
Esse arquivo contém outros anexos. Caso interessar, entre em contato com o TECLIM para obter cópias.
Fluxograma - Anexo

UNIVERSIDADE FEDERAL DA BAHIA
RECUPERAÇÃO DE MANGANÊS, FERRO ELETROLÍTICO, MAGNÉSIO E ESCÓRIA SILICATADA PROVENIENTES DE ESCÓRIAS SIDERÚRGICAS
por
Aderaldo Gomes de Souza Lima,
Eugênio Santos Minêu Rocha e
Laelson Dourado Ribeiro
Monografia apresentada para cumprimento parcial das exigências para conclusão do
curso de Especialização em Gerenciamento e Tecnologias Ambientais na Indústria
Departamento de Hidráulica e Saneamento da Escola Politécnica
da
Universidade Federal da Bahia
1999/2000
Aprovada por:
Dirigente da Comissão Fiscalizadora
___________________________________
___________________________________
___________________________________

UNIVERSIDADE FEDERAL DA BAHIA
Escola Politécnica - Departamento de Hidráulica e Saneamento
AGRADECIMENTOS
Ao CEPED – Centro de Pesquisas e Desenvolvimento e a Gerdau S/A - USIBA pela
oportunidade de aprimoramento profissional e pelo apoio e incentivo no
desenvolvimento deste trabalho.
Ao PhD Francisco A . de Oliveira Neto pela discussão do tema para este trabalho e
pelas orientações iniciais.
A nossa orientadora Profa . Dra. Iara Brandão pelas orientações durante a execução
dos trabalhos.
A Sobremetal que por acreditar que o tratamento de escórias no Brasil deve ser
objeto de estudos, pesquisas e desenvolvimento, colaborou intensamente com a
execução deste projeto.
Ao Professor Dr. Asher Kiperstok, pelos incentivos, estímulos e orientações, as quais
foram de grandiosa importância para desenvolvimento deste trabalho.
As nossas famílias que apesar das nossas ausências em certos momentos
importantes de nossa vida, nos deram apoio, motivação e compreensão, que foram
fundamentais para a conclusão deste trabalho.
A todos aqueles que de uma maneira direta ou indireta colaboraram com a
elaboração e finalização deste estudo.

UNIVERSIDADE FEDERAL DA BAHIA
Escola Politécnica - Departamento de Hidráulica e Saneamento
RESUMO
O atual ciclo de crescimento econômico está intimamente atrelado aos aspectos dos
passivos ambientais industriais e fortemente condicionados ao uso dos recursos
naturais de forma pouco eficaz. Torna-se imperativo a adoção de estratégias de
desenvolvimento industrial que contemplem alternativas tecnológicas para reduzir os
impactos dos resíduos ao meio-ambiente, e preservar os recursos naturais, sem
comprometer o crescimento da atividade econômica. Deve-se superar a adoção de
medidas mitigatórias para buscar a implementação de um modelo de atividade
industrial baseado na conservação de energia e na reciclagem de materiais. O ideal é
proporcionar o desenvolvimento industrial com gerações mínimas de resíduos
tentando utilizar cada vez mais processos tecnologicamente limpos.
A Indústria Siderúrgica a nível mundial utiliza-se de processos que tem gerado
diversos tipos de resíduos sólidos além de diversos efluentes líquidos e gasosos.
Visando aumentar sua competitividade além de adequar-se as legislações ambientais
a indústria siderúrgica tem desenvolvido diversos processos para aproveitar seus
resíduos e efluentes em que, os efluentes possam ser tratados como sub-produtos,
adquirindo valor comercial.
Este trabalho visa desenvolver alternativas para aproveitamento de forma mais eficaz
para o meio ambiente além de economicamente viáveis, dos componentes existentes
nas escórias gerada na Gerdau S. A. – USIBA durante a produção de aço carbono
comum em forno elétrico, e na escória produzida na Eletrosiderúrgica Brasileira S.A. –
SIBRA, estas empresas estão localizadas na cidade de Simões Filho, que integra a
região metropolitana da cidade de Salvador capital do Estado da Bahia.
Atualmente a escória gerada na USIBA (cerca de 9000t/mês) é utilizada como sub-
base para rodovias e a escória gerada na SIBRA (cerca de 15000 t/mês) tem sido
usada como material para aterro industrial.

UNIVERSIDADE FEDERAL DA BAHIA
Escola Politécnica - Departamento de Hidráulica e Saneamento
ABSTRACT
The current cycle of economical growth is intimately linked to negatives impacts on
the environment from the industrial activities besides the massive amount of waste it
generates in addition to strongly conditioned to the misuse of the natural resources. It
becomes imperative the adoption of strategies for the industrial development that
contemplate technological alternatives to reduce the impacts of the residues to the
middle-environment, and to preserve the natural resources, without affecting the
economical activity growth.
The adoption of mitigation measures as the main strategy to handle the residues
should be replaced by the execution of an industrial activity model, based on the
conservation of energy and the recycling of materials. The goal is to reach the
industrial development with a minimum generation of residues using a process that is
technologically clean and cleaner.
The Metallurgical Industry in the world has been using processes that generate
several types of solid residues as well as liquids effluents and gaseous emissions.
Seeking not only to increase its competitiveness but to adapt the industrial process to
the environmental legislation, as well, the metallurgical industry has been developing
several processes to take advantage of its residues and effluents where those
effluents can be treated as sub-products, acquiring commercial value.
The slags generated in GERDAU S. A. - USIBA (about 9000t / month) during the
production of common steel carbon in electric furnace are used as sub-base for
highways and the slags generated in Eletrosiderúrgica Brasileira S.A.-SIBRA (about
15000 t/month) are used as a material for industrial embankment.
This work tries to develop alternatives routes for reusing these byproducts, seeking
more effective processes not only for the industries but mainly for the environment;
While maintaining these alternative procedures economically viable.
Both companies, Gerdau and Sibra, are located in Simões Filho, a city, that integrates
the metropolitan area of Salvador city, the capital of the State of Bahia.

ÍNDICE
A. INTRODUÇÃO ........................................................................................................ 1
B.IMPORTÂNCIA DO FERRO E DO MANGANÊS NAS ESCÓRIAS SIDERÚRGICAS4
B.1. CARACTERÍSTICAS QUÍMICAS E FÍSICAS....................................................... 4
B.2. ÍNDICES DE GERAÇÃO .................................................................................... 7
C. PROCESSAMENTOS DE ESCÓRIAS SIDERÚRGICAS DE ACIARIAS................. 7
C.1. TÉCNICAS DE PROCESSAMENTO DE ESCÓRIA .......................................... 9
C.1.1 RESFRIAMENTO........................................................................................... 10
C.1.2 RECUPERAÇÃO DO METAL ........................................................................ 11
C.1.3 BRITAGEM E PENEIRAMENTO..................................................................... 12
C.1.4 ARMAZENAMENTO ........................................................................................ 12
C.1.5. TRANSPORTES .............................................................................................. 12
C.2. CUSTOS DE PROCESSAMENTO DE ESCÓRIA............................................ 13
C.3. RELAÇÕES NA INDÚSTRIA DE ESCÓRIA..................................................... 14
C.4. ESCÓRIAS DE ACIARIAS ELÉTRICAS ........................................................... 16
D. ASPECTOS AMBIENTAIS, REGULAMENTAÇÕES, NORMAS E PROCESSAMENTO NO BRASIL .............................................................................. 17
D.1 ASPECTOS AMBIENTAIS .................................................................................. 17
D.2 - REGULAMENTAÇÕES E NORMAS.................................................................. 20
D.3 - PROCESSAMENTO NO BRASIL ...................................................................... 24
D.3. 1 - MOTIVAÇÕES DO MERCADO DE ESCÓRIA............................................... 25
D.3.2. – REUTILIZAÇÃO/RECICLAGEM DE ESCÓRIA DE ACIARIA ....................... 27
D.3.3- FATORES ECONÔMICOS .............................................................................. 28
D.3.4. – OUTRAS MOTIVAÇÕES............................................................................... 32
E. FLUXOGRAMA PARA OBTENÇÃO DAS ESCÓRIAS DO MANGANÊS NA SIBRA E DO FERRO NA USIBA............................................................................................ 36
E.1 – DIAGRAMA DE PRODUÇÃO DA SIBRA .......................................................... 36
E.2. - DIAGRAMA DE PRODUÇÃO DA USIBA........................................................ 38

F - TRABALHO EXPERIMENTAL.............................................................................. 39
F.1. – LOCAL DO DESENVOLVIMENTO DA PESQUISA E OBJETIVOS: ................ 39
F.2 APRESENTAÇÃO DO TRABALHO..................................................................... 41
F.3. TESTES PRÁTICOS EM LABORATÓRIO ....................................................... 47
F.3.1. AMOSTRAS DOS 3 BAGS INDIVIDUAIS......................................................... 47
F.3.2. MATERIAL DA CAÇAMBA: ............................................................................ 51
F.4. TESTES NA MESA VIBRATÓRIA ...................................................................... 53
F.5. SEPARAÇÃO MAGNÉTICA .............................................................................. 67
F.6. TESTE DE LIXIVIAÇÃO ÁCIDA ( 1A . ETAPA )................................................ 70
G . CARACTERIZAÇÃO DAS ESCÓRIAS PROVENIENTES DA USIBA................... 73
G.1. ANÁLISE QUÍMICA DAS ESCÓRIAS................................................................. 73
G.2. TESTE DE LIXIVIAÇÃO ÁCIDA ( 2A . ETAPA ): ................................................. 76
H. AVALIAÇÃO E DISCUSSÃO DOS RESULTADOS................................................ 83
I. CONCLUSÕES........................................................................................................ 88
J. RECOMENDAÇÕES:............................................................................................. 90
K. REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................... 92
L. ANEXOS................................................................................................................. 94

RECUPERAÇÃO DE MANGANÊS, MAGNÉSIO, FERRO E ESCÓRIA SILICATADA PROVENIENTES DE ESCÓRIAS SIDERÚRGICAS:
A. INTRODUÇÃO
O atual ciclo de crescimento econômico está intimamente atrelado aos aspectos dos
passivos ambientais industriais e fortemente condicionados ao uso dos recursos
naturais de forma pouco eficaz. Torna-se imperativo a adoção de estratégias de
desenvolvimento industrial que contemplem alternativas tecnológicas para reduzir os
impactos dos resíduos ao meio-ambiente, e preservar os recursos naturais, sem
comprometer o crescimento da atividade econômica. Deve-se superar a adoção de
medidas mitigatórias para buscar a implementação de um modelo de atividade
industrial baseado na conservação de energia e na reciclagem de materiais. O ideal
é proporcionar o desenvolvimento industrial com gerações mínimas de resíduos
tentando utilizar cada vez mais processos tecnologicamente limpos.
As indústrias Gerdau + Sibra, ambas na RMS, Simões Filho, funcionando com base
neste velho paradigma, produzem juntas 24 mil tons / mês de escórias metálicas, as
quais estão sendo utilizadas para pavimentação e aterros sanitários. Visando a
geração de alternativas para este problema, este trabalho de pesquisa baseou-se na
utilização de clássicos processos de separação e classificação de bens minerais que
podem ser empregados no tratamento de diversos resíduos sólidos. A recuperação
de compostos de interesse econômico podem ser obtidos através de sucessivas
e/ou alternadas etapas de processamento físicos dependendo da natureza e
composição dos resíduos. Os princípios físicos e químicos da extração de metais
são geralmente empregados ao processamento de resíduos sólidos. As
características físico-químicas de diversos compostos mineralógicos presentes nos
resíduos sólidos e seus riscos ambientais correlatos, são fatores determinantes ao
emprego destas técnicas.
Desse modo os elementos básicos dos processos minerais devem ser utilizados
adequando-se às peculiaridades de tamanho, formato e outras propriedades dos
resíduos.
1

Sabe-se também que o resíduo tem valor agregado nulo antes de reciclado. Por
outro lado, tem a vantagem de possuir igualmente custo extrativo nulo se comparado
ao custo de extração do produto primário que seu reciclado irá substituir.
Com isso a tecnologia de reciclagem do resíduo deve ter custo e complexidade no
máximo igual a do beneficiamento do produto primário, visando a competitividade
econômica. Torna-se portanto imperativo viabilizar-se a aplicação de tecnologias
modernas e eficazes na recuperação de metais contidos nas Escórias mencionadas.
Jena e Brocchi (1), expõem uma abrangente revisão do emprego de técnicas de
pirometalurgia e hidrometalurgia ao tratamento de resíduos sólidos (escórias) da
indústria metalúrgica.
A NBR 5019/82 define escória como sendo um produto líquido ou pastoso produzido
durante operações pirometalúrgicas, geralmente contendo sílica, que se torna sólido
a temperatura ambiente.
Desse modo os elementos básicos dos processos minerais devem ser utilizados
adequando-se as peculiaridades de tamanho, formato e outra propriedades dos
resíduos.
O nosso trabalho será realizado através das seguintes etapas de processamento
(ver fluxograma em anexo):
♦ Moagem;
♦ Classificação;
♦ Beneficiamento em mesa vibratória;
♦ Separação magnética;
♦ Lixiviação ácida em duas etapas;
♦ Beneficiamento do magnésio;
♦ Beneficiamento do manganês em solução;
♦ Beneficiamento do ferro em solução.
Os produtos que poderão ser obtidos como resultado deste trabalho são os
seguintes:
Finos de escória para aplicação na industria cerâmica; 2
Liga de Manganês e Manganês eletrolítico para uso na fabricação de aços
ligados;
Ferro eletrolítico para uso na fabricação de pilhas;
Magnésio para ser utilizado na fabricação de fertilizantes fosfatado e/ou na
indústria como magnésio metálico;
Escória silicatada para uso na indústria agrícola (fertilizantes ou corretivos de
solo).
Para a obtenção destes produtos deverá ser usado como reagente o HCl (Ácido
Clorídrico) que é efluente das empresas do Pólo Petroquímico de Camaçari, o qual
atualmente é neutralizado e descartado na CETREL – Central de Tratamento de
Efluentes Líquidos em Camaçari – Bahia.
Sabe-se que o gerenciamento ambiental pode ser definido como a integração de
sistemas organizacionais e programas a fim de permitir:
• Controle e redução dos impactos no meio ambiente devido a operações e
produtos;
• Cumprimento das leis e normas ambientais;
• Desenvolvimento e uso de tecnologias apropriadas para minimizar ou eliminar
resíduos industriais;
• Monitoramento e avaliação dos processos e parâmetros ambientais;
• A eliminação ou redução dos riscos ao meio ambiente;
• A utilização de tecnologias limpas com o objetivo de minimizar os gastos de
energia e materiais;
• A melhoria do relacionamento com a comunidade e o governo;
• A antecipação de questões ambientais que possam causar problemas ao meio
ambiente, particularmente a saúde humana.
Como pode ser visto o trabalho proposto se interrelaciona com todos os aspectos
importantes da Gestão Ambiental, desta forma, não basta apenas falar-se em
tecnologia, mas sim, em tecnologias limpas que é conseguida através da
3

implementação de estratégias tecnológicas inovadoras baseadas na procura da
Ecoeficiência .
B. IMPORTÂNCIA DO FERRO E DO MANGANÊS NAS ESCÓRIAS SIDERÚRGICAS
A indústria siderúrgica mundial tem grande importância para o desenvolvimento
geral das nações, por que a mesma é a responsável pela produção de aço, material
cujo o uso é indispensável em diversos outros setores industriais.
A nível mundial a produção de aço têm atingido o valor de 800 milhões de toneladas
por ano dos quais o Brasil produz cerca de 27 milhões de toneladas por ano sendo o
oitavo maior produtor mundial.
A produção de qualquer tipo de aço só pode ser feita com a adição de materiais que
adequem a composição química do mesmo aos requisitos de qualidade
especificados pelos clientes. Entre os diversos tipos de materiais adicionados ao
aço, chamados de ferro-ligas, está o manganês, material que confere ao aço as
imprescindíveis qualidades de maior dureza e resistência ao atrito.
Tanto a produção de aço, como a produção de ferro-ligas a base de manganês,
durante os seus respectivos processos de produção, geram obrigatoriamente
diversos sup-produtos, sendo o principal deste as escórias.
As escórias são materiais cuja a composição química é constituída essencialmente
por óxidos tais como MnO, SiO2, CaO, MgO, Al2O3, P2O5, Na2O, K2O, FeO, além de
enxofre.
Segundo Resende e D’Abreu (2), na indústria siderúrgica as escórias representam
cerca de 75% do total de resíduos sólidos.
B.1. Características Químicas e Físicas A escória é gerada durante a produção no forno elétrico a arco (FEA). As
características da escória, como a densidade, porosidade e granulometria, são
influenciadas pela composição química e pelo método utilizado no resfriamento da
mesma.
4

Além disso, outros elementos afetam as características da escória tais como:
variações nas matérias primas, agentes contaminantes presentes na sucata
metálica, e requisitos específicos dos diferentes países com relação à produção de
ferro e aço. Ainda que, tendo em vista estas variações, seja difícil estimar a
composição da escória em cada país, uma faixa de composições (excluindo metal
incrustado), baseada em diversas fontes é apresentada na Tabela 1 para a escória
de aciaria geradas em alguns países .
5

Tabela 1 - Composição Química das Escórias de Aciaria (%)
Composição EUA UK Fran ça Alemanha Itália Japão Coréia Brasil
Óxido de Cálcio 35-45 36-46 40-50 24-53 35-45 26-45 35-45 28-50
Óxido de Magnésio 4-8 4-8 2-8 1-7 4-8 5-7 4-8 4-17
Dióxido de Silício 11-15 10-15 10-15 10-18 11-15 17-14 11-15 8-25
Óxido de Alumínio 6-10 1-3.5 1-2 1-9 6-10 1-13 6-10 0,8-13
Óxidos de Ferro 15-25 18-24(a) 15-25 14-30(a) 15-25 17-22 15-25 10-28(a)
Óxido de Manganês ND ND ND 2-8 ND 5-8 ND ND
Enxôfre (total) ND 0,1-0,2 ND ND ND 0,07-0,09 ND ND
Basicidade(b) >3 2,7-5,4 2,8-5,8 1,5-5,4 >3 2,2-3,1 >3 3,0-3,8
Fontes: USS 1985 e Featherstone 1998, Steel Slag Technical Committee, 1996; British Steel Plc, 1999; Centre Technique des
Producteurs de Laitiers, 1999; Merkblatt fur die Verwertung von Eisenhuttenschlacke im Strabenbau, 1998; ENCOSTEEL, 1997;
Nippon Kokan, 1981; Nippon Slag Assoc., 1997; Korean Iron and Steel Association, 1999; POSCO, 1999; USS, 1985;
Featherstone, 1998; estimativa da Arthur D. Little
ND= Não Disponível ferro total estimativa da Arthur D. Little baseada na composição; basicidade definida como (CaO+MgO)/SiO2 O teor de óxidos de ferro na escória de aciaria promove mais elevada dureza e densidade para o material.
6

