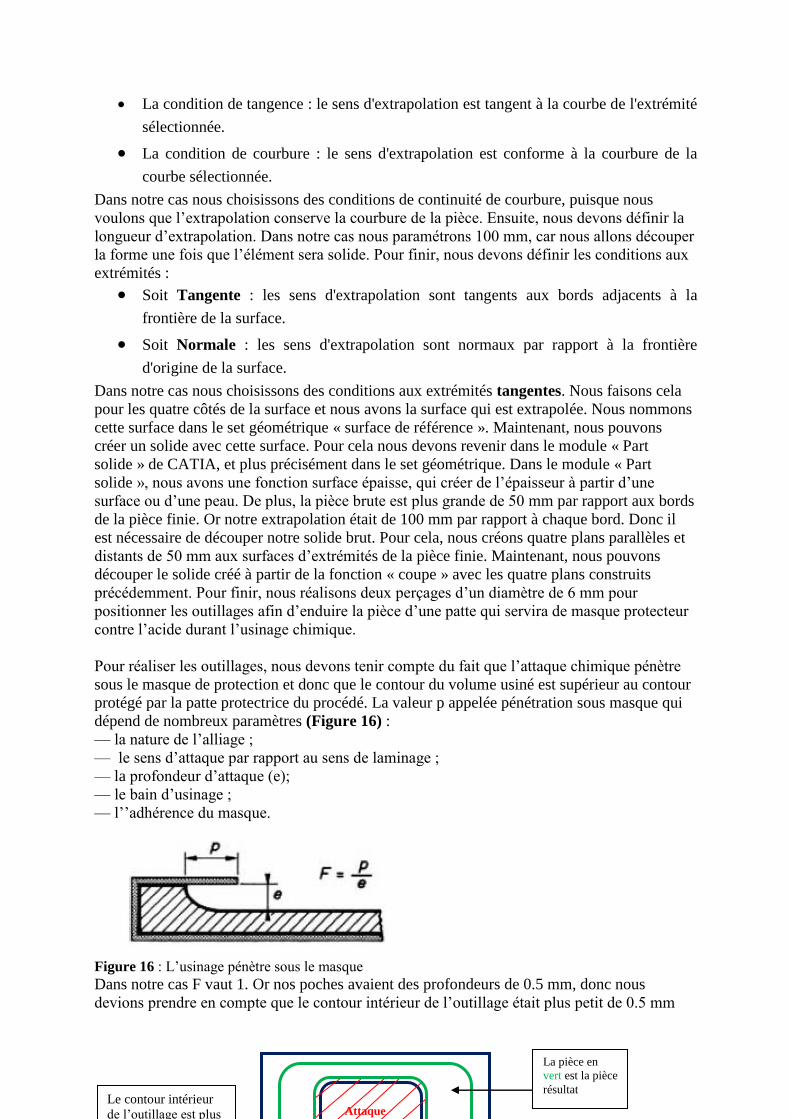
Pour réaliser les outillages, nous devons tenir compte du fait que l’attaque chimique pénètre
sous le masque de protection et donc que le contour du volume usiné est supérieur au contour
protégé par la patte protectrice du procédé. La valeur p appelée pénétration sous masque qui
dépend de nombreux paramètres (Figure 16) :
— la nature de l’alliage ;
— le sens d’attaque par rapport au sens de laminage ;
— la profondeur d’attaque (e);
— le bain d’usinage ;
— l’’adhérence du masque.
Figure 16 : L’usinage pénètre sous le masque
Dans notre cas F vaut 1. Or nos poches avaient des profondeurs de 0.5 mm, donc nous
devions prendre en compte que le contour intérieur de l’outillage était plus petit de 0.5 mm
Attaque
Chimique
La pièce en
vert est la pièce
résultat Le contour intérieur
de l’outillage est plus

vers l’intérieur. (Figure 17)
IV. Résultats
IV.1. Etude du suivi de fabrication
Nous allons faire l’analyse de l’état d’avancement du projet à la semaine S 34
(Annexe 89) donc nous avons fait le résumé dans les deux tableaux suivants :
Tableau 3 : Etat d’avancement de fabrication des pièces du 1er lot:
Désignation Référence Etat d’avancement
Nervure de porte 11 En cours de fabrication
PLIAGE 12 En cours de fabrication
COLLERETTEC4 13 OF Fait
ECLISSE DE CADRE
4G&4D
14 OF Fait
CARENAGE HAUTE
PRESSION
15 OF Fait
GOUTTIERE 16 OF lancé
ECLISSE INFERIEURE 17 OF lancé
ECLISSE SUPERIEURE 18 OF lancé
EMBOUT BOURRELET 19 OF lancé
PLAQUETTE DE
RENFORT
20 Manque stock matière
ENCADREMENT NU
PORTE REVT
21 OF lancé
Figure 17 : Contour intérieur de l’outillage

Tableau 4 : Etat d’avancement de fabrication des pièces du 2ème lot:
Désignation Référence Etat d’avancement
RAIDISSEUR 31 OF non lancé
CORNIERE AVANT 32 OF non lancé
NERVURE SUP DROITE 33 OF non lancé
½ SEMELLE SUP
GAUCHE
34 En cours de fabrication
½ SEMELLE SUP DROITE 35 OF non lancé
SERRE JOINT 36 OF non lancé
½ CADRE 5 GAUCHE
NACELLE
37 OF non lancé
½ CADRE GAUCHE
INFERIEUR
38 OF non lancé
CALE DE FERRURE 39 OF non lancé
ECLISSE DE CADRE 5 40 OF non lancé
ECLISSE 41 OF non lancé
PLATINE EQ 42 OF non lancé
Ces deux tableaux (Tableau 3), (Tableau 4) représentent la synthèse de l’Annexe 89. Ces
tableaux sont des synthèses car ils n’y a pas les pièces symétriques de citées.
Dans le premier tableau, nous observons que trois pièces ont été faites, deux sont en-
cours de fabrication, et cinq sont en cours de lancement. Une pièce (référence : 20) a été
lancée mais il manque la matière au débit.
