Download - Food Emulsifiers and Their Applications


Food Emulsifiers and Their Applications

Food Emulsifiers and Their Applications
Edited by
Gerard L. Hasenhuettl Kraft Foods
Richard W. Hartel University of Wisconsin
SPRINGER-SCIENCE+BUSINESS MEDIA, B.V.

JOIN US ON THE INTERNET
WWW: http://www.thomson.com
EMAIL: [email protected]
thomson.com is the on-line portal for the products, services and resources available from International Thomson Publishing (ITP). This Internet kiosk gives users immediate access to more than 34 ITP publishers and over 20,000 products. Through thomson.com, Internet users can search
catalogs, examine subject-specific resource centers and subscribe to electronic discussion lists. You can purchase ITP products from your local bookseller, or directly through thomson.com.
Visit Chapman & Hall's Internet Resource Center for information on our new publications, links to useful sites on the World Wide Web, and an opportunity to join our e-mail mailing list. Point your
browser to: http://www.foodsci.com for Food Science. Cover design: Will T. Comellas, A.G.T. Inc. rT\ ~ Copyright © 1997 Springer Science+Business Media Dordrecht A service of I® t' Originally published by Chapman & Hall in 1997 Softcover reprint of the hardcover 1st edition 1997
All rights reserved. No part of this work covered by the copyright hereon may be reproduced or used in any form or by any means graphic, electronic, or mechanical, including photocopying, recording, taping, or information storage and retireval systems without the written permission of the publisher.
12345678910 XXX 0100999897
Library of Congress Cataloging-in-Publication Data Food emulsifiers and their applications/edited by Gerard L.
Hasenhuettl and Richard W. Hartel. p. em.
Includes bibliographical references and index. ISBN 978-1-4757-2664-0 ISBN 978-1-4757-2662-6 (eBook) DOI 10.1007/978-1-4757-2662-6 1. Food additives. 2. Dispersing agents.
II. Hartel, Richard W., 1951-TP455.F667 1997 664'.06-dc21
I. Hassenhuettl, Gerard L., 1944-
97-1647 CIP
British Library Cataloguing in Publication Data available

To our wives and children
Contents
Contributors
Preface
ONE
Overview of Food Emulsifiers Gerard L. Hasenhuettl
1.1 Introduction
1.2 Emulsifiers as Food Additives 1.3 Emulsifier Structure 1.4 Emulsifier Functionality
References
TWO
Synthesis and Composition of Food-Grade Emulsifiers
R. J. Zielinski
2.1 Introduction
2.2 Mono- and Diglycerides
2.3 Propylene Glycol Monoesters 2.4 Lactylated Esters
2.5 Polyglycerol Esters
vii
xiii XV
1
1
2 5 7
9
11
11
13
15 18 23

viii Food Emulsifiers and Their Applications
2.6 Sorbitan Esters 2. 7 Ethoxylated Esters 2.8 Succinylated Esters 2.9 Fruit Acid Esters 2.10 Acetylated Monoglycerides 2.11 Phosphated Esters 2.12 Sucrose Esters
References
THREE
Analysis of Food Emulsifiers Gerard L. Hasenhuettl
3.1 Introduction 3.2 Thin-Layer and Column Chromatography 3.3 Wet Chemical Analysis 3.4 Physical Methods 3.5 Instrumental Methods 3.6 Setting Specifications for Food Emulsifiers
References
FOUR
26 26 29 31 33 36 36 38
39
39 40 43 52 54 62 63
Carbohydrate/Emulsifier Interactions 67 Lynn B. Deffenbaugh
4.1 Introduction 67 4.2 Inclusion Complexes of Starch 68 4.3 Effects of External Lipid Materials on
Starch Properties 69 4.4 Factors Affecting Complex Formation 81 4.5 Physical Properties of Starch/Emulsifier Complexes 85 4.6 Summary 90
References 90

Contents ix
FIVE
Protein/Emulsifier Interactions Martin Bos, Tommy Nylander, Thomas Arnebrant,
and David C. Clark
5.1 Introduction
5.2 Protein Stability
5.3 Protein/Surfactant Interactions
5.4 Protein/Phospholipid Interactions
95
95
97
98
120 5.5 Protein/Emulsifier Interactions-Food Applications 132
References 137
SIX
Physicochemical Aspects of an Emulsifier Functionality 147
Bjorn Bergenstahl
6.1 Introduction
6.2 Surface Activity 6.3 Solution Properties of Emulfiers 6.4 The Use of Phase Diagrams to
Understand Emulsifier Properties
6.5 Examples of the Relation between Phase Diagrams and Emulsion Stability
6.6 Some Ways to Classify Emulsifiers
6.7 The Emulsifier Surface
References
SEVEN
Emulsifiers in Dairy Products and Dairy Substitutes
Stephen R. Euston
7.1 Introduction
7.2 Ice Cream
147
148
149
153
154 161
167
171
173
173
174

X Food Emulsifiers and Their Applications
7.3 Whipped Cream and Whipping Cream 183 7.4 Whipped Toppings 187 7.5 Cream Liqueurs 191 7.6 Creams and Coffee Whiteners 194 7. 7 Processed Cheese 197 7.8 Recombined, Concentrated and Evaporated Milks 199 7.9 Other Dairy Applications of Emulsifiers 202 7.10 Summary 203
References 204
EIGHT
Applications of Emulsifiers in Baked Foods
Frank T. Orthoefer
211
8.1 Introduction 211 8.2 History of Emulsified Shortenings 211 8.3 Emulsifier Function in Baked Goods 213 8.4 Role of the Shortening 215 8.5 Role of the Emulsifier 216 8.6 Emulsifier Interaction with Bakery Components 221 8. 7 Applications in Baked Goods 225 8.8 Summary 233
References 234
NINE
Emulsifiers in Confectionery Mark Weyland
235
9.1 Introduction 235 9.2 Emulsifiers in Chocolate and Compound Coatings 236 9.3 Antibloom Agents in Chocolate and
Compound Coatings 244 9.4 Other Emulsifiers Used in Coatings 248 9.5 Emulsifiers in Nonchocolate Confectionery 249

Contents xi
9.6 Processing Aids 252
References 253
TEN
Margarines and Spreads Eric Flack
10.1 Introduction 10.2 Early Development
10.3 Yellow-Fat Consumption
10.4 Definitions and Descriptions
10.5 Structure and Raw Materials
10.6 Fat Crystallization
10.7 Emulsifiers 10.8 Processing
10.9 Reduced- and Low-Fat Spreads
10.10 Oil-in-Water Spreads
10.11 Liquid Magarine
10.12 Summary References
ELEVEN
Emulsifier Trends for the Future Gerard L. Hasenhuettl
11.1 Globalization in the Food Industry
11.2 Nutritionally Driven Changes in Food
11.3 Trends toward Safer Emulsifers
11.4 Emulsifer Structure and Interactions
with Other Ingredients
11.5 Enzymatic Synthesis of Food Emulsifiers
References
Index
255
255 256 257 258 262 263 267 270 274 278 278 279 279
281
282 282 283
284 285 286
287

Contributors
Thomas Arnebrant
Department of Pharmaceutical Analysis
Ferring AB Box 30047
S-216 13 Malmo, Sweden
Bjorn Bergenstahl Institute for Surface Chemistry
P.O. Box 5607
S-114 86 Stockholm, Sweden
Martin Bos
TNO Nutrition & Food Research Institute
P.O. Box 360
3700 AJ Zeist, The Netherlands
David C. Clark
DMV International
NBC-Iaan 80
P.O. Box 13 5460 BA Veghal, The Netherlands
xiii

xiv Contributors
Lynn B. Deffenbaugh
Hill's Pet Nutrition
Science & Technology Center
P.O. Bo.c 1658
Topeka, KS 66601-1658
Stephen R. Euston
New Zealand Dairy Research Institute
Private Bag 11029
Palmerston North, New Zealand
Eric Flack
Danisco Ingredients, Ltd.
North Way
Bury St. Edmonds Suffolk, 1P32 6NP, United Kingdom
Gerard L. Hasenhuettl Kraft Foods, Inc.
801 Waukegan Rd.
Glenview, IL 60025
Tommy Nylander University of Lund, Chemical Center Department of Physical Chemistry P.O. Box 124 S-22100 Lund, Sweden
Frank T. Orthoefer
2004 Me Cracken St.
Stuttgart, AR 72160
Mark Weyland
Quest International
5115 Sedge Blvd.
Hoffman Estates, IL 60192
Richard J. Zielinski Quest International Joliet Technical Center 24 708 Durke Dr.
Joliet, IL 60410-5249

Preface
Food emulsions have existed since long before people began to process foods for
distribution and consumption. Milk, for example, is a natural emulsion/colloid in
which a nutritional fat is stabilized by a milk-fat-globule membrane. Early
processed foods were developed when people began to explore the art of cuisine.
Butter and gravies were early foods used to enhance flavors and aid in cooking.
By contrast, food emulsifiers have only recently been recognized for their abil
ity to stabilize foods during processing and distribution. As economies of scale
emerged, pressures for higher quality and extension of shelf life prodded the de
velopment of food emulsifiers and their adjunct technologies. Natural emulsifiers,
such as egg and milk proteins and phospholipids, were the first to be generally
utilized. Development of technologies for processing oils, such as refining,
bleaching, and hydrogenation, led to the design of synthetic food emulsifiers.
Formulation of food emulsions has, until recently, been practiced more as an
art than a science. The complexity offood systems has been the barrier to funda
mental understanding. Scientists have long studied emulsions using pure water,
hydrocarbon, and surfactant, but food systems, by contrast, are typically a com
plex mixture of carbohydrate, lipid, protein, salts, and acid. Other surface-active
ingredients, such as proteins and phospholipids, can demonstrate either syner-
XV

xvi Preface
gistic or deleterious functionality during processing or in the finished food.
The formulator of food emulsions has therefore traditionally been an experi
enced individual who reasoned by analogy to obtain desired technical effects
in the new food products. Recent impressive progress has been made in under
standing the physical chemistry of food emulsions, dispersions, and foams by
application of sophisticated instrumentation and computing power. An appre
ciation of ingredient interactions has also been developed, as many of the ref
erences in this book bear testimony. However, a coherent work focusing on the
design of emulsifiers for food applications has been notably absent.
In this volume, we have attempted to collect material that clarifies the process
of designing a commercially viable emulsifier system for new products or im
provement of existing foods. The process begins with an understanding of the
role and possibilities of the emulsifier to not only stabilize emulsions but also to
provide critical secondary functionalities. Manufacturing technology is de
scribed and analytical tests that ensure the quality of the emulsifier ingredient
are presented. Interactions of food emulsifiers with carbohydrates, proteins, and
water are significant in their use and are extensively discussed. Applications of
emulsifiers in the dairy, bakery, confectionery, and margarine industries demon
strate the reasoning process used to develop emulsion-based products. It is our
hope that this effort will stimulate further innovation directed at increasing the quality and reducing the expense of processed food products.
Acknowledgments The editors express their apprec1atwn to Barbara Bagnuolo and Julie
Hasenhuettl for typing and proofreading large portions of the manuscript.
Gerard L. Hasenhuettl Richard W. Hartel

Food Emulsifiers and Their Applications

ONE
Overview of Food Emulsifiers
Gerard L. Hasenhuettl
1.1 Introduction Food emulsions, colloids, and foams have their origins in the evolution of ani
mal species. Milk has a naturally occurring membrane that allows the disper
sion of fat droplets into an aqueous environment. Early food formulations to
produce butter, whipped cream, cheese, and ice cream built upon the natural
emulsifiers present in the system. The development of mayonnaise in France
as a cold sauce utilized the natural egg phospholipids to disperse a liquid oil
into an acidified aqueous phase. The emulsifying power is still very impressive
by today's standards since it allowed up to 80% oil to be dispersed without in
version to an oil-continuous emulsion. The invention of margarine by the
French chemist Hippolyte Mege-Mouries in 1889 utilized the solid fat of tal
low to produce a stable oil-continuous emulsion to serve as a low-cost substi
tute for butter. In this case, the emulsion had to be stable temporarily only
until the product was chilled.
Synthetic emulsifiers have come into common use only in the latter half of
the twentieth century. Their development was driven by the emergence of the
processed food industry, which needed technology to produce and preserve
quality products that could be distributed through mass market channels. A
key technical hurdle was to maintain product stability over an extended shelf
1

2 Food Emulsifiers and Their Applications
life. With small amounts of emulsifier, for example, salad dressings can be
stored on a shelf for more than a year without visible separation. Now, other
factors such as the development of rancidity limit consumer acceptance of ag
ing products.
Detailed knowledge of the physical chemistry of emulsions is best obtained
when pure oil, water, and surfactants are used. Food emulsions, by contrast, are
extraordinarily complex systems. Commercial fats and oils are complex mixtures
of triglycerides that also contain small amounts of highly surface-active materi
als (Friberg and Larsson, 1990). Salt content and pH in food emulsions vary
widely enough to have significant effects on their stability. Natural and commer
cial emulsifiers are often complex mixtures that vary in composition between dif
ferent manufacturers. Other food ingredients, such as proteins and particulates,
contribute surface activity that may dramatically alter the character of the emul
sion. Because of all these complex relationships, the formulation of food emul
sions grew up as an art, dominated by individuals having a great deal of
experience. The gradual development of sophisticated techniques such as elec
tron microscopy, nuclear magnetic resonance, and chromatography/mass spec
trometry has solidified the art with a scientific dimension.
The subject of food emulsions has been extensively reviewed by Friberg
and Larsson (1990), Krog et al. (1985), and Jaynes (1985). This book will be
oriented to the design, manufacture, and use of food emulsifiers as ingredients
to improve the quality and economy of processed foods.
1.2 Emulsifiers as Food Additives Approximately 500,000 metric tons of emulsifiers are produced and sold
worldwide. However, since the value/volume ratio of these products is low,
very little truly global trade has yet developed. In the United States, food
emulsifiers fall into two categories: substances affirmed as GRAS (21CFR184)
and direct food additives (21CFR172). Substances that have been affirmed as
GRAS (generally recognized as safe) usually have less stringent regulations at
tached to their use. However, Food and Drug Administration Standards of
Identity may preclude their use in certain standardized foods. In comparison,
direct food additives may be allowed only in certain specific foods at low max
imum allowable levels. The method of manufacture and analytical constants
may also be defined. The most commonly used food emulsifiers are listed in
Tables 1.1 and 1.2.

Overview of Food Emulsifiers 3
Table 1.1 Emulsifiers affirmed as GRAS
2ICFR Typical Emulsifier No. Functionalities applications
Lecithin 184.1400 Coemulsifier, viscosity Margarines, chocolate reducer products
Monoglycerides 184.1505 Emulsifier, aerator, Margarines, whipped crystal stabilizer toppings, peanut
butter stabilizers
Diacetyltartaric acid 184.1101 Emulsifier, film former Baked goods, esters of confections, dairy monoglycerides product analogs
Monosodium salt of 184.1521 Emulsifier, lubricant, Dairy products, analogs, phosphated release agent soft candy monoglycerides
The European Economic Community (EEC) has also developed regulations
for food additives that may be utilized within the member nations. Substances
are divided into four annexes that have some resemblance to United States
regulations. Annex I is similar to the GRAS list (2ICFRI82). These additives
may be used anywhere except in natural or standardized processed foods.
Annexes 2 and 3 resemble direct food additive regulations. A separate listing
for solvents and solubilizing agents is contained in Annex 4, which is not sep
arated in FDA regulations. Although the additive regulations are similar, great
care must be taken in trade between the United States and the EEC because
some specific emulsifiers are defined differently. For example, emulsifiers de
rived from polyglycerols up to decaglycerol are permitted in the United States,
but they are limited to tetraglycerol or lower in the EEC.
Other parts of the world have not developed into trading blocks with defined
regulations. Each country may have a unique perspective on which emulsifiers
may be allowed in food products. The problem is compounded by the fact that
regulations are written in the national language, requiring extensive and careful
translation. Some major differences in technology may develop because of a
country's unique specifications. For example, polysorbates have not been per
mitted as food additives in Japan. As a result, technology for production of
higher cost polyglycerol and sucrose esters has been widely developed there.
4 Food Emulsifiers and Their Applications
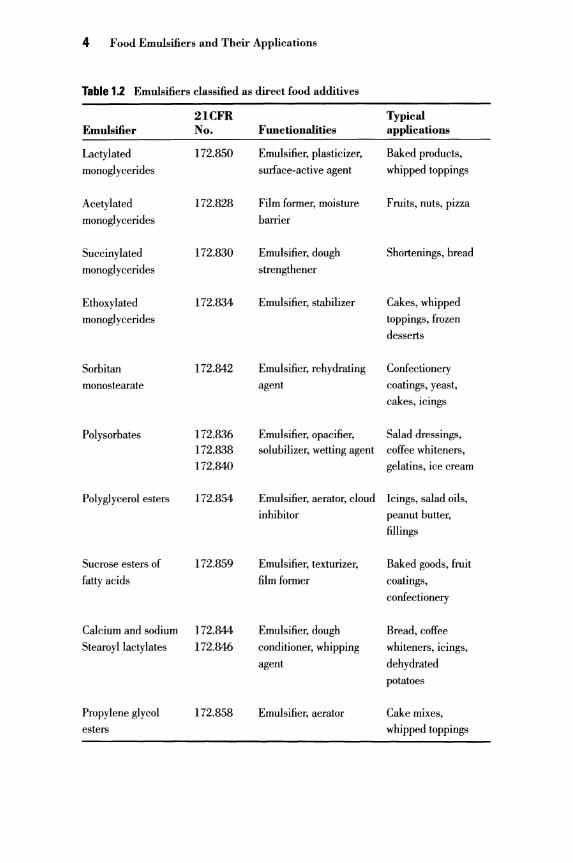
Table 1.2 Emulsifiers classified as direct food additives
21CFR Typical Emulsifier No. Functionalities applications
Lactylated 172.850 Emulsifier, plasticizer, Baked products,
monoglycerides surface-active agent whipped toppings
Acetylated 172.828 Film former, moisture Fruits, nuts, pizza
monoglycerides barrier
Succinylated 172.830 Emulsifier, dough Shortenings, bread
monoglycerides strengthener
Ethoxylated 172.834 Emulsifier, stabilizer Cakes, whipped
monoglycerides toppings, frozen
desserts
Sorbitan 172.842 Emulsifier, rehydrating Confectionery
monostearate agent coatings, yeast,
cakes, icings
Polysorbates 172.836 Emulsifier, opacifier, Salad dressings,
172.838 solubilizer, wetting agent coffee whiteners,
172.840 gelatins, ice cream
Polyglycerol esters 172.854 Emulsifier, aerator, cloud Icings, salad oils,
inhibitor peanut butter,
fillings
Sucrose esters of 172.859 Emulsifier, texturizer, Baked goods, fruit
fatty acids film former coatings,
confectionery
Calcium and sodium 172.844 Emulsifier, dough Bread, coffee
Stearoyllactylates 172.846 conditioner, whipping whiteners, icings,
agent dehydrated
potatoes
Propylene glycol 172.858 Emulsifier, aerator Cake mixes,
esters whipped toppings

Overview of Food Emulsifiers 5
As with any other totally new food additive, the need to prove safety of the
product in foods at high levels of consumption requires extensive toxicity studies
and enormous documentation. The consequent financial and time commitments
make development of totally new emulsifiers unattractive for emulsifier manu
facturers. A somewhat easier development approach is to petition for expanded
use (new applications or higher permitted levels) of emulsifiers that are already
approved. However, even this tactic may require several years of review.
In addition to national regulations, many food processors require their in
gredients, including food emulsifiers, to be kosher so that their products are
acceptable to Jewish and many Islamic consumers. For emulsifiers to be
kosher, they must be produced from kosher-certified raw materials. This re
quirement precludes the use of almost all animal fats. This is not much of a
problem since emulsifiers are easily produced from vegetable fats that can be
blended to give similar fatty acid compositions. The major concern in kosher
certification is to determine in advance whether the customer's rabbinical
council recognizes the Hekhsher (kosher symbol) of the producer's rabbi.
Products labeled as "all natural" must contain ingredients that have not
been chemically processed or modified. Only lecithin or other naturally occur
ring materials such as proteins would be acceptable for these products.
1.3 Emulsifier Structure Surface-active compounds (surfactants) operate through a hydrophilic head
group that is attracted to the aqueous phase, and an often larger lipophilic tail
that prefers to be in the oil phase. The surfactant therefore positions itself at
the air/water or oil/water interface where it can act to lower surface or interfa
cial tension, respectively. Figure l.l shows some typical hydrophilic and
lipophilic groups. Lipophilic tails are composed of Cl6 (palmitic) or longer
fatty acids. Shorter chains, such as Cl2 (lauric), even though they can be ex
cellent emulsifiers, can hydrolyze to give soapy or other undesirable flavors.
Unsaturated fatty acids are Cl8 molecules having one (oleic) or two (linoleic)
double bonds. Linoleic acid is usually avoided since it is easily oxidized and
may produce an oxidized rancid off-flavor in the finished food. Fats may be hy
drogenated to produce a mixture of saturated and unsaturated fatty acids.
Emulsifiers produced from these fatty acids may have an intermediate consis
tency (often referred to as "plastic") between liquid and solid. These products

6 Food Emulsifiers and Their Applications
Lipophilic end Hydrophilic end
-OH
Saturated; palmitate or stearate
H H
Unsaturated; oleate
Unsaturated; linoleate
Figure 1.1 Typical hydrophilic and lipophilic groups.
also contain measurable concentrations of trans (E) fatty acids that have higher
melting points than the cis (Z) fatty acids.
Polar head groups may be present in a variety of functional groups. They
may be incorporated to produce anionic, cationic, amphoteric, or nonionic sur
factants. Mono- and diglycerides, which contain an -OH functional group, are
the most widely used nonionic emulsifiers. Lecithin, whose head group is a
mixture of phosphatides, may be visualized as amphoteric or cationic, depend
ing on the pH of the product.
Proteins may also be surface active due to the occurrence of lipophilic
amino acids such as phenylalanine, leucine, and isoleucine. lnterfacially ac
tive proteins will fold so that lipophilic groups penetrate into the oil droplet
while hydrophilic portions of the chain extend into the aqueous phase.
Proteins in this configuration may produce a looped structure that provides
steric hindrance to oil-droplet flocculation and coalescence. Charged proteins
may also stabilize emulsions due to repulsion of like charged droplets.
Proteins may also destabilize water-in-oil emulsions, such as reduced fat mar
garines, by causing the emulsion to invert.
Food emulsifiers may be thought of as designer molecules because the
structure and number of heads and tails may be independently varied. A very
useful conceptual tool is hydrophile/lipophile balance (HLB). The topic has
been extensively reviewed by Becher, so only a brief description will be pre
sented here. The number and relative polarity of polar groups in a surface-ac-

Overview of Food Emulsifiers 1
tive molecule determine whether the molecule will be water- or oil-soluble (or
-dispersible). This concept has been quantitated by calculation of an HLB
value to describe a given emulsifier. High-HLB values are associated with
easy water dispersibility. Since conventional practice is to disperse the surfac
tant into the continuous phase, high-HLB emulsifiers are useful for preparing
and stabilizing oil-in-water (0/W) emulsions. Low-HLB emulsifiers are useful
for formulation of water-in-oil (W/0) emulsions, such as margarine. Extreme
high or low values are not functional as emulsifiers since almost all of the mol
ecule will be solubilized in the continuous phase. They would, however, be
very useful for full solubilization of another ingredient, such as a flavor oil or
vitamin, in the continuous phase. At some intermediate values of HLB, the
molecule may not be stable in either phase and will result in high concentra
tion at the interface.
1.4 Emulsifier Functionality In addition to their major function of producing and stabilizing emulsions, food
emulsifiers contribute to numerous other functional roles, as shown in Table
1.3. Some foods, notably chocolate and peanut butter, are actually dispersions
Table 1.3 Other functions offood emulsifiers
Emulsifier frmction
Whipping (aerating) agent
Dispersant
Dough conditioner
Defoamer
Starch complexer
Crystallization inhibitor
Antistaling agent
Antis ticking agent
Antispattering agent
Freeze-thaw stabilizer
Gloss enhancer
Cloud formers
Hydrating agents
Encapsulating agents
Dispersion stabilizers
Example(s)
Whipped toppings
Flavors, vitamins
Bread, buns, rolls
Yeast and sugar manufacturing
Macaroni, pasta
Salad oil
Yeast-raised baked goods
Candy, chewing gum
Margarines, frying shortenings
Frozen toppings and coffee
Whiteners
Confectionery coatings
Beverages
Powdered milk drinks
Flavors, aromas
Peanut butter

8 Food Emulsifiers and Their Applications
of solid particles in a continuous fat or oil phase. Chocolate viscosity is controlled by the addition of soy lecithin or polyglycerol ricinoleate (PGPR). Oil separation in peanut butter is prevented by use of a monoglyceride or highmelting fat. In some cases the secondary effect may be of greater concern than formation of the emulsion. Strengthening of dough and retardation of staling are vital considerations to processors who bake bread.
A common practice in the food industry is to use two- or three-component emulsifier blends to achieve multiple functionalities. In a cake emulsion, for example, aeration to produce high volume, foam stabilization, softness, and moisture retention are achieved by using an emulsifier blend. One useful statistical method to optimize emulsifier blends is the full factorial experimental design using a zero or low level of each emulsifier and a higher level of each emulsifier. The major advantage of this design is that it will detect two- and three-factor interactions that are not uncommon in complex food systems.
Small-molecule emulsifiers (e.g., monoglycerides) may exert their effect by partially or totally displacing proteins from an oil/water interface. This replacement is entropically favored because of the difference in size and mobility of the species. Direct interaction of emulsifiers and proteins may be visualized through electrostatic and hydrogen bonding, although it is difficult to observe in a system that contains appreciable amounts of oil. Chapter 5 on emulsifier/protein interactions will elaborate on these concepts.
Emulsifier suppliers generally employ knowledgeable technical service professionals to support their customers product development efforts. Their experience in selecting emulsifiers for a functional response is a valuable initial source of information. However, food processors may want to develop unique
products that have no close relationship to a product currently in commerce. In this case, the supplier may have some general ideas for emulsifier selection. However, it may be necessary for product developers to define their own criteria for emulsifiers based on critical functions required in the product.
Statistical experimental design is a very useful tool to optimize food emulsifiers and their concentrations. For example, a full factorial design (Krog et al., 1985; Jaynes, 1985) may be used to determine the levels of three emulsifiers to obtain an optimum product. Response surface methodology (RSM) and fractional factorial designs are very useful techniques because they reduce the number of experiments necessary to obtain optimal concentrations. However, since synergistic and antisynergistic effects are often observed between emulsifiers, care should be taken to design the experiments so that two-factor inter-

Overview of Food Emulsifiers 9
actions are not confounded. Robust design is also highly recommended so that
the food product has minimal sensitivity to uncontrolled noise factors.
The objective of this book is to provide the food industry professional or inter
ested technical professional with an overview of what emulsifiers are, how they
are prepared, and how they are utilized in food products. Although in many
senses food emulsifiers have become commodity ingredients, sophisticated un
derstanding and application in processed foods is likely to continue to advance.
References Friberg, S., Larsson, K. (eds.) (1990). Food Emulsions, Marcel Dekker, New York.
Jaynes, E. {1985). "Applications in the food industry, II," in Encyclopedia of Emulsion Technology {ed. P. Becher), Vol. 2, Marcel Dekker, New York, 1985, pp. 367--85.
Krog, N., Rilson, T.H., Larsson, K. (1985). "Applications in the food industry, " in
Encyclopedia of Emulsion Technology (ed. P. Becher), Vol. 2, Marcel Dekker, New
York, pp. 321-66.

TWO
Synthesis and Composition of Food-Grade Emulsifiers
R.J. Zielinski
There are a number of families of food-grade emulsifiers, which may be classi
fied as
Mono- and diglycerides
Propylene glycol monoesters
Lactylated esters
Polyglycerol esters
Sorbitan esters Ethoxylated esters
Succinylated esters
Fruit acid esters
Acetylated mono- and diglycerides
Phosphated mono- and diglycerides
Sucrose esters
In this chapter the general methods of preparing these food-grade emulsifiers
and some of the characteristics of each group of esters will be discussed.
2.1 Introduction The food-grade emulsifiers are generally esters composed of a hydrophilic (wa
ter-loving) end and a lipophilic (fat-loving) end. In general, the lipophilic end
is composed of stearic, palmitic, oleic, or linoleic acid or combinations of these
fatty acids. The hydrophilic end is generally composed of hydroxyl or carboxyl
11

12 Food Emulsifiers and Their Applications
groups. The melting point of the various esters within each family will be determined by the melting point of the fatty acids used to prepare the emulsifier. The melting points of the common fatty acids are given in Table 2.1. When stearic and palmitic acids dominate, the ester will be solid and relatively high-
Table 2.1 Melting points of fatty acids
Acid CMP eC) C8:0 Caprylic acid 16.3 CIO:O Capric acid 31.5
Lauric acid 44.2 Cl4:0 Myristic acid 56.4 Cl6:0 Palmitic acid 62.9 Cl8:0 Stearic acid 69.6 Cl8:1 Oleic acid 14 Cl8:2 Linoleic acid -6
melting; when oleic and linoleic acids dominate, the ester will be low-melting and could be a liquid at room temperature. The fatty acids present in an emulsifier may be obtained from either a fat or oil or a fatty acid source. All fats and oils are triglycerides, and the fatty acids can be obtained from the triglycerides by a hydrolytic process followed by fractional distillation. Generally, either natural or fully hydrogenated fats and oils are split to obtain the fatty acids. This process is illustrated in Equation 1.
0 II
CH2-0-C-R CH2-QH + R--cOOH
I 0 I II CH-o--c-R1 + 3H20 CH-QH + R1--cOOH
I I CH2-0-C-R CH2-0H + R2--cooH
II 0
Triglyceride Glycerine Fatty acids
(R = saturated or unsaturated alkyl chain)
(1)
where R, R1, and R2 are the alkyl portion of fatty acid groups.
Synthesis and Composition of Food-Grade Emulsifiers 13
Kosher oleic acid may be obtained from high-oleic safflower and high-oleic
sunflower seed oils. It may also be obtained from a specially purified tall oil
from pine trees. Commercial stearic acid may be of three types: (i) a mixture of
about 90% stearic acid and 10% palmitic acid, (ii) a mixture of about 70%
stearic acid, 30% palmitic acid, or (iii) a mixture of about 50% palmitic acid
and 50% stearic acid; all are known as stearic acid. Generally, partially hydro
genated fats and oils are used to prepare plastic-type emulsifiers.
2.2 Mono- and Diglycerides The mono- and diglycerides are the most widely used food-grade emulsifiers.
They may be esters that are solid and high-melting, esters that are liquid at
about room temperature, or a plastic-type ester. There are a variety of mono
and diglycerides commercially available at the present time. These are com
monly designated as (i) 40% a-monoglycerides, (ii) 50% a-monoglycerides,
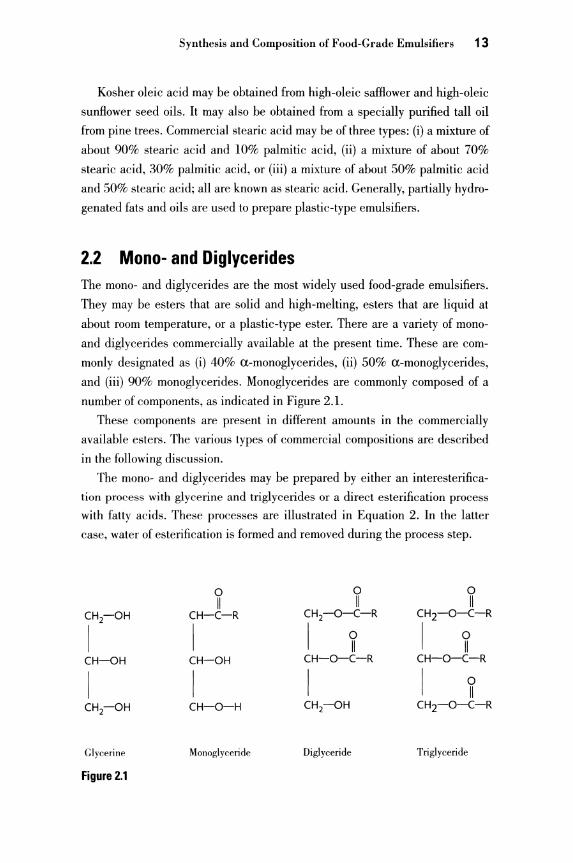
and (iii) 90% monoglycerides. Monoglycerides are commonly composed of a
number of components, as indicated in Figure 2.1.
These components are present in different amounts in the commercially
available esters. The various types of commercial compositions are described
in the following discussion.
The mono- and diglycerides may be prepared by either an interesterifica
tion process with glycerine and triglycerides or a direct esterification process
with fatty acids. These processes are illustrated in Equation 2. In the latter
case, water of esterification is formed and removed during the process step.
0 0 0 II II II
CH2-0H CH-C-R CH2-0-C-R CH2-0-C-R
I I I 0
I 0
II II CH-OH CH-OH CH-0-C-R CH-0-C-R
I I I I 0 II
CH2-0H CH-0-H CH2-0H CH2-0-C-R
Glycerine Monoglyceride Diglyceride Triglyceride
Figure 2.1

14 Food Emulsifiers and Their Applications
0 II
CH2-0H CH2-0-c-R CH2-0H CH-OH
I I 0 I I II heat CH-QH + CH-0-C-R CH-OH + CH-QH
I I 0 catalyst
I I 0 II II
CH2-0H CH2-0-C-R CH2-0H CH-Q-C-R
Glycerine Triglyceride Glycerine Monoglyceride
0 II
CH2-0H CH2-0H CH2-D-c-R
I heat I 0 I 0 II II
CH-OH + R-cOOH CH-O-c-R + CH-0-C-R
I I 0 I 0 II II
catalyst
CH2-0-C-R CH2-D-C-R
Glycerine Diglyceride Triglyceride
(2)
The catalysts commonly used in these processes are sodium hydroxide or hy
drated lime (calcium hydroxide); the temperatures involved range from 200 to
250°C. The proportions of each of the products-free glycerine, monoglyceride,
diglyceride, and triglyceride-are purely dependent on the molar ratio of glycer
ine and oil or glycerine and fatty acid used. The overall composition can be ap
proximated using a random distribution of the free hydroxyl group and fatty acid
groups (Feuge and Bailey, 1946). The various fatty acid groups from the oil or
fatty acid are also assumed to he randomly distributed in the final product.
Once the desired ratio of oil or fatty acid and glycerine has been chosen to
yield the desired monoglyceride content, a number of different types of mono
glyceride compositions are still potentially available. For example, if a 40%
monoglyceride composition is desired, then (i) the catalyst may be neutralized,

Synthesis and Composition of Food-Grade Emulsifiers 15
generally by phosphoric acid; (ii) the catalyst may be not neutralized; (iii) the
reaction mixture may be cooled to a determined temperature and the glycerine
that is insoluble in the final composition removed by decantation type process;
and (iv) the excess free glycerine may be removed from the reaction products
by vacuum distillation. A 40% monoglyceride prepared by a decantation-type
process (iii) may contain about 4% free glycerine, while a 40% monoglyceride
prepared by a vacuum-stripping process will typically contain less than 1%
free glycerine. A stripped 40% monoglyceride will typically be composed of
about 46% monoglyceride, 43% diglyceride, 10% triglyceride, and 1% glycer
ine. Similarly, a 50% monoglyceride may be prepared by decantation from in
soluble glycerine or by a vacuum-stripping process. A vacuum-stripped 50%
monoglyceride will typically contain about 55% monoglyceride, 38% diglyc
eride, 5% triglyceride, and 2% free glycerine.
Under the conditions of high temperature, very low pressure, and an ex
tremely short path, monoglycerides may be distilled and thus concentrated and
purified. This process is known as "molecular distillation." Typically, a 40%
monoglyceride mixture is subjected to molecular distillation to yield mono
glycerides of over 90% purity. The nondistilled portion is recycled for an addi
tional interesterification process to yield another 40% monoglyceride-type
composition for use as the feedstock.
As previously mentioned, either nonhydrogenated or partially hydrogenated
triglycerides, or saturated or unsaturated fatty acids, may be used to prepare
solid, plastic, or liquid monoglyceride mixtures.
The mono- and diglycerides have a generally recognized as safe (GRAS)
FDA status.
2.3 Propylene Glycol Monoesters Propylene glycol or 1,2-propanediol is a food-allowed, dihydroxy polyol that is
used to prepare a variety of food-grade emulsifiers. The 1,3-propanediol is not
allowed in preparing food-grade emulsifiers. There are two methods of prepar
ing food-grade propylene glycol monoesters (PGME): (i) interesterification of
propylene glycol with triglycerides and (ii) direct esterification with fatty acids.
In contrast to the mono- and diglycerides, both procedures do not yield the
same compositions. When an interesterification process is used, the final com
position contains mono-, di-, and triglycerides in addition to propylene glycol
mono and diesters. This is illustrated in Equation 3.

16 Food Emulsifiers and Their Applications
CH2-QH
I CH-OH
I CH3
Propylene glycol
CH2-QH
I CH-QH
I CH3
Propylene glycol
+
+
0 II
CH2-0-c-R
I ~ heat CH-O-C-R
I 0 catalyst
II CH2-0-c-R
Triglyceride
0 0 II II
CH2-o-c-R CH2-0-c-R
I I ~ CH-OH + CH-0-C-R
I I CH3 CH3
Propylene Propylene glycol glycol monoester diester
0 0 II II
CH2-0-c-R CH2-Q-C-R
I I 0 II
CH-QH + CH-0-C-R
I I CH-QH CH2-QH
Monoglyceride Diglyceride
(R = saturated or unsaturated alkyl chain)
CH2-0H
I + CH-OH +
I CH2-QH
Glycerine
0 II
CH2-o-c-R
I 0 II
+ CH-o-c-R
I 0 II
CH2-o-c-R
Triglyceride
(3)

Synthesis and Composition of Food-Grade Emulsifiers 17
Basic catalysts such as sodium hydroxide or hydrated lime (calcium hydroxide)
are used in the interesterification process. Generally, the excess propylene glycol
and the glycerine formed during the reaction are removed by a vacuum distillation
process. The basic catalyst is neutralized prior to the distillation process to prevent
disproportionation of the products during the distillation process; the most com
monly used acid is 85% phosphoric acid. The composition of the final product is
controlled by the molar ratio of propylene glycol to triglyceride in the starting reac
tion mixture. The approximate final concentrations of propylene glycol monoester
and monoglyceride may be determined by assuming that a random distribution oc
curs during the reaction process (Feuge and Bailey, 1946). By controlling the mo
lar ratio of propylene glycol to triglyceride, propylene glycol monoester contents
ranging from about 13 to 70% may be obtained. Generally, most commercial com
positions contain 50 to 70% propylene glycol monoester.
Commercial products containing propylene glycol monoesters of greater
than 90% are produced by means of a molecular distillation process similar to
that employed for the production of distilled monoglycerides. In the PGME
case, an interesterification mixture containing a high concentration of PGME
is used as a feedstock for the distillation process. Small amounts of distilled
monoglycerides may co-distill with the propylene glycol monoester.
The direct esterification of propylene glycol with fatty acids yields a mix
ture of free propylene glycol, propylene glycol monoester, and propylene glycol
diester, as illustrated in Equation 4.
The residual propylene glycol is generally removed by a vacuum steam
stripping process. The amount of propylene glycol monoester ranges from 45
to 70% in commercially available compositions prepared by direct esterifi
cation of propylene glycol with fatty acids. The amount of monoester can be
approximated by assuming a random distribution with various molar ratios of
propylene glycol to fatty acid (Feuge and Bailey, 1946). A basic catalyst
such as sodium hydroxide or hydrated lime is generally used during the es
terification step to avoid the formation of dipropylene glycol esters. The ba
sic catalyst is neutralized with an acid, usually 85% phosphoric acid, prior
to the steam-stripping step to avoid a disproportionation of the monoester
during the stripping step.
If a strong acid is used as a catalyst during the direct esterification step,
then the distinct possibility of the self-condensation of propylene glycol to the
dimer or trimer followed by esterification of the dimer or trimer exists. Thus,
acid-catalyzed esterifications can contain dipropylene glycol monoesters and

18 Food Emulsifiers and Their Applications
0 II
CH2-0H CH2--o-c-R
I heat I CH-OH + R-cOOH CH-OH +
I catalyst
I CH2 CH3
0 II
CH2-0-c-R
I ~ CH2-0-C-R
I
(4)
tripropylene glycol monoesters. These esters are not allowed by the FDA as direct food additives.
The FDA regulations for propylene glycol monoesters allow the use of all edible oils and edible fatty acids. However, the majority of the propylene glycol monoesters commercially available contain very high percentages of palmitic acid and stearic acid that are saturated fatty acids. Few unsaturated propylene glycol monoesters are available at this time.
2.4 Lactylated Esters Lactic acid, 2-hydroxypropanoic acid, is a bifunctional acid. As illustrated in Figure 2.2, fatty acid esters may be prepared by reaction with either the hydroxyl group or the fatty acid group. Lactic acid can also self-react to form polymeric (dimer, trimer, etc.) chains. These polymers can also react with fatty acid moieties. This is also illustrated in Figure 2.2.
This self-condensation reaction cannot be avoided, and all lactic acid emulsifiers contain mixtures of monomer, dimer, and trimer esters.

Synthesis and Composition of Food-Grade Emulsifiers 19
OH f--- R-COOH
I CH3-c-COOH f--- R-QH
I H
Lactic acid
Figure2.2
/R-COOH
OH
I 0 CH3
II I CH3-C-c-o-cOOH f--- R-OH
I H
Dilactic acid
2.4.1 Reaction at the Hydroxyl Group
Two broad categories of food-grade emulsifiers that are prepared by the reaction
of the hydroxyl group of lactic acid with either fatty acids or fatty acid chlorides
are commercially available: (i) the lactylic esters of fatty acids and (ii) partial
metal salts of lactylic esters of fatty acids. Each will be discussed in tum.
2.4.1.1 Lactylic &ters of Fatty Acids. Two types of lactylic esters of fatty acids
are commercially available. One composition contains approximately 60%
monomer, 10% dimer and trimer, 30% free fatty acid, and 3% free polylactic
acid. The second composition contains approximately 42% monomer, 16%
dimer and trimer, 30% free fatty acid, and 12% polylactic acid. Three methods
are available to prepare a lactylic ester with a 60% monomer content. The first is
the reaction of lactic acid of known monomer content with a fatty acid chloride
with or without the presence of a weak base to capture the hydrogen chloride
generated (Thompson and Buddemeyer, 1956). This method uses a costly acid
chloride and an extensive purification process. The second method involves the
direct esterification of about a 1:1 molar ratio of sodium lactate and fatty acid,
followed by acidification with mineral acid and isolation of the fatty lactylic ester
(Eng, 1972). A third method of preparing a lactylic ester with a 60% monomer
content is to react lactic acid with acetic anhydride to form the lactyl acetate.
The lactyl acetate is then subjected to an acidolysis reaction with fatty acids in
the presence of a sodium base under high-vacuum conditions. The mixture is
then acidified with mineral acid and the fatty lactylic esters isolated.
The lactylic ester with about 42% monomer and 16% dimer and trimer

20 Food Emulsifiers and Their Applications
acids most probably is prepared by the direct esterification of lactic acid with
fatty acid in about a 1:1 molar ratio (Thompson et al., 1956). A high free poly
lactic acid content (see Chapter 3 for analytical procedure) indicates that the
product has not been water-washed.
There are no restrictions on the lactic acid content of the lactylic esters of
fatty acids in the FDA regulations (21CFR172). There are no FDA restrictions
on the edible fatty acids that may be used in the preparation of the lactylic es
ters of fatty acids; however, the stearate esters are most commonly produced.
2.4.1.2 Metallic Salts of Lactylic Esters of Fatty Acids. There are two metal
lic salts of lactylic esters of fatty acids that are used in the food industry: cal
cium salt and sodium salt. The calcium salt was commercialized first, as a
dough conditioner for bread, and is known as calcium stearoyl-2-lactylate.
The 2 indicates that 2 moles of lactic acid were used in its preparation. The
sodium salt, which was commercialized later, is known as sodium stearoyl-2-
lactylate, sodium stearoyllactate, or simply "SSL." It is used extensively in
many food applications.
Both esters can be prepared by the same process, the direct esterification of the partial salt of lactic acid with a fatty acid in about a 2: l molar ratio of lac
tic acid to fatty acid (Thompson et al., 1956). Both esters have a monomer con
tent of about 40%, a polymeric content of about 31%, and a polylactic acid
content of about 6%.
Care must be taken to use high-quality starting materials to avoid excessive
darkening during the reaction process. The color of the final product can be re
duced by the use of hydrogen peroxide as a bleaching agent.
The amounts of lactic acid and metal ion content of both esters are regulated
by the FDA and are about 34% and 4.5%, respectively. Only the use of specified
grades of stearic acid is permitted by the FDA regulations for the products.
2.4.2 Reaction at the Carboxylic Acid Group
2.4.2.1 Lactylated Monoglycerides. The carboxylic acid group of lactic acid
can react with the hydroxyl group of other fatty acid-derived compositions to
yield emulsifiers that are useful in many food products. One of the most common
fatty acid compositions used is a reaction product with a monoglyceride to form a
lactylated monoglyceride identified in the FDA regulations as glycerol-lacto es
ters of fatty acids. The overall simplified reaction is illustrated in Equation 5.
As can be seen from Equation 5, the number of hydroxyl groups remain the

+
Monoglyceride
Synthesis and Composition of Food-Grade Emulsifiers 21
OH
I CH -C-COOH
3 I ____.
H
Lactic acid
0 OH II I r,--o--c -c -cH,
CH-OH
I
Lactylated monoglyceride
+ Hp
(5)
same in the reaction product as in the starting monoglyceride and a methyl
group is introduced. This has the net effect of lowering the melting point and
increasing the fat solubility of the lactylated monoglyceride compared to the
starting monoglyceride.
As previously discussed, lactic acid can homopolymerize; therefore, dilac
tate and trilactate esters of monoglycerides can and will be formed during the
esterification reaction.
A major variable in the formation of lactylated monoglycerides is the compo
sition of the monoglyceride that is reacted with lactic acid. For example, Barsky
(1950) disclosed the use of shortening compositions containing lactylated mono
glyceride made by two different methods. The first lactylated monoglyceride was
prepared by the reaction of l mole of oleic acid with l mole of glycerine; then the
reaction product was reacted with 33% of 88% lactic acid. The second mono
glyceride was prepared by the interesterification of 100 parts of partially hydro
genated oil with 25 parts of glycerine; then the reaction product was reacted with
29.5% of anhydrous lactic acid. In both cases, about a nominal 40% monoglyc
eride intermediate composition was made, and about 7% of free glycerine could
be expected to be present in the monoglyceride mixture. The free glycerine can
react with lactic acid to yield water-soluble, oil-insoluble, glycerol lactates.

22 Food Emulsifiers and Their Applications
These glycerol lactates can be removed by water-washing or can be steam
stripped from the reaction mixture under reduced pressure.
A distilled monoglyceride could also be used as a reacting monoglyceride
composition. However, during the reaction with lactic acid, the distilled mono
glyceride could totally or partially disproportionate to yield free glycerine and
a mixture of mono-, di-, and triglycerides. Thus, the benefit of using a distilled
monoglyceride could be lost.
Other possibilities of starting monoglycerides are an unstripped intermedi
ate monoglyceride with an a-mono content of 28 to 40%, a 40% U-monoglyc
eride that has been vacuum-stripped to remove the free glycerine, or a 50%
monoglyceride type that has or has not been vacuum-stripped to remove the
free glycerine before reaction with lactic acid. Of course, any diglycerides pre
sent in the monoglyceride mixture can also react with lactic acid.
Another variable in the production of lactylated monoglycerides is the
amount of lactic acid reacted with the monoglyceride intermediate. In theory,
a monoglyceride can react with 2 moles of lactic acid to yield the dilacty
lated monoglyceride ester. Commercially, lactylated monoglycerides are
available that contain either about 15% or 22% lactic acid. There is an ana
lytical constant known as WICLA (see Chapter 3), which stands for water-in
soluble combined lactic acid, used by some companies to characterize
lactylated monoglycerides. This value will give an estimation of the amount
of active functional lactylated monoglyceride present in the commercial
product as opposed to a total lactic acid value that is a summation of the
WICLA value and the amount of lactic acid present in a water-soluble form,
such as glycerol lactates.
Because of the wide range of possible starting monoglycerides and the reac
tion conditions chosen, all commerciallactylated monoglyceride compositions
may not be compositionally the same, and possibly, differences in functionality
can exist between products with a similar lactic acid content.
The FDA regulations for lactylated mono- and diglycerides permit the use
of any edible fat or oil or edible fatty acids to be used in their manufacture.
There are no restrictions on the amount of lactic acid that can be present in the
lactylated mono- and diglycerides.
2.4.2.2 Lactylated Fatty Acid Esters of Glycerol and Propylene Glycol. Another
emulsifier, prepared from lactic acid by the reaction of the carboxylic acid
group of the lactic acid with the hydroxyl groups of glycerol and propylene gly-

Synthesis and Composition of Food-Grade Emulsifiers 23
col monoesters, is the lactylated fatty acid esters of glycerol and propylene gly
col. In this type of emulsifier, propylene glycol is interesterified with an edible
fat or oil to yield a mixture of mono- and diglycerides and propylene glycol mo
noesters. The reaction mixture is then reacted with lactic acid. As with the
lactylated mono- and diglycerides, a great variety of propylene glycol mo
noester and monoglyceride mixtures could be used to react with lactic acid to
yield a final composition. In addition, lactic acid can react with any free propy
lene glycol and free glycerine initially present or formed by a disproportiona
tion of the starting propylene glycol monoesterlmonoglyceride composition.
These propylene glycol lactates and glycerol lactates are removed by water
washing or vacuum distillation of the reaction product. Obviously a complex
composition is produced.
It should be noted that only propylene glycol esters prepared by an inter
esterification process may be used. Propylene glycol mono- and diesters pre
pared by a direct fatty acid esterification route are not allowed under the
pertinent FDA regulation (21CFR172.850). The FDA regulation further speci
fies the WICLA content of the final ester composition to be 14 to 18%.
2.5 Polyglycerol Esters Polyglycerol esters have been commercially available to the food industry for
over 25 years, but they have been known in the nonfood industry for many
more years. The polyglycerol alcohols are most often prepared by the poly
merization of glycerine with an alkaline catalyst at elevated temperatures
(Harris, 1941; Babayan and Lehman, 1973). The polymerization is a random
process and a number of different polyglycerols are produced. This is illus
trated in Equation 6.
The extent of polymerization is followed by refractive index, viscosity, or
hydroxyl value. When the theoretical hydroxyl value for a diglycerol is ob
tained, the polyglycerol could be called diglycerol. When the hydroxyl value
for triglycerol is obtained, the polyglycerol could be called a triglycerol, etc.
The hydroxyl values for di- to decaglycerol are summarized in Table 2.2. The
theoretical molecular weight of each polyglycerol is also given in Table 2.2.
In general, no effort is made to separate the various polyglycyerols, and the
entire reaction mixture that contains a distribution of polyglycerols is used to
prepare polyglycerol esters. At lower degrees of polymerization, higher con
centrations of lower poyglycerols are present; at higher degrees of polymeriza-

24 Food Emulsifiers and Their Applications
heat
catalyst
OH OH OH
I I I CH2-cH-cH2-0-CH2-CH-CH2-0H Diglycerol
OH OH OH OH
I I I I CH2-CH-(H2-0-CH2-(H-(H2-0-cH2-CH-CH2-0H Triglycerol
OH OH OH OH OH
I I I I I CH2-CH-cH2-G-CH2-CH-CH2-0-CH2-CH-CH2-0-CH2-CH-CH2-0H
Tetragl ycerol
and so on, up to decaglycerol + (n- 1) H20 (6)
Table 2.2
Theoretical Theoretical Polyol hydroxyl value molecular weight
Glycerine 1839 92 Diglycerol 1352 166 Triglycerol 1169 240 Tetraglycerol 1072 314 Pentaglycerol 1012 338 Hexaglycerol 971 462 Heptaglycerol 942 536 Octaglycerol 920 610 Nonaglycerol 902 684 Decaglycerol 888 758

Synthesis and Composition of Food-Grade Emulsifiers 25
tion, higher concentrations of higher polyglycerols are present. The number of
possible esterification sites in a polyglycerol is the nominal polyglycerol plus
2(n + 2). Thus, a triglycerol has 5 possible esterification sites and an octa
glycerol has lO possible esterification sites.
The polyglycerol esters may be prepared from the polyglycerols by either a
direct esterification with fatty acids or an interesterification with triglycerides.
When a fatty acid process is used, the theoretical molecular weight of the
polyglycerol is used with the molecular weight of the fatty acids to calculate
the reaction charge. Generally, if low degrees of esterification are used, the re
action product is neutralized and allowed to "phase out" at about l00°C. The
free polyol is separated and the emulsifier is filtered and packaged. If higher
degrees of esterification are used, then no polyol will phase out and the prod
uct, neutralized or not neutralized, is filtered and packaged.
If an interesterification process is used, then additional glycerine from the
fat or oil is introduced into the reaction mixture. This additional glycerine will
modify the polyol distribution of the final product compared to the polyol dis
tribution of the starting polyglycerol. Additional mono- and diglycerides will
be produced compared to a direct esterification process, and distribution of
fatty acids ester will be different than if a direct esterification process were
used. Esters prepared by an interesterification process are still identified by
the polyol that was initially used.
It is obvious that even if a single fatty acid were used to make polyglycerol
esters that the number of compositions possible are very numerous and com
plex. Since mixtures of fatty acids are used, this makes the polyglycerol es
ters even more complex. Thus, a triglycerol monostearate polyglycerol ester
is a mixture of the stearate and palmitate esters of glycerine, diglycerol,
triglycerol, tetraglycerol, pentaglycerol, hexaglycerol, heptaglycerol, oc
taglycerol, nonaglycerol, and decaglycerol, while a decaglycerol tristearate is
a mixture of the stearate and palmitate esters of the same polyglycerols but in
different proportions.
A wide range of polyglycerol esters are commercially available from liquid
esters such as hexaglycerol dioleate to plastic esters like triglycerol mono
shortening to solid esters like decaglycerol decastearate.
FDA regulations permit the use of edible hydrogenated or nonhydro
genated nonlauric oils and the edible fatty acids derived from them as well
as oleic acid from tall oil to prepare polyglycerol esters up to and including
decaglycerol.