A escória granulada tem uma estrutura química vitrificada (glass-like) com tamanho
de partículas uniforme (<1/8”) e densidade na faixa de 800 a 1.400 kg/m3. Escória
pelotizada é uma forma de escória granulada resfriada rapidamente, com qualidade
amorfa polida e uma faixa mais ampla de tamanhos de partículas (até ¾”). Este tipo
de escória é especialmente adequado para uso como agregado leve ou como
matéria prima para cimento de escória.
O método de resfriamento para a escória de aciaria elétrica usa como fluido frio o ar
atmosférico (>2400 kg/m3) e a densidade específica (>3) se devem ao elevado teor
de ferro, que faz com que a escória de aciaria seja dura e densa.
B.2. Índices de Geração A quantidade de escória gerada na produção siderúrgica é altamente variável e
depende principalmente das matérias primas alimentadas no forno e do tipo de
forno. A produção de escória não é informada rotineiramente na maioria dos países.
Usualmente, a quantidade de escória produzida é estimada pela quantidade de aço
e gusa produzidos e por taxas médias de geração de escória.
Nos fornos de aciaria, os índices de geração bruta de escória apresentam variação
mais ampla, porque são influenciados também pelo tipo de aço produzido. Na média
geral temos: conversores LD: 153 kg/t de aço bruto (de 105 até 224 kg/t); fornos
elétricos a arco: 127 kg/t de aço bruto (de 98 até 157 kg/t).
É importante notar que a produção bruta de escória não é necessariamente a
mesma que a produção líquida de escória porque os valores da produção bruta
representam a quantidade de escória vazada do forno, incluindo metal incrustado.
Depois da recuperação do metal, o resíduo final de escória pode ser reduzido
significativamente.
C. PROCESSAMENTOS DE ESCÓRIAS SIDERÚRGICAS DE ACIARIAS
Hoberg (3), cita que o tratamento físico dos resíduos industriais com base nos
princípios do processamento de minérios caracterizam-se pela economia e
praticidade de aplicação. Técnicas de classificação, podem ser empregadas na
concentração de metais de interesse ou na remoção de compostos ou metais tóxicos
7
e outras impurezas, à partir das diferenças de tamanho das partículas ou densidade
dos diversos constituintes de um resíduo sólido. Estes processos são operados em
meio líquido com emprego de equipamentos classificadores, tais como jigs e
ciclones. Já Toda (4), acrescenta que a extração de certos metais não ferrosos de
pós gerados durante a fabricação de aços especiais em fornos elétricos já é
praticada em escala industrial através do emprego de hidrociclones.
Beneficiamento ou tratamento de minérios ou de escórias consiste de operações
aplicadas aos bens minerais visando modificar a granulometria, a concentração
relativa das espécies minerais presentes ou a forma, sem contudo modificar a
identidade química ou física dos minerais ou metais. Há, no entanto, certos autores
que defendem que é um processamento no qual os minerais podem sofrer até
alterações de ordem química resultantes de simples composição térmica ou mesmo
de reações típicas geradas pela presença do calor.
Segundo Gilchrist (5), alguns métodos de reciclagem de pós e finos gerados nos
processos metalúrgicos, baseiam-se na aplicação de técnicas de aglomeração, tais
como as de pelotização e sinterização.
Segundo opinião de Maczek (6) e Anon(7), uma grande quantidade destes
processos industriais empregam fornos rotativos voltados a metalização de finos
siderúrgicos pelotizados enquanto que outros métodos produtivos empregam a
redução de pós e finos metalúrgicos em fornos elétricos para a produção de ferro-
ligas.
As práticas hidrometalúrgicas, segundo Barbosa e Jena (8), estão geralmente
associadas ao tratamento de complexos resíduos industriais. Alguns processos
tratam da recuperação de certos metais através de técnicas de lixiviação.
8

Tabela 2 - Propriedades principais :
Propriedades Aplicações Correspondentes
Resistência à carga /
compressão Concreto / asfalto / lastro / bases de estrada
Durabilidade da resistência Concreto / asfalto/lastro / bases de estrada
Drenagem livre Lastro / bases de estradas / preparação de terrenos
Partículas angulares
interligadas Concreto / asfalto / lastro
Resistência à derrapagem Concreto / asfalto
Inércia bases de estradas / preparação de terrenos
Basicidade / CaO contido Cimento / uso agronômico
Teor de P2O5 solúvel Uso agronômico / fertilizantes
C.1. Técnicas de Processamento de Escória O IBS (9) através da Figura 1 ilustra os vários passos do processamento da escória
de aciaria. Estes passos incluem vazamento, resfriamento, recuperação de metal,
britagem, peneiramento, armazenamento, e transporte.
Resfriamento Recuperação
de Metal
Britagem Peneiramento Estocagem e
Cura
Transporte Aplicações
• Bases de Estrada
• Asfalto • Enchimento • Reciclagem • Outros
Metal Reuperado
>150mm
Escória Aciaria
9

* Outras aplicações para escória de aciaria incluem: lastro ferroviário, tratamento de
esgoto, condicionamento de solo, e controle de gelo/neve nos países do hemisfério
norte.
C.1.1 Resfriamento
Três tipos de escória podem ser gerados, dependendo do método de resfriamento
utilizado:
Resfriada ao Ar, Expandida e Granulada (inclusive pelotizada)
A escória resfriada ao ar é formada pelo resfriamento lento da escória num poço
ao ar livre. Após sua solidificação, ela pode ser ainda mais resfriada pela adição de
água. A escória expandida é obtida pelo rápido vazamento da escória fundida em
poços de parede inclinada molhados no fundo, de forma a permitir que o vapor
penetre na escória enquanto líquida. Máquinas podem ser usadas para misturar a
escória com a água. O vapor e o ar aumentam a porosidade da escória, tornando o
agregado bastante leve. A escória granulada é produzida pelo resfriamento rápido
(ou têmpera) da escória líquida numa estrutura química vitrificada (glass-like). Jatos
d'água em alta pressão são lançados diretamente na saída da escória fundida. A
escória e a água são misturadas numa razão de 1 parte de escória para 6-10 partes
de água por massa (Levy, 1998). A escória pelotizada é uma variação da escória
granulada, na qual água corrente, num tambor rotativo, é utilizada para atomizar a
escória. A escória granulada é então empilhada para posterior transporte.
Os custos de processamento da escória (custos de capital e operacional), sua
demanda e valor de mercado, e outros fatores (como necessidade de espaço e
questões ambientais), afetam a decisão em relação ao tipo de escória a ser
produzido. As escórias resfriada ao ar e expandida são simples e baratas de
produzir, enquanto a escória granulada requer um elevado investimento de capital
devido ao custo dos equipamentos de granulação e controle de poluição. Os custos
de capital associados à pelotização de escória são menores do que os dos sistemas
de granulação, mas ainda assim são significativamente maiores do que os custos
para a produção de escória resfriada ao ar ou expandida.
10

A escória resfriada ao ar é adequada para uma série de aplicações como agregado,
enquanto os mercados para escórias expandida e granulada (inclusive pelotizada)
são limitados. A escória expandida pode ser usada em produtos leves de concreto.
Muito poucos outros agregados podem competir com as qualidades oferecidas pela
escória expandida e por isto este é considerado um nicho especial e o valor médio
de mercado é muito maior (freqüentemente 2 ou 3 vezes maior) do que o da escória
resfriada ao ar. A escória granulada é tipicamente usada como substituto parcial
para o clinquer de cimento Portland auferindo alto preço devido às propriedades
hidráulicas de escória e ao custo de operação do forno de clinquer. Como resultado,
o valor médio da escória granulada é significativamente maior do que o da escória
resfriada ao ar.
C.1.2 Recuperação do Metal
Depois que escória de aciaria está fria ela é fragmentada para recuperação do metal
incrustado. A maior parte do metal incrustado solidifica-se no fundo do pote de
escória. As peças maiores de metal serão separadas da escória solidificada e
britadas até pedaços (tamanhos) adequados para os procedimentos seguintes. Para
complementar a operação, a escória resfriada e o metal solidificado são
fragmentados pelo choque de uma bola de ferro fundido de 10 a 12 t de peso. Esta
bola (“drop ball”) pode estar ou pendurada por cabos do guindaste ou pode ser
deixada cair livremente quando o eletroímã que prende a bola no guindaste é
desenergizado.
A fração metálica é então extraída pela ação de uma série de tambores magnéticos,
peneirada, e então reciclada para altos fornos, fornos de aço ou para sinterização
em função da granulometria e do teor de metal contido. Peças com granulometria
menor que 150 mm são tipicamente de reciclagem em altos fornos, enquanto as de
maior tamanho são recicladas nos fornos de aciaria.
11

C.1.3 Britagem e Peneiramento
Britagem – pode ser definida como o conjunto de operações que objetiva a
fragmentação das escórias provenientes dos fornos elétricos levando-as a
granulometria compatíveis para a utilização direta ou para posterior processamento.
A britagem pode ser considerada como um dos primeiros estágios no
processamento de escória utilizando equipamentos apropriados para a redução de
tamanhos convenientes ou para a liberação de metais associados.
Peneiramento – é a separação de um material em duas ou mais classes, estando
estas limitadas a uma superior e outra inferior. O material retido na tela da peneira é
denominado oversize e o passante undersize
C.1.4 Armazenamento
As escórias de aciaria não recicladas na própria usina são normalmente estocadas
por um período de tempo antes de serem transportadas para seu destino final ou
reutilização. Este período de cura é necessário especialmente para a escória a ser
utilizada em aplicações definidas, para permitir sua pré-expansão, tendo em vista a
mudança de fase do silicato de cálcio e a hidratação da cal livre.
C.1.5. Transportes
A imensa maioria da escória é transportada por caminhões. No entanto, em alguns
casos, como para regiões que não dispõem de oferta local de escória nem de
materiais alternativos, pode ser econômico transportar a escória por maiores
distâncias por ferrovia ou hidrovia. De modo geral, o transporte de escória por
caminhão é econômico dentro de um raio de 50 milhas (80 km). O transporte por
ferrovia torna-se prático para distâncias maiores que 100 milhas (160 km) e o
transporte por hidrovias só se mostra econômico para grandes volumes e distâncias
longas ou para plantas localizadas junto a vias navegáveis.
12

C.2. Custos de Processamento de Escória
Para a escória resfriada a ar ou expandida os custos de capital requeridos para o
resfriamento são usualmente modestos uma vez que os investimentos são limitados
à implantação do poço de escória. O espaço requerido para o resfriamento e
estocagem de escória resfriada a ar e expandida é considerável e pode ser proibitivo
em algumas localizações. Alem disso, devido à natureza abrasiva da escória, o
equipamento de manuseio tem um custo de manutenção elevado. A vida do
equipamento é encurtada quando este é utilizado para separar pedaços de escória
que ficaram unidos durante o resfriamento e o vapor liberado durante a escavação
da escória resfriada cria uma atmosfera ácida que contribui para corroer o
equipamento. As operações de separação de metais, ajuste de tamanho e
carregamento associados com as escórias resfriadas a ar e expandidas, consistem
de equipamentos utilizados em operações de pedreiras e recuperação de terrenos e
não são altamente especializados.
Do ponto de vista econômico, considera-se que o custo envolvido na produção da
escória é devido à moagem , esta pode ter custo modesto porque o material tem
possibilidade de ser colocado no moinho já na forma granular. No entanto, este
processo é muito mais complicado e caro que a moagem do calcário , porque o
silício é muito abrasivo. Martelos e peneiras dos moinhos tem que ser feitos com
ligas especiais de aço e o desgaste obriga a trocas constantes. Por isto, o custo da
escória acaba sendo mais alto que o do calcário, porém os caminhões que levam
carvão às siderúrgicas são originários do cerrado e podem trazer escórias no
retorno, tornando o frete bem mais barato.
No entanto, a escória, tal como obtida atualmente, tem baixa solubilidade no solo, e
a correção deste fato via a sua moagem é muito onerosa, o que limita fortemente a
sua aplicação. Porém, quando a escória é resfriada bruscamente, tanto o Ca quanto
o Mg são obtidos na forma de compostos mais solúveis, o que melhora
sensivelmente o seu valor agronômico, além da sua mobilidade. Ainda assim, como
o material concorrente é o calcário, cujo preço é relativamente baixo e tem
ocorrências geograficamente bem distribuídas, há, similarmente, alguma limitação
de mercado, se bem que menos acentuada do que no caso da aplicação da escória
como agregado.
13
C.3. Relações na Indústria de Escória São três os agentes primários na indústria de escória:
Usinas siderúrgicas
Processadores de escória
Consumidores de escória.
Embora as técnicas requeridas para o processamento de escória não sejam
especializadas, sua aplicação não é relevante para as usinas, face às exigências da
própria produção de aço, prioridade natural das siderúrgicas. Consequentemente, as
empresas siderúrgicas terceirizam os serviços para companhias processadoras de
escória, incluindo manuseio, processamento e distribuição. De maneira a minimizar
manuseio e transporte de material, as instalações dos processadores de escória são
normalmente localizadas no terreno da própria usina siderúrgica.
Em geral o processador de escória cobra um valor em US$/tonelada para o
manuseio de escória na usina, inclusive seu deslocamento do forno para a área de
processamento, para seu resfriamento, granulação, e pela recuperação de metal. O
metal recuperado pode ser vendido de volta às usinas siderúrgicas, por um preço
pré-determinado, normalmente ligeiramente inferior aos preços de mercado da
sucata ferrosa. O processador é também responsável pela britagem e peneiramento
da escória antes de sua venda ao consumidor.
O processamento de recuperação de metálico e o peneiramento (quando efetuado)
das escórias de aciaria são realizados por terceiros contratados, ou empresas
especializadas, como no caso da SOBREMETAL e outras.
Na maioria das situações, o processador prepara a escória para atender as
especificações do consumidor de maneira a evitar manuseio desnecessário do
material. Entretanto, no caso de algumas aplicações especiais, o consumidor pode
precisar proceder a novos processamentos da escória antes de utilizá-la: é o caso,
por exemplo, do produtor de lã mineral que precisa refundir a escória e de usuários
que moem a escória antes de seu uso final.
Processador e consumidor da escória podem trabalhar intermitentemente (por
pedido) ou em base continuada (contrato). Por exemplo, seja o potencial consumidor
um empreiteiro de obras contratado para construir uma estrada estadual, este 14

consumidor vai consultar processador local com oferta de tipo de escória adequado
às suas necessidades. Normalmente, o consumidor visita as instalações do
processador para verificar seu estoque e, caso a granulometria da escória não
atenda às especificações do Estado contratante, este poderá determinar ao
processador para proceder a britagem e peneiramento adicionais. Por sua vez, um
fabricante de cimento pode assinar contrato com um processador estabelecendo
compras de quantidades determinadas de escória por um período (número de anos)
também estipulado no contrato.
15

C.4. Escórias de Aciarias Elétricas Segundo o IBS (13), as escórias de aciaria elétrica são geralmente vazadas no chão
ou em potes de escória, de onde são transportadas até galpões fechados ou áreas
abertas com baias para o resfriamento ao ar.
A fragmentação da escória se dá por boleio no guindaste e separação de grandes
placas de metálico por eletroimã. Segundo o IBS(9) a planta de separação
magnética e granulométrica da maioria das usinas brasileiras apresentam o seguinte
fluxograma:
TAMBOR MAGNÉTICO
CORREIA TRANSPORTADORA
metálico escória
desmetalizada
ESCÓRIA
GRADUADA
“METÁLICOS” Peneiras
Peneiras
ESCÓRIA
BRUTA
O custo do processamento da escória de aciaria, no Brasil, inclusive com graduação,
varia de usina para usina siderúrgica, mas os indicativos discutidos nas próprias
usinas e com a SOBREMETAL permitem admitir uma faixa de US$0,64 a 1,80/t.
Este valor dobra quando a britagem ou moagem em moinho de martelos é incluída
no processo. A este custo de processamento caberia adicionar o custo da
estocagem do material “cura” ou “expansão”, até que possa ser utilizado nas
aplicações em pavimentação de estradas.
16

Para os demais países, o procedimento de preparação de escória de aciaria é
similar ao realizado no Brasil, mas britagem e peneiramento (granulação) são
comumente praticados e, para determinados usos, a moagem em moinho de
martelos ou de bolas também é processada.
Os preços obtidos variam desde níveis desprezíveis (inferiores a US$ 1,00/t) quando
o material é utilizado para enchimento de terrenos (aterros): caso de Japão e Coréia
do Sul, que destinam 50% da escória de aciaria geradas para este fim, e também de
França país onde o consumo de escória de aciaria é restringido. Na venda de
escória de aciaria para pavimentação de estradas, produção de asfalto,
condicionamento de solos, a faixa de valores FOB obtidos é a seguinte, em US$/t:
EUA CANADÁ ALEMANHA
3,00 – 4,00 1,00 – 4,00 4,00 – 8,50
Fonte: IBS (9)
D. ASPECTOS AMBIENTAIS, REGULAMENTAÇÕES, NORMAS E PROCESSAMENTO NO BRASIL
D.1 Aspectos Ambientais Os impactos ambientais causados pelas empresas de mineração são notórios. De
maneira geral, o efeito da mineração sobre o meio-ambiente, considerando-se desde
a lavra até o tratamento de minério, é perceptível sentir, sobretudo, no meio físico
(fisiografia da região de lavra) e sobre a qualidade do meio (biota). A deposição de
rejeitos, a lavra predatória, a capacitação de água e os efluentes são alguns dos
problemas enfrentados nas minerações.
Brum (10), destaca que embora o Estado da Bahia seja o 4o produtor de bens
minerais no cenário nacional, existem nele poucos estudos ou dados sobre os
impactos no meio ambiente causados pela mineração e pelas industrias dela
dependentes, principalmente as metalúrgicas e de cerâmicas.
17

O desenvolvimento de alternativas tecnológicas para o aproveitamento de
determinados resíduos do setor mineral, pode resultar em aplicações de real
interesse econômico, com a recuperação de concentrados minerais importantes para
a industria metalúrgica e química.
A aplicação de técnicas de processamento mineral no tratamento de resíduos
sólidos, são eficazes na recuperação de certos metais, na adequação química e
física dos resíduos, visando sua reciclagem no processo industrial, na remoção de
metais tóxicos e para a obtenção de matérias-primas secundárias de ampla
aplicação e uso em diversos processos industriais.
O tratamento físico dos resíduos industriais com base nos princípios do
processamento de minérios, caracterizam-se pela economia e praticidade de
aplicação. Técnicas de classificação podem ser empregadas na concentração de
minerais de interesse ou na remoção de compostos tóxicos e outras impurezas, a
partir das diferenças de tamanho de partículas ou densidade dos diversos
constituintes de um resíduo sólido. Estes processos são operados em meio líquido,
com emprego de equipamentos classificadores, tais como, jigs e hidrociclones.
Os resíduos sólidos da metalurgia extrativa, dos metais ferrosos e não-ferrosos,
dentre estes, escórias metalúrgicas, pós de alto fornos e de fornos elétricos, carepas
e rejeitos, são alvos da constante aplicação de tecnologias convencionais, baseada
em técnicas de tratamento mineral, de pirometalurgica e/ou hidrometalurgica.
A preocupação com a reciclagem de materiais, não incorporados ao produto final de
uma indústria, constitui questão fundamental para os objetivos de desenvolvimento
sustentável de qualquer país. Em todo o Mundo, a Siderurgia é destacada como
setor industrial que gerencia, de forma satisfatória, os co-produtos, subprodutos e
resíduos gerados, reciclando-os no seu processo produtivo ou encontrando
aplicações que viabilizem a utilização dos materiais, em vez de sua simples
disposição.
No caso específico das escórias siderúrgicas geradas nos processos de fornos
elétricos a arco empregados na fusão e refino do aço, as usinas siderúrgicas
beneficiam a escória vazada dos fornos, de forma a adequá-la a diversas utilizações,
especialmente em segmentos da Construção Civil.
18

Na quase totalidade da utilização da escória, ela substitui recursos naturais não
renováveis, principalmente minérios cuja exploração impacta o meio-ambiente, seja
pela emissão de poeiras associada a seu processamento, seja pela contaminação e
assoreamento de cursos d’água próximos.
As crescentes preocupações ambientais mundiais quanto ao superaquecimento da
Terra ou ao buraco na camada de ozônio da atmosfera, resultarão certamente na
imposição de medidas restritivas ou imposição de taxas aos consumidores de
combustíveis e emissores de CO2. Eventos ou ações como o Protocolo de Kyoto
podem impactar diversos mercados potenciais da escória, por exemplo: a indústria
de cimento é uma das maiores fontes de emissão de dióxido de carbono (CO2). Uma
forma de reduzir essas emissões de CO2 nas fábricas de cimento seria substituir
parte da produção de clinquer pelo uso mais intensivo de escória.
Nas condições da indústria de cimento brasileira, a substituição de 60% do clinquer
por escória de alto forno, permite uma redução de CO2 da ordem de 494 kg/t de
cimento. E substitui o consumo de 1 t de calcário por cada tonelada de cimento
produzida ( 60% x 1,8 t / t).
São pelo menos quatro as vantagens de utilização de resíduos, especificamente da
escória, para as aplicações em que este material apresenta propriedades que a
fazem competir com recursos naturais:
A primeira e mais visível das contribuição ambiental da reciclagem, é a preservação
de recursos naturais, substituídos por escória, prolongando a vida útil das reservas
naturais e reduzindo a destruição da paisagem, flora e fauna.
A redução do volume de aterros, que nem sempre é considerada quando se analisa
o impacto ambiental da reciclagem. Disposição em pilhas e aterros concentram
substâncias químicas que aumentam o potencial de contaminação do lençol freático.
Ainda mais, dada a escassez cada vez maior de áreas para disposição, as pilhas e
aterros acabam por causar incômodos às comunidades vizinhas.
A utilização de resíduos muitas vezes permite a redução do consumo energético
para a produção de um determinado bem, porque muitas vezes os materiais já
incorporaram energia. Este é o caso da utilização da escória de alto forno e da cinza
volante como aglomerante na fabricação de cimento.
19