Dans le deuxième tableau, nous constatons qu’une pièce est en-cours de fabrication et que
onze pièces sont en-cours de lancement.
L’une des raisons de cette irrégularité dans l’état d’avancement des pièces est que certaines
d’entre elles étaient prioritaires comme la pièce « CARENAGE HAUTE PRESSION ».
D’autres pièces de ce 2ème lot étaient plus simples à produire, mais elles ont pris du retard
parce que tout le lot devait être validé au même moment. Enfin la principale raison est qu’il a
fallu beaucoup apprendre dans les ateliers et au sein de l’entreprise pour avoir des
automatismes, et c’est justement ce manque d’expérience qui a causé des retards.
IV.2. Comparaison des délais théoriques et réels
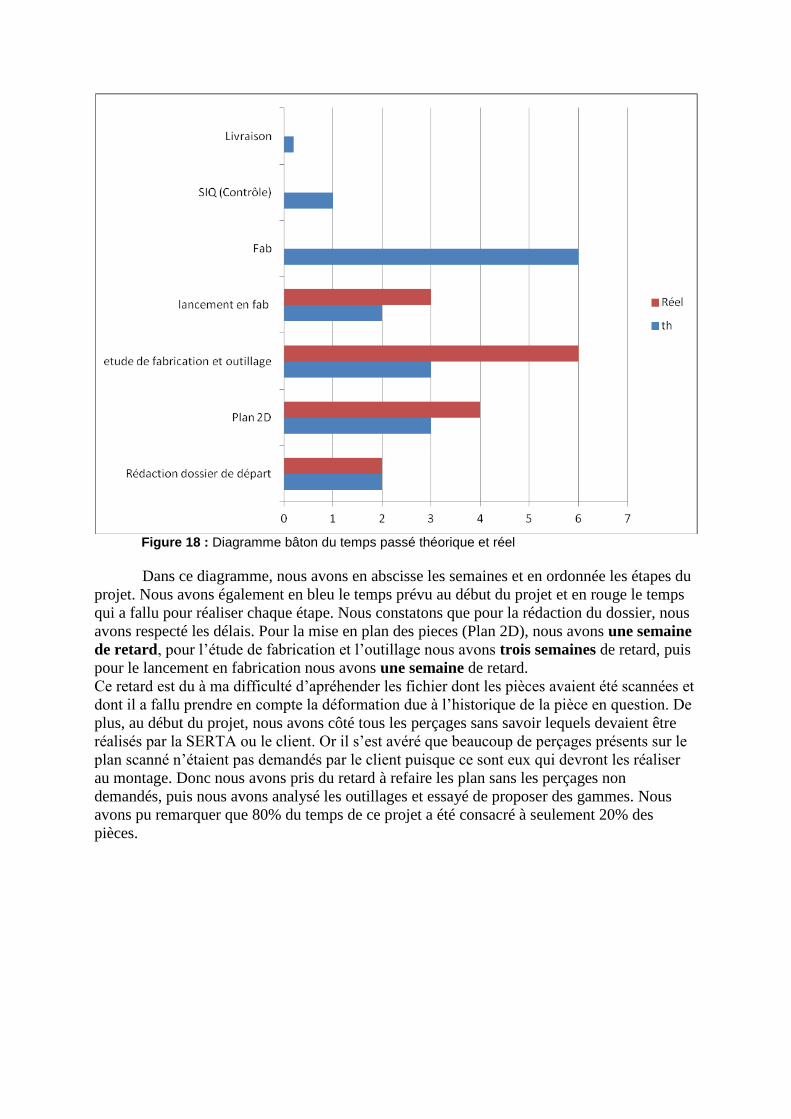
Figure 18 : Diagramme bâton du temps passé théorique et réel
Dans ce diagramme, nous avons en abscisse les semaines et en ordonnée les étapes du
projet. Nous avons également en bleu le temps prévu au début du projet et en rouge le temps
qui a fallu pour réaliser chaque étape. Nous constatons que pour la rédaction du dossier, nous
avons respecté les délais. Pour la mise en plan des pieces (Plan 2D), nous avons une semaine
de retard, pour l’étude de fabrication et l’outillage nous avons trois semaines de retard, puis
pour le lancement en fabrication nous avons une semaine de retard.
Ce retard est du à ma difficulté d’apréhender les fichier dont les pièces avaient été scannées et
dont il a fallu prendre en compte la déformation due à l’historique de la pièce en question. De
plus, au début du projet, nous avons côté tous les perçages sans savoir lequels devaient être
réalisés par la SERTA ou le client. Or il s’est avéré que beaucoup de perçages présents sur le
plan scanné n’étaient pas demandés par le client puisque ce sont eux qui devront les réaliser
au montage. Donc nous avons pris du retard à refaire les plan sans les perçages non
demandés, puis nous avons analysé les outillages et essayé de proposer des gammes. Nous
avons pu remarquer que 80% du temps de ce projet a été consacré à seulement 20% des
pièces.

Conclusion
Professionnelle.
L’objectif du projet était de fabriquer des pièces du cône APU d’avion d’affaire, en
respectant les exigences du client et les délais. En ce qui concerne les exigences du client,
nous les avons respectées. En revanche, nous avons accumulé un important retard de trois à
quatre semaines. Cependant, le client nous a accordé un délai supplémentaire compte tenu de
la complexité du projet. Nous avons débuté ce projet sur des fichiers scannés qui ont apporté
des erreurs de compréhension et des erreurs de choix de fabrication. En effet les pièces de
références sur lesquelles nous nous sommes appuyés, étaient des éléments prélevés sur un
avion fonctionnel. De ce fait, ces pièces avaient subi des cycles de déformation, et lorsqu’elles
furent scannées leurs géométries avaient été modifiées suite à la libération des contraintes
internes. De plus, ces pièces représentaient une grande diversité de procédés (chaudronnerie,
tôlerie et soudage). Nous avons mis en place des verrous de sécurité (verrou de mise en plan,
démarche de gamme d’avant-projet et de gamme détaillée) afin d’être sûr d’éliminer toutes les
erreurs après la fabrication de la première pièce test.