26 Food Emulsifiers and Their Applications
2.6 Sorbitan Esters Only one sorbitan ester is currently approved in the FDA regulations as a di
rect food additive in the United States: sorbitan monostearate. However, a
GRAS petition has been filed to permit the use of sorbitan tristearate in con
fectionery coatings (Federal Register, 1988). The FDA, as of 1996, has not
acted on this petition. The most commonly used process for the production of
sorbitan esters is the direct fatty acid esterification of sorbitol with stearic acid
(Brown, 1943; Japanese Patent, 1974). Generally, the stearic acid used is
about a 50:50 mixture of stearic and palmitic acids. The overall reaction is
shown in Equation 7.
Sorbitan is a monoanhydro sorbitol and sorbide (or isosorbide) is a dianhy
dro sorbitol, as illustrated in Equation 7. Commercial sorbitan monostearate is
the stearate, palmitate ester of a mixture of about 1 to 12% sorbitol, 65 to 72%
sorbitan, and 16 to 32% isosorbide. It can be demonstrated that the amount of
sorbitan is fairly constant but that the amount of linear sorbitol and isosorbide
can vary among manufacturers.
The use of an acidic catalyst during the esterification of sorbitol promotes
the cyclization of sorbitol to the mono- and dianhydro forms. The use of a basic
catalyst promotes the esterification reaction at the expense of color formation.
It is possible that each commercial supplier has its own blend of acidic and
basic catalysts to generate the ratio of sorbitan esters required to meet tight
FDA specifications for hydroxyl number, saponification number, and acid
number while minimizing color degradation of the product. Hydrogen peroxide
can be used to reduce the color of a sorbitan monostearate.
Stockburger (1981) has patented a process for preparing sorbitan esters in
which sorbitol is first dehydrated with an acid catalyst to the desired ratio of
sorbitol, sorbitan, and sorbide polyols. The mixture of polyols is then reacted
with fatty acids and a basic catalyst to yield the desired sorbitan ester with an
improved light color. The use of sorbitan monostearate in foods is highly regu
lated. The reader is referred to 21CFR172.842 for further details on where sor
bitan monostearate can be used in food products, and for the required
analytical constants.
2.7 Ethoxylated Esters Four ethoxylated fatty acid esters have FDA approval for use as direct food ad
ditives. These are ethoxylated sorbitan monostearate, ethoxylated sorbitan

CH2-DH
I CH-OH
I CH-OH +
I CH-OH
I CH-DH
I CH2-0H
Sorbitol
Synthesis and Composition of Food-Grade Emulsifiers 27
catalyst R-COOH
CHI
L<JH I I o
r-<JH I CH_j
I CH-OH
I
Sorbitan monoester
+
CH2-0H
I CH-OH
I CH-OH
I CH-OH
I CH-OH
I 0 II
CH2-0-C-R
Linear sorbitol monoester
0
+
J=l I 0
r_j CH
I CH-OH
I ~ CH2-0-C-R
I
Sorbide monoester
(7)

28 Food Emulsifiers and Their Applications
monooleate, ethoxylated sorbitan tristearate, and ethoxylated saturated mono
and diglycerides. The base ester that has been ethoxylated is sorbitan mono
stearate, sorbitan monooleate, sorbitan tristearate, and a 28% monoglyceride,
respectively. For each of these esters the same basic reaction is involved, the
reaction of a hydroxyl group with ethylene oxide. This reaction is illustrated in
Equation 8 for a monoglyceride.
A basic catalyst such as potassium hydroxide is used during the ethoxyla
tion process (Egan and Lampost, 1969). The ethoxylation process is a highly
exothermic reaction and adequate cooling must be available to control the re
action temperature. The ethoxylated esters are highly complex in composition,
and the actual components of the ethoxylated sorbitan or monoglyceride esters
have not been defined. Ethylene oxide itself is a highly explosive compound
under certain conditions. Safety instructions on the handling of ethylene oxide
must be read and understood before an ethoxylation process is undertaken.
Another name for ethoxylated compositions is polyoxyethylene (20) sorbitan
CH2-0H 0
I I \ CH-QH + CH2-CH2
I 0
II CH2-0-C-R
Monoglyceride Ethylene oxide
CH2-0-CH2-CHpH
I CH-O-CH2-CH2-0H
I
CH2-0-CH2-CHpH 0
I 1\ catalyst CH2-CH2
CH-OH
I CH -C-R
2 II 0
IH2-0-CH2-CH2 -O-CH2-CH2-0H
CH-Q-CH -CH -OH I 2 2
CH -O-C-R 2 II
0
(8)

Synthesis and Composition of Food-Grade Emulsifiers 29
monostearate, for example. Polyoxyethylene refers to the ethylene oxide poly
meric chain and the (20) indicates that approximately 20 moles of ethylene oxide
have been reacted with one average molecular weight of the starting fatty acid
ester. Other more common names for these products are polysorbate 60 for
ethoxylated sorbitan monostearate, polysorbate 80 for the oleate, polysorbate 65
for the tristearate, and polyglycerate 60 for the saturated monoglyceride.
The polyoxyethylene group is a hydrophilic, or water-loving, group. By the
introduction of the polyoxyethylene group, the starting fatty acid ester is made
more hydrophilic and the final composition has excellent water solubility or
dispersibility. The melting point of each of the starting esters is decreased and
the ethoxylated esters are liquids or soft pastes at room temperature.
The use of the ethoxylated esters in food products is highly regulated, and
the reader is referred to 21CFR172.834, 21CFR172.836, 21CFR172.832, and
21CFR172.840 for details of where and how much polyglycerate 60, polysor
bate 60, polysorbate 65, and polysorbate 80, respectively, may be used.
2.8 Succinylated Esters Succinylated esters of monoglycerides and propylene glycolesters are permit
ted as direct food additives. The essential step in the preparation of succiny
lated esters is the reaction of a hydroxyl group with succinic anhydride. This is
illustrated in Equation 9 for a monoglyceride.
0 II
CH,--c~
+ 0 -------+
CH -0-C-R 2 II
CH--c/ 2 II
0 0
Monoglyceride Succinic anhydride
0 II
CH2-0-C-CH2-CH2-COOH
I CH-OH
I CH -0-C-R
2 II 0
Succinylated monoglyceride
(9)

30 Food Emulsifiers and Their Applications
Freund (1966) patented the manufacture of succinyl monoglycerides; in
this patent he also describes the production of succinyl propylene glycol mo
noesters. Martin (1968) has patented stearoyl and behenoyl propylene glycol
hydrogen succinate. The succinylation reaction is carried out under anhydrous
conditions with or without a catalyst such as potassium carbonate by the reac
tion of a distilled monoglyceride or distilled propylene glycol monoester with
succinic anhydride above the melting point of the fatty acid ester and below
the melting point of succinic anhydride. Care must be exercised when han
dling succinic anhydride because it is an irritant and is sensitive to moisture.
Generally, a reaction temperature of around ll0°C is used. If a catalyst is
used, it is generally not removed and is left in the final composition. Care must
be taken to avoid the reaction of the carboxylic acid group of the succinyl
group with other available hydroxyl groups to form polymeric materials. This
polymeric condensation reaction will take place easier in the presence of a
catalyst and at temperatures above 170°C. In the determination of the extent of
completion of the succinylation reaction, a nonalcoholic solvent should be
used for an acid number determination. For, if a solvent such as ethyl alcohol
is used, then the alcohol will react with the succinic anhydride, in a fashion
similar to the monoglyceride, and a false indication of the completeness of re
action will be obtained.
While it is possible to react 2 moles of succinic anhydride with 1 mole of
monoglyceride, the most functional results have been found with between
about 0.75 to 1.1 moles of succinic anhydride per mole of distilled monoester,
either monoglyceride or propylene glycol monoester.
The current FDA regulations for succinylated monoglycerides permit any
edible oil or edible fatty acid to be used as a source of the monoglyceride in
termediate. However, restrictions are placed on the succinic acid content, acid
number, and melting point of the final composition. Restrictions have been
placed on the use of succinyl monoglycerides in food products; see
21CFR172.830. In contrast, only saturated edible oils predominantly C16 and
C18 in chain length may be used in the preparation of the propylene glycol
monoester intermediate. Regulation 21 CFR172. 765 specifies the acid number,
hydroxyl number, and degree of succinylation of the succistearin (stearoyl
propylene glycol hydrogen succinate). The emulsifier can be used in many ap
plications with good manufacturing practice.

Synthesis and Composition of Food-Grade Emulsifiers 31
2.9 Fruit Acid Esters There are two fruit acids used to make food-grade emulsifiers: tartaric acid and
citric acid. Tartaric acid-derived esters have been used extensively in Europe,
but they have not been used very much in the United States. One of the fore
most uses of tartaric acid-derived esters is a dough conditioner; in the United
States other dough-conditioning agents are used in place of tartaric acid esters.
The tartaric acid esters used are the mono- and diglycerides of diacetyl tartaric
acid (DATEM esters). The synthesis of these esters is shown in Equation 10.
COOH
I HO-CH
I HO-CH
I COOH
Tartaric acid Acetic anhydride
Diacetyl tartaric anhydride
Acetic acid
(lOa)

32 Food Emulsifiers and Their Applications
CH -0-C-R 2 II
0
/
COOH
II 0
H3C-c-O-CH
0 II
H3c-c-o-cz o
""II c-o CH2
I CH-QH
I DATEM
(lOb)
The DATEM esters have FDA GRAS status under 21CFR184.ll0l.
However, the regulation states that the DATEM esters must meet the specifica
tions of the Food Chemicals Codex (1981). The Food Chemical Codex specifies the tartaric acid content, the acetic acid content, the total fatty acid
content, the glycerine content, the acid value, and the saponification value of
the DATEM ester. Thus, while DATEM esters have a GRAS status, their com
position is limited in the United States.
The acid group of the DATEM esters makes them somewhat sensitive to

Synthesis and Composition of Food-Grade Emulsifiers 33
pH; if the food product is basic, the DATEM ester can be converted to the an
ionic form. The two acetyl groups are somewhat liable to hydrolysis, which
yields acetic acid. These esters should not be used in aqueous systems that are
expected to have a long storage life.
Two different types of citric acid-based emulsifiers are permitted as direct
food additives: stearyl monoglyceride citrate (21CFR172.755) and monoglyc
eride citrate (21CFR172.832). The monoglyceride citrate is restricted to use in
antioxidant solutions. It is prepared by the reaction of glycerol monooleate
with citric acid. The final product has an acid number of 70 to 100 and has a
14 to 17% total citric acid content.
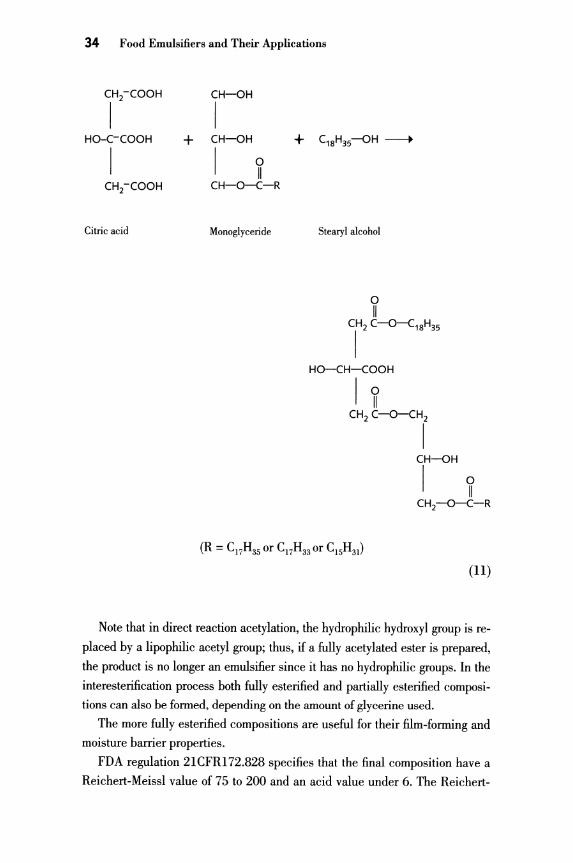
Stearyl monoglyceride citrate is prepared by the reaction of citric acid,
monoglycerides, and stearyl alcohol to yield a composition with an acid num
ber of 40 to 52, a saponification number of 215 to 255, and a total citric acid
content of 15 to 18%. The expected reaction is shown in Equation 11.
As can be seen, the reaction products are quite complex. Both saturated and
unsaturated monoglycerides may be used. This type of ester is used in shorten
ings containing other emulsifiers and is not used extensively in the food industry.
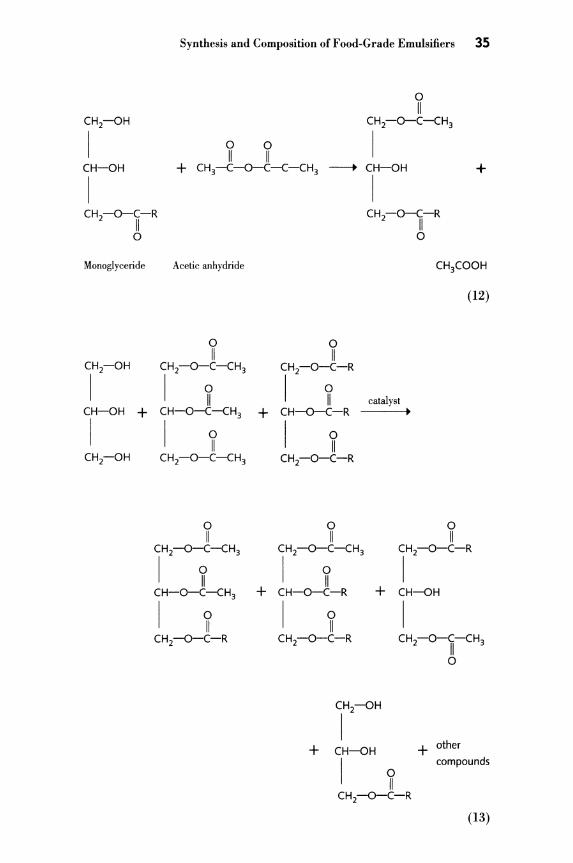
2.10 Acetylated Monoglycerides Another food-grade additive that is formed by the reaction of an acid anhy
dride with a hydroxyl group is the acetylated monoglycerides. This reaction is
illustrated in Equation 12.
The starting monoglyceride may be saturated or unsaturated and is of mole
cularly distilled type. 21CFR172.828 permits the use of a non-food-grade cat
alyst or a food-grade catalyst in the acetylation reaction. The acetic acid
byproduct and any excess acetic anhydride or formed triacetin are removed by
vacuum distillation. Since the acetic anhydride is monofunctional, there is no
danger of polymers being formed.
The acetylated monoglycerides may also be formed by an interesterification
process. In this case, triacetin is interesterified with a suitable mixture of edi
ble fats or oils and glycerol, as illustrated in Equation 13.
In this case, the composition of the final mixture can be calculated using a ran
dom distribution (Feuge and Bailey, 1946). The final reaction mixture is sepa
rated by means of steam-stripping and molecular distillation. Any unreacted
triacetin is removed by the vacuum steam-stripping process, and the desired
acetylated monoglycerides are concentrated by the molecular distillation process.
34 Food Emulsifiers and Their Applications
CH2-COOH
I HQ-C-COOH +
I CH2-COOH
Citric acid
CH-QH
I CH-QH
I 0 II
CH-0-C-R
Monoglyceride
+
Stearyl alcohol
(ll)
Note that in direct reaction acetylation, the hydrophilic hydroxyl group is re
placed by a lipophilic acetyl group; thus, if a fully acetylated ester is prepared, the product is no longer an emulsifier since it has no hydrophilic groups. In the
interesterification process both fully esterified and partially esterified compositions can also be formed, depending on the amount of glycerine used.
The more fully esterified compositions are useful for their film-forming and moisture barrier properties.
FDA regulation 21CFR172.828 specifies that the final composition have a Reichert-Meiss! value of 75 to 200 and an acid value under 6. The Reichert-
Synthesis and Composition of Food-Grade Emulsifiers 35
0 0 II II + CH3-c-o-c-c-CH3 ------+
CH -0-C-R 2 II
0
Monoglyceride
CH2-0H
I CH-OH + I
CH2-0H
Acetic anhydride
0 II
CH2-0-C-cH3
I 0 II
CH-O-C-cH3
I 0 II
CH2-0-C-cH3
0 II
CH2-0-C-CH3
I ~ CH-O-C-CH3
I
0 II
CH2-0-c-R
I ~ + CH-Q-C-R
I
0 II
CH2-0-C-cH3
I 0 II
+ CH-0-C-R
I 0 II
CH2-0-C-R
+
+
CH -0-C-R 2 II
0
(12)
catalyst
+
0 II
CH2-Q-C-R
I CH-OH
I CH -0-C-CH
2 II 3
0
+ other
compounds
(13)

36 Food Emulsifiers and Their Applications
Meissl number determines the amount of short-chain fatty acids in the final
composition, and this is a measure of the degree of acetylation (see Chapter 3
for methodology). The degree of acetylation in commercially available acety
lated monoglycerides ranges from 50 to 90%.
2.11 Phosphated Esters Information on the synthesis of phosphate esters is sparse. However, Harris
(1939a, b) suggests that they can be prepared by the reaction of a mono- and
diglyceride intermediate with phosphorus pentoxide at 50 to 125°C in a two
step reaction. The reaction mixture is then neutralized with sodium carbonate
to produce the desired product.
The monosodium phosphate derivative of mono- and diglycerides of edible
fats or oils or edible fat-forming fatty acids is recognized as GRAS by the FDA.
These emulsifiers are available in a solid, liquid, or paste form. Typically, the
phosphorus content of these compositions ranges from 3.5 to 5.5%, and their pH
ranges from 6.0 to 7.5. They have found some applications in the confectionery
industry as viscosity reducers analogous to lecithin (Chapter 9).
2.12 Sucrose Esters The newest family of emulsifiers to obtain FDA approval for use as direct food
additives is the sucrose esters. This occurred in 1982 (47FR5547). The su
crose esters permitted as additives under 21CFR172.859 are the mono-, di-,
and triesters. This regulation does not relate to the fully esterified sucrose es
ters that have been promoted as nonabsorbable fat and oil replacements. These
esters are a mixture of the octa-, hepta-, and hexaesters of sucrose.
The main method of preparing sucrose monoesters is by means of an inter
esterification process between sucrose and methyl esters of fatty acids. The ba
sic process is illustrated in Equation 14.
Sucrose and the methyl esters of fatty acids are very insoluble in one an
other. In addition, sucrose darkens and carmelizes on heating to temperatures
around 150°C. This insolubility and darkening of the sucrose has led to the
use of organic solvents such as N,N-dimethylformamide (DMF) or dimethyl
sulfoxide (DMSO) and reduced pressure in the preparation of the sucrose
mono-, di-, and triesters (Haas, 1959). The use of DMSO as a solvent was al
lowed in 1987 (52FR10883).

HO
Sucrose
Synthesis and Composition of Food-Grade Emulsifiers 37
HOCH2
0 H
H
0
H OH OH
RCOOCH2
HO 0
H OH
Sucrose monoester
0 H
H
0
OH H
H
+
0 II
R-C -OCH3 _______.
Methyl esters
Methyl alcohol
(14)
Another interesterification process used to prepare the sucrose monoesters
under vacuum is known as the "microemulsion process," or the "transparent
emulsion process." In this process edible propylene glycol is utilized as a sol
vent and reactant (Osipow and Rosenblatt, 1969). In an improvement on the
original microemulsion process, it was found that water could be used under
carefully controlled reaction conditions in place of the propylene glycol (Osipow
and Rosenblatt, 1972; Yamagishi et al., 1974). In the microemulsion process, a
very high amount of a sodium or potassium salt of a carboxylic acid is used to

38 Food Emulsifiers and Their Applications
produce an emulsion particle size less than one-quarter the wavelength of light,
in contrast to other emulsions in which particle sizes are greater than the wave
length of light. This particle is so small the emulsion appears transparent.
However, the use of the high amount of the metal salts of the fatty acids and un
reacted sucrose leads to difficult purification and separation procedures. In gen
eral, solvents such as ethyl acetate, methyl ethyl ketone, or isobutyl alcohol are
used during the purification process. FDA rule 21CFII 72.859 specifies the
amount of these solvents that can be in the final sucrose ester. A patent has been
issued regarding the purification of the sucrose ester reaction mixture (Mizutani
et al., 1973), but many other purification processes are possible. Overall, the
production of the sucrose monoesters is a more complicated process than the
production of the other food-grade emulsifiers.
References Babayan, V.K., Lehman, H. (1973). U.S. Patent 3,637,774, January 25. Barsky, G. (1950). U.S. Patent 2,509,414, May 30. Brown, K.B. (1943). U.S. Patent, 2,322,820, June 29. Egan, R.R., Lampost, S.B. (1969). U.S. Patent, 3,433,645, March 18. Eng, S. (1972). U.S. Patent 3,636,017, January 18. Federal Register, 53, 40808, December, 1988. Feuge, R.O., Bailey, A.E. (1946). Oil and Soap, 23, 259. Food Chemical Codex (1981). 3d ed., pp. 98-99. Freund, E.H. (1966). U.S. Patent 3,293,272, December 20. Harris, B.R. (1939a). U.S. Patent 2,177,983, October 31. --(1939b). U.S. Patent 2,177,984, October 31. --(1941). U.S. Patent 2,258,892, October 14. Hass, H.B. (1959). U.S. Patent 2,893,990, July 7. Japanese Patent Publication (1974). No. 15246, April13. Martin, J.B. (1968). U.S. Patent 3,375,262, March 26. Mizutani, N., et al. (1973). U.S. Patent 3,798,324, July 24. Osipow, L.l., Rosenblatt, W. (1969). U.S. Patent 3,480,616, November 25. --(1972). U.S. Patent 3,644,333, February 22. Stockburger, G.J. (1981). U.S. Patent 4,297,290, October 21. Thompson, J.B., Buddemeyer, B.D. (1956). U.S. Patent 2,744,825, May 8. Thompson, J.B., eta!. (1956). U.S. Patent 2,733,252, January 31. Yamagishi, F., eta!. (1974). U.S. Patent 3,792,041, February 12.

THREE
Analysis of Food Emulsifiers
Gerard L. Hasenhuettl
3.1 Introduction Analytical methods for food emulsifiers are closely associated with or derived
from methods commonly used for fats and oils (Sonntag, 1982; Karleskind,
1996). Test methods are of several types and are carried out for a variety of
reasons. Analysis ensures that the composition of the emulsifier is correct and
that it has not seriously degraded during processing. Often the composition
and distribution of homologs has implications for the utility of the emulsifier in
the individual food product (see, for example, Halkier, 1980). The final level of
testing is often a measurement of performance in the food system itself.
Specifications are negotiated and agreed upon between the producer and the
customer (usually a processed food manufacturer). Analytical tests are carried
out on the process line or control laboratory of the supplier, who then provides
a certificate of analysis to the customer. The customer may then check the
analysis as part of the receiving procedure and accept or reject the shipment.
Disputes may be settled by submitting a sample to an independent laboratory.
Quality assurance testing is also necessary to ensure that foods conform to
39
40 Food Emulsifiers and Their Applications
standards set by government regulatory agencies. The U.S. Food and Drug
Administration (FDA), the European Economic Community (EEC), and the
regulatory agencies of individual countries have limits on the maximum con
centration of emulsifiers or other food additives allowed in specific products.
This topic has been reviewed by several authors (Kroeller, 1966, 1968;
Gernert, 1968; Amano, 1979). Professional organizations, such as the
Association of Official Analytical Chemists (AOAC), the American Oil
Chemists' Society (AOCS), International Union of Pure & Applied Chemistry
(IUPAC), Leatherhead Food Research Association, and the National Academy
of Sciences (Food Chemicals Codex), have compiled lists of official methods
that are used for fats, oils, and emulsifiers (Cunniff, 1995; Firestone, 1990;
Paquot and Hauffen, 1987; Slack, 1987; Taylor, 1996).
To determine emulsifiers in intact food products, the fats and emulsifiers must
first be extracted. Fats and oils are soluble in nonpolar solvents, such as hexane
or toluene. However, emulsifiers are amphiphilic and more polar and tend to
be less soluble in cold hexane or petroleum ether, particularly when emulsifier
concentration is high compared to total lipid level. Chloroform or chlorofonn/
methanol mixtures (Flor and Prager, 1980) are sufficiently polar but also suffi
ciently immiscible to allow for extraction from aqueous food systems. In cases
where total lipid content is high compared to emulsifier concentration,
Halverson and Qvist (1974) have reported extracting total lipids with refluxing
hexane followed by extraction with acetonitrile. Solid foods samples (e.g., cake,
coffee whitener) are conveniently extracted using a Soxhlet extraction apparatus.
Liquid samples (e.g., milk, ice cream mix) are usually separated in a separatory
funnel or countercurrent distribution apparatus. Another factor complicating ex
traction from foods is that lipids may be tightly complexed by starches or pro
teins or may simply be encapsulated in a biopolymeric matrix. Jodlbauer (1976)
has demonstrated the use of an amylase enzyme to release lipids from a pasta
product so that they are more easily extracted.
3.2 Thin-Layer and Column Chromatography After lipids have been extracted, the emulsifiers may be isolated from the non
polar lipids by simple thin-layer or column chromatography. For example, on a
silica gel column, triglycerides may be eluted with hexane followed by diglyc
erides with 5% diethyl ether, and monoglycerides in 10% ether/hexane.
Dieffenbacher et al. (1988, 1989) have described a one-step extraction and

Analysis of Food Emulsifiers 41
purification process using a Celite/sodium sulfate column. Fractions from
these separations may be quantitated gravimetrically and/or subjected to fur
ther analytical testing.
Thin-layer chromatography (TLC) and paper chromatography have been
used for detection of food emulsifiers. The method was a simple, rapid, and
reasonably reliable means to test for the presence of emulsifiers in lipid com
ponents (Murphy and Hibbert, 1969; Wurziger, 1968). Mono- and diglycerides
are readily separable on a boric acid-impregnated silica gel plate. Spots can
be visualized by spraying with dichlorofluorescein and identified by their Rf
values. Schmid and Otteneder (1976) utilized a petroleum ether, diethyl ether,
and acetic acid solvent system to identify monoglycerides in alimentary pastes.
Kanematsu and coworkers (1972) separated monoglycerides from propylene
glycol fatty acid esters in shortenings using a chloroform/acetone solvent sys
tem. Thin-layer chromatography was also used by Paganuzzi (1987) to separate
lipids for further analysis by gas-liquid chromatography.
Because of their importance in lipid metabolism and as components of lipid
membranes, phospholipids have been widely studied and analyzed. TLC has
been reported as a method of separation and analysis of phospholipids from
fish and oilseeds (Erdahl et al., 1973; Vyncke and Lagrou, 1973; Kimura et al.,
1969; El-Sebaiy et al., 1980; Lendrath et al., 1990; Biacs et al., 1978).
Watanabe and coworkers (1986) have reported a two-dimensional TLC proce
dure on silica gel that uses acidic and basic solvent systems. The method was
applied to soy and egg lecithins. Detection of phospholipids may be accom
plished by conventional nonselective stains, such as sulfuric acid. However,
the compound class may be distinguished from other lipids by phosphorus de
tection, by either selective reagents or spectroscopy (Senelt et al., 1986).
Experimental design can also be used to optimize separation of phosphorus
containing lipids (Olsson et al., 1990).
Monoglycerides can be further derivatized with organic acids to produce
new emulsifiers with unique functionalities (see Chapter 2 for synthesis).
Compounds such as lactylated, succinylated, and diacetyltartaric esters
(DATEM) monoglycerides may be determined by TLC (Bruemmer, 1971;
Yusupoca et al., 1976; Jodlbauer, 1981). These methods deal with the com
plexity of separating derivatives from unreacted monoglycerides. In some
cases, synthesized authentic standards were used to confirm identification of
the spots. Calcium and sodium stearoyllactylates, also widely used in bakery
products, are also capable of being determined by TLC. Regula (1975) carried

42 Food Emulsifiers and Their Applications
out the separation on Kieselgel G using a hexane/acetone/acetic acid solvent
system. Spots were visualized by spraying with bromocresol green. Kroeller
(1969) used starch paper impregnated with mineral oil as the stationary phase.
Methyl red was used to visualize the top half of the chromatogram, and potas
sium hexacyanoferrate was used on the bottom.
One of the major drawbacks to the routine use of TLC in lipid analysis has
been the difficulty of obtaining quantitative rather than qualitative results.
This problem has been addressed by the development of a unique chromato
graphic system that uses a coated rod rather than a plate. After development,
the rod is placed in a scanning-flame ionization detector that transforms spots
into peaks on an x-y plot. Determinations of monoglycerides (Takagi and
ltabashi, 1986; Ranny et al., 1983), phospholipids (Tanaka et al., 1979), and
sucrose esters (Rios et al., 1994) have been reported using this technique.
Duden and Fricker (1977) have described the detection of monoglycerides and
lecithin using a fluorescence reagent in a chromatogram spectrophotometer.
Despite these improvements, TLC is being rapidly replaced by gas-liquid
chromatography (GLC) and high-performance liquid chromatography. These
methods offer the convenience of autosampling, which translates into im
proved productivity for routine analyses.
Historically, the first methods developed for testing fats, oils, and emulsi
fiers were wet methods; that is, they involved the use of solutions and chemical
reactions. Procedures used to define these tests often involved separations and
structure determination of the products through chemical degradation. Tests to
measure the melting properties of these materials were spawned in the early
1900s as an adjunct technology of catalytic hydrogenation. With the develop
ment of gas-liquid chromatography and high-performance liquid chromatogra
phy, instrumental methods have often replaced older, more labor intensive wet
methods. Automated sampling served to increase analytical productivity even
further. Perhaps the ideal model of a control lab is a clinical chemistry facility.
Automated sampling, fluid transfer, reactions, determination, and reporting of
results have virtually eliminated repetitive procedures.
The major problem with control testing has been that it occurs after the
emulsifier has been produced. The results then compel the quality control
manager to accept or reject the product. Modem quality practices are incorpo
rating analytical measurements directly into the process stream or chemical
reactor. In-process analysis allows rapid correction before the product is pro
duced, resulting in less scrap and rework.

Analysis of Food Emulsifiers 43
3.3 Wet Chemical Analysis Wet analysis describes a determination that uses solvents and chemical reagents
to determine an aspect of emulsifier composition. An example would be titration
of free fatty acid with alcoholic potassium hydroxide. Wet methods have been
standard practice for many years. However, a large analysis volume in laborato
ries poses the problem of disposal or recycling of reagents and/or spent solvents.
For this reason, the current trend is to replace the wet method with instrumental
or physical measurements that supply related or equivalent information. Some of
the most widely used methods for emulsifiers are described next.
3.3.1 a-Monoglyceride t
Monoglycerides may exist as alpha, the most predominant form, which has the
fatty acid esterified in the 1 or 3 positions of the glycerol head group, or beta,
where the substitution is at the 2 position. The alpha isomer has adjacent hy
droxyl groups in the 1, 2 or 2, 3 positions. The isomer is determined by titration
with periodic acid resulting in cleavage, as shown in the following equation:
The analysis is carried out by dissolving the sample (extracted lipid or pure
OH
I
OH 0-1-1
C17H35 + HI04 ----+ 0
0 II
CH -c-c ~ 2 H I
0 -~-~ C17H35 + HI04 + HI03 + Hp
0
(15)
t Cunniff (l995a); Firestone (l990n).

44 Food Emulsifiers and Their Applications
emulsifier) in a solvent and reacting with an excess of periodic acid dissolved
in 95% methanol. Potassium iodide is then added, and liberated iodine is
titrated with standard arsenite solution. An aqueous solution of periodic acid
is used to determine free glycerine. The result for monoglyceride is then cor
rected for the amount of periodic acid consumed by free glycerine. For many
years, chloroform, a potential carcinogen, was the solvent used in this test.
Since about 90% of the monoglyceride is alpha, this determination is an ac
cepted approximation of the total monoglyceride concentration. Due to the
problem of solvent disposal and the fact that the method is labor intensive, it
has been largely supplanted by gas-liquid chromatography (Firestone, l990g)
(see Section 3.5, Instrumental Methods). AOCS has classified the test as a sur
plus (obsolete) method.
3.3.2 Acid Value/Free Fatty Acid t
Fatty acids may occur during the preparation of many common food emulsi
fiers. They may be present as residues from direct esterification reactions or
may be due to hydrolysis of glycerides. Fatty acids may act as antiemulsifiers
in some systems. They also make a system sensitive to pH, since alkali trans
forms fatty acids into soaps, which are powerful anionic surfactants. Attempts
are therefore made to keep free fatty acids in mono/diglycerides as low as pos
sible. Other emulsifiers, such as sodium stearoyl lactylate and lactylated
monoglycerides have high acid values that must fall in a range defined by the
FDA or other regulatory body.
Acid value is determined by dissolving a weighed sample of the emulsifier
in an isopropanol/toluene or ethanol/diethyl ether solvent and titrating with a
standard potassium hydroxide solution to a phenolphthalein endpoint. In cases
where the acid value is used to track the progress of reactions using anhy
drides, such as in production of DATEM and acetylated monoglycerides, an
aprotic solvent rather than an alcohol must be used. Alternatively, the sample
solution may be titrated potentiometrically to the equivalence inflection point.
The latter method is particularly useful for dark-colored samples where a vi
sual endpoint is difficult to observe. The acid value is defined as the number of
milligrams of potassium hydroxide necessary to neutralize the free fatty acid
per gram of sample and is determined by the formula
+Cunniff (l995c); Firestone (1990k).

Analysis of Food Emulsifiers 45
(A- B)(N)(56.1)
w
where A mL standard alkali used in titration
B = mL standard alkali used to titrate blank
N = normality of standard alkali
W = g of sample
Free fatty acid percentage can be determined by dividing the acid value by
a factor characteristic of the fatty acid present. Values for this factor are C12
(lauric)= 2.81, C16 (palmitic)= 2.19, and C18 (stearic or oleic)= 1.99.
3.3.3 Iodine Valuet
Emulsifiers may be prepared from saturated or unsaturated (mainly oleic) acid
or from partially hydrogenated triglycerides. Unsaturated emulsifiers are more
susceptible to oxidative rancidity than those derived from saturated fats or
fatty acids. Titration with reagents that add across the carbon-carbon double
bond have been utilized to determine unsaturation since the early days of or
ganic chemistry. Two common methods have gained common acceptance. (i)
The Wijs method reacts the sample dissolved in carbon tetrachloride with an
iodine monochloride solution in glacial acetic acid; excess reagent is then
titrated with standard sodium thiosulfate solution. (ii) The Hanus method is almost identical but uses iodine monobromide as the reagent. Because of the
high toxicity of carbon tetrachloride, a modified method has been developed
that substitutes cyclohexane. Iodine value is expressed as the number of centi
grams of iodine absorbed per gram of sample (same as % iodine absorbed) and
is calculated using the formula
where s B
N
w
=
=
=
=
(S- B)(N)(l2.69)
w mL used to titrate sample
mL used to titrate blank
normality of thiosulfate solution
weight of sample
t Cunniff (1990e); Firestone (l990f).

46 Food Emulsifiers and Their Applications
In this test, when reporting the value, it is important to also identify the
method by which the value was determined.
Iodine value may also be calculated from the fatty acid composition (FAC) of
fats, oils, and fatty acids through gas-liquid chromatography (GLC)(Firestone,
1990h). The same method may be used for food emulsifiers, but new conversion
factors would probably need to be developed to translate GLC peaks to iodine
values. Near infrared reflectance (NIR) has also been developed as a rapid
method to determine unsaturation by measurement of the carbon-carbon double
bond absorbance peak. However, a great deal of work is necessary up front to as
semble a calibration curve to relate the measured absorbances to traditionally
measured values.
3.3.4 Peroxide Valuet
As mentioned before, unsaturated fatty acids can undergo oxidation to produce
off-flavors characteristic of rancidity. Autoxidation occurs through a free radical
chain reaction that produces hydroperoxides as an early intermediate. The hy
droperoxide can react further to produce aldehydes, ketones, and hydrocarbons.
Detection of hydroperoxides in food ingredients is therefore a necessary precau
tion to ensure that the product does not become rancid during its normal shelf life.
Peroxides and hydroperoxides may be determined by the reaction of a solu
tion of the sample in acetic acid and chloroform with potassium iodide.
Liberated iodine is then titrated with standardized sodium thiosulfate solution
using a starch indicator. Precautions need to be taken to avoid the presence of
residual oxidizing or reducing agents on glassware. Also, strong ultraviolet
light must be avoided, since it forms peroxides by a photochemically induced
oxygen addition. Peroxide is defined as the number of milliequivalents of per
oxide (AOAC uses the term "active oxygen") per 1000 g of sample that oxidize
potassium iodide. The exact value is obtained from the following formula:
(V)(T) (1000) m
where V = volume of titration
T = normality of thiosulfate solution
m = wt in g of sample
t Cunniff (l995g); Firestone (1990s).

Analysis of Food Emulsifiers 47
Since the practicing formulator needs to minimize the peroxide content of in
gredients, the lower the peroxide value, the less is the risk of developing rancidity.
Special surveillance should be maintained on materials that have higher iodine
values (higher unsaturation). Of course, other materials that catalyze oxidation,
such as iron, copper, and lipoxygenase enzymes, must also be considered.
Recently, peroxides have been determined utilizing high-performance liq
uid chromatography (HPLC) (Yang, 1992; Yang et al., 1991). A sample is sep
arated on a column and fractions then pass through a post-column reaction
chamber where they are mixed with a luminescence reagent. Light emitted
from the chemiluminescence reactions is then measured by a special photo
chemical detector. The method is fairly rapid and requires only small amounts
of sample. An additional advantage is that different peroxide species may be
measured separately, which may indicate where oxidation is occurring. The
major disadvantage is the capital cost of the equipment and the high cost of the
luminescence reagent.
3.3.5 Saponification Numbert
Reaction of a fat, oil, or emulsifier with hot alcoholic potassium hydroxide
causes the cleavage (saponification) of fatty acids from the polyol portion of the
lipid. The extent of this cleavage can be measured by back titration with dilute
hydrochloric acid with a phenolphthalein indicator. Alternatively, the titration
can be potentiometric, and the endpoint determined by observation of the in
flection point. This procedure is especially convenient for dark samples where
the phenolphthalein endpoint is difficult to see. Saponification value is the
number of milligrams of potassium hydroxide required to saponify one gram of
fat and is determined by the formula
where B =
s = N =
w =
(B- S)(N) (56.1)
w
mL used to titrate blank
mL used to titrate sample
normality of standard alkali
wt of sampling
t Cunniff (1995d); Firestone (1990j).

48 Food Emulsifiers and Their Applications
This value is sensitive to both the degree of esterification and the chain
length of the substituent fatty acid. Higher degrees of esterification and shorter
chain lengths are reflected by higher saponification values. Conversely, longer
chain lengths and lower degrees of substitution are reflected in lower saponifi
cation values.
3.3.6 Hydroxyl Valuet
Free hydroxyl groups may be determined by reaction of the emulsifier with
acetic anhydride in the presence of pyridine. Water is then added and heated
to hydrolyze excess acetic anhydride to acetic acid (as well as mixed anhy
drides to acetic and fatty acids). The mixture is then titrated with standard al
kali to determine residual acetic (and fatty) acid. The hydroxyl value is
determined by the formula
_(5_6._1 )_(7)_(V._0 -_V_) + A V
m
where T = normality of standard alkali solution
V0 = mL of standard alkali to titrate blank V = mL of standard alkali to titrate sample
w = wt of sampling
AV = acid value of sample
It is recommended that the value be obtained by averaging duplicates. In a
sense, the hydroxyl value provides inverse information to the saponification
value. High saponification value indicates a high degree of substitution, while
high hydroxyl values are indicative of low degrees of substitution.
Major difficulties with the hydroxyl method are (i) a great deal of operator
skill and experience is required, (ii) the method is very time-consuming and
labor intensive, and (iii) results are often inconsistent due to the differential
reactivity of primary and secondary hydroxyl groups. A near infrared re
flectance (NIR) method that uses the hydroxyl-stretching frequency is an at
tractive alternative. It requires only 5 to 10 minutes to obtain a value and is
therefore more adaptable to process control than the titrimetric method. The
only drawback is the necessity of constructing a calibration curve when setting
t Cunniff (1995!); Firestone (19901).

Analysis of Food Emulsifiers 49
up the determination. Hydroxyl values are used mainly to specify and control
polyglycerols and polyglycerol esters.
3.3.7 Lactic Acid Analysest
Monoglycerides and fatty acids may be reacted with lactic acid to produce
lactylated derivatives that are useful emulsifiers. Lactic acid may be present as
esterified or free lactic acid. In addition, lactic acid has both a carboxyl func
tion and can self-condense to produce small polymers. The total lactic acid
present in a sample encompasses all these species and is indicative of the lac
tic acid/lipid ratio in the production batch. In this test, a sample is boiled with
alcoholic potassium hydroxide followed by addition of hydrochloric acid solu
tion. Lipid material is separated by exhaustive extraction with diethyl ether.
The aqueous phase is then titrated with standard potassium hydroxide solution
to the phenolphthalein endpoint.
Free lactic acid is determined by dissolving the sample in benzene and ex
tracting the solution with water. Free lactic and poly lactic acids are then quan
titated by titration with standard potassium hydroxide. An obvious problem
with this test is the use of benzene, which is a carcinogen.
Water-insoluble combined lactic acid (WICLA) is determined by dissolving a
sample in benzene and extracting the sample as described in the previous test. The
benzene layer (or upper phase from the previous test) is evaporated to dryness. The
residual solid is then heated with alcoholic potassium hydroxide neutralized and
titrated in the same manner as carried out in determination of total lactic acid.
The above methods suffer from the disadvantage of using a toxic, carcino
genic solvent and laborious phase-separation procedures. Franzke and Kroll
(1977) recommend the use of chloroform and petroleum ether for the determi
nation of free and total hydroxy acids, respectively. The authors report the
analysis of lactic, citric, and tartaric acid in emulsifiers. They have also re
ported the use of an enzymatic method for determination of total lactic acid
(Franzke and Kroll, 1980).
3.3.8 Reichert-Meiss! Valuet
This method is specific for determination of acetic and short-chain fatty acids that
have been esterified to mono- or diglycerides. The method involves (i) cleavage of
t Taylor ( l996a).

50 Food Emulsifiers and Their Applications
the short-chain acid in alkali followed by neutralization with dilute sulfuric acid,
(ii) distillation of the liberated acetic (or other short-chain) acid, and (iii) determi
nation of the condensed acid by titration with standard base to the phenolphthalein
endpoint. The method is therefore equipment intensive (the condensing unit must
be replaced or cleaned between samples) and time-consuming.
3.3.9 Moisture
Moisture is generally undesirable in food emulsifiers because it is a diluent and
it represents a potential problem for microbial growth. Some exceptions are the
polysorbates that require a small amount of water to provide clarity and prevent
phase separation, and emulsifier hydrates where gel phases are preformed for
specific applications. Several methods for moisture have been developed through
the history of oil processing. The distillation method uses a toluene solvent to as
sist distillation of water from a large sample through a condenser and into a grad
uated separation tube (Firestone, l990i). The water is quantitated by volume.
The method is equipment intensive because of the need to clean and replace the
distillation apparatus between samples. The distillation method is most
amenable where the water concentration is about 0.5% or higher.
Lower levels of moisture are readily analyzed by reaction with Karl Fischer
reagent. The procedure is amenable to lecithin as well as other emulsifiers that
can be solubilized for the analysis (Firestone, l990p). Instruments are cur
rently available that allow repetitive determinations without the necessity of
disassembly and cleaning between samples.
3.3.10 Color
Color of emulsifier is a reflection of the quality of starting lipid in its manufac
ture and/or manufacturing conditions. Thermal abuse of fats and emulsifiers
are well known to produce dark colors. In many cases, oxidized tocopherols
are thought to be the chromatic impurities. Dark-colored emulsifiers may de
tract from the appearance of finished food products where they are used in
high concentrations (e.g., cake icings). However, color evidence that an emul
sifier has been abused also suggests that pro-oxidants may be present that may
adversely affect the flavor of the product. Emulsifiers would therefore be
processed to produce the lightest color possible.
t Firestone (l990m).

Analysis of Food Emulsifiers 51
Color is most commonly determined by comparison with a set of standards,
such as colored glass. The most common example is the Lovibond method (also
known as the Wesson method) in which a column ofliquid (or molten) emulsifier
is compared to a set of colored standards (Firestone, l990b). Two values are ob
tained for red (R) and yellow (Y) colors. These are the most common colors en
countered in thermally abused emulsifiers. A related method, which reports only
one value, is the Gardner method (Firestone, l990t). The method is most com
monly used for measurement of color in lecithin, but otherwise is widely applied
to nonedible products. Spectrophotometric methods, such as ultraviolet absorp
tion, have not been widely accepted, probably because the information they pro
vide is ambiguous. Many constituents commonly found in lipids can absorb in
the ultraviolet region. Spectrophotometry is useful in determination of green pig
ments such as chlorophyll (Cunniff, l995b; Firestone, l990c). Since spectropho
tometric methods are most amenable to adaptation for on-line process control, it
is likely that their use will increase as processing becomes more advanced.
3.3.11 Fatty Acid Soaps
Although the official AOCS method has been classified as a surplus method
(obsolete), residual soap remains an important process check in emulsifier pro
duction. Many emulsifiers are produced by interesterification using alkaline
catalysts (see Chapter 2). The catalyst is neutralized at the end of the process
prior to removal of excess polyol by distillation. In batch processes, if the al
kali is not properly neutralized, disproportionation (reverse reactions) can oc
cur, resulting in emulsifiers that are out of specification. Analysis of soap
(alkali) is used to assess proper neutralization.
The determination is carried out by dissolving an emulsifier sample in a
suitable organic solvent/water mixture and titrating with standard hydrochloric
acid. Bromophenol blue or phenolphthalein may be used as indicators. The
method may also be adapted for potentiometric titration. Another method for
assessing the extent of neutralization is to measure the pH. A 5% solution of
emulsifier in isopropanol/water is equilibrated to room temperature and the pH
is read using a standard electrode. A pH reading of 6.5 to 6.8 indicates that
soap is absent and the emulsifier has been properly neutralized.
3.3.12 Phosphorus and Other Lecithin Procedures
Soy lecithin, which is widely used as an emulsifier in food products such as
chocolate and margarine, is obtained by degumming of soybean oil. Purity of

52 Food Emulsifiers and Their Applications
the lecithin obtained in this way is therefore a major concern. Its chemical
structure is that of a phospholipid where phosphoric acid is esterified to a glyc
erol molecule and an organic base. Total phosphorus in the sample may be de
termined by a laborious process in which the sample is saponified, phosphorus
is separated by precipitation with molybdate solution, the precipitate is dis
solved in base, and excess base is titrated with standard nitric acid (Firestone,
1990r). Tamanaka and Kudo (1991) have reported a rapid method where phos
phorus precipitated by molybdate is determined spectrophotometrically. A
much simpler, albeit less precise, procedure is to determine lecithin content as
acetone-insoluble material based on the principle that neutral lipids are solu
ble in acetone while phospholipids are not (Firestone, 1990g). This principle
was used by Goldstein (1984) to develop a method for determination of lecithin
in oils. The oil sample was dispersed in acetone and lecithin was quantitated
by measurement of the turbidity.
Individual phosphatides, such as phosphatidylcholine and phos
phatidylethanolamine may also be determined by HPLC (see Section 3.5,
Instrumental Methods). Combinational measurements have been reported for
separation and phospholipid class identification in commercial soy lecithin
(Lendrath et al., 1991) and in egg yolk (Holopainen, 1972). Individual phos
pholipids of soybean and rapeseed were separated by micellar electrokinetic
capillary chromatography (lngvardsen and Michaelsen, 1994).
Determining the presence and composition of phospholipids in foods is an
exercise in separation followed by measurement. Wewala and Baldwin (1982)
describe a procedure for the analysis of lecithin in instant milk powders.
Ugrinovits (1983) described determination oflecithin in cocoa powders.
3.4 Physical Methods Physical properties of emulsifiers are often critical to their functionality and
subsequent consumer acceptance of finished food products. The next chapter
will explore this topic in some detail. In this section we will discuss analytical
procedures for a few routinely measured properties.
3.4.1 Melting Point
The temperature at which an emulsifier melts may have a substantial impact on a
food-processing operation. For example, the melting point of a peanut butter sta
bilizer must be matched to the fill temperature of the peanut butter to prevent oil

Analysis of Food Emulsifiers 53
separation. Several methods are commonly used to determine melting points of
fats and emulsifiers. Unlike pure chemical compounds these materials exhibit
broad melting ranges rather than sharp melting points. To further complicate the
situation, phases may melt and then recrystallize as polymorphic forms undergo
transitions in the system. Techniques such as differential scanning calorimetry
and programmed-temperature x-ray diffraction are necessary to study these
polymorphic transitions, but they will not be discussed here.
Capillary melting points, widely used for other substances, are sometimes
utilized. The range is usually observed as an initial softening progressing grad
ually to complete liquefaction. The melting point is defined as the temperature
at which the sample first becomes a clear liquid (Firestone, l990a).
Shortcomings of this method are that it is subjective, it is susceptible to varia
tions in heating rate, and dispersed inorganic material interferes with observa
tion of the clear liquid. Softening point, also referred to as the slip point, has
been used to determine melting behavior of fats and oils. The procedure is
similar to capillary melting point, except it uses an open capillary, and the
endpoint is the temperature at which the sample runs out of the tube. However,
collaborative studies have found it to be unsuitable for emulsifiers. The con
geal point (Firestone, l990d) is determined by cooling a relatively large sam
ple of fat to a first crystallization temperature. A temperature curve is then
constructed as a crystallization exotherm is observed. The maximum tempera
ture of the curve is defined as the "congeal point." This method is less sensi
tive to insoluble impurities but is time-consuming when performed manually.
Wiley melting point is a long accepted method for emulsifiers as well as for
fats and oils. The measurement involves suspending a disc of material at an in
terface of unmixed water and ethanol. Heating and gentle stirring with a ther
mometer are applied. When the disc melts and becomes spherical, the
temperature is read and reported. Definition of the exact temperature where
the solid becomes a sphere is somewhat operator-dependent and the method is
also time-consuming. AOCS has classified the method as surplus (obsolete).
Mettler dropping point also starts with a disc of emulsifier that is placed in
a disc holder. The disc is heated in an instrument at a specified rate. When the
disc melts, it drops out of the holder and breaks an electric eye circuit and the
temperature is recorded. Advantages of this method over other techniques are
(i) it is unaffected by operator variability in determining the endpoint, (ii) the
measuring process can be left unattended, and (iii) output can be recorded into
a computer control chart thus eliminating transcription errors.

54 Food Emulsifiers and Their Applications
3.4.2 Viscosity/Consistency
Viscosity is a property of an emulsifier that is important to processing and transfer
of material, such as pumping through product feed lines. Measurements are not
generally made routinely. A viscosity/temperature profile is usually constructed,
and acceptable ranges are defined for processing operations. Some classes of
emulsifiers, such as polyglycerol esters, are very thick and have to be heated to be
pumped through heat-traced lines. Sucrose stearate poses a problem since it de
composes when heated too high and is therefore preferred as a powder form.
Viscosity of lecithins had been measured by a procedure known as the "bub
ble time" method (Firestone, l990v) that was also used widely in the paint indus
try. A clear liquid sample is placed in an ASTM tube in a constant-temperature
bath. The tube is inverted to produce a bubble at the bottom of a column ofliquid.
The time for the bubble to reach the top is measured and recorded. The value in
poise is obtained by comparison with standard samples. Viscosity may also be de
termined directly using a Brookfield viscometer (Firestone, 1990u). In the latter
case, it is not as critical that the samples be clear.
Rheological properties are most often determined when emulsifiers are incor
porated into foods and ingredients such as shortenings. Consistency (Firestone,
l990e) may be measured using a penetrometer, such as an lnstron or Stevens
texture analyzer. The method measures the distance a probe penetrates into a
sample at a given force, temperature, and time. This property is critical to perfor
mance when the product is mechanically incorporated into a food product. An
example is dough-sheeting to produce Danish pastries or pizza crust.
3.4.3 Refractive Index
Production of some emulsifiers is controlled by refractive index measurement.
For emulsifiers, in most cases, the measurement is correlated to some other
property. For example, in the preparation of polyglycerol, refractive index in
creases with the degree of polymerization. The method is rapid and much more
convenient than a wet chemical method such as hydroxyl number. Since many
food emulsifiers are solids, it is convenient to maintain the refractometer at a
temperature of 60°C for all measurements.
3.5 Instrumental Methods There has been little recent effort toward development of new wet methods for
analysis of food emulsifiers. Studies that are carried out in this area have fo-

Analysis of Food Emulsifiers 55
cused almost exclusively on elimination of toxic solvents or substitution with a
more benign solvent. Instrumental methods that provide a rapid unattended
process are attractive areas of investigation. In addition, some of the more so
phisticated terchniques can separate lipid classes and even distinct com
pounds. The disadvantage of instrumental methods is the high capital cost and
maintenance of sophisticated instruments. In this section, we will provide an
overview of a number of instrumental methods for characterizing emulsifiers.
3.5.1 Gas-Liquid Chromatographyt
Volatile compounds may be easily separated and detected using a gas-liquid
chromatograph. However, food emulsifiers and lipids in general are non
volatile. To usefully apply this analytical technique, emulsifiers must be de
rivatized to increase their volatility. Structural information may also be
obtained by cleavage of the emulsifier followed by derivatization and analysis
of its subunits.
The most common GLC analysis performed on lipids is the fatty acid com
position (FAC). In this test, fatty acids are cleaved from their glycerol or other
polyol backbone and converted to a volatile derivative, most often methyl es
ters. The sample is injected and separated on a packed or capillary column
and detected on a flame ionization or thermal conductivity detector. Fatty
acids are well separated primarily by chain length and secondarily by unsatu
ration. Peaks are identified by their retention times as previously established
by a standard. Concentration is determined by peak height or area corrected
by response factor as a percentage of the total fatty acids.
Monoglycerides and propylene glycol esters of fatty acids can be deter
mined directly by derivatization of the dry sample by hexamethyldisilazane
and chlorotrimethylsilane in the presence of pyridine (Nakanishi and Tsuda,
1983). Dieffenbacher has suggested the use of N,N-bis(trimethylsilyl)trifluo
roacetamide (BSTFA) in a 3:1 ratio with chlorotrimethylsilane (Brueschweiler
and Dieffenbacher, 1991). Lee and coworkers (1988) have formed propyl de
rivatives of mono- and diglycerides and determined them by GC/MS. After
separation of the sample, peaks are quantitatively determined by reference to
an internal standard. Monoheptadecanoylglycerol (monomargarine) had been
traditionally used but it is difficult to synthesize. Solutions of this standard are
not stable and must be periodically prepared. Butyl alcohol, which has the
t Christie (1989).

56 Food Emulsifiers and Their Applications
same molecular weight as monomargarine, is commercially available at a rea
sonable cost and stable to 1,2-acyl shifts (Hasenhuettl, 1990). Cholesteryl ac
etate has also been utilized as an internal standard (Blum and Koehler, 1970).
Collaborative studies have been conducted with the objective of developing a
uniform method for AOCS, AOAC, and IUPAC (Brueschweiler and
Hautefenne, 1990; Firestone, 1994). Figure 3.1 shows the separation of propy
lene glycol esters and monoglycerides by GLC.
Polyol distributions of other food emulsifiers can be determined by cleav
age of fatty acids, as for fatty acid distribution. The residual polyol can be pu
rified and converted to a volatile trimethylsilyl derivative that is analyzed by
GLC. Use of this technique provides structure information on the underlying
polyol. Percentages of sorbitan, sorbitol, and isosorbide present in sorbitan
mono- or tristearate can be determined using this procedure (Murohy and
Grisley, 1969; Tsuda et al., 1984). Polyols from polysorbates are detectable by
GLC, but under conditions reported by Lundquist and Meloan (1971), they are
eluted as a single peak. Detection of 1,4-dioxane, a carcinogenic byproduct of
ethoxylation reactions, may also be determined in polysorbates by GLC (Birkel
et al., 1979). Polyol distribution from diglycerol through dodecaglycerol are
obtainable for polyglycerol esters (Schuetze, 1977; Sahastrabudhe, 1967).
Polyglycerol polyricinoleate (PGPR), which has been extracted from chocolate
products, has also been determined by gas-liquid chromatography (Dick and
Jmcmal Standard Internal Standard
PGMS
PGMP
PGMS GMO&GMS
GMS
12 15 18 21 24
Time (min) Time (min)
Figure 3.1 GLC separation of monoglycerides and propylene glycol ester emulsifiers. (a) Commercial emulsifier; (b) in shortening. (Hasenhuettl et al., 1990.)