Ela muitas vezes permite também a redução da poluição emitida. No caso da
utilização de escória como adição ao cimento ocorrem ganhos tanto pela redução do
CO2 emitido conforme a reação seguinte:
CaCO3 → CaO + CO2
Regulamentações governamentais podem aumentar significativamente a quantidade
de escória e os mercados onde ela pode ser usada. Para isto, é preciso não
designar a escória como sendo um resíduo sólido perigoso já que esta classificação
pode limitar suas vendas e seu mercado potenciail, dada a conotação pejorativa
associada a este termo, diminuindo significativamente seu valor no mercado.
Caso a escória venha a ser admitida como co-produto da siderurgia, assim
reconhecida por regulamentações formais, o potencial de mercado pode ser
significativamente aumentado, inclusive com a implementação de incentivos para a
utilização da escória, de acordo com as políticas governamentais para a reciclagem,
como o exemplo é feito na Coréia do Sul.
No caso brasileiro, a conceituação de resíduo sólido necessita de uma atualização
excluindo aqueles materiais para os quais foram desenvolvidas tecnologias que
permitam sua utilização de forma ambientalmente adequada como matéria-prima ou
fonte de energia na própria atividade geradora ou por terceiros.
D.2 - REGULAMENTAÇÕES E NORMAS A utilização da escória é benéfica ao meio-ambiente por diversas razões, na medida
em que pode substituir minerais não metálicos cuja extração impacta o meio-
ambiente, como brita, areia, calcário, rocha fosfática, etc.
Primeiramente, o uso da escória reduz as necessidades de consumo destes
recursos naturais primários e não renováveis. Por outro lado, usar escória significa
reduzir a quantidade de material a dispor em aterros ou estocar em pilhas.
Adicionalmente, em algumas aplicações, o emprego de escória promove outros
benefícios ao meio-ambiente. Por exemplo: a escória usada na fabricação de
cimento substitui parcialmente o clínquer-calcário calcinado, reduzindo o consumo
de energia e as emissões de CO2.
20

Ainda mais: as questões ambientais associadas ao processamento e utilização de
escória são mínimas. Em alguns países a escória é considerada como resíduo
perigoso embora os impactos ambientais do processamento de escória são
semelhantes ou menos significativos que as operações de processamento dos
materiais competidores
Classificações e Legislações de caráter geral:
A Norma Brasileira NBR-10004 é a que define e classifica os resíduos sólidos
"quanto aos seus riscos potenciais ao meio ambiente e à saúde pública, para que
estes resíduos possam ter manuseio e a destinação adequados".
Para efeitos desta Norma, os resíduos são classificados em:
a) resíduos classe I – perigosos
b) resíduos classe II – não inertes
c) resíduos classe III – inertes
Os resíduos classe I são aqueles que apresentam periculosidade (risco à saúde
pública/risco ao meio-ambiente) e/ou uma das características seguintes:
inflamabilidade
corrosividade
reatividade
toxidade
patogenicidade
São classificados como resíduos classe III – inertes: "quaisquer resíduos que,
quando amostrados de forma representativa, segundo NBR-10007 – Amostragem de Resíduos, e submetidos a um contato estático ou dinâmico com água destilada
ou deionizada, à temperatura ambiente, conforme teste de solubilização, segundo
NBR-10006 – Solubilização de Resíduos, não tiverem nenhum de seus
constituintes solubilizados a concentrações superiores aos padrões de potabilidade
de água, conforme listadas".
21

As escórias siderúrgicas são classificadas como resíduos classe II – não inerte, na
medida em que não apresentam características de periculosidade e tendo em vista
que nos testes de solubilização necessários à sua classificação como inerte, o
material apresenta valores de alumínio, cromo e flúor que ultrapassam os limites
estabelecidos pela Norma.
Em 1997, as empresas siderúrgicas e o IBS - Instituto Brasileiro de Siderurgia
contrataram laboratório especializado para proceder a análise de diferentes escórias
e de materiais competitivos, aplicando as seguintes normas de procedimento:
• NBR 10005 – Lixiviação de Resíduos
• NBR 10006 – Solubilização de Resíduos
• NBR 10.007 – Amostragem de Resíduos
• NBR 10004 - Classificação de Resíduos Sólidos.
TESTES DE LIXIVIAÇÃO:
Para efeito da avaliação da periculosidade dos AGS, devem ser analisados os
seguintes parâmetros no extrato obtido no teste de lixiviação:
POLUENTE LIMITE MÁXIMO NO LIXIVIADO
(mg/L)
Arsênio 5,0
Bário 100,0
Cádmio 0,5
Chumbo 5,0
Cromo total 5,0
Fluoreto 150,0
Mercúrio 0,1
Prata 5,0
Selênio 1,0
22
Limite máximo no extrato obtido no teste de lixiviação” NBR 10004/1987.
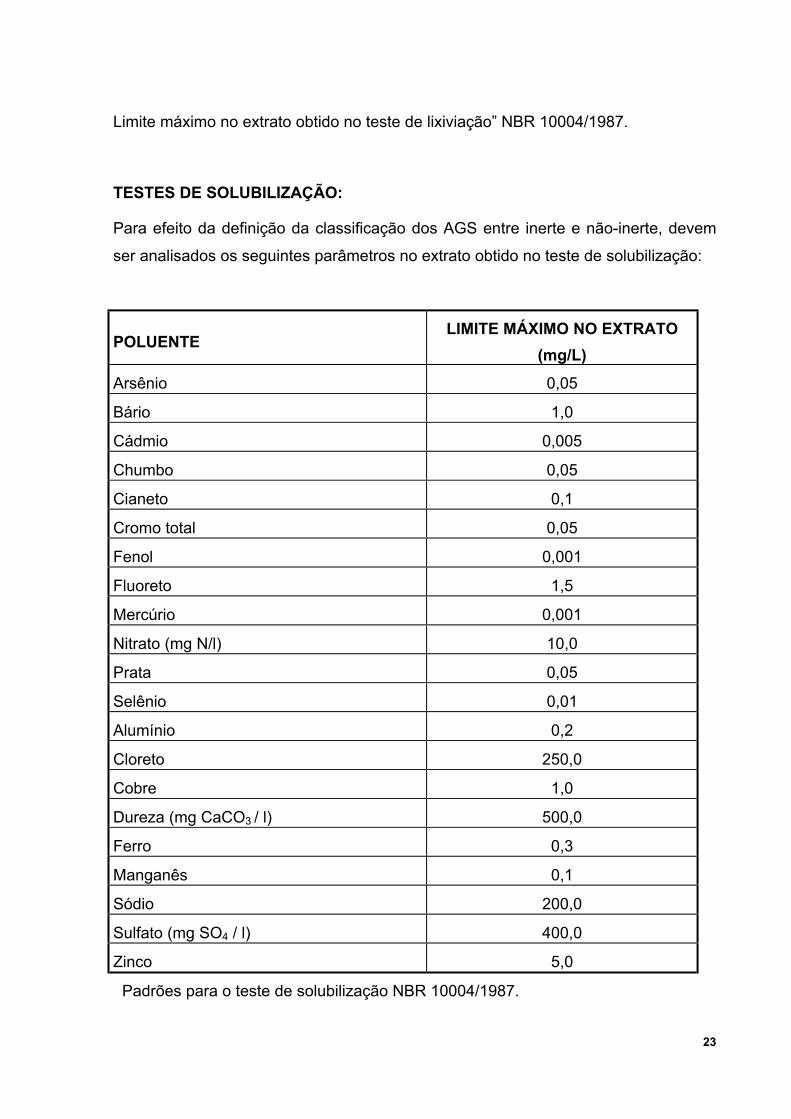
TESTES DE SOLUBILIZAÇÃO:
Para efeito da definição da classificação dos AGS entre inerte e não-inerte, devem
ser analisados os seguintes parâmetros no extrato obtido no teste de solubilização:
POLUENTE LIMITE MÁXIMO NO EXTRATO
(mg/L) Arsênio 0,05
Bário 1,0
Cádmio 0,005
Chumbo 0,05
Cianeto 0,1
Cromo total 0,05
Fenol 0,001
Fluoreto 1,5
Mercúrio 0,001
Nitrato (mg N/l) 10,0
Prata 0,05
Selênio 0,01
Alumínio 0,2
Cloreto 250,0
Cobre 1,0
Dureza (mg CaCO3 / l) 500,0
Ferro 0,3
Manganês 0,1
Sódio 200,0
Sulfato (mg SO4 / l) 400,0
Zinco 5,0
Padrões para o teste de solubilização NBR 10004/1987.
23

D.3 - PROCESSAMENTO NO BRASIL
A produção siderúrgica, assim entendida a fabricação do aço e seus produtos finais,
caracteriza-se por operações complexas que podem iniciar-se na aglomeração e
redução do minério de ferro (usinas integradas) ou na refusão e refino de metálicos
adquiridos, como sucata e gusa (usinas semi-integradas). Grandes quantidades de
materiais são consumidos na produção, mas apenas 43% em peso resultam
incorporados ao produto siderúrgico final. A escória gerada nos processos
metalúrgicos de redução do minério e de refino do aço representa o item mais
importante de material resultante da produção siderúrgica não incorporado ao
produto final (27% em peso). Em 1998, as usinas siderúrgicas brasileiras produziram
um total de 8,7 milhões de toneladas de escória, das quais 82% foram objeto de
comercialização para terceiros com agregação de valor e/ou recicladas no próprio
processo produtivo das usinas.
Em termos globais, a siderurgia gera, em média, por tonelada de aço bruto
produzido cerca de 300 kg de escória, material que por muito anos foi considerado
simplesmente um resíduo do processo siderúrgico.
Nas últimas décadas, a sociedade vem se conscientizando de que os recursos
naturais são finitos e que, se mantida a “cultura de desperdício” antes vigente, a
sobrevivência das futuras gerações e do próprio planeta estaria ameaçada.
Busca-se, atualmente, o desenvolvimento em bases auto-sustentáveis, requerendo
mudanças nos conceitos sobre uso dos recursos naturais e padrões de consumo,
com o fortalecimento cada vez maior da “reciclagem” dos materiais.
Em consequência, vem ocorrendo total reformulação nos processos de produção,
substituindo-se matérias primas, insumos e combustíveis, assim como, do lado de
consumidor final, acentua-se a consciência da prioridade na aquisição de produtos
“verdes”, fabricados com materiais reciclados.
Com esta nova determinação da sociedade, a gestão do material não incorporado
ao produto siderúrgico final, inclusive a escória gerada no processo, transformou-se
em importante questão para as empresas siderúrgicas. Neste contexto, a utilização
da escória constitui alternativa atrativa, dos pontos de vista ambiental e mesmo
24

econômico, à sua simples estocagem em pilhas ou seu descarte em aterros, que
necessitam de áreas, representam custos adicionais e criam problemas ambientais
para as comunidades vizinhas.
As escórias siderúrgicas podem ser usadas numa ampla variedade de aplicações e
assim podem ser consideradas como um co-produto da atividade siderúrgica, com
potencial de gerar receita de vendas, oferecendo resultado econômico adicional às
usinas siderúrgicas, ao mesmo tempo que reduz o consumo de recursos naturais
não renováveis, já que substitui materiais provenientes do desmonte de morros e
mineração de calcários, rochas e outros materiais primários extraídos da Natureza,
cuja exploração causa impactos ambientais significativos.
D.3. 1 - Motivações do Mercado de Escória A destinação da escória de aciaria, produzida após sua desmetalização, apresenta
parcela significativa de utilização sem quase nenhuma agregação de valor ou
apenas estocagem e disposição.
No Brasil, a utilização de escórias de aciaria é restrita a aplicações cujo preço
máximo auferido é da ordem de US$ 1,62/t: bases e sub-bases de estradas
confinadas (cobertas com asfalto) ou não confinadas, pavimentação de estradas
vicinais, lastro para ferrovias (mercado de recente desenvolvimento) e outros usos
(artefatos de concreto).
25

Tabela 3: Aplicações Consolidadas de Escória de Aciaria:
Aplicação (Materiais Concorrentes) Vantagens da Escória Limitações Uso da
Escória
Bases de Estradas (Agregados naturais, como brita e areia)
Cria bases mais duráveis Drenagem livre Camadas mais finas (5%)
• Maior densidade
• Potencial da expansão (*)
Asfalto (Agregados naturais: brita, areia, calcário)
Alta estabilidade Resistência à derrapagem Maior período de retenção de calor Maior facilidade de compactação Camadas mais finas (5%)
• Pot. da Expansão (*)
• Maior consumo de Hidrocarbonetos
Lastro p/Ferrovias (Agregados naturais: brita, areia, calcário)
Estrutura vesicular Melhor ajustamento dos dormentes Melhor drenagem
Condicionamento Solos (Calcário agrícola/ Rocha Fosfática)
Teor calcário / micronutrientes Ausência de metais pesados Teor de P205 solúvel
Custo da moagem
Produção de Cimento (Clinquer / Escória de AF / Cinzas Pozolânicas)
Apenas menor custo
• Menor "cimentação"
• Teor de óxido de ferro
• Interferência no processo do clínquer (uso no forno)
(*) exige a "cura" da escória, para eliminar a presença de CaO e MgO livre.
26

A aplicação da escória de aciaria para fins agronômicos teria potencial em duas
utilizações:
como corretivo do solo, substituindo parcialmente o uso do calcário agrícola, cuja
produção em Araxá - MG é mais representativa da oferta do material; e como
matéria-prima para a produção de fertilizantes fosfatados, substituindo parcialmente
o fosfato natural proveniente também de Araxá - MG, e que contribui basicamente
com 4% P2O5 solúvel em ácido cítrico para efeito de fertilização do solo.
No 1º caso - venda direta de escória moída como corretivo de solo – a competição
com o calcário agrícola é medida por um índice agronômico chamado PRNT =
PODER RELATIVO DE NEUTRALIZAÇÃO TOTAL: 100% para o calcário e 83%
para a escória. A aplicação tem potencial de mercado nas regiões de cerrado e não
há contra-indicação para este uso da escória. No entanto, deve-se atentar para a
complexidade da comercialização (direta) e da logística de distribuição (e assistência
técnica) a uma venda muito dispersa.
D.3.2. – Reutilização/Reciclagem de Escória de Aciaria
Escória de aciaria também pode ser reciclada em altos fornos. Os benefícios desta
reciclagem inclui:
♦ Recuperação do ferro presente na escória (óxido de ferro corresponde a cerca de
25-30% da composição da escória);
♦ Reutilização de agentes de fluxo tais como CaO e MgO;
♦ A energia consumida no processo é diminuída uma vez que o calcário presente
na escória já foi calcinado;
♦ Recuperação do CO de alto valor presente nos gases de topo do alto forno (do
processo de calcinação já completado) que tem um maior poder calorífico; e
♦ Os custos de disposição de escória que são evitados, principalmente se as
possibilidades do mercado local são limitadas.
27

D.3.3 Uso da Escória para fins Agronômicos
Corretivo do solo
Além de pequenas quantidades de fosfato, magnésio e enxofre, a escória de aciaria
contém 35-45% de óxido de cálcio que a tornam aplicável como condicionador de
solos para restaurar o equilíbrio natural nos solos acidificados. A escória de aciaria
consiste de silicatos de cálcio e ferritas entre outros constituintes. A hidrólise destes
compostos em água e a presença de íons H+ ácidos produz íons divalentes (Ca+2 e
Mg+2) que se tornam parte do complexo de troca humus-argila no solo. O uso de
escória nesta aplicação é vantajoso sobre os corretores de solos convencionais uma
vez que a cal na escória de aciaria está quimicamente combinada com sílica, ferro e
manganês. Isto permite uma lenta liberação da cal para prevenir “queima” ou
reversão para carbonato. Uma vez que esta aplicação requer partículas finas (abaixo
de 4mm) e instalações para estocagem a seco, ela é freqüentemente feita sob
encomenda. A escória de aciaria é usada no condicionamento de solos onde estes
são naturalmente ácidos melhorando também suas propriedades:
• Aumentando o nível de pH do solo (1 a 3 unidades);
• Tornando disponíveis para as plantas mais materiais nutrientes e nitrogênio
(resultando em aumento de 15%-45% no crescimento do vegetal);
• Diminuindo a mobilidade de metais pesados, micronutrientes como ferro, zinco e
manganês, e a redução do alumínio livre (como resultado do pH mais elevado).
A utilização de escória de aciaria como matéria-prima na produção de fertilizantes
fosfatados também é atrativa, pois soma às vantagens listadas no seu uso para
correção do solo, o fato da presença de teor de P2O5 solúvel (2,0 a 2,5% na escória
de conversor LD) qualifica a escória como substituta do fosfato natural (rocha
fosfática).
Fertilizantes
A utilização de escória de aciaria para fins agronômicos é mais desenvolvida na
Europa e no Japão. No Brasil, a primeira experiência de fato para a produção
permanente de escória moída de aciaria para utilização como matéria prima da
produção de fertilizantes fosfatados consiste no processamento pela SILIFÉRTIL
28

AMBIENTAL da escória dos conversores LD da MANNESMANN, para suprimento
da empresa MANAH de fertilizantes.
Tabela 5: Aplicação de Escória como Matéria Prima para Fertilizantes:
Definição da Aplicação Matéria prima para produção de fertilizantes
fosfatados substituindo o fosfato natural
Vantagens da Escória ♦ Conteúdo em óxido de cálcio e em óxido de
fósforo solúvel
♦ Cal escória já “queimada” aumento do pH do solo
♦ Reduz mobilidade de metais pesados
Desvantagens ♦ Mais baixos teores de P2O5 solúvel:
Fosfato natural: 4%
Aspectos Ambientais ♦ Favoráveis: não utilização de recursos naturais,
como rocha fosfática
♦ Risco: presença de metais pesados (maior na
produção de aço a partir do mercado de ferro)
Normatização Inexistente, pode requerer licenciamento de
apêndices agrícolas
Motivações de Mercado ♦ Possibilidade de menor custo de materiais
♦ Diversificação das fontes de matéria prima
Processamento Exigido Moagem de escória de aciaria, a US$ 6,49/t máximo
Materiais Concorrentes Fosfato natural – Rocha fosfática
29

Por definição, fertilizantes são materiais que contêm um ou mais de um dentre os
três elementos nutrientes primários: nitrogênio (N), fósforo (P) e potássio (K). A
cadeia produtiva do setor de fertilizantes compreende três segmentos:
Matérias Primas Básicas Produção de Fertilizantes Indústria Misturadora
Rocha Fosfática (P) base N: uréia Atividade Comercial
Amônia Anidra (N) base P:
fosfatos/termofosfatos Formulação e Mistura
Cloreto de Potássio (K) N + P: MAP, DAP, SPA (*)
Ácido Sulfúrico Grãos complexos
Ácido Fosfórico (H3PO4)
(*) fosfato de monoamônio, fosfato diamônio, super-fosfatos amoniados
Importância do Silício (Si) para o meio ambiente
Além dos nutrientes já citados anteriormente, o silício contido nas escórias também
apresenta uma série de importância para a indústria agrícola e ao meio ambiente
tais como:
♦ Aumenta o pH (substitui o calcário);
♦ Aumento na disponibilidade de cálcio e fósforo;
♦ Reduz o efeito tóxico do ferro, manganês e do alumínio.
♦ Diminui o emprego de fungicidas;
♦ Diminui o uso de inseticidas;
♦ Mantêm os inimigos naturais;
♦ Aumenta o aproveitamento dos fertilizantes pelas plantas;
♦ Diminui a necessidade de irrigação;
♦ Aumenta a resistência celular das plantas;
♦ Aumenta a resistência ao acamamento das plantas;
30
♦ Torna as plantas mais eretas pelo aumento da taxa de fotossíntese;
♦ Diminui o ataque por doenças do tipo fungos;
♦ Diminui o ataque de certas pragas e os efeitos da geada;
♦ Regula a evapotranspiração das plantas; e
♦ Aumenta a produtividade das plantações.
D.3.4 - Fatores Econômicos A viabilidade econômica para os mercados de escória é amplamente ditada pela
distância de transporte do material, pela disponibilidade de materiais concorrentes e
pela economia regional.
Como a escória é um produto de baixo valor agregado, considerando os usos
consolidados, os custos de frete podem limitar significativamente o raio de vendas
potencial. Assim sendo, a competição se passa principalmente em base regional e o
consumo de escória é centralizado nas regiões siderúrgicas de cada país.
Entrevistas indicaram, para as escórias resfriadas ao ar, um raio de vendas na faixa
de 32 a 40 km (usina siderúrgica), enquanto processadores falam em distâncias
maiores: 70 km e 120 km. Como regra geral, o processador de escória deve estar
apto a vender 80% do seu estoque num raio de 50 km para ser competitivo.
Para as escórias com processamento e aplicação definidas, como escória granulada
para fabricação de cimento, de maior valor de mercado, o raio de vendas se
expande para até mais de 200 km da usina geradora.
A viabilidade econômica depende ainda da oferta local de materiais concorrentes.
Como normalmente as usinas siderúrgicas estão distantes uma das outras mais de
80 km, não é normal competirem entre si no mercado de escória. A competição se
passa principalmente entre os processadores de escória e as companhias
produtoras de sucedâneos, como: brita, areia, pó de pedra. As restrições ambientais
à exploração de pedreiras vêm restringindo a ampliação desta atividade em regiões
mais populosas, inclusive no Brasil. Como porcentagem significativa das aquisições
de agregados para construção de estradas e asfalto concentra-se em regiões
metropolitanas, o custo de transporte usina ou pedreira até a obra pode tende a
nova equação de equilíbrio na competição de escória x pedra britada.
31