En contrepartie le client nous a imposé de respecter des dates de livraison pour des
pièces prioritaires que nous avons honorées.
Personnelle. Cette période en apprentissage a été une très bonne première expérience
professionnelle. J’ai eu l’opportunité de travailler dans plusieurs secteurs d’activité dont
l’usinage (machines conventionnelles et centres d’usinage) et dans le bureau des méthodes
« méthodes et préparation » en tant que préparateur de gammes de production (mise en plan,
conception d’outillage et processus de fabrication). J’ai également réalisé ce travail pour les
secteurs de chaudronnerie, de soudage et de tôlerie.
Durant cette dernière année, j’ai mené le projet du cône APU de manière autonome, de l’étude
du cahier des charges jusqu’à l’expédition des premières pièces réalisées. J’ai dû affronter les
aléas de la production (pannes de machines), de la pression du client et pour remédier à cela,
j’ai compris qu’il fallait mettre en place une démarche de travail simple et claire. J’ai
grandement appris de mes erreurs et grâce à la complexité du projet j’ai acquis des notions
importantes pour savoir comment réagir face à un problème.
Table des matières des Annexes
Annexe I : L’avion d’affaire ............................................................................................... 24
Annexe II : Enveloppe du cône APU ............................................................................... 25
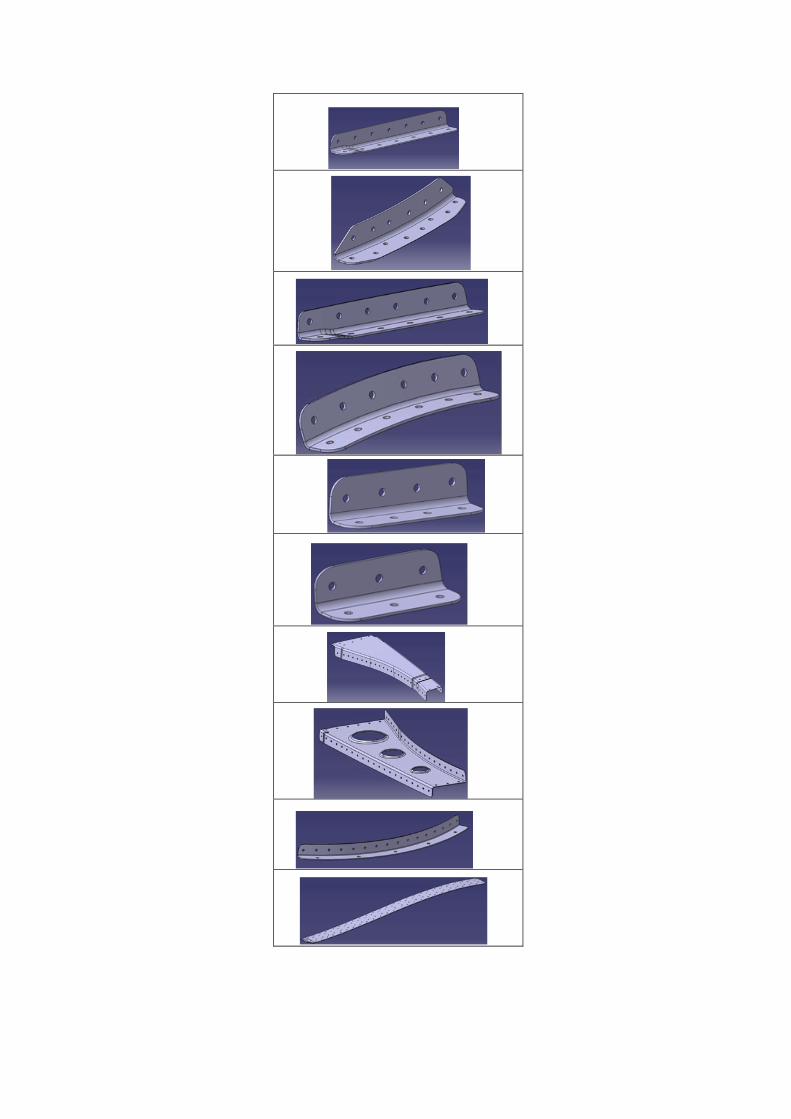
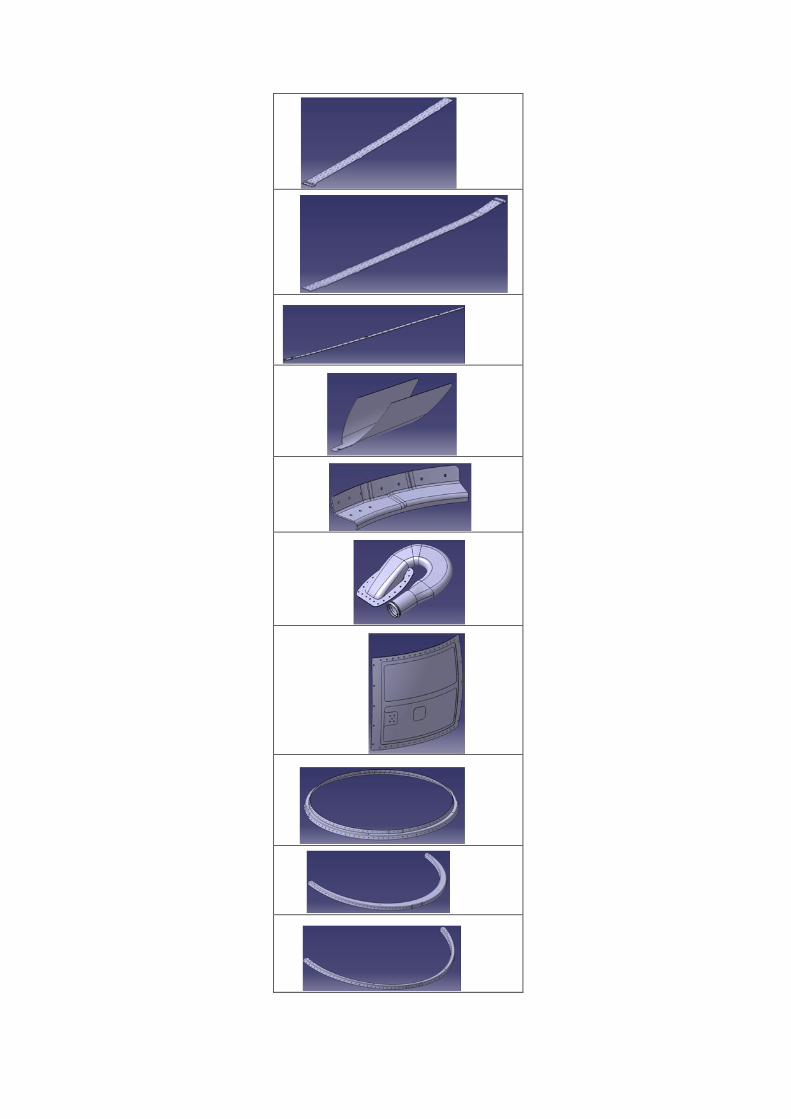
Annexe III : Liste des pièces scannées du cône APU ..................................................... 26
Annexe IV : Présentation des deux lots de pièces .......................................................... 30
Annexe V : Diagramme de GANTT du projet ................................................................... 32
Annexe VI : Machines et technologies utilisées dans
l’entreprise pour le projet ................................................................................................. 34
Annexe VII : Plan de la pièce qui a pour désignation « pliage » .................................... 37

Annexe VIII : Plan pièce qui a pour désignation « ENCADREMENT NU PORTE
REVT » .............................................................................................................................. 38
Annexe IX : Etat d’avancement pour chaque pièces ...................................................... 40