Analysis of Food Emulsifiers 57
Miserez, 1976). Although fatty acid esters of saccharides, such as galactose,
xylose, and sucrose, are unstable to high temperatures, volatile derivatives of
these esters have been determined by GLC (Tsuda and Nakanishi, 1983;
Fregapane et al., 1992). Calcium stearoyl lactylate has also been analyzed
(Yukawa and Hanada, 1982). The number of lactic acid residues esterified to
stearic acid in calcium or sodium stearoyllactylate may also be analyzed using
this procedure.
3.5.2 High-Performance Liquid Chromatography (HPLC)
As previously discussed, thin-layer and column chromatography have been
useful in the separation and analysis of lipids. HPLC may be viewed as a logi
cal extension of these techniques. Small amounts of lipid are introduced onto a
solid or reverse phase column and the column is developed using a solvent as
a moving (mobile) phase. As peaks are eluted, they are observed and quanti
tated by a detector. Modern HPLC units collect data on a digital computer.
This method of analysis has an advantage over GLC because nonvolatile lipids
can be separated without the necessity of forming volatile derivatives.
However, lipids as a class pose some disadvantages for HPLC. Saturated lipids
do not absorb UV light except at short wavelengths where some useful solvents
are not transparent. Derivatives of lipids that contain chromophores can be
prepared but this negates a major advantage of HPLC. Refractive index detec
tion may be used for detection of peaks. The analyst is then limited to an iso
cratic solvent system because gradient elution causes drift of the IR detector.
Recently, an evaporative light-scattering detector (ELSD) has been developed
to overcome these technical problems for lipids (Christie, 1992; Bruns, I 988;
Lee et al., 1993). Figure 3.2 shows a separation of phospholipids using the
ELSD detector. HPLC can also be interfaced with an MS instrument to give
both separation and identification of peaks.
The most commonly reported separations of food emulsifiers under a pot
pourri of columns, solvents, and detectors have been monoglycerides (Filip
and Kleinova, 1993; Takagi and Ando, 1994; Renger and Wenz, 1989; Tajano
and Kondoh, 1987; Martin et al., 1989; Rilsom and Hoffmyer, 1978;
Brueschweiler, 1977) and phospholipids of soy (Melton, 1992; Sotirhos et al.,
1986; Hurst and Martin, 1984; Huyghebaert and Baert, 1992; Tumanaka and
Fujita, 1990; Rhee and Shin, 1982) and egg (Hsieh et al., 1981; Kaitaranta
and Bessman, 1981). Hurst and Martin (1980) have also employed HPLC to
determine phosphatidylcholine in chocolate. Separation of phospholipids has
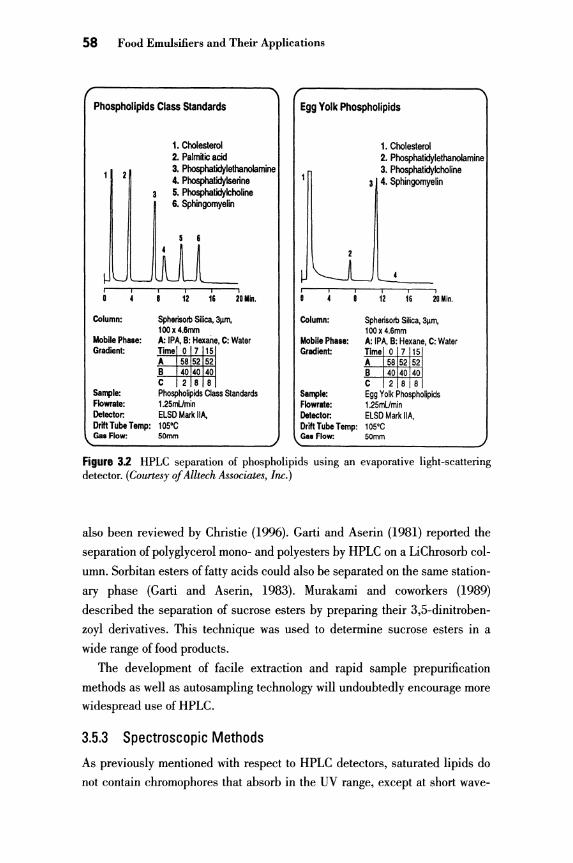
58 Food Emulsifiers and Their Applications
Phospholipids Class Standards
Column:
Mobile Phase: Gradient:
Sample: Flowrate: Detector: Drift Tube Temp: Gao Flow:
1. Cholesterol 2. PalmHic acid 3. Phosphatidylethanolamine 4. Phosphatidylserine 5. Phosphatidylcholine 6. Sphingomyelin
12 16
Spherisorb Silica, 3jlm, 100x 4.6nvn
2DIIin.
A: IPA, 8: Hexane, C: Waler Time 0 7 15 A 58 52 52 8 40 40 40 c 2 8 8 Phospholipids Class Slandards 1.25mllmin ELSD Mark IIA, 105'C 50mm
Egg Yolk Phospholipids
Column:
Mobile Phase: Gradient:
Saf111le: Flowrate: Detector: Drift Tube Temp: Gaa Flow:
1. Cholesterol 2. Phosphalidylethanolamine 3. Phosphalidylcholine
3 4. Sphingomyelin
12 16 2D Min.
Spherisorb Silica, 3~m. 100x4.6mm A: IPA, 8: Hexane, C: Waler Time o 7 15 A 585252 8 404040 c 2 8 8 Egg Yolk Phospholipids 1.25mUmin ELSD Mark IIA, 105'C 50mm
Figure 3.2 HPLC separation of phospholipids using an evaporative light-scattering detector. (Courtesy of Alltech Associates, Inc.)
also been reviewed by Christie (1996). Garti and Aserin (1981) reported the
separation of polyglycerol mono- and polyesters by HPLC on a LiChrosorb col
umn. Sorbitan esters of fatty acids could also be separated on the same station
ary phase (Garti and Aserin, 1983). Murakami and coworkers (1989)
described the separation of sucrose esters by preparing their 3,5-dinitroben
zoyl derivatives. This technique was used to determine sucrose esters in a
wide range of food products.
The development of facile extraction and rapid sample prepurification
methods as well as autosampling technology will undoubtedly encourage more
widespread use of HPLC.
3.5.3 Spectroscopic Methods
As previously mentioned with respect to HPLC detectors, saturated lipids do
not contain chromophores that absorb in the UV range, except at short wave-

Analysis of Food Emulsifiers 59
lengths. The short-wavelength region is not selective enough to allow determi
nation of lipids in the presence of other organic compounds. However, com
plexes of emulsifier functional groups have been widely utilized to analyze
emulsifiers colorimetrically. A diagnostic qualitative analysis for ionic surfac
tants was developed by Lew (1975). Methylene blue was used to analyze for
anionic surfactants at 650 nm while cationic compounds were determined with
Orange 2 at 485 nm.
Several determinations of phospholipids rely on complexation of the choline
moiety of phosphatidylcholine. Molybdenum blue (Hartman et al., 1980),
dipicrylamine (Mueller, 1977), and Reinecke's salt (Moelering and Bergmeyer,
1974) were used to determine lecithins in a variety of food products.
Polyoxyethylene chains in food emulsifiers can complex with cobalt thiocyanate
or Dragondorff's reagent to produce a colored complex. This method has been
used to detect polysorbates in instant noodle soup (Saito et al., 1987; Tonogau et
al., 1987) and in salad dressings (Daniels et al., 1982). Shmidt (1979) reported a
procedure for determination of DATEM esters by mixing saponified lipid with
sodium metavanadate solution and measurement of the absorption at 490 nm.
Infrared spectroscopy is applicable to the functional groups present in the
common food emulsifiers. The emergence of Fourier transform infrared spec
troscopy (FTIR) makes rapid detection of functional groups possible. The tech
nique could therefore be used to monitor manufacturing processes. Given
these capabilities, it is somewhat surprising that little work has been done to
measure emulsifiers. Ingber utilized near infrared (NIR) reflectance to deter
mine monoglyceride concentration and determine the hydroxyl value in poly
glycerols and polyglycerol esters (N. Ingber, personal communication).
Spectrophotometric analysis has also been utilized to measure impurities in
food emulsifiers. Fujita and Yamanaka (1991) measured the absorbance of io
dine liberated from an iodide solution from reaction with lipid peroxides. This
technique yields equivalent information to the peroxide method described pre
viously. Infrared absorption at 1675 cm·1 was utilized to determine residual di
methylformamide in sucrose esters (Jakubska, 1977). However, this method is
inadequate to determine the solvent at ppm levels.
3.5.4 Nuclear Magnetic Resonance (NMR)
Nuclei of atoms having an odd atomic number may be measured in terms of
their chemical shifts. This measurement is carried out in an instrument that
places a sample in a magnetic field and then scans the radio frequency to ob-

60 Food Emulsifiers and Their Applications
tain signals. These signals are dependent on the environment of the nuclei and
are therefore useful for determining functional groups and chemical structure.
Relaxation time of the signal is useful to determine the physical state of a mol
ecule. Wide-line NMR is widely used to measure the amount of solid fat or
solid fat content (SFC) in a sample. However, this technique is rarely used for
food emulsifiers and is not included here. Chemical shifts have been utilized
to determine the mesomorphic form of emulsifiers in aqueous systems, which
is likewise beyond the scope of this chapter. The reader is referred to
Lindblom (1996) for a thorough treatment of this subject. Mesomorphic phase
behavior in food emulsions will be discussed in Chapter 6.
Proton (1 H) NMR is the oldest technique. However, because of the large num
ber of similar protons in alkyl chains of emulsifiers, this technique has not shown
widespread utility. Press and coworkers (1981) observed the protons on choline at
3.3 ppm to determine phosphatidylcholine content in lecithin. Sheeley et al.
(1986), in the same laboratory, proposed that the vinylic protons at 5.3 ppm could
serve as an alternative measurement of the iodine value, discussed earlier.
Chemical shifts of carbon (13C) are useful for determination of the func
tional environment of the carbon atom being observed. Since lipids have significantly fewer carbons than hydrogen atoms, the problem of spectra
interpretation is more tractable. Gunstone (1993) has recently reviewed the
field of 13C NMR of lipids. Chemical shifts of isopropylidene derivatives of
monoglycerides have been reported by Dawe and Wright (1988). Sacchi and
coworkers (1990) utilized the shifts of glyceryl and carbonyl carbons to mea
sure the levels of monoglycerides, diglycerides, and free fatty acids in olive oil.
Chemical shifts for glyceryl carbon atoms are listed for monoglycerides, propy
lene glycol esters, acetylated monoglycerides, phosphatidylcholine, and phos
phatidylethanolamine in Table 3.1.
Chemical shifts of phosphorus atoms (31 P) are of great utility in determining
the structure and concentration in phospholipids. Since there is only one phos
phorus atom per lipid molecule, assignment is more straightforward than for 1 H or 13C NMR. However, this is somewhat offset by the numerous types of
phospholipid molecules found in natural samples, such as egg. Glonek and
Merchant (1996) have recently reviewed this method.
3.5.5 Mass Spectrometry
Mass spectrometry has long been used to elucidate the structures of organic
molecules. The molecular ion is an accurate indicator of the molecular weight

Analysis of Food Emulsifiers 61
Table 3.1 13C chemical shifts for some food emulsifiers
Emulsifier structure Gl-1 Gl-2 GL-3 N-CH2 O-CH2
Soy phosphatidylcholine 63.01 70.51 63.33 66.26 59.34
Egg yolk phosphatidylcholine 62.94 70.63 63.78 66.62 59.32
Soy phosphatidylethanolamine 62.81 70.59 64.07 40.69 62.08
Egg yolk phosphatidylethanolamine 62.81 70.55 64.07 40.59 62.13
1-Monoglyceride 65.04 70.27 63.47
1,2-Diglyceride 65.04 72.25 61.58
!-Propylene glycol monoester 69.46 66.13 19.2 (CH3)
2-Propylene glycol monoester 65.92 71.77 16.25 (CH3)
Propylene glycol diester 65.42 67.98 16.5 (CH3)
Monoacetylated monoglyceride:
a 62.07 72.39 61.40
~ 63.00 68.19 65.26
Diacetylated monoglyceride 62.00 69.16 62.33
of the compound, while the fragmentation pattern is an indication of carbon
chain (or daughter) structure and associated functionality. Lipids and food
emulsifiers are usually nonvolatile complex mixtures of molecules of highly
varying molecular weights. Therefore, great confusion is encountered trying to
determine which species are molecular ions and which are fragmentation
peaks. New techniques such as direct sample introduction, fast atom bombard
ment (FAB), chemical ionization (CI), and negative ion mass spectrometry
have made analysis of lipids and emulsifiers more feasible. Tandem mass
spectroscopy (MS/MS) allows an ion peak to be further fragmented to smaller
peaks. Insight on molecular structure is therefore increased dramatically. Le
Quere (1993) has reviewed the apparatus, methodology, and application to
lipids of this technique.
Integration of chromatographic techniques, such as GLC and HPLC, can
simplify mass spectra by enabling analysis of compounds that are present in
high concentration. Application to food emulsifiers is expected to occur
rapidly as instrument and detector technology are improved.
Fast atom bombardment was utilized to analyze complex mixtures of phos
pholipids present in egg yolk (Traitler and Nikiforov, 1984). Protonated molecu
lar ions (MH+) could be readily resolved and identified. Negative (OH-) chemical
ionization mass spectrometry was used to characterize polysorbates in foods
(Daniels et al., 1985). Two peak series were attributed to polyoxyethylene chains
alone and linked to sorbitans. Fatty acids attached to the sorbitans could also be

62 Food Emulsifiers and Their Applications
identified from the spectra. An electrospray technique has also been found to be
useful for analysis of sucrose fatty acid esters (Schuyl and van Platerink, 1994).
This technique showed a series of molecular ions that corresponded to the de
gree of substitution of fatty acids onto the sucrose molecule.
3.6 Setting Specifications for Emulsifiers The practice of setting specifications for a food ingredient may be a matter of
custom, such as adoption of the manufacturer's values, or it may be a carefully
reasoned approach based on functionality. When food processors are making
commodities or products very similar to those on the market, the first approach
may be quite adequate and even time-saving. Emulsifier producers are very
likely to have an understanding of what the customer needs for an emulsifier to
function properly in the food system. Sometimes, however, the food processor
may develop a "new to the world" product that has no close relative in current
commerce. In this case a well-reasoned logical approach is necessary.
A logical specification approach starts with selection of an emulsifier sys
tem that imparts functionality to the finished or in-process food product. This
selection has most likely resulted from a careful regulatory and technical eval
uation of possible emulsifier(s) system. During the process, the most critical
functional responses such as emulsion stability, aeration, or viscosity should
have been defined.
As a second step, each emulsifier in the system should be correlated to
each functional response.
Third, critical analytical values need to be selected for each emulsifier.
Most of these tests have been discussed, but which of them show a correlation
with functionality is not always clear. A factorial design may be constructed for
each analytical constant and each emulsifier as measured by the critical re
sponse function. Emulsifiers having a range of analytical values should be
tested. If a wide range is not available, an approximation could be obtained us
ing a low and high lot and preparing blends to represent values in the middle.
Based on the analytical constant correlation with function, a range of values
is selected that give acceptable functional response. A statistical safety factor
should be defined and specifications appropriately tightened.
As a reality check, the emulsifier manufacturer and food processor should eval
uate the specifications to determine whether they can realistically be met. If not,
further experimental design may be necessary to arrive at a more robust system.

Analysis of Food Emulsifiers 63
Finally, appropriate purity analyses should be defined. These are analyses
such as color, odor, and peroxide value that can influence the appearance, fla
vor, and shelf stability of the finished food product. For example, an unsatu
rated monoglyceride may need to have a low peroxide value to keep it from
acting as a pro-oxidant in a susceptible product.
References Amano, H., (1979). Tekisuto-Zeminaru, 26th Conference, Tokyo: Nippon Yukagaku
Kyokai, 59-74. Biacs, 0., et al. (1978). Acta Aliment. Acad. Sci. Hung., 7(3):181-93, CA 89:213672. Birkel, T., et al. (1979). ]. Assoc. Off. Anal. Chem., 62(4):931--6. Blum, J., Koehler, W. (1970). Lipids, 5(7):601--6. Bruemmer, J.M. (1971). Brot Gebaeck, 25(11):217-20. Brueschweiler, H. (1977). Mitt. Geb. Lebensmittelunters. Hyg., 68(1):46-63. --, Dieffenbacher, A. (1991). Pure Appl. Chem., 63(8):1153--62. --, Hautefenne, A. (1990). Pure Appl. Chem., 62(4):781-93. Bruns, A. (1988). Fett Wiss. Technol., 90(8):289-91. Christie, W.W. (1996). "Separation of phospholipid classes by high performance liquid
chromatography," in Advances in Lipid Methodology-Three (ed. W.W. Christie), The Oily Press, Ayr, Scotland, pp. 77-108.
-- (1992). "Detectors for high performance liquid chromatography of lipids with special reference to evaporative light scattering detection," in Advances in Lipid Methodology-One (ed. W.W. Christie), The Oily Press, Ayr, Scotland, pp. 239-271.
-- (1989). Gas Chromatography and Lipids: A Practical Guide, The Oily Press, Ayr, Scotland.
Cunniff, P. (ed.) (1995.) Official Methods of Analysis of AOAC International, 16th ed., AOAC International, Arlington, VA.
Ibid. (1995a). 41.1.63 Method 969.34. Ibid. (1995b). 41.1.60 Method 942.19. Ibid. (l995c). 41.1.20 Method 940.28. Ibid. (1995d). 41.1.18 Method 920.160. Ibid. (1995e). 41.1.15 Method 993.20. Ibid. (19951). 4l.l.l2 Method 965.32. Ibid. (1995g). 4l.l.l6 Method 965.33. Daniels, D.H., et al. (1985). ]. Agric. Food Chem., 33(3):368-72. --(1982). ]. Assoc. Off. Anal. Chem., 65(1):162-5. Dawe, R.G., Wright, J.L.C. (1988). Lipids, 23(4):355-8. Dick, R., Miserez, A. (1976). Mit. Geb. Lebensmittelunters Hyg., 67(4):472-87. Dieffenbacher, A., et al. (1988). Rev. Fr. Corps. Gras, 35(12):495-9 --(1989). Rev. Fr. Corps. Gras, 36(2):64. Duden, R., Fricker, A. (1977). Fette Seifen Anstrichm., 79(12):489-91. El-Sebaiy, L.A., eta!. (1980). Food Chem., 5(3):217-28. Erdahl, W.L., et al. (1973). ]. Amer. Oil Chemists Soc., 50(12):513-15.
64 Food Emulsifiers and Their Applications
Filip, V., Kleinova, M.(l993). Z. Lebensm.-Unteres. Forsch., 196(6):532-5. Firestone, D. (1994). ]. Assoc. Off. Anal. Chem., 77(3):677-80. -- (ed.) (1990). Official Methods and Recommended Practices of the American Oil
Chemists' Society, 4th ed., American Oil Chemists' Society, Champaign, IL. Ibid. (1990a). Method Cc 1-25. Ibid. (1990b). Method Cc 13b. Ibid. (1990c). Method Cc 13d-55. Ibid. (1990d). Method Cc 14--59. Ibid. (1990e). Method Cc 14--59. Ibid. (1990f). Methods Cd 1-25, Cd 1b-97. Ibid. (1990g). Method Cd 1b--9l. Ibid. (1990h). Method Cd 1c-85. Ibid. (1990i). Methods Cd 2a-45, Ja 2a-46. Ibid. (1990j). Methods Cd 3-25, Cd 3b--76, Cd 3c9l. Ibid. (1990k). Methods Cd 3a-63, Cd 2d-63, Ja 6-55. Ibid. (19901). Method Cd 4-40. Ibid. (1990m). Method Cd 5-40. Ibid. (1990n). Method Cd 11-57. Ibid. (1990o). Method Ce 1b-89. Ibid. (1990p). Method Ja 2b-87. Ibid. (1990q). Method Ja 4-46. Ibid. (1990r). Method Ja 5-55. Ibid. (1990s). Method Ja 8-87. Ibid. (1990t). Method Ja 9-87. Ibid. (1990u). Method Ja 10-87. Ibid. (1990v). Method Ja 11-87. Flor, R.V., (1980). Prager, M.J., ]. Assoc. Off Anal. Chem., 63(1):22-6. Franzke, C., Kroll, 1. (1980). Nahmng, 24(1):89-90. -- (1977). Z. Lebensm.-Unters. Forsch., 163(3):206-7. Fregapane, G., et al. (1992). Prog. Biotechnol., 8:563-8. Fujita, M., Yamanaka, K. (1991). Yakagaku, 40(1):20-3. CA ll4:100052. Garti, N., Ascerin, A. (1983). ]. Am. Oil Chem. Soc., 60(6):1151-4. -- (1981). ]. Liq. Chromatogr., 4(7):1173-94. Gernert, G., (1968). Z. Lebensm.-Unters. Forsch., 138(4): 216-220. Glonek, T., Merchant, R.E. (1996). "31 P nuclear magnetic resonance profiling of phos
pholipids," in Advances In Lipid Methodology -Three (ed. W.W. Christie), The Oily Press, Ayr, Scotland.
Goldstein, S. (1984). U.S. Patent 4,473,651 A, Sept. 25. Gunstone, G. (1993). High Resolution 13C NMR spectroscopy of lipids," in Advances In
Lipid Methodology -Two (ed. W.W. Christie), The Oily Press, Ayr, Scotland. Halkier, S.B., (1980). Ger. Int. Ges. Getreidechem., 10, 36-7. Halverson, H., Qvist, 0., (1974). ]. Amer. Oil Chem. Soc., 51(4):162-5. Hartman, L., et al. (1980). Analyst, 105(124 7): 173-6. Hasenhuettl, G., et al. (1990). ]. Am. Oil Chem. Soc., 67(11):797-9. Holopainen, M. (1972). Suom. Maataloustiet. Seuran. ]ulk., 125-173. Hsieh, J.Y., et al. (1981). ]. Chromatogr., 208(2):398-403. Hurst, W.J., Martin, R.A. (1984).]. Am. Oil Chem. Soc., 61(9):1462-3.

Analysis of Food Emulsifiers 65
-- (1980). ]. Am. Oil Chem. Soc., 57(9):307-10. Huyghebaert, G., Baert, L. (1992). Chromatographia, 34(11-12):557-62. lngvardsen, L., Michaelsen, S. (1994).]. Am. Oil Chem. Soc., 71(2):183-8. lshiwata, H., et al. (1973). Shokuhin Eisaigaku Zasshi., 14(5):425-30. CA 80:119256. Jakubska, E., et al. (1977). Axta Aliment. Pol., 3(1):79-84. CA 87:132401. Jodlbauer, H.D. (1981). Veroeff. Arbeitsgem. Getreideforsch, 183:42-9. --(1976). Getreide Mehl Brat, 30(7):181-7. Kaitaranta, J.K., Bessman, S.P. (1981). Ana. Vhem., 53(8):1232-5. Kanematsu, H., et al. (1972). Eiyo To Shokuryo, 25(1):46---50 CA 77:3877. Karleskind, A. (ed.) (1996). "Analysis of Oils & Fats," in Oils and Fats Manual: A
Comprehensive Treatise, Vol. 2, Chap. XIV, Lavoisier Publishing, Paris. Kimura, S., et al. (1969). Nippon Shokuhin Kogyo Gakkai-Shi, 16(9):425-9. Kroeller, E. (1969). Fette Seifen Anstrichm., 71(10):896---8. --(1968). Fette Seifien Anstrichm., 70(6): 431-33. --(1966). Fette Seifen Anstrichm., 68(12): 1066---68. Lee, T., et al. (1993). ]. Am. Oil Chem. Soc., 70(4):343-7. -- (1988). ]. Assoc. Off Anal. Chem., 71(4):785-8. Lendrath, G., et al. (1991). Fett Wiss. Technol., 93(2):53-61. --(1990). ]. Chromatogr., 502(2):385-92. Le Quere, J.L. (1993). "Tandem mass spectrometry in the structural analysis of lipids,"
in Advances in Lipid Methodology-Two (ed. W.W. Christie), The Oily Press, Ayr, Scotland.
Lew, H. (1975). Veroeff. Landwirtsch.-Chem. Bundesversuchsanst. Linz, 10:97-102. Lindblom, G. 1996. "Nuclear magnetic spectroscopy and lipid phase behavior and
lipid diffusion," in Advances In Lipid Methodology-Three (ed. W.W. Christie), The Oily Press, Ayr, Scotland.
Lundquist, G., Meloan, C. (1971). Anal. Chem., 43(8):1122-3. Martin, E., et. a!. (1989). Mitt. Geb. Lebensmittelunters. Hyg., 79(4):406---l 2.
Melton, S.L. (1992). ]. Am. Oil Chem. Soc., 69(8):784-8. Moelering, H., Bergmeyer, H.U. (1974). Methoden Enzym. Anal. 3. Neubearbeitete
Erweiterte Aufl. (ed. H.U. Bergmeyer), Academic, New York, Vol. 2, 1860-4. Mueller, H. (1977). Fette Seifen Anstrichm., 79(6):259-61. Murakami, C., et al. (1989). Shokuhin Eiseigaku Zasshi, 30(4):306---13. Murohy, J., Grisley, L. (1969). ]. Am. Oil Chem. Soc., 46(7):384. Murphy, J,M., Hibbert, H.R. (1969).]. Food Technol., 4(3):227-34. --,Scott, C.C., (1969). Analyst, 94(1119):481-3. Nakanishi, H., Tsuda, T. (1983). Shokuhin Eiseigaku Zasshi, 24(5):474-9. Olsson, U., et al. (1990). ]. Planar Chromatogr.-Mod. TLC, 3:55-60. Paganuzzi, V. (1987). Riv. !tal. Sostanze Grasse, 61(10):411-14. CA 108:185339. Paquot, C., Hauffen, A. (eds.) (1987). IUPAC Standard Methods of Analysis of Oils,
Fats, and Derivatives, 7th ed., Blackwell, London. Press, K., et al. (1981). ]. Agric. Food Chem., 29(5):1096-8. Ranny, M., et al. (1983). Seifen Oele FetteWachse, 109(8):219-24. Regula, E. (1975). ]. Chromatogr., 115(2):639-44. Renger, B., Wenz, K. (1989). ]. Planar Chromatogr.-Mod. TLC, 2(1):24-7. Rhee, J,S., Shin, M.G. (1982). ]. Am. Oil Chem. Soc., 59(2):98--9. Rilsom, T., Hoffmyer, L. (1978). ]. Am. Oil Chem. Soc., 55(9):649-52.

66 Food Emulsifiers and Their Applications
Rios, J., eta!. (1994). ]. Am. Oil Chem. Soc., 71(4):385-90. Sacchi, P., et al. (1990). Riv. /tal. Sostanze Grasse, 67(5):245-52. Sahastrabudhe, M. (1967). ]. Am. Oil Chem. Soc., 44(7):376--8. Saito, K., eta!. (1987). Shokuhin Eisaigaku Zasshi, 28(5): 372-7. CA 108: 54518. Schmid, M.J., Otteneder, H. (1976). Getreide Mehl Brat, 30(3):62-4. Schuetze, T. (1977). Nahrung, 21(5):405-15. Schuyl, P.J.W., van Platerink, C.J. (1994). "Analysis of sucrose polyesters with electro
spray mass spectrometry," presented at the 42nd ASMS Conference on Mass Spectrometry, Chicago, IL, May 29-June 3.
Senelt, S., eta!. (1986).Turk. Hij. Deneysel. Biyol. Derg., 43(1):23-35. CA 105:170735. Sheeley, D.M., eta!. (1986). Spectroscopy, 1(2):38-9. Shmidt, A.A. (1979). Lebensmittelindustrie, 26(4):172-3. Slack, P.T. (ed.) (1987). Analytical Methods Manual , British Food Manufacturing
Industries Research Association, Leatherhead, England. Sonntag, N.O.V. (1982). "Analytical Methods," in Bailey's Industrial Oil And Fat
Products (ed. D. Swem), 4th ed., Vol. 2, Wiley, New York. Sotirhos, N., eta!. (1986). Dev. Food Sci., 12:601-8. Tajano, S., Kondoh, Y. (1987). ]. Am. Oil Chem. Soc., 64(7):1001-3. Takagi, T., Ando, Y. (1994). ]. Am. Oil Chem. Soc., 71(4):459-60. --, ltabashi, Y., (1986). Yukagaku, 35(9):747-50. CA 105:207689. Tanaka, M., eta!. (1979). Yukagaku, 28(2):96-9. CA 90:166623. Taylor, S.L. (Committee Chair), (1996). Food Chemicals Codex, National Academy
Press, Washington, D.C. Ibid. (1996a). Pages 214, 216. Tonogau, Y., et a!. (1987). Shokuhin Eisaigaku Zasshi, 28(6):427-35. CA 109:5355. Traitler, H., Nikiforov, A. (1984). Anal. Chem. Symp. Ser., 21:299-304. Tsuda, T., eta!. (1984). ]. Assoc. Off Anal. Chem., 67(6):1149-51. --,Nakanishi, H. (1990). ]. Assoc. Off Anal. Chem., 66(4):1050-2. --eta!. (1984). ]. Assoc. Off Anal. Chem., 67(6):1149-51. Tumanaka, K., Fujita, N. (1990). Yukagaku, 19(6):393-7. CA 113:76714. Ugrinovits, M. (1983). Alimenta, 22(10):7-9. Vyncke, W., Lagrou, F. (1973). Meded. Fac. Landbouwwetensch., 38(3):235-52, CA
81:87334. Watanabe, M., eta!. (1986). Yakagaku, 35(12):1018-24. CA 106:83100. Wewala, A.R., Baldwin, A.J. (1982). N. Z.]. Dairy Sci. Techno!., 17(3):251-6. Wurziger, J. (1968). Ber. Getreidechem. Tag, Detmold, 45-57. Yamanaka, S., Kudo, K. (1991). Japanese Patent 03107765 A2, May 8. CA 115:126048. Yang, G.C. (1992). Trends Food Sci. & Techno!., 3:15-18. --eta!. (1991). ]. Agric. Food Chem., 39:896-8. Yukawa, M., Hanada, J. (1982). Yukagaku, 31(11):958-9. CA 98:52016. Yusupoca, 1., et.al. (1976). Khim. Prom-St, 598-600. CA 88:35919.

FOUR
Carbohydrate/Emulsifier Interactions
Lynn B. Deffenbaugh
4.1 Introduction Many different types of emulsifiers are used in food products. The inclusion rate is
usually low, < 3%. Composition and characteristics of emulsifiers used in foods
are discussed in other chapters. Emulsifiers often function indirectly in foods by
modifying the properties of major components such as carbohydrates, protein, or
fat. This chapter discusses the impact of emulsifiers on carbohydrates.
Carbohydrates are a large group of diverse food components. Carbohydrates
can be classified into three categories based on degree of polymerization: mono
and disaccharides, oligosaccharides, and polysaccharides. Polysaccharides
are further divided into starch and nonstarch fractions. The nonstarch polysac
charides are plant cell wall materials that contribute dietary fiber to foods.
Mono-, di-, and oligosaccharides and nonstarch polysaccharides (fiber) inter
act minimally with emulsifiers from the perspective of food-product character
istics. Starches, however, form complexes with emulsifiers that significantly
alter the characteristics that the starches provide in foods. Emulsifiers that
complex with starch are notably different in function and usage from protein
complexing emulsifiers discussed in the next chapter.
This chapter discusses how complexes form between starches and emulsi-
67

68 Food Emulsifiers and Their Applications
fiers, and how starch properties are affected by complex formation. Understanding the effects of emulsifiers on carbohydrates is dependent on measurement of physical properties of starch/emulsifier complexes, which are also discussed.
4.2 Inclusion Complexes of Starch The interaction between emulsifiers and starches is primarily formation of an inclusion or clathrate complex. Linear sections of starch molecules can form a helix into which a fatty adjunct can enter. The lipophilic portion of an emulsifier is often a fatty acid chain connected to a hydrophilic portion via an ester linkage. The fatty acid chain can serve as the fatty adjunct in an inclusion complex with starch.
Starches are composed of linear molecules (amylose), and branched molecules (amylopectin). In an inclusion complex with amylose, the amylose exists as a left-handed helix with 6 glucosyl residues per turn and 0.8 nm between helices (Mikus et al., 1946). The branch points of amylopectin intercept helix formation and limit complex formation. Monoglycerides, one of the most commonly used types of emulsifiers, are known to bind with amylopectin at much
lower levels than with amylose (Hahn and Hood, 1987; Lagendijk and Pennings, 1970; Twillman and White, 1988).
In general, a complexing agent can be any hydrophobic molecule with a rodlike shape and a diameter less than the 4.5 to 6 A-wide internal core of a starch helix (Rutschmann and Solms, 1989). Complexing agents include iodine (asP-), fatty acids, hydrocarbon chains of emulsifiers, and various organic molecules (i.e., n-butyl alcohol, t-butyl alcohol, dimethyl sulfoxide, and a-naphthol). Organic aroma compounds have been shown to form thermostable inclusion complexes with amylose (Maier et al., 1987; Schmidt and Maier, 1987).
Amylose alone exists in solution as a random coil. In the presence of complexing agents, energy minimization drives amylose into a helix configuration (Neszmelyi et al., 1987). Hydrocarbon chains of fatty acids or hydrophobic complexing adjuncts are attracted into the hydrogen-lined, hydrophobic core of an amylose helix (Krog, 1971). Once formed, the complex is stabilized by dipolar interactions (Mikus et al., 1946) and fulfillment of hydrophobic solvation requirements of the helix (Krog, 1971). Computer-derived models of amylose complexes with stearic acid and iodine have been derived on the basis of the energy minimization concept (Neszmelyi et al., 1987).

Carbohydrate/Emulsifier Interactions 69
The long axis of complexing agents is internal and parallel to the long axis
of the amylose molecule (Mikus et al., 1946; Rundle and French, 1943a, b).
Complexing agents interchange reversibly, competing for the same space in
the amylose helix (Mikus et al., 1946; Schoch and Williams, 1944). The unit
cell packing size and distance between starch helices are not altered by the
type of complexing agent (Raphaelides and Karkalas, 1988).
Lipid chains usually occupy the helix as paired dimers linked by hydrogen
bonds at the carboxyl groups in fatty acids or glycerol in monoglycerides
(Raphaelides and Karkalas, 1988). The hydrocarbon chains in complexes are so
highly ordered that they have been reported to be crystalline (Carlson et al., 1979).
Amylose helices induced by complexation aggregate into partially crys
talline structures that exhibit a V-type x-ray diffraction pattern (Szczodrak and
Pomeranz, 1992) and are insoluble. These insoluble complexes consist of
lamellar crystals with the helix perpendicular to the lamella (Raphaelides and
Karkalas, 1988). Amylose and amylopectin complexes can be differentiated by
their physical properties. Amylopectin emulsifier complexes are more soluble
than amylose complexes. The insolubility of the fatty acid/amylose complex
has long been used as a means to selectively precipitate amylose, but not amy
lopectin, from solution (Schoch and Williams, 1944). Complexes cannot al
ways be assumed to be insoluble, however, since the degree of insolubility
varies with the surfactant (Kim and Robinson, 1979). The complex between
starch molecules and iodine is used to differentiate and quantitate the amylose
fraction, which forms a blue complex, and the amylopectin fraction, which
forms a red-purple complex.
4.3 Effects of External Lipid Materials on Starch Properties 4.3.1 General
Either native or external lipid materials can interact with starch. The mechan
isms and effects of the interactions are qualitatively similar but much larger in
magnitude for external lipids such as emulsifiers added to foods. While native
lipids significantly affect starch properties, the presence and level is not dis
cretionary in product development. The effect of emulsifiers on starch proper
ties in food is especially relevant because use of emulsifiers provides choice
and control in product development. This chapter focuses on the effects of ex
ternally added emulsifiers on starch properties.
70 Food Emulsifiers and Their Applications
Many food emulsifiers function by interacting with the starch component of food. Emulsifiers were first used as crumb softeners in breads and were shown to interact with starch but not gluten (Favor and Johnston, 1947; Strandine et al., 1951). Starch-complexing emulsifiers are used to retard firming or staling in bread, prevent stickiness in instant mashed potatoes, and control texture in
extruded products.
Specific effects of emulsifiers and various fatty adjuncts on starch properties are described in the accompanying tables. Data for nonwaxy "normal" starches are summarized in Table 4.1, and data for waxy, high amylopectin starches are summarized in Table 4.2. These data from many sources are consistent overall and support general conclusions about starch/emulsifier interactions, as discussed below.
4.3.2 Iodine-Binding Capacity
Emulsifiers or externally added fatty adjuncts repress iodine binding capacity (IBC) of nonwaxy starches (Table 4.2). This effect on IBC is caused by the reversible exchange between the adjunct and J3- within the starch helix.
No or only slight reduction of IBC with waxy starches or amylopectin have been reported (fable 4.2). The average length of amylopectin branches is 20 to 26 residues. Fatty acids require 3 turns of a starch helix with 6 residues per tum to form a complex, and thus can interact with amylopectin (Rundle and French, 1943b). The IBC of amylopectin is low compared to normal or high amylose starches, and starch-complexing agents decrease IBC of waxy maize starch slightly (Figure 4.1). Formation of weak or unstable complexes between amylopectin and emulsifiers may significantly modify the starch properties, but IBC is not a sensitive method to predict or monitor the interaction.
4.3.3 Starch-Pasting
Starches and starch-containing ingredients provide many of the physical and organoleptic properties of foods. Dramatic changes occur in starches and starch-containing products when processed. When starches are cooked in the presence of water, starch granules absorb water and swell to many times their original size. Amylose, the linear fraction of starch, leaches from the granules. A hot starch paste is a mixture of swollen granules, granule fragments, and colloidally and molecularly dispersed starch molecules (Olkku and Rha, 1978). The viscosity increases greatly as this hot paste matrix forms. The fragile, swollen granules will eventually disintegrate, especially when shear is ap-

......
......
Tabl
e 4.
1 E
ffec
t o
f em
ulsi
fier
s an
d c
ompl
exin
g ag
ents
on
pro
per
ties
of
no
nw
axy
sta
rch
Eff
ect
of
com
ple
xat
ion
o
n s
tarc
h p
rop
erti
es
Red
uce
iodi
ne-b
indi
ng c
apac
ity
Rep
ress
gra
nule
sw
elli
ng
and
star
ch s
olub
iliz
atio
n
Sta
rch
ty
pe/
frac
tio
n
Whe
at
Pot
ato
Mai
ze,
pota
to,
tapi
oca,
whe
at
Whe
at
Pota
to a
myl
ose
Am
ylos
e
Tap
ioca
Am
ylos
e
Whe
at
Mai
ze, p
otat
o, w
heat
Whe
at
Pota
to
Pota
to a
myl
ose
Am
ylos
e
Tap
ioca
Tap
ioca
Am
ylos
e
Non
wax
y
Whe
at f
lour
Non
wax
y
Co
mp
lex
ing
ag
ent
Suc
rose
mon
oest
ers
GM
S
Suc
rose
est
er
GM
S, S
SL
EM
G,
poly
sorb
ate
60
MG
CT
AB
, G
MS,
SL
S
Suc
rose
est
ers
Suc
rose
mon
oest
ers
GM
S, S
SL
GM
S, S
SL
MG
EM
G,
poly
sorb
ate
60
MG
MG
CT
AB
, G
MS,
SL
S
Suc
rose
est
ers
MG
MG
,SS
L
MG
Ref
eren
ce(s
)
Bou
rne
et a
l., 1
960
Con
de-P
etit
and
Esc
her,
199
2
Def
fenb
augh
, 19
90a
Ghi
asi
et a
l., 1
982a
Kim
& R
obin
son,
197
9
Kro
g, 1
971
Kro
g &
Nyb
o Je
nsen
, 19
70
Moo
rthy
, 19
85
Osm
an e
t al
., 19
61
Bou
rne
et a
l., 1
960
Eli
asso
n, 1
986b
Ghi
asi
et a
l.,
l98
2a
Hoo
ver
& H
adzi
yev,
198
1
Kim
& R
obin
son,
197
9
Kro
g, 1
971
Mer
cier
et
al.,
1980
Moo
rthy
, 19
85
Osm
an e
t al
., 19
61
Str
andi
ne e
t al
., 19
51
Roa
ch &
Hos
eney
, 19
95a,
b
van
Lon
khuy
sen
& B
lank
esti
jn,
1974

.....
Tabl
e 4.1
co
ntin
ued
I()
Eff
ect
of
com
ple
xat
ion
S
tarc
h
Co
mp
lex
ing
o
n s
tarc
h p
rop
erti
es
typ
e/fr
acti
on
ag
ent
Ref
eren
ce(s
)
Incr
ease
gra
nule
sw
elli
ng;
Mai
ze,
pota
to,
whe
at
SDS,
an
anio
nic
surf
acta
nt
Eli
asso
n, 1
986b
m
ake
gela
tini
zati
on o
ccur
earl
ier
Des
tabi
lize
gra
nule
and
T
apio
ca
SLS,
an
anio
nic
surf
acta
nt
Moo
rthy
, 19
85
incr
ease
pas
te v
isco
sity
D
ecre
ase
star
ch t
hick
enin
g W
heat
D
AT
EM
, M
G,
SSL
E
vans
198
6 po
wer
< 8
5°C
(bef
ore
Whe
at
GM
S, S
SL
Ghi
asi
et a
l.,
1982
d ge
lati
niza
tion
) P
otat
o M
G
Hoo
ver
& H
adzi
yev,
198
1 D
elay
los
s of
W
heat
S
ucro
se m
onoe
ster
s B
ourn
e et
a!.
, 19
60
bire
frin
genc
e W
heat
sta
rch
Suc
rose
mon
oest
ers
Ebe
ler
& W
alke
r, 1
984
Whe
at
MG
,SS
L
Eli
asso
n, 1
985
Mai
ze,
pota
to, w
heat
G
MS,
SD
S, S
SL
Eli
asso
n, 1
986b
W
heat
M
G,
SSL
G
hias
i et
a!.
, 19
82a,
b W
heat
flo
ur
Suc
rose
mon
oest
ers
Pom
eran
z et
a!.
, 19
69
Pot
ato
MG
R
ilso
m e
ta!.
, 19
84
Var
ious
M
G
van
Lon
kyhu
ysen
&
Bla
nkes
tijn
, 19
74
Incr
ease
ini
tial
pas
ting
M
aize
, po
tato
, tap
ioca
, w
heat
S
ucro
se e
ster
D
effe
nbau
gh,
1990
a te
mpe
ratu
re, h
ot p
aste
W
heat
sta
rch
Suc
rose
mon
oest
ers
Ebe
ler
& W
alke
r, 1
984
visc
osity
, te
mpe
ratu
re o
f W
heat
SS
L
Eli
asso
n, 1
983
peak
vis
cosi
ty W
alke
r, 19
84
Pot
ato,
whe
at
SSL
E
lias
son,
198
6b
(i.e
., am
ylog
raph
or
RV
A),
Whe
at
DA
TE
M,
MG
, SS
L
Eva
ns,
1986
de
lay
gela
tini
zati
on
Non
wax
y P
OE
MS
F
avor
& J
ohns
ton,
194
7 M
aize
M
G
Kro
g, 1
971
Mai
ze,
pota
to,
tapi
oca,
whe
at
DA
TE
M,
MG
, SS
L
Kro
g, 1
973

.....
w
Sta
bili
ze p
asti
ng v
isco
sity
and
prev
ent
long
coh
esiv
e te
xtur
e
Dec
reas
e pe
ak v
isco
sity
Dec
reas
e ge
lati
niza
tion
ent
halp
y
Incr
ease
set
back
vis
cosi
ty
Incr
ease
set
back
vis
cosi
ty (
gela
tion
)
Dep
ress
ed G
' and
G";
inc
reas
ed
tem
pera
ture
of G
' and
G";
incr
ease
d vi
scou
s pa
rt o
f
visc
oela
stic
res
pons
e
Indu
ced
gela
tion
(in
crea
sed
rigi
dity
of f
resh
sta
rch
gels
)
Dec
reas
ed g
el v
olum
e of
heat
ed s
tarc
h
Dec
reas
e co
ld p
aste
vis
cosi
ty
Dec
reas
e re
trog
rada
tion
of
star
ch
Pea
flou
r
Whe
at f
lour
Pot
ato
Mas
a ha
rina
flou
r
Tap
ioca
wax
y m
aize
, po
tato
Mai
ze,
pota
to,
tapi
oca,
whe
at
Def
fenb
augh
, 19
90a
Pota
to,
whe
at
Mas
a ha
rina
flou
r
Mai
ze,
pota
to,
tapi
oca,
whe
at
Mai
ze,
pota
to,
whe
at
Mai
ze,
pota
to, w
heat
Whe
at
Mai
ze,
pota
to,
tapi
oca,
whe
at
Mai
ze
Pot
ato
Pota
to
Am
ylos
e/am
ylop
ecti
n m
ixtu
res
SSL
Suc
rose
mon
oest
ers
MG
MG
GM
S, S
LS
PO
EM
S
Suc
rose
est
er
C'fA
B,
sat'd
MG
, SD
S, S
SL,
Lec
ithi
n, l
ysol
ecit
hin
MG
Suc
rose
est
er
GM
S, S
LS
CSL
, G
MS
MG
, SS
L
PO
EM
S
MG
MG
MG
CT
AB
, SD
S
Lin
et
al.,
1990
Pom
eran
z et
a!.
, 19
69
Rii
som
et
a!.,
1984
Tw
illm
an &
Whi
te,
1988
Moo
rthy
, 19
85
Fav
or &
Joh
nsto
n, 1
947
Eli
asso
n, 1
986a
Tw
illm
an &
Whi
te,
1988
Def
fenb
augh
, 19
90a
Eli
asso
n, l
98
6b
Con
de-P
etit
and
Esc
her,
199
4
Eli
asso
n, 1
985
Fav
or &
Joh
nsto
n, 1
947
Kro
g, 1
971
Osm
an &
Dix
, 19
60
Hoo
ver
& H
adzi
yev,
198
1
Rii
som
eta
!.,
1984
Gud
mun
dsso
n &
Eli
asso
n, 1
990
Kro
g &
Nyb
o-Je
nsen
, 19
70
Lag
endi
jk &
Pen
ning
, 19
70

.... ~ Ta
ble
4.1
cont
inue
d
Eff
ect
of
com
ple
xat
ion
S
tarc
h
Co
mp
lex
ing
o
n s
tarc
h p
rop
erti
es
typ
e/fr
acti
on
ag
ent
Ref
eren
ce(s
)
Ric
e D
AT
EM
, M
G, S
SL,
Miu
ra e
t al.,
199
2 S
ucro
se e
ster
s D
ecre
ase
amyl
opec
tin
Mai
ze
Suc
rose
est
ers
Mat
suna
ga &
Kai
num
a, 1
986
recr
ysta
lliz
atio
n
Dec
reas
ed f
orm
ulat
ion
of
Bar
ley,
mai
ze, w
axy
mai
ze
EM
G,
DA
TE
M,
MG
, SS
L
Szcz
odra
k &
Pom
eran
z, 1
992
resi
stan
t st
arch
R
educ
ed g
el b
reak
ing
stre
ngth
M
aize
, pot
ato,
whe
at
CS
L,G
MS
C
onde
-Pet
it a
nd E
sche
r, 1
994
Red
uced
sta
rch
extr
udat
e T
apio
ca
MG
M
erci
er e
t al
., 19
80
solu
bili
ty a
nd r
etro
grad
atio
n P
otat
o an
d m
aize
C
SL,
MG
S
taeg
er e
t al
., 19
88
Red
uced
in
vitr
o en
zym
olys
is
Pot
ato
MG
, SS
L
Ghi
asi
et a
l., i
982
with
B-a
myl
ase
Pot
ato
amyl
ose
EM
G,
poly
sorb
ate
60
Kim
& R
obin
son,
197
9 R
educ
ed i
n vi
tro
amyl
oglu
cosi
dase
A
myl
ose
MG
E
lias
son
& K
rog,
198
5 di
gest
ion
Red
uced
in
vitr
o a-
amyl
ase
Am
ylos
e M
G
Eli
asso
n &
Kro
g, 1
985
dige
stio
n P
otat
o am
ylos
e L
ysol
ecit
hin
Hol
m e
t al
., 19
83
Dec
reas
ed g
luco
amyl
ase
Mai
ze, p
otat
o, t
apio
ca, w
heat
S
ucro
se e
ster
D
effe
nbau
gh,
1990
a di
gest
ibil
ity
Pot
ato
amyl
ose
Lys
olec
ithi
n H
olm
et a
l., 1
983
Slow
ed r
ate
of in
viv
o a-
amyl
ase
Pot
ato
amyl
ose
Lys
olec
ithi
n H
olm
et
al.,
1983
di
gest
ion
CSL
= ca
lciu
m s
tear
oyl-
lact
yl-2
-lac
tyla
te;
CTA
B =
cety
ltri
met
hyla
mm
oniu
m b
rom
ide;
DA
TE
M =
diace
tyl
tart
aric
aci
d es
ters
of
mon
ogly
lcer
ides
; E
MG
= eth
oxyl
ated
m
onog
lyce
ride
s; G
MP
= gly
cero
l m
onop
alm
itat
e; G
MS
= gly
cero
l m
onos
tear
ate;
MG
= mo
nogl
ycer
ides
; PO
EM
S = p
olyo
xyet
hyle
ne s
tear
ate;
SD
S = s
odiu
m d
odec
yl
sulf
ate;
SL
S = s
odiu
m I
aury
! su
lfat
e; S
SL =
sodi
um s
tear
oyl-
2-la
ctyl
ate.

.......
Ul
Tabl
e 4.
2 E
ffec
t o
f em
ulsi
fier
s an
d c
ompl
exin
g ag
ents
on
pro
per
ties
of
wax
y st
arch
Eff
ect
of
com
ple
xat
ion
o
n s
tarc
h p
rop
ert
ies
Sli
ght
redu
ctio
n io
dine
-
1970
bind
ing
capa
city
N
o re
duct
ion
in i
odin
e
bind
ing
capa
city
No
effe
ct o
n sw
elli
ng
Sli
ght d
elay
in
peak
vis
cosi
ty
Vis
cosi
ty p
rofi
le n
ot a
ffec
ted
Dec
reas
ed h
ot p
aste
vis
cosi
ty
Dep
ress
ed G
' an
d G
"; s
ligh
tly
incr
ease
d te
mpe
ratu
re o
f G'
and
G";
sli
ghtl
y in
crea
sed
visc
ous
part
of v
isco
elas
tic
resp
onse
Inso
lubl
e co
mpl
ex p
reci
pita
ted
No
extr
udat
e co
mpl
ex f
orm
ed
No
com
plex
det
ecte
d by
x-r
ay
diff
ract
ion
or D
SC
Sta
rch
ty
pe/
frac
tio
n
Am
ylop
ecti
n
Wax
y m
aize
Pot
ato
amyl
opec
tin
Pot
ato
amyl
opec
tin
Wax
y m
aize
Am
ylop
ecti
n
Wax
y m
aize
Wax
y m
aize
Wax
y ba
rley
Pot
ato
amyl
opec
tin
Am
ylop
ecti
n
Wax
y m
aize
Wax
y m
aize
Co
mp
lex
ing
ag
ent
MG
Suc
rose
est
ers
Suc
rose
mon
oste
arat
e
Suc
rose
mon
oste
arat
e
Suc
rose
est
ers
MG
DA
TE
M,
MG
, SS
L
PO
EM
S
GM
S, S
LS
Suc
rose
mon
oste
arat
e
MG
CSL
, M
G
Suc
rose
est
ers
Ref
eren
ce(s
)
Kro
g, 1
971;
Kro
g &
Nyb
o-Je
nsen
,
Def
fenb
augh
, 19
90a
Bou
rne
et a
l.,
1960
Bou
rne
et a
l.,
1960
Def
fenb
augh
, 19
90a
Hoo
ver
& H
adzi
yev,
198
1
Eva
ns,
1986
Fav
or &
John
ston
, 19
47
Eli
asso
n, 1
986b
Bou
rne
et a
l.,
1960
Bat
res
& W
hite
, 19
86
Sta
eger
et
al.,
1988
Def
fenb
augh
, 19
90a
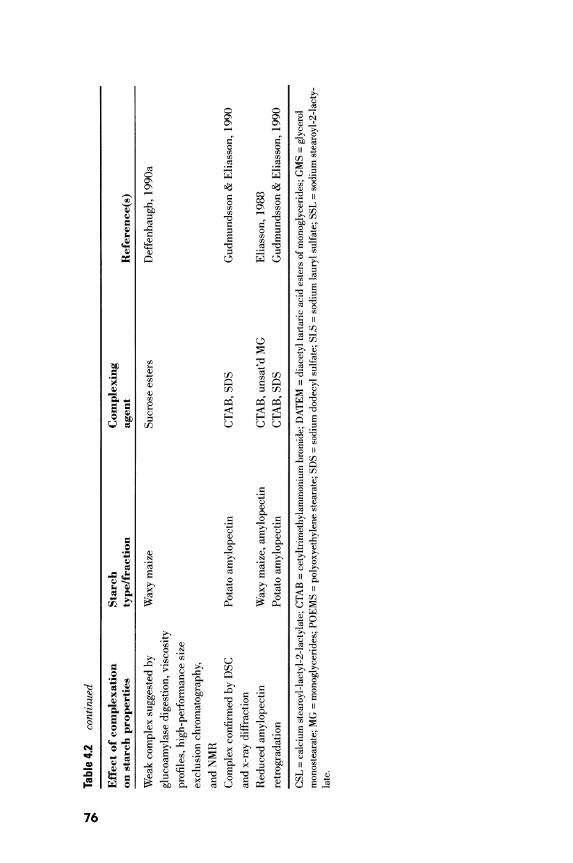
~
Tabl
e 4.
2 co
ntin
ued
Eff
ect
of
com
ple
xa
tio
n
on
sta
rch
pro
per
ties
Wea
k co
mpl
ex s
ugge
sted
by
gluc
oam
ylas
e di
gest
ion,
vis
cosi
ty
prof
iles
, hi
gh-p
erfo
rman
ce s
ize
excl
usio
n ch
rom
atog
raph
y,
and
NM
R
Com
plex
con
firm
ed b
y D
SC
and
x-ra
y di
ffra
ctio
n
Red
uced
am
ylop
ecti
n
retr
ogra
dati
on
Sta
rch
ty
pe/
fra
ctio
n
Wax
y m
aize
Pot
ato
amyl
opec
tin
Wax
y m
aize
, am
ylop
ecti
n
Pot
ato
amyl
opec
tin
Co
mp
lex
ing
a
gen
t
Suc
rose
est
ers
CT
AB
, SD
S
CT
AB
, un
sat'd
MG
CT
AB
, SD
S
Ref
eren
ce(s
)
Def
fenb
augh
, 19
90a
Gud
mun
dsso
n &
Eli
asso
n, 1
990
Eli
asso
n, 1
988
Gud
mun
dsso
n &
Eli
asso
n, 1
990
CSL
= c
alci
um s
tear
oyl-
lact
yl-2
-lac
tyla
te;
CT
AB
= c
etyl
trim
ethy
lam
mon
ium
bro
mid
e; D
AT
EM
= d
iace
tyl
tart
aric
aci
d es
ters
of m
onog
lyce
ride
s; G
MS
= gl
ycer
ol
mon
oste
arat
e; M
G =
mon
ogly
ceri
des;
PO
EM
S=
pol
yoxy
ethy
lene
ste
arat
e; S
DS
=so
dium
dod
ecyl
sul
fate
; SL
S =
sod
ium
Iaur
y! s
ulfa
te; S
SL =
sodi
um s
tear
oyl-
2-la
cty
late
.