Finalmente, a economia regional apresenta papel relevante para o mercado de
escória. Como este material é usado principalmente na indústria de construção, uma
economia crescente cria demanda para mais produtos de aço bem como para
escória, para expandir e melhorar a infra-estrutura regional.
D.3.5. – Outras Motivações
Em menor extensão, a demanda por escória é influenciada pelas prioridades dos
consumidores, que escolhem o agregado a usar em função do preço, serviço e
disponibilidade para oferta pronta. Para os operadores de escória o preço é o fator
mais importante, enquanto para as áreas de vendas o serviço vem em primeiro
lugar. A oferta é freqüentemente o fator mais importante uma vez que projetos de
construção normalmente requerem grandes quantidades de material a um só tempo.
Na medida que novas tecnologias ou aplicações são desenvolvidas, a demanda por
escória deverá aumentar. Uma vez que a oferta de escória é limitada pela
capacidade e produção das usinas siderúrgicas, estas motivações podem promover
a mudança da alocação da escória de uma aplicação para outra principalmente se
for levado em consideração as seguintes características econômicas:
1) Magnésio Metálico: R$ 3.000,00 /t - Fob Planta
2)FeMnAC: R$ 850,00/ t - Fob Planta
3) FeMn Médio Carbono : M1 = R$ 1350,00 / t = Fob Planta - Mi = 1,00% Carbono
M2- R$ 1250,00 / t – Fob Planta - M2 = 2,00 % Carbono
4) FeMn Baixo Carbono : R$ 2200,00 / t - Fob Planta
5) FeSiMn: R$ 920,00 /t - Fob Planta - Si de 12 a 16%
R$ 1.025,00/t - Fob Planta = Si de16a20% :
6) Mn Eletrolítico : US$ 1280,00 /t - Fob RIO
7) FeMnAC - Mercado Extemo : US$ 440,00 a US$ 470,00 /t Fob Planta
8) FeSiMn - Mercado Externo : US$ 500,00 / t - Fob Planta
32

O Nível de teor desejado para estas Ligas no Mercado é de:
FeSiMn- Mínimo de 58% de Mn na Liga
FeMnAC - Mínimo de 70% de Mn na Liga
A Faixa de preços de Mercado segundo informações do EngO Tanure (11) é:
Para estas ligas temos que considerar mercado interno e externo , ou seja
FeSiMn - Mercado Interno :
Consideram esta liga na faixa de 10 a 100 mm (Granulometria) e Silício na faixa de
12 a 16 %.
Consumo da ordem de 10.000 a 13.000 t/mês em aciarias para desoxidação do aço
Preço : RS 890,00 a RS 910,00 ,a vista sem impostos
FeSiMn - Mercado Externo
Consideram esta liga na faixa de 10 a 100 mm ( Granulometria ) e Silício na faixa de
16 a 20%.
Consumo da ordem de 50 t/mês - muito baixo
Preço na faixa de US$ 420,00 a USS 430,00
FeMnAC tipo Standard - 74 a 76% Mn na liga
Granulometria também na faixa de 10 a 100 mm
Preço : Mercado Externo : de US$ 390,00 a USS 400,00 / ton ( FOT)
Mercado Interno : de R$ 820,00 a R$ 840,00/ton / FOB
FeSiMn abaixo de 100 #
Para FeSiMn nesta Granulometria , mercado muito difícil e restrito .
Melhor seria brinqueta-lo para redirecioná-lo novamente para a produção de
FeSiMn, colocando - o na panela para ser absorvido sem ocorrência de grandes
perdas.
Outra alternativa que existe em algumas situações , é injeta-lo no próprio forno
elétrico de redução via eletrodos furados, caso o forno tenha esta característica .
33

Caso fosse FeMnAC na granulometria de 100#, pode-se pensar no mercado de
eletrodos de solda , onde esta liga em forma de pó é utilizada como desoxidante e
formador de escória na soldagem .
Tratamento de Escória Aciaria e ou FeMnAC
Neste item as seguintes considerações podem ser efetuadas ou seja:
a) Escória de Aciaria
Estas escórias possuem alto índice de basicidade , ou seja alta relação CaO / Si02.
Em pequenas quantidades podem ser utilizadas como adição a carga da
sinterização , para aporte de fundentes, para compor a basicidade do sinter,
geralmente em torno de 1.8 ( relação CaO/Si02).
Entretanto o nível de alumina na escória pode ser o limitante para esta aplicação.
Outra seria utilização como lastros de estradas, ferrovias etc. Eventualmente para
industria de cimento na fabricação do clinquer.
b) Escória de Mn
Existem duas rotas distintas para produção de FeMnAC , denominadas processo
escória rica ou processo pobre.
No processo escória rica, a escória gerada se constitui em matéria prima para
fabricação de FeSiMn, podendo entrar até os níveis de 40 a 50 % na carga
dependendo da alumina.
Esta escória rica normalmente contém 38% de MnO, o que eqüivale a de Mn na
mesma. No passado foi feita muito desta escória no Amapá, quando era produzida a
liga FeMnAC. Esta escória era vendida no mercado externo a um preço aproximado
de US$ 50,00 t/ fob.
Entretanto este processo depende extremamente da disponibilidade de minérios de
alta relação Mn/Fe.
No processo escória pobre, devido a limitação da relação Mn/Fe dos minérios
utilizados, a escória contém em torno de 20 a 22% MnO , o que eqüivale a 16 e 17%
de Mn , portanto sem aplicação na produção de FeSiMn .
34
Esta escória normalmente não teria aplicação em nenhum processo, a não ser para
utilização em lastros, pavimentações de estradas, etc.
Em alguns casos, pequena parcela da mesma pode ser retornada ao forno elétrico
na produção de FeMnAC com a finalidade de se compor o volume de escória,
dependendo da porcentagem de alumina e fósforo contida .
Em ambos os casos (escória rica e escória pobre), o que normalmente acontece
devido a condições de viscosidade e temperatura é que esta escória de FeMnAC,
contém um percentual de Mn na forma metálica, o que é retirado via separação
manual ou operações de jigagem.
Em algumas situações, este percentual pode variar de 3 até 5% de material
metálico, sendo o mesmo retirado via operações de jigagem, manualmente etc, e
que é considerado como produto normal para venda .
35

E. FLUXOGRAMA PARA OBTENÇÃO DAS ESCÓRIAS DO MANGANÊS NA SIBRA E DO FERRO NA USIBA
E.1 – DIAGRAMA DE PRODUÇÃO DA SIBRA
36

Liga FeMnAc
Gás e
Poeira
Escória do FeMnAc
(descartável)
Escória do FeMnAc
(descartável)
Forno de
Fe Mn Ac
Fundentes
Minério de
Manganês
Figura 2 - Representação esquemática do fluxo de manganês no processo de
“escória pobre” de fabricação de FeMnAc.
Escória do FeSi
Mn
Liga FeSi Mn
Escória do FeMnAc
Gás e
Poeira
Gás e
Poeira
Forno de
Fe Si Mn
Forno de
Fe Mn Ac
Minério de
Manganês
Minério de
Manganês
FeMnAc
Figura 3 - Representação esquemática do fluxo de manganês no processo “escória
rica” de fabricação de Fe Mn Ac e Fe Si Mn
37

E.2. - diagrama DE PRODUÇÃO DA USIBA A escória na USIBA é produzida no forno elétrico de fusão e no forno panela, local
em que é feito o refino final do aço, como encontra-se na figura a seguir:
Figura 4 - Produção do aço na GERDAU / USIBA
������
���������� ��
��� ������������������������������������
������ ����� ��
����������������� ��� �� ������ ���� ����������� ��� ������ ��� �������
��������������������
������������������
�������������� ��� �
�������� ������������� ����� �������� �����
��� �����
���� �����
��
������
���
����������
�������� ����
�������
�����������������������������������������������������������
��� ���� ��
����������� �������
� ����������������
���������
��������
��
���������
� ������� �
��
Taru
FFIIOO MMÁÁQQUUIINNAA
LAMINAÇÃO
VVEERRGGAALLHHÃÃOO
BLOCO MORGAN
LAMINADOR FORNO DE REAQUECIMENTO
FFIIOO MMÁÁQQUUIINNAA
Ferro
E j FORNO PANELA
LINGOTAMENTO CON
FORNO ELÉTRIC
ACIARIA
Tarug
REDUÇÃO DIRETA
GÁS
COMBUSTVAPOR
REFORMADOR Ferro
���������������
�� ���� ��� ���� ���������������� �� ���
REATO
R
DE
RED
UÇ
ÃOREDUÇÃO DIRETA��������������������������������������������� ������������� ������������ ��� ����������� ��������������������������������� ��������������� ������������ ���� �������� ���� �� ��� ����MINÉRIO DE FERRO
E PELOTA
����������GÁS
NAT
URA
��TERMINAL MARÍTIMO
38

F - TRABALHO EXPERIMENTAL
F.1. – LOCAL DO DESENVOLVIMENTO DA PESQUISA E OBJETIVOS:
Os trabalhos foram desenvolvidos nos laboratórios químicos e de tecnologia mineral
do Centro de Pesquisas e Desenvolvimento – CEPED, nas instalações da
GERDAU / USIBA e na Eletrosiderúrgica Brasileira – SIBRA .
O presente trabalho tem como principal objetivo a recuperação de metais contidos
nas escórias da SIBRA e USIBA, ao tempo em que a escória resultante deverá ser
utilizada pela indústria agrícola ou outras.
As principais vantagens que o processo apresenta são as seguintes:
♦ Reciclagem de todo o resíduo denominado de “Escória da Sibra”, classificado
como Classe I;
♦ Recuperação do Manganês, que no Brasil ainda é considerado recurso mineral
carente;
♦ Possibilidade de utilização no processo de outro resíduo (ácido) igualmente
perigoso e que é neutralizado ao final;
♦ Possibilidade de utilização de outro resíduo industrial “Escória da Gerdau/Usiba”,
na fase de lixiviação do processo;
♦ O meio ambiente deixa de sofrer os danos dos resíduos citados, fazendo parte
portanto de uma Tecnologia Nova e Limpa.
♦ Criação de novo segmento de mercado;
♦ Diminuir o passivo ambiental das siderúrgicas;
♦ Fomentar a recuperação de metais nas escórias;
♦ Identificar fontes de Si de alta reatividade no solo e com baixos teores de metais
pesados;
♦ Atender a demanda reprimida por fontes de Si para uso na agricultura;
♦ Fomentar a instalação de pequenas e médias empresas interessadas na
comercialização de escórias para uso na agricultura;
39

♦ Destinação final do recuperado para a formulação de novos produtos que
agregam valores;
♦ Criação de novos empregos.
♦ Produto exportável.
O fluxograma em anexo, mostra as rotas que foram seguidas e as metas alcançadas
para que o principal objetivo fosse alcançado.
Desse modo, os elementos básicos do processamento mineral foram utilizados
adequando-se as peculiaridades de tamanho, formato e outras propriedades da
escória trabalhada.
A escória, após recebida, foi beneficiada através das seguintes etapas de processamento:
♦ Moagem;
♦ Classificação;
♦ Beneficiamento em mesa vibratória;
♦ Separação magnética;
♦ Lixiviação Ácida em duas etapas
Os produtos obtidos foram:
♦ Finos de escória para aplicação na industria cerâmica;
Manganês metálico para uso na fabricação de ligas de manganês;
Escória silicatada para uso na fabricação de fertilizantes fosfatado, corretivos de
solo ou na indústria de vidro;
Ferro em solução para obtenção de ferro eletrolítico;
Magnésio em solução para obtenção de magnésio metálico ou na fabricação de
fertilizantes fosfatados.
40

F.2 DESENVOLVIMENTO DO TRABALHO No desenvolvimento dos trabalhos, destacam-se as seguintes etapas:
Preparação da amostra;
Pesagem;
Homogeneização;
Quarteamento;
Amostragem;
Determinação da densidade;
Análise Granulométrica;
Distribuição do metal manganês nas frações granulométricas;
Estudo de liberação do metal nas frações granulométricas;
As amostras foram recebidas em três etapas distintas, sendo que na primeira as
amostras chegaram em bags individuais e sem identificação. A segunda amostra, foi
entregue na COMIN/CEPED através de uma caçamba. Quanto à terceira amostra,
chegaram em dois bags o primeiro contendo a escória do forno panela e o segundo
a escória do forno elétrico:
Na primeira fase trabalhou-se com 03 amostras distintas, as quais denominamos de
Escória 1, Escória 2 e Escória 3. Pelo fato de não termos conhecimento das origens
destas amostras, optou-se, também, pela formação de um composto destas 03
escórias, resultando em uma outra a qual denominamos de Composto.
As escórias foram então submetidas às seguintes etapas de beneficiamento:
Testes de Britagem e Moagem
Estas amostras foram primeiro britadas em um britador de martelos e depois foram
moídas em moinho de bolas, a uma granulometria menor que 35#, a qual acreditava-
se que todo o metal já estaria completamente liberado, a fim de ser concentrado na
mesa vibratória.
Segundo Da Luz e Outros (12), a moagem é o último estágio do processo de
fragmentação. Neste estágio, as partículas são reduzidas pela combinação de
41

impacto, compressão, abrasão e atrito, a um tamanho adequado à liberação do
mineral que se vai tratar ou concentrar nos processos subsequentes.
Cada minério tem uma malha ótima para ser moído, dependendo de muitos fatores
incluindo a dispersão do mineral útil na ganga e o processo de separação que vai
ser usado em seguida.
A moagem é a área da fragmentação que requer maiores investimentos, maior gasto
de energia, e considerada uma operação chave para o bom desempenho de uma
instalação de tratamento. A submoagem do minério resulta num produto grosseiro
com grau de liberação baixo para uma separação econômica; a recuperação
consequentemente, será baixa e a razão de enriquecimento deve ser terminada no
estágio de concentração. A sobremoagem também não é desejada, pois ela reduz o
tamanho das partículas de forma desnecessária o que acarreta maior consumo de
energia e, muitas vezes, perdas no processo, devido ao material ultrafino.
As máquinas mais empregadas na moagem são: moinho cilíndrico (barras, bolas ou
seixos), moinho de martelos, moinho de discos e moinho vibratório.
Os moinhos cilíndricos
Estes moinhos são constituídos de uma carcaça cilíndrica de ferro, revestida
internamente com placas de aço ou borracha, que gira sobre mancais e contém no
interior uma carga solta de barras ou bolas de ferro ou aço.
Os corpos moedores são elevados pelo movimento da carcaça até um certo ponto
de onde caem, seguindo uma trajetória parabólica, sobre as outras bolas que estão
na parte inferior do cilindro e sobre o minério que ocupa os interstícios das bolas. As
bolas acompanham o movimento da carcaça e impelidas pela força centrífuga
percorrem uma trajetória.
Moinho de bolas
Os estágios finais de fragmentação são realizados em moinhos cilíndricos, usando
bolas como meio moedor. Como as bolas têm maior área superficial por unidade de
peso do que as barras, são mais adequadas á moagem fina. O termo moinho de
bolas é restrito àqueles que têm a relação comprimento/diâmetro de 1,5 a 1 e até
menor.
42

A elevada energia utilizada no moinho não é toda gasta na quebra da partícula. A
movimentação dos corpos moedores consome grande parte da energia fornecida ao
moinho assim como outros fatores influenciam no gasto de energia dos moinhos, tais
como: velocidade de operação, fração do volume do moinho ocupado pela carga de
meio moedor (fator enchimento), percentagem de sólidos na polpa, tamanho do meio
moedor e carga circulante.
Velocidade de operação
A velocidade adequada para operação de moinhos cilíndricos são apresentados na
literatura e nos catálogos dos produtores com valores bem variáveis e algumas
vezes até conflitantes.
Fator de enchimento
Fator de enchimento é a porcentagem do volume do moinho ocupado com os corpos
moedores, incluindo os vazios entre os mesmos. Pode ser determinado, de forma
aproximada, pela expressão:
F= 113 –126 Hc / D x 100
onde:
F = fator de enchimento;
Hc = distância do topo do moinho ao topo da carga, em metros;
D = distância do moinho, em metros.
A maior capacidade do moinho é com um fator de enchimento (carga do meio
moedor) de 50%. Entretanto, na prática este nem sempre é o valor mais adequado
segundo o tipo de moinho e o tipo de descarga.
Porcentagem de sólidos na polpa
Os moinhos cilíndricos trabalham a seco ou a úmido mas em tratamento de minérios
o mais comum é a úmido. A quantidade de água usada no moinho para formar a
polpa depende da granulometria da alimentação e do tipo de moinho.
A porcentagem de sólidos ótima é função da distribuição granulométrica da carga
circulante. Deve-se, portanto, considerar em conjunto a operação de moagem e a
classificação, de forma a otimizar - se a eficiência de moagem.
43

Tamanho dos corpos moedores
O tamanho dos corpos moedores é um dos principais fatores que afetam a eficiência
e a capacidade do moinho. Este tamanho pode ser calculado usando-se princípios
teóricos e posteriormente, ajustando - se para cada instalação com a prática
industrial.
O tamanho próprio das bolas a serem adicionadas num moinho em operação é o
tamanho adequado para quebrar as maiores partículas da alimentação. Entretanto,
este tamanho não pode ser muito grande pois o número de contatos de quebra será
reduzido assim como a capacidade do moinho.
Vantagens da Escória dos corpos moedores.
Para bolas
B = (F/K)0,5 {Wi Sg / [% Vc (3,281 D)0,5 ]} 0,34
B = diâmetro máximo das bolas em mm
F = tamanho em que passa 80% da alimentação em mm
Wi = índice de trabalho em kwh/t
Sg = massa especifica do minério em g / cm3
% Vc = % da velocidade crítica
D = diâmetro interno ao revestimento da carcaça em m
K = fator variável com o tipo de moagem
Na indústria, geralmente, a moagem é realizada em circuito fechado; o produto do
moinho é recebido num classificador ou numa peneira na qual o material com
tamanho adequado é removido e ainda grosseiro retoma ao moinho junto com a
alimentação nova.
Chama – se carga circulante a razão entre o retorno do classificador e a
alimentação, expresso em percentagem.
Cc = ( D / F) x 100
Como F = R quando o moinho está em regime pode se escrever,
44
Cc = ( D / R) x 100
Dimensionamento de moinhos
O primeiro passo no dimensionamento de um moinho é a determinação da energia
necessária para produzir a moagem desejada. Várias fórmulas tem sido utilizadas
para este fim, entretanto, a equação de Bond é a mais amplamente usada, pois nas
condições mais comuns de operação ela fornece bons resultados. No entanto, para
aplicações que se afastam das usuais, pode ser arriscado dimensionar um moinho
pelo método de Bond.
O método de Bond baseia-se na equação por ele desenvolvida e no valor de Índice
de Trabalho (Wi) cuja metodologia de determinação, foi também por ele
estabelecida.
A equação é a seguinte:
E = 10 Wi (P0,5 – F0,5 ),
onde:
E = kwh / st
Wi = índice de trabalho
P = tamanho do produto em µm no qual 80% passam,
F = tamanho da alimentação em µm no qual 80% passam.
Por tudo o que foi dito conclui-se que a moagem deve ser muito bem estudada na
etapa de dimensionamento e escolha de equipamento. Esta deve ser bem
controlada na etapa de operação da usina, pois o bom desempenho de uma
instalação industrial depende em muito da operação de moagem.
Classificação em Classificador Espiral
De acordo com Chaves (13), Classificação é a operação unitária que consiste em
separar uma população de partículas em duas outras populações, uma com
proporção significativamente maior de partículas grosseiras e outra com proporção
maior de partículas finas.
Em termos de processo, o classificador é um aparelho que recebe uma alimentação,
composta de partículas de diferentes tamanhos, e a separa em duas frações o
45
produto: o underflow, que contem maior proporção das partículas mais grosseiras, e
o overflow, onde se concentram as partículas de menores dimensões.
Beneficiamento em Mesa Vibratória
A mesa vibratória típica, consiste de um “deck” de madeira revestido com material
com alto coeficiente de fricção (borracha ou plástico), parcialmente coberto com
ressaltos, inclinado e sujeito a um movimento assimétrico na direção dos ressaltos,
por meio de um mecanismo que provoca aumento da velocidade, no sentido da
descarga do concentrado e uma reversão súbita no sentido contrário, diminuindo,
suavemente, a velocidade no final do curso.
Os mecanismos de separação atuantes na mesa vibratória, podem ser melhor
compreendidos se considerarmos, separadamente, a região da mesa com riffles e a
região lisa. Naquela, as partículas minerais alimentadas transversalmente aos riffles,
sofrem o efeito do movimento assimétrico da mesa, resultando em um deslocamento
das partículas para a frente, as pequenas e pesadas deslocando-se mais que as
grossas e leves. Nos espaços entre os riffles, as partículas estratificam-se devido à
dilatação causada pelo movimento assimétrico da mesa e pela turbulência da polpa,
através dos riffles, comportando-se, este leito entre os riffles, como se fosse um jigue
em miniatura, fazendo com que os minerais pesados e pequenos fiquem mais
próximos à superfície que os grandes e leves.
As camadas superiores são arrastadas sobre os riffles pela nova alimentação e pelo
fluxo de água de lavagem transversal. A concentração final tem lugar na região lisa
da mesa, onde a camada de material apresenta-se mais fina.
A mesa vibratória é empregada há várias décadas, sendo um equipamento
disseminado por todo o mundo para a concentração gravítica de alguns minérios. É
considerada de modo geral o equipamento mais eficiente para o tratamento de
materiais com granulometria fina. Sua limitação é a baixa capacidade de
processamento, < 2 t/h e quando se trata de minérios com granulometria muito fina a
mesa opera com menor capacidade, isto é < 500 Kg/h.
46
F.3. TESTES PRÁTICOS EM LABORATÓRIO
F.3.1. Amostras dos 3 Bags Individuais Os resultados obtidos foram os seguintes:
Escória 1:
Manganês contido na Alimentação
Alimentação ⇒ Mn=16,5% * 174,60Kg=28,809 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa
Manganês contido no Metal = 8,0kg x 64,8% de Mn = 5,184kg Mn
Recuperação do metal manganês (Mn) = (5,184 / 28,809) * 100% = 18%
Considerou-se duas áreas intermediárias denominando-as de Misto 1 e Misto 2 para
conhecer-se se o manganês estava contido também neste local.
Misto 1 = 698,1 g
Misto 2 = 556,5 g
Misto 1 = 698,1g x 20,4% = 142,41g de Mn
Misto 2 = 556,5g x 15,47% = 85,70g de Mn
Total do Mn nos Mistos = 228,11g
Recuperação do Mn nos Mistos = 0,79% 100 x 28.809228,11
=
Conclusão: Pode-se considerar que houve uma boa recuperação do metal
contendo manganês (18%), porém o mesmo não ocorreu com os mistos já que os
valores encontrados foram bastante baixo (0,79%).
Escória 2:
Manganês contido na Alimentação
Alimentação ⇒ Mn = 13,2% x 162,50 Kg = 21,450 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa
Manganês contido no Metal (Mn) = 7,00 kg x 60,9% = 4,26 kg de Mn 47