Annexe I : L’avion d’affaire
Annexe II : Enveloppe du cône APU
Cône APU

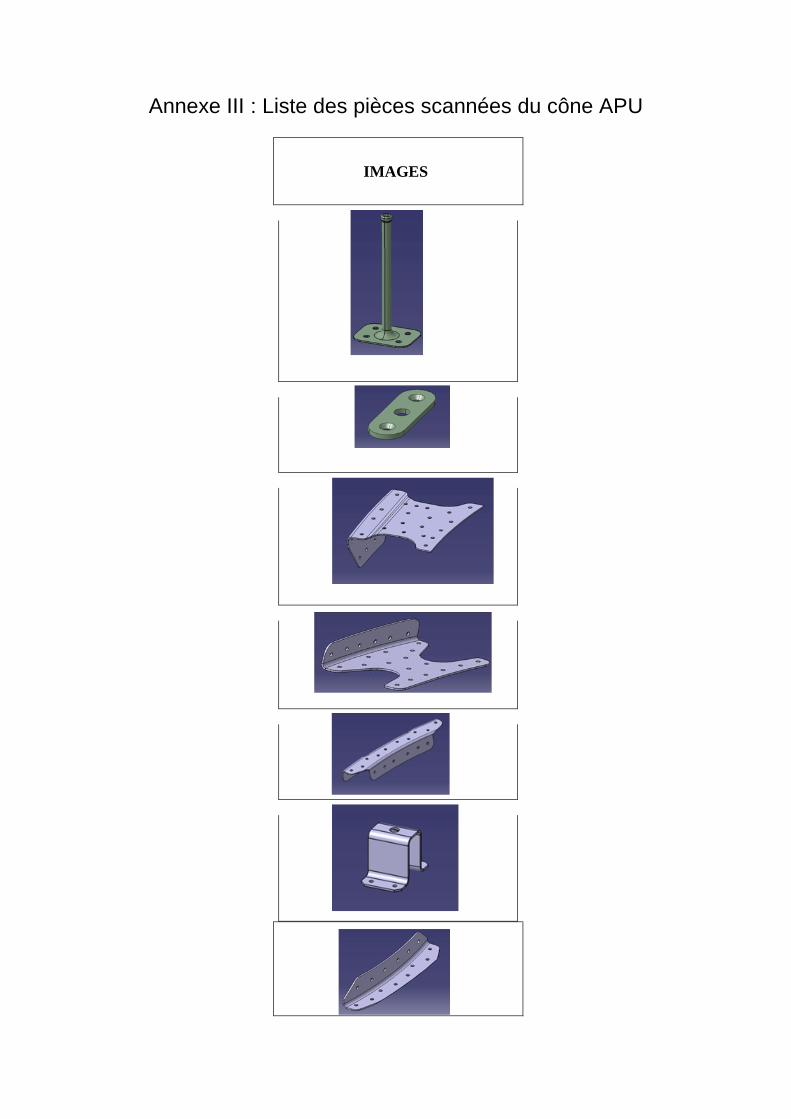
Annexe III : Liste des pièces scannées du cône APU
IMAGES

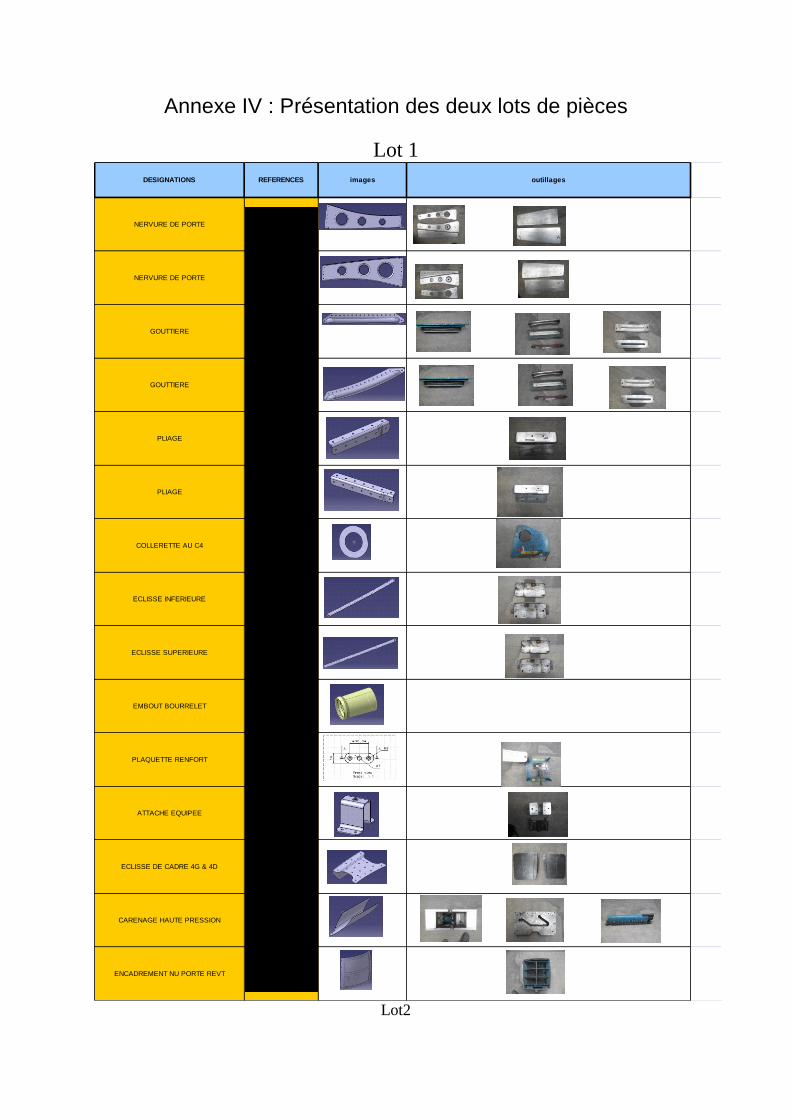
Annexe IV : Présentation des deux lots de pièces
Lot 1
DESIGNATIONS REFERENCES images outillages
NERVURE DE PORTE FGFB 581 800 001 A4
NERVURE DE PORTE FGFB 581 800 003 A4
GOUTTIERE FGFB 581 800 021 A1
GOUTTIERE FGFB 581 800 022 A1
PLIAGE FGFB 581 800 025 A1
PLIAGE FGFB 581 800 027 A5
COLLERETTE AU C4 FGFB 581 800 035 A5
ECLISSE INFERIEURE FGFB 581 800 036 A4
ECLISSE SUPERIEURE FGFB 581 800 037 A4
EMBOUT BOURRELET FGFB 581 800 482 A1
PLAQUETTE RENFORT FGFB 581 804 011 A1
ATTACHE EQUIPEE FGFB 581 804 020 A5
ECLISSE DE CADRE 4G & 4D FGFB 581 804 005 A5
CARENAGE HAUTE PRESSION FGFB 581 410 012 A1
ENCADREMENT NU PORTE REVT FGFB 581 801 451 A1
Lot2
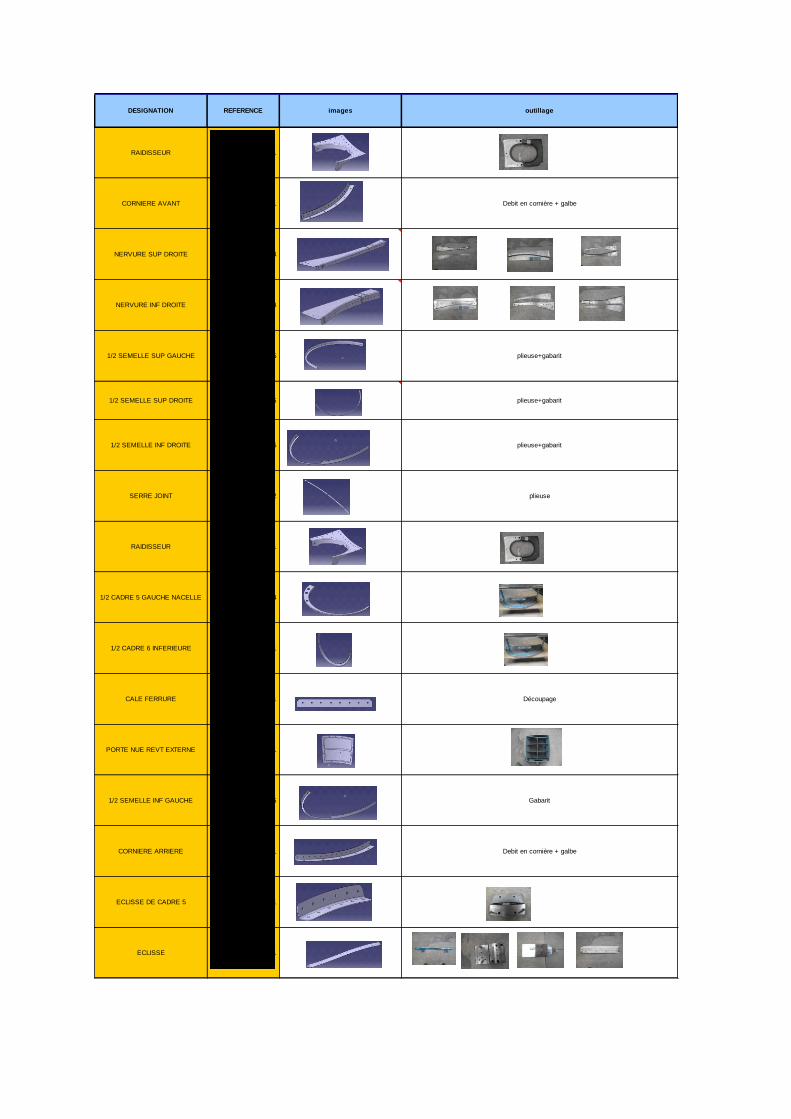
DESIGNATION REFERENCE images outillage
RAIDISSEUR FGFB 581 800 009 A1
CORNIERE AVANT FGFB 581 800 445 A1 Debit en cornière + galbe
NERVURE SUP DROITE FGFB 582 800 005 A4
NERVURE INF DROITE FGFB 582 800 007 A4
1/2 SEMELLE SUP GAUCHE FGFB 581 804 002 A5 plieuse+gabarit
1/2 SEMELLE SUP DROITE FGFB 582 804 002 A5 plieuse+gabarit