.--.. ...:::: () L.. 0 ..... en 0>
E IJ") ...._,
E c:
0 0 tO ..... 0
en ..0 <(
1.0
0.8
0.6
0.4
0.2
0.0
Carbohydrate/Emulsifier Interactions 77
•--•Hylon VII o--oWheat A--A Maize c--o Potato o--oTapioca v--vWaxy Maize
T--------v-----~v------------------------------v
0 2 3 4 5 % SE (starch wt. basis)
Figure 4.1 Iodine-binding capacity of starches measured in the presence of a sucrose ester emulsifier. (From Deffenbaugh, 1990a.)
plied. This relative decrease in viscosity after time and application of shear
defines a peak viscosity.
The process whereby the ordered structure of the starch granule is lost is
called "gelatinization." The transition is a first-order water-mediated melting
of crystalline regions in the starch granule (Donovan, 1979; Zobel, 1984).
Maximum solubilization and swelling occur when excess (> 5 times) water is
present, typical of sauces, gravies, and puddings. In lower moisture systems,
such as baked or extruded products, granule swelling can be limited by mois
ture content. Extremely high viscosities result because diluent is limited.
Uses and functions of starches are multiplied by modifying properties with
emulsifiers. For example, time of addition and/or time for diffusion of fatty ad
juncts into starch granules are processing parameters than can be varied to
produce substantially different properties in cooked starch or cereal grain
products (Lund, 1984). If added before starch gelatinization, monoglycerides
penetrate the granule, form molecular complexes, and reduce starch swelling
power. Addition of monoglycerides after gelatinization enhances granule sta
bility (van Lonkhuysen and Blankestijn, 1974). The function of starch-com
plexing emulsifiers is primarily due to formation of starch/emulsifier
complexes. The magnitude of the effect of starch/emulsifier complexes on
starch cooking properties varies with starch type, emulsifier type, and process
ing conditions.

78 Food Emulsifiers and Their Applications
Emulsifier and starch molecules must have access to each other to interact.
Starch-complexing emulsifiers must be soluble enough or in a phase that
yields monomers (see Section 4.4.4). Starch molecules have limited availabil
ity until gelatinization begins. Emulsifiers adhere to the granule surface before
gelatinization, and they begin to form insoluble starch/emulsifier complexes as
soon as the granule begins to swell and amylose begins to solubilize. These in
soluble complexes near the surface stabilize the granule. The rate of further
swelling and amylose leaching are slowed. Gelatinization temperature is in
creased because more energy is required to cook or swell the stabilized gran
ule. Some emulsifiers, such as polysorbate 60, may cover the starch surface
with a film, increase hydrophobicity, and inhibit water transfer into the granule
(Kim and Walker, 1992c).
The effect of emulsifiers on starch gelatinization is detected in many ways
(Table 4.1). When starch pastes were made with SSL or GMS, changes in vis
coelastic properties of the paste were coincident with reduced granule swelling
(Eliasson, 1986b). The granules were less deformable (stiffer), as indicated by
an increase in the temperatures where peaks in storage (G') and loss (G") mod
ule were reached. Pasting temperature, hot viscosity, and temperature of peak
viscosity of most normal starches are increased in the presence of emulsifiers
that have a fatty adjunct that can form inclusion complexes with starch.
According to Mitchell and Zillman (1951), the increase in starch paste viscos
ity in the presence of complexing agents is a result of the increased ability of
granules to absorb and hold water without rupturing.
Gelatinization, the melting of crystalline regions in the granule, causes loss
of birefringence and disappearance of a starch x-ray diffraction pattern
(Eliasson, 1986a). When emulsifiers delay gelatinization, the loss of birefrin
gence is delayed (see Table 4.1).
Some emulsifiers with a fatty acid chain adjunct do not form complexes
with starch. Anionic surfactants, such as sodium lauryl sulfate (SLS) and
sodium dodecyl sulfate (SDS), destabilize the granule because of its highly
negative charge (Eliasson, 1986b; Moorthy, 1985). The destabilization leads to
rapid, complete swelling of the granules, and a rapid increase in viscosity
early in the pasting (cooking) cycle. Loss of granule integrity will subsequently
lead to a dramatic loss in viscosity after peak. This is undesirable if the starch
is being utilized for its thickening, texturizing abilities. In the selection of an
emulsifier for product development applications, charge as well as chemical
composition need to be considered when effect on starch is important.

Carbohydrate/Emulsifier Interactions 79
4.3.4 Starch Paste Gelation
The formation of a composite starch gel is responsible for the texture and
structure of many food systems. A starch gel formed from a paste is a compos
ite of swollen starch granules embedded in and reinforcing the amylose gel
matrix (Ring, 1985). As a starch paste cools, molecules become less soluble
and aggregate, and a three-dimensional gel forms (Osman, 1967). The consis
tency increases because molecular associations form a cross-linked network
that increases the resistance of the paste to deformation (Zobel, 1984).
Gelation is initiated by rapid precipitation of amylose in solution, while amy
lopectin gels much slower and requires higher concentrations. Amylose serves
as (i) the chief material for formation of a gel network to entrap unabsorbed wa
ter and (ii) a binding material to link intact or fragmented swollen granules.
In starch gels made with emulsifiers, the insoluble complex produced will
form a gel (Conde-Petit and Escher, 1992). The formation of complexes be
tween amylose and emulsifiers accelerates gelation in the first few hours of ag
ing after gelatinization compared to starch gels made without emulsifiers
(Conde-Petit and Escher, 1994). The gelation of maize, potato, tapioca, and
wheat starch during cooling is responsible for the setback viscosity of profiles
shown in Figure 4.2 (Deffenbaugh, 1990a). A sucrose ester emulsifier in
creased setback viscosity due to complex formation that accelerated gelation.
Gelation can be induced and controlled by use of emulsifiers in starch-con
taining foods (Conde-Petit and Escher, 1992).
4.3.5 Retrogradation
The primary reasons for using emulsifiers are modification of finished product
characteristics. Retrogradation in starch-containing foods impairs texture and
taste, and emulsifiers inhibit this retrogradation.
Retrogradation is the formation of ordered, partially crystalline sites within
a cooled starch paste or gel. The recrystallization of starch is a long-term
process that occurs during the hours and weeks after pasting and gelation.
Amylose retrogrades so fast that it is often complete before the food is con
sumed. Retrogradation of amylopectin occurs more slowly and affects the tex
ture and taste offoods throughout shelf life (Miles et al., 1985).
Emulsifiers decrease the rate of retrogradation of starch gels mainly through
emulsifier/starch-complex formation (Miura et al., 1992). The helix structure of
starch in a complex prevents side-by-side stacking of starch molecules and,

80 Food Emulsifiers and Their Applications
100 - M•In -·· l S Sit -·2!1. 5I pp u Sl
];-
'§ 60
5 • 40
~ ~ 20
0 ~~--~-+--~~-+_,
120
100
0 4 6 B I 0 IZ I< 16 18 20 Time (n1in)
I5>0°CI H.ot to g~0c I c~ lo S0°C
100
gao 1;-
·e 60
5 Ill 40 . -~ 0 ~ 20
100
200
-P•hl• ···· I:IL $(
-·1"-H -- ~il n
16 IB 20
I /-·-·-•-•-·-•
- w,.,.... ! i
g eo ~: :: ~~ h ;~\:.. . ~~/-·-·--~ 1:-8 60
5 ·g GO
5 ;.\ \ \.. //1 j \~:~ .. ]!
Q 40 .'-
• 40 ... 0 0 ~ 20 : 20
1 i: I i:
0~~-+--~+--l~r--~--· 0 8 10 IZ 14 16 18 20
Time (min} I50°CI Heat to 95°C I Cool to ~C
,_{.~-!:,'
8 10 12 14 IG 18 20 Timl!!(mln}
Heat to 95°C I Cool lo .50°C
Figure 4.2 Rapid Visco Analyzer viscosity profiles of maize, potato, tapioca, and wheat starches with 0, 1, 2, or 5% (starch wt basis) of a sucrose ester emulsifier. (From Deffenbaugh, J990a .)
thus, reduces nucleation sites for retrogradation or recrystallization (Matsunaga
and Kainuma, 1986).
Amylopectin retrogradation plays an important role in the shelf life of
foods. The increase in firmness and loss of flavor in staled bread is caused by
the retrogradation of the amylopectin fraction of starch (Schoch and French,
194 7). Controlling or modifying amylopectin retrogradation through use of
emulsifiers is of practical significance.
The interaction between emulsifiers and amylopectin is harder to prove
than the interaction between emulsifiers and amylose. In the literature, indi
rect or inconclusive evidence of amylopectin/emulsifier interactions have been reported by various authors (Kugimiya et al., 1980; Evans, 1986; Eliasson and
Ljunger, 1988). For example, formation of insoluble complexes between a
monoglyceride and amylopectin has been reported (Batres and White, 1986).

Carbohydrate/Emulsifier Interactions 81
A weak, limited interaction between amylopectin and a sucrose ester emulsi
fier was observed with various methods (Deffenbaugh, 1990a). IBC and glu
coamylase digestion of waxy maize starch were slightly reduced by the
emulsifier. Delay in development of viscosity during gelatinization of waxy
maize starch also suggested that the emulsifier interacted with amylopectin.
Conclusive data describing direct and indirect effects of emulsifiers on amy
lopectin retrogradation are now available (Gudmundsson and Eliasson, 1990).
Emulsifiers were found to be most effective at directly inhibiting amylopectin ret
rogradation at very high, near 100%, amylopectin levels. Amylopectin/emulsifier
complexes were responsible for this direct effect. In the presence of amylose,
amylopectin will cocrystallize with amylose, which forms nuclei. When amylose
and amylopectin are present together, ligands will preferentially complex with
amylose. The amylose then cannot co-crystallize with amylopectin, and the emul
sifier's effect on amylopectin is indirect. In addition, when the amylose compo
nent complexes with emulsifiers, less emulsifier is available to interact with
amylopectin, and direct amylopectin/ emulsifier-complex formation is reduced.
4.3.6 Enzymolysis
Complex formation interferes with the ability of enzymes to digest starch molecules
(see Table 4.1). Kinetics of glucoamylase, which cleaves successive glucose units
from the nonreducing end of starch chains, were not directly affected by a sucrose
ester emulsifier (Deffenbaugh, 1990a). Reduced digestibility of normal starches in
the presence of an emulsifier were due to decreased availability of the starch sub
strate. Precipitation of the complex and reduced steric compatibility of helical
starch with the active site of the enzyme reduced the starch substrate availability.
Glucoamylase digestion of waxy maize starch was not inhibited by a su
crose ester (Deffenbaugh, 1990a). If a complex formed in the outer branches, it
was not stable enough or strong enough to inhibit glucoamylase.
The inhibition of starch enzymolysis by emulsifiers is analytical evidence of
complex formation. It should be noted however, that emulsifier/starch-complex
formation does not have a significant effect on overall extent of digestibility of
starch in vivo as shown in rats (Holm et al., 1933).
4.4 Factors Affecting Complex Formation 4.4.1 Adjunct Properties
Binding of saturated fatty acids and monoglycerides increases as chain length
increases (Hahn and Hood, 1937; Gray and Schoch, 1962). Maximum binding

82 Food Emulsifiers and Their Applications
has been reported with 18-carbon saturated fatty acids (Hahn and Hood, 1987)
and 14- to 16-carbon fatty acids on monoglycerides (Hoover and Hadziyev,
1981; Krog, 1971; Lagendijk and Pennings, 1970). Geometrical structure as
well as chain length and molecular weight will influence the ability of the lig
and to penetrate the starch helix (Miura et al., 1992). If chain length as well as
helix conformation are known, the fatty acid to amylose ratio required to
achieve saturation of the amylose helix is predictable from stoichiometric rela
tionships (Karkalas and Raphaelides, 1986).
Solubility of the adjunct affects the equilibrium between complex formation
and concentration of the adjunct in solution. The lower solubility of fatty acids
versus monoglycerides in aqueous systems drives fatty acids into the lipophilic
core of the amylose helix more than monoglycerides.
Increased unsaturation in free fatty acids or fatty acid chains of monoglyc
erides reduces the ability of the adjunct to bind with starch (Hahn and Hood,
1987; Krog, 1971; Lagendijk and Pennings, 1970). The 30° bend at cis bonds
inhibits rotation and causes steric hindrance. In addition, lower solubility of sat
urated fatty acids will favor complex formation with the hydrophobic helix core.
Steric hindrance from bulky groups on emulsifiers and surfactants interferes
with the ability of the adjuncts to form complexes with starch (Gray and Schoch,
1962). Monoglyceride binding is less than binding of fatty acids of the same
chain length because steric hindrance of the glycerol group interferes with com
plex formation (Hahn and Hood, 1987). Propylene glycol esters of fatty acids,
with a particularly bulky polar group, have lower complexing ability than emul
sifiers with smaller polar groups (Krog, 1971). In addition to steric hindrance,
hydrophilic polar groups are not compatible with the hydrophobic helix core.
The higher the proportion of the polar group to the overall molecule, the less
compatible the molecule is with the hydrophobic interior of the helix.
4.4.2 Starch Granule
The starch granules may also sterically hinder starch complexation with ad
juncts in solution. Monoglycerides exist in micelles in solution and attach to
the starch granule surface simply by adsorption at low temperatures ( < 50°C)
(van Lonkhuysen and Blankestijn, 1974). As the temperature increases, the
monoglycerides penetrate swollen granules to complex with amylose. Other
workers measured strong surfactant/starch complexes at temperatures as low
as 60°C, where only slight disorganization (gelatinization) of the starch granule
has occurred (Ghiasi et al., 1982c). The amount of the insoluble, possibly crys-

Carbohydrate/Emulsifier Interactions 83
talline complex, increased when held at 60°C for 1 hour. These authors con
cluded that the surfactants do enter the granule and complex with amylose be
fore gelatinization.
4.4.3 Starch Type
The source of starch in part determines its functionality in foods, and different
starches will be affected by emulsifiers in different ways and to varying ex
tents. GMS restricted swelling of potato starch granules more than it did maize
or wheat starch granules (Eliasson, 1986b). Some methods of analysis, such as
iodine-binding capacity and glucoamylase digestion, are less sensitive to the
unique reaction of different starches in the presence of an emulsifier
(Deffenbaugh, 1990a). Other methods, such as viscoelastic properties of starch
gels (Eliasson, 1986b) and viscosity profiles (Deffenbaugh, 1990a) do differen
tiate the response of different starches in the presence of emulsifiers.
Viscosity parameters of various starches in the presence of a sucrose ester
emulsifier are shown in Table 4.3 (Deffenbaugh, 1990a). Time to peak viscos
ity was changed more in tapioca than in maize, wheat, and potato starches. The
emulsifier changed peak viscosity most in potato starch, and changed setback
viscosity most in wheat starch. Potato and tapioca granules were stabilized by
complex formation so that granule swelling and disintegration were more grad
ual. Moorthy (1985) also reported that starch-complexing emulsifiers stabi
lized the pasting viscosity of tapioca starch. Viscosity profiles are a
convenient, easy way to study complex interactions between components in
food systems.
4.4.4 Environmental Conditions
Iodine and fatty acid-binding capacity of amylose decrease with increasing
temperature (Banks and Greenwood, 1975; Hahn and Hood, 1987). Thermal
stress reduces the strength of interactions holding the complex together, and
the helix becomes more disorganized as temperature increases.
Binding of some fatty acids is affected by pH via changes in protonation of
the carbonyl group (Hahn and Hood, 1987). Palmitic or stearic acid form dimers
near or below the pKa (pH 4. 7 to 5.0) where the carbonyl groups are partially
protonated. It is assumed that dimers form by parallel alignment, the double hy
drocarbon chain cannot fit into the amylose helix. Above the pK"' dimers disso
ciate and complex formation with single fatty acid chains occurs. pH does not
affect binding of fatty acids, such as lauric or myristic acid, that do not form

84 Food Emulsifiers and Their Applications
Table 4.3 Viscosity profile parameters of starches with 0, 1, 2, or 5% (starch wt basis) sucrose ester emulsifier. (From Deffenbaugh, 1990a.)
T'lllle to peak (min)
Starch 0% SE 1% SE 2% SE 5% SE
Maize 5.431 5.962 6.723 7.724
Potato 3.031 3.642 4.083 5.154
Tapioca 3.671 4.262 7.233 8.334
Wheat 7.321 8.082 8.453 8.844
Waxy maize 3.451 3.541 3.862 4.163
Peak viscosity (%)
Starch 0% SE 1% SE 2%SE 5% SE
Maize 57.91 77.22 74.32 65.93
Potato 2561 2322 2263 183.64
Tapioca 113.21 104.92 99.63
101.322•3
Wheat 78.41 80.11 81.21 81.61
Waxy maize 88.81 101.62 98.02 89.83
Maximum setback viscosity (%)
Starch 0% SE I% SE 2% SE 5% SE
Maize 55.01 86.02 93.83 97.43
Potato 83.91 83.91 110.32
Tapioca 61.51 68.12 84.83 118.04
Wheat 78.811 90.92 129.!3 166.64
Waxy maize 50.21 51.01 52.61 51.31
I, 2, 3, 4 These numbers indicate significant difference (P < 0.05) within starch type.
dimers at lower pH. pH does not affect binding of monoglycerides because the
carbonyl group of the fatty acid is involved in the ester linkage to glycerol.
Amylose-complexing ability of compounds containing hydrocarbon chains
is significantly affected by the phase behavior of the lipid material (Larsson,
1980). The most effective amylose-complexing emulsifiers have a high degree
of molecular freedom in an aqueous phase and exhibit lyotrophic mesomor
phism. Micelles or liposomes of emulsifiers are the most effective polymorphs
for providing lipid monomers, and as a result, are more effective complex for
mers than lipids in other polymorphic states (Riisom et al., 1984; Eliasson,
1986a). Lysolecithin, a native lipid in cereal starches, complexes readily with

Carbohydrate/Emulsifier Interactions 85
amylose because it exists as micelles in solution with a high equilibrium con
centration of monomers readily available for interaction (Takahashi and Seib,
1988). Crumb softeners are added to bread dough as J3-crystal monoglycerides
that convert into an a-crystalline state during baking that readily complex with
starch (Krog, 1981; Krog and Nybo-Jensen, 1970). Blends of emulsifiers that
form an emulsion in solution will be less effective starch-complexing agents
than pure monoglycerides.
4.5 Physical Properties of Starch/Emulsifier Complexes Physical characterization of starch/emulsifier complexes has provided infor
mation on the functionality of emulsifiers in starch systems. Techniques such
as differential scanning calorimetry, nuclear magnetic resonance, and electron
spin resonance spectroscopy have been especially useful.
4.5.1 X-Ray Diffraction Pattern
X-ray diffraction was one of the first methods used to identify and study inclu
sion complexes with starch (Mikus et al., 1946). X-ray diffraction provides infor
mation on the crystallinity of starches. A clathrate (inclusion) complex is
indicated when powder diffractograms of starch have a so-called V-type pattern.
X-ray diffraction has been used to confirm the presence of inclusion complexes
when an aqueous starch system has been heated in the presence of native lipids
or fatty adjuncts (Biliaderis et al., 1986; Deffenbaugh, 1990a; Eliasson, 1988;
Eliasson and Krog, 1985; Hanna and Lelievre, 1975; Hoove~ and Hadziyev,
1981; Kugimiya et al., 1980; Osman et al., 1961; Rutschmann and Solms, 1990).
The helical conformation of amylose within the complex has also been shown us
ing x-ray diffraction (Rutschmann and Solms, 1990). X-ray diffraction data does
suggest V-type complex specifically between amylopectin and lipid ligands
(Gudmundsson and Eliasson, 1990). It appeared important that "free" amy
lopectin was used, whereas amylopectin in waxy maize granules did not complex
(Eliasson and Ljunger, 1988; Evans, 1986; Kugimiya et al., 1980)
X-ray diffraction measurements have indicated that the cell dimension of
the helix is essentially the same for complexes with various emulsifiers con
taining one fatty acid moiety. Emulsifiers with two or more fatty acids are ster
ically excluded from the helix and complex formation is inhibited (Osman et
al., 1961). Most V complexes have a pitch of approximately 0.8 nm, indicating

86 Food Emulsifiers and Their Applications
that the coils of the helix are in contact with each other (French and Murphy,
1977). Jane and Robyt (1984) studied the lamella-like organization of V-type
complexes and concluded that starch chains were folded such that the chain
axes were perpendicular to the surface of the lamella.
4.5.2 Infrared Spectroscopy
Infrared spectroscopy has confirmed the presence of the carboxyl (Bates and
White 1986; Osman et al., 1961), methyl (Bates and White, 1986), or carbonyl
(Hahnel et al., 1995) group of complexing agent inside the starch helix in a
complex. A positive shift in the carbonyl IR absorption peak for GMS in a
starch complex has been measured (Hahnel et al., 1995). The strength of the
carbonyl group double bond increased because of the additional electron den
sity of the starch complex.
4.5.3 Electron Spin Resonance
Stable free radical spin probes of fatty acids are used to study the interaction be
tween the fatty acid and starch using electron spin resonance (ESR). Changes in
probe motion, reflected as changes of spectral line shape, occur when the probe
is adsorbed or in a highly viscous medium compared to measurements of the
probe in a solvent. The motion of a spin probe of stearic acid was greatly slowed
in the presence of wheat, high amylose maize, and waxy maize starches (Pearce
et al., 1985, 1987a). Binding was weaker in waxy maize than in the other
starches (Pearce et al., 1987b). The interactive moiety of the probe was shown to
be the fatty acid. Results were similar at room temperature or after heating to
95°C and cooling back to room temperature. Binding was thought to occur
throughout the interior of the granule since surface absorption could not account
for the amount of probe bound. The presence of water-facilitated binding, pre
sumably by enhancing solvent penetration into the granule (Nolan et al., 1986;
Pearce et al., 1985). Similar results were reported by Nolan et al. (1986) for
probe binding to maize starch at room temperature. Johnson et al. (1990) also
measured spin probe binding by regular and waxy maize starches at room tem
perature after heating to 95°C. Heating was found to decrease the strength of the
complex formed after cooling, most likely because of altered molecular confor
mation. Spin probe penetration into the granule increased upon heating, due
both to increased granular surface area and increased accessibility of the interior
of the granule to the fatty acid probe.
Additional ESR analysis indicated that the fatty acid spin probe was slowly

Carbohydrate/Emulsifier Interactions 87
released during heating of starch to 95°C as the complex dissociated upon
melting (Pearce et al., 1987a, b). Upon cooling, the probe was immobilized
again indicating reformation of the complex.
4.5.4 Nuclear Magnetic Resonance
Nuclear magnetic resonance (NMR) can measure changes in the environment
of food components on a molecular basis. 13C NMR can detect changes in the
environment of carbon atoms in starch induced by complex formation with
emulsifiers (Deffenbaugh, 1990a; Jane et al., 1985).
Jane et al. (1985) reported a downfield shift in resonances of all starch car
bons, but especially Cl and C4, in preformed inclusion complexes with amy
lodextrin. Deshielding of Cl and C4, the carbons in the glycosidic linkage, was
indicated by the downfield shift. Rotation about the CO bonds of the glycosidic
linkage must have occurred upon formation of a helix from a random coil. In so
lution state, l3C NMR, Cl and C4 of maize starch, experienced a downfield shift
in the presence of complexing agents during gelatinization between 55 to 75°C
(Deffenbaugh, 1990a). No effect was seen > 70°C in solution state. The com
plexes were forming during gelatinization but could not be detected in solution
state 13C NMR after precipitation of the starch/emulsifier complexes. Formation
of complexes with amylopectin in waxy maize starch was also detected.
Proton NMR has also been used to understand starch/ligand-complex forma
tion. Signal intensity from amylose protons was reduced when Na palmitate was
added, an effect attributed to the loss of conformational mobility upon complex for
mation leading to extreme line broadening (Bulpin et al., 1982). The signal was re
stored upon heating to 90°C, apparently due to dissociation of the thermally
reversible complex. Resonances of protons 3 and 5 of the glucosyl residues in cy
cloheptaamylose shifted upfield in the presence of lysolecithin (Kim and Hill,
1985). These changes indicated that these protons, directed toward the interior of
the molecule, were in a more hydrophobic environment upon inclusion of the
lysolecithin. No band shifts were found for amylopectin protons upon formation of
amylopectin/monoglyceride complexes (Batres and White, 1986).
4.5.5 Differential Scanning Calorimetry
Differential scanning calorimetry (DSC) data defines the temperature and en
thalpy of thermal transitions. Gelatinization of starch is a water-mediated, en
dothermic melting phenomenon. Complexes between starches and emulsifiers
form exothermally (i.e., crystallize) during heating of starches with the emulsifier

88 Food Emulsifiers and Their Applications
and water (Kugimiya et al., 1980). The net enthalpy of starch gelatinization en
dotherm is reduced in the presence of external lipids due to simultaneous,
exothermic crystallization of starch/lipid complexes (Biliaderis et al., 1986;
Deffenbaugh, 1990a; Eliasson, 1983; Eliasson, 1986a; Eliasson and Ljunder,
1988; Eliasson et al., 1988; Evans, 1986; Kugimiya et al., 1980). Data is given
in Table 4.4 showing the effect of a sucrose ester emulsifier on gelatinization
temperature and enthalpy of various starches (Deffenbaugh, 1990a). Microscopy
and viscosity profile measurements, discussed previously, also detect a delay in
gelatinization of normal starches in the presence of emulsifiers. Depending on
moisture and emulsifier levels, DSC may not be sensitive enough to detect the
delay in starch gelatinization caused by emulsifiers (Deffenbaugh, 1990a; Kim
and Walker, 1992b). See Table 4.4.
Table 4.4 DSC parameters of starch gelatinization endotherm from thermograms of starch with 0, I, 2 or 5% (starch wt basis) sucrose ester emulsifier. (From Deffenbaugh, l990a.)
To eq Starch 0% SE 1% SE 2% SE 5% SE
Maize 66.661 66.531 66.491 66.421
Potato 59.741 59.831 59.751 59.611 Tapioca 63.541 63.971 64.03 I 63.901
Wheat 58.701 59.101 58.421 59.021
Waxy maize 69.031 68.401 68.401 68.131
Tpeq Starch 0% SE 1% SE 2% SE 5% SE
Maize 72.831 72.591 72.691 72.661
Potato 64.751 64.751 64.891 64.601
Tapioca 70.191 70.641 70.821 70.311
Wheat 63.691 63.721 63.301 63.671
Waxy maize 74.751 74.171 74.291 74.241
MI (J/g)
Starch 0% SE 1% SE 2% SE 5% SE
Maize 13.441 11.5()2 10.612 10.662 Potato 16.931 16.641 16.261·2 15.372
Tapioca 18.191 15.282 13.773 11.834
Wheat 10.611 9.581·2 9.332 8.782
Waxy maize 16.901 17.011 16.961 16.831
12 3 4 Different numbers indicate significant difference (P- 0.05) within starch type.

Carbohydrate/Emulsifier Interactions 89
Starch crystallites in most starches melt or gelatinize between 60 and 80°C
in a first-order melting process. The insoluble starch/lipid complexes that form
during gelatinization typically melt between 100 to ll5°C. At high moisture
levels, melting of the complexes is highly cooperative and only a single en
dotherm is observed.
The gelatinization endotherm is not observed in DSC rescans of starch sam
ples because gelatinization is irreversible. Starch inclusion complexes melt
and recrystallize reversibly and, thus, occur in rescans. Identification of starch
complex-melting endotherms in first and subsequent DSC scans of starch sam
ples is used to confirm the presence of starch/lipid complexes (Deffenbaugh,
1990a; Eliasson et al., 1988; Hoover and Hadziyev, 1981; Kugimiya et al.,
1980; Staeger et al., 1988; Szczodrak and Pomeranz, 1992).
DSC can be used to measure the relative thermal stabilities of starch inclu
sion complexes. The stability of the complex depends on the type of starch and
emulsifier, and is important because complex stability affects the rheological
changes during gelatinization (Eliasson, 1986b). Thermal stability (Tg) and
complex-melting enthalpy (All) decrease when a fatty acid chain is interrupted
with cis unsaturation (Eliasson and Krog, 1985; Stute and Konieczny-Janda,
1983; Raphaelides and Karkalas, 1988). Chain length of the lipid moiety has
no effect on ~and may or may not affect Tg (Hoover and Hadziyev, 1981;
Eliasson and Krog, 1985; Raphaelides and Karkalas, 1988; Stute and
Konieczny-Janda, 1983). GMS forms a very stable complex with starch and
has some of the most profound effects on gelatinization properties.
Physical properties of starch/emulsifier complexes will depend on conditions
during crystallization. Multiple-melting endotherms for starch/emulsifier com
plexes or shifting of endotherms upon rescanning indicates the presence of dif
ferent crystal polymorphs (Kugimiya et al., 1980; Biliaderis and Galloway, 1989;
Eliasson, 1988; Biliaderis et al., 1986; Bulpin et al., 1982; Paton, 1987). At the
onset of gelatinization, association of the amylose chain with a ligand provides
the conformational order (helicity) for nucleation that precedes crystallization.
Complexation during the first heating may be incomplete due to restricted mobil
ity of amylose during gelatinization (Kugimiya and Donovan, 1981).
Small, imperfect crystals formed during gelatinization may have individual
helical segments distributed randomly without crystallographic register. An
annealing process occurs between Tg, amorphous glass transition temperature,
and Tm, crystallite melting temperature. Partial melting of less stable crystals
allows sufficient chain mobility for growth of more stable crystals. The melt-

90 Food Emulsifiers and Their Applications
ing/recrystallization process yields a more dense crystal composed of crystallites embedded in and molecularly continuous with disordered chain segments. Annealing of polymorphs as the temperature increases or during rescans will increase crystallite melting temperature.
Different polymorphs of starch/emulsifier complexes may also exist within a larger crystal that has folded onto itself (Eliasson, 1988). Complexes in folds or at the surfaces of crystals would have a lower melting temperature than complexes further inside the crystal.
4.6 Summary It is ironic that the interaction between emulsifiers and starches is "simply" based on one phenomenon-the formation of inclusion complexes between starch helices and fatty adjuncts. The amount of research devoted to understanding the interaction between starches and emulsifiers is daunting. Many methods and measurements are used in these studies because each provides a different perspective to understanding the extent and nature of the interaction.
The physical and sensory characteristics of many foods are largely defined by starches. New and improved foods are developed because emulsifiers can be used to modify the characteristics of starches in foods. Reduction of stickiness in reconstituted potatoes is an example. The food industry is also dependent on emulsifiers to improve shelf life of foods. The economic advantage of increasing shelf life of bread with anti staling emulsifiers outweighs the cost of the emulsifier by manyfold. Applications for starch-complexing emulsifiers will continue to expand as the properties of the interaction are better understood.
Acknowledgment The author acknowledges with great appreciation the assistance of Mrs. Teresa Booher in preparation of the manuscript.
References Banks, W., Greenwood, C.T. (1975). Starch and Its Components, Edinburgh University
Press, Edinburgh, Scotland. Batres, L.V., White, P.J. (1986). Interaction of amylopectin with monoglycerides in
model systems,}. Am. Oil Chem. Soc., 63, 1537-40. Biliaderis, C.G., Galloway, G. (1989). Crystallization behavior of amylose-V complexes:
structure-property relationships, Carbohydrate Res., 189, 31-48.

Carbohydrate/Emulsifier Interactions 91
--- et a!. (1986). Thermal characterization of rice starches: a polymeric approach to phase transitions of granular starch,]. Agric. Food Chem., 34,6-14.
Bourne, E.J ., et a!. (1960). Interaction of starch with sucrose stearates and other antistaling agents,]. Sci. Food Agric., ll, 101-9.
Bulpin, P.V., eta!. (1982). Physical characterization of amylose-fatty acid complexes in starch granules and in solution, Starke, 34, 335-9.
Carlson, T.L.-G., et a!. (1979). A study of the amylose-monoglyceride complex by Raman spectroscopy, Starke, 31, 222-4.
Conde-Petit, B., Escher, F. (1994). Influence of starch-lipid complexation on the ageing behavior of high concentration starch gels, Starke, 46(5), 172-7.
--- (1992). Gelatin of low concentration starch systems induced by starch emulsifier complexation, Food Hydrocolloids, 6(2), 223-9.
Deffenbaugh, L.B. (1990a). Characterization of the Interactions between a Sucrose Fatty Acid Ester Emulsifier and Starches. Ph.D. Dissertation, University of Nebraska, Lincoln, NE.
---,Walker, C.E. (1990b). Use of the rapid visco analyzer to measure starch pasting properties. Part II: Effect of emulsifiers and sugar-emulsifier interactions. Starke, 42(3) 89-95.
Donovan, J.W. (1979). Phase transitions of the starch-water system, Biopolymers, 18, 263-75.
Ebeler, S.E., Walker, C.E. (1984). Effects of various sucrose fatty acid ester emulsifiers on high-ratio white layer cakes,]. Food Sci., 49, 380-88.
Eliasson, A.-C. (1983). Differential scanning calorimetry studies on wheat starchgluten mixtures. II. Effect of gluten and sodium stearoyllactylate on starch crystallization during aging of wheat starch gels,]. Cereal Science, 1, 207-13.
--- (1985). Starch gelatinization in the presence of emulsifiers, Starke, 37, 411-15. --- (1986a). On the effects of surface active agents on the gelatinization of starch-
a calorimetric investigation, Carbohydrate Polymers, 6, 463-76. --- (1986b). Viscoelastic behavior during the gelatinization of starch. II. Effects of
emulsifiers,]. Texture Studies, 17, 357-75. --- (1988). On the thermal transitions of the amylose-cetyltrimethylammonium
bromide complex, Carbohydrate Res., 172, 83-95. ---, Krog, N. (1985). Physical properties of amylose-monoglyceride complexes.].
Cereal Science, 3, 23-248. ---, Ljunger, G. (1988). Interactions between amylopectin and lipid additives dur
ing retrogradation in a model system,]. Sci. Food Agric., 44, 353-61. ---eta!. (1988). A study of starch-lipid interactions for some native and modified
maize starches, Starke, 40, 95-100. Evans, I.D. (1986). An investigation of starch/surfactant interactions using viscosime
try and differential scanning calorimetry, Starke, 38, 227-35. Favor, H.H., Johnston, N.F. (1947). Effect of polyoxyethylene stearate on the crumb
softness of bread, Cereal Chem., 24, 346-55. French, A.D., Murphy, V.G. (1977). Computer modelling in the study of starch, Cereal
Foods World, 22, 61-70. Ghiasi, K., et al. (1982a). Gelatinization of wheat starch. I. Excess-water systems,
Cereal Chem., 59, 81-5. --- (1982b). Gelatinization of wheat starch. III. Comparison by differential scan
ning calorimetry and light microscopy, Cereal Chem., 59, 258--62.
92 Food Emulsifiers and Their Applications
--- et al. (1982c). Gelatinization of wheat starch. II. Starch-smfactant interaction, Cereal Chem., 59, 86-8.
--- (1982d). Gelatinization of wheat starch. IV. Amylograph viscosity, Cereal Chem., 59, 262-5.
Gray, V.M., Schoch, T.J. (1962). Effects of surfactants and fatty adjuncts on the swelling and solubilization of granular starches, Starke, 14, 239-46.
Gudmundsson, M., Eliasson, A.-C. (1990). Retrogradation of amylopectin and the effects of amylose and added surfactants/emulsifiers, Carbohydrate Polymers, 13, 295-315.
Hahn, D.E., Hood, L.F. (1987). Factors influencing corn starch-lipid complexing, Cereal Chem., 64,81-5.
Hahnel, W, et al. (1995). Investigations into the properties of emulsifiers in yeast-leavened dough by means of infrared spectroscopy. II. Experiments on the interaction of emulsifiers with starch and flour and in dough, Z. Lebensm-Unters-Forsch, 200, 244-46.
Hanna, T.G., Lelievre, J. (1975). An effect of lipid on the enzymatic degradation of wheat starch, Cereal Chem., 52(5) 697-701.
Holm, J., et al. (1983). Digestibility of amylose-lipid complexes in-vitro and in-vivo, Starke, 35, 294-97.
Hoover, R., Hadziyev, D. (1981). Characterization of potato starch and its monoglyceride complexes, Starke, 33, 290-300.
Jane, J.-L., Robyt, J.F. (1984). Structure studies of amylose-V complexes and retrograded amylose by action of alpha amylases, and a new method for preparing amylodextrins, Carbohydrate Res., 132, 105-18.
--- et al, Huang, D.-H. (1985). 13C-N.M.R. study of the conformation of helical complexes of amylodextrin and of amylose in solution, Carbohydrate Res., 140, 21-35.
Johnson, J.M., et al. (1990). Lipid binding of modified corn starches studied by electron spin resonance, Cereal Chem., 67,236-40.
Karkalas, J. Raphaelides, S. (1986). Quantitative aspects of amylose-lipid interactions, Carbohydrate Res., 157, 215-34.
Kim, C.S., Walker, C.E. (1992b). Effects of sugars and emulsifiers on starch gelatinization evaluated by differential scanning calorimetry, Cereal Chem., 69(2), 212-17.
--- (1992c). Changes in starch pasting properties due to sugars and emulsifiers as determined by viscosity measurements,]. Food Science, 57(4), 1009-13.
Kim, H.-0., Hill, R.D. (1985). Effect of cycloheptaamylose on starch-lipid interactions, in New Approaches to Research on Cereal Carbohydrates (eds. R.D. Hill and L. Munck), Elsevier, Amsterdam, pp. 81-8.
Kim, Y.J., Robinson, R.J. (1979). Effect of surfactants on starch in a model system, Starke, 31, 293-300.
Krog, N. (1971). Amylose complexing effect of food grade emulsifiers, Starke, 23, 206-10.
--- (1973). Influence of food emulsifiers on pasting temperature and viscosity of various starches, Starke, 25, 22-7.
---(1981). Theoretical aspects of surfactants in relation to their use in breadmaking, Cereal Chem., 58, 158--64.
---, Nybo-Jensen, B. (1970). Interaction of monoglycerides in different physical states with amylose and their anti-firming effects in bread,]. Food Tech., 5, 77-87.
Kugimiya, M., Donovan, J.W. (1981). Calorimetric determination of the amylose con-

Carbohydrate/Emulsifier Interactions 93
tent of starches based on formation of the amylose-lysolecithin complex, ]. Food Sci., 46, 765-77.
---,Wong, R.Y. (1980). Phase transitions of amylose-lipid complexes in starches: a calorimetric study, Starke, 32, 265-70.
Lagendijk, J., Pennings, H.J. (1970). Relation between complex formation of starch with monoglycerides and the firmness of bread, Cereal Science Today, 15, 354-65.
Larsson, K. (1980). Inhibition of starch gelatinization by amylose-lipid complex formation, Starke, 32, 125-6.
Lin, S., et a!. (1990). Effects of pH, sodium chloride, polysaccharides, and surfactants on the pasting characteristics of pea flours (Pisum sativum), Cereal Chem., 67, 14-9.
Lund, D. (1984). Influence of time, temperature, moisture, ingredients, and processing conditions on starch gelatinization, CRC Critical Reviews in Food Science and Nutrition, 20(4), 249-73.
Maier, H.G., eta!. (1987). Thermostable binding of aroma compounds to starch. Part 1: Binding by freeze-drying, Starke, 39, 126-31.
Matsunaga, A., Kainuma, K. (1986). Studies on the retrogradation of starch in starchy foods. Part 3. Effect of the addition of sucrose fatty acid ester on the retrogradation of com starch, Starke, 38, 1-6.
Mercier, C., eta!. (1980). Formation of amylose-lipid complexes by twin-screw extrusion cooking of manioc starch, Cereal Chem., 57, 4-9.
Mikus, F. F., eta!. (1946). The complexes of fatty acids with amylose,]. Am. Chem. Soc., 68, 1115-23.
Miles, M. J., eta!. (1985). The roles of amylose and amylopectin in the gelation and retrogradation of starch, Carbohydrate Res., 135, 271-81.
Mitchell, W.A., Zillman, E. (1951). The effect offatty acids on starch and flour viscosity, Trans. Amer. Assoc. Cereal Chem., 9, 64-79.
Miura, M., et a!. (1992). Influence of addition of polyols and food emulsifiers on the retrogradation rate of starch, Food Structure, 11, 225-36.
Moorthy, S. N. (1985). Effect of different types of surfactants on cassava starch properties,]. Agri. Food Chem., 33, 1227-32.
Neszmelyi, A., eta!. (1987). Bimolecular modeling: an interactive program for the visualization and modeling of carbohydrate (starch and oligosaccharide) complexes in solution, Starke, 39, 393-96.
Nolan, N.L., et a!. (1986). An electron spin resonance study of native and gelatinized starch systems, Cereal Chem., 63, 287-91.
Olkku, T., Rha, C. (1978). Gelatinization of starch and wheat flour-a review, Food Chem., 3, 293-317.
Osman, E.M. (1967). Starch in the food industry, in Starch: Chemistry and Technology. Vol. 2 (eds. R. L. Whistler and E. F. Paschall), Academic, New York, pp. 163-215.
---, Dix, M.R. (1960). Effects of fats and nonionic surface-active agents on starch pastes, Cereal Chem., 37, 464-75.
--- et a!. (1961). Complexes of amylose with surfactants, Cereal Chem., 38, 449-63.
Paton, D., (1987). Differential scanning calorimetry of oat starch pastes, Cereal Chem., 64,394-9.
Pearce, L.M., eta!. (1985). Application of electron spin resonance techniques to model starch systems, Food Microstructure, 4, 83-8.

94 Food Emulsifiers and Their Applications
--- (1987a). An electron spin resonance study of stearic acid interactions in model wheat starch and gluten systems, Food Microstructure, 6, 121-6.
--- (1987b). Stearic acid-starch interactions as measured by electron spin resonance, Cereal Chem., 64, 154-7.
Pomeranz, Y., et al. (1969). Improving breadmaking properties with glycolipids. I. Improving soy products with sucroesters, Cereal Chem., 46, 503-11.
Raphaelides, S., Karkalas, J. (1988). Thermal dissociation of amylose-fatty acid complexes, Carbohydrate Res., 172, 65-82.
Rilsom, T., et al. (1984). Amylose complexing capacities of cis- and trans-unsaturated monoglycerides in relation to their functionality in bread,]. Cereal Sci., 2, 105-18.
Ring, S.G. (1985). Some studies on starch gelation, Starke, 37, 80-3. Roach, R.R., Hoseney, R.C. (1995a). Effect of certain surfactants on the swelling, solu
bility and amylograph consistency of starch, Cereal Chem., 72(6), 571-7. --- (1995b). Effect of certain surfactants on the starch in bread, Cereal Chem.,
72(6), 578-82. Rundle, R.E., French, D. (1943a). The configuration of starch and the starch-iodine com
plex. II. Optical properties of crystalline starch fractions, ]. Am. Chem. Soc., 65, 558-61.
--- (1943b). The configuration of starch and the starch-iodine complex. III. X-ray diffraction studies of the starch-iodine complex, ]. Am. Chem. Soc., 65, 1707-10.
Rutschmann, M.A., Solms, J. (1990). Flavors and off-flavors, in Developments in Food Science, Elsevier, Amsterdam, pp. 991-1010.
Schmidt, E., Maier, H.G. (1987). Thermostable binding of aroma compounds to starch. Part 2: Binding of menthol by autoclaving, Starke, 39, 203-7.
Schoch, T.J., French, D. (1947). Studies on bread staling. I. The role of starch, Cereal Chem., 24, 231-49.
---, Williams, C.B. (1944). Adsorption of fatty acid by the linear component of corn starch, ]. Amer. Chem. Soc., 66, 1232-33.
Staeger, G., Escher, F., Solms, J. (1988). Formation of starch inclusion compounds during extrusion cooking, in Frontiers of Flavor (ed. G. Charalambous), Elsevier, Amsterdam, pp. 639-54.
Strandine, E.F., et al. (1951 ). Effect of monoglycerides on starch, flour, and bread: a microscopic and chemical study, Cereal Chem., 28, 449-62.
Stute, V.R., Konieczny-Janda, G. (1983). DSC investigations of starches. Part II. Investigations on starch-lipid-complexes, Starke, 35, 340-47.
Szczodrak, ]., Pomeranz, Y. (1992). Starch lipid interactions and formation of resistant starch in high-amylose barley, Cereal Chem., 69(6), 626-32.
Takahashi, S., Seib, P.A. (1988). Paste and gel properties of prime corn and wheat starches with and without native lipids, Cereal Chem., 65, 474-83.
Twillman, T.J., White, P.J. (1988). Influence of monoglycerides on the textural shelf life and dough rheology of com tortillas, Cereal Chem., 65, 253-7.
Van Lonkhuysen, H., Blankestijn, J. (1974) Interaction of monoglycerides with starches, Starke, 26, 337-42.
Zobel, H.F. (1984). Gelatinization of starch and mechanical properties of starch pastes, in Starch: Chemistry and Technology, 2d ed. (eds. R.L. Whistler, J.N. BeMiller, and E.F. Pachall), Academic, Orlando, FL, pp. 285-311.

FIVE
Protein/Emulsifier Interactions
Martin Bos, Tommy Nylander, Thomas Arnebrant, and David C. Clark
5.1 Introduction
Many food emulsions are more complex than the traditional definition of an
emulsion: a colloidal dispersion of liquid droplets in another liquid phase.
This is mainly because the dispersed phase is often partially solidified or the
continuous phase may contain crystalline material, as in ice cream. However,
one characteristic that all emulsions have in common is that they are (thermo
dynamically) unstable. The four main mechanisms that can be identified in the
process of breaking down an emulsion are creaming, flocculation, coalescence,
and Ostwald ripening. There are two ways in which the process of breakdown
of an emulsion can be influenced. First, use of mechanical devices to control
the size of the dispersion droplets and second, the addition of stabilizing
chemical additives like low molecular weight emulsifiers and polymers to keep
it dispersed. The main purpose of the latter is to prevent the emulsion droplets
from fusing together (coalescence), often achieved by repulsive droplet/droplet
interactions. These interparticle interactions are determined mainly by the
droplet surface, which is coated with emulsifiers, often biologically surface-ac
tive components like proteins, mono- and diglycerides, fatty acids, or phospho
lipids. The forces most commonly observed are electrostatic double layer, van
95

96 Food Emulsifiers and Their Applications
der Waals, hydration, hydrophobic, and steric forces. They are responsible for many emulsion properties including their stability.
The complex mechanisms involved in formation, stabilization, and destabilization of emulsions make fundamental studies on applied systems difficult. One approach has therefore been to clarify the basic physical and chemical properties of emulsions by the study of simpler model systems. The adsorption behavior of single-emulsion components like proteins, fatty acids, surfactants, or phospholipids at liquid/air or liquid/liquid interfaces have given information about surface activity, adsorbed amounts, kinetics, conformation, and surface rheology. The development of experimental techniques has made it possible to extend these studies to multicomponent systems. This has provided further information concerning competitive adsorption, displacement, and complex formation, which can be related to emulsion and foam stability.
For further information concerning the physicochemical factors affecting the emulsion structure as well as characterization of food emulsion stability, the reader is referred to the reviews of Dickinson (1987a; 1988), Dickinson and Stainsby (1982), and Tadros and Vincent (1983), and for the principles of emulsion formation to the review of Walstra (1983) along with the other chapters in this book. In this chapter we will focus on the molecular interactions between proteins and other surface-active components present at the interface of the emulsion droplets that prevent the droplets from fusing together. Understanding the interaction between these emulsifier components is the key to increase the emulsion stability as well as to be able to tailor the structure of these systems. Various surface-active components like lipids, low molecular weight (LMW) surfactants, and even phospholipids will be regarded as emulsifiers. We will first discuss the stability of the protein in liquid solutions, which is an important factor for their behavior in emulsion systems. Although the behavior at liquid/liquid and liquid/air interfaces can be best compared with the situation in an emulsion or foam, we will also discuss some relevant studies concerning the solid/liquid interface as well as the effect of emulsifiers on the solution behavior of proteins. A number of techniques can be used to study protein/emulsifier interactions, including surface film balance, ellipsometry, Brewster angle microscopy (BAM), circular dichroism (CD), differential scanning calorimetry (DSC), surface rheology, fluorescence spectroscopy, and neutron reflectivity. It is beyond the scope of this chapter to discuss these techniques in detail, but when necessary a brief explanation will be given.
The link between the molecular interactions between emulsifier compo-

Protein/Emulsifer Interactions 97
nents and the properties of food emulsions will be discussed in the last section
of this chapter.
5.2 Protein Stability A protein molecule can interact with other molecules and surfaces in many
ways. This is mainly due to the complexity of the surface of the protein mole
cule, which comprises positive and negative charges, groups with hydrogen
bonding capability, and nonpolar regions. Intermolecular and surface forces
can thus occur via electrostatic interactions, hydration forces, acid/base inter
actions, hydrogen bonding, and the van der Waals forces. The hydrophobic and
ionic interactions together with the gain in entropy due to conformational
changes are often regarded as the driving forces for protein adsorption (Norde,
1986; Haynes and Norde, 1994). The orientation of the protein may affect its
interfacial properties (Bos and Kleijn, 1995a, b). Proteins can be classified as
"soft" when they have low internal stability and consequently can change their
conformation upon adsorption, and "hard" if the protein has a high internal
stability (Arai and Norde, 1990a, b; Norde et al., 1991). However, from this
simplified description it is impossible to generalize the behavior of proteins at
interfaces, due to their difference in size, shape, and flexibility and their sus
ceptibility to changes in solution conditions and properties of the interface.
One important aspect regarding emulsifying properties is the stability of a
protein in solution. It is important to distinguish the conformational stability of
the protein from protein aggregation or precipitation due to reduced solubility
at pH close to the isoelectric point, at high ionic strength, and/or through the
binding of ions or lipids. Note that aggregation or precipitation can occur with
out any conformational changes of the protein (Tanford, 1967), although the
two types of instability relate to each other. Information about conformational
stability of a protein can be obtained from circular dichroism measurements
(Townend, 1969), compressibility measurements (Gekko, 1986), and calorime
try (Privalov, 1979; 1988) and has been extensively reviewed by several au
thors (Privalov, 1979, 1982; Dill, 1990; Creigton, 1990).
Here, we will focus only on some important aspects. The amino acid se
quence of the peptide chain determines its folding into ordered structural mo
tifs (a helix, ~ sheets, etc.) that in turn associate to form tertiary and
quartenary structure. Introducing disulfide bridges will also increase the sta
bility. As a result, the interior of globular proteins is very densely packed, with

98 Food Emulsifiers and Their Applications
a mean packing density of 0.74, which is comparable with the values found for
crystals and organic molecules (Richards, 1977). In this densely packed envi
ronment, short-range forces like van der Waals interactions and hydrogen
bonding play an important role (Privalov, 1978). In addition, the hydrophobic
interactions contribute significantly in stabilizing the structure, as first pointed
out by Kauzmann (1959). Accumulation of hydrophobic residues in the core of
the molecule leads to a strong folding force. In contrast, the polar groups prefer
the outside of the protein molecule due to their solvent affinity.
Due to the delicate balance of forces mentioned above, the protein is margin
ally stable (Pace, 1981; Privalov, 1988; Dill, 1990). Changing one amino acid
residue might stabilize or destabilize the protein (Matsumura et al., 1988).
Binding of a lipid, surfactant, or another protein molecule can also have the
same effect. For instance, it has been shown that at low surfactant-to-protein ra
tios, the binding can stabilize the protein against thermally induced unfolding,
as observed for the interaction between fatty acids or sodium dodecylsulfate
(SDS) and bovine serum albumin (Gumpen et al., 1979), as well as SDS and~
lactoglobulin (Hegg, 1980). On the other hand, increasing the surfactant-to-pro
tein ratio above lO moles of SDS per mole serum albumin or 1 mole of SDS per
mole of J3-lactoglobulin monomer causes unfolding of the protein. Creamer
(1995) observed similar stabilization of ~-lactoglobulin against urea induced un
folding at 1:1 molar ratios between the protein and SDS as well as palmitate. In
many emulsions involving proteins and emulsifiers, the interaction could take
place at the interface. The proximity of an interface might disturb the stability
force balance of the protein, resulting in unfolding of the protein. The unfolding
of proteins upon adsorption is entropically favored (Dill, 1990; Norde, 1986) and
might be the driving force for adsorption where the contact between the hy
drophobic domains and the aqueous environment are minimized by proper ori
entation of the molecule (Haynes and Norde, 1994).
5.3 Protein/Surfactant Interactions 5.3.1 Protein/Surfactant Interactions at Solid Surfaces
Protein/surfactant interactions of solid surfaces have been studied with the aim
of estimating the protein attachment strength to surfaces, for optimizing deter
gency processes, and for avoiding undesired adsorption in medical applications.
The major part of the work has been carried out with the purpose of characteriz
ing the protein binding to the surface rather than the protein/surfactant interac-

Protein/Emulsifer Interactions 99
tion. Due to this fact, many studies referenced below are concerned with the de
gree of removal, or elution, of adsorbed protein by surfactant. We have, however,
included these data in this review and tried to evaluate them in connection with
the sparse data that allow understanding on a molecular level. Even if the data
mainly refer to solid surfaces, the basic principles are also valid at liquid inter
faces such as those of the emulsion droplet. Since the process of surfactant inter
action with proteins at interfaces is determined by the surfactant/protein, the
surfactant/surface and protein/surface interactions, the following brief introduc
tion is intended to provide a background on surfactant association and adsorp
tion, and on surfactant/protein interactions in solution.
The polarized structure of surfactants derives from the hydrophilic head
group and a hydrophobic, usually hydrocarbon, part that promotes interaction
with each other, other molecules, and surfaces by the hydrophilic head as well
as the hydrophobic moieties. These interactions can be expected to be of elec
trostatic or polar, steric, and hydrophobic type, and the total interaction is
often a sum of or a balance between two or more of these forces. As a conse
quence of the strong tendency for the hydrophobic chains to avoid contact with
water, self-association will take place both in solution and at interfaces (see
Section 5.4.4). The monomer concentration in solution will be strongly depen
dent on the association pattern and thus have a pronounced effect on the inter
facial behavior (Lindman and Wennerstrom, 1980; Israelachvili, 1992).
The general features of surfactant adsorption are
l. At high surfactant concentrations [around the critical micelle concentra
tion (erne)], the adsorption rate is fast.
2. For water-soluble surfactants, the adsorption is reversible upon dilution.
3. Usually a plateau in the adsorption isotherm is reached in the range of
the erne.
4. As a rule surfactants adsorb at hydrophobic surfaces. The amounts ad
sorbed are in the range of, or below, those corresponding to a monolayer.
5. In the absence of specific chemical interactions, ionic surfactants adsorb
only onto hydrophilic surfaces of opposite charge (Amebrant et al., 1989).
These aspects of surfactant adsorption are illustrated in Figure 5.1 for the
adsorption of dodecyl trimethyl ammonium bromide (DTAB) onto methylated
silica and in Figure 5.2, where a schematic adsorption isotherm is shown.
There is a vast literature concerning the association of surfactants at
solid/aqueous interfaces (Somasundaran and Kunjappu, 1989; Pashley and