Recuperação do metal manganês (Mn) = Mn de 19,87%x100%21,454,26
=
Considerou-se duas áreas intermediárias denominando-as de Misto 1 e Misto 2 para
conhecer-se se o manganês estava contido também neste local.
Misto 1 = 693,8 g
Misto 2 = 1.093,00 g
Misto 1 = 693,8g x 14,4% = 99,91g de Mn
Misto 2 = 1.093,00g x 11,7% = 127,88g de Mn
Total do Mn nos Mistos = 227,79g
Recuperação do Mn nos Mistos = 1,06 100% x 21450227,79
= % de Mn
Conclusão: Com relação ao manganês contido na liga recuperada, pode-se
considerar que houve uma boa recuperação do metal contendo manganês 19,7%,
porém o mesmo não ocorreu com os mistos já que os valores encontrados foram
bastante baixo 1,06%.
Escória 3:
Manganês contido na Alimentação
Alimentação ⇒ Mn = 19,2% x 170,20 Kg = 32,68 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa
Manganês contido no Metal (Mn) = 12,00 kg x 59,4% = 7,13 kg de Mn
Recuperação do metal manganês (Mn) = 21,81%x100%32,687,13
= de Mn
Considerou-se duas áreas intermediárias denominando-as de Misto 1 e Misto 2 para
conhecer-se se o manganês estava contido também neste local.
Misto 1 = 1.037,50 g
Misto 2 = 1.110,30 g
Misto 1 = 1.037,50g x 19,0% = 197,13g de Mn
48

Misto 2 = 1.110,30g x 12,2% = 135,46g de Mn
Total do Mn nos Mistos = 332,59g
Recuperação do Mn nos Mistos = (332,59 / 32680,00) * 100 % = 1,02 % de Mn
Conclusão: O manganês contido na liga foi recuperado em (21,81%), o que pode–
se considerar como sendo uma boa recuperação, porém os mistos não
apresentaram um bom desempenho já que o valor encontrado foi bastante baixo,
apenas 1,02%).
Composto da Escória 1 + Escória 3
Manganês contido na Alimentação
Alimentação da Escória 1 = 74,40 Kg
Alimentação da Escória 3 = 75,80 Kg
Total da Alimentação = 150,20 Kg
Alimentação ⇒ Mn = 18,2% x 150,20 Kg = 27,34 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa
Manganês contido no Metal (Mn) = 13,400 kg x 61,6% = 8,25 kg de Mn
Recuperação do metal manganês (Mn) = 30,19%x100%27,348,25
= de Mn
Tomando-se os materiais das áreas intermediárias que são denominados como
Misto 1 e Misto 2 calculou-se a recuperação do manganês que estava contido
também neste local.
Misto 1 = 574,60 g
Misto 2 = 1.063,30 g
Misto 1 = 574,60g x 21,2% = 121,82g de Mn
Misto 2 = 1.063,30g x 12,9% = 137,17g de Mn
Total de Manganês nos Mistos = 258,99g de Mn
Recuperação do Mn nos Mistos = (258,99 / 27.340,00) * 100 % = 0,95 % de Mn
49
Conclusão: O manganês contido na liga foi recuperado em 30,19%, o que pode–se
considerar como sendo uma ótima recuperação em se tratando de escórias, porém

os mistos não apresentaram um desempenho bastante baixo já que o valor
encontrado foi de 0,95%.
Densidade dos Metais e dos Mistos Obtidos
Metais Mistos
M1 5,95 3,33
M2 5,94 3,19
M3 5,93 3,20
Composto 1 + 3 5,71 3,33
Análise Granulométrica do Metal Obtido
Realizou-se então uma análise granulométrica do metal obtido após a concentração
na mesa vibratória, cuja principal finalidade era conhecer a distribuição do metal nas
respectivas malhas:
ESCÓRIA 1 (%)
ESCÓRIA 2 (%)
ESCÓRIA 3 (%)
COMPOSTO 1+3 (%) MALHA
simples acumu-lado simples acumu-
lado simples acumu-lado simples acumu
lado
28# 0,14 0,14 5,97 5,97 0,17 0,17 1,51 1,51
35# 8,69 8,83 14,57 20,54 16,89 17,06 14,62 16,13
48# 11,25 20,08 10,81 31,35 14,54 31,60 11,89 28,02
65# 13,31 33,39 11,18 42,53 13,48 45,08 11,59 39,61
100# 19,79 53,18 15,70 58,23 15,86 60,94 16,53 56,14
<100# 46,82 100,00 41,77 100,00 39,06 100,00 43,86 100,00
50
Análise Química do Metal obtido da Escória 1
Optou-se também pela realização de uma Análise Química mais completa no metal
obtido da escória 1 cujo principal objetivo era conhecer a composição do metal e
certificar-se de que não só o Manganês e o Ferro eram de fato os principais
elementos neste material.
Principais elementos Resultados
Manganês (Mn, % ) 64,8
Ferro (Fe, % ) 13,5
Alumínio (Al, % ) 1,22
Cálcio (Ca, % ) 0,99
Outros (%) 19,49
As outras determinações encontram-se em anexo no laudo de análises 1818/99,
incluindo-se também as determinações dos componentes presentes no item “outros”.
F.3.2. Material da Caçamba: Na segunda etapa optou-se pela realização de vários testes, utilizando-se porém a
escória de uma única origem.
Recebeu-se então na COMIN/CEPED uma caçamba contendo cerca de 7780kg de
escória provenientes da SIBRA - Eletrosiderúrgica Brasileira S/A.
Este material foi então passado numa grelha de 2” na qual ficaram retidos cerca de
1090 kg, o equivalente a 12% do material bruto que foi recolhido. Este material foi
então britado num britador de mandíbulas.
A outra parte do material foi então passada em uma peneira de ¼” ficando retido
cerca de 2542 kg o que equivale a 38%.
51
O material passante nestas malhas foi considerado apto para a moagem, enquanto
que o retido foi juntado com o outro material que havia sido britado anteriormente
(1090kg) e foram conduzidos a uma britagem secundária, utilizando-se, desta vez,
um britador de martelos.

Feita a britagem, toda a escória foi juntada e homogeneizada formando uma grande
pilha. Esta pilha sofreu um processo de quarteamento, gerando 04 (quatro) outras
pilhas de igual tamanho.
Foram realizadas as amostragens destas pilhas que serviram para determinação das
analises granulométricas. Este material foi denominado de “Alimentação do Moinho”.
Análise Granulométrica da “Alimentação do Moinho”:
Massa inicial = 343,49g.
Distribuição ( % ) Malha
Massa (g) Retido Acumulado
4# 45,56 13,26 13,26
8# 101,99 29,69 42,95
16# 78,96 22,99 65,94
28# 32,30 9,40 75,34
35# 25,55 7,44 82,78
48# 10,97 3,19 85,97
65# 10,19 2,97 88,94
100# 10,59 3,08 92,03
<100# 27,38 7,97 100,00
A densidade deste material foi determinada por picnômetro, dando um valor de 3,16
sendo este o resultado da média de três determinações.
52

F.4. TESTES NA MESA VIBRATÓRIA
Teste 1 – Data: 11.08.99 Alimentação na mesa = 272,60 kg de Escória
Umidade = 4,16%
Peso Real da Alimentação = 261,26 Kg de Escória
Manganês contido na Alimentação (Teórico)
Alimentação ⇒ Mn = 15,80 % * 261,26 Kg = 41,27 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa (Teórico)
Manganês contido no Metal (Mn) = 13,60 kg * 73,8 % = 10,04 kg de Mn
Recuperação Teórica do metal manganês (Mn) = (10,04 / 41,27) * 100% = 24,32 %
de Mn
Considerou-se desta vez apenas uma área intermediária que foi denominada de
Misto para conhecer-se então se o manganês estava contido também neste local.
Misto = 6,4 Kg
Os finos obtidos foram:
Finos = 1,377kg e o rejeito final foi de;
Rejeito = 239,88kg
Recuperação Teórica do Mn no Misto = Por ter sido muito baixa a recuperação em
massa do misto (6,4 / 261,26) * 100 % = 2,45 % de Material optou-se então por
despreza-lo.
Conclusão: O manganês contido na liga foi recuperado em (24,32%), o que pode–
se considerar como sendo uma boa recuperação, porém o misto não apresentou um
bom desempenho já que o valor a ser encontrado deveria ser em torno de 2,00%.
53

Análise Granulométrica após Concentração
Malha Metal (%) Misto (%) Finos (%)
16# 0,00 0,88 -
28# 0,00 1,28 -
35# 0,00 2,59 -
48# 0,29 4,56 0,42
< 48# 99,71 90,69 99,58
Quadro Resumo: Recuperação em Massa
Recuperação em Massa
Densidade Massa (Kg)
Recuperação (%)
Teor Teórico (%)
Recuperação Teórica (%)
Metal 6,17 13,60 5,21 ≅73,80 24,32
Misto 4,01 6,40 2,45 -
Finos 3,29 1,38 0,52 ≅14,40 0,48
Rejeito 3,06 239,88 91,82 75,56
Teste 2 Data: 13.08.99
Alimentação na mesa = 208,60 kg de Escória
Umidade = 4,16%
Peso Real da Alimentação = 199,92 Kg de Escória
Densidade = 3,17
Manganês contido na Alimentação (Teórico)
Alimentação ⇒ Mn = 15,80 % * 199,92 Kg = 31,59 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa (Teórico)
Manganês contido no Metal (Mn) = 10,60 kg * 75,2 % = 7,97 kg de Mn 54

Recuperação Teórica do metal manganês (Mn) = (7,97 / 31,59) * 100% = 25,23 % de
Mn
Considerou-se novamente apenas uma área intermediária que foi denominada de
Misto para conhecer-se então se o manganês estava contido também neste local.
Misto = 6,80 Kg
Os finos obtidos foram:
Finos = 0,80 kg e o rejeito final foi de;
Rejeito = 181,72 kg
Recuperação Teórica do Mn no Misto = Pelo mesmo motivo já citado anteriormente
optou-se por despreza-lo.
Conclusão: O manganês contido na liga foi recuperado em (25,23%), o que pode–
se considerar como sendo uma boa recuperação, porém o misto não apresentou um
bom desempenho já que o valor a ser encontrado deveria estar em torno de 2,00%.
Análise Granulométrica após Concentração
Malha Alimentação de
Mesa (% )
Metal
(%)
Misto
(%)
16# 0,34 0,00 5,54
28# 0,38 0,00 3,30
35# 1,65 0,00 2,78
48# 2,89 0,17 3,32
<48# 94,74 99,83 85,06
55

Quadro Resumo: Recuperação em Massa
Recuperação em Massa
Densidade Massa (Kg)
Recuperação (%)
Teor Teórico (%)
Recuperação Teórica (%)
Metal 6,25 10,60 5,30 ≅75,20 25,23
Misto 4,67 6,80 3,40 - -
Finos 2,71 0,80 0,40 ≅12,25 0,31
Rejeito 3,07 181,72 90,90 ≅13,00 74,78
Testes 3 Data: 17.08.99
Alimentação na mesa = 372,40 kg de Escória
Umidade = 4,15%
Peso Real da Alimentação = 356,95 Kg de Escória
Densidade = 3,24
Manganês contido na Alimentação (Teórico)
Alimentação ⇒ Mn = 15,82 % * 356,95 Kg = 56,47 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa (Teórico)
Manganês contido no Metal (Mn) = 12,00 kg * 77,0 % = 9,24 kg de Mn
Recuperação Teórica do metal manganês (Mn) = (9,24/56,47)*100% =16,36% de Mn
Considerou-se novamente apenas uma área intermediária que foi denominada de
Misto para conhecer-se então se o manganês estava contido também neste local.
Misto = 10,00 Kg
Os finos obtidos foram:
Finos = 2,20 kg e o rejeito final foi de;
Rejeito = 332,75 kg
56
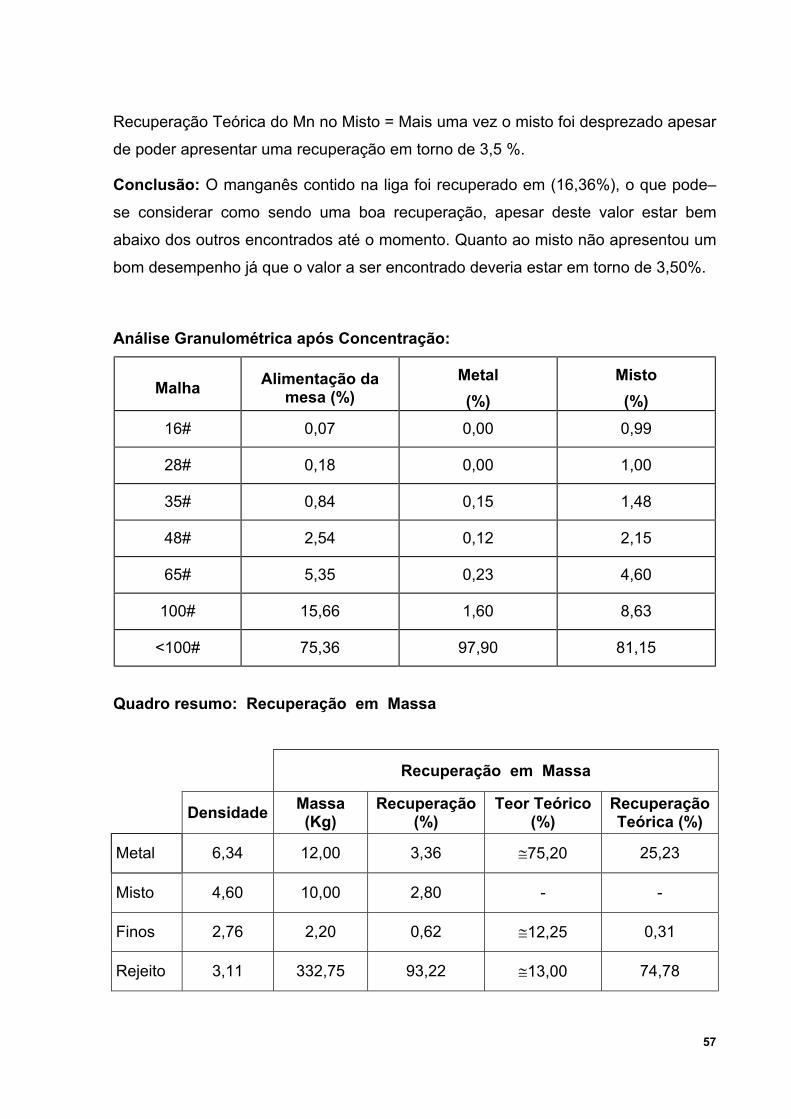
Recuperação Teórica do Mn no Misto = Mais uma vez o misto foi desprezado apesar
de poder apresentar uma recuperação em torno de 3,5 %.
Conclusão: O manganês contido na liga foi recuperado em (16,36%), o que pode–
se considerar como sendo uma boa recuperação, apesar deste valor estar bem
abaixo dos outros encontrados até o momento. Quanto ao misto não apresentou um
bom desempenho já que o valor a ser encontrado deveria estar em torno de 3,50%.
Análise Granulométrica após Concentração:
Malha Alimentação da mesa (%)
Metal (%)
Misto (%)
16# 0,07 0,00 0,99
28# 0,18 0,00 1,00
35# 0,84 0,15 1,48
48# 2,54 0,12 2,15
65# 5,35 0,23 4,60
100# 15,66 1,60 8,63
<100# 75,36 97,90 81,15
Quadro resumo: Recuperação em Massa
Recuperação em Massa
Densidade Massa (Kg)
Recuperação (%)
Teor Teórico (%)
Recuperação Teórica (%)
Metal 6,34 12,00 3,36 ≅75,20 25,23
Misto 4,60 10,00 2,80 - -
Finos 2,76 2,20 0,62 ≅12,25 0,31
Rejeito 3,11 332,75 93,22 ≅13,00 74,78
57

Teste 4 Data: 18.08.99
Alimentação na mesa = 271,40 kg de Escória
Umidade = 4,16%
Peso Real da Alimentação = 271,40 * 4,16 % = 260,11 Kg de Escória
Densidade = 3,22
Manganês contido na Alimentação
Alimentação ⇒ Mn = 15,80 % * 260,11 Kg = 41,10 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa
Manganês contido no Metal (Mn) = 9,20 kg * 78,0 % = 7,18 kg de Mn
Recuperação do metal manganês (Mn) = (7,18 / 41,10) * 100% = 17,46 % de Mn
Considerou-se novamente apenas uma área intermediária que foi denominada de
Misto para conhecer-se então se o manganês estava contido também neste local.
Misto = 10,00 Kg
Os finos obtidos foram:
Finos = 2,20 kg e o rejeito final foi de;
Rejeito = 238,71 kg
Recuperação Teórica do Mn no Misto = Mais uma vez o misto foi desprezado apesar
de poder apresentar uma recuperação em torno de 3,5 %.
Conclusão: O manganês contido na liga foi recuperado em (17,46%), o que pode–
se considerar como sendo uma boa recuperação, apesar deste valor estar apenas a
um ponto percentual acima do último resultado e bem abaixo dos outros
encontrados até o momento. Quanto ao misto não apresentou um bom desempenho
já que o valor a ser encontrado deveria estar em torno de 3,50%.
58