1/2 SEMELLE INF DROITE FGFB 582 804 004 A5 plieuse+gabarit
SERRE JOINT FGFB 581 200 057 A2 plieuse
RAIDISSEUR FGFB 582 800 009 A1
1/2 CADRE 5 GAUCHE NACELLE FGFB 581 805 001 A4
1/2 CADRE 6 INFERIEURE FGFB 581 806 003 A1
CALE FERRURE FGFB 581 800 018 A1 Découpage
PORTE NUE REVT EXTERNE FGFB 581 801 461 A1
1/2 SEMELLE INF GAUCHE FGFB 581 804 004 A5 Gabarit
CORNIERE ARRIERE FGFB 581 800 446 A1 Debit en cornière + galbe
ECLISSE DE CADRE 5 FGFB 581 805 005 A1
ECLISSE FGFB 581 807 016 A1

Annexe V : Diagramme de GANTT du projet
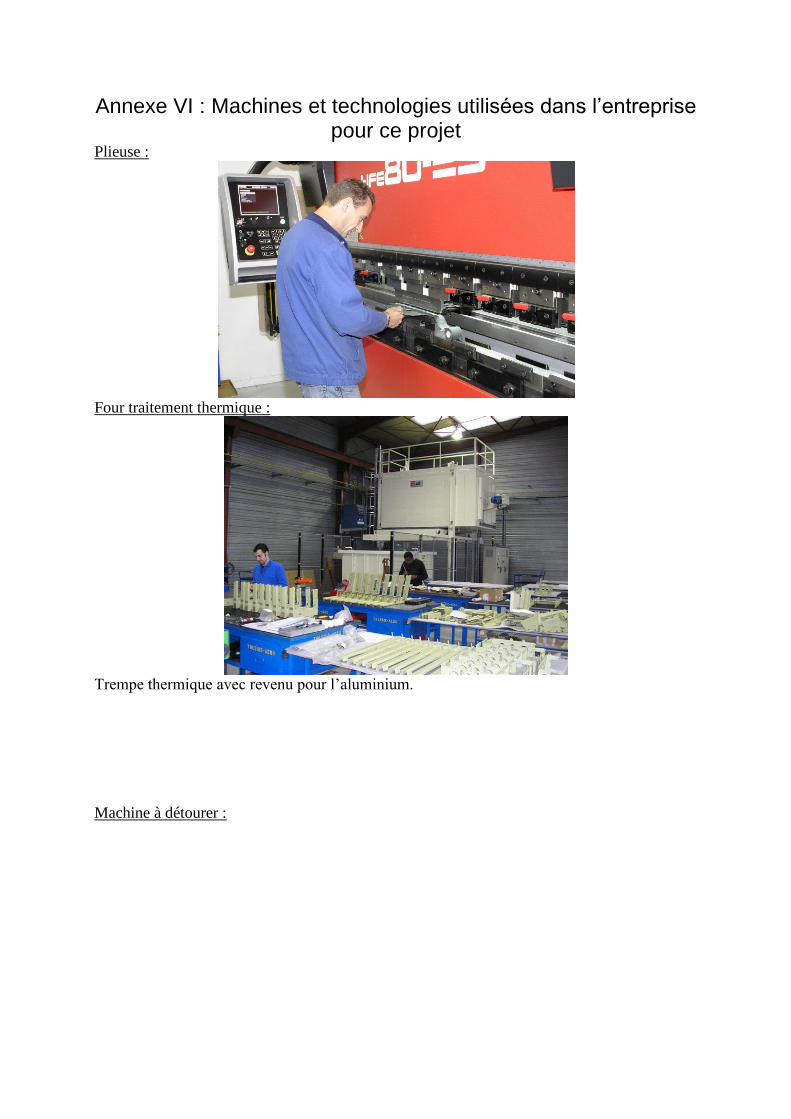
Annexe VI : Machines et technologies utilisées dans l’entreprise pour ce projet
Plieuse :
Four traitement thermique :
Trempe thermique avec revenu pour l’aluminium.
Machine à détourer :

Maillet :
Le maillet, composé d'un manche et d'une tête symétrique, se distinguant de la masse et du marteau par le matériau dont est constituée cette tête : traditionnellement en bois, mais aussi en caoutchouc, plastique, etc. Cette particularité lui permet de percuter et de pénétrer dans le matériau travaillé sans onde de choc perturbatrice. Batte à planer plat (1) et Marteau à postillon (2):
(1) (2) Outils pour le planage final des surfaces travaillées de la pièce.