100 Food Emulsifiers and Their Applications
~ 0.05
t "'s u
~ooooosoo8~ 'bn 0.04 6 § 0.03
~ 0
0 § s 0 «< 0.02 § "a
Q)
-€
\ 0 0.01 Ul
"a <:t;
_Q 0.00
0 1800 3600 Time (s)
Figure 5.1 The adsorption of DTAB (2 X erne in phosphate-buffered saline pH 7, I= 0.17) onto methylated silica; rinsing took place after 1800 seconds of adsorption (Wahlgren, 1992). (Reprinted with kind permission of the American Chemical Society, Washington, DC)
r iv
ii
c
Figure 5.2 A schematic illustration of an isotherm for adsorption of ionic surfactants to hydrophilic surfaces (Somasundaran and Kunjappu, 1989). Different stages of the isotherm are labeled (I) to (IV), and schematic drawings of possible structures that exist in these regions are presented in Figure 5.3. (Reprinted with kind permission of the American Chemical Society, Washington, DC.)
lsraelachvili, 1981; Scamehorn et al., 1982; Tiberg, 1994; Wangerud, 1994). The structure of the surface aggregates at the plateau has been debated, and surface micelles, finite bilayers, or infinite bilayers have been suggested for hydrophilic surfaces. Indications of complete bilayers (Pashley and lsraelachvili, 1981) or interpenetrating hydrocarbon chains (Somasundaran and Kunjappu, 1989) have been found. Figure 5.3 is an illustration of possible

Protein/Emulsifer Interactions 101
association behavior of surfactants in the different regions found in the adsorp
tion isotherm, as shown in Fig 5.2. The upper drawings correspond to a hy
drophilic surface, the lower to a hydrophobic surface.
5.3.1.1 Interaction of Surfactants with Adsorbed Proteins. The removal of
preadsorbed proteins by surfactant has been extensively studied by Horbett and
coworkers (Bohnert and Horbett, 1986; Rapoza and Horbett, 1989, 1990b; Ertel
et al., 1991) in investigations into the adsorption strength of blood plasma pro
teins, particularly fibrinogen. They introduced the term "elutability" to describe
the degree of removal. The surfactant elutability of proteins is affected by factors
that are known to influence the binding strength of a protein to a surface. Thus,
surfactant elutability has been found to decrease with conditions favoring confor
mational changes, i. e., decreasing protein concentration (Rapoza and Horbett,
1989, 1990a), increasing temperature (Bohnert and Horbett, 1986; Rapoza and
Horbett, 1990a), time of adsorption or "residence time" (Rapoza and Horbett,
1989; Ertel et al., 1991), and decreasing stability of the protein (McGuire et al.,
1995a, b; Wahlgren et al., 1993). However, surfactant elutability will be influ
enced not only by protein properties but also by the type of surfactant (Welin
Klintstrom et al., 1993; Wahlgren et al., 1993a, b; Wahlgren and Amebrant,
1991) and surface (Wahlgren et al., 1993, 1994; Elwing and Colander, 1990), as
further discussed next.
11-111 IVa ivb
Figure 5.3 An illustration of probable arrangements of adsorbed surfactant molecules at different degrees of surface coverage. Adsorption to hydrophilic surfaces (upper panels) and hydrophobic ones (lower panels). The illustrations are drawn to represent structures having minimal water contact with the hydrophobic parts of the molecules. The labels (I) to (IV) refer to structures that may exist in different regions of the isotherm shown in Figure 5.2. The figures should be considered as schematic and other structures, especially for ii to iii, have been suggested. (Reprinted with kind permission of the American Chemical Society, Washington, DC.)
102 Food Emulsifiers and Their Applications
Influence of protein properties. Even though ionic surfactants may inter
act, more or less specifically with charged residues of proteins, especially so at
low concentrations (see Section 5.3.1.2), no clear relation could be established
regarding the influence of protein net charge on the interaction with ionic sur
factants at high surfactant concentration (Wahlgren et al., 1993; Wahlgren and
Amebrant, 1991; McGuire et al., 1995c). This might, of course, be related to
the fact that in principle all proteins contain both negative and positive
charges except at extreme pH. In an effort to determine key protein parameters
for their interaction with surfactants, Wahlgren and coworkers studied the
DTAB-induced removal of six adsorbed proteins: cytochrome c, bovine serum
albumin, a-lactalbumin, ~-lactoglobulin, lysozyme, and ovalbumin from silica
and methylated silica surfaces (Wahlgren et al., 1993). For silica surfaces, it
was found that the removal of the proteins that were still adsorbed after rinsing
with buffer, increased with decreasing molecular weight, adiabatic compress
ibility [a measure of conformational stability (Gekko and Hasegawa, 1986)],
and increasing thermal denaturation temperature (Wahlgren et al., 1993). In
the case of hydrophobic (methylated silica) surfaces, differences between the
proteins were smaller. However, increasing molecular weight and shell hy
drophobicity of the protein seemed to reduce the degree of removal. It was also
found that the removal did not relate to the degree of desorption of proteins
upon rinsing with buffer, indicating that the mechanisms for the two processes
are different. Recent experiments on stability mutants of bacteriophage T4
lysozyme show a convincing relationship between DTAB-mediated elutability
and the difference in free energy of thermal unfolding of the protein in compar
ison with the wild type (McGuire et al., 1995a). Thus it can be concluded that
factors relating to the structural stability of the protein are of major importance
and that an increased conformational stability increases the degree of elution.
Influence of surfactant properties. Wahlgren and coworkers studied the
influence of different surfactant head groups on the desorption of adsorbed
lysozyme (Wahlgren, 1992; Wahlgren et al., 1993; Wahlgren and Amebrant,
1991) by surfactants at concentrations above the erne (an exception was trieth
ylene glycol n-dodecyl ether [C12E3, which does not form micelles (Mitchell et
al., 1986)]. The difference between the effect of sodium dodecylsulfate (SDS)
and cationic and nonionic surfactants on protein adsorption to hydrophilic sur
faces was found to correlate to the strength of binding to protein in solution.
This suggests that above the critical association concentration (cac), complex

Protein/Emulsifer Interactions 103
formation between surfactant and protein is involved in the removal mecha
nism of proteins from hydrophilic surfaces. In the case of hydrophobic sur
faces, the removal processes of protein by the different surfactants, including
non-micelle-forming ones, are in general more similar than for the hydrophilic
surfaces. This might be expected, due to the different orientation of the surfac
tant, and suggests a replacement mechanism, due to higher surface activity of
the surfactant (Wahlgren, 1992). Blomberg and coworkers used the interfero
metric surface force technique (lsraelachvili and Adams, 1978) to study the
interaction between lysozyme adsorbed on mica and SDSo (sodium dodecane
sulfonate) and SDS. They found that SDSo, which has a Krafft temperature
above room temperature and hence does not form micelles, had a minor effect
on the interaction between adsorbed lysozyme layers on mica (Tilton et al.,
1993), and from the small change in surface potential, they concluded that few
surfactant molecules were bound to the adsorbed protein. SDS showed a simi
lar low binding to lysozyme on mica at low concentrations (up to 0.5 erne) but
caused a collective desorption of the protein at the erne of the surfactant, indi
cating that the cac to adsorbed lysozyme is in the range of its self-association
limit in solution (erne) (Blomberg, 1992). These studies show that anionic sur
factants bind to an adsorbed layer of lysozyme, which is almost neutral after
binding of the positively net-charged protein to the negative mica surface. The
binding of surfactant thus leads to an increased negative charge of the layer, which in the case of SDS finally leads to desorption of the protein. It is likely
that this is due to electrostatic repulsion between the negatively charged sur
face and the protein/surfactant complexes.
Nonionic surfactants are generally found to be ineffective in removing pro
tein from hydrophilic surfaces (Wahlgren, 1992; Elwing et al., 1989). As men
tioned above, these surfactants bind to a very low extent to protein in solution
(except when specific binding sites or pockets are present) and to the protein
covered surface. At hydrophobic surfaces, however, they usually have a con
siderable effect (Elwing et al., 1989; Wannerberger et al., 1994). This was
elegantly demonstrated in a study of surfactant interactions with proteins ad
sorbed at a surface with a gradient in wettability (Elwing et al., 1989).
The effect of chain length of alkyltrimethylammonium surfactants on the
elutability of fibrinogen at concentrations above their erne was found to be
small at both silica and methylated silica surfaces (Wahlgren, 1992). Rapoza
and Horbett (1988, 1990a) did not find any effects of chain length of sodium
alkyl sulfates on the elutability of fibrinogen and albumin down to a chain

104 Food Emulsifiers and Their Applications
length of 6 carbon atoms. However, they found, as expected, that the chain
length did influence the surfactant concentration at which the onset of protein
removal was initiated. The trend was similar to the one observed for the onset
of other cooperative binding events (e.g., micelle formation).
Rapoza and Horhett (1990h) found that surfactants with large head groups
such as Tween 20 gave rise to lower fibrinogen elutahility levels than other sur
factants at polyethylene surfaces. Welin-Klintstrom et al. (1993) found that the
elutahility of fibrinogen adsorbed at surfaces with a wettahility gradient de
creased with the bulkiness of the hydrophobic part of the surfactant. In this con
nection it was also found that nonionics showed an increased removal of
fibrinogen into the more hydrophilic region of the gradient surface when the
cloud point (phase separation temperature) was approached (Wahlgren et al.,
1995). These general observations of removal efficiency are in line with the find
ings of Backstrom and coworkers (Backstrom, 1987; Lindman et al., 1988), who
studied the removal of fat by different surfactants and found a maximum at con
ditions corresponding to an optimum in the packing of surfactant molecules at a
flat interface and those of Malmsten and Lindman (1989), who investigated,
among other variables, the effect of temperature on cleaning of hard surfaces.
Thus, it may be concluded that at high surfactant concentrations, head group
effects are, as expected, most pronounced at hydrophilic surfaces hut less impor
tant at hydrophobic ones. In addition, it appears that principles for detergency in
general, involving the packing efficiency of molecules at interfaces, are applica
ble to qualitatively describe the removal of proteins from the surface.
Influence of suiface properties. As previously described, the adsorption
and orientation of surfactants are dependent on the type of surface, and it is
therefore natural to expect that the way in which surfactants interact with pro
teins should be influenced by the characteristics of the surface as well.
Horhett and coworkers (Bohnert and Horhett, 1986; Rapoza and Horhett,
1989) studied the elutahility of fibrinogen and albumin at different polymeric
surfaces and found that the elutahility and the change in elutahility with time
differed between surfaces. These differences could not, however, he correlated
to surface energetics in terms of their critical surface tension of wetting.
Investigations into the elutahility of lysozyme and ~-lactoglobulin from methy
lated silica (hydrophobic) and oxides of silicon, chromium, and nickel by SDS
and cetyltrimethylammonium bromide (CTAB) showed that it did not follow
any rules relating to the charge of the surface. Instead, elutahility of ~-lac-

Protein/Emulsifer Interactions 1 05
toglobulin and lysozyme decreased roughly in the order silica > chromium ox
ide > nickel oxide (Wahlgren and Arnebrant, 1991). The similarity between
the behavior of the two oppositely charged surfactants indicates that the re
movability of protein in these cases mainly reflects the binding mode of the
protein to the surface.
Elwing et al. (1989, 1990) studied the surfactant elutability of proteins ad
sorbed to a surface containing a gradient in hydrophobicity and found large
differences in the amounts removed from the hydrophilic and hydrophobic
ends. In the case of a nonionic surfactant (Tween 20), the elutability was
largest at the midpoint of the gradient, which can be attributed to enhanced
conformational changes of the adsorbed protein at the hydrophobic end, in
combination with a lower efficiency of removal by nonionics at hydrophilic
surfaces. At hydrophobic surfaces the removal is generally high (Elwing et al.,
1989; Wannerberger et al., 1994). However, this may not be considered as evi
dence for weak binding of the proteins to the surface, but rather as an indica
tion of the strong interaction between the surfactants and surface.
Simple models. The observed effects of surfactants on adsorbed proteins
can be classified into two types of behavior, a short description of which fol
lows (see Figure 5.4):
l. Complex formation between surfactant and protein that leads to desorp
tion of protein from the surface. In this case the surfactant does not have
to adsorb at the surface, but it has to interact with the adsorbed protein.
2. Replacement of protein by surfactant. This implies that the interaction
between the surfactant and the surface has to be stronger than the inter
action between the protein or the surfactant/protein complex and the
surface. Adsorption of the surfactant to the surface is essential in this
connection, but binding of surfactant to protein may not be required.
Of course, the surfactant might bind to the surface and/or to the adsorbed
protein without any net effect on the amount of protein adsorbed. A partial re
moval according to mechanisms (1) or (2) as illustrated in Figure 5.4 may be
the most common observation and has previously been suggested as one indi
cation of the presence of multiple adsorption states of the protein (Horbett and
Brash, 1987).
It is important to note that surfactant can remove proteins without binding to
the surface [case (1), left side of Figure 5.4]. This could be described as a solubi-

106 Food Emulsifiers and Their Applications
• ~·
Figure 5.4 An illustration of surfactant-protein interactions at solid interfaces. The top drawing schematically shows an adsorbed layer of protein consisting of a removable (type 1) and a nonremovable (type 2) fraction. The differences might be due to, e.g., conformational and/or orientational aspects. The bottom-left drawing illustrates formation of desorbing complexes of surfactant and protein (solubilization), and replacement of protein by surfactant is shown to the right.
lization of the proteins by the surlactant. An interesting question is whether the
replacement of proteins by surlactant in case (2) (right side of Figure 5.4) is first
initiated by solubilization followed by surlactant adsorption. Nonionic surlac
tants interact to a very low extent with soluble proteins (Tanford, 1980), as for ex
ample can be concluded from the low amounts adsorbed to the adsorbed protein
layer (Wahlgren, 1992). These surlactants still remove proteins from hydropho
bic surlaces, and it is thus evident that in this case it occurs through replace
ment of adsorbed protein molecules by surlactant.
5.3.1.2 Adsorption from Mixtures of Proteins and Surfactants. Proteins and
surlactants can interact in solution to form surlactant/protein complexes that
may have different properties from those of the pure protein (Tanford, 1980;
Ananthapadmanabhan, 1993). Ionic surlactants are known to interact with
proteins in solution, and the interaction is generally stronger for SDS than for
cationic surlactants (Nozaki et al., 1974; Subramanian et al. , 1986;
Ananthapadmanabhan, 1993). Nonionic surlactants are known to generally in
teract poorly with soluble proteins (Tanford, 1980) unless specific hydrophobic
binding sites exist. Three types of interactions are observed:
l. Binding of the surlactant by electrostatic or hydrophobic interactions to
specific sites in the protein, such as for ~-lactoglobulin (Tanford, 1980;

Protein/Emulsifer Interactions 107
Jones and Wilkinson, 1976; Coke et al., 1990: Frapin et al., 1990;
O'Neill and Kinsella, 1987; Kresheck et al., 1977; Clark et al., 1992;
Creamer, 1995), serum albumin (Tanford, 1980; Nozaki et al., 1974;
Brown, 1984; Ericsson and Hegg, 1985), and specific lipid-binding pro
teins such as puroindoline from wheat (Wilde et al., 1993).
2. Cooperative adsorption of the surfactant to the protein without gross con
formational changes.
3. Cooperative binding to the protein followed by conformational changes
(Few et al., 1955; Subramanian et al., 1986; Su and Jirgensons, 1977;
Nelson, 1971).
These different interactions can occur in the same system upon increasing the
surfactant concentration. The conformational changes that occur in case (3)
can involve changes in secondary structure (Nozaki et al., 1974; Subramanian
et al., 1986; Su and Jirgensons, 1977). Several models for the protein/surfac
tant complexes have been suggested, e.g.: rigid rod (Reynolds and Tanford,
1970), pearl and necklace ( Shirahama et al., 1974), and flexible helix model
(Lundahl, 1986). In the cooperative region (2 and 3), above the critical associ
ation concentration ( cac ), the interaction is mainly one of hydrophobic charac
ter (Tanford, 1980; Subramanian et al., 1977; Nelson, 1970).
The adsorption from surfactant/protein mixtures to hydrophobic solid sur
faces is to some extent analogous to the adsorption at air/water or oiVwater in
terfaces, which have been the subject of frequent studies (Courthaudon et al.,
1991a, b; Clark et al., 1994). Competitive adsorption between proteins and
surfactants at these interfaces has recently been reviewed by Dickinson and
Woskett (1989). They conclude that, as expected, small surface-active compo
nents above a certain critical concentration will dominate over proteins at
these interfaces, since such components normally have higher surface activity
(superiority in lowering interfacial tension).
Experimentally it is observed that the presence of surfactants in protein so
lutions may influence the amount of proteins adsorbed to solid surfaces in
three different ways (Wahlgren 1992; Wahlgren and Arnebrant, 1991, 1992;
Wahlgren et al., 1993, 1995):
l. Complete hindrance of protein adsorption
2. Reduced amounts of adsorbed protein compared to adsorption from pure
protein solution
3. Increased amounts adsorbed

108 Food Emulsifiers and Their Applications
The complete lack of adsorption in case (1) could be explained by complex for
mation with a surfactant resulting in an entity that has no attraction to the surface
or direct/preferred surfactant adsorption, due to their higher surface activity and
diffusivity, unpending adsorption of proteins, or protein/surfactant complexes. In
cases (2) and (3), the formation of complexes in solution leads to a decrease or in
crease in the amounts of protein adsorbed, respectively. The presence of surfactant
influences the total amount of protein adsorbed by steric effects or changes in the
electrostatic interaction between complexes as opposed to native protein. In addi
tion, the complex may adsorb in a different orientation than the pure protein, re
sulting in a positive or negative effect on the adsorbed amount.
Due to the different shapes of the adsorption isotherms of surfactants and pro
teins, the interaction with the interface is of course, as for protein mixtures,
strongly dependent on the relative concentration of the components. The special
character of the surfactant adsorption isotherms featuring the sharp increase in ad
sorbed amount in the range of their critical association concentration will influence
these events in a very pronounced way. Studies regarding these surfactant/protein
"Vroman effects" have been reported; for example, adsorption of fibrinogen from
mixtures containing Triton X-100 passes through a maximum (Slack and Horbett,
1988). The adsorption from ~-lactoglobulin/SDS mixtures at different degrees of
dilution was studied by Wahlgren and Amebrant (1992) (see Figure 5.5). At con
centrations above the erne for the surfactant, the amount adsorbed corresponded to
a layer of pure surfactant and was found to increase after rinsing. At lower concen
trations, the adsorbate prior to rinsing appeared to be a mixture of protein and sur
factant, and the total amount adsorbed passes through a maximum. The
composition of the adsorbate after rinsing is most likely pure ~-lactoglobulin, since
interactions between the surface or protein and SDS are reversible.
At high degrees of dilution of the mixture, the absence of surfactant adsorp
tion to the methylated silica, the nonreversible adsorption of ~-lactoglobulin,
and the observed partial desorption of the adsorbate from the mixture imply
that some SDS molecules are bound to ~-lactoglobulin molecules with a higher
affinity than to the surface (see Figure 5.5). The amount of protein adsorbed is
larger, even after rinsing, than for adsorption from pure ~-lactoglobulin solu
tions, and it can be concluded that SDS binding in this case facilitates the ad
sorption of protein.
Conclusions. Generally, it can be concluded that surfactants may interact with
interfaces through solubilization or replacement mechanisms, depending on sur-
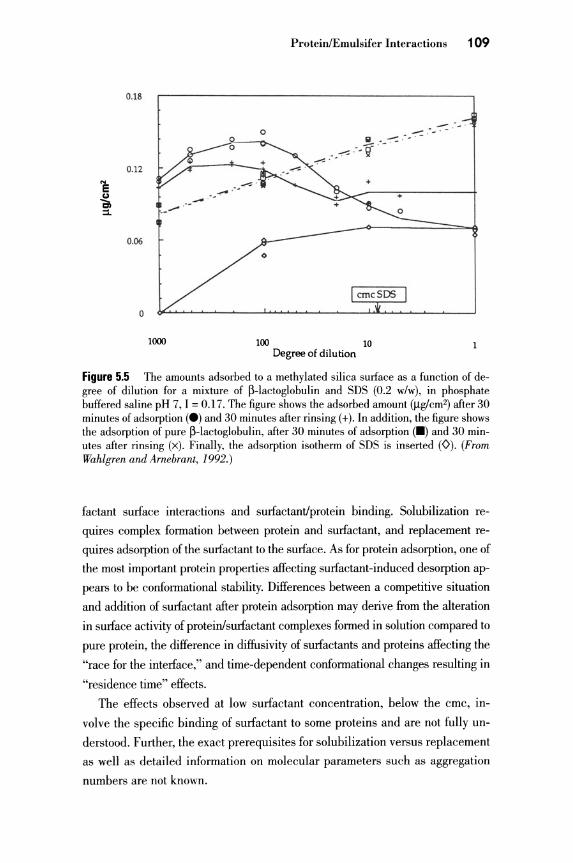
Protein/Emulsifer Interactions 1 09
0.18
0 ......-: --..-...: .-- .
0.12
0.06
0
1000 100 10 Degree of dilution
Figure 5.5 The amounts adsorbed to a methylated silica surlace as a function of degree of dilution for a mixture of ~-lactoglobulin and SDS (0.2 w/w), in phosphate buffered saline pH 7, I= 0.17. The figure shows the adsorbed amount (!lg/cm2) after 30 minutes of adsorption (e) and 30 minutes after rinsing(+). In addition, the figure shows the adsorption of pure ~-lactoglobulin, after 30 minutes of adsorption (•) and 30 minutes after rinsing (x). Finally, the adsorption isotherm of SDS is inserted (0). (From Wahlgren and Arnebrant, 1992.)
factant surface interactions and surfactant/protein binding. Solubilization re
quires complex formation between protein and surfactant, and replacement re
quires adsorption of the surfactant to the surface. As for protein adsorption, one of
the most important protein properties affecting surfactant-induced desorption ap
pears to be conformational stability. Differences between a competitive situation
and addition of surfactant after protein adsorption may derive from the alteration
in surface activity of protein/surfactant complexes formed in solution compared to
pure protein, the difference in diffusivity of surfactants and proteins affecting the
"race for the interface," and time-dependent conformational changes resulting in
"residence time" effects.
The effects observed at low surfactant concentration, below the erne, m
volve the specific binding of surfactant to some proteins and are not fully un
derstood. Further, the exact prerequisites for solubilization versus replacement
as well as detailed information on molecular parameters such as aggregation
numbers are not known.

110 Food Emulsifiers and Their Applications
5.3.2 Protein/Surfactant Interactions at Liquid/Air and Liquid/Liquid Interfaces
Interactions between proteins and surfactants at air/water and oil/water inter
faces has attracted considerable study in recent years because the conse
quences of competitive adsorption of these two species at these interfaces can
often strongly influence dispersion (foam or emulsion) stability against coales
cence. The majority of proteins have high affinity for interfaces, which they
saturate at comparatively low concentrations compared to low molecular
weight (LMW) surfactants (Dickinson and Woskett, 1989; Coke et al., 1990).
Thus, on a mole for mole basis at low concentrations, proteins reduce the sur
face tension to a greater extent than LMW surfactants. However, the opposite
effect is observed at high concentrations, because at saturation coverage with
LMW surfactants, the interfacial tension of the interface is usually lower than
that achieved by proteins, and as a result, the latter molecules will be dis
placed from the interface. The region where the two different components co
exist in the interfacial layer is of greatest interest, since it is in this region that
the stability of the system to coalescence is most greatly affected. A clearer
understanding of this has emerged from direct study of the structures that separate the dispersed-phase of foams or emulsions, under conditions of high dis
persed-phase volume (i.e., foam or emulsion thin films). Such structures form
rapidly in foams following limited drainage but may occur only in emulsions
after creaming of the dispersed phase.
5.3.2.1 Foam and Emulsion Film Stabilization. Thin films are stabilized by
two distinct mechanisms; the one that dominates is dependent upon the molec
ular composition of the interface (Clark, 1995). Low molecular weight surfac
tants such as food emulsifiers or polar lipids congregate at the interface and
form a fluid-adsorbed layer at temperatures above their transition temperature
(see Figure 5.6a). When a surfactant-stabilized thin film is stretched, local
thinning can occur in the thin film. This is accompanied by the generation of a
surface-tension gradient across the locally thin region. Surface tension is high
est at the thinnest point of the stretched film, due to the local decrease in the
surface concentration of emulsifier in the region of the stretch. Equilibrium
surface tension is restored by adsorption of surfactant from the interlamellar
liquid, which is of very limited volume in a drained thin film. This process is
called the "Gibbs effect." Alternatively, migration of the surfactant by lateral
diffusion in the adsorbed layer toward the region of highest surface tension

Protein/Emulsifer Interactions 111
may also occur (Clark et al. 1990a). Here, the surfactant drags interlamellar
liquid associated with the surfactant head group into the thin region of the film
and contributes to the restoration of equilibrium film thickness. This process is
often referred to as the "Marangoni effect" (Ewers and Sutherland, (1952).
In contrast, the adsorbed layer in protein-stabilized thin films is much
stiffer and often has viscoelastic properties (Castle et al., 1987). These derive
from the protein/protein interactions that form in the adsorbed layer (see
Figure 5.6b). These interactions result in the formation of a gel-like adsorbed
layer, recently referred to as a "protein-skin" (Prins et al., 1995), in which lat
eral diffusion of molecules in the adsorbed layer is inhibited (Clark et al.,
l990b). Multilayer formation can also occur and serves to further mechani
cally strengthen the adsorbed layer (Coke et al., 1990). When pure protein
(o) Syrfnctnru-alonc (b) Pmtein-olpne
h igh mobility
~ Film sttetchiog ~
rapid ~ ~Protcin diffusion~ ~ dcfonnntion
""' (c) Mixed mlem /
rc:duc:ed mobility ·
Slow diffusion
-
Pilm stretching
J P'lm ruilre .
-i
no int.emct.i:ons
No Protein defonnation
Figure 5.6 Schematic diagram showing the possible mechanisms of thin-film stabilization. (a) The Marangoni mechanism in surfactant films; (b) the viscoelastic mechanism in protein-stabilized films; (c) instability in mixed component films. The thin films are shown in cross section and the aqueous interlamellar phase is shaded. (Reprinted with kind permission of the Royal Society of Chemistry, London.)

112 Food Emulsifiers and Their Applications
films are stretched, the change in interfacial area is dissipated across the film,
due to the cohesive nature of the adsorbed protein layer and possibly the de
formability of the adsorbed protein molecules.
Thin-film instability can result in systems that contain mixtures of proteins
and low molecular weight surfactants (Coke et al. 1990; Clark et al., 1991a;
Sarker et al., 1995), as is the case in many foods. The origin of this instability
rests in the incompatibility of the two stabilization mechanisms: the Marangoni
mechanism relying on lateral diffusion, and the viscoelastic mechanism on im
mobilization of the protein molecules that constitute the adsorbed layer. One
can speculate that in a mixed system, competitive adsorption of low molecular
weight surfactant could weaken or interfere with the formation of protein/pro
tein interactions in the adsorbed layer and destroy the integrity and viscoelas
tic properties of the adsorbed layer (see Figure 5.6c). This could be a
progressive process, with the presence of small quantities of adsorbed surfac
tant initially introducing faults or weaknesses in the protein film. Adsorption
of more surfactant could induce the formation of protein "islands" in the ad
sorbed layer. These structures could be capable of slow lateral diffusion but
would be too large to participate in Marangoni-type stabilization. Indeed, they
could impede surfactant migration in the adsorbed layer. Adsorption of pro
gressively more surfactant would reduce the size of the protein aggregates still
further until the adsorbed protein was in its monomeric form. Ultimately, all
the protein would be displaced from the interface by the surfactant.
Two types of interaction are shown in the schematic diagram of the mixed sys
tem. First, there is an interactive process associated with the coadsorption or
competitive adsorption of the two different species at the interface. Second, many
of the functional proteins used in food production have physiological transport ac
tivities and therefore possess binding sites, which may allow the formation of
complexes with surfactants. Let us consider each of these processes in tum. The
transition in adsorbed-layer structure at the air/water and oil/water interface
caused by competitive adsorption between protein and emulsifiers has been stud
ied in detail. Oscillatory surface shear (Kragel et al., 1995) and dilation (Clark et
al., 1993: Sarker et al., 1995) measurements have been carried out at the air/wa
ter interface and show an emulsifier-induced reduction in surface shear viscosity
and surface dilational elasticity at critical emulsifier/protein ratios. This is consis
tent with the cartoon depicted in Figure 5.6, where at a specific molar ratio the
emulsifier will break down protein/protein interactions in the adsorbed layer, re
sulting in a reduction in surface shear viscosity and dilational elasticity. Similar

Protein/Emulsifer Interactions 113
observations have been made at the oil/water interlace under conditions of con
stant shear in experiments where both components were present in solution when
the interlace was formed (Courthaudon et al., 1991) and when the competing sur
factant was added subsequent to formation of the protein-adsorbed layer (Chen
and Dickinson, 1995). Direct measurements of changes in adsorbed-layer rheo
logical properties in foam and emulsion films is possible using the fluorescence
recovery after photobleaching (FRAP) technique (Clark et al., 1990a; Clark,
1995). This method relies on the positioning of a fluorescent reporter molecule in
the adsorbed layer either by covalent labeling of the protein of interest with a flu
orescent moiety such as fluorescein isothiocyanate (FITC) or by use of an amphi
pathic fluorescent molecule [e.g., 5-N-(octadecanoyl)amino fluorescein, ODAF] at
low (submicromolar) concentrations that are insufficient to alter adsorbed-layer
structure. FRAP allows direct measurement of the lateral diffusion coefficient of
the fluorophore in the adsorbed layer of the thin film. The presence of an exten
sive network of protein/protein interactions in the adsorbed layers arrests lateral
diffusion of the probe molecule, as is the case in all films stabilized by protein
alone (Clark et al., 1990b). This situation persists in the presence of emulsifier
until a critical ratio of emulsifier/protein is achieved. This is marked by the onset
of surlace lateral diffusion in the adsorbed layer. The technique serves as a useful
means of (i) comparing the resistance of different proteins to emulsifier-induced
adsorbed layer disruption, (ii) evaluating the effectiveness of protein modification
strategies at improving the resistance of proteins to competitive displacement,
and (iii) investigating the usefulness of natural food ingredients as crosslinkers of
proteins in the adsorbed layer.
5.3.2.2 Specific Binding of Proteins and Emulsifiers. Let us now consider the
effects of specific binding of emulsifiers by food proteins on adsorbed-layer
properties at the air/water and oil/water interlace. There are many examples of
proteins that possess binding activity, including bovine serum albumin and ~
lactoglobulin (see Section 5.3.1.2). Investigation of the binding properties of
these proteins has been generally confined to studies in bulk solution. For ex
ample, the presence of a fluorescent tryptophan residue in the hydrophobic
cleft of ~-lactoglobulin (Papiz et al., 1986) has facilitated the study of emulsi
fier binding by fluorescence titration. Subsequent analysis of binding by con
ventional methods such as that of Scatchard (1949) allows determination of the
dissociation constant (Kd) of the complex formed. Typical examples of KJs for
~-lactoglobulin are shown in Table 5.1. The effect of complex formation can
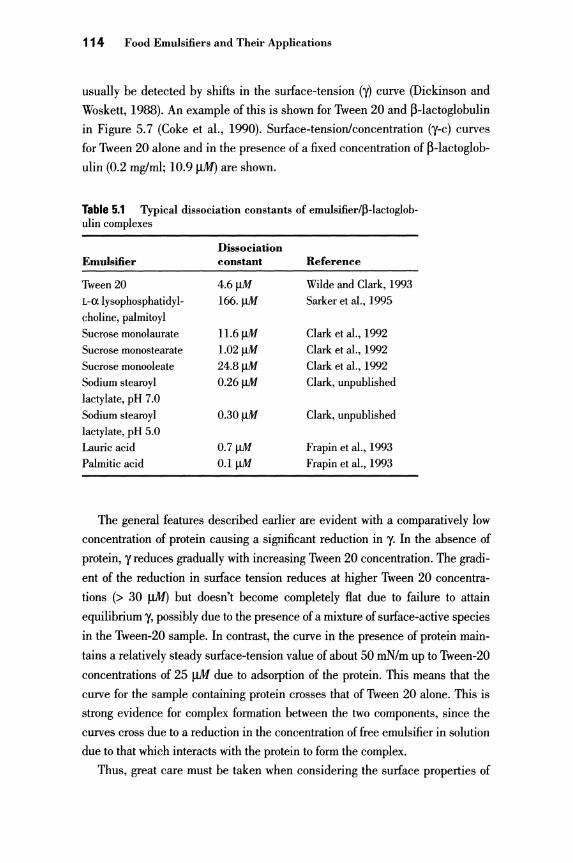
114 Food Emulsifiers and Their Applications
usually be detected by shifts in the surface-tension (y) curve (Dickinson and
Woskett, 1988). An example of this is shown for Tween 20 and ~-lactoglobulin
in Figure 5.7 (Coke et al., 1990). Surface-tension/concentration (y-c) curves
for Tween 20 alone and in the presence of a fixed concentration of ~-lactoglob
ulin (0.2 mglml; 10.9 J1M) are shown.
Table 5.1 Typical dissociation constants of emulsifier/P-lactoglobulin complexes
Dissociation Emulsifier constant Reference
Tween 20 4.6 j.iM Wilde and Clark, 1993
L-a lysophosphatidyl- 166.J.!M Sarker et al., 1995
choline, palmitoyl Sucrose monolaurate 11.6 j.iM Clark et al., 1992
Sucrose monostearate 1.02 j.iM Clark et al., 1992
Sucrose monooleate 24.8 j.iM Clark et al., 1992
Sodium stearoyl 0.26 j.iM Clark, unpublished
lactylate, pH 7.0 Sodium stearoyl 0.30 j.iM Clark, unpublished lactylate, pH 5.0 Lauric acid 0.7 j.iM Frapin et al., 1993 Palmitic acid 0.1 j.iM Frapin et al., 1993
The general features described earlier are evident with a comparatively low
concentration of protein causing a significant reduction in y. In the absence of
protein, yreduces gradually with increasing Tween 20 concentration. The gradi
ent of the reduction in surface tension reduces at higher Tween 20 concentra
tions (> 30 J1M) but doesn't become completely flat due to failure to attain
equilibrium y, possibly due to the presence of a mixture of surface-active species
in the Tween-20 sample. In contrast, the curve in the presence of protein main
tains a relatively steady surface-tension value of about 50 mN/m up to Tween-20
concentrations of 25 j.iM due to adsorption of the protein. This means that the
curve for the sample containing protein crosses that of Tween 20 alone. This is
strong evidence for complex formation between the two components, since the
curves cross due to a reduction in the concentration of free emulsifier in solution
due to that which interacts with the protein to form the complex.
Thus, great care must be taken when considering the surface properties of

Protein/Emulsifer Interactions 115
80
70
~ 5 60 ~ 0 ·u.; ~ Q) ~
Q) <..>
50 $ .... ;::l
r:n. 40
30 0 20 40 60 80 100
Figure 5.7 Surface tension isotherm for Tween 20 in the absence (e) and presence (•) of 0.2 mg/mL ~-lactoglobulin. The data were recorded after 20 minutes adsorption and are therefore not at equilibrium.
solutions containing mixtures of interacting components. In the simplest case
of a single binding site, the two-component system becomes a three-compo
nent system comprising free emulsifier, free protein, and emulsifier/protein
complex. The relative proportions of the components present can be calculated
in the following manner (Clark et al., 1992). In the simplest case, the interac
tion of an emulsifier (E) with a protein (P) can be described by the expression
P+E~PE (l)
where PE is the emulsifier/protein complex. Thus the dissociation constant
(Kd) for the complex can be expressed as
[P] [E]
[PE] (2)
where the square brackets indicate molar concentrations of the different
species. It is also the case that

116 Food Emulsifiers and Their Applications
[P] = [P101] - [PE] (3)
[E] = [E101] - [PE] (4)
where [P101] and [E101] are the total protein and emulsifier m the system. Substituting (3) and (4) in (2) gives
which can be solved for [PE] and can be used to calculate the relative concentrations of the three components. In addition, the binding data, which may comprise a change in a parameter (e.g., intrinsic fluorescence) caused by formation of the complex may be fitted using this equation, provided there is a single active binding site and the titration is carried out to saturation. Alternatively, it is possible to determine the dissociation constant and number of binding sites from the Scatchard (1949) equation
v (6)
[E]
where v is the fraction of protein with occupied sites (i.e., [PE]/[P101]). If the Scatchard plot of v against v/[E] gives a straight line, it indicates the presence of only one class of binding site. The gradient of this line is -l!Kd, and the intercept on the xaxis gives the number of binding sites, n. If the Scatchard plot does not give a straight line, then the shape of the curve obtained can be used to identify if the observed binding is positively or negatively cooperative or the presence of multiple independent sites. In the former case the Hill equation can be used to determine the Kd and a cooperativity coefficient (Hill, 1910).
Evidence for the formation of a specific complex in solution by direct measurement or by crossovers in surface-tension/concentration isotherms is not sufficient to allow the conclusion that intact complex adsorbs directly at the air/water or oil/water interface. There are few studies that provide convincing data that support such a hypothesis, and that which is provided often only indirectly points toward the presence of adsorbed complex at the interface. One of the best understood systems is that of Tween 20 and ~-lactoglobulin (Coke

Protein/Emulsifer Interactions 117
et al, 1990; Wilde and Clark, 1993), which are known to interact in solution
to form a 1:1 complex characterized by a Kd = 4.6 ~' which has an in
creased hydrodynamic radius of 5. 7 nm compared to 3.5 nm for P-lactoglobu
lin alone (Clark et al., 1991b ). Detailed measurements of the properties of
foam films formed from a constant concentration of 0.2 mg/mL mixed native
and fluorescein-labeled P-lactoglobulin as a function of increasing Tween-20
concentration (Wilde and Clark, 1993; Clark, 1995) have been reported. This
study revealed that between molar ratios (R) of Tween 20 to P-lactoglobulin of
0.2 to 0.9, there was a progressive increase in the thickness of the foam films
and a corresponding decrease in the amount of adsorbed protein to an inter
mediate level of approximately 50% of that which was originally adsorbed
(see Figure 5.8). These changes occurred prior to the onset of surface diffu
sion of the labeled protein as determined by the FRAP technique at R = 0.9
(Coke et al., 1990). The increase in foam-film thickness was unexpected since
protein displacement by the Tween 20 should have reduced the thickness of
the thin film. One persuasive interpretation of the data is that coadsorption or
trapping of the Tween-20/P-lactoglobulin complex in the adsorbed multilay
ers could account for adsorbed-layer thickening (Clark et al., 1994), since the
complex is known to have an increased hydrodynamic radius (Clark et al.,
1991b). Calculations reveal that this is a distinct possibility, since 16 to 49%
of the P-lactoglobulin present in solution will be in the complexed form in the
R-value range, 0.2 to 0.9. Further confirmation of this explanation comes from
measurements of foam-film thickness at different P-lactoglobulin concentra
tions but at constant R value. Film thickness data for P-lactoglobulin at 0.2
and 1.0 mg/mL are also shown in Figure 5.8. The completely different thick
nesses observed at the two protein concentrations can be rationalized in terms
of the amount of Tween-20/P-lactoglobulin complex formed. The sharp reduc
tion in film thickness observed in the 0.2 mg/mL P-lactoglobulin sample at R
= 0.9 occurs when there is 5.41-LM complex present in the sample. An equiv
alent amount of complex is present in the 1 mg/mL sample at R = 0.1 and
could account for the immediate reduction in film thickness observed with the
1 mg/mL P-lactoglobulin sample and the complete absence of a film thicken
ing step at low R values.
Further evidence supporting direct adsorption of the complex formed be
tween ~-lactoglobulin and Tween 20 comes from dynamic surface-tension
(Ydyn) measurements performed using the overflowing cylinder apparatus
(Clark et al., 1993). The Yclvn isotherm for Tween 20 showed classical sig-

118 Food Emulsifiers and Their Applications
40
0 0 ,._, --Cl) _.., ~ ;::S
30 0 u OJ u
43 ... ;::S
CIJ
8 -E 20 Cl)
Cl) OJ
];a u
~
4 Molar ratio (R)
Figure 5.8 A comparison of foam-film thickness and surface concentration data for ~lactoglobulin samples as a function of Tween 20 concentration. Surface concentration of FITC/~-lactoglobulin (0.2 mg/mL) as determined by fluorescence counts (.&); foamfilm thickness for samples containing 0.2 mg/mL (•) and l.O mg/mL (e) ~-lactoglobulin. R refers to the molar ratio of Tween 20: ~-lactoglobulin.
moidal behavior hut was shifted to increased surfactant concentration by ap
proximately 2 orders of magnitude compared to the static measurements.
Inclusion of ~-lactoglobulin (0.4 mg/mL) in the initial solutions caused only a
small reduction in the measured Ydyn to 71 mN/m. This remained unaltered in
the presence of Tween 20 up to a concentration of 15 f.!M. Above this concen
tration a small hut significant further reduction in Ydyn was observed. The ef
fect resulted in a small inflection in the Ydyn curve in the region corresponding
to 15 to 40 J.LM Tween 20. At higher Tween-20 concentrations, the curve for
the mixed system followed that of Tween 20 alone. The inflection in the Ydyn
isotherm observed for the mixed system at concentrations of Tween 20 greater
than lO JlM could not he due to adsorption of Tween 20 alone since under the
prevailing conditions, the concentration of free Tween 20 was reduced by its
association with ~-lactoglobulin. Using Equation (5) it can he shown that the
Tween-20/~-lactoglohulin complex is the dominant component in solution in
the Tween-20 concentration range of 15 to 35 flM (Clark et al., 1993). Indeed,
the Ydyn isotherm indicates that there is very little difference between the sur-

Protein/Emulsifer Interactions 119
face activity of the three components present in solution, Tween 20, ~-lac
toglobulin, and the complex, since 'Ydyn behavior is dominated by the compo
nent present in the highest concentration. Such observations provide
important evidence for direct adsorption of intact complex, and in this partic
ular case provides evidence that the observed "induction period" in static y isotherms could be due to the formation of protein islands (de Feijter and
Benjamins, 1987) and can be abolished if interactions between the adsorbed
protein molecules can be prevented, as is the case with the Tween-20/~-lac
toglobulin complex.
Direct adsorption of complex at the air/water interface also appears to have
importance in functional properties of certain lipid-binding proteins from
wheat called "puroindolines" (Blochet et al., 1991; Wilde et al., 1993). These
proteins show unusual behavior in the presence of lipids that they bind, in
that their foaming properties are generally unaltered and in some cases en
hanced. A systematic study of the influence of interaction with lysophos
phatidyl cholines (LPC) of different acyl chain lengths has been completed
(Husband et al., 1995) and has produced persuasive evidence of the impor
tance of the complex on foaming activity. First, two isoforms of the protein
were investigated, puroindoline-a and -b (the b form has also been referred to
as "friabilin"). Puroindoline-b has a significantly increased Kd for LPC com
pared to puroindoline-a (i.e., 20-fold weaker binding) and the enhancement
of foaming properties is correspondingly reduced in the b form. Further stud
ies of the binding of LPC to the a form revealed that the binding became
tighter with increasing acyl chain length, and higher concentrations of the
short-chain-length LPC are needed to achieve optimal foam stability en
hancement. One interesting observation was that the micellar form of LPC
was the species that bound to the protein. This finding emerged from the ob
servation that lauryl-LPC showed no interaction with the puroindoline-a until
the levels present exceeded the critical micelle concentration of 400 ~·
This indicates a cooperative binding since it takes place in this concentration
range, and any of the suggested structures for the protein/surfactant com
plexes described in Section 5.3.1.2, e.g., the pearl and necklace structure,
could be applicable. It seems increasingly likely that the functional proper
ties of the puroindolines are linked to a role in the transport and spreading of
lipid at the air/water interface analogous to the role of amphipathic lung sur
factant proteins such as SP-B, with which they have striking structural homol
ogy (Hawgood and Clements, 1990).

120 Food Emulsifiers and Their Applications
5.4 Protein/Phospholipid Interactions Introduction. In this section we will discuss the interaction between phos
pholipids and proteins. Both proteins and phospholipids are major components
of biological membranes, and therefore it is not surprising that a vast number
of publications concerning protein/phospholipid interactions are related to un
derstanding the biomembrane processes. This aspect has recently been re
viewed in a book by Watts (1993).
In pharmaceuticals, phospholipids are often used as colloidal drug carriers
in drug delivery systems in various physical forms like liposomes or emul
sions. These drug delivery systems are cleared from the circulation (blood
stream) by the reticuloendothelial system. It is believed that this clearance is
triggered by adsorption of serum proteins on the phospholipid interface and
will depend on the properties of both the protein and the phospholipid (Eidem
and Speiser, 1989; Tabata and lkada, 1990; Patel, 1992).
In untreated milk the fat globule is stabilized by a lipid membrane, composed
mainly of sphingo- and phospholipids. Homogenization of milk results in a total
area increase of the fat globules by some 6- to 10-fold, where the increased surface
is stabilized by proteins adsorbed from milk during the process. Phospholipids,
particularly phosphatidyl-choline Oecithin), are added to various processed foods,
where they act as emulsifiers alone or together with proteins. Therefore, proteins
and phospholipids, separately as well as in complexed form, contribute signifi
cantly to the physical properties of many systems of technological interest (e.g.,
emulsions and foams). The intention of this section is to emphasize the diverse na
ture of phospholipid/protein interaction and to point to some implications of this for
the physicochemical as well as the biological properties of phosholipidlprotein sys
tems. It is also our intention to point at some of the major forces involved in phos
pholipid/protein interactions. We will highlight only some properties of importance
for the understanding of phospholipid/protein interactions. Therefore the classifi
cation of interactions made in this section, when the lipid is dispersed in solution,
at different interfaces and with lipid phases, is arbitrary. Assignment according to
polar/nonpolar, anionic/cationic, or soluble/insoluble phospholipids could also
have been possible.
5.4.1 Protein/Phospholipid Interactions in Dispersed Systems
Many proteins have the biological role of transporting molecules with hydropho
bic properties, which are bound to a hydrophobic pocket in the protein. ~
Lactoglobulin is thought to transport retinol (Papiz, 1986; Sawyer, 1987; North,

Protein/Emulsifer Interactions 121
1989) but has also been shown to have high affinity for phospholipids, fatty
acids, and triglycerides (Diaz de Villegas, 1987; Creamer, 1995; Sarker et al.,
1995; Kristensen, 1995). An important application of lipid/protein interactions
was reported by Kurihara and Katsuragi (1993), who found that a lipid/protein
complex, formed between ~-lactoglobulin and phosphatidic acid, could mask
bitter taste. This property was suggested to be specific for phosphatidic acid
since no effect was observed for mixtures of ~-lactoglobulin and phosphatidyl
choline, triglycerides, and diglycerides. Differential scanning calorimetry mea
surements confirm the presence of a specific interaction between phosphatidic
acid and ~-lactoglobulin since the presence of distearoylphosphatidic acid
(DSPA) as well as dipalmitoylphosphatidic acid (DPPA) thermally stabilized the
protein, which was not observed when the protein was mixed with phosphatidyl
choline, phosphatidylethanolamine, or phosphatidylglycerol (Kristensen et al.,
1995). No interaction could be observed if the lipid contained unsaturated fatty
acid residues or if it was mixed in the gel state with the protein. Thus, the results
show that the interactions between ~-lactoglobulin and phospholipids are
strongly dependent on the acyl chain as well as the head group. This is not sim
ply a question of having a negatively charged head group since no interaction
was observed for phosphatidylglycerol.
The influence of protein structure on lipid/protein interactions has been
demonstrated by Brown et al. (1983), who observed that native ~-lactoglobulin
is unable to bind to phosphatidylcholine vesicles. However, if the protein was
dissolved in a-helix-forming solvent, binding to the phospholipid was ob
served. Brown suggested that the acyl chains of the lipid interact with the hy
drophobic interior of the a helix, while the polar head group is likely to
interact with the hydrophilic exterior of the protein (Brown, 1984). The par
tially unfolded proteins formed during food processing may give helix struc
tures when interacting with the lipids and these lipid/protein complexes can
improve the emulsification process (Brown, 1984; de Wit, 1989).
5.4.2 Protein/Phospholipid Interactions at Solid Surfaces
A few studies have demonstrated the use of deposited phospholipid layers, de
posited via the Langmuir-Blodgett technique or by spin coating, to follow the
interaction between proteins and phospholipids in situ by using ellipsometry
(Malmsten, 1994, 1995; Corselet al., 1986; Kop et al., 1984). This approach
can also be used to analyze the kinetics of interaction (Corsel et al., 1986; Kop
et al., 1984). The work of Malmsten (1994, 1995) showed that the interaction

122 Food Emulsifiers and Their Applications
of human serum albumin, lgG, and fibronectin from human plasma with phos
pholipids spin-coated onto methylated silica surfaces depends on the phos
pholipid head group. He found no interaction of proteins with phospholipids
that have no net charge or shielded charges like phosphatidylcholine, phos
phatidylethanolamine, sphingomyelin, and phosphatidylinositol, whereas in
teraction was observed with the phospholipid surfaces containing unprotected
charges like phosphatidic acid, diphosphatidylglycerol, and phosphatidylser
ine. No differences in adsorption behavior were found for spin-coated surfaces
and Langmuir-Blodgett -deposited phospholipid layers.
The consequences of nonspecific interactions with negatively charged di
oleoylphosphatidylserine (DOPS) bilayzrs observed for fibrinogen and albumin
in contrast to the specific ones observed for prothrombin have been demon
strated by Corsel et al. (1986). By analyzing their data in terms of intrinsic
binding and transport rate, they found that the initial rate of adsorption of pro
thrombin was transport-limited, whereas the rate-determining step for the al
bumin interaction was the binding. The adsorption rate of fibrinogen was either
transport-limited or controlled by the binding, depending on pH and ionic
strength. Since the DOPS bilayer contained biological binding sites for pro
thrombin, the interaction was completely reversible. However, the interaction
of fibrinogen and albumin with the bilayer probably induced conformational
changes of the proteins and as a consequence the interaction was irreversible.
Kop et al. (1984) found that a high density of DOPS in the bilayer was needed
for the high-affinity binding of prothrombin. Consequently, an introduction of
dioleoylphosphatidylcholine (DOPC) into the bilayer markedly decreased the
affinity for binding.
5.4.3 Protein/Phospholipid Interactions at liquid/air Interfaces
Electrostatic interactions between protein molecules and lipid monolayers
have been shown to be important for phospholipid/protein interactions at the
liquid/air interface. A model food emulsion was used to study the interaction
between nitroxide homologs of fatty acids and milk proteins by following the
mobility of the nitroxide radicals using electron spin resonance (Aynie,
1992). It was found that at pH 7 the lipid/protein interaction was correlated
with the number of positive charges on the protein. Thus, the importance of
the interaction in the emulsions was found to decrease in the order <X51-casein
> ~-lactoglobulin > ~-casein, suggesting that the interaction was of electro
static nature. The work of Quinn and Dawson (1969a, b) concerning the inter-

Protein/Emulsifer Interactions 123
action between cytochrome c (positive net charge below pH 10) and phospho
lipids from egg yolk also suggest that it is determined by electrostatics. Their
results show that the limiting pressures for penetration are 20 and 24 mN/m
for phosphatidylcholine and phosphatidylethanolamine, respectively, whereas
penetration into the phosphatidic acid and diphosphatidylglycerol (cardi
olipin) monolayers occurred up to pressures (< 40 mN/m) close to the col
lapse pressure of the film. Furthermore, the presence of sodium chloride
decreased the interaction. Later, Kozarac et al. (1988) confirmed the findings
of Quinn and Dawson with their reflection spectroscopy results. Cornell
(1982) observed a specific interaction between ~-lactoglobulin and egg yolk
phosphatidic acid (e-PA) in spread mixed films at low pH (1.3 and 4) where
~-lactoglobulin carries a positive net charge. No interaction was observed in
the neutral pH range or for egg yolk phosphatidyl choline, (e-PC). ~-lac
toglobulin, adsorbing from solution into a spread monolayers of palmitoy
loleoylphosphatidylcholine (POPC) and palmitoyloleoylphosphatidylglycerol
(POPG), was found to interact with the lipids only in the acid pH range
(Cornell and Patterson, 1989). The highest amounts of ~-lactoglobulin
(Cornell and Patterson, 1989), a-lactalbumin, or BSA (Cornell et al., 1990)
bound to mixed monolayers of POPC and POPG were observed below the iso
electric point of the protein, when the lipid layer and the proteins carry an op
posite net charge, whereas less was adsorbed around and almost nothing
above the isoelectric point. The interaction was also found to be reduced in
the presence of calcium as well as if sodium chloride was added (Cornell et
al., 1990). Bos and Nylander (1995) used the film balance to study the incor
poraffon of ~-lactoglobulin into monolayers of distearoylphosphatidic acid
(DSPA), distearoylphosphatidylcholine (DSPC), and dipalmitoylphosphatidic
acid (DPPA) and some of their results are shown in Figure 5.9. The highest
rate of incorporation was observed for ~-lactoglobulin into the negatively
charged DSPA monolayer. The rate also increases with ionic strength of the
subphase, which probably is due to a decrease of the repulsion within the
phosphatidic acid protein monolayer. The incorporation into the zwitterionic
DSPC monolayers is, as expected, less salt-dependent. The importance of
electrostatic interactions for the incorporation of proteins and peptides in
lipid layers have also been reported for a number of non-food-related systems
like adsorption of SecA (Breukink et al., 1992), actin (Grimard et al., 1993),
IgG (Lu and Wei, 1993), and opioid peptides and opiate drugs (Bourhim et
al., 1993) into phospholipid monolayers.