Análise Granulométrica após Concentração:
Malha Alimentação de mesa (%)
Metal (%)
Misto (%)
Rejeito (%)
16# 0,16 0,00 0,46 0,08
28# 0,32 0,06 0,69 0,12
35# 0,72 0,08 2,03 0,76
48# 1,79 0,10 4,31 1,87
65# 4,75 0,14 8,80 4,72
100# 13,94 1,02 11,12 13,62
<100# 78,32 98,60 72,59 78,83
Quadro resumo: Recuperação em Massa
Recuperação em Massa
Densidade Massa (Kg)
Recuperação (%)
Teor Teórico (%)
Recuperação Teórica (%)
Metal 6,40 9,20 3,54 78,00 17,46
Misto 4,48 10,00 3,84 - -
Finos 3,02 2,20 0,85 ≅13,00 0,70
Rejeito 3,10 238,71 91,77 ≅13,80 80,15
Teste 5 Data: 20.08.99
Alimentação na mesa = 343,20 kg de Escória
Umidade = 4,20%
Peso Real da Alimentação = 343,20 * 4,20 % = 328,79 Kg de Escória
Densidade = 3,18
Manganês contido na Alimentação (Teórico)
59

Alimentação ⇒ Mn = 15,80 % * 328,79 Kg = 51,95 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa (Teórico)
Manganês contido no Metal (Mn) = 13,00 kg * 77,0 % = 10,01 kg de Mn
Recuperação Teórica do metal manganês (Mn) =(10,01/51,95)*100%=19,27% de Mn
Considerou-se novamente apenas uma área intermediária que foi denominada de
Misto para conhecer-se então se o manganês estava contido também neste local.
Misto = 7,20 Kg
Os finos obtidos foram:
Finos = 1,20 kg e o rejeito final foi de;
Rejeito = 307,39 kg
Recuperação Teórica do Mn no Misto = Mais uma vez o misto foi desprezado apesar
de poder apresentar uma recuperação em torno de 1,94 %.
Conclusão: O manganês contido na liga foi recuperado em (19,27%), o que pode–
se considerar como sendo uma boa recuperação. Quanto ao misto não apresentou
um bom desempenho já que o valor a ser encontrado deveria estar em torno de
2,00%.
Análise Granulométrica após Concentração:
Malha Alimentação de mesa (%)
Metal (%)
Misto (%)
Rejeito (%)
16# 0,08 0,00 0,81 0,06
28# 0,07 0,00 0,53 0,04
35# 0,41 0,00 1,16 0,30
48# 1,27 0,12 3,55 1,20
65# 4,60 0,21 9,91 4,46
100# 13,95 1,13 12,25 16,15
<100# 79,62 98,54 71,79 77,79
60

Quadro resumo: Recuperação em Massa
Recuperação em Massa
Densidade Massa (Kg)
Recuperação (%)
Teor Teórico (%)
Recuperação Teórica (%)
Metal 6,34 13,00 3,95 ≅77,00 19,27
Misto 4,14 7,20 2,19 - -
Finos 3,03 1,20 0,36 ≅13,10 0,30
Rejeito 3,07 307,39 93,49 ≅13,00 76,92
Teste 6 Data: 23.08.99
Alimentação na mesa = 353,40 kg de Escória
Umidade = 4,19%
Peso Real da Alimentação = 353,40 * 4,19 % = 338,59 Kg de Escória
Densidade = 3,16
Manganês contido na Alimentação (Teórico)
Alimentação ⇒ Mn = 15,80 % * 338,59 Kg = 53,50 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa (Teórico)
Manganês contido no Metal (Mn) = 9,00 kg * 75,0 % = 6,75 kg de Mn
Recuperação Teórica do metal manganês (Mn)=(6,75 / 53,50)*100%=12,62 % de Mn
Considerou-se novamente apenas uma área intermediária que foi denominada de
Misto para conhecer-se então se o manganês estava contido também neste local.
Misto = 12,60 Kg
Os finos obtidos foram:
Finos = 2,00 kg e o rejeito final foi de;
Rejeito = 314,99 kg
61

Recuperação Teórica do Mn no Misto = Mais uma vez o misto foi desprezado apesar
de poder apresentar uma recuperação em torno de 3,4 %.
Conclusão: O manganês contido na liga foi recuperado em (12,62%), o que pode–
se considerar como sendo uma recuperação percentual bastante baixa se
comparada com outros percentuais de recuperação já obtidos. Quanto ao misto não
apresentou um bom desempenho já que o valor a ser encontrado deveria estar em
torno de 3,40%.
Análise Granulométrica após Concentração:
Malha Alimentação de mesa (%)
Metal (%)
Misto (%)
Rejeito (%)
16# 0,13 0,00 0,62 0,07
28# 0,11 0,00 0,68 0,08
35# 0,38 0,00 0,80 0,33
48# 1,16 0,30 1,32 1,23
65# 3,59 0,36 4,75 4,25
100# 15,08 1,28 14,08 14,38
<100# 79,55 98,06 77,75 79,66
Quadro resumo: Recuperação em Massa
Recuperação em Massa
Densidade Massa (Kg)
Recuperação (%)
Teor Teórico (%)
Recuperação Teórica (%)
Metal 6,23 9,00 2,66 ≅75,00 12,62
Misto 4,14 12,60 3,72 - -
Finos 3,04 2,00 0,59 ≅13,00 0,49
Rejeito 3,17 314,99 93,03 ≅13,91 81,90
62

Teste 7 Data: 30.08.99
Alimentação na mesa = 1.176,00 kg de Escória
Umidade = 4,26%
Peso Real da Alimentação = 1.176,00 * 4,26 % = 1.125,90 Kg de Escória
Densidade = 3,15
Manganês contido na Alimentação (Teórico)
Alimentação ⇒ Mn = 16,40 % * 1.125,90 Kg = 184,65 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa
Manganês contido no Metal (Mn) = 45,60 kg * 76,9 % = 35,07 kg de Mn
Recuperação do metal manganês (Mn) = (35,07 / 184,65) * 100% = 18,99 % de Mn
Misto - Devido a todos os resultados anteriores não apresentarem boas
recuperações com relação ao misto optou-se então por não deixar uma área
intermediária para saber se havia manganês contido nela.
Recuperação Teórica do Mn no Misto = Mais uma vez o misto foi desprezado.
Os finos obtidos foram:
Finos = 5,60 kg e o rejeito final foi de;
Rejeito = 1.074,70 kg
Conclusão: O manganês contido na liga foi recuperado em (18,99%), o que pode–
se considerar como sendo uma boa recuperação se compararmos com os
resultados obtidos até o momento.
63

Análise Granulométrica após Concentração:
Malha Alimentação de mesa (%)
Metal (%)
Rejeito (%)
16# 0,16 0,08 0,10
28# 0,22 0,09 0,16
35# 0,93 0,09 0,68
48# 1,88 0,11 1,78
65# 4,62 0,28 4,82
100# 13,08 1,92 13,67
<100# 79,11 97,43 78,79
Quadro resumo: Recuperação em Massa
Recuperação em Massa
Densidade Massa (Kg)
Recuperação (%)
Teor Teórico (%)
Recuperação Teórica (%)
Metal 6,36 45,60 4,05 76,9 18,99
Finos 2,90 5,60 0,50 ≅12,40 0,40
Rejeito 3,14 1.074,70 95,45 13,9 80,90
Teste 8 Data: 08.09.99
Alimentação na mesa = 1.389,20 kg de Escória
Umidade = 4,24%
Peso Real da Alimentação = 1.389,20 * 4,24 % = 1.330,30 Kg de Escória
Densidade = 3,13
Manganês contido na Alimentação (Teórico)
64

Alimentação ⇒ Mn = 15,80 % * 1.330,30 Kg = 210,19 kg de Manganês (Mn)
Metal Obtido após a concentração na mesa (Teórico)
Manganês contido no Metal (Mn) = 53,40 kg * 74,0 % = 39,52 kg de Mn
Recuperação Teo. do metal manganês (Mn)=(39,52/210,19)*100%=18,80% de Mn
Misto - Devido a todos os resultados anteriores não apresentarem boas
recuperações com relação ao misto optou-se então por não deixar uma área
intermediária para saber se havia manganês contido nela.
Recuperação Teórica do Mn no Misto = Mais uma vez o misto foi desprezado.
Os finos obtidos foram:
Finos = 187,54 kg e o rejeito final foi de;
Rejeito = 1.089,36 kg
Conclusão: O manganês contido na liga foi recuperado em (18,80%), o que pode–
se considerar como sendo uma boa recuperação se compararmos com os
resultados obtidos até o momento.
Análise Granulométrica após Concentração:
Malha Alimentação de mesa (%)
Metal (%)
Rejeito (%)
Finos (%)
16# 0,08 0,00 0,06 0,00
28# 0,09 0,00 0,09 0,00
35# 0,53 0,00 0,38 0,28
48# 1,57 0,12 1,32 0,46
65# 4,17 0,31 4,67 1,13
100# 1,72 1,18 15,46 4,96
<100# 79,84 98,39 78,02 93,17
65

Quadro resumo: Recuperação em Massa
Recuperação em Massa
Densidade Massa (Kg)
Recuperação (%)
Teor Teórico(%)
Recuperação Teórica (%)
Metal 6,18 53,40 4,01 74,0 18,80
Finos 2,94 187,54 14,10 ≅12,44 11,10
Rejeito 3,14 1089,36 81,89 13,9 71,07
Encontra-se a seguir um quadro contendo um resumo geral de todos os testes de concentração e beneficiamento realizados apenas com a escória proveniente da SIBRA – Eletrosiderúrgica Brasileira S/A.
Metal Densidade Análise do Mn (%)
Referência da Análise
Data do Teste
M 1 – Escória 1 5,95 64,80 Laboratório 22 / 04 / 99
M 2 – Escória 2 5,94 60,90 Laboratório 23 / 04 / 99
M 3 – Escória 3 5,93 59,40 Laboratório 26 / 04 / 99
Composto 5,71 61,60 Laboratório 28 / 04 / 99
TESTE 1 6,17 73,80 Teórico 11 / 08 / 99
TESTE 2 6,25 75,20 Teórico 13 / 08 / 99
TESTE 3 6,34 77,00 Teórico 17 / 08 / 99
TESTE 4 6,40 78,00 Laboratório 18 / 08 / 99
TESTE 5 6,34 77,00 Teórico 20 / 08 / 99
TESTE 6 6,23 75,00 Teórico 23 / 08 / 99
TESTE 7 6,36 76,90 Laboratório 30 / 08 / 99
TESTE 8 6,18 74,00 Teórico 08 / 09 / 99
66

Pelo Quadro Geral mostrado acima, pode-se verificar que os resultados do
Manganês encontrado no metal proveniente dos testes realizados com as Escórias
1, 2, 3 e o Composto, demonstram claramente que trata-se de uma liga de Ferro
Sílico Manganês ( FeSiMn ), já que o teor do Manganês em todos os casos situou-se
entre 59% e 65%.
Quanto aos outros testes realizados com o material vindo na Caçamba, os resultados demonstraram tratar-se de uma liga do tipo Ferro Manganês Alto Carbono Standard, ( FeMnAc ) pois em todos os resultados o Manganês obtido esteve sempre situado entre 73% e 78%. Logo, pode-se recomendar que este tipo de trabalho poderá ser melhor desenvolvido no futuro, já que os tipos de Liga Metálica recuperadas tem Mercado assegurado, tanto pela própria Sibra, quanto pelos Consumidores Externos ou Internos no País.
F.5. SEPARAÇÃO MAGNÉTICA
É um método consagrado na área de processamento de minérios, cujo principal
objetivo é a concentração e/ou purificação de muitas substâncias minerais. Baseia-
se, principalmente, na propriedade da susceptibilidade magnética pela qual um certo
material responderá a um campo magnético, se é capaz de ser concentrado ou não.
De posse dos resultados dos testes de concentração na mesa, verificou-se que o
rejeito obtido ainda continha manganês. Desta forma, optou-se por realizar-se testes
de concentração magnética a fim de tentar recuperar-se a parte do metal manganês
ainda contido no metal o qual encontra-se associado ao ferro existente.
Foi feito então um composto com 03 rejeitos da mesa (testes dias 05,11 e 13.08.99)
e retirada 01 amostra para realização do teste1. Os testes subsequentes sofreram
as mesmas preparações.
Teste 1:
Massa inicial da Alimentação = 4.000g (4Kg)
Densidade = 3,06
Teor de Mn (%) = 7,75
67

Teor de Fe (% = 0,750
Resultados obtidos após a concentração magnética
Item Massa
(g) Densidade Teor de Mn
(%) Teor de Fe
(%) Magnético 891,66 3,20 16,4 1,76
Misto 121,12 3,04 11,0 0,434
Não magnético 2.987,22 2,83 5,28 0,343
68

Teste 2:
Foi dado o mesmo tratamento que o anterior para este teste, só que neste caso era
um composto das alimentações.
Massa inicial da Alimentação = 2,000g
Densidade = 3,06
Teor de Mn (%) = 14,00
Teor de Fe (%) = 1,71
Resultados Obtidos após a Concentração Magnética
Item Massa
(g) Densidade
Teor de Mn (%)
Teor de Fe (%)
Magnético 739,31 3,20 16,8 2,05
Misto 965,19 3,04 14,4 1,34
Não magnético 295,50 2,83 6,20 0,835
Teste 3 Foi realizado um novo teste com os dados semelhantes ao anterior
Massa inicial da Alimentação = 2.000g
Densidade = 3,06
Teor de Mn (%) = 14,50
Resultados Obtidos após a Concentração Magnética
Item Massa
(g) Densidade
Teor de Mn teórico (%)
Magnético 805,96 3,20 16,8
Misto 959,54 3,04 14,2
Não magnético 234,50 2,83 5,88
69
F.6. TESTE DE LIXIVIAÇÃO ÁCIDA ( 1A . ETAPA )
Lixiviação é um processo de extração de metal, no qual utiliza-se um reagente
adequado para realizar a dissolução de materiais ou minérios que estão sendo
objetos de estudos. Este reagente normalmente tem que ser de custo bastante baixo
e capaz de permitir que o metal ou minério possam ser depois recuperado de forma
técnica e econômica bastante viável
O principal objetivo deste teste é simplesmente, o de verificar se todo o manganês
ainda existente no rejeito, após a concentração magnética, estava, pelo menos em
parte exposta, podendo desta forma ser atacado pelo ácido e então ser
transformado em solução; bem como, quanto tempo seria necessário para que a
lixiviação, propriamente dita, ocorresse completamente. Optou-se então pela
utilização de um reagente denominado de Ácido Clorídrico Residual que no
momento é excedente na CETREL tendo por isto, custo praticamente nulo para a
Empresa que irá utilizá-lo.
Dados da realização dos Testes: Primeiro Teste
Material Utilizado = Rejeito da Concentração em Mesa do dia 18/08/99
Reagente Utilizado = Ácido Clorídrico Residual da CETREL
Reagente = HCl 2M = 2000ml
Massa do Rejeito = 400g
Tempo de Lixiviação = 1h; 2h e 4h
Teor Original do Manganês (Mn) = 13,00%
Manganês contido na Alimentação = (400g * 13,00) / 100 = 52,00 g de Mn
Recuperação do Mn após a Lixiviação:
Tempo = 1 hora:
Rec Mn = 12169 mg/L * 2 L = 24338 mg = 24,338 g ⇒
⇒ Rec Mn = (24,338 / 52,00) * 100 = 46,80%
70

Tempo = 2 horas:
Rec Mn = 13244 mg/L * 2 L = 26488 mg = 26,488 g ⇒
⇒ Rec Mn = (26,448 / 52,00) * 100 = 50,94%
Tempo = 4 horas:
Rec Mn = 11095 mg/L * 2 L = 22190 mg = 22,190 g ⇒
⇒ Rec Mn = (22,190 / 52,00) * 100 = 42,67%
Colocando estes resultados em forma de gráfico temos o seguinte:
RECUPERAÇÃO DE MANG ANÊS
30
40
50
60
70
0 2 4 6
TEM PO (h)
REC
UPE
RA
ÇÃ
O (%
)
8
Segundo Teste
Material Utilizado = Rejeito da Concentração em Mesa do dia 30/08/99 Reagente Utilizado = Ácido Clorídrico Residual da CETREL Reagente = HCl 2M = 2000ml Massa do Rejeito = 400g Tempo de Lixiviação = 1h; 2h e 4h Teor Original do Manganês (Mn) = 13,90% Manganês contido na Alimentação = (400g * 13,90) / 100 = 55,60 g de Mn Recuperação do Mn após a Lixiviação:
71

Tempo = 1 hora:
Rec Mn = 15661 mg/L * 2 L = 31322 mg = 31,322 g ⇒
⇒ Rec Mn = (31,322 / 55,60) * 100 = 56,33%
Tempo = 2 horas:
Rec Mn = 17273 mg/L * 2 L = 34546 mg = 34,546 g ⇒
⇒ Rec Mn = (34,546 / 55,60) * 100 = 62,13%
Tempo = 4 horas:
Rec Mn = 15930 mg/L * 2 L = 31860 mg = 31,860 g ⇒
⇒ Rec Mn = (31,860 / 55,60) * 100 = 57,30%
RECUPERAÇÃO DE MANGANÊS
30
40
50
60
70
0 1 2 3 4 5TEMPO (h)
REC
UPE
RA
ÇÃ
O (%
)
72

G . CARACTERIZAÇÃO DAS ESCÓRIAS PROVENIENTES DA USIBA
G.1. ANÁLISE QUÍMICA DAS ESCÓRIAS
A análise química inicial determinou os teores dos principais elementos contidos nas
Escórias do Forno Panela e do Forno Elétrico consideradas nesta etapa como
matérias primas do processo.
ESCÓRIA DO FORNO PANELA:
ANÁLISE RESULTADO ( % )
Cálcio (Ca) 5,34
Alumínio (Al) 0,75
Ferro (Fe) 2,50
Magnésio (Mg) 2,80
Potássio (K) < 0,05
Manganês (Mn) 1,62
Silício (Si) 16,4
ESCÓRIA DO FORNO ELÉTRICO:
ANÁLISE RESULTADO ( % )
Cálcio (Ca) 5,66
Alumínio (Al) 0,75
Ferro (Fe) 2,50
Magnésio (Mg) 2,18
Potássio (K) < 0,05
Manganês (Mn) 1,29
Silício (Si) 12,6
73

Preparação das amostras:
As amostras das escórias foram recebidas no pátio da COMIN / CEPED sendo então
britadas em britador primário até apresentarem uma granulometria abaixo de 1/8”.
Após esta etapa o material foi submetido a outra etapa de beneficiamento
denominada de moagem cuja finalidade foi reduzir os tamanhos das partículas a um
valor inferior a peneira ABNT 150 # (0,105mm).
Análise Granulométrica da “Saída do Moinho” – Escória do Forno Panela:
Massa inicial = 1202,11g.
Distribuição ( % ) Malha
Massa
(g) Retido Acumulado
20# 0,97 0,08 0,08
28# 0,46 0,04 0,12
35# 1,89 0,16 0,28
48# 3,04 0,25 0,53
65# 15,49 1,29 1,82
100# 56,78 4,72 6,54
150# 139,58 11,61 18,15
<150# 983,90 81,85 100,00
TOTAL 1.202,11 100,00 100,00
74
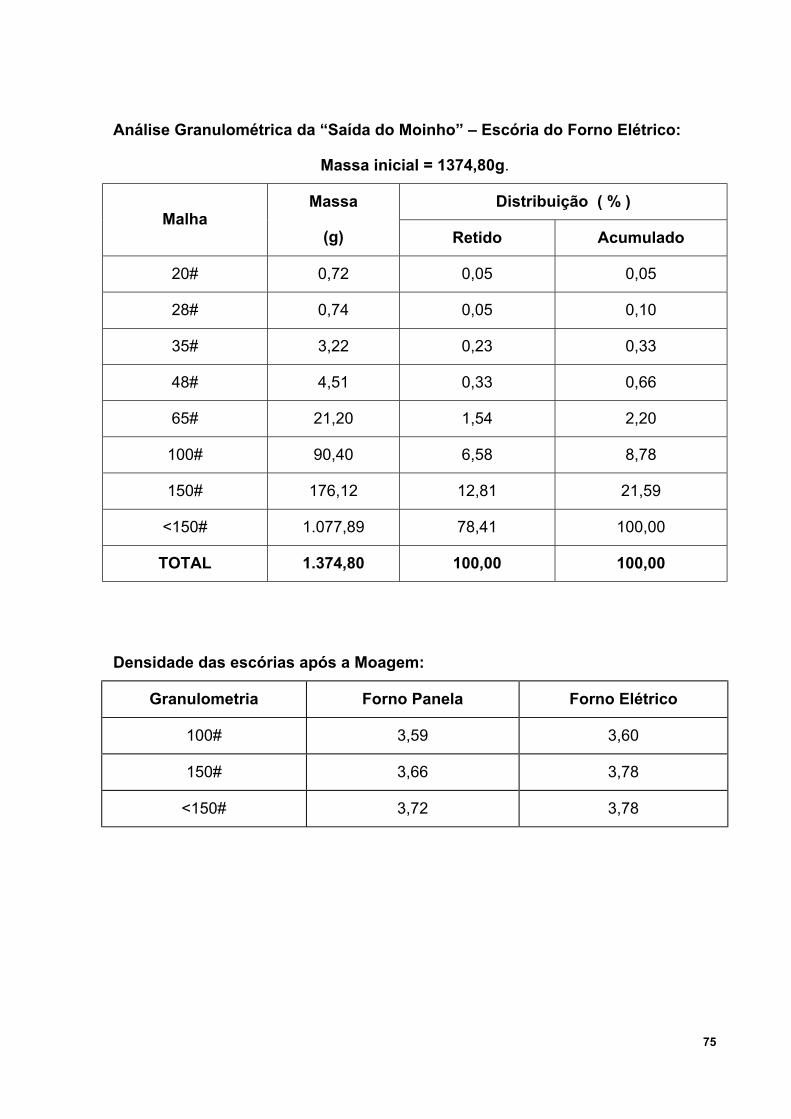
Análise Granulométrica da “Saída do Moinho” – Escória do Forno Elétrico:
Massa inicial = 1374,80g.
Distribuição ( % ) Malha
Massa
(g) Retido Acumulado
20# 0,72 0,05 0,05
28# 0,74 0,05 0,10
35# 3,22 0,23 0,33
48# 4,51 0,33 0,66
65# 21,20 1,54 2,20
100# 90,40 6,58 8,78
150# 176,12 12,81 21,59
<150# 1.077,89 78,41 100,00
TOTAL 1.374,80 100,00 100,00
Densidade das escórias após a Moagem:
Granulometria Forno Panela Forno Elétrico
100# 3,59 3,60
150# 3,66 3,78
<150# 3,72 3,78
75