Conformeuse :

Machine de contrôle Tridimensionnelle :
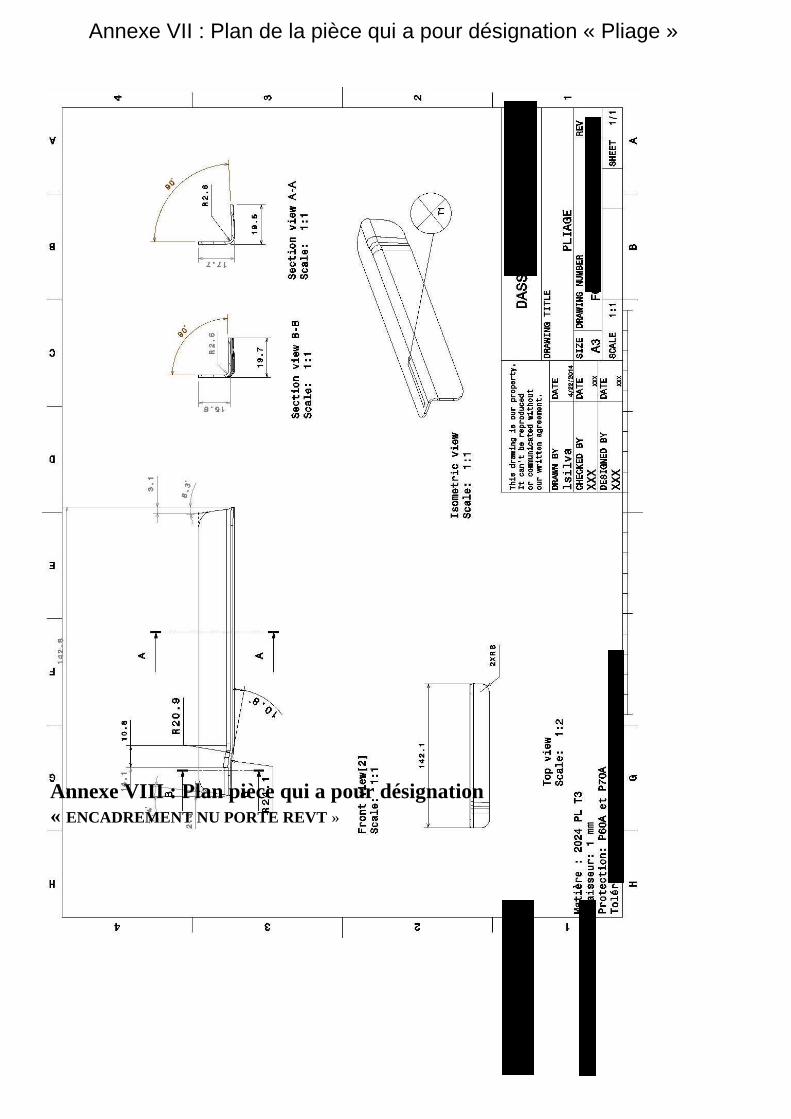
Annexe VII : Plan de la pièce qui a pour désignation « Pliage »
Annexe VIII : Plan pièce qui a pour désignation
« ENCADREMENT NU PORTE REVT »

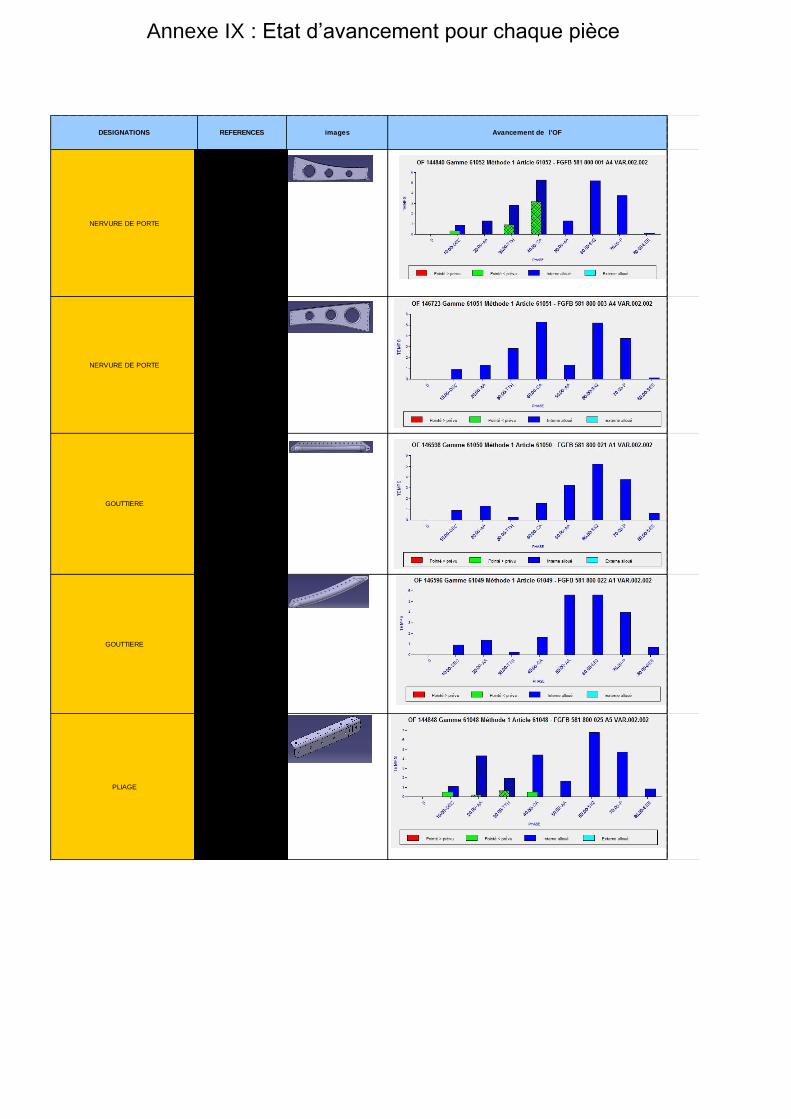
Annexe IX : Etat d’avancement pour chaque pièce
DESIGNATIONS REFERENCES images Avancement de l'OF
NERVURE DE PORTE FGFB 581 800 001 A4 Au débit
NERVURE DE PORTE FGFB 581 800 003 A4
GOUTTIERE FGFB 581 800 021 A1
GOUTTIERE FGFB 581 800 022 A1
PLIAGE FGFB 581 800 025 A1
DESIGNATIONS REFERENCES images Avancement de l'OF
PLIAGE FGFB 581 800 027 A5
COLLERETTE AU C4 FGFB 581 800 035 A5
Pièce terminé le 05/05/2014
ECLISSE INFERIEURE FGFB 581 800 036 A4
ECLISSE SUPERIEURE FGFB 581 800 037 A4
EMBOUT BOURRELET FGFB 581 800 482 A1
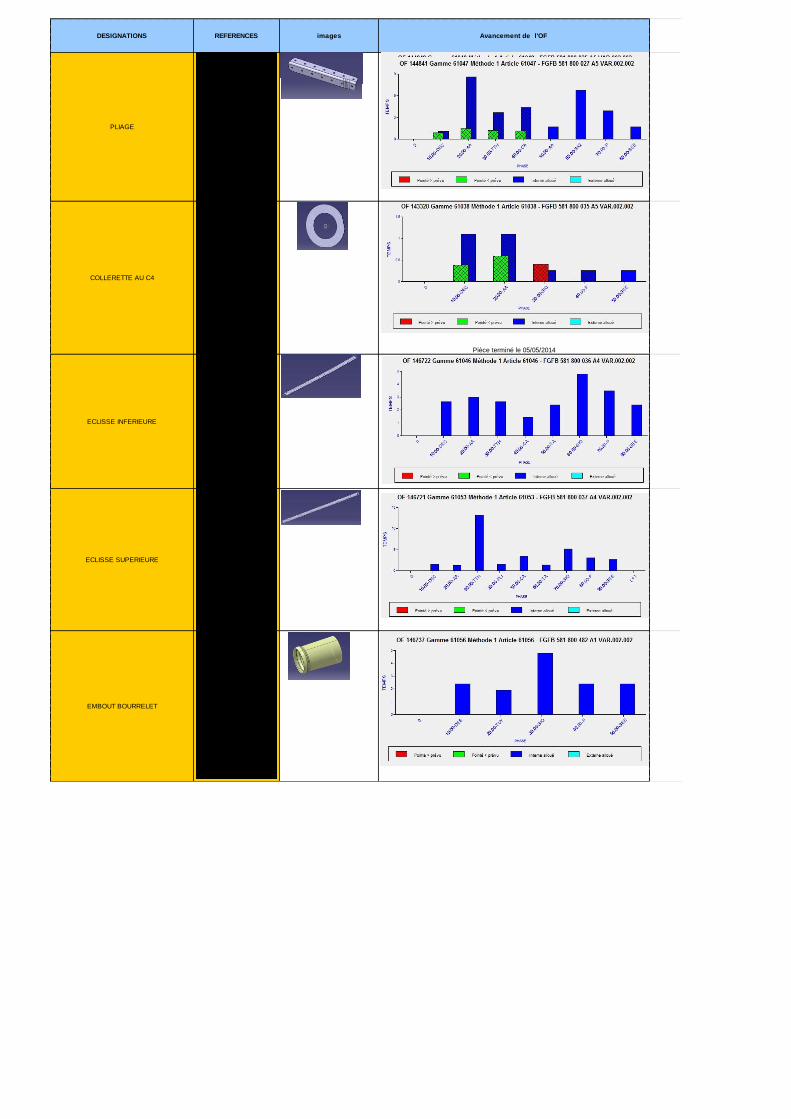
DESIGNATIONS REFERENCES images Avancement de l'OF
PLAQUETTE RENFORT FGFB 581 804 011 A1
ATTACHE EQUIPEE FGFB 581 804 020 A5
ECLISSE DE CADRE 4G & 4D FGFB 581 804 005 A5
Pièce terminé le 05/05/2014
CARENAGE HAUTE PRESSION FGFB 581 410 012 A1
Pièce terminé le 05/05/2014
ENCADREMENT NU PORTE REVT FGFB 581 801 451 A1
En cours de lancement

DESIGNATION REFERENCE images Avancement de l'OF
RAIDISSEUR FGFB 581 800 009 A1 En cours de lancement
CORNIERE AVANT FGFB 581 800 445 A1
NERVURE SUP DROITE FGFB 582 800 005 A4 En cours de lancement
NERVURE INF DROITE FGFB 582 800 007 A4 En cours de lancement
1/2 SEMELLE SUP GAUCHE FGFB 581 804 002 A5
1/2 SEMELLE SUP DROITE FGFB 582 804 002 A5 En cours de lancement
1/2 SEMELLE INF DROITE FGFB 582 804 004 A5 En cours de lancement
SERRE JOINT FGFB 581 200 057 A2 En cours de lancement

DESIGNATION REFERENCE images Avancement de l'OF
RAIDISSEUR FGFB 582 800 009 A1 En cours de lancement
1/2 CADRE 5 GAUCHE NACELLE FGFB 581 805 001 A4 En cours de lancement
1/2 CADRE 6 INFERIEURE FGFB 581 806 003 A1 En cours de lancement
CALE FERRURE FGFB 581 800 018 A1 En cours de lancement
PORTE NUE REVT EXTERNE FGFB 581 801 461 A1 En cours de lancement
1/2 SEMELLE INF GAUCHE FGFB 581 804 004 A5
CORNIERE ARRIERE FGFB 581 800 446 A1
ECLISSE DE CADRE 5 FGFB 581 805 005 A1 En cours de lancement
ECLISSE FGFB 581 807 016 A1 En cours de lancement
PLATINE EQ FGFB 581 801 457