124 Food Emulsifiers and Their Applications
DSPC
. I , I
-3 [t
(j) -3.5
~ t -4 r
''I' 'I
DPPA
0_0
-4.5
0 5 1 0 15 20 25 30
ri (mN/m)
Figure 5.9 The rate of incorporation of P-lactoglobulin into monolayers of dis
tearoylphosphatidic acid (DSPA), distearoylphosphatidylcholine {DSPC), and dipalmi
toylphosphatidic acid (DPPA) versus surface pressure (II). The data were recorded at
constant surface pressure by measuring the area increase of the lipid monolayer
spread on a protein solution containing 1.15 mg/L in 10 11M phosphate buffer pH 7,
with 0 11M (e), 50 11M (•), or 150 11M (A) sodium chloride. The rate in mg/m2 was
calculated from the area increase using the IT-area isotherm of spread monolayers of
P-lactoglobulin. Data adopted from Bos and Nylander (1995), where the experimental
details are also given.
Besides electrostatic interactions, hydrophobic interactions (based on the
hydrophobic effect (Tanford, 1980) between protein and phospholipid are also
important. Para-K-casein, a product of the cleavage of K-casein, retains its
ability to interact with DMPC monolayers due to its more hydrophobic nature,
whereas the macropeptide does not (Griffin et al., 1984). The adsorption of~-

Protein/Emulsifer Interactions 125
lactoglobulin into phosphatidic acid monolayers (Bos and Nylander, 1995)
showed that incorporation was faster into a distearoyl monolayer than into a di
palmitoyl monolayer, especially at higher surface pressures (see Figure 5.9).
This shows that the incorporation also is dependent on hydrophobic interac
tions. Bougis et al. (1981) showed that for the incorporation of snake venom
cardiotoxins into lipid interfaces, not only electrostatic interactions but also
hydrophobic interactions are important.
5.4.3.1 Structure of Protein/lipid Monolayers. The structure of mixed protein/
phospholipid films depends on both the properties of the components and their
interaction. It has been shown that conformational changes of the proteins during
or after the adsorption at the liquid/air and liquid/liquid interfaces influence the
properties of the protein film (Graham and Philips, 1979; Mitchell, 1986;
Dickinson and Stainsby, 1982). Circular dichroism spectra of ~-lactoglobulin
bound to phospholipid monolayers were found to be similar to those recorded in
solution, indicating that the conformation of the protein did not change signifi
cantly when interacting with the lipid monolayer (Cornell and Patterson, 1989;
Cornell et al., 1990). Katona et al. (1978) showed that the~ form of a hydrophobic
myelin protein was more able to interact with sphingomyelin than the <X form, in
dicating that the phospholipid is able to recognize different conformations of the
protein. Furthermore, the physical state of the phospholipid phase is important for
the interaction between protein and lipid. Fidelio et al. (1986) reported a more fa
vorable interaction between melittin and phospholipids when the lipid film was in
a more liquid expanded state. This might be related to the fact that the protein is
able to penetrate into the phospholipid layer (more hydrophobic interactions).
Interaction (adsorption) of proteins with lipids might also occur at higher surface
pressures, where the lipids are in the condensed or crystalline phase. The protein
then is not able to intercalate the phospholipid monolayer, but might bind to it
forming a second layer, like actin does on negatively charged liposomes through
electrostatic interactions (Grimard et al., 1993).
Another interesting point for discussion is the homogeneity of the mixed
phospholipid/protein film. The homogeneity of mixed protein/lipid films has
been studied by, for instance, electron microscopy of films transferred to a solid
support by Cornell and Carroll (1985). They found that only lipids with the
chains in liquid state, e-PA, dioleoylphosphatidylcholine, and dioleoylphos
phatidylethanolamine, formed homogenous films with ~-lactoglobulin, whereas
DPPA and DSPC formed heterogeneous layers. Cornell and Patterson (1989) and
Cornell et al. (1990) observed penetration of ~-lactoglobulin, a-lactalbumin, or
126 Food Emulsifiers and Their Applications
BSA into mixed monolayers of POPC and POPG at such high lipid pressure that
they found it unlikely that the proteins could penetrate into a protein layer of
their own at this pressure. Thus, they concluded that the formation of pure pro
tein patches is unlikely and that portions of the protein is suggested to be inter
calated in the lipid monolayer. Fluorescence microscopy together with the
surface-film balance technique has also been used to study the structure of
mixed phospholipid cytochrome c and b films (Heckl et al., 1987). It was found
that proteins were located mainly in the fluid membrane phase that coexisted
with solid lipid domains without protein. The penetration in the lipid monolayer
was reduced with increasing pressure. Cytochrome c (positively charged) was
found to interact with dimyristoylphosphatidic acid (DMPA) mono layers but not
with dipalmitoylphosphatidylcholine (DPPC) layers, from which it was con
cluded that the interaction was largely of electrostatic nature. The effect of dif
ferent proteins on the organization of lipid monolayer has been demonstrated by
Aynie et al. (1992). Their results indicate that the IX8ccasein in contrast to ~-lac
toglobulin and ~-casein, probably due to the stronger lipid/protein interaction,
induce an ordering of a monolayer of nitroxide fatty acids on the surface of an
emulsion droplet.
5.4.4 Effect of Lipid Phase Behavior on Protein/Lipid Interactions
As discussed previously, the interaction between surfactants and proteins usually takes place via monomers in the specific binding regime, whereas the co
operative association usually takes place in the range of the erne. However, in the case of lipids with low aqueous solubility, the association structures are
generally already present when the lipids are mixed with the protein. Thus, the
formation of these structures has a profound impact on protein/lipid interac
tions. It is therefore important to be familiar with the phase behavior of the
particular lipid under investigation and often seemingly conflicting results can
be derived from differences in the phase structure of the lipids. For instance,
we have observed that the interaction between ~-lactoglobulin and phospha
tidic acid occurred only when the lipids were present as a dispersion, but not
when they were mixed in the gel state with the protein (Kristensen et al., 1995). Hence, we will briefly discuss lipid phase behavior, although a more
detailed description is given elsewhere (see Larsson, 1994).
5.4.4.1 Polar Lipid Phase Behavior. The polar lipids, having large charged or
uncharged polar groups, have an amphiphilic nature and will thus associate in

Protein/Emulsifer Interactions 127
aqueous systems. The common feature for this self-association is the formation
of a polar interface, which separates the hydrocarbon and water regions. An
overview of some of the main types of structures is given in Figure 5.10. The
hydrocarbon chains can exist either in a fluid state, as in liquid crystalline
phases, or in a solid state, as in the lipid gel phases (Larsson, 1994).
Polar lipids can be further divided into two classes on the basis of their in
teraction with water:
l. Lipids and synthetic analogs that are water-soluble in monomeric and
micellar form, i.e., surfactants.
2. Lipids with very low water solubility, but with the ability to swell into liq
uid crystalline phases.
The water-soluble polar lipids (e.g., ionized fatty acids, bile salts, and syn
thetic surfactants, charged or uncharged) have monomeric solubility in the mil
limolar range and form micelles at higher concentrations. The critical micelle
concentration (erne) is considered to be a narrow concentration range, within
which aggregates start to form by a strong cooperative process (Lindman and
Wennerstrom, 1980). The driving force for micelle formation is the hydrophobic
interaction (see Tanford, 1980). For ionic amphiphiles, erne also depends on the
ionic strength, since addition of salt reduces the electrostatic repulsion between
the charged head groups. At low water content an inverse micellar structure, the
1 2 phase, is formed in which the hydrocarbon chains form the continuous
medium and the aqueous medium is present within the micelles.
A common feature of the two classes of polar lipids is the tendency to form
lyotropic liquid crystalline phases (see Figure 5.10). The main features of the
most commonly found mesophases were determined by Luzatti and coworkers
in the early 1960s by x-ray diffraction [reviewed by Luzatti in 1968 (Luzatti,
1968)]. Later spectroscopy studies have given a considerable number of con
tributions to the understanding of the dynamic nature of these phases. The
lamellar phase (La) consists of stacked infinite lipid bilayers separated by wa
ter layers, while the hexagonal phases consist of infinite cylinders, having ei
ther a hydrocarbon core (H1) or a water core (Hu)· The cubic phases have been
shown to exist in a number of lipid systems (Fontell, 1990) and their possible
role in biological systems has been discussed by Larsson (1989). Since the cu
bic phases are isotropic and highly viscoelastic, they can be hard to analyze
and to handle. Different structures of the cubic phases have been suggested,
which depend on the particular lipid system (Larsson, 1989; Lindblom and

128 Food Emulsifiers and Their Applications
Reversed micelles (L2)
(Solid) (Melt) <-Cubic
z Reversed hexagonal 0 i= (HII) <1:: a: f-
"Water-in-oil" z w u <-Cubic (Q) z 0 u f-z I"Mirror plane" I Lamellar <1::
(La) f-u <1:: LL. a: ::l <-Cubic (/) "Oil-in-water" c w (/) <1::
Hexagonal w a: (Hi) u ~
<·Cubic
(H20) e Micelles (L1)
Figure 5.10 Commonly formed association structures by polar lipids. Phase transitions can be induced by changes in water content, temperature, or interaction with other solution components, like proteins. The lamellar liquid crystalline phase (LJ , can be regarded as the mirror plane, where the aggregates are of the "oil-in-water" type on the water-rich side and of the "water-in-oil" type on the water-poor side (Fontell, 1992). On both the water-rich and water-poor sides of the L" there are two possible locations for cubic phases. Other "intermediate phases" may also occur.
Rilfors, 1989; Fontell, 1992). One type of cubic structure, consisting of rod
like aggregates, has been proposed by Luzatti et al. (1968). The two polar rod
like networks formed in this way give two continuous and unconnected systems of fluid hydrocarbon chains. The other main type of cubic phases, ob
served for water-insoluble lipids, are bicontinuous and based on curved nonin
tersecting lipid bilayers, which are organized to form two unconnected continuous systems of water channels (see Lindblom et al., 1979; Larsson,
1989). If an interface is placed in the gap between the methyl end groups of

Protein!Emulsifer Interactions 129
the lipid, it will form a plane that can be described as a minimal smface
(Andersson et al., 1988; Larsson, 1989). A minimal surface has zero average
curvature at any point on the surface; that is, in all points the surface is as con
cave as it is convex. A minimal surface exhibiting periodicity, as in the cubic
lipid aqueous phase, is termed an "infinite periodic minimal surface" (IPMS),
and three types of IPMS, with different geometry, have been shown to be im
portant in lipid systems (Andersson et al., 1988; Larsson, 1989).
With decreasing water content, the phase behavior of the polar lipids often
follows this sequence: hexagonal phase (HJ ~ lamellar phase (LJ for water
soluble lipids and lamellar phase (LJ ~ reversed hexagonal phase (H1J for
lipids with low water solubility. Cubic liquid crystalline phases (Q) often occur
in between these. Phase transitions can also occur with changes in tempera
ture; with increasing temperature the sequence of thermal transitions is usu
ally the same as with decreased water content.
In nature and in many technical applications the aggregates consist of a
mixture of different lipids, which either exist in a homogenous mixture or sep
arate into domains. As discussed in the review by Raudino (1995), the lateral
distribution in these mixed aggregates is influenced by a number of factors like
ionic strength, presence of polymers/proteins, as well as the composition of the
lipids; thus it is hard to give any general rules to predict when phase separa
tion will occur.
5.4.4.2 Some Aspects of the Interaction between Proteins and Lipid Structures.
Interactions between proteins and lipid structures are of fundamental importance
in biological membranes, as well as in food emulsions. Our aim is to give some ex
amples of the effects the interaction can have on the lipid phase behavior as well
as on the protein structure. The same type of molecular forces, as discussed in
previous sections, are responsible for the interaction.
Much of the work on lipid phase transitions induced by proteins and pep
tides has been focused on intrinsic and peripheral membrane proteins. Many
of these proteins carry a positive net charge at neutral pH, and most biological
membranes are neutral, zwitterionic, or negative under physiological condi
tions (Sankaram and Marsh, 1993). Binding of these proteins generally takes
place via direct electrostatic interaction between basic residues, like lysine
and arginine, and the opposite charges on the lipids. However, other effects
like hydrophobic interaction and steric factors can contribute significantly.
Gramicidin, an uncharged and hydrophobic pentadecapeptide, favors the tran-

130 Food Emulsifiers and Their Applications
sition lamellar phase --treversed hexagonal phase (Hu) in phosphatidylcholine
and phosphatidylethanolamine systems (Chupin et al., 1987). It was suggested
that the ability of the peptide to promote cylindrical (curved) structures, like
the hexagonal phase, is due to its conical shape and strong intermolecular at
tractive forces. An example of protein/lipid interactions that promote the re
verse transition has been presented by Fraser et al. (1989). They found that
myelin basic protein could, due to its flexible structure and proper charge dis
tribution, interact through electrostatic as well as nonpolar interactions with
PE and mixed PE/PS hexagonal phase and thereby promote the formation of
lamellar phase. It was proposed that the properties of myelin basic protein in
stabilizing the lamellar structure could be related to the stability of myelin
sheath multilayers (Fraser et al., 1989). Heimburg et al. (1991) reported that
binding of cytochrome c did not promote inverted hexagonal phase of DMPG
alone or in mixtures with neutral lipids. On the other hand, the recorded data
suggested the formation of an isotropic phase, with increased curvature of the
lipid layer. Our recent work on the interaction between cytochrome c and
monoolein in the cubic phase shows that the transition of cubic to inverted
hexagonal phase occurred at a much lower temperature at high protein content
than without protein being present (Razumas et al., 1995).
The NMR studies by Spooner and Watts (1991a, b) show that the interac
tion between cardiolipin bilayers and cytochrome c appears to cause extensive
unfolding of the protein. Similar observations have been made by Heimburg et
al. (1991), who reported that cytochrome c binds to bilayers of phosphatidyl
glycerol and mixtures between neutral and anionic lipids in two forms:
l. Close to the native conformation in solution
2. Unfolded with the heme crevice opened.
It was observed that in the fluid state of pure DMPG and DOPG, the bound
protein existed in the more unfolded form (II), whereas in the gel state of
DMPG the native form (I) prevailed. When DOPG, was mixed with nonionic
(DOG) or zwitterionic (DOPC), the bound fraction of the native form (I) in
creased with the content of neutral lipids.
The work of Minami et al. (1995), in which incorporation of P-lactoglobulin
and P-lactalbumin with negative net charges and lysozyme with positive net
charge at neutral pH, into a sphingomyelin/palmitate gel phase, was studied
found no correlation with the protein net charge. Instead, the amount of pro
tein, which could be dissolved in the thin aqueous layer of the gel phase was

Protein/Emulsifer Interactions 131
suggested to be limited by the dimension of the layer. This is likely to be re
duced as a consequence of the osmotic stress exerted by the "outside" solution
phase at high enough protein concentration (Minami et al., 1995).
The lateral phase separation of vesicle bilayers, containing a mixture of
phosphatidic acid and phosphatidylcholine, in the presence of lysozyme has
been followed by differential scanning calorimetry (Raudino and Castelli,
1992). The protein/lipid interaction, which was shown to be dependent on
electrostatic forces, thermally stabilized the protein. As discussed by Raudino,
the lateral phase separation occurring when protein binds to heterogeneous hi
layers can eventually lead to the formation of defective lamellar phases, so
called ribbon phases, where the broken lamellae are limited by curved rims
(Raudino, 1995).
It has been shown that a number of proteins can be entrapped in the cubic
monoolein/water phase (Ericsson et al., 1983; Razumas et al., 1994; Razumas
et al., 1995). Not only can enzymes up to 590 kD be entrapped in the cubic
phase but also their activity is retained for a longer time compared to when
they are in bulk solution (Razumas et al., 1994).
How will the structure of the cubic phase be affected by the entrapment of a
protein? It seems that properties like viscoelasticity, microscopic appearance,
and the nature of x-ray diffraction pattern are basically the same as for a pure
monoolein/water phase (Ericsson et al., 1983; Portmann et al., 1991; Landau
and Luisi, 1993; Razumas et al., 1994; Razumas et al., 1995). However, there
are some important differences, indicating that the amount of protein as well
as the amount of water determines the phase behavior (Ericsson, 1986). The
study of Razumas et al. (1995) of the cubic monoolein/cytochrome c aqueous
phase also confirms this and points to the influence of electrolyte present.
Differential scanning calorimetry and enzyme activity measurements show that
lysozyme retains its conformation and activity in the cubic phase (Ericsson et
al., 1983). Similarly, it has been observed by circular dichroism measurements
that bacteriorhodopsin and melittin (Landau and Luisi, 1993) as well as a
chymokypsin (Portmann et al., 1991) retain their native conformation. On the
other hand, differential calorimetry data, and other observations on cy
tochrome c entrapped in the cubic phase, suggested some interactions that af
fect the thermal stability of the protein as well as of the cubic phase (Razumas
et al., 1995). Razumas et al. (1994) used a cubic monoolein-aqueous-phase
containing enzyme as the biocatalytic layer in amperometric and potentiomet
ric biosensors. They observed large differences in the stability, which

132 Food Emulsifiers and Their Applications
decreased in the order lactate oxidase > creatinine deiminase > glucose oxi
dase > urease, and corresponded to the order of increasing molecular weight.
Further investigations have shown that the introduction oflecithin in the cubic
phase can increase the stability of entrapped glucose oxidase (Nylander et al.,
1995). The mobility of the entrapped enzyme is limited in the cubic phase
compared to bulk solution (1995), whereas the diffusion measurements of
Mattisson et al. (1995) show that a typical substrate molecule, like glucose,
can move relatively freely into the cubic phase. These studies point to an im
portant potential application of cubic lipid phases as a flexible and biocompat
ible matrix for the immobilization of enzymes for synthesis as well as for
analytical applications. The cubic monoglyceride phases also have the ability
to solubilize lipophilic proteins as well as relatively large amounts of mem
brane lipids. Larsson and Lindblom (1982) have reported the solubilization of
a-gliadin, which is a hydrophobic wheat protein fraction, into a cubic 1-
monoolein aqueous phase, with the same characteristics as a binary cubic 1-
monoolein phase. In this case, the proteins most probably are dispersed in the
lipid bilayer region of the cubic phase.
5.5. Protein/Emulsifier InteractionsFood Applications In the previous sections we have treated various aspects of intermolecular
forces that have to be considered for the understanding of protein/emulsifier
interactions. Most of the results that have been presented have been obtained
from well-defined model systems. It should be born in mind that in an applied
system, we often have to consider one or several types of molecular interac
tions, that work either synergistically or antagonistically. We will present some
observations where the versatile nature of protein/emulsifier interactions are
demonstrated. In the last section we will give a brief summary of the principles
given in this chapter.
5.5.1 Lipolytic Enzymes and Protein/Lipid Interactions
The action of lipolytic enzymes is of importance in a number of food applica
tions or related areas, ranging from their use in detergents, as tools in modify
ing lipids for the breakdown of acylglycerides both as unwanted side effects, to
the naturally occurring process in the human intestine. It is well known that li
pases work mainly at an interface and thus they are an important example of

Protein/Emulsifer Interactions 133
lipid/protein interactions at interfaces. Excellent reviews regarding lipase ac
tion have been written by Verger and Pattus (1982) and Pieroni et al. (1990),
but we will highlight only some aspects in relation to the mechanisms of pro
tein/lipid interactions. There are several types of lipases that act on phospho
lipids and triglycerides, but we will mainly discuss lipases catalyzing the
hydrolysis of the ester bonds of triacylglycerols. The enzymatic activity is de
termined by the concentration of lipolytic enzymes associated with the lipid
film and can be inhibited by various proteins (Gargouri et al., 1984).
Experiments carried out with mixed protein/dicaprin films transferred over
pure buffer yielded evidence that inhibition of hydrolysis was caused by pro
teins bound to the dicaprin film rather than by a direct interaction between
protein and lipase in the bulk phase (Gargouri et al., 1985). Furthermore,
since some lipases were inhibited by adsorption of proteins at the lipid layer,
whereas other lipases were still able to hydrolyze a mixed protein/phospho
lipid layer, indicating that the inhibition of some lipases cannot be attributed
merely to steric effects hindering accessibility to dicaprin molecules within
the film. Surface concentration measurements of inhibitory proteins showed
that only 5 to 9% of the area of a mixed lipid/protein film was covered by in
hibitory proteins, implying that long-range electrostatic forces are likely to be
involved in the inhibition as well as parameters such as surface viscosity and
surface potential. However, similar inhibitory effects caused by melittin (pi > 10) and 13-Iactoglobulin A (pi = 5.2) at pH 8.0 strongly suggest that the nature
of the inhibition is· not an electrostatic phenomenon, but might be assigned to
the effect on the properties of the hydrocarbon moiety of the lipid (Gargouri et
al., 1987, 1989; Pieroni et al. 1990). This is supported by the finding that there
is a correlation between inhibition of lipase activity and the ability of the in
hibitory protein to penetrate into the phospholipid monolayer.
The necessary interface can also be provided by a particular lipid structure,
e.g., the cubic lipid aqueous phase. In a simple experiment, Wallin and
Arnebrant (1994) demonstrated that a cubic phase was decomposed much
faster by the action of lipase from Humicola lanuginosa than the oil phase in a
reference sample consisting of triolein and aqueous phase. This was attributed
to the much larger interfacial area of the cubic phase. In an in vitro study of
lipolysis of triglycerides in a intestinal-like environment, Patton and Carey
(I 979) observed, along with the initial crystalline phase, a viscous isotropic
phase composed of monoglycerides and fatty acids, which is identical to the
one formed in monoglyceride systems.

134 Food Emulsifiers and Their Applications
5.5.2 Emulsion Properties and Protein/Emulsifier Interactions
The formation of the interfacial layer on the emulsion droplet is strongly linked
to the properties of the aqueous environment as well as to the properties of the
oil phase. An example of the former has been provided by Chen and Dickinson
(1995a-c), who showed that the addition of an anionic surfactant, sodium lau
ryl sulfate (SLES), can introduce flocculation of a gelatin stabilized oil-in-wa
ter emulsion at sufficient surfactant concentrations. An increase of the SLES
concentration led to a restahilization of the flocculated emulsion. This could he
related to the hulk behavior, where the anionic surfactant will neutralize the
positively charged gelatin and cause precipitation of the protein. As more sur
factant is added, the solubility of the protein increases due to binding of sur
factant that increases the protein net charge, and finally the precipitate is
redissolved. Measurements of the composition of the interfacial layer reveal
(Chen and Dickinson, 1995c) that gelatin is initially replaced by SLES, hut as
the surfactant concentration increases, more gelatin can he accommodated at
the interface due to partial neutralization of the gelatin at the interface. This
will eventually cause flocculation to occur (Chen and Dickinson, 1995a). A
further increase of surfactant concentration leads to a decrease in gelatin surface concentration (Chen and Dickinson, 1995c) and a restabilization of the
emulsion (Chen and Dickinson, 1995a). It is noteworthy that an emulsion sta
bilized by P-lactoglohulin, which was negatively charged under the prevailing
experimental conditions, did not show any signs of flocculation upon addition
of SLES, although a complex was formed in the hulk solution.
Several examples of how the properties of the oil phase composition can affect the structure of the adsorbed layer of protein on the emulsion droplet, and
hence the stability of the emulsion, have been studied. For instance, the work
of Leaver and Dagleish (1992) on the structure of adsorbed layers of ~-casein
on emulsion droplets, where it was found that the cleavage of the protein on
the oil-droplet surface by trypsin gave different products depending on
whether a triglyceride oil or tetradecane, was used. This demonstrates that the
structure of the adsorbed layer depends on the composition of the oil.
Furthermore, it was shown by Heertje et al. (1990) that if a monoglyceride was
dissolved in the oil phase, the displacement of caseinate from the oil/water in
terface was correlated to the interfacial concentration of monoglyceride. They
also found that at high monoglyceride concentration in the oil phase, the
amount of saturated (monostearoylglycerol) lipid adsorbed at the interface was

Protein/Emulsifer Interactions 135
larger than that of the unsaturated (monooleoylglycerol) one, which also led to
more extensive displacement of caseinate.
We have in the foregoing section mainly been concerned with the binding of
emulsifiers to proteins, but one can also think of cases where there is a repul
sion between the lipid and head group and the protein. In this way the struc
ture of the adsorbed protein layer, and hence the properties of the emulsion,
can be changed. This has been demonstrated by Brookbanks et al. (1993), who
found that the thickness of adsorbed layers of milk proteins was significantly
greater when the protein was adsorbed onto negatively charged phosphatidyl
glycerol (PG) liposomes. The more extended structure was attributed to charge
repulsion between the negatively charged lipid surface and the negatively
charged surface domains of the protein.
5.5.3 Conclusion
The interaction between emulsifiers and proteins is to a larger extent driven by
electrostatic or hydrophobic interactions, or in many cases it is a combination
of the two. Thus, it is commonly observed that ionic emulsifiers interact more
strongly with proteins than nonionic ones. For emulsifiers with low water solu
bility, e.g., polar lipids, the interaction with proteins is largely dependent on
the phase structure upon addition. The binding can, depending on the type of
emulsifier, lead to stabilization of the protein structure at low-surfactant-to
protein ratios. However, an increase in surlactant concentration can induce
unfolding of the protein and in some cases precipitation of the protein.
We have seen that the stability of emulsions and foams is determined by in
terfacial processes, which are affected by the properties of the interface as well
as the interactions occurring in bulk solution.
When no emulsifier/protein interactions are present, the composition of the
interfacial film is determined by only the surface activity and concentration of
the components. In the case of reversibility the "race for the interface" is won
by the most surface-active and/or abundant molecule, and in the case of irre
versibility the transport rate might also play a role. In this context it has to be
born in mind that proteins can change their conformations (sometimes in a
time-dependent way) at the interface. This may lead to a strong interaction be
tween the protein and the surface, which can hamper the displacement of a
protein by more surface-active emulsifiers.
The presence of protein/emulsifier interactions can have pronounced im
pact on the interfacial behavior of the components. In cases where the emulsi-

136 Food Emulsifiers and Their Applications
fier binding induces protein unfolding, exposure of hydrophobic domains of
the protein, or precipitation at the interface due to charge neutralization, the
surface activity of the complex is increased compared to the native protein. On
the other hand, if the protein is more soluble or stabilized by the emulsifier in
teraction, the complex has less tendency to adsorb at the interface.
Precipitation of the complex in the bulk can cause loss of surface-active mate
rial and hence a decrease of the surface concentration. The emulsifier/protein
interactions at interfaces can give more efficient packing and thus a higher to
tal surface concentration. If protein/protein interactions take place at the inter
face, they may be disrupted by protein/emulsifier interactions.
Although emulsions and foams are stabilized by the same mechanisms,
there are marked differences. First, there are profound differences between the
two types of liquid interfaces: the liquid/air and the one between two con
densed media. The oil/aqueous interface allows hydrophobic residues to be
come dissolved in and interact favorably with the oil phase, which is not
possible at the air/water interface. It should be noted that unfolding of the pro
tein induced by action of emulsifiers or by the presence of an interface gener
ally leads to exposure of hydrophobic residues; that is, the unfolded protein is
more "oil soluble" than the native one. Second, in the stabilization of foams
the viscoelastic properties of the surface film as well as the thin aqueous film
has large effects. This means that protein/protein interactions in protein-stabi
lized foams are important, and the addition of surfactants can disrupt these in
teractions and lead to the collapse of the foam. Furthermore, they can also be
stabilized by low molecular weight emulsifiers by means of Gibbs and
Marangoni effects.
Steric and/or repulsive forces are important for stabilization of emulsions.
Therefore, the mixed-protein/emulsifier layer should be optimized with respect
to charge and/or by segments in the surface layer protruding into the aqueous
environment to give a hairy structure that will sterically stabilize the emulsion.
This chapter has shown the enormous variety in emulsifier/protein interac
tions that can occur in food emulsions and foams. Each protein/emulsifier
combination is unique and its behavior specific when applied in a particular
foam or emulsion, where other ingredients are present. However, we have
demonstrated that it is possible to establish certain principles for
protein/emulsifier interactions. These principles based on mechanisms at the
molecular level have also to be transferred to processes of manufacturing, stor
age, and distribution of food products based on emulsions and foams. The

Protein/Emu1sifer Interactions 137
challenge is to increase the resistance of microbial growth without excessive
use of antimicrobial substances, control digestion of the product, and achieve
controlled release of flavors as well as design new functional ingredients based
on natural products.
Acknowledgement Thomas Arnebrant thanks the Swedish Research Council for Engineering
Sciences (TFR) and Martin Bos acknowledges the EU Human Capital and
Mobility program (ERBCHRXT930322) for their financial support. Tommy
Nylander acknowledges the Swedish Council for Forestry and Agricultural
Research. David Clark acknowledges the support of the Biotechnology and
Biological Sciences Research Council.
References Ananthapadmanabhan, K.P., (1993). Protein-surfactant interactions, in Interactions of
Surfactants with Polymers and Proteins (eds. K.P. Ananthapadmanabhan and E.D. Goddard), CRC Press, Boca Raton, FL, pp. 319-366.
Andersson, S., et al. (1988). Minimal surfaces and structures: From inorganic and metal crystals to cell membranes and biopolymers, Chem. Rev., 88, 221-242.
Arai, T., Norde, W. (1990a). The behaviour of some model proteins at the solid/liquid interfaces. I. Adsorption from single protein solutions, Colloids and Surfaces, 51, l-16.
--- (1990b). The behavior of some model proteins at the solid/liquid interfaces. II. Sequential and competitive adsorption, Colloids and Surfaces, 51, 17-28.
Arnebrant, T., et al. (1989). An ellipsometry study of ionic surfactant adsorption on chromium surfaces,]. Colloid Interface Sci., 128, 303-312.
Aynie, S., et al. (1992). Interactions between lipids and milk proteins in emulsion, ]. Food Sci., 57(4), 883-887.
Backstrom, K. (1987). Removal of Triglyceride and Protein Films from Hard Surfaces by Aqueous Surfactant Solutions, an Ellipsometry Study, PhD Thesis, University of Lund, Sweden.
Blochet, J.E., et al. (1991). Amphiphilic proteins from wheat flour: Specific extraction, structure and lipid binding properties, in Gluten Proteins 1990 (eds. W. Bushuk and R. Tkachuk), A.A.C.C., St Paul, MN, pp. 314-325.
Blomberg, E., (1993). Surface Force Studies of Adsorbed Proteins, PhD Thesis, Royal Institute of Technology, Sweden.
Bohnert, J.L., Horbett, T.A. (1986). Changes in adsorbed fibrinogen and albumin interaction with polymers indicated by decreases in detergent elutability, J Colloid Interface Sci., Ill, 363-377.
Bos, M.A., Kleijn, J.M. (1995a). Determination of the orientation of adsorbed fluorophores using TIRF. I. Theory, Biophys. ]., 68, 2566-2672.

138 Food Emulsifiers and Their Applications
---, Klijn, J.M. (l995b). Determination ofthe orientation of adsorbed fluorophores using TIRF. II. Measurements on porphyrin and cytochrome c, Biophys. J., 68, 2572-2679.
---, Nylander, T. (1995). The interaction between ~-lactoglobulin and phospholipids at the air/water interface, Submitted to Langmuir.
Bougis, P., et al. (1981 ). Penetration of phospholipid monolayers by cardiotoxins, Biochemistry, 20, 4915-4921.
Bourhim, N., et al. (1993). Penetration of phospholipid monolayers by opioid peptides and opiate drugs (agonists and antagonists), Colloids Surf B, 1, 203-211.
Breukink, E., et al. (1992). SecA insertion into phospholipids is stimulated by negatively charged lipids and inhibited by ATP: A monolayer study, Biochemistry, 31, lll9-ll24.
Brookbank D.V., et al. (1993). Adsorption of milk proteins to phosphatidylglycerol and phosphatidylcholine liposomes,]. Colloid Interface Sci., 161, 38--42.
Brown, E.M. (1984). Interactions of ~-lactoglobulin and a-lactalbumin with lipids; a review,]. Dairy Sci., 67, 713-722.
--- et al. (1983). Complex formation in sonicated mixtures of ~-lactoglobulin and phosphatidylcholine, Lipids, 18, lll-118.
Castle, J., et al. (1987). Mixed protein films adsorbed at the oil-water interface, ACS Symposium Series, 343, 118.
Chen, J., Dickinson, E. (l995a). Surface shear viscosity and protein surfactant interactions in mixed protein films adsorbed at the oil-water interface, Food Hydrocolloids, 9, 35-42.
--- (1995b). Protein/surfactant interactions. Part l. Flocculation of emulsions containing mixed protein + surfactant, Colloids Surfaces A: Physicochem. Eng. Aspects, 100, 255-265.
--- (l995c). Protein/surfactant interactions. Part 2. Electrophoretic mobility of mixed protein + surfactant, Colloids Surfaces A: Physicochem. Eng. Aspects, 100, 267-277.
--- (l995d). Protein/surfactant interactions. Part 3. Competitive adsorption of protein+ surfactant in emulsions, Colloids Surfaces A: Physicochem. Eng. Aspects, 101, 77-85.
Chupin, V., et al. (1987). H2-nuclear magnetic resononance investigations on phospholipid acyl chain order and dynamics in the gramicidin-induced hexagonal Hn phase, Biophys. ]., 51, 395-405.
Clark, D.C. (1995). Application of state-of-the-art fluorescence and interferometric techniques to study coalescence in food dispersions, in Characterisation of Food: Emerging Methods (ed. A. Gaonkar), Elsevier, Amsterdam, pp. 23-57.
--- et al. (I990a). Surface diffusion in SDS stabilized thin liquid films, ] Colloid Interface Sci., 138, 195-206.
--- et al. (l990b). Molecular diffusion and thickness measurements of protein-stabilized thin liquid films,]. Colloid Interface Sci., 138, 207-218.
--- et al. (l99la). Destabilization of a-lactalbumin foams by competitive adsorption of the surfactant, Tween 20, Colloids and Surfaces, 59, 209-224.
--- et al. (l99lb). Molecular diffusion at interfaces and its relation to disperse phase stability, in Food Polymers, Gels and Colloids, Royal Society of Chemistry, London,pp.272-278

Protein/Emulsifer Interactions 139
--- et al. (1992). The interaction of sucrose esters with ~-lactoglobulin and ~-casein from bovine milk, Food Hydrocolloids, 6, 173-186.
--- et al. (1993). Surface dilational behavior of aqueous solutions of ~-lactoglobulin and Tween 20, in Food Colloids and Polymers: Structure and Dynamics (eds. E. Dickinson and P. Walstra), RSC Special Publication 113, pp 354-364.
---et al. (1994). Differences in the structure and dynamics of the adsorbed layers in protein stabilised model foams and emulsions, Royal Soc. Chem. Faraday Discussion, 98, 253-262.
Coke, M., et al. (1990). The influence of surface composition and molecular diffusion on the stability of foams formed from protein detergent mixtures, ]. Colloid Interface Sci., 138, 489-504.
Cornell, D.G. (1982). Lipid-protein interactions in monolayers: Egg yolk phosphatidic acid and ~-lactoglobulin,]. Colloid Interface Sci., 88, 536-545.
---, Caroll, R.J. (1985). Miscibility in lipid-protein monolayers,] Colloid Interface Sci., 108, 226-233.
---,Patterson D.L. (1989). Interaction of phospholipids in monolayers with ~-lactoglobulin adsorbed from solution,]. Agric. Food Chem., 37, 1455-1459.
--- et al. (1990). The interaction of phospholipids in monolayers with bovine serum albumin and a-lactalbumin adsorbed from solution, ]. Colloid Interface Sci., 140, 428-435.
Corse!, J. W., et al. (1986). The role of intrinsic binding rate and transport rate in the adsorption of prothrombin, albumin and fibrinogen to phospholipid bilayers, ]. Colloid Interface Sci., Ill, 544-554.
Courthaudon, J.-L., et al. (l99la). Competitive adsorption of ~-casein and nonionic surfactants in oil-in-water emulsions,]. Colloid Interface Sci., 145, 390-395.
--- et al. (l99lb). Competitive adsorption of ~-lactoglobulin and Tween 20 at the oil-water interface, Colloids Surf, 56, 293-300.
Creamer, L.K. (1995). Effect of sodium dodecyl sulphate and palmitic acid on the equilibrium unfolding of bovine ~-lactoglobulin, Biochemistry, 34, 7170-7176.
Creighton, T.E. (1990). Protein folding, Biochem. ]., 270, l-16. Diaz de Villegas, M.C., et al. (1987), Lipid binding by ~-lactoglobulin of cow milk,
Milchwissenschafi, 42, 357-358. Dickinson, E.D. (1988). In Food Structure: Its Creation and Evaluation (eds. J.M.
Blanshard and J.R. Mitchell), Butterworths, London, p. 41. ---, Stainsby, G. (eds.) (1982). Colloids in Food, Elsevier Applied Science,
London. ---, Woskett, C.M. (1989). Competitive adsorption between proteins and small
molecular surfactants in food emulsions, in Food and Colloids (eds. R.D. Bee, P. Richmond, and J. Mingins), Royal Society of Chemistry, London, pp. 74-96.
Dill, K. A. (1990). Dominant forces in protein folding, Biochemistry, 29, 7133-7155. Eidem, T., Speiser, P. (19~9). Acta Pharm. Techn., 35, 109. Elliot, J.R., et al. (1983). Biochim. Biophys. Acta, 464, 127-141. Elwing, H., Colander, C.-G. (1990). Protein and detergent interaction phenomena on
solid surfaces with gradients in chemical composition, Adv. Colloid Interface Sci., 32,317-339.
--- et al. (1989). Desorption of fibrinogen and y-globulin from solid surfaces induced by nonionic detergent,]. Colloid Interface Sci., 128, 296-300.

140 Food Emulsifiers and Their Applications
Ericsson, B. (1986). Interactions between Globular Proteins and Polar Lipids, PhD Thesis, University of Lund, Sweden.
---, Hegg, P.-O. (1985). Surface behavior of adsorbed films from protein-amphiphile mixtures, Prog. Colloid & Polymer Sci., 70, 92-95.
--- et al. (1983). A cubic protein-monoolein-water phase, Biochim. Biophys. Acta, 729, 23-27.
Ertel, S.I., et al. (1991). The adsorption and elutability of albumin, lgG and fibronectin on radiofrequency plasma deposited polystyrene, ]. Colloid Inteiface Sci., 147, 433-442.
Ewers,W.E., Sutherland, K.L. (1952). The role of surface transport in the stability and breakdown of foams, Aust. ]. Sci. Res. Ser. AS, 697-710.
De Feijter, J.A., Benjamins, J. (1987). Adsorption kinetics of proteins at the airwater interface, in Food Emulsions and Foams (ed. E. Dickinson), Royal Society of Chemistry, London.
Few, A.V., et al. (1955). The interaction between bovine plasma albumin and dodecyltrimethylammonium bromide, Biochim. Biophys. Acta, 18, 136-137.
Fidelio, G.D., et al. (1986). Interaction of melittin with glycosphingolipids and phospholipids in mixed monolayers at different temperatures. Effect of the lipid physical state, Biochem. Biophys. Acta, 862, 49-56.
Fontell, K. (1990). Cubic phases in surfactant and surfactant-like lipid systems, Colloid Polym. Sci., 268, 264-285.
--- (1992). Some aspects on the cubic phases in surfactant and surfactant-like lipid systems, Adv. Colloid lnteiface Sci., 41, 127-147.
Frapin, D., et al. (1993). Probing the fatty acid binding site of 13-lactoglobulin, ]. Prot. Chem., 12,443-448.
Fraser, P.E., et al. (1989). Bilayer-stabilising properties of myelin basic protein in dioleoylphosphatdiylethanolamine systems, Biochem. Biophys. Acta, 983, 23-29.
Gargouri, Y., et al. (1984a). Studies on the inhibition of pancreatic and microbial lipases by soybean protein,]. Lipid Res., 25, 1214-1221.
--- et al. (1984b). Inhibition of pancreatic and microbial lipases by proteins, Biochim. Biophys. Acta, 795, 326-331. •
--- et al. (1985). Inhibition of lipases by proteins. A kinetic study with dicaprin monolayers, ]. Biol. Chem., 269, 2268-2273.
--- et al. (1987). Human gastric lipase. A kinetic study with dicaprin monolayers, Eur. ]. Biochem., 169, 125-129.
--- et al. (1989). Role of a sulphydryl group in gastric lipases. A binding study using the monomolecular film technique, Eur. ]. Biochem., 180, 367-371.
Gekko, K., Hasegawa, Y. (1986). Compressibility-structure relationship of globular proteins, Biochemistry, 25, 6563-6571.
Graham, D.E., Phillips, M.C. (1979). Proteins at liquid interfaces. III. Molecular structures of adsorbed films,]. Colloid lnteiface Sci., 70, 427-439.
Griffin, M.C.A., et al. (1984). Structural domains of K-casein show different interaction with dimyristoylphosphatidylcholine monolayers, Chem. Phys. Lip., 36, 91-98.
Grimard, R., et al. (1993). Interaction of actin with positively charged phospholipids: A monolayer study, Biochem. Biophys. Res. Com., 19(3), 1017-1022.
Gumpen, S., et al. (1979). Thermal stability of fatty acid serum albumin complexes studied by differential scanning calorimetry, Biochim. Biophys Acta, 574, 189-196.

Protein/Emulsifer Interactions 141
Hawgood, S., Clements, J.A. (1990). Pulmonary surfactant and its apo-protein, ]. Clin. Invest., 86, l-6.
Haynes, C.A., et al. (1994). Globular proteins at solid/liquid interfaces, Colloids Surf B, 2, 517-566.
Heck!, W.M., et al. (1987). Interactions of cytochrome b5 and c with phospholipid monolayers, Biochim. Biophys. Acta, 903, 166--176.
Heertje, 1., et al. (1990). The observation of the displacement of emulsifiers by confocal scanning laser microscopy, Food Structure, 9, 305-316.
Hegg, P.-O. (1980). Thermal stability of ~-lactoglobulin as a function of pH and the relative concentration of sodium dodecylsulphate, Acta Agric. Scand., 30, 401-404.
Heimburg, T., et al. (1991). Cytochrome c-lipid interactions studied by resonance Raman and :lip NMR spectroscopy. Correlation between the conformational changes of the protein and the lipid layer, Biochemistry, 30, 9084-9089.
Hill, A.V. (1910). A new mathematical treatment of changes in ionic concentration in muscle and nerve under action of electron currents with a theory as to their mode of excitation,]. Physiol. 40, 90-224.
Horbett, T.A., Brash, J.L. (1987). Proteins at interfaces: current issues and future prospects, in Proteins at Interfaces: Physicochemical and Biochemical Studies ( eds. J.L. Brash and T.A. Horbett), American Chemical Society, Washington, DC, pp. 1-37.
Husband, F.A., et al. (1995). A comparison of the foaming and interfacial properties of two related lipid binding proteins from wheat in the presence of a competing surfactant, in Food Macromolecules and Colloids, (eds. E. Dickinson and D. Lorient), Royal Society of Chemistry, London, pp. 283-296.
lsraelachvili, J.N., Adams, G.E. (1978). Measurement offorces between two mica surfaces in aqueous electrolyte solutions in the range 0-100 nm, ]. Chem. Soc. FaradaJ Trans. 1, 74, 975-1001.
Jones, M.N., Wilkinson, A. (1976). The interaction between !)-1aetog1obulin and sodium n-dodecyl sulphate, Biochem. ]., 153, 713-718.
Katona, E., et al. (1978). The application of surface tension measurements to the study of protein-lipid interactions between a hydrophobic meylin protein (lipophilin) and lipids,]. Colloid Interface Sci., 67, 108-117.
Kauzmann, W. (1959). Some factors in the interpretation of protein denaturation, Adv. Protein Chem., 14, 1-63.
Kop, J.M.M., et al. (1984). The adsorption of prothrombin to phospholipid monolayers quantitated by ellipsometry,]. Biol. Chem., 259(22), 13993-13998.
Kozarac, Z., et al. (1988). Adsorption of cytochrome c to phospholipid monolayers studied by reflection spectroscopy, FEES, 229(2), 372-376.
Krage!, J., et al. (1995). Protein surfactant interaction in mixed adsorption layers at liquid interfaces, Progress in Colloid and PolJmer Science. In press.
Kresheck, G.C., et al. (1977). Thermometric titration studies of ligand binding to macromolecules. Sodium dodecyl sulphate to blactoglobulin, ]. PhJs. Chem., 81, 532-537.
Kristensen, A., et al. (1995). Interaction between ~-lactoglobulin and phospholipids in solution, Submitted to ]. Dairy Sci.
Kurihara, K., Katsuragi, Y. (1993). Specific inhibitor for bitter taste, Nature, 365, 213-214.

142 Food Emulsifiers and Their Applications
Landau, E.M., Luisi, P.L. (1993). Lipidic cubic phases as transparent, rigid matrices for the direct spectroscopic study of immobilized membrane proteins, ]. Am. Chem. Soc., ll5, 2102-2106.
Larsson, K. (1989). Cubic lipid-water phases: Structure and biomembrane aspects, ]. Phys. Chem. ,93, 7304-7314.
--- (1994). Lipids-Molecular Organization, Physical Functions and Technical Applications, The Oily Press, Dundee, Scotland.
---,Lindblom, G. (1982). Molecular amphiphile bilayers forming a cubic phase in amphiphile-water systems,]. Disp. Sci. Techno!., 3, 61-66.
Leaver, J., Dagleish, D.G. (1993). Variations in the binding of ~-casein to oil-water interfaces detected by trypsin-catalysed hydrolysis, ]. Colloid Interface Sci., 149, 49-55.
Lindblom, G., et al. (1979). The cubic phase of monoglyceride-water systems. Arguments for a structure based upon lamellar bilayer units, ]. Am. Chem. Soc., 101, 5465-5470.
---, Rilfors, L. (1989). Cubic phases and isotropic structures formed by membrane lipids-possible biological relevance, Biochem. Biophys. Acta, 988, 221-256.
Lindman, B., Wennerstrom. H. (1980). Micelles amphiphile aggregation in aqueous solutions, Topics in Current Chemistry, 87, 1-83.
--- et al. (1988). The cleaning of hard surfaces by surfactant in relation to surfactant molecular packing, ]. Surface Sci. Techno!., 4, 23--41.
Lu, B., Wei, Y. (1993). The interaction of phospholipid in monolayer with dye labeled IgG adsorbed from soluffon, ]. Colloid Interface Sci., 161, 12{}-124.
Lundahl, P., et al. (1986). A model for ionic and hydrophobic interactions and hydrogen-bonding in sodium dodecyl sulphate-protein complexes, Biochim. Biophys. Acta, 873, 2{}-26.
Luzzati, V. (1968). X-ray diffraction studies of lipid-water systems, in Biological Membranes (ed. D. Chapman). Academic, New York, pp. 77-123.
--- et al. (1968). Structure of the cubic phases of lipid-water systems, Nature, 220, 485--488.
Makino, S., et al. (1983). Sucrose mono-esters of fatty acids: Their properties and interaction with proteins, Agric. Biol. Chem., 4 7, 319-326.
Malmsten, M. (1994). Ellipsometric studies of protein adsorption at lipid surfaces, ]. Colloid Interface Sci., 168, 247-254.
--- (1995). Protein adsorption at phospholipid surfaces, ]. Colloid Interface Sci., 172, 106-ll5.
---, Lindman, B. (1989). Ellipsometry studies of cleaning hard surfaces. Relation to the spontaneous curvature of surfactant monolayer, Langmuir, 5, ll 05-ll11.
Mattisson, C., et al. (1995). Diffusivity measurements by holographic laser interferometry in a cubic lipid-water phase, Submitted to Chem. Phys. Lipids.
McGuire, J., et al. (1995a). Structural stability effects on adsorption and dodecyltrimethylammonium bromide-mediated elutability of bacteriophage T4 lysozyme at silica surfaces,]. Colloid Interface Sci., 170, 182-192.
--- et al. (1995b). Comparative adsorption studies with synthetic structural stability and charge mutants of bacteriophage T4lysozyme, in Proteins at Interfaces (eds. J.L. Brash and T.A. Horbett), ACS Books, Washington, DC, Vol. 602, pp. 55-65.
--- et al. (1995c). The influence of net charge and charge location on adsorption

Protein/Emulsifer Interactions 143
and dodecyltrimethylammonium bromide-mediated elutability of bacteriophage T4 lysozyme at silica surfaces,]. Colloid Interface Sci., 170, 193-202.
Minami, H., et al. (1995). Incorporation of proteins sphingomyelin-water gel phases. Accepted by Chem. Phys. Lipids.
Mitchell, D.J., et al. (1983). Phase behavior of polyoxyethylene surfactants with water, ]. Chem. Soc. Faraday Trans. 1, 79,975-1000.
Mitchell, J.R. (1986). In Developments in Food Proteins (ed. B.J.F. Hudson), Elsevier Applied Science, London, Vol. 4, pp. 291.
Nelson, C.A. (1971). The binding of detergents to proteins, ]. Biol. Chem., 246, 3895-3901.
Norde, W. (1986). Adsorption of proteins from solutions at the solid/liquid interface, Adv. Colloid Interface Sci., 25, 267-340.
--- et al. (1991). Protein adsorption in model systems, Biofouling, 4, 37-51. North, A.C.T. (1989). Three dimensional arrangement of conserved amino acid residues
in a superfamily of specific ligand-binding proteins, Int. ]. Biol. Macromol., 81, 56-58.
Nozaki, Y., et al. (1974). The interaction of a cationic detergent with serum albumin and other proteins,]. Biol. Chem., 249, 4452-4459.
Nylander, T., et al. (1995). A study of entrapped enzyme stability and substrate diffusion in a monoglyceride based cybic liquid crystalline phase, Accepted by Colloids Surf. A: Physicochem. Eng. Aspects.
O'Neill, T.E., Kinsella, J.E. (1987). The binding of alkanone flavours to ~-lactoglobulin: Effects of conformational and chemical modification, ]. Agric. Food Chem., 35, 770-774.
Pace, C. N., et al. (1981). Globular protein stability: Aspects of interest in protein turnover, Acta Biol. Med. Germ., 40, 1385-1392.
Papiz, M.J., et al. (1986). The structure of ~-lactoglobulin and its similarity to plasma retinol binding protein, Nature, 324, 383-385.
Pashley, R.M., lsraelachvili, J.N. (1981). A comparison of surface force and interfacial tension of mica in purified surfactant solutions, Colloids Surf., 2, 169-187.
Patel, H.M. (1992). Crit. Rev. Ther. Drug Carrier Syst., 9, 39. Patton, J.S., Carey, M.C. (1979). Watching fat digestion. The formation of visible prod
uct phases by pancreatic lipase is described, Science, 204, 145-148. Pieroni, G., et al. (1990). Interactions of lipases with lipid monolayers. Facts and
Questions, Adv. Colloid Interface. Sci., 32, 341-378. Portmann, M., et al. (1991). Spectroscopic and rheological studies of enzymes in rigid
lipidic matrices: The case of a-chymotrypsin in a lysolecithin/water cubic phase,]. Phys. Chem., 95, 8437-8440.
Prins, A., et al. (1995). Skin formation on liquid surfaces under dynamic conditions. Submitted to Trends in Colloid and Surface Sci.
Privalov, P. L. (1979). Stability of proteins. Small globular proteins, Adv. Protein Chem., 33, 167-241.
--- (1982). Stability of proteins. Proteins which do not present a single cooperative system, Adv. Protein Chem., 35, 1-104.
---, Gill, S. J. (1988). Stability of protein structure and hydrophobic interaction, Adv. Protein Chem., 39, 191-234.
Quinn, P.J., Dawson, R.M.C. (1969a). The interaction of cytochrome c with monolayers
144 Food Emulsifiers and Their Applications
of phosphatidylethanolamine, Biochem. ]., 113, 791-803. --- (l969b). Interactions of cytochrome c and [14C] carboxymethylated cytochrome
c with monolayers of phosphatidylcholine, phosphatidic acid and cardiolipin, Biochem. ]., 115, 65-75.
Rapoza, R.J., Horbett, T.A. (1988). Mechanisms of protein interactions with biomaterials: Effect of surfactant structure on elutability, Polymer Mater. Sci. Eng., 59, 249-252.
--- (1989). Changes in the SDS elutability of fibrinogen adsorbed from plasma to polymers,]. Biomater. Sci. Polymer Edn., l, 99-110.
--- (l990a). Post-adsorptive transitions in fibrinogen influence of polymer properties,]. Biomed. Mat. Res., 24, 1263-1282.
--- (l990b). The effects of concentration and adsorption time on the elutability of adsorbed proteins in surfactant solutions of varying structures and concentrations, ]. Colloid Interface Sci., 136, 480-493.
Raudino, A. (1995). Lateral inhomogeneous membranes: Theoretical aspects, Adv. Colloid Interface Sci., 57, 229-285.
--- , Castelli, F. (1992). A thermodynamic study of protein-induced lipid lateral phase separation. Effect of lysozyme on mixed lipid vesicles, Colloid Polymer Sci., 270, 1116-1123.
Razumas, V., et al. (1994). Electrochemical biosensors for glucose, lactate, urea, and creatinine based on enzymes entrapped in a cubic liquid crystalline phase, Anal. Chim. Acta, 289, 155-162.
--- et al. (1995). A cubic monoolein-cytochrome c water phase: X-ray diffraction, FT-IR, differential scanning calorimetry and electrochemical studies, Accepted by ]. Phys. Chem.
Reynolds, J.A., Tanford, C. (1970). The gross conformation of protein sodium dodecyl sulphate complexes,]. Biol. Chem., 245, 5161-5165.
Richards, F.M. (1977). Areas, volumes, packing, and protein structure, Ann. Rev. Biophys. Bioeng., 6, 151-176.
Sankaram, B., Marsh, D. (1993). Protein-lipid interactions with peripheral membrane proteins, in Protein-Lipid Interactions (ed. A. Watts), Elsevier, Amsterdam, 25: 127-162.
Sarker, D.K., et al. (1995). Competitive adsorption of L-a-lysophosphatidylcholine/ P-lactoglobulin mixtures at the interfaces of foams and foam lamellae, Colloids Sur. B: Biointerfaces, 3, 349-356.
Sawyer, L. (1987). One fold among many, Nature, 327,659-660. Scamehom, J.F., et al. (1982). Adsorption of surfactants on mineral oxide surfaces from
aqueous solutions,]. Colloid Interface Sci., 85, 463-478. Scatchard, G. (1949). The attractions of proteins for small molecules and ions, Ann.
N.Y. Acad. Sci., 51,660. Shirahama, K., et al. (1974). Free boundary electrophoresis of sodium dodecyl sul
phate-protein polypeptide complexes with special reference to SDS-polyacrylamide gel electrophoresis,]. Biochemistry, 75, 309-319.
Slack, S.M., Horbett, T.A. (1988). Physicalchemical and biochemical aspects of fibrinogen adsorption from plasma and binary protein solutions onto polyethylene and glass,]. Colloid Interface Sci., 124, 535-551.
Somasundaran, P., Kunjappu, J.T. (1989). In-situ investigation of adsorbed surfactant
Protein/Emu1sifer Interactions 145
and polymers on solids in solution, Colloids Surf, 37, 245-268. Spooner, P.J.R., Watts, A. (199la). Reversible unfolding of cytochrome c upon interac
tion with cardiolipin bilayers. l. Evidence from deuterium NMR measurements, Biochemistry, 30, 3871-3879.
--- (199lb ). Reversible unfolding of cytochrome c upon interaction with cardiolipin bilayers. 2. Evidence from phosphorus-31 NMR measurements, Biochemistry, 30, 3880-3885.
Steinhardt, J., Stocker, N., Carroll, D., et al. (1974). The non specific binding of amphiphiles by proteins, Biochemistry, 13, 4461-4468.
Su, Y.-Y.T., Jirgensons, B. (1977). Further studies of detergent-induced conformational transitions in proteins, Arch. Biochem. Biophys., 181, 137-146.
Subramanian, M., et al. (1986). Interaction of proteins with detergents: Binding of cationic detergents with lysozyme,]. Biosci., 10, 359-371.
Tabata, Y., lkada, Y. (1990). Adv. Polym. Sci., 94, 107. Tadros, Th. F., Vincent, B. (1983). In Encyclopedia of Emulsion Technology (ed. P.
Becher), Marcel Dekker, New York, Vol. 1, p. 129. Tanford, C. (1967). Physical Chemistry of Macromolecules, Wiley, New York. --- (1980). The Hydrophobic Effect: Formation of Micelles and Biological
Membranes, Wiley, New York. Tiberg, F. (1994). Self-Assembly of Nonionic Amphiphiles at Solid Surfaces, PhD
Thesis, University of Lund, Sweden. Tilton, R.D., et al. (1993). Effect of anionic surfactant on interactions between lysozyme
layers adsorbed on mica, Langmuir, 9, 2102-2108. Townend, R., et al. (1969). The state of amino acid residues in ~-lactoglobulin, Arch.
Biochem. Biophys., 129, .567-580. Verger, R., Pattus, F. (1982). Lipid-protein interactions in monolayers, Chem. Phys.
Lip., 30, 189-227. Wahlgren, M. (1992). Adsorption of Proteins and Interaction with Surfactants at
Solid/Liquid Interfaces, PhD Thesis, University of Lund, Sweden. ---, Arnebrant, T. (1990). Adsorption of ~-lactoglobulin onto silica, methylated sil
ica and polysulphone, ]. Colloid Interface Sci., 136, 259-265. --- (1991). Interaction of cetyltrimethylammonium bromide and sodium dodecyl
sulphate with ~-lactoglobulin and lysozyme at solid surfaces, ]. Colloid Interface Sci., 142, 503-511.
--- (1992). The concentration dependence of adsorption from a mixture of ~-lactoglobulin and sodium dodecyl sulphate onto methylated surfaces, ]. Colloid Interface Sci., 148, 201-206.
--- et al. (1993a). Adsorption of globular model proteins to silica and methylated silica surfaces and their elutability by dodecyltrimethylammonium bromide, Colloids Surf, A, 70, 139-149.
--- et al. (1993b). The elutability of fibrinogen by sodium dodecyl sulphate and akyltrimethylammonium bromides, Colloids Surf A, 70, 1.51-1.58.
--- et al. (199.5). Competition between fibrinogen and nonionic surfactant at adsorption to a wettability gradient surface, Colloid and Surfaces B: Biointerfaces, 4, 23-31.
Wallin, R., Arnebrant, T. (1994). The activity of lipase at the cubic liquid-crystalline phase/water interface,]. Colloid Interface Sci., 164, 16-20.