G.2. TESTE DE LIXIVIAÇÃO ÁCIDA ( 2A . ETAPA ):
As Escórias foram então submetidas a uma nova etapa de lixiviação ácida onde os
principais objetivos seriam não só solubilizar o manganês, o magnésio e o ferro
como também observar os seguintes parâmetros:
Relação sólido / líquido:
Os estudos preliminares em laboratório mostraram que a melhor relação sólido /
líquido seria em torno de 20 % de sólidos.
Concentração adequada do ácido para a reação:
O ácido utilizado nos testes na planta piloto foi Ácido Clorídrico (HCl 14%) residual
proveniente da CETREL, o qual é descartado após a sua adequada neutralização
com calcário. Optou-se então pela realização de uma diluição deste ácido, ficando
portanto com uma concentração final em torno de 3,0%. Ainda assim após a
lixiviação a concentração do ácido ainda estava um pouco elevada, indicando desta
forma que nem todo o ácido havia sido consumido durante a reação.
Rotação do agitador:
Para que o teste apresentasse resultados confiáveis era necessário que a agitação
do tanque fosse conhecida e mantida sempre de forma uniforme. O valor utilizado foi
de 600 rpm a qual demonstrou em laboratório ser uma rotação suficiente para
provocar o choque entre as partículas e a ação do solvente (HCl) ocorresse de forma
eficaz solubilizando os elementos desejáveis contidos nas escórias em estudo.
Tempo da reação:
Os testes em laboratório demonstraram que o tempo de 02 (Duas) horas foram
suficiente para promover a lixiviação de grande parte do material desejado. Estes
resultados podem ser vistos na tabela que contém os dados provenientes da
lixiviação em escala de laboratório.
Filtração da Torta e Obtenção da Solução contendo Manganês, Ferro e Magnésio
Para garantir uma operação de filtração em nível satisfatório é muito importante a
escolha do meio filtrante. A escolha do meio filtrante adequado deve contemplar as
76

seguintes características: Capacidade de retenção dos sólidos a serem separados
do líquido durante um período aceitável; compatibilidade com o meio no qual irá
trabalhar, assim como apresentar compatibilidade química com o meio; grande
facilidade para descarregar a torta e por último e uma das mais importantes
características é que seja de baixo custo. No nosso trabalho podemos afirmar que
esta etapa foi bastante eficaz, pois em laboratório foi utilizado filtro de papel comum.
Portanto pode-se afirmar que esta etapa não deverá apresentar nenhum problema
em estudos de planta piloto ou na fase industrial deste projeto.
Secagem:
A polpa obtida após a lixiviação foi então filtrada, lavada e mantida em estufa a
900C± 5 , durante um período de pelo menos 08 (oito) horas para secagem. Após a
secagem, foi retirada uma amostra para análise do produto obtido.
Os resultados obtidos a nível de solubilização e extração dos metais foram:
Primeiro Teste
Material Sólido Utilizado = Escória do Forno Panela da USIBA
Reagente Utilizado = Ácido Clorídrico Residual da CETREL
Quantidade do Reagente = HCl 1,03 M = 2000ml
Massa do Material Sólido (Rejeito) = 405,82 g
Tempo de Lixiviação = 1h; 2h e 4h
Teor da Solução após a Lixiviação:
Tempo = 1 hora:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 4,83
Magnésio (Mg) 789,00
Manganês Total (Mn) 46,80
77
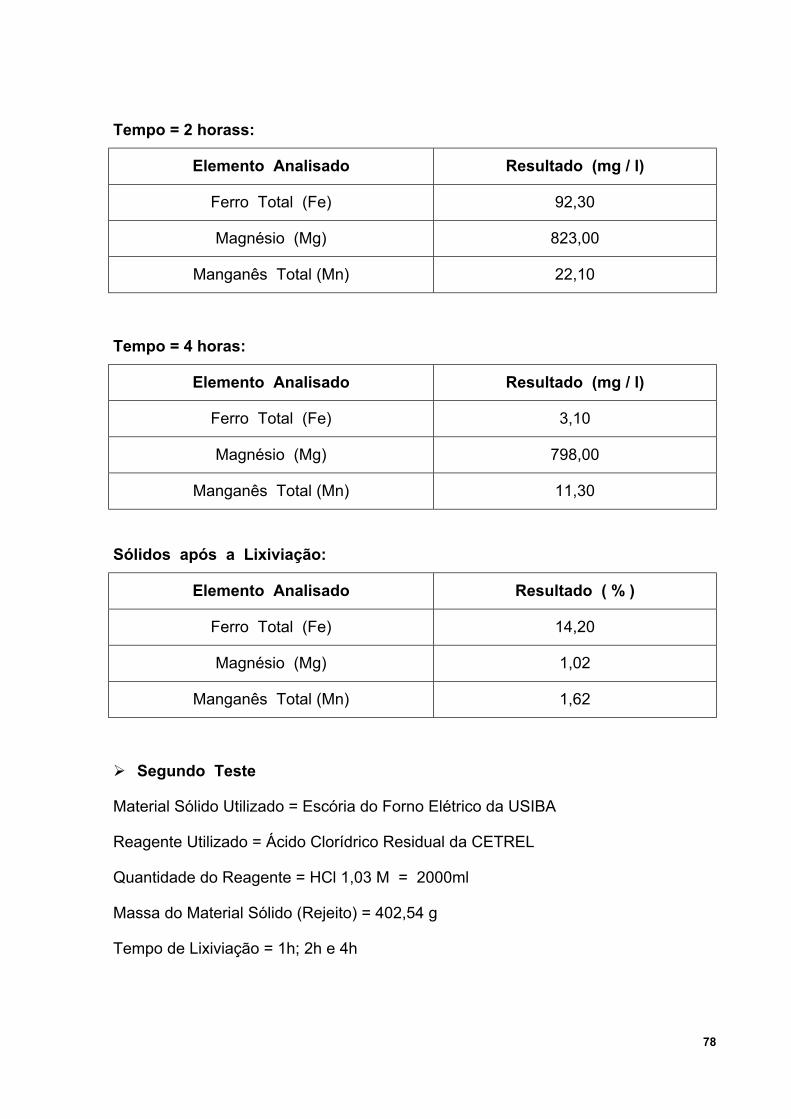
Tempo = 2 horass:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 92,30
Magnésio (Mg) 823,00
Manganês Total (Mn) 22,10
Tempo = 4 horas:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 3,10
Magnésio (Mg) 798,00
Manganês Total (Mn) 11,30
Sólidos após a Lixiviação:
Elemento Analisado Resultado ( % )
Ferro Total (Fe) 14,20
Magnésio (Mg) 1,02
Manganês Total (Mn) 1,62
Segundo Teste
Material Sólido Utilizado = Escória do Forno Elétrico da USIBA
Reagente Utilizado = Ácido Clorídrico Residual da CETREL
Quantidade do Reagente = HCl 1,03 M = 2000ml
Massa do Material Sólido (Rejeito) = 402,54 g
Tempo de Lixiviação = 1h; 2h e 4h
78

Teor da Solução após a Lixiviação:
Tempo = 1 hora:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 169,00
Magnésio (Mg) 459,00
Manganês Total (Mn) 73,20
Tempo = 2 horas:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 105,00
Magnésio (Mg) 425,00
Manganês Total (Mn) 60,90
Tempo = 4 horas:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 2,52
Magnésio (Mg) 442,00
Manganês Total (Mn) 56,70
Sólidos após a Lixiviação:
Elemento Analisado Resultado ( % )
Ferro Total (Fe) 24,40
Magnésio (Mg) 0,68
Manganês Total (Mn) 1,20
79
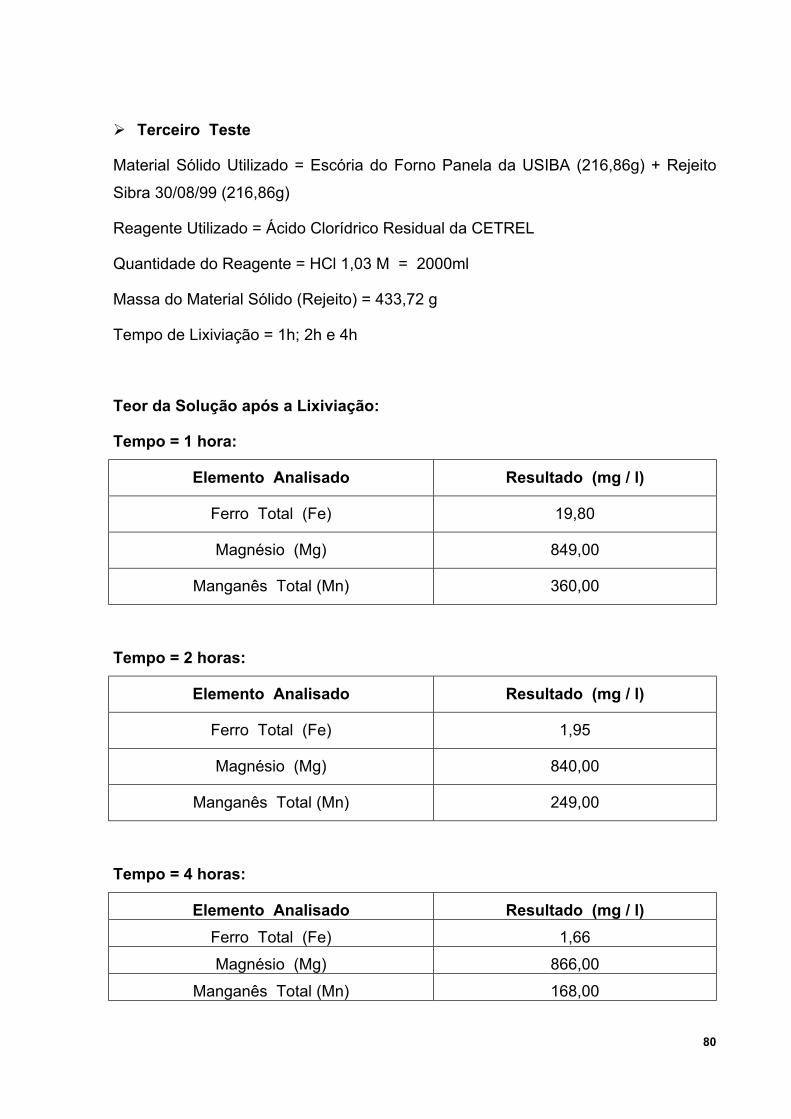
Terceiro Teste
Material Sólido Utilizado = Escória do Forno Panela da USIBA (216,86g) + Rejeito
Sibra 30/08/99 (216,86g)
Reagente Utilizado = Ácido Clorídrico Residual da CETREL
Quantidade do Reagente = HCl 1,03 M = 2000ml
Massa do Material Sólido (Rejeito) = 433,72 g
Tempo de Lixiviação = 1h; 2h e 4h
Teor da Solução após a Lixiviação:
Tempo = 1 hora:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 19,80
Magnésio (Mg) 849,00
Manganês Total (Mn) 360,00
Tempo = 2 horas:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 1,95
Magnésio (Mg) 840,00
Manganês Total (Mn) 249,00
Tempo = 4 horas:
Elemento Analisado Resultado (mg / l) Ferro Total (Fe) 1,66 Magnésio (Mg) 866,00
Manganês Total (Mn) 168,00
80

Sólidos após a Lixiviação:
Elemento Analisado Resultado ( % )
Ferro Total (Fe) 13,20
Magnésio (Mg) 0,38
Manganês Total (Mn) 6,11
Quarto Teste
Material Sólido Utilizado = Escória do Forno Elétrico da USIBA (222,82g) + Rejeito
da SIBRA Teste do dia 30/08/99 (222,82g)
Reagente Utilizado = Ácido Clorídrico Residual da CETREL
Quantidade do Reagente = HCl 1,03 M = 2000ml
Massa do Material Sólido (Rejeito) = 445,64 g
Tempo de Lixiviação = 1h; 2h e 4h
Teor da Solução após a Lixiviação:
Tempo = 1 hora:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 155,00
Magnésio (Mg) 440,00
Manganês Total (Mn) 976,00
Tempo = 2 horas:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 141,00
Magnésio (Mg) 454,00
Manganês Total (Mn) 674,00
81

Tempo = 4 horas:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 61,30
Magnésio (Mg) 454,00
Manganês Total (Mn) 728,00
Sólidos após a Lixiviação: Elemento Analisado Resultado ( % ) Ferro Total (Fe) 19,40
Magnésio (Mg) 0,36
Manganês Total (Mn) 4,69
Quinto Teste
Material Sólido Utilizado = Escória do Forno Panela da USIBA (142,90g) + Escória
do Forno Elétrico da USIBA (142,90g) + Rejeito Sibra 30/08/99 (142,90g)
Reagente Utilizado = Ácido Clorídrico Residual da CETREL
Quantidade do Reagente = HCl 1,03 M = 2050ml
Massa do Material Sólido (Rejeito) = 428,70 g
Tempo de Lixiviação = 1h; 2h e 4h
Teor da Solução após a Lixiviação:
Tempo = 1 hora:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 1.317,00
Magnésio (Mg) 1.322,00
Manganês Total (Mn) 1.270,00
82

Tempo = 2 horas:
Elemento Analisado Resultado (mg / l)
Ferro Total (Fe) 2.554,00
Magnésio (Mg) 2.042,00
Manganês Total (Mn) 2.696,00
Sólidos após a Lixiviação:
Elemento Analisado Resultado ( % )
Ferro Total (Fe) 14,30
Magnésio (Mg) 0,44
Manganês Total (Mn) 2,68
Conclusão: Verifica-se claramente pelos resultados apresentados que o quinto
teste apresenta os melhores resultados, tanto na extração dos metais, deixando
portanto pouquíssima quantidade destes elementos no rejeito, quanto no tempo, já
que duas horas de lixiviação foram suficientes para alcançar os objetivos propostos.
H. AVALIAÇÃO E DISCUSSÃO DOS RESULTADOS Como ocorre em outros países, recomenda-se que as empresas siderúrgicas
brasileiras e demais interessados no mercado de escória busquem, em ação
conjugada, normatizar as diversas aplicações potenciais, que venham a agregar
maior valor ao material. A reclassificação da escória de resíduo não inerte para co-
produto da siderurgia representaria um sucesso não apenas sob o ponto de vista do
desenvolvimento de mercado, mas também sob a ótica ambiental. A utilização das
escórias siderúrgicas em aplicações industriais determinará de forma intensa a
adequação do material em termos técnicos, econômicos e ambientais, devendo,
portanto, esta utilização ser incentivada, pois a estocagem das escórias apresenta
características de impacto ao meio-ambiente. Há exemplos internacionais, como na
83

Ásia e Europa nos quais se oferece incentivos ao mercado de escória, através de
subsídios para os impostos e os custos de transporte.
A siderurgia deve rever sua própria atitude em relação à escória gerada, assumindo
o material como produto, ou seja, material classificado, adequadamente beneficiado
e obrigatoriamente gerador de resultados econômicos. Com esta atitude modificada,
as demais questões regulatórias de classificação e uso da escória poderão ser
desenvolvidas de forma mais objetiva sob a coordenação do IBS – Instituto Brasileiro
de Siderurgia, junto aos órgãos de normatização e de meio-ambiente, e também
junto aos setores usuários da escória.
Para tanto, cabe às usinas dispor de controles de processo e beneficiamento que
venham a atestar a qualidade e as especificações de escória bem como estabelecer
sistema de gerenciamento que vise dar suporte e sustentabilidade à aplicação das
escórias geradas. Mais ainda, são recomendadas parcerias da siderurgia com
universidades e entidades formadoras de opinião que possam vir a testar e divulgar
as propriedades da escória e as vantagens de sua utilização.
As legislações e regulamentações de certos países orientam que siderúrgicas e
consumidores invistam na utilização industrial da escória, na medida em que o
material só permanece como resíduo quando não utilizado economicamente.
Incentivos a geradores e consumidores usando a reciclagem de materiais e a
economia no consumo de recursos naturais e energéticos são verificados em outros
países. Portanto, recomenda-se toda pressão para que, no Brasil, a nova Legislação
Nacional de Resíduos venha a estabelecer incentivos para a reciclagem que
concorram para o incremento da parcela utilizada de escória no total gerado pela
siderurgia brasileira.
Dentro do enfoque de melhorias das condições ambientais e a busca do
desenvolvimento de tecnologias de produção limpas, procuramos desenvolver, neste
trabalho soluções para atender estes requisitos. Por exemplo, dentre as alternativas
de produção, desenvolvidas neste trabalho, foi considerado a utilização de ácido
clorídrico residual gerado durante o processo de incineração de resíduos sólidos
oriundos do Polo Petroquímico de Camaçari. A incineração é realizada pela
CETREL, a qual tem um grande custo para fazer a neutralização deste ácido e o
posterior envio do mesmo para a estação de efluentes.
84