Platine EQ (art.66726)
est composée de deux pièce fille :
Le tube (art.66728)
la platine (art.66727) Pour l' article 66726 le stock matière n'es pas encore livré
Résumé
Au sein de l’entreprise SERTA Aerospace & Defence, j’ai intégré le service de préparation et méthode.
Le travail confié était d’établir la documentation nécessaire pour la production des pièces du cône APU,
pour un client. Pour honorer se travail, il a été indispensable de mettre en place une démarche de projet
et de la planifier suivant les étapes suivantes : l’étude des dossiers clients, la planification du projet, la
mises en plan des pièces, l’établissement de sa gamme de fabrication, concevoir l’outillage associé à
cette gamme, et suivre le processus de fabrication des pièces.
En reprenant ce projet une liste d’outillages nous a été fournie par le client, et en ce qui concerne
les plans de définition, il a fallu scanner les pièces existantes sur un avion opérationnel. Grâce à ce
procédé nous avons pu redéfinir tous les plans et processus de fabrication pour chaque référence de
pièce, et avec le logiciel de gestion de planification de l’entreprise, j’ai pu suivre l’évolution du projet
dans son intégralité.
Summary Within the company SERTA Aerospace & Defense, I joined the preparation and method service. My
work was to prepare the necessary documentation for the production of APU cone parts of aircraft for a
customer. To honor to work, it was essential to set up a project approach and plan the following steps:
study client files, plan the project, make drawings of parts, establish a manufacturing, design tooling
associated with this range, and follow the manufacturing process of parts. By resuming this project, a tooling list has been provided by the client, and concerning the plans
definitions, it has been necessary to scan existing parts on operational aircraft. Through this process we
have been able to redefine all plans and manufacturing process for each serial number of part, and with
the management software business planning, I have been able to follow the evolution of the entire
project.
Liste de cinq mots clef Gestion de projet - Mécanique- Aéronautique- Process (processus de fabrication)- chaudronnerie