146 Food Emulsifiers and Their Applications
Wallin, R., et al. (1993). Stabilisation of glucose oxidase by entrapment in a cubic liquid-crystalline phase, Biocatalysis, 8, 73--80.
Walstra, P. (1983). In Encyclopedia of Emulsion Technology (ed. P. Becher), Marcel Dekker, New York, Vol. 1, p. 57.
Wannerberger, K., et al. (1995). Adsorption onto methylated silica surfaces from lipase/surfactant solutions, Colloids and Surfaces B: Biointerfaces. In press.
Watts, A. (ed.) (1993). Protein-Lipid Interactions, New Comprehensive Biochemistry, Vol. 25, Elsevier, Amsterdam.
Welin-Klintstrom, S., et al. (1993). Surfactant and protein interactions on wettability gradient surfaces,]. Colloid Interface Sci., 158, 188-194.
Wilde, P.J., Clark, D.C. (1993). The competitive displacement of ~-lactoglobulin by Tween 20 at the oil-water interface,]. Colloid Interface Sci., 155, 48-54.
---, Marion, D. (1993). The influence of competitive adsorption of a lysopalmitoyl phosphatidylcholine on the functional properties of puroindoline, a lipid binding protein isolated from wheat flour,]. Agric. Food Chem., 41, 1570-1576.
De Wit, J. N. (1989). Functional properties of whey proteins, in Developments in Dairy Chemistry-4 (ed. P.F. Fox), Elsevier Applied Science, London, pp. 285-322.
Wangnerud, P. (1994). Adsorption oflonic Surfactants on Charged Solid Surfaces, PhD Thesis, University of Lund, Sweden.
SIX
Physicochemical Aspects of an Emulsifier Functionality
Bjorn Bergenstahl
6.1 Introduction The characteristic property of all emulsifiers is their surface activity. Surface
activity is the ability to form a surface excess at interfaces. The formation of
adsorbed layers at interfaces are displayed in a change of a range of easily ob
servable and technically important properties.
l. The surface tension is reduced.
2. The lifetimes of bubbles are increased. (Only very pure water displays a
very short lifetime, a few seconds, of bubbles created by shaking.
Normal standard "pure water," double distilled, usually displays a bub
ble lifetime of about 20 to 30 seconds.)
3. The emulsifiability of oils in water is enhanced. Smaller drops with a
longer lifetime are formed with less stirring.
4. The aggregation rate of dispersed particles is changed. Surface-active
additives may induce or prevent flocculation of disperions.
5. The sediment volume of settling particles is influenced. Surface addi
tives inducing adhesive may create a loose or compact sediment.
6. Crystallization properties are changed. This may include crystallization
rate and crystal shape.
147

148 Food Emulsifiers and Their Applications
This chapter aims to discuss the principal physical origin of the various func
tionalities of typical lipid food emulsifiers. Aspects on the functionality under
very different conditions in various foods will be discussed. I will try to show how
we may select emulsifiers on the basis of their fundamental properties. ·
6.2 Surface Activity When an additive is added to a solution, the gain of entropy is very large at low
concentrations. If the additive displays surface activity and adsorbs at an in
terface, the system loses entropy, which has to be balanced by a gain in free
energy due to the adsorption. At very low concentrations the solubility always
prevails, but when the concentration is increased, more and more of the avail
able surfaces will be covered by the adsorbed molecules. To display surface
activity, the emulsifier needs to have certain properties:
1. It has to form a noncrystalline form t in contact with water.
2. It should have a reduced solubility in water due to a large hydrophobic part.
3. It has to interact with water through polar interactions.
4. It should have a significant molecular weight to reduce the effect of the reduced entropy when it adsorbs.
5. It has to have a reduced solubility in an oil environment due to large size and
the presence of polar groups at the interface.
High-melting emulsifiers do not display surface activity when dispersed in wa
ter until a critical temperature, the Krafft temperature, has been reached. At this
temperature the emulsifier solubility in the solution has reached a sufficient con
centration to allow for a significant formation of adsorbed layers at the interfaces.
The presence of hydrophobic parts of the molecules increases the energy
gain due to adsorption. In aqueous environments most emulsifiers tend to ag
gregate in micelles at a critical concentration, erne (critical micelle concentra
tion), or to precipitate as liquid crystals. Above the aggregation concentration
all properties depending on the chemical potential, for instance the adsorption
properties, are more or less constant. The aggregation is mainly driven by the
presence of the hydrophobic parts of the molecules (Tanford, 1973).
t Several lipid emulsifiers are exceptions and are applied in a hydrated gel form (a crystals).
However, this crystal form resembles the liquid crystalline form in terms of interactions with
both phases and spreadability over the interfaces.

Physicochemical Aspects of an Emulsifier Functionality 149
A polar part of the molecule is necessary to avoid the formation of a sepa
rate oil phase. The type of aggregates formed during the adsorption will reflect
the balance between the polar part and the hydrophobic part of the molecule.
The free-energy gain at adsorption is mainly proportional to the molecular
weight, while the entropy loss due to the demixing is independent of molecular
weight. Hence, small molecules, for instance lower alcohols, do not form ad
sorbed layers at hydrophobic surfaces in contact with water solutions, while
pronounced layers are formed with additives of higher molecular weights, for
instance monoglycerides. Proteins display a much higher surface activity than
protein hydrolysates.
In an oil environment, solvophobic effects are absent and the adsorption
has to be generated by polar interactions between the second phase and the
surface-active molecule.
The interaction between particles is influenced when the particles are cov
ered by an adsorbed layer of an emulsifier. The change in the interaction
strongly influences the macroscopic properties of the dispersions (Table 6.1).
Table 6.1 Effects of changes in the interactions on the macroscopic properties of dispersions
Interaction
Attraction
Repulsion
Stability
Flocculation Stable
Sedimentation
Large sediment volume Small sediment volume
The solution properties of emulsifiers are determined for the surface activ
ity of the emulsifiers. In addition, the ability to generate repulsive interactions
is also reflected in the solution properties of emulsifiers.
6.3. Solution Properties of Emulsifiers When water is added to a surfactant system, the solubilization in the system
may in principle pass through a series of aggregation structures and phases in
a particular sequence. The sequence is: reversed micelles ~ reversed hexago
nal phase ~ lamellar phase ~ hexagonal phase ~ micellar solution ~ mole
cular solution (Fontell, 1978) (Figure 6.1).
The free energy of solubilization, LlG,oluhilization' can be described as a sum of

150 Food Emulsifiers and Their Applications
Krafft point
hexagonal , phase :micelles
' '
reversed micelles
reversed hexagonal
lamellar phase phase
Melting point M---
Emulsifier
Figure 6.1 A typical sequence of liquid-crystalline phases and solution phases formed in a binary emulsifier mixture. (Modified after Fontell, 1978.)
free energy contributions in the process by the expression: emulsifier phase + water ~ more solubilized phase:
L\Gphase transformation + .L\.Gmixing + .AGpolar group/water interaction + .L\.~ydrophobic
where .ilGmixing is negative when changing from large aggregates to small ag
gregates (micelles and molecular solutions).
ilGhydrophobic is positive and equal to Ahydrocarbonlwater 'Y hydrocarbon/water· The hydrophobic effect is the driving force for the aggregation and gives the upper
limit of the molecular solubility for amphiphilic molecules (critical micelle
concentration) .
.ilGpolar group/water is negative. This term consists mainly of the work released
when more water allows a larger separation between repelling aggregates or
molecules:
l next aggregate }
LlGpolar group/water = L I F(l) dl all neighbors aggregate
where l is the average distance between the polar groups and F(l) is the inter
action.
The area per molecule in the aggregates is given by the balance between
the interfacial tension of the oil/water interface and of the space needed for the

Physicochemical Aspects of an Emulsifier Functionality 151
polar group itself and the space generated by repulsive interactions between
the emulsifier head groups at the interface.
The area per molecule expands in the series A reversed micelles < Areversed hexagonal
< A lamellar A hexagonal < Amicelles" At a specific ratio of water and emulsifier, the system's tendency is to obtain
aggregates as small as possible to maximize the AG mixing and the AG polar group/water·
The lower limit in aggregate size is given by the increased hydrophobic contact
between the exposed hydrocarbon/water interface.
The interesting result of this exercise is that the area per molecule is to a
large extent a measure of the ability to generate repulsive interactions.
In the solubilization sequence, reversed aggregates ~ lamellar phase ~
hexagonal phase~ micellar solution~ molecular solution, the area per mol
ecule of the surfactant/water interface increases. Depending on the packing
constraints given by the hydrophobic moiety in the aggregates, the range of the
repulsive interaction on the polar side of the molecule, and the molecular
weight, this process has to proceed more rapidly or more slowly (Israelachvili
et al., 1976, 1977). Hence, the packing constraints of the hydrocarbon chain
are an important link between properties and aggregation.
The ratio of the actual area A, as it is created by the repulsive interactions,
to the theoretical area of a saturated hydrocarbon chain, A0 (23 A2) enforces
different geometries (Israelachvili et al., 1976, 1977) due to the different ratio
of volume to area of different aggregates, as shown in Table 6.2.
The successive solvation of surfactants in Table 6.2 correspond to a suc
cessive change into aggregates that correspond to a more long-range interac
tion. If there is an upper limit for the repulsion, the solvation series is
terminated at that stage. Hence, the maximum solvated aggregate formed at a
surplus of water is a measure of the ability of the emulsifier to generate re
pulsive interactions.
The area of the molecule is a measure of the interaction when water is
available, and may be generalized as the hydrophilicity of the molecule. The
spatial requirement of the hydrophobic part of the molecule is of course a mea
sure of the hydrophobicity of the molecule. Consequently, there is a close link
with the classical view of emulsifiers as molecules with a balance between the
hydrophobic and the hydrophilic properties, as they are expressed in the HLB
numbers, proposed by Griffin (1949, 1979).

152 Food Emulsifiers and Their Applications
Table 6.2 The geometries of different aggregates
Area/volume
Sphere (micellar solution) 2
2 1tr
(4/3)1tr 3
2
T
Rods (hexagonal phase)
2r1tl 2
n. /z T
Bilayers (lamellar phase)
l
T
Reversed rods (reversed hexagonal phase)
2
Packing constraint t (A0 = 23A2 for a saturated hydrocarbon tail)
3 • Vhydrophoh = 3Ao rhydrophob
2 • vhydrophob - 2A - 0
rhydrophob
l · Vhydrophoh _ A - 0
rhydrophob
T radius of the aggregate, usually limited by the length of molecule
= a fictitious length of the aggregate
vhydrophob
rhydrophob
Ao
A
= volume of the hydrophobic part of the molecule
the maximum length of the hydrophobic moiety
area of a cylindrical packing of the hydrophobic moiety
(= V hydrophob 1 rhydrophob or 23 A2 per hydrocarbon chain)
area per molecule at an average water/amphiphilic interface
t The packing constraint is here defined as the necessary cross section of an amphiphilic molecule in the aggregate at the oil/water interface. This definition is Aofpacking parameter according to Israelachvili et al. (1992, 1976, 1977).

Physicochemical Aspects of an Emulsifier Functionality 153
6.4 The Use of Phase Diagrams to Understand Emulsifier Properties Friberg and coworkers (Wilton and Friberg, 1971; Friberg and Mandel, 1970b;
Friberg and Rydhag, 1971; Friberg and Wilton, 1970; Rydhag, 1979; Rydhag
and Wilton, 1981; Friberg et al., 1969; Friberg and Mandel, 1970a; Friberg,
1971) have investigated phase diagrams and emulsion stability extensively.
They concluded that the optimum composition for a stable emulsion should be
that at which the lamellar phase, the oil phase, and the water phase are in
equilibrium in the corresponding phase diagram (Figure 6.2).
The relation between the formation of lamellar phases and emulsion stabil
ity is basically of an empirical nature. The emulsifiability is enhanced at cer
tain compositions (Friberg and Mandel, 1970b; Friberg and Rydhag, 1971;
Friberg and Wilton, 1970), and the formation of crystalline phases corresponds
to an observed destabilization (Wilton and Friberg, 1971). The formation of
multilayers around the emulsion droplets under certain conditions has also
been shown (Friberg, 1990).
It was suggested that the formation of a multilayer of a lamellar liquid-crys-
Micellar solution and oil phase
lamellar micellar solution and oil phase
Water
p- Xylene
1 2 3 4 5
Nonylphenoi-E09
Figure 6.2 Emulsion experiments in the phase diagram of an ethoxylated nonyl-phenol and xylene. Systems with compositions corresponding to the position in the phase diagram were weighed into flame-sealed ampoules. The emulsifiability of the systems was tested by shaking the ampoules. The stability of the emulsions formed was observed the emulsification. (Modified from Friberg et al., 1969; Friberg and Mandell, 1970a.)

154 Food Emulsifiers and Their Applications
talline phase coating the droplet surface reduces the van der Waal's attraction
and that this was an important contribution to the observed effects in the emul
sification experiments (Friberg, 1971). However, this explanation is not a use
ful general explanation since the emulsifier concentration in optimized food
emulsions rarely is high enough to allow for multilayer adsorption (Walstra,
1988; Dickinson, 1986). Obviously, this observation is contradictive to the
need for a separate phase of liquid-crystalline material around the droplet.
However, a correlation between the presence of, or the possibility to form, liq
uid-crystalline phases and emulsion stability is still experimentally observed
in several systems. To stabilize an dispersion, the emulsifier should:
l. Contribute to the repulsive interactions between the droplets
2. Contribute to the interfacial viscosity
3. Be well anchored to the interface
These properties are reflected in the formation of various liquid-crystalline
phases (Table 6.3). These aspects are illustrated by a few examples.
Table 6.3 The relation between the function of an emulsifier to stabilize an emulsion and its ability to form various aggregation structures
Stabilizing property aggregates Micelles Bilayers Reversed
Water-continuous emulsions
Repulsive interactions
Interfacial viscosity
Anchoring
Repulsive interactions
Interfacial viscosity
Anchoring
Optimal
Weak Optimal
Too water-soluble
Intermediate
Weak
Optimal
Oil-continuous emulsions
Weak
Weak
Acceptable
Intermediate
Optimal
Optimal
6.5 Examples of the Relation between Phase Diagrams and Emulsion Stability 6.5.1 Monoglycerides
Weak
Acceptable
Optimal
Weak
Too oil-soluble
A technical monoglyceride at room temperature remams m a nonhydrated
crystalline phase (~ phase) in equilibrium with a surplus of water. Above
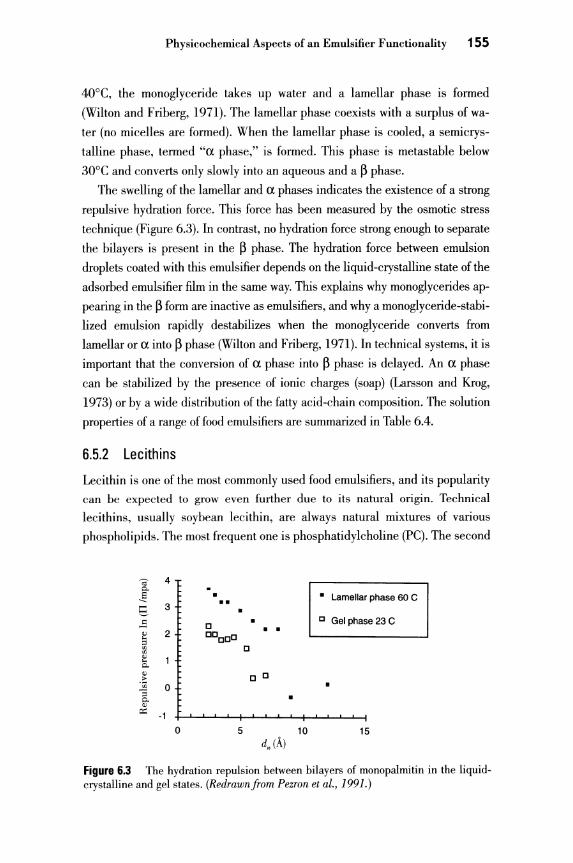
Physicochemical Aspects of an Emulsifier Functionality 155
40°C, the monoglyceride takes up water and a lamellar phase is formed
(Wilton and Friberg, 1971). The lamellar phase coexists with a surplus of wa
ter (no micelles are formed). When the lamellar phase is cooled, a semicrys
talline phase, termed "a phase," is formed. This phase is metastable below
30°C and converts only slowly into an aqueous and a ~ phase.
The swelling of the lamellar and a phases indicates the existence of a strong
repulsive hydration force. This force has been measured by the osmotic stress
technique (Figure 6.3). In contrast, no hydration force strong enough to separate
the bilayers is present in the ~ phase. The hydration force between emulsion
droplets coated with this emulsifier depends on the liquid-crystalline state of the
adsorbed emulsifier film in the same way. This explains why monoglycerides ap
pearing in the ~form are inactive as emulsifiers, and why a monoglyceride-stabi
lized emulsion rapidly destabilizes when the monoglyceride converts from
lamellar or a into~ phase (Wilton and Friberg, 1971). In technical systems, it is
important that the conversion of a phase into ~ phase is delayed. An a phase
can be stabilized by the presence of ionic charges (soap) (Larsson and Krog,
1973) or by a wide distribution of the fatty acid-chain composition. The solution
properties of a range of food emulsifiers are summarized in Table 6.4.
6.5.2 Lecithins
Lecithin is one of the most commonly used food emulsifiers, and its popularity
can be expected to grow even further due to its natural origin. Technical
lecithins, usually soybean lecithin, are always natural mixtures of various
phospholipids. The most frequent one is phosphatidylcholine (PC). The second
'" 4 0..
_§ • • Lamellar phase 60 C .. s 3 • .5 c c Gel phase 23 C
" 2 ccccc • • '" ;:; c£ c 00
" '" 0..
" c c > ·:n 0 • :; 0.. • " ~ -1
0 5 10 15 dw(A)
Figure 6.3 The hydration repulsion between bilayers of monopalmitin in the liquidcrystalline and gel states. (Redrawn from Pezron et al., 1991.)
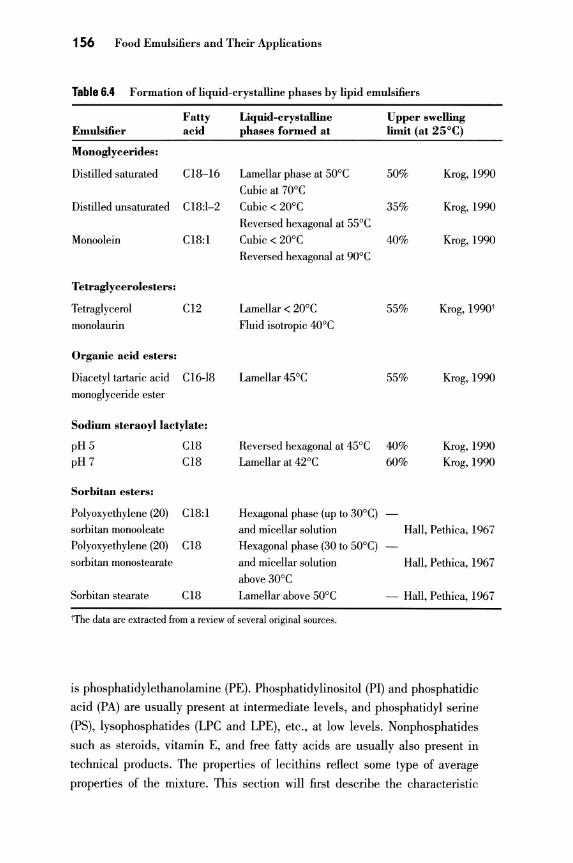
156 Food Emulsifiers and Their Applications
Table 6.4 Formation of liquid-crystalline phases by lipid emulsifiers
Fatty Liquid-crystalline Upper swelling Emulsifier acid phases formed at limit (at 25°C)
Monoglycerides:
Distilled saturated C18-16 Lamellar phase at 50°C 50% Krog, 1990
Cubic at 70°C
Distilled unsaturated Cl8:l-2 Cubic< 20°C 35% Krog, 1990
Reversed hexagonal at 55°C
Monoolein C18:1 Cubic< 20°C 40% Krog, 1990
Reversed hexagonal at 90°C
Tetraglycerolesters:
Tetraglycerol C12 Lamellar < 20°C 55% Krog, 1990t
monolaurin Fluid isotropic 40°C
Organic acid esters:
Diacetyl tartaric acid C16-l8 Lamellar 45°C 55% Krog, 1990
monoglyceride ester
Sodium steraoyllactylate:
pHS C18 Reversed hexagonal at 45°C 40% Krog, 1990 pH7 C18 Lamellar at 42°C 60% Krog, 1990
Sorbitan esters:
Polyoxyethylene (20) C18:1 Hexagonal phase (up to 30°C) sorbitan monooleate aud micellar solution Hall, Pethica, 1967 Polyoxyethylene (20) C18 Hexagonal phase (30 to 50°C)
sorbitan monostearate and micellar solution Hall, Pethica, 1967
above 30°C
Sorbitan stearate C18 Lamellar above 50°C - Hall, Pethica, 1967
tThe data are extracted from a review of several original sources.
is phosphatidylethanolamine (PE). Phosphatidylinositol (PI) and phosphatidic
acid (PA) are usually present at intermediate levels, and phosphatidyl serine
(PS), lysophosphatides (LPC and LPE), etc., at low levels. Nonphosphatides
such as steroids, vitamin E, and free fatty acids are usually also present in
technical products. The properties of lecithins reflect some type of average
properties of the mixture. This section will first describe the characteristic
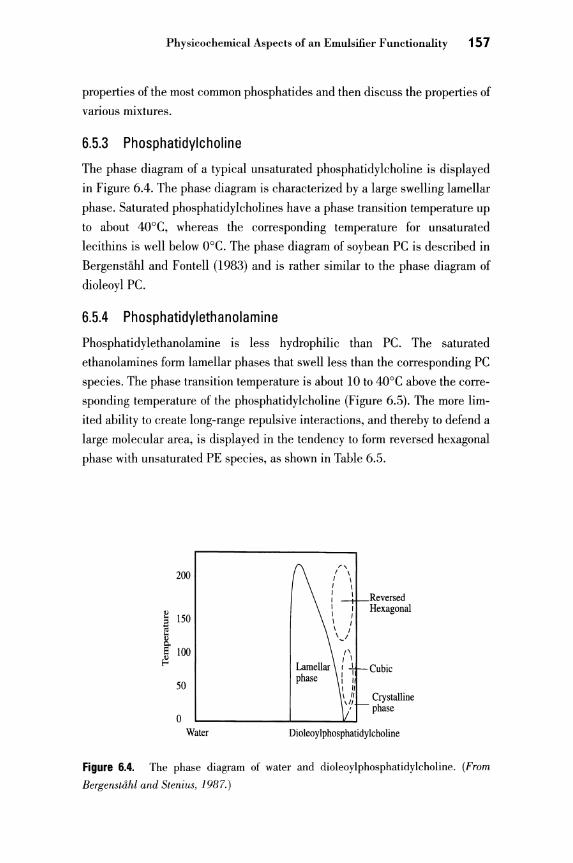
Physicochemical Aspects of an Emulsifier Functionality 15 7
properties of the most common phosphatides and then discuss the properties of
various mixtures.
6.5.3 Phosphatidylcholine
The phase diagram of a typical unsaturated phosphatidylcholine is displayed
in Figure 6.4. The phase diagram is characterized by a large swelling lamellar
phase. Saturated phosphatidylcholines have a phase transition temperature up
to about 40°C, whereas the corresponding temperature for unsaturated
lecithins is well below 0°C. The phase diagram of soybean PC is described in
Bergenstahl and Fontell (1983) and is rather similar to the phase diagram of
dioleoyl PC.
6.5.4 Phosphatidylethanolamine
Phosphatidylethanolamine is less hydrophilic than PC. The saturated
ethanolamines form lamellar phases that swell less than the corresponding PC
species. The phase transition temperature is about lO to 40°C above the corre
sponding temperature of the phosphatidylcholine (Figure 6.5). The more lim
ited ability to create long-range repulsive interactions, and thereby to defend a
large molecular area, is displayed in the tendency to form reversed hexagonal
phase with unsaturated PE species, as shown in Table 6.5.
200
~ 150
l 8 100 ~
50
0 Water
Lamellar phase
Reversed Hexagonal
Cubic
Crystalline phase
Dioleoylphosphatidylcholine
Figure 6.4. The phase diagram of water and dioleoylphosphatidylcholine. (From
Bergenstahl and Stenius, 1987.)

158 Food Emulsifiers and Their Applications
90 [J
G 70 [J •
~ 50 • c. [J • E 30 ~ •
10 •
- 1 0 10 12 14 1 6 1 8 20 22
Chain length
Figure 6.5 The main transition temperature for phosphatidylcholine (PC) (•) and phosphatidylethanolamine (PE) (D) as a function of chain length. The sources of data are given in Table 6.4.
6.5.5 Phosphatidylinositol
The phase diagram of soybean PI and water has been determined by the author
(1991) and by Soderberg (1990). The diagram is characterized by a large
lamellar phase with an unlimited swelling. The liquid-crystalline phase is
formed below room temperature.
6.5.6 Phosphatidic Acid
The phase diagram of the sodium salt of dioleoylphosphatidic acid has been de
termined by Lindblom et al. (1991). The phase diagram is characterized by a
lamellar phase that transforms to a reversed hexagonal phase at about 30% of
water. This transformation occurs although there is an ionic charge on the mole
cules and despite the small head group. A possible explanation, supported by
evidence from NMR measurements, is that this is due to ion condensation.
6.5.7 Lysophosphatides
The phase diagrams of a series of different lysophosphatides has been investi
gated by Arvidsson et al. (1985). Lysophosphatidylcholine has the same hy
drophilic polar group as the ordinary PC but only one of the two fatty acids.
This reduces the volume demand of the aggregate, and the packing constraint
allows for the formation of micelles and hexagonal phases.
6.5.8 The Properties of Mixtures of Phosphatides
Technical phosphatides are always mixtures. Their properties reflect some
type of average that the mixture develops. One way to investigate this is to de-

Physicochemical Aspects of an Emulsifier Functionality 159
Table 6.5 The formation of liquid-crystalline phases by various phospholipids
Fatty Liquid-crystalline Phospholipid acids phases formed at
Phosphatidylcholine:
Distearoyl CIS Lamellar phase at 55°C Dipalmitoyl CI6 Lamellar phase at 4I °C Dimyristoyl CI4 Lamellar phase at 23 C Dioleoyl CIS:! Lamellar below 0°C Egg PC CI6-IS:I Lamellar at 2°C Soybean PC CIS:I-2 Lamellar below 0°C
Phosphatidyletanoleamine:
Dipalmitoyl CI6 Lamellar phase at 68°C Reversed hexagonal at S4°C
Dioleoyl C1S:l Lamellar below 0°C Reversed hexagonal at 5°C
Soybean PE CIS l-2+ Reversed hexagonal above 0°C
Phosphatidylinositol:
Soybean PI C1S:I-2+ Lamellar below 0°C
Phosphatidic acid:
Dioleoyl ClS:l Lamellar below 0°C
Lyso PC:
Palmi toy! CI6 Micellar solution below 0°C
iThe data are extracted from a review of several original sources. +Mainly.
Upper swelling limit (at 25°C)
Small, I9S6t
36% Insko & Matsui,I97S 40% Janiak et al., I97S 42% Bergenstahl & F ortell, I9S7 44% Small, I9S6 35% Bergenstahl & Fortell, I9S7
20% Caffrey, I9S5
20% Gawrish et al, 1992
30% Bergenstahl, 1991
Unlimited Bergenstahl, 1991 Soderberg, 1990
Unlimited Lindblom et al., I99I
Unlimited Eriksson et al., I9S7
terrnine the type of liquid-crystalline phase that develops when different phos
phatides are allowed to interact together with water. Figure 6.6 shows the
phase diagram of dioleoyl PC and dioleoyl PE in 40% water (Eriksson et al.,
1985). The figure shows that a lamellar phase is formed when the system con
tains mainly PC, but that about 60% PE nonlamellar phases start to form. This
change is enhanced at high temperatures. Between the hexagonal phase and
the lamellar phase is an area in which a cubic phase appears (above 50°C).

160 Food Emulsifiers and Their Applications
100
80
G ~ 60 e ::l ~ '" <l.l 0., a 40 ~
20
0
100% DOPE
Reversed hexagonal phase
Cubic phase
Lamellar phase
50150
Composition
100% DOPC
Figure 6.6 The phase diagram of dioleoyl PC and dioleoyl PE with 40% water. (Redrawn after Eriksson et al., 1985.)
The more highly unsaturated soybean PE and soybean PC display a similar
aggregation pattern, but the temperature at which the system changes from
lamellar to nonlamellar phases is lower (Figure 6. 7), and the phase diagram is
dominated by the hydrophobic properties of the PE up to fairly high concentra
tions of PC. A mixture of PI and PC displays the extreme swelling properties of
ionically charged emulsifiers at an early stage. This was indeed also expected
since a similar pattern was observed when a small amount of ionically charged
detergents was added to the lamellar phase formed by monoglycerides
(Larsson and Krog, 1973). When PI and PE are mixed, the properties of the
mixture are dominated by the hydrophilic PI up to quite a high PE:PI ratio.
A preliminary conclusion from this work is that the properties of phos
phatide mixtures are determined by the ratio of anionic (particularly PI) phos
phatides to PE rather than by the PC:PE ratio.
Technical soybean lecithin contains a mixture of different phospholipids
(Rydhag, 1979). In most cases, the weakly hydrophilic phospha
tidylethanolamine dominates, and this type of lecithin is suitable for inverse
emulsions such as in margarine. More hydrophilic soybean lecithins suitable
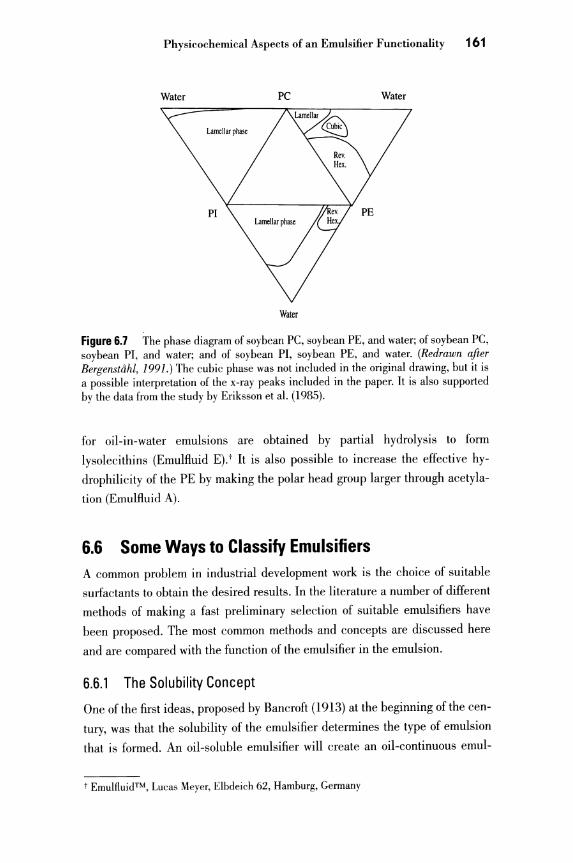
Physicochemical Aspects of an Emulsifier Functionality 161
Water PC Water
PI
Water
Figure 6.7 The phase diagram of soybean PC, soybean PE, and water; of soybean PC, soybean PI, and water; and of soybean PI, soybean PE, and water. (Redrawn after
Bergenstahl, 1991.) The cubic phase was not included in the original drawing, but it is a possible interpretation of the x-ray peaks included in the paper. It is also supported by the data from the study by Eriksson eta!. (1985).
for oil-in-water emulsions are obtained by partial hydrolysis to form
lysolecithins (Emulfluid E). t It is also possible to increase the effective hy
drophilicity of the PE by making the polar head group larger through acetyla
tion (Emulfluid A).
6.6 Some Ways to Classify Emulsifiers
A common problem in industrial development work is the choice of suitable
surfactants to obtain the desired results. In the literature a number of different
methods of making a fast preliminary selection of suitable emulsifiers have
been proposed. The most common methods and concepts are discussed here
and are compared with the function of the emulsifier in the emulsion.
6.6.1 The Solubility Concept
One of the first ideas, proposed by Bancroft (1913) at the beginning of the cen
tury, was that the solubility of the emulsifier determines the type of emulsion
that is formed. An oil-soluble emulsifier will create an oil-continuous ernul-
t Emulfluid™, Lucas Meyer, Elbdeich 62, Hamburg, Germany

162 Food Emulsifiers and Their Applications
sion, and a water-soluble emulsifier will tum the emulsion into a water-contin
uous one. This is true for low molecular emulsifiers with a high solubility (usually in micellar aggregates), but it is also valid for polymers. However, most likely, the concept can also, to some extent, be expanded to include emulsifiers with just a dispersibility in either one of the phases (for instance lecithin). Experience in this direction is exemplified in Table 6.6. However, the Bancroft rule provide us just with the first very general directions. To proceed further we
need possibilities to rank emulsifiers quantitatively.
Table 6.6 Emulsifiahility compared with solubility according to the Bancroft rule. (Ostberg et al., 1995.)
Emulsifier Soluhility/dispersihility Type of emulsion
Sorbitan esters Oil-soluble Oil-continuous (Span)
Etoxylated sorbitan Water-soluble Water-continuous esters (Tween) Hydrophobic lecithin Oil-dispersible Oil-continuous (normal technical lecithin) Hydrophiliclecithin Water-dispersible Water-continuous (high LPC or low PE) Proteins Water-soluble Water-continuous Fat crystals Oil-dispersible Oil-continuous
6.6.2 The Phase Inversion Concept
Ethoxylated surfactants have a tendency toward declining hydrophilicity with in
creasing temperature. This leads to a change from water solubility at low temper
atures to oil solubility at higher temperatures. According to the Bancroft rule,
this will cause a given system to switch from being water-continuous to being oil
continuous. The hydrophilicity can be viewed as a property that is gradually lost
with increasing temperature. The distance from the breakeven point, the phaseinversion temperature (PIT), is then a measure of the strength of the hydrophilicity. Shinoda claims that the best stability of an oil-in-water emulsion is obtained at 30°C below the PIT and for a water-in-oil emulsion at about 20°C above the PIT. However, the droplet size obtained directly after the homogenization (by shaking) reach a minimum at the PIT. Consequently, Shinoda suggests that the emulsifier should be chosen so that the emulsification can be performed at a PIT

Physicochemical Aspects of an Emulsifier Functionality 163
about 20 to 30°C above the final storage temperature [emulsification by the PIT
method (Shinoda and Saito, 1968)].
Shinoda and coworkers (Shinoda and Saito, 1968; Shinoda and Kunieda,
1983; Kunieda and Ishikawa, 1985, reviewed in Shinoda and Friberg, 1986)
have worked according to this concept and characterized a number of different
ethoxylated emulsifiers in combination with various solvents. They then found
that the PIT depends not only on the number of ethoxy groups but also on the oil
phase, indicating the importance of the solubility properties for the stability.
Emulsification experiments performed with a range of different oil-to-water
ratios show that the emulsion type is determined mainly by the emulsifier
properties and is for many systems (pure solvents!) very insensitive to the
phase ratio (Shinoda and Friberg, 1986).
It is obvious that this says a lot about the properties of ethoxylated surfactants
but its applicability to food emulsions is very limited for two main reasons:
1. The concept is based on strongly temperature-dependent properties of
the emulsifiers. This excludes ionic emulsifiers (less important for the
food industry), and it also excludes the most commonly used polyhy
droxy and nonionic zwitterionic emulsifiers as they display a very weak
temperature dependence of their hydrophilicity.
2. The solvent properties are important in the PIT concept. However, food
emulsions are made almost solely from triglyceride oils and water that will
behave differently due to the large molecular weight of the oil molecules.
6.6.3 The HLB (Hydrophilic/Lipophilic Balance) Concept
Emulsifiers are molecules with a duality in their properties. The balance be
tween the hydrophobic and hydrophilic properties of the molecules should
then determine the performance, for instance to the type of emulsion formed. If
the emulsifier is changed from being hydrophobic to hydrophilic, the emulsion
formed changes from oil-continuous to water-continuous. The balance of the
emulsifier is recorded as a number, the HLB value. When this concept was in
troduced by Griffin (1949), the HLB value of unknown emulsifiers was deter
mined by comparing the emulsification properties in a predetermined system
of a mixture of hydrophobic and hydrophilic emulsifiers with a predefined
HLB number.
The important development of the HLB system came when the group con
tribution system was constructed by Davies (195 7), and it became possible to
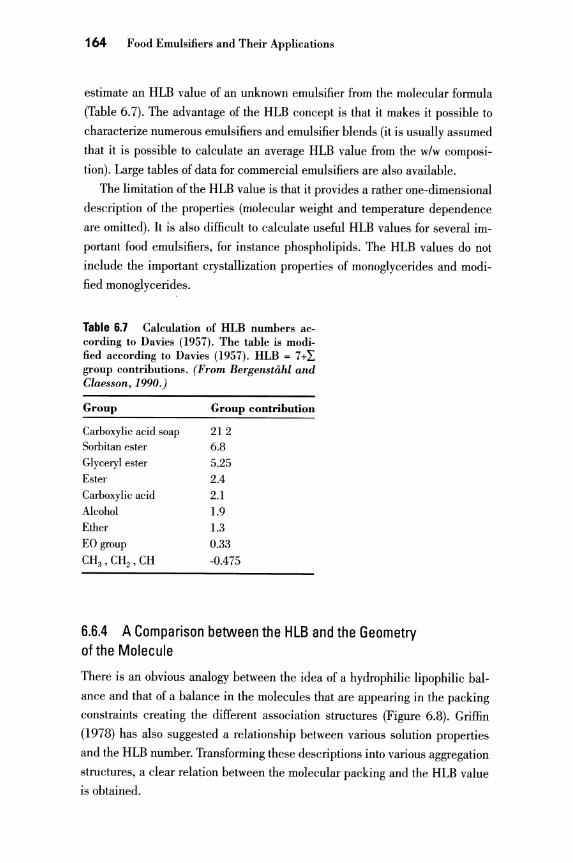
164 Food Emulsifiers and Their Applications
estimate an HLB value of an unknown emulsifier from the molecular formula (Table 6.7). The advantage of the HLB concept is that it makes it possible to characterize numerous emulsifiers and emulsifier blends (it is usually assumed that it is possible to calculate an average HLB value from the w/w composition). Large tables of data for commercial emulsifiers are also available.
The limitation of the HLB value is that it provides a rather one-dimensional description of the properties (molecular weight and temperature dependence are omitted). It is also difficult to calculate useful HLB values for several important food emulsifiers, for instance phospholipids. The HLB values do not include the important crystallization properties of monoglycerides and modified monoglycerides.
Table 6.7 Calculation of HLB numbers according to Davies (1957). The table is modified according to Davies (1957). HLB = 7+L group contributions. (From Bergenstahl and Claesson, 1990.)
Group
Carboxylic acid soap Sorbitan ester
Glyceryl ester
Ester
Carboxylic acid
Alcohol
Ether
EO group
CH3 , CH2 , CH
Group contribution
212 6.8 5.25 2.4 2.1 1.9 1.3 0.33 -0.475
6.6.4 A Comparison between the HLB and the Geometry of the Molecule
There is an obvious analogy between the idea of a hydrophilic lipophilic balance and that of a balance in the molecules that are appearing in the packing constraints creating the different association structures (Figure 6.8). Griffin (1978) has also suggested a relationship between various solution properties and the HLB number. Transforming these descriptions into various aggregation structures, a clear relation between the molecular packing and the HLB value is obtained.
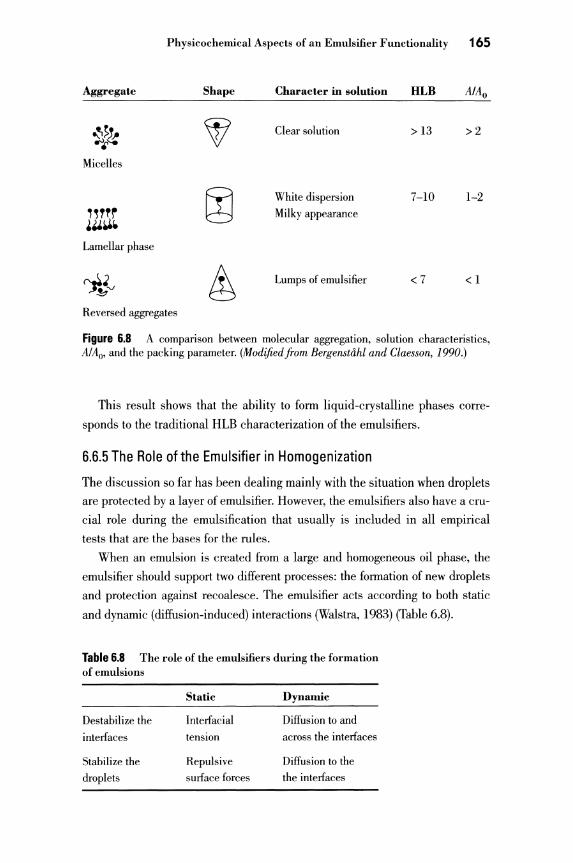
Physicochemical Aspects of an Emulsifier Functionality 165
Aggregate
~>t· ..,.,--. Micelles
Lamellar phase
Reversed aggregates
Shape Character in solution
Clear solution
White dispersion
Milky appearance
Lumps of emulsifier
HLB
> 13 >2
7-10 l-2
<7 <1
Figure 6.8 A comparison between molecular aggregation, solution characteristics, AIA0, and the packing parameter. (Modified from Bergenstiihl and Claesson, 1990.)
This result shows that the ability to form liquid-crystalline phases corre
sponds to the traditional HLB characterization of the emulsifiers.
6.6.5 The Role of the Emulsifier in Homogenization
The discussion so far has been dealing mainly with the situation when droplets
are protected by a layer of emulsifier. However, the emulsifiers also have a cru
cial role during the emulsification that usually is included in all empirical
tests that are the bases for the rules.
When an emulsion is created from a large and homogeneous oil phase, the
emulsifier should support two different processes: the formation of new droplets
and protection against recoalesce. The emulsifier acts according to both static
and dynamic (diffusion-induced) interactions (Walstra, 1983) (Table 6.8).
Table 6.8 The role of the emulsifiers during the formation of emulsions
Static Dynamic
Destabilize the Interfacial Diffusion to and
interfaces tension across the interfaces
Stabilize the Repulsive Diffusion to the
droplets surface forces the interfaces

166 Food Emulsifiers and Their Applications
The principal role of the intenacial tension is obvious. The presence of emulsifiers lowers the intenacial tension from about 30 mN/m for a triglyceride/water system to between 1 and lO mN/m. Nonionic emulsifiers close to the PIT create densely packed intenaces with very low intenacial tensions. However, the effects of the intenacial tension itself are not very large. Walstra (1983) has shown that the droplet size is only weakly dependent on the intenacial tension.
During the homogenization, new intenaces are formed. The emulsifiers have to diffuse to the intenaces to lower the intenacial tension during the events when the droplets are formed. This process must be rapid to be successful, as rapid as the time scale for the formation of the droplets. For geometrical reasons, the diffusion from the surrounding phase of the droplet is much more rapid than the diffusion from the internal liquid. This is one important contribution to the validity of the solution rules (Bancroft, PIT, HLB, and phase diagrams).
During the homogenization, the water-soluble substances in the oil phase diffuse over to the water phase. These types of diffusion across the intenaces create disturbances that contribute to the emulsification. In many systems, this effect gives an increased efficiency if the emulsifier is added to the oil phase before the emulsification. For dispersible emulsifiers (phospholipids) there are also other reasons why it is more efficient to add the emulsifier to the oil phase instead of the water phase. During the homogenization, phospholipids tend to form stable liposomal dispersion in competition to the emulsification of the oil phase. Westesen has indeed observed that a significant fraction of the phospholipids in a commercial phospholipid emulsion for paranteral use is lost in liposomal aggregates (Westesen and Wehler, 1992).
Emulsification involves an intensive shear. The shear by itself causes a high frequency of recoalescence events. If the emulsification is to be successful the formed droplets have to be protected. The repulsive interactions generated by the emulsifiers create a static protection.
The hydrodynamic interaction is crucial for the result of a collision due to shear. The hydrodynamic interactions depend on the existence of an intenace with an intenacial viscosity and elasticity. During the collision event, the intenace close to the approaching droplet is depleted of emulsifiers due to the streaming ofliquid. The sunactant-depleted zone will then have a higher interfacial tension than the surrounding emulsifier-covered areas of the droplets. This leads to sunace diffusion in the direction opposite to the liquid flow and ensures the hydrodynamic resistance. If the emulsifier is oil-soluble, emulsi-

Physicochemical Aspects of an Emulsifier Functionality 16 7
fier from the internal part of the droplet will diffuse to the depleted area and
thereby reduce the hydrodynamic protection of the droplet.
The discussion in this section has been very qualitative, but an important
point is that the emulsifiers contribute to the emulsification as well as to the
stabilization. The role of the emulsifier for the stabilization is usually difficult
to identify in the simple type of shaking experiments that are the main back
ground to the HLB, the PIT, and the phase diagram concepts. This type of sim
ple, and thereby effficient, experiment provides information about both the
emulsifiability and the stability with a certain emulsifier.
6.7 The Emulsifier Surface The ability of various food emulsifiers to generate adsorbed layers influencing
the interparticle interactions has been discussed. The type and magnitude de
pend on the composition of the surface generated from the adsorption process.
Foods usually are complex mixtures. They may contain both low molecular sur
face-active lipids and a versatile range of more or less surface-active proteins
and polysaccharides. The actual chemical composition of the emulsion droplet
surface is then the key factor that determines most of the surface interactions.
In systems containing several surface-active components, three types of ad
sorbed layers can be identified based on how the layers are formed. In reality,
the differences between the three adsorption structures discussed below are
not sharp, but this simplified description can provide a base when the proper
ties of complex systems are discussed.
l. Competitive adsorption. A monolayer containing one predominant type of
molecule at the interface builds up through competition with other less
surface-active components that may be replaced in the interface.
2. Associative adsorption. An adsorbed layer containing a mixture of several
different surface-active components is formed.
3. Layer adsorption. One component adsorbs on top of the other.
6.7.1 Competitive Adsorption
In a system with several surface-active components, a homogeneous monolayer
is formed by the most surface-active component. The adsorption depends on the
main driving force for adsorbtion, mainly the hydrophobic interaction. Hence,

168 Food Emulsifiers and Their Applications
from a mixture of two emulsifiers, the most hydrophobic emulsifier will have the
strongest affinity to the interface. A consequence is that under competitive ad
sorption the component with the lowest water solubility will dominate the inter
face [e.g., the lowest critical micelle concentration (Kronberg, 1983)].
The character of the adsorbed layer, for instance its ability to generate re
pulsive interactions, is determined by the dominating compound. The struc
ture of the layer depends on the geometrical shape of the molecules and on
lateral interactions between the molecules in the layer. Nonionic surfactants
may form very dense layers due to head-group attraction. Ionic surfactants are
able to form extremely loose layers due to inter-head-group repulsion.
An interesting experimental observation in agreement with this relation is
that the concentration of emulsifier necessary to obtain an emulsion is much
lower for ionic emulsifiers than for nonionic emulsifiers.
In a series of emulsions, we have studied the efficiency of the emulsification
(Ostberg et al., 1995) by droplet size measurements after homogenization. The
results show that for several emulsifiers very small droplets are obtained
(about 0.2 to 0.4 Jlm). The particle size obtained depends on the concentration
of emulsifier. The nonionic emulsifiers leads to a constant particle size down to
a critical concentration below which the ability to form emulsions is strongly
reduced. The critical concentration can be compared with the thickness of the
emulsifier layer on the emulsion droplet. The apparent thickness of the emulsi
fier layer can be estimated from the particle size and the concentration of
emulsifier (counted on the dispersed phase), if we assume that all emulsifier is
adsorbed to the interface. The apparent thickness gives the upper limit for the
adsorbed layer rather than the correct value:
volume of emulsifier Thickness of emulsifier layer =
emulsion droplet area
0 = cern Vemulsion droplet
A emulsion droplet
where cern is the emulsifier concentration (v/v) in the disperse phase.
6
The critical thickness (the thickness of the emulsifier layer at the critical
concentration) of the emulsifier layer can be compared with the size of the mol
ecule. The results show a thickness of about 60% of the theoretical length of
the molecule for nonionic emulsifiers. Hydrophobic emulsifiers are less effi
cient during the emulsification and give very high values of the apparent thick-

Physicochemical Aspects of an Emulsifier Functionality 169
ness. The properties of the ionic emulsifiers are different. These emulsifiers
are able to emulsify the emulsions down to extremely low concentrations corre
sponding to very low surface concentrations (thin layers).
6.7.2 Associative Adsorption
In associative adsorption, a mixed surface is formed. The properties displayed
by the surface are some sort of average properties.
A typical associative system may be a long alcohol (for instance decanol)
and charged surfactants (for instance soaps). The alcohol acts as a spacer be
tween the charged groups, which decreases the head-group repulsion within
the layer and reduces the surface energy. This increases the adsorption and
enhances the surface activity. Similarly, a lamellar phase is formed in the cor
responding three-component phase diagram: water/sodium caprylate/deeanol
(Fontell, et al., 1968). Mixed layers are commonly formed due to associative
adsorption with natural and technical emulsifier blends. This is also a neces
sary requirement of the common assumption that an average HLB value should
describe the properties of an emulsifier blend (Davies, 1957). A common sys
tem assumed to act in this way is a mixture of sorbitan esters and ethoxylated
sorbitan esters where the smaller sorbitan esters can use the space between
the bulky ethoxylated esters (Boyd et al., 1976).
In the case of associative adsorption, both components are expected to be
present in the surface. If this situation is to be stable, the adsorption of the sec
ond component should be either enhanced by the presence of the first compo
nent or at least not influenced by it. The total amount of adsorbed material
should be greater than or equal to the sum of the two components.
6.7.3 Layered Adsorption
Adsorption in layers is possible when different classes of surface-active com
ponents are present in a mixture. See Table 6.9. The two components must be
very different in character to give a structure with a layered character rather
than a mixed layer. The second component adsorbs to a particle displaying the
characteristic properties of the primary adsorbing emulsifier. This usually
means a more hydrophilic surface, which can be expected to reduce the ad
sorbed amount. However, in some eases, the presence of certain groups in
creases the adsorption of specific substances.
The effects of the emulsifiers on protein adsorption is essential in most
emulsifier applications in the food industry.
Ethoxylated surfaetants usually give a strong reduction of protein adsorp-

170 Food Emulsifiers and Their Applications
Table 6.9 The apparent emulsifier layers for various emulsifiers estimated from equation. (From Ostberg et al., 1995.)
Emulsifier cone (%)1
Radius (Jlm)2
Dodecylbenzenesulfate
0.1 0.47
Emulsifier-layer thickness (1)3
1.6
Fatty acid monoethanolamid ethoxylate (7EO)
10 0.27 90
Curve shape4
Fatty acid monoethanolamid ethoxylate (l3EO)
7 0.20 45
Fatty acid monoethanolamid ethoxylate (l8EO)
lO 0.23 59
1 The emulsifier concentration calculated on the oil phase. 2 The radius is shown as D(3, 2)/2.
Estimated length of the emulsifier (1)5
15
54
75
93
3 The apparent emulsifier layer, estimated assuming that all emulsifier is estimated at the interface. 4 The curve shape shows the dependence for the apparent emulsifier layer of the emulsifier concentration. 5 The estimated length of the emulsifier molecule is estimated from the chemical formula or from measurements in the corresponding lamellar phase.
tion. Courthaudon et al. (1991b) have shown C12E08 totally displace all ad
sorbed ~-casein from an emulsion system. Similar effects have also been obtained with emulsions formed with polysorbates (Dickinson and Tanai, 1992)
and with monoglycerides (Hall and Pethica, 1967). On the other hand, egg
yolk PC did not reduce the the adsorbed amount of ~-casein more than about
20% (Courthaudon et al., 1991a).
The adsorption of a range of plasma proteins at various phospholipid sur-

Physicochemical Aspects of an Emulsifier Functionality 171
faces has been characterized using ellipsometry (Malmsten, 1995). A large
variation of the adsorbed amount was obtained, depending on the combination
of protein and phospholipid. Purified PC and PE gave low adsorbed amounts,
while phosphatidic acid enhanced the adsorption of fibrinogen with a factor of
5 compared to a bare hydrophobic surface.
References Arvidsson, G., et al. (1985). Eur. ]. Biochem, 152, 753-9. Bancroft, W.D. (1913).]. Phys. Chem., 17, SOl. Bergenstahl, B. (1991). In Food Polymers, Gels, and Colloids (ed. E. Dickinson), Royal
Society of Chemistry London, pp. 123-131. ---, Claesson, P. M. (1990). In Food Emulsions (eds. K. Larsson, S. Friberg),
Marcel Dekker, New York. --, Fontell K. (1983). Prog. Call. Pol. Sci., 68, p. 48-52. --, Stenius P.J. (1987). Phys. Chem., 91, 5944-48. Boyd, J. V., et al. (1976). In Theory and Practice of Emulsion Technology (ed. A. L.
Smith), Academic, London. Caffrey, M. (1985). Biochemistry, 24, 4826--44. Courthaudon, J. L., et al. (1991a).]. Agr. Food Chem., 39, 1365. --et al. (1991b).]. Colloid Interface Sci., 145, 390. Darling, D., Birkett, R. J. (1987). In Food Emulsions and Foams (ed. E. Dickinson),
Royal Society of Chemistry, London. Davies, J. T. (1957). Proc. Intern. Congr. Surf. Activity, 2d, London, 1, 426. Dickinson, E. (1986). Food Hydrocolloids, 1, 3. ---, Tanai S. (1992). Food Hydrocolloids, 6, 163-71. --et al. (1991). Food Hydrocolloids, 4, 403-14. Eriksson, P. 0., et al. (1987). Phys. Chem., 91, 846-63. --et al. (1985). Chem. Phys. Lipids, 37, 357-71. Fontell, K. (1978). Progr. Chem. Fats Other Lipids, 16, 145-62. --- et al. (1968). Acta Polytechnica Scandinavica, Chapter 2, Chemistry Series III,
74, 2. Friberg, S. (1990). In Food Emulsions (eds. K. Larsson, S. Friberg), Marcel Dekker,
New York. --(1971).]. Colloid Interface Sci., 37,291. --,Mandell, L. (1970a). ]. Assoc. Off. Chem. Soc., 47, 149. -- (1970b). ]. Pharm. Sci., 59, 1001-4. --, Rydhag, L. (1971). Kolloid Z. u. Polymere, 244, 233-9. ---, Wilton, I. (1970). Liquid crystals-the formula for emulsions, Am. Parf. and
Cosm., 85, 27-30. --et al. (1969). ]. Colloid Interface Sci., 29, 155-6. Gawrish, K., et al. (1992). Biochemistry, 31, 2856-64. Griffin, W. C. (1979). In Kirk-Othmer Encyclopedia of Chemical Technology, Wiley, New
York, Vol. 8. --- (1949).]. Soc. Cosmetic Chemists, 311-26

172 Food Emulsifiers and Their Applications
Hall, D.G., Pethica, D.A. (1967). In Nonionic Surfactants (ed. M.J. Schick), Marcel Dekker, New York, p. 516.
lnoko, Y., Mitsui, T.J. (1978). Phys Soc. ]ap., 44, 1918. lsraelachvili, J. (1992). Intermolecular and Surface Forces, Academic, London. --eta!. (1977). Biochim. Biophys. Acta, 470, 185-201. ---eta!. (1976). ]. Chem. Soc. Faraday Transactions II, 72, 1525. Janiak, M.J., eta!. (1979). ]. Biol. Chem., 254, 6068-78. Krog, N. (1990). In Food Emulsion (eds. K. Larsson, S. Friberg), Marcel Dekker, New
York, p. 127. Kronberg, B. (1983). ]. Colloid Interface Sci., 96, 55-68. Kunieda, H., Ishikawa, N. (1985). ]. Colloid Interface Sci., 107, 122-28. --, Shinoda, K. (1985). ]. Colloid Interface Sci., 107, 107-21. Larsson, K., Krog, N. (1973). Chem. Phys. Lipids, 10, 177. Lindblom, G., et al. (1991). Biochemistry, 30, 10938-48. Malmsten, M. (1995). ]. Colloid Interface Sci., 172, 106--15. Ostberg, G., et a!. (1995). Colloid Surfaces A, Physichemical Engineering Asp., 94,
161-71. Pezron, 1., eta!. (1991).]. Colloid Interface Sci., 144, 449-57. Rydhag, L. (1979). Fette Seifen Anstrichm., 81, 168-73. --,Wilton, I. (1981). ]. Assoc. Off. Chem. Soc., 58, 830-7. Shinoda, K., Friberg, S. (1986). Emulsions and Solubilization, Wiley, New York. ---, Kunieda H. (1983). In Encyclopedia of Emulsion Technology, Vol. 1 (ed. P
Becher), Marcel Dekker, New York. ---,Saito, H. (1968). ]. Colloid Interface Sci., 30, 258-63. Small, D. M. (1986). Handbook of Lipid Research: Physical Chemistry of Lipids,
Plenum, New York. Soderberg, I. (1990). Structural Properties of Monoglycerides, Phospholipids and Fats
in Aqueous Systems, PhD Thesis, University of Lund, Sweden. Tanford, C. (1973). In The Hydrophobic Effect, Wiley, New York. Walstra, P. (1983). In Encyclopedia of Emulsion Technology, Vol. 1 (ed. P. Becher),
Marcel Dekker, New York, p. 57. --- (1988). In Gums and Stabilizers for the Food Industry, Vol. 4 (eds. G.O. Phillips
eta!.), IRL Press, Oxford, pp. 233-336. Westesen, K., Wehler, T. (1992). ]. Pharm. Sci., 81, 777. Wilton, 1., Friberg, S. (1971). Influence of temperature-induced phase transition in fat
emulsions,]. Assoc. Off. Chem. Soc., 48, 771-4.