Sabe-se que são gerados cerca de 4.000 toneladas / mês deste ácido e parte do
mesmo poderia ser consumida para fazer a lixiviação das escórias, de acordo com a
tecnologia descrita neste estudo.
Durante o desenvolvimento dos trabalhos foram observados os seguintes pontos
importantes:
• Grau de liberação
Verificou-se que o metal Manganês (Mn), encontra-se na sua melhor liberação,
quando sua granulometria encontra-se abaixo de 48#. Apesar da granulometria
deste material encontrar-se bastante fina, podemos considerar que para os dias
atuais isto não é problema, pois já existem equipamentos de separação gravimétrica
que apresentam boas performances mesmo quando o material está finamente
distribuído.
• Separação em mesa vibratória
A separação em mesa vibratória mostrou-se bastante eficaz, o que demonstra que o
metal é totalmente susceptível à recuperação através de métodos que utilizam a
diferença de densidade, como principal parâmetro na obtenção de um produto
denominado metal, contido em escórias de manganês.
• Separação magnética
Os resultados obtidos neste processo demonstram que esta etapa pode ser
acrescentada ao processo, dependendo, é claro, de uma certa avaliação econômica.
Vale salientar que o que torna o material eficaz de ser separado magneticamente, é
o ferro contido na liga FeSiMn ou FeMnAc. O rejeito resultante ainda possui uma
certa quantidade de manganês.
• Lixiviação ácida
85
Na 1A Etapa foi efetuada uma lixiviação ácida em ácido clorídrico residual. Os
resultados obtidos demonstram que o ácido em apenas 1 hora de lixiviação já é
capaz de provocar uma certa dissolução do metal manganês contido no rejeito,
proveniente da concentração em mesa vibratória. Após duas horas de teste o
resultado encontrado é bem superior, porém o mesmo não ocorre depois de quatro
horas de lixiviação. Isto deve resultar de parte do manganês, já em solução, ser
precipitado juntamente com algum outro elemento. Sabe-se que é muito comum

ocorrer em algumas lixiviações este tipo de fenômeno denominado de
coprecipitação.
Na segunda etapa da lixiviação pode-se verificar que o quinto teste apresenta
resultados bastante promissores, pois não só consegue extrair o máximo de
manganês e magnésio, assim como, também do ferro. Todos os elementos
alcançaram concentrações consideradas boas em apenas duas horas de teste.
Outro fator importante a ser citado é que nesta etapa usou-se todas as escórias em
conjunto o que faz com que não ocorra sobras de processo em nenhum dos casos,
eliminando-se completamente com todos os resíduos que porventura venha existir
nas Empresas que estão envolvidas com este processo.
Sabe-se, no entanto, que este tipo de processo só deverá ser aplicado se a
SOBREMETAL ou qualquer outra Empresa, possuir algum interesse no futuro em
obter outras formas de manganês, tais como: óxidos, manganês metálico, entre
outros, os quais, vale salientar, possuem valores agregados bastante satisfatórios.
• Finos (Incorporação em Blocos Cerâmicos)
De acordo com Ionescu et al (14), recentes desenvolvimentos tem proposto a
imobilização de certos metais contidos em escórias e pós da metalurgia extrativa,
por meio da vitrificação. Nestes processos os constituintes metálicos dos resíduos
são incorporados em uma estrutura vítrea e amorfa, permitindo desta forma que se
tornem resistentes a processos de lixiviação.
Em nosso trabalho, os finos obtidos durante o teste de mesa vibratória foram
incorporados a blocos cerâmicos fazendo com que o processo não gerasse desta
forma outra fonte residual.
Em setembro de 1999, foram desenvolvidos testes preliminares de laboratório
na área da COMAT / CEPED, para verificar a possibilidade de incorporação dos
finos originários do processo de beneficiamento em mesa vibratória à argila. Esta
argila é coletada após sua passagem no laminador do processo de fabricação da
Cerâmica Nordeste Ltda., que apresentava condições adequadas à extrusão, para
fabricação de blocos cerâmicos.
A argila e os finos foram secos à temperatura ambiente, até apresentarem
umidades adequadas para serem britadas e moídas, até passarem
86

completamente na peneira ABNT # 80 ( abertura 0,18 mm ). Para os finos foram
preparadas 03 ( três ) misturas nas proporções de 5, 8 e 10 % em peso (base
seca) do resíduo, e, 95, 92 e 90 % de argila, respectivamente. Dessas misturas
foram feitos corpos de prova com dimensões de 20x2x0,5 cm, pelo processo
de extrusão à vácuo em maromba de laboratório, utilizando massa plástica
com teores de água adequados a uma boa conformação.
Os corpos de prova ficaram expostos durante cinco dias ao ar livre para secagem à
temperatura ambiente, sendo colocados em seguida em estufa à 110 OC, para
remoção total da umidade. Com cinco corpos de prova secos de cada mistura, foram
determinadas as seguintes características: retração linear, cor Munsell e tensão de
ruptura à flexão.
Vinte corpos de prova de cada mistura, também secos à 110 OC, foram submetidos
à queima em forno elétrico, sendo que desse total, 05 (cinco ) foram à 700 oC,
05 ( cinco ) à 800 oC, 05 ( cinco ) à 900 oC e os outros 05 ( cinco ) à 1000 oC,
todos obedecendo a um gradiente de temperatura de 200 oC / h e um
patamar de 02 (duas ) horas, após alcançarem as temperaturas de queima
desejada, tendo sido o resfriamento feito no próprio forno, lentamente até
atingir a temperatura ambiente.
Em seguida, em todas as 20 ( vinte ) amostras, foram determinadas as
características de cor Munsell, perda ao fogo, retração linear, absorção de
água, porosidade aparente, massa específica aparente e tensão de ruptura à
flexão.
Os métodos utilizados para determinação destas características, são os
descritos em S.S. Pérsio, Tecnologia de Argilas, v.2, p. 395, Ed. USP, São Paulo,
1075.
Os resultados obtidos com a incorporação dos finos originários do processo de
beneficiamento em mesa vibratória foram considerados bons, podendo-se então
afirmar que é possível a incorporação deste resíduo a blocos na faixa de
10%.
87

Rejeito final
Este material por se encontrar em uma granulometria bastante reduzida deverá ser
objeto de estudos para ser aplicado na agricultura como fertilizante ou corretivo de
solos. Vale salientar que esta nova aplicação poderá resultar na geração de receitas
bastante atrativas para a Empresa já que o maior dos seus custos que é a moagem
já foram aplicados. Sendo assim pode-se considerar que esta escória resultante de
todo o processo deverá ter uma aplicação bastante nobre na agricultura, já que esta
é de valiosa utilização para fins agronômicos, tais como Corretivo do Solo ou
Fertilizantes.
I. CONCLUSÕES ♦ Pelo Quadro Geral mostrado anteriormente, pode-se verificar que os resultados
do Manganês encontrado no metal proveniente dos testes realizados com as
Escórias 1, 2, 3 e o Composto, demonstram claramente que trata-se de uma liga
de Ferro Sílico Manganês ( FeSiMn ), já que o teor do Manganês em todos os
casos situou-se entre 59% e 65%.
♦ Os testes realizados com o material vindo na Caçamba, os demonstraram tratar-
se de uma liga do tipo Ferro Manganês Alto Carbono Standard, ( FeMnAc ) pois
em todos os resultados o Manganês obtido esteve sempre situado entre 73% e
78%. Logo, pode-se recomendar que este tipo de trabalho poderá ser melhor
desenvolvido no futuro, já que os tipos de Liga Metálica recuperadas tem
Mercado assegurado, tanto pela própria Sibra, quanto pelos Consumidores
Externos ou Internos no País.
88
♦ Quanto ao processo de lixiviação para obtenção do Manganês Metálico, o
principal objetivo foi alcançado, que era obter-se uma solução rica deste metal. A
partir daí deverá então realizar-se testes de purificação e precipitação do
manganês com alto teor de pureza na forma de óxido ou então obtenção através
de eletrólise já que normalmente o mercado exige manganês na faixa de pureza
de no mínimo 98 %, o que é considerado como manganês eletrolítico. A sua
maior aplicação se dá na industria de alumínio. Para o manganês eletrolítico os
preços vigentes de mercado podem ser considerados como na faixa de US$
1145,00 / ton.

♦ Para a liga de manganês na faixa de 95 %, como foi a encontrada, o mercado
tem várias restrições devido ao teor de ferro, o que inibe a aplicação na
indústria de alumínio. O ideal é considerar, como meta para o futuro a melhoria
desta liga tentando-se aumentar o teor de Mn para a faixa de 98% ou mais, caso
haja viabilidade técnica e econômica, tendo em vista que o mercado prefere usar
liga de FeMnBC ao invés de manganês metálico com 95%. Esta liga FeMnBC
substitui em grande parte a necessidade da liga 95% restringido, portanto, o
mercado da liga 95%, tornando-a de pouca aplicação e muito cara .
♦ Quanto a utilização dos resíduos de sílica verificados na separação gravimétrica,
tem que ser verificado em que forma esta sílica esta presente. Normalmente esta
sílica está combinada com cálcio e alumina, (Diagrama CaO - Si02 - Al2O3),
apresentando uma forma bastante estável. Como nesta situação, não existe uma
aplicação em escala que possa justificar uma utilização deste resíduo, deve-se
então incorporá-lo à argila para fabricação de blocos cerâmicos.
♦ Quanto ao rejeito da separação gravimétrica da Escória de Mn, os dados
mostram claramente que a melhor aplicação para este material é ser usado como
fertilizante, não como corretivo devido a estabilidade dos compostos da escória ,
mas sim como elemento portador de micro nutrientes. Talvez dependendo do
teor de Mn, possa também ser aplicado na indústria metal mecânica ou
metalúrgica como pigmentos industriais.
♦ Nesta etapa preliminar do processo a importância deste trabalho foi, ainda
verificar ser técnica e economicamente viável a obtenção dos produtos
desejáveis a partir do resíduo encarado como um minério. A novidade reside no
processo de aplicação da lixiviação ácida numa fase posterior à recuperação de
parte da Liga do Manganês contido na Escória da Sibra. Presentemente, não se
tem notícia de tratamento semelhante dispensado a este resíduo, tornando-o
desta forma uma novidade técnica.
♦ Além disto, outro resultado importante está associado ao aproveitamento não
apenas destas escórias como também do ácido residual gerado pela CETREL,
Empresa do Polo Petroquímico de Camaçari, que atualmente tem um gasto
bastante significativo para neutralização do mesmo através da utilização do 89

calcário. Os testes realizados com este ácido demonstraram que o produto obtido
em laboratório alcançou valores de recuperação e pureza suficientes para
justificar um estudo mais profundo com estes materiais.
Diante dos resultados obtidos pode-se dizer que este projeto desenvolvido em
parceria “ CEPED / GERDAU - USIBA / SOBREMETAL / UFBA ” é de grande
importância, pois o sucesso da aplicação deste produto disponibilizará no mercado
vários produtos com características de processamento bem simples, assim como um
melhor aproveitamento de resíduos que são dispostos nas áreas internas das
Empresas sem qualquer controle e de forma bastante onerosa para quem o está
gerando.
J. RECOMENDAÇÕES:
Recomenda-se, especialmente a todas as siderúrgicas, atenção em especial às
escórias geradas de aciaria tendo em vista que, o material pode e deve ser
valorizado, através da garantia da qualidade (granulometria e especificações físico-
químicas), junto aos construtores / pavimentadores de estradas e vias públicas,
ferrovias e produtores de asfalto.
Os demais mercados, apesar de apresentarem potencial expressivo, demonstram
difícil competição, como foi verificado para os usos agronômicos de escória de
aciaria, em que o custo da moagem da escória, as distâncias envolvidas e o perfil de
comercialização podem não ter correspondência de enfoque vocacional das
empresas siderúrgicas.
Porém vale salientar, que como ocorre em outros países, recomenda-se que as
empresas siderúrgicas brasileiras e demais interessados no mercado de escória
busquem, em ação conjugada, normatizar as diversas aplicações potenciais, assim
como promover estudos mais profundos que no final venham agregar maior valor ao
material.
90
A reclassificação da escória de resíduo não inerte para co-produto da siderurgia
representaria um sucesso não apenas sob o ponto de vista do desenvolvimento de
mercado, mas também sob a ótica ambiental. A utilização das escórias siderúrgicas
em aplicações industriais determinará de forma intensa a adequação do material em
termos técnicos, econômicos e ambientais, e, portanto, esta utilização deve ser
incentivada, pois a estocagem das escórias apresenta características de impacto ao

meio-ambiente. Há exemplos internacionais, na Ásia e na Europa de incentivos ao
mercado de escória, através de subsídios de impostos e a custos de transporte.
As legislações e regulamentações de alguns países, orientam que siderúrgicas,
processadoras e consumidores invistam na utilização industrial da escória, na
medida em que o material só permanece como resíduo quando não utilizado
economicamente. Incentivos a geradores e consumidores usando a reciclagem de
materiais e a economia no consumo de recursos naturais e energéticos são
verificados em outros países.
Quanto à utilização da escória na agricultura deverá ser assunto para futuros
estudos e com maior profundidade as seguintes variáveis:
• PRNT (PN e ER) das escórias;
• Teores de Ca, Mg e metais pesados das escórias;
• Solubilidade do Si presente nas escórias;
• Teores de Si no solo após a aplicação das escórias;
• Teores de Si nas plantas;
• Si absorvido pelas plantas; e
• Reatividade das escórias no solo.
De uma forma geral, a exigência para a produção de fertilizantes fosfatados é de um
consumo de matéria prima de 150 kg de P2O5 solúvel por tonelada de fertilizante,
medida pelo P2O5 total contido.
Tendo em vista projeções de aumento do consumo brasileiro, num ritmo da ordem
de 10% ao ano; o potencial de substituição de importações de matéria-prima e de
fertilizantes e o apelo ambiental de substituição de um recurso natural; é promissor o
emprego da escória para esta aplicação.
91
Por fim, será de fundamental importância que num futuro próximo possa ser feita
uma avaliação das características gerais dos produtos obtidos e suas composições,
para determinar o seu uso de acordo com especificações determinadas não só pelo
mercado como também pela Legislação em vigor, assim como deve-se levar em
conta as seguintes informações substanciais que deverá conter num projeto, tais
como:
♦ Aspectos gerais do projeto;
♦ Mercado;
♦ Engenharia do Projeto;
♦ Os investimentos no Projeto Piloto e na Planta Industrial;
♦ Custos;
♦ Aspectos Financeiros;
♦ Verificação das características do produto comercializável com o material obtido;
♦ Influência da política governamental e da legislação, sobre a comercialização,
preços de venda e etc;
♦ Meios de transportes e custos dos fretes do produto e das matérias primas;
♦ Tempo decorrido entre o estudo de mercado e a implantação do projeto não
deverá ser longo;
♦ As edificações e os projetos complementares de engenharia devem ser levados
em considerados tão importantes quanto aos demais;
♦ Vida útil dos equipamentos escolhidos, instalações e substituições futuras dos
mesmos;
♦ E no final verificar com cautela as despesas de administração correspondentes
ao ciclo de produção e aos materiais e serviços adquiridos.
K. REFERÊNCIAS BIBLIOGRÁFICAS
[1] Jena, P.K. e Brocchi, E. A; “Recent Practices and Efforts Towards Recycling of
Metals Values from Wastes”, 5th Southern Hemisphere Meeting on Mineral
Technology, INTEMIN, Buenos Aires, May, 1997, Vol. 1, Pyrometallurgy Section, pp.
301-304.
[2] Resende, C.S. e D`Abreu, J.C.; “Desenvolvimento de Briquetes Auto-Redutores à
partir de Resíduos Siderúrgicos”, Projeto de Graduação, DCMM-PUC/RJ, Julho,
1996, 67p.
92

[3] Hoberg, H; “Application of Mineral Processing in Waste Treatment and Scrap
Recycling”, XVIII International Mineral Processing Congress, Sydney, 23-28 Maio,
1993, pp. 27-38.
[4] Toda, H. et al.; “Separation of Nonferrous Metals from Blast Furnace Flue Dust
by Hydrocyclone”, Nippon Steel Technical Report, 13, 1979, June, pp.73-79
[5] Gilchrist, J.D.; em “Extraction Metallurgy”, Pergamon Press, London, 3o Edição,
1989, pp.89-93.
[6] Maczek, H.; “Tests for Processing Metallurgical Wastes using Rotary-Kiln
Volatilizing Method in a Industrial Plant”, Stahl und Eisen, 96, 1976, pp. 1233-38.
[7] Anon, I.; “Stainless Steel Waste Recovery System Perfected by Bureau of Mines”,
33 Metal Producing, 1979, November, pp. 57-59.
[8] Barbosa, F. e Jena, P.K.; “Hydrometallurgical Techniques in Pollution Abatement
while Recovering Metal Values”, Proceeding of International Conference on Mineral
and Metallurgical Industrial Waste Utilisation”, Published by Natural Resources
Development Foundation, 80-81 A , Lewis Road, Bhubaneswar, 751002, India, 1996,
pp. 69-92.
[9] IBS - Instituto Brasileiro de Siderurgia - Último Relatório Ago / Set - 1999
[10] Brum, I. A.S. et all.; “Mineração e Meio-Ambiente - Uma Avaliação do Estado da
Bahia - Brasil”, R. Baiana de Tecnologia, TECBAHIA, V.11, No.3, Set/Dez, 1996, pp.
216-226.
[11] Tanure, Luciano – Engenheiro consultor – contato pessoal em 1999/2000
[12] Da Luz e outros, Adão Benvindo; “Tratamento de Minérios, Cetem- CNPq”
[13] Chaves, Artur Pinto; “Teoria e Prática do Tratamento de Minérios vol. 1 e 2 “
[14] Ionescu, D. et al.; “Glassification of EAF Dust”, Canadian Metallurgical Quarterly,
CIM/Canadian Institute of Mining and Metallurgy, Vol. 36, No.4, 1997, pp. 269-281.
93

L. ANEXOS
• Resultados Analíticos de Laboratório – Escória 1 – Beneficiamento em Mesa;
• Resultados Analíticos de Laboratório – Escória 1 – Análise de Metais contido no Metal obtido após o Beneficiamento em Mesa;
• Resultados Analíticos de Laboratório – Escória 2 – Beneficiamento em Mesa;
• Resultados Analíticos de Laboratório – Escória 3 – Beneficiamento em Mesa;
• Resultados Analíticos de Laboratório – Composto – Beneficiamento em Mesa;
• Resultados Analíticos de Laboratório – Alimentação do Moinho - Análise do Manganês nas Frações Granulométricas;
• Resultados Analíticos de Laboratório – Beneficiamento em Mesa do dia 18/08/99;
• Resultados Analíticos de Laboratório – Beneficiamento em Mesa do dia 30/08/99;
• Resultados Analíticos de Laboratório – Finos do Beneficiamento em Mesa;
• Resultados Analíticos de Laboratório – Separação Magnética - Composto dos Rejeitos da Mesa;
• Resultados Analíticos de Laboratório – Separação Magnética - Composto das Alimentações da Mesa;
• Resultados Analíticos de Laboratório – Lixiviação Ácida – 1A Etapa - Soluções das Lixiviações;
• Resultados Analíticos de Laboratório – Lixiviação Ácida – 1A Etapa - Resíduos após as Lixiviações;
• Resultados Analíticos de Laboratório – Lixiviação Ácida – 2A Etapa - Soluções das Lixiviações;
• Resultados Analíticos de Laboratório – Lixiviação Ácida – 2A Etapa - Resíduos após as Lixiviações;
• Fluxograma do Processo; • Fotos sobre a Distribuição Granulométrica da Escória e dos produtos obtidos.
94
ANEXOS
95

RESULTADOS ANALÍTICOS DE LABORATÓRIO
ESCÓRIA 1
BENEFICIAMENTO EM MESA
96

RESULTADOS ANALÍTICOS DE LABORATÓRIO
ESCÓRIA 1
ANÁLISE DE METAIS CONTIDO NO METAL OBTIDO APÓS O BENEFICIAMENTO EM MESA
97

RESULTADOS ANALÍTICOS DE LABORATÓRIO
ESCÓRIA 2
BENEFICIAMENTO EM MESA
98

RESULTADOS ANALÍTICOS DE LABORATÓRIO
ESCÓRIA 3
BENEFICIAMENTO EM MESA
99

RESULTADOS ANALÍTICOS DE LABORATÓRIO
COMPOSTO
BENEFICIAMENTO EM MESA
100

RESULTADOS ANALÍTICOS DE LABORATÓRIO
ALIMENTAÇÃO DO MOINHO
ANÁLISE DO MANGANÊS NAS FRAÇÕES GRANULOMÉTRICAS
101

RESULTADOS ANALÍTICOS DE LABORATÓRIO
BENEFICIAMENTO EM MESA
DIA 18/08/99
102

RESULTADOS ANALÍTICOS DE LABORATÓRIO
BENEFICIAMENTO EM MESA
DIA 30/08/99
103

RESULTADOS ANALÍTICOS DE LABORATÓRIO
FINOS DO BENEFICIAMENTO EM MESA
104

RESULTADOS ANALÍTICOS DE LABORATÓRIO
SEPARAÇÃO MAGNÉTICA
COMPOSTO DOS REJEITOS DA MESA
105

RESULTADOS ANALÍTICOS DE LABORATÓRIO
SEPARAÇÃO MAGNÉTICA
COMPOSTO DAS ALIMENTAÇÕES DA MESA
106

RESULTADOS ANALÍTICOS DE LABORATÓRIO
LIXIVIAÇÃO ÁCIDA - 1ª ETAPA
SOLUÇÕES DAS LIXIVIAÇÕES
107
RESULTADOS ANALÍTICOS DE LABORATÓRIO
LIXIVIAÇÃO ÁCIDA - 1ª ETAPA
RESÍDUOS APÓS AS LIXIVIAÇÕES
108

RESULTADOS ANALÍTICOS DE LABORATÓRIO
LIXIVIAÇÃO ÁCIDA – 2a ETAPA SOLUÇÕES DAS LIXIVIAÇÕES
109

RESULTADOS ANALÍTICOS DE LABORATÓRIO
LIXIVIAÇÃO ÁCIDA – 2a ETAPA RESÍDUOS APÓS AS LIXIVIAÇÕES
110
FLUXOGRAMA DO PROCESSO
111

FOTOS SOBRE A DISTRIBUIÇÃO GRANULOMÉTRICA
DA ESCÓRIA
E DOS PRODUTOS OBTIDOS
112