SEVEN
Emulsifiers in Dairy Products and Dairy Substitutes
Stephen R. Euston
7.1 Introduction Bovine milk has been an important source of food for human beings for thou
sands of years. Not only is milk a very nutritious food in its own right, but it is
also a very versatile starting point for many other dairy products.
Milk is a complex food emulsion and colloidal sol. Table 7.1 gives the compo
sition of whole cow's milk. The emulsion component is composed of fat droplets
dispersed in an aqueous phase containing protein. The protein is in the form of
both casein micelles, which are themselves colloidal particles, and free in solu
tion as whey protein. A considerable reserve of knowledge has been assembled
on the structure and properties of the milk proteins (Swaisgood, 1992). The fat
droplets are stabilized by an adsorbed layer of protein and phospholipid called
the "milk fat globule membrane" (MFGM), which is distinct from the aqueous
phase protein (Walstra and Jenness, 1984). The average composition of the
MFGM has been estimated to be about 48% protein, 33% phospholipid, and
ll% water, with the remainder made up of other minor lipid components
(Walstra and Jenness, 1984). The phospholipid fraction of the membrane is com
posed of lecithin, phosphatidyl ethanolamine, phosphatidyl serine, phosphatidyl
inositide, plasmalogens, and sphingomyelin. Phospholipids are important food
173

174 Food Emulsifiers and Their Applications
Table 7.1 Approximate composition of bovine milk. (From Walstra & Jenness, 1984, Dairy Chemistry and Physics. Copyright © 1984, Wiley-lnterscience. Reprinted by permission of John Wiley & Sons, Inc.)
Average content Average dry Component (wt%) Range (wt%) matter (%)
Water 87.3 85.5-88.7
Solids, nonfat 8.8 7.9-10.0 69.0
Fat in dry matter 32.0 21.(}.-38.0
Lactose 4.6 3.8--5.3 36.0
Fat 3.9 2.4--5.5 31.0
Protein 3.25 2.3-4.4 26.0
Casein 2.6 1.7-3.5 20.0
Mineral substances 0.65 0.53-0.80 5.1
Organic acids 0.18 0.13-0.22 1.4
Miscellaneous 0.14 l.l
emulsifiers in their own right. The contribution that they make to the stability of
the milk fat globule is not well understood, but their use as food-grade emulsi
fiers has been the subject of extensive fundamental research (Courthaudon et al.,
1991; Dickinson et al., 1993a; Dickinson and Iveson 1993).
Until this century the conversion of milk to butter, cream, ice cream, and
various types of cheese had been more of a craft than a science. It is only rela
tively recently that an albeit incomplete understanding of these processes has
been available. It is now understood that the formation of these milk-based
products is a consequence of either the destabilization of the dispersed-phase
fat droplets (as in butter, ice cream, and whipped cream) or of the dispersed
aqueous-phase proteins (as in cheese). Emulsifiers play an important role in
the formation of structure in many dairy products.
In the following pages, the major emulsifier-containing dairy and imitation
dairy products will be reviewed. A brief description of their production will be
given where relevant, with emphasis on the role that emulsifiers play in the
formation and stability of the product.
7.2 Ice Cream Ice cream is probably the most complex food that we encounter. It is both a
foam and an emulsion, and it contains ice crystals and an unfrozen aqueous

Emulsifiers in Dairy Products and Dairy Substitutes 175
phase whose freezing point is depressed by freeze concentration of salts, sug
ars, and polysaccharide stabilizers. Despite its obvious complexity, ice cream
has been widely studied, and much is known about the formation of its struc
ture and the role that low molecular weight emulsifiers play in this (Covin and
Leeder, 1971; Lin and Leeder, 1974; Goff, 1988; Krog and Barfod, 1990;
Barfod et al., 1991). A typical ice cream formulation is shown in Table 7.2.
Table 7.2 A representative composition of ice cream. (Based on Rosentahl, 1991, Milk and Dairy Products Properties and Processing.)
Constituent
Fat Milk solid, nonfat Sugar Stabilizer Emulsifier Water
Weight percent in ice cream
10.0
11.0
13.0
0.2
0.5
65.3
Ice cream manufacture is a relatively simple process. The ingredients are
mixed, heated to destroy pathogens, and then homogenized. The homogeniza
tion step is included to reduce the fat droplet size so that churning of the fat
does not occur upon whipping. An in-line pasteurization step is then carried
out prior to cooling to 4°C and aging of the mix at this temperature for at least
4 hours. During this time milk proteins are able to redistribute between the fat
surface and the aqueous phase and fat crystallization occurs. The ice cream
mix is then aerated and frozen in a continuous freezer. Freezing is completed
by hardening the packed ice cream at minus 18°C initially, and finally at mi
nus 25°C (Arbuckle, 1986; Rosentahl, 1991; Varnan and Sutherland, 1994).
An acceptable ice cream product can be made without the addition of low
molecular weight emulsifiers. It has been known for several years, however,
that incorporation of emulsifiers into ice cream results in a product that whips
more easily, is drier (a necessary requirement in molded products), has im
proved melt-down resistance, and has a smoother body and texture (Arbuckle,
1986). In addition to this, the ice cream has a higher overrun, the air is more
finely dispersed, and the foam structure is more stable if emulsifiers are pre
sent (Keeney, 1982). An understanding of the mechanism by which emulsifiers
change these properties has emerged over the past few years (Goff, 1988; Krog

176 Food Emulsifiers and Their Applications
and Barfod, 1990; Barfod et al., 1991). Before describing the role of emulsi
fiers in ice cream structure formation, it is pertinent to consider the structure
of the adsorbed layer formed around the fat droplet in the ice cream premix
emulsion. During the homogenization stage the ice cream mix is subject to
high shear. This results in the disruption of the fat phase into small droplets.
Surface-active components of the mix will adsorb onto the nascent-oiVwater
interface, lowering the interfacial tension and thus stabilizing the emulsion
droplets. The exact composition of the interfacial layer will depend on the pro
portions of each type of surface-active component and their relative surface
activities. Recent research has thrown light on the competitive adsorption be
tween different milk proteins (Dickinson, 1986; Dickinson et al., 1988b;
Dickinson et al., 1989a; Dickinson et al., 1989c; Euston, 1989; Dickinson et
al, 1990b; Dickinson, 1992), milk proteins and emulsifiers (Dickinson and
Woskett, 1988a; Dickinson et al., 1990a; Dickinson, 1992; Euston et al.,
l995a; Euston et al., 1995b), and on the cooperative adsorption between pro
teins and polysaccharide stabilizers (Dickinson and Euston, 1990; Dickinson,
1992; Dickinson, 1993). These studies have identified that, in general, the
more surface-active component will predominate at the fat-droplet interface.
Thus the more surface-active protein in a mixture will dominate the adsorbed
layer initially, low molecular weight emulsifiers will, generally, displace pro
tein from the surface with time, and under certain conditions polysaccharides
can interact with proteins and/or emulsifiers to contribute to the structure of
the adsorbed layer (Bergenstahl et al., 1992). The adsorbed layer of the ice
cream emulsion will be a composite of these functional ingredients.
The key to the formation of ice cream structure is the formation of a stable
foamed product. In ice cream this is achieved in two ways. The foam in ice
cream is not a typical protein-stabilized foam, where air bubble stabilization is
achieved by protein adsorption at the air/water interface. The initial stabiliza
tion of the foam network may indeed proceed by this mechanism, but prior to
freezing, the foam structure is stabilized primarily by the partial coalescence
of emulsion fat droplets at the air bubble interface. Figure 7.1 is a cryo-SEM
micrograph of ice cream. Adsorption of fat globules at the air bubble surface is
clearly visible. For this to be able to occur, the emulsion must be relatively un
stable to the shearing forces exerted on the mix during air incorporation.
Several workers have attempted to demonstrate the link between emulsion co
alescence stability and the mechanical or viscoelastic properties of the ad
sorbed protein layer (Doxastakis and Sherman, 1984; Rivas and Sherman,
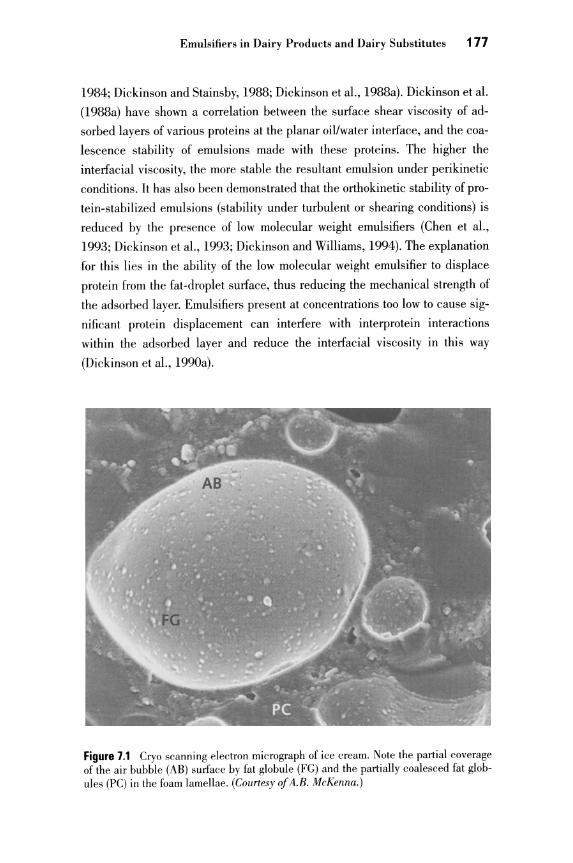
Emulsifiers in Dairy Products and Dairy Substitutes 177
1984; Dickinson and Stainsby, 1988; Dickinson et al., 1988a). Dickinson et al.
(1988a) have shown a correlation between the surface shear viscosity of ad
sorbed layers of various proteins at the planar oil/water interface, and the coa
lescence stability of emulsions made with these proteins. The higher the
interfacial viscosity, the more stable the resultant emulsion under perikinetic
conditions. It has also been demonstrated that the orthokinetic stability of pro
tein-stabilized emulsions (stability under turbulent or shearing conditions) is
reduced by the presence of low molecular weight emulsifiers (Chen et al.,
1993; Dickinson et al., 1993; Dickinson and Williams, 1994). The explanation
for this lies in the ability of the low molecular weight emulsifier to displace
protein from the fat-droplet smface, thus reducing the mechanical strength of
the adsorbed layer. Emulsifiers present at concentrations too low to cause sig
nificant protein displacement can interfere with interprotein interactions
within the adsorbed layer and reduce the interfacial viscosity in this way
(Dickinson et al., 1990a).
Figure 7.1 Cryo scanning electron micrograph of ice cream. Note the partial coverage of the air bubble (AB) surface by fat globule (FG) and the partially coalesced fat globules (PC) in the foam lamellae. (Courtesy of A.B. McKenna.)

178 Food Emulsifiers and Their Applications
Emulsifiers that have an improving effect on the structure of ice cream do so because they are able to aid in the destabilization of the milk protein-stabilized ice cream emulsion. Emulsifiers commonly used in ice cream mix such as glycerol monostearate (GMS) and polysorbates, destabilize the emulsion by displacing protein from the fat-droplet surface. This is a result of their greater surface activity than milk proteins. Several studies have shown that the surface activity of emulsifiers is strongly temperature-dependent. Studies on model systems (Dickinson and Tanai, 1992) and in ice cream mix (Krog and Barfod, 1990; Barfod et al., 1991) indicate that displacement of protein from the oiVwater interface by emulsifiers is at a maximum at temperatures between 4°C and l0°C. This observation provides an explanation for the improvement in ice cream structure and stability imparted by the aging process. It is during the aging step at 4°C in ice cream manufacture that the displacement of the majority of the protein occurs. Krog and Barfod and coworkers (Krog and Barfod, 1990; Barfod et al., 1991) have investigated the aging effect in ice cream emulsions and have shown that whereas protein displacement does occur during aging in the absence of emulsifiers, displacement is greater when GMS is present, and greater still when glycerol monooleate has been added (Figure 7.2).
The temperature dependence of emulsifier surface activity can be explained in terms of the phase behavior in aqueous solution. In the bulk phase, monoglycerides exhibit a phase behavior similar to that of triglycerides (Krog, 1990). That is, they can exist in two polymorphic forms, the a. and ~forms, that differ in the way the molecules pack in the crystal structure. When cooled from a random molten state, a metastable crystalline structure termed the a.' state is formed. Further cooling leads to a transition to the ~ state. The most stable ~-crystalline structure will form if the a.' state is stored at ambient temperature. Lutton et al. (1969) proposed that the temperature dependence of GMS surface activity can be explained by either the formation of a condensed crystalline monolayer at the oiVwater interface at 5°C or by micelle formation close to the surface. The possibility that both mechanisms contribute to the increased surface activity on cooling cannot be ruled out.
Monoglycerides, and indeed other emulsifiers, have also been shown to exhibit a complex liquid-crystalline phase behavior in aqueous solution (Krog, 1990). Under certain conditions, the ~-crystal form of a monoglyceride will interact with water to form a lamellar liquid crystal. On cooling, this can transform to a so-called a.-gel phase (Krog, 1990). It has been hypothesized that

Emulsifiers in Dairy Products and Dairy Substitutes 179
30
Q) rJ) cc
..r:: c. - 20 cc ..... c c Q) -0 .... c.
eft-Q)
10 > ·;:; cc Q)
a:
0 2 3 4 5 6 24
Aging time at 5°C
Figure 7.2 Changes in amount of protein adsorbed to fat globules in an ice cream mix
during the aging period at 5° C. The amount of protein bound in the fat phase is calcu
lated relative to the total protein in the mix. (From Krog, N., Barfod, N.M., AIChE Symposium Series, 86, 1-6. Reproduced with permission of the American Institute of Chemical Engineers.© 1990 A!ChE. All rights reserved.)
phase transformations between different crystalline and/or liquid-crystalline
forms of the adsorbed monoglycerides are important in protein displacement
(Berger, 1990). During homogenization the temperature of the ice cream mix is
high (80°C). Protein and emulsifier will both occupy the surface, with the
emulsifier having a relatively small effect on the protein surface coverage. As
the mix is cooled for aging, it is possible that a water-containing lamellar liq
uid-crystalline phase of the emulsifier is formed, which subsequently trans
forms into the a-gel phase. This latter transformation is accompanied by the
uptake of large quantities of water. At a later stage the more stable ~-crys
talline state may be formed. Berger (1990) believes that the two transforma
tions, lamellar to a gel, and a gel to ~ crystal, will play a role in protein
displacement. The change from lamellar to a gel phase results in a decrease in
surface area of about 30%, and formation of the ~-crystal structure releases
large amounts of water (Berger, 1990). Darling and Birkett (1987), however,

180 Food Emulsifiers and Their Applications
believe that in ice cream insufficient emulsifier is present in the system for liq
uid-crystalline phases to form. For this to occur the emulsifier must be ad
sorbed on the fat droplet surface at a concentration far greater than that
required for monolayer surface coverage. This is not the case in ice cream
emulsions (Darling and Birkett, 1987).
Once the emulsion has been destabilized in the freezer, partial coales
cence of the fat droplets has to occur at the air/water interface to partially
stabilize the foam structure prior to freezing. Research (Boode, 1992; Boode
and Walstra, 1993) has indicated that the crystal structure of the fat in emul
sion droplets is important in determining their susceptibility to partial coa
lescence. Van Boekel (1980) has shown that when fat crystals form at the
surface of emulsion droplets, and are large enough to penetrate the adsorbed
layer, a lipid bridge can form between two droplets that are in contact with
each other. The proportion of solid fat in emulsion droplets is important in
determining instability (Walstra, 1987). If the majority of the fat is solid, coa
lescence, or partial coalescence will not occur, and the droplets will be sta
ble. Similarly, if the droplets contain a very low proportion of solid fat,
coalescence can occur. If the solid fat content is in the approximate range 10
to 50%, partial coalescence is possible. A proportion of the emulsion droplet
is required to be in the form of liquid fat for partial coalescence to occur.
Walstra (1987) envisages a partial coagulum offat droplets as being held to
gether by necks of liquid oil.
When fat crystallizes in dispersed emulsion droplets, considerable super
cooling can be observed. Crystallization of fats occurs at nucleation points that
already exist in the fat phase. These nucleation points occur relatively infre
quently in emulsion droplets where the fat is dispersed into a large number of
small droplets. Consequently, in dispersed systems the triglyceride needs to be
cooled below its bulk phase freezing point before crystallization is initiated.
Emulsifiers in adsorbed monolayers can act as templates for the surface crys
tallization of triglycerides. Emulsifiers containing saturated hydrocarbon
chains have been shown to be good initiators of fat crystallization, whereas
those with unsaturated hydrocarbon chains are not as good (Berger, 1990;
Barfod et al., 1991). Figure 7.3 gives the solid fat content (SFC) as a function
of time for model ice cream emulsions stored at 5° C. Both saturated (GMS) and
unsaturated (GMO) emulsifiers initiate crystallization compared to control
emulsions with no emulsifier, but the SFC of GMS-containing emulsions is al
ways greater than for those containing GMO.

Emulsifiers in Dairy Products and Dairy Substitutes 181
100
..... c:
80 Q) ..... c: 0 u ..... 60 co ..... "0
0 40 Cll
~
20
0 2 3 4 24
Hours at 5°C
Figure 7.3 Recrystallization of fat phase of ice cream emulsions without emulsifier (control) or with saturated (GMS) or unsaturated (GMO) monoglycerides after cooling to 5°C and aging. (From Barfod et al., 1991, and reproduced with permission.)
Darling and Birkett (1987) point out that in a mixed triglyceride system,
such as is found in milk fat, single discrete crystals are unlikely to form under
the rapid cooling conditions used in ice cream manufacture. They have shown
that in a cooled vegetable oil emulsion, concentric layers of triglyceride crys
tals are formed at the surface of oil droplets. These contain imperfections that
may be due to dislocations or recrystallization processes, and these are likely
to cause the destabilizing effect.
The ability of triglyceride crystals to penetrate the adsorbed layer depends
on a number of factors. The surface tension between crystal and oil, crystal
and water, and oil and water will determine how far into the oil phase the crys
tal will penetrate (i.e., if it is preferentially wetted by the oil or water phase).
Emulsifiers, by way of their surface activity, will alter these surface tensions,
and this may result in the crystals being able to penetrate further into the
aqueous phase. This would lead to a decrease in emulsion stability. The des
orption of protein by emulsifier also aids destabilization by reducing the thick
ness of the layer through which fat crystals have to penetrate. The polymorphic
form of the fat crystal will also play a role in fat-droplet instability.
Triglycerides can exist in three general polymorphic forms, the a, ~. and W polymorphs. When cooled from a melt, triglycerides will generally form a-type

182 Food Emulsifiers and Their Applications
crystals. These are not stable (Larrson and Dejmek, 1990) and will transform
into a W polymorph and subsequently to the stable ~ polymorph. Having been
formed at lower temperature, a crystals contain triglyceride in a more disor
dered liquid-like arrangement. These disordered crystals are softer and are
able to deform and follow the contours of the fat droplet more easily.
Consequently, they are less likely to penetrate the adsorbed layer. The ~-crys
talline structure is more solid-like, with the triglyceride molecules arranged in
ordered arrays. The ~ crystals have a greater mechanical strength and are un
able to deform to the shape of the fat droplets. This leads to their bursting out
of the droplet into the aqueous phase (Darling, 1982).
In practice, two types of emulsifier are commonly used in ice cream: mono
and diglycerides and polyoxyethylene derivatives of glycol or glycol esters, for
example polysorbates (Keeney, 1982). Sucrose esters have also been evaluated
and have been found to be suitable as ice cream emulsifiers (Buck et al.,
1986). Mono- and diglycerides and polysorbates are usually all found in cur
rent ice cream emulsifier blends. The explanation for this lies in the relative
abilities of polysorbates and mono- and diglycerides as emulsion destabilizers,
or as foam-forming agents. Polysorbates are far more efficient at displacing
protein from the oiVwater interface than are mono- and diglycerides and thus
are better emulsion destabilizers (Keeney, 1982). Mono- and diglycerides are
better foaming agents and thus are able to aid the formation of the initial foam
prior to fat-droplet agglomeration at the air/water interface (Keeney, 1982). A
second factor is the differing abilities of emulsifiers to influence fat crystalliza
tion. Figures 7.2 and 7.3 show that whereas GMO is able to displace more pro
tein from the fat globule surface during aging than does GMS, GMS initiates
more fat crystallization than GMO. Use of a mixed emulsifier system would
also allow optimum protein displacement combined with optimum fat crystal
lization.
In summary, nonprotein emulsifiers are important in ice cream in several
respects:
l. They promote protein desorption from the surface of fat droplets, both by
their higher relative surface activity and the possible formation of liq
uid-crystalline mesophases.
2. They can act as nucleation points for surface crystallization of triglyc
erides.
3. They may promote fat crystal penetration of the adsorbed protein layer by
alteration of the surface tension between various phases.

Emulsifiers in Dairy Products and Dairy Substitutes 183
4. They may help in the initial formation and stabilization of the ice cream
foam prior to partial fat-globule coalescence and freezing. Monoglycerides
are particularly good at this function.
7.3 Whipped Cream and Whipping Cream The distinction between whipped cream and whipping cream is one of colloidal
state. Whipping cream is an oil-in-water emulsion stabilized by adsorbed milk
protein and (where added) low molecular weight emulsifier. Whipping cream can
be made by concentration of the milk fat globules found naturally in milk, or by
a recombination process where amorphous milk fat is homogenized with milk
proteins and emulsifiers. The fat content of whipping cream is about 35% by
weight. Unlike ice cream emulsion, which only has to be stable enough to be
aged for a few hours before processing into ice cream, whipping cream emulsion
has to be stable enough to allow storage for several weeks at ambient tempera
tures, if UHT processed, without appreciable loss of stability.
Whipped cream is formed from whipping cream when air is incorporated
into the emulsion to form a foam. The structure of whipped cream resembles
that of ice cream in some ways. The foam is stabilized, initially by adsorbed
protein and any added emulsifier. Prolonged whipping of the cream leads to
partial agglomeration of fat globules at the air/water interface. Whereas in ice
cream the final structure is partially stabilized by fat-globule adsorption at the
air bubble surface, but mostly by freezing of the aqueous phase, in whipped
cream the higher dispersed-phase fat content (35 wt% compared to about 10
wt% in ice cream) leads to a higher degree of fat-particle coalescence at the
air/water interface. This greater fat adsorption leads to formation of a stable
foam without the need for freezing. Figure 7.4 is a cryo-SEM micrograph show
ing fat-globule adsorption at the air/water interface in whipped cream.
Comparing this to Figure 7.1, a cryo-SEM micrograph of ice cream, it is appar
ent that structural similarities exist, but that the degree of fat-globule adsorp
tion appears to be less in ice cream. The adsorbed fat globules contribute to
the rheological properties of the foam. By influencing drainage in the aqueous
lamellae between air bubbles, the partially coalesced, adsorbed fat globules
impart a small but finite yield stress on the whipped product (Dickinson and
Stainsby, 1982). This allows whipped cream to "stand up" under its own
weight even at ambient temperature.

184 Food Emulsifiers and Their Applications
Figure 7.4 Cryo scanning electron micrograph of whipped cream. Note the greater coverage of the air bubble (AB) surface by adsorbed fat globules (FG) than occurs in ice cream (Figure 7.1). (Courtesy of A.B. McKenna.)
Nonhomogenized cream separated from milk will whip satisfactorily with
out addition of emulsifiers. If the cream is homogenized prior to whipping and
the mean fat-globule size is reduced, emulsifiers have to be added to aid desta
bilization. Anderson and Brooker (1988) have attributed the differences in
whipping ability of homogenized and nonhomogenized cream to the differ
ences in interfacial composition of the emulsion droplets in these systems.
Nonhomogenized cream contains fat droplets stabilized by native MFGM. The
composition of this has been described earlier (Section 7.1). After homoge
nization, the particle size is reduced, interfacial area is increased, and conse
quently, native MFGM is insufficient on its own to stabilize the newly formed
interface. A combination of increased interfacial area and competitive adsorp
tion between MFGM material and cream serum proteins means that proteins
from the aqueous phase (caseins and whey proteins) contribute to the interfa-

Emulsifiers in Dairy Products and Dairy Substitutes 185
ciallayer. The adsorbed layer in homogenized cream has been found to consist
mainly of caseins, with smaller amounts of ~-lactoglobulin and ~-lactalbumin
(Anderson et al., 1977; Darling and Butcher, 1978; McPherson et al., 1984).
This is consistent with the available data on competitive adsorption between
casein and whey proteins in model systems (Euston, 1989; Dickinson et al.,
1990b). In the early stages of whipping, before fat-globule adsorption and par
tial coalescence occurs to any great extent, the air bubbles are stabilized by
adsorbed milk serum proteins. Since this air/water interface is composed of the
same proteins that surround the fat/water interface in homogenized cream, the
difference in interfacial tension between the two interfaces is not very great
(Anderson and Brooker, 1988). Interfacial tension differences have already
been put forward as a driving force for fat-globule adsorption at the air/water
interface in ice cream (Section 7.2). Because of the small interfacial tension
differences between fat globule and air bubble in homogenized cream, the dri
ving force for fat-globule adsorption is low. In nonhomogenized milk the inter
facial tension differences between a fat globule stabilized by MFGM and an air
bubble stabilized by cream serum proteins are sufficient to act as the driving
force for fat-globule adsorption at the surface of air bubbles. Of course, this is
also aided by the presence of fat crystals at the fat-globule surface and by the
shearing forces introduced during whipping.
The importance of the fat phase manifests itself in two ways. As in ice
cream (Section 7.2), fat crystals are known to be important in the shear-in
duced coalescence of the fat globules (Darling, 1982), and the presence of a
certain amount of liquid fat is a prerequisite for good whipping properties.
Bucheim (1986) put forward the idea that the interfacial layer surrounding the
fat droplets ruptures when they collide during agitation. The subsequent
spreading of liquid fat is the first stage in destabilization by aggregation of ad
jacent droplets. The importance of the solid fat content of the fat globules has
been demonstrated by Darling (1982), who observes a direct correlation be
tween the SFC and whipping time in natural cream.
Recombining technologies are becoming an increasingly important process
for making whipping cream bases. These would encounter the same problems
as homogenized cream (i.e., the similarity in composition and interfacial ten
sion between air/water and oil/water interfaces), if they were formulated with
milk protein as the only surface-active material. For this reason, recombined
whipping creams, and indeed homogenized natural creams contain added low
molecular weight emulsifiers. These will alter the composition of the fat-

186 Food Emulsifiers and Their Applications
droplet surface, thus changing the interfacial tension. Addition of an optimum concentration of emulsifiers results in an oil/water interface composed of protein and emulsifier differing sufficiently from the air bubble interface for fatglobule adsorption to occur on whipping. For similar reasons to those proposed for ice cream (Section 7.2), whipping cream emulsifiers are usually a combination of two types. There is often a lipophilic emulsifier such as GMS, or one of its derivatives, and a water-soluble polyoxyethylene derivative such as one of the Tweens. Thome and Eriksson (1973) have shown that the amphoteric phospholipids are good emulsifiers in whippable emulsions when used in combination with monoglycerides. This is a significant observation when the trend toward natural, nonsynthetic emulsifiers is considered. Phospholipids are a natural component of milk fat and can be produced as a byproduct when milk is processed into, for example, butter. This can explain the increasing use of buttermilk powders as combined emulsifier/protein systems in whipped emulsions (Vodickova and Forman, 1984).
The structure of the composite fat-globule surface layer in homogenized and recombined dairy whipping cream is not known for certain. Two theories have been put forward. One theory (Krog, 1977) maintains that a primary layer of emulsifier adsorbs at the fat-droplet surface, and that a secondary layer of protein is attached to this primary layer through relatively weak cooperative hydrogen bonding. When the cream is whipped this protein layer is removed from the fat globule relatively easily, and the emulsion destabilized in this way. Doxastakis and Sherman {1984), however, have evidence that the protein and emulsifier form a mixed interface where both are adsorbed through hydrophobic interaction with the interface. It is speculated that this can lead to local
ized differences in the interfacial tension at the fat-droplet surface (i.e., between protein-rich and emulsifier-rich regions of the adsorbed layer), which helps to drive fat-globule adsorption and partial coalescence. Whichever of these theories is correct, the elements are also relevant to the destabilization of ice cream emulsion when it is frozen and whipped.
A stable whipped cream can be formed from whipping cream that has been held at room temperature for some time. However, a superior product is obtained if the cream is aged for several hours at low temperature prior to whipping. This, as in ice cream, is a consequence of increased emulsifier surface activity at low temperature.
It would appear, therefore, that the functions of emulsifiers in whipping cream are essentially the same as for ice cream, i.e.,

Emulsifiers in Dairy Products and Dairy Substitutes 187
l. They destabilize the cream through their ability to displace protein from
the oil/water interface. This changes the adsorbed layer composition
and interfacial tension of the fat droplet.
2. They may destabilize the emulsion through their ability to form lyotropic
liquid-crystalline mesophases and the subsequent phase transforma
tions that occur to form stable crystalline forms.
3. They may participate in the initial foam stabilization.
4. They aid in the formation of fat crystals at the fat-droplet surface, which
crystals are essential for fat-globule partial coalescence.
This last point is reinforced by electron microscopic studies of emulsifier
containing whipping creams. Figure 7.5 is a cryo-TEM micrograph of a whip
ping cream containing Tween 80. The large needle-like crystals that emanate
from the fat droplet are, apparently, typical of those formed in Tween-contain
ing systems (McKenna, 1995 personal communication). The bridging of two fat
droplets by these needle-like crystals is clearly visible.
7.4 Whipped Toppings Whipped toppings, usually made with hydrogenated (hardened) vegetable oils,
have been a popular dairy analog product for several years. Table 7.3 gives a
typical composition for a whipped topping powder.
Si (1991) lists the types of emulsifier used in whipped toppings as propy
lene glycol esters of monoglycerides, acetic acid esters of monoglycerides, or
lactic acid esters of monoglycerides.
In whipped toppings, as in dairy whipping creams, the emulsifiers appear to
Table 7.3 Typical whipped topping powder composition. (From Si, 1991. Reprinted by permission of the Society of Dairy Technology.)
Ingredient
Hardened coconut or
palm kernel oil
(melting point 3l-36°C)
Maltodextrin
Sodium caseinate Emulsifiers
Composition (%)
52.0
32.0
8.0 8.0

188 Food Emulsifiers and Their Applications
Figure 7.5 Cryo transmission electron micrograph of whipped cream containing Tween 80 as emulsifier. A partial agglomerate of fat globules is shown. The spikes emanating from the fat globule (FG) are fat crystals (FC) and can clearly be seen to bridge between two fat droplets (B). These spikes are, apparently, features of Tween-containing systems. (Courtesy of A.B. McKenna.)
be important in the destabilization of the emulsion, while the protein is impor
tant in giving initial stability to the oil-in-water emulsion. The mechanism by
which emulsion destabilization is achieved, however, is different. Whereas
whipped dairy creams and whipped imitation creams are stabilized by par
tially coalesced, relatively intact fat globules adsorbed at the air/water inter
face, whipped toppings are stabilized by crystalline fat at the air bubble surface. Krog and coworkers (Barfod and Krog, 1987; Bucheim et al., 1985; Krog et al., 1986) have carried out extensive studies of the factors that effect structure formation in whipped toppings. They have shown (Barfod and Krog, 1987) that part of the fat in spray-dried topping powders is in a supercooled state. When these topping powders are reconstituted in water at low temperature, they show large structural changes that determine whipping characteris-

Emulsifiers in Dairy Products and Dairy Substitutes 189
tics and foam structure. The emulsion becomes unstable due to spontaneous
recrystallization of the supercooled fat. The destabilization of the emulsion is
probably promoted by the temperature-dependent desorption of protein from
the surface, followed by coalescence. This makes crystallization of the super
cooled fat more likely, due to the increased probability of nucleation sites
(Bucheim et al., 198S).
Scanning electron microscopy studies (Bucheim et al., 198S) show that the
final structure of the aerated whipped topping is stabilized by a layer of crys
talline fat of about 0.1jlm thickness. The aqueous phase lamellae between air
bubbles also contains large proportions of crystalline fat, with smaller propor
tions of relatively intact fat globules.
The kinetics of fat crystallization and emulsion destabilization depend on
the type of emulsifier used in the formulation. Bucheim et al. (198S) have in
vestigated the effect of distilled propylene glycol monostearate (PGMS), dis
tilled unsaturated monoglycerides (glycerol monooleate, GMO), and distilled
saturated monoglycerides (glycerol monostearate, GMS) on the structure of
whipped toppings. Only PGMS is typically used in commercial formulations.
Figure 7.6 shows that all the emulsifiers promote fat crystallization when com
pared to toppings without added emulsifier. The effect of PGMS and GMO,
however, was greater than for GMS. The increased emulsion destabilization
caused by the enhanced fat recrystallization led to PGMS- and GMO-contain
ing whipped toppings being more stable than those made from GMS-contain
ing emulsions (Bucheim et al., 198S). The GMS-containing reconstituted
topping emulsion is too stable to allow consequent stabilization of incorporated
air (whipping).
The importance of protein desorption on the whipped topping structure and
stability has been demonstrated by Krog and coworkers (Krog et al. 1986;
Barfod and Krog, 1987). Table 7.4 gives the percentage protein contents of the
fat and aqueous phases of whipped topping powders reconstituted at soc and
30°C, and containing PGMS, GMS, or no added emulsifier. At soc in the ab
sence of emulsifier, almost one-quarter of the protein is associated with the fat
phase. This falls to 1.3% when PGMS is present and 7.7% with GMS added.
The temperature dependence of protein displacement is also evident. At 30°C,
over 40% of the protein is in the fat phase when emulsifier is absent, but this
drops to about 33.7% in the presence of PGMS and 12.3% when GMS is in
cluded in the formulation (Krog et al., 1986). The GMS-containing reconsti
tuted toppings have a significant proportion of protein still associated with the

190 Food Emulsifiers and Their Applications
40
~ ..... c Q) ..... c 0 30 u ..... Ctl ......
"0
0 (/)
20
... ... ...
10
0 10 20 30
Time (min) at 15°C
Figure 7.6 Crystallization of supercooled lipid fractions in topping emulsions with different surfactants, reconstituted (I :3) in deuterated water (D20), measured by pulsedNMR at l5°C. e GMO (Dimodan 0), • PGMS (Promodan SP), o GMS (Dimodan PV), A no surfactant added. [From Bucheim et al. (1985). Reprinted by permission of Scanning Microscopy International.]
Table 7.4 Distribution of protein between the fat cream phase and the water phase of centrifuged topping emulsion. (From Barfod and Krog, 1987. Reprinted by permission of the American Oil Chemists Society.)
After I hour After I hour After I hour After I hour at S°C at S°C at 30°C at 30°C %protein in %protein in %protein in %protein in
Surfactant fat phase water phase fat phase water phase
l0%PGMS 1.3 98.7 33.7 66.3 l0%GMS 7.7 92.3 12.3 87.7 None 24.0 76.0 41.7 58.3
fat-droplet surface, even after aging of the emulsions at 5°C. This is obviously enough to form an adsorbed layer strong enough, in combination with the lower
degree of fat recrystallization, to prevent stabilization of the incorporated air
bubbles. This is in contrast to the situation in ice cream and whipping cream,
where GMS is capable of destabilizing the fat emulsions to a degree that par
tial coalescence can occur. Darling and Birkett (1987) point out that the level

Emulsifiers in Dairy Products and Dairy Substitutes 191
of emulsifiers in whipped toppings is sufficient to allow the formation of emul
sifier adsorbed layers of far greater than monolayer coverage. They suggest that
the formation of liquid-crystalline mesophases, and the a.-gel phase of the ad
sorbed emulsifier, is a possibility. Westerbeek et al. (1991) have shown that a
common emulsifier used in whipped toppings, glycerollactopalmitate (GLP),
is capable of forming the a.-gel phase at oil/water interfaces, and this may con
tribute to emulsion destabilization.
The present understanding of the formation of structure in whipped top
pings suggests the following mechanism for emulsion destabilization and for
mation of the foam structure:
1. The powdered, dried topping emulsion is stable.
2. When reconstituted at low temperature, protein desorption is initiated and
is aided by added emulsifiers such as PGMS. The mechanism of protein
desorption will be similar to that already described for ice cream. There is
an almost total desorption of protein from the fat droplet surface.
3. Coalescence of fat droplets can occur during whipping, due to the pres
ence of a liquid fat produced by supercooling.
4. Coalescence leads to a recrystallization of the supercooled fat, which is
again aided by the presence of emulsifiers.
5. A continuous phase of elongated fat crystals is formed, resulting in an in
creased viscosity of the whip, which is capable of stabilizing dispersed
air bubbles.
As in ice cream, the functions of emulsifiers in whipped toppings are to pro
mote protein desorption and fat crystallization.
7.5 Cream Liqueurs Cream liqueurs are dairy emulsions of high added value. The combination of
milk protein-stabilized cream emulsion and high alcohol content make cream
liqueurs unique among dairy emulsions. Table 7.5 gives a typical range of
compositions for cream liqueur. In practice many commercial formulations
also have small amounts of GMS added.
The production of cream liqueurs is governed by the relative poorness of
the alcoholic aqueous phase as a solvent for proteins and sugars. Two commer
cial processes are in common use (Banks and Muir, 1988), namely, the single-

192 Food Emulsifiers and Their Applications
Table 7.5 Range of compositions of a standard cream liqueur. (Reprinted from Banks et al., 1981, with permission.)
Component
Milk fat Added sugars Sodium caseinate Nonfat milk solids Ethanol Water
Composition (wt%)
12-16 15-20 2.6-3.5 l.0-3.5 14 46-51
stage process and the two-stage process. Figure 7. 7 presents flowcharts for
both processes. The main difference between the two processes lies in the
stage at which the alcohol is added. In the single-stage process this is prior to
homogenization, whereas in the two-stage process it is after homogenization.
Banks and Muir (1988) found that homogenization in the presence of alcohol
leads to the formation of fewer large fat globules, and as such is preferable in
terms of emulsion stability. A characteristic of cream liqueur production is the harsh homogenization conditions used (two passes at 300 bar). This results in a product in which more than 97% of the fat droplets have a diameter less than 0.8 f..Lm. A second factor favoring formation of smaller fat droplets is the significant lowering of interfacial tension observed at the oil/water interface when alcohol is added to the aqueous phase (Bullin et al., 1988; Dickinson and Woskett, 1988; Burgaud and Dickinson, 1990). As a result of the very fine droplet size, the protein in the added cream has to be supplemented by sodium
caseinate (to a fat-to-caseinate ratio of approximately 5:1) to provide adequate
coverage of the newly formed fat surface by protein (Banks et al., 1981). The
fine particle size of the dispersed fat droplets gives the product an excellent
stability with respect to creaming. Banks et al. (1981) have noted no signs of
creaming in liqueurs with a composition within the range quoted in Table 7.5
after 12 months storage. The high level of added sodium caseinate, however,
leads to cream liqueur emulsions being unstable in acid environments. This means that they are not suitable for combination with acidic beverage mixers
such as lemonade. A cream liqueur that is stable in an acid environment can
be made by replacing the sodium caseinate with GMS. The emulsifier replaces
milk protein as the primary emulsion stabilizer at the oil/water interface, and the nonadsorbed protein is unable to aggregate the fat droplets when exposed

Emulsifiers in Dairy Products and Dairy Substitutes 193
Single-Stage Process
Water Caseinate Sugar Cream Citrate
Cream Base Alcohol
I I Homogenize
Product 2 x 300 bar, 55"C
Two-Stage Process
Cream Base Homogenize 2 x 300 bar, 55"C coolto<21rC
Homogenized Base
Gentle mixing
Alcohol
Product
Figure 7.7 Flow diagrams for the process of manufacture of a cream liqueur in (a) a single stage and (b) two stages. (From Banks and Muir, 1988. Reprinted by permission of Elsevier Applied Science Publishers.)
to acidic surroundings (Banks and Muir, 1988). Acid stability in this type of
product is gained at the expense of emulsion stability and shelf life. In prac
tice, legal limits in some countries set the concentration of GMS at no more
than 0.4 wt%, and so total replacement of caseinate by GMS is not feasible.
Many manufacturers add low concentrations of GMS as well as sodium ca
seinate to cream liqueur formulations. Dickinson and coworkers (1989b) have
shown that, in addition to displacing some, but not all of the milk protein from
the fat droplet surface, which presumably infers some acid stability on the
product, GMS also improves the creaming stability of a model cream liqueur.
When model cream liqueurs were stored at room temperature for 12 weeks, no
creaming was observed with added GMS concentrations above 0.5 wt%. Below
this level of added GMS a reduced degree of creaming was observed compared
to control samples with no emulsifier (Dickinson et al., 1989b). The increased
creaming stability was associated with rheological changes in the emulsifier
aqueous phase. At low CMS concentrations the emulsions exhibit Newtonian
behavior, whereas above 0.5 wt%, a clear yield stress is found. Dickinson et al.

194 Food Emulsifiers and Their Applications
(1989b) postulate the formation of a weak gel-like network in the continuous
phase formed by interaction of caseinate with GMS. It is also likely that inter
action between caseinate and GMS at the oil/water interface plays a role in the
creaming stability. Evidence for interactions between adsorbed caseinate lay
ers and GMS has been reported by Doxastakis and Sherman (1984), who in
vestigated the surface rheological properties of mixed caseinate GMS systems.
An apparent contradiction in the work of Dickinson et al. (1989) is that al
though creaming stability is enhanced at GMS levels above 0.5 wt%, the shelf
life, as tested using an accelerated method at 45°C, decreases in this region
(Figure 7.8). Dickinson et al. (1989) point out that whereas weak gels are able
to prevent formation of a substantial cream layer, they are also prone to slow
150 .------------------------------,
0
0 2
GMS concentration (wt%)
Figure 7.8 Effect of GMS on the shelf life of simulated cream liqueurs on storage at 45°C. The time for serum separation to first become visible is plotted against the GMS concentration. Different symbols refer to separate experiments.(Based on Dickinson et al., 1989. Reprinted by permission of the Institute of Food Technologists.)

Emulsifiers in Dairy Products and Dairy Substitutes 195
syneresis when stored for any length of time. This leads to separation of the
aqueous phase and formation of a distinct, clear serum layer at the bottom of
the sample container. Whether this syneresis will occur at room temperature is
not certain, and Dickinson et al. (1989b) stress that a correlation between the
shelf life at 45°C and that at room temperature may not follow. Cream liqueurs
stored under ambient conditions can have shelf lives of several years. Clearly
these are likely to be consumed before serum separation becomes evident.
Since the legal limits on the amount of emulsifier that can be added are set at
about 0.4 wt%, the problem of gel syneresis is unlikely to be encountered. At a
level of 0.4 wt% added GMS, creaming under gravity would not be eliminated
completely, but would be reduced to a level acceptable to the consumer
(Dickinson et al., 1989b).
7.6 Creams and Coffee Whiteners Cream products containing 10 to 20% fat have been popular as coffee cream
ers for over 50 years (Abrahamson et al., 1988). Coffee creamers and whiteners
perform several functions: they give coffee a white color, reduce bitter taste by
complexation of the tannic acids with milk proteins, give the coffee a cream
like flavor, and give body to the coffee (Sims, 1989).
Traditionally, coffee cream is produced by simple concentration of milk up
to the required fat content. The cream is usually heat treated using a UHT
process, homogenized either before or after heating, and packed aseptically to
give a long shelf life. Emulsifiers are not usually added to this product. More
recently, with the advent of recombining technology and with the preference of
some consumers for vegetable oil-based products over those containing milk
fat, new products have appeared that require the addition of emulsifiers to
their formulations. If a recombined coffee cream is produced, the formulation
is more complex than for coffee cream. Table 7.6 gives a typical formulation
for a recombined coffee cream containing 19% milk fat, as suggested by
Zadow (1982).
The recombining process involves a two-stage homogenization with an 18-
MPa first stage and a 3-to-4-MPa second stage. Presumably the emulsifiers are
added to aid in the homogenization process by reducing the energy required to
form the fat/water interface. It may also be assumed that since in natural coffee
creams the milk fat is already in a dispersed state, the energy required to re
duce the particle size is less, and so emulsifiers are not needed. However,

196 Food Emulsifiers and Their Applications
Table 7.6 Typical formulation for a recombined coffee cream. (From Zadow, 1982. Reprinted by permission of the International Dairy Federation.)
Ingredient Composition (wt%)
Skim milk powder 3.0 Buttermilk powder 4.5 Anhydrous milk fat 19.0 Carrageenan 0.03 GMS 0.05 Tween 60 0.1 Water 73.32
Zadow (1982) states that emulsifiers and stabilizers are required only if the
product is to be given a high heat treatment (a UHT process or steam injec
tion). This may indicate a role for the emulsifiers in protecting the protein or
emulsified fat from heat damage. Evidence exists to support this hypothesis
and will be dealt with in more detail in Section 7.8.
Whereas coffee cream and recombined cream are used in a liquid form, coffee whiteners based on vegetable fat are also popular in dry powder form. Typical
formulations for liquid and dry powder coffee whiteners are given in Table 7.7.
Table 7.7 Typical formulations for liquid and powdered coffee whiteners. (From Si, 1991. Reprinted by permission of the Society of Dairy Technology.)
Ingredient Composition ( wt%)
Liqnid Powder
Fat 10.0 30.0 Sodium caseinate l.O 4.0 Maltodextrin (DE28) 10.0 62.0 Monoglycerides 0.2 -1.5 Tartaric acid esters 0.2 0.5 of monoglycerides Carrageenan 0.05 Sodium alginate 0.05 K2HP04 0.2 1.5 Flavor 300 ppm lOOOppm Water to 100%

Emulsifiers in Dairy Products and Dairy Substitutes 197
Other water-soluble surfactants, such as Tween 60, are commonly used in
place of the tartaric acid esters of monoglycerides. Si (1991) states that the func
tion of the emulsifiers in coffee whitener is to improve whitening ability and to
aid powder dispersibility in coffee. Knightly (1969) has found that GMS is more
effective in improving powder dispersibility, whereas Tween 60 is better at im
proving the rate of solution of the powder. Optimum whitening ability is attrib
uted to small fat globules and a narrow particle-size range, and its attainment in
coffee whitener has been attributed to the presence of the GMS and its deriva
tives (Si, 1991). Whitening power in a dispersion is related to the surface area of
the disperse particles. The higher the surface area the greater the light re
flectance from the dispersion and thus the greater the whitening effect. This is
true for both dairy coffee creams and nondairy coffee whiteners. Leo and
Betscher (1971) have noted that there is an optimum particle-size range for opti
mum optical density and whitening power of the dispersion. Overhomogenization
of a coffee whitener formulation is known to result in a loss of whitening power.
The emulsifiers added to powdered formulations prior to spray drying are
capable of stabilizing the emulsion in the liquid form. Sodium caseinate is
usually required to give stable fat droplets in the dried powder (Sims, 1989),
since an adsorbed proteinaceous layer is better able to withstand the extreme
conditions in the drier. Because sodium caseinate is used at high concentra
tion (typically in the range 3 to 15%), ways of reducing the amount in coffee
whitener have been sought. One way of doing this is to use sodium (or calcium)
stearyl lactylate or sodium stearyl fumarate as an emulsifier. Miller and
Werstak (1983) have used 2.5% monoglycerides plus sodium stearyl-2-lacty
late (SSL) in the approximate ratio of 7.3:1. They claim a reduction of sodium
caseinate to 60% of that required in normal formulations. The function of SSL
appears to be through its ability to form a complex with sodium caseinate (Leo
and Betscher, 1971). It is likely that this interaction results in improved fat en
capsulation in the dried state through increased interfacial rigidity of the ad
sorbed layer. This is analogous to the increased emulsion coalescence stability
observed when GMS complexes with protein adsorbed at the oil/water-emul
sion interface (Doxastakis and Sherman, 1984; Rivas and Sherman, 1984).
7.7 Processed Cheese Processed cheese manufacture dates back approximately 100 years.
Originally, it was used as a way of increasing the shelf life of cheese and of uti-

198 Food Emulsifiers and Their Applications
lizing lower quality cheese (Carie et al., 1985). To manufacture processed
cheese, the cheese raw material (a mixture of rennet and fresh cheeses) is first
cleaned, chopped, and heated at 70 to 82°C with emulsifying salts and other
additives. Heating and water addition are often combined by using direct
steam injection. The pH of the mix is lowered to 5.6 to 5.8 using organic acids
such as citric or lactic, and the product is then extruded into packages
(Rosenthal, 1991). Alternatively, the correct pH can be obtained by careful se
lection of a blend of polyphosphate emulsifying salts, which have some buffer
ing capacity in this application (Lee, S.K., 1995 personal communication). The
final product can have 15 to 25% fat and up to 58% water.
The structure of processed cheese is one of fat droplets dispersed in a concen
trated, gelled protein network. Emulsion stability in the fat droplets is controlled,
primarily, by adsorbed caseins or hydrolyzed casein fractions. Some manufactur
ers add mono- and diglycerides as emulsifiers. The structure and texture of
processed cheese is closely linked with the size and distribution of fat globules in
the cheese (Thomas et al., 1980; Shimp, 1985).lf the fat in a processed cheese is
weakly homogenized and large fat droplets are formed, the cheese is soft and
melts easily. lf the fat droplets are small, the cheese is hard and nonmelting.
To control the structure of processed cheese, so-called emulsifying salts such
as polyphosphates are added. Although these are not surface active they play an
important role in modifying the emulsifying activity of the surface-active ca
seins. Caseins bind calcium, and this has the effect of reducing their solubility,
and thus their emulsifying activity. Through their ability to chelate calcium more
strongly than the caseins, emulsifying salts are able to improve the solubility and
emulsifying properties of the caseins. Emulsifying salts are of two types: those
that bind calcium relatively weakly and those that bind calcium more strongly.
Weak emulsifying salts have a modest effect on the emulsifying properties of the
caseins and lead to the formation of a soft cheese with relatively large fat
droplets. Strong emulsifying salts give a greater improvement in the emulsifying
capacity and result in a hard cheese with smaller fat droplets.
The use of low molecular weight, surface-active emulsifiers (Tweens and
Spans) was first investigated in the 1950s (Holtorff et al., 1951). They are not
as good as emulsifying salts in promoting structure formation in processed
cheese, and in some cases they act to destabilize the fat emulsion by protein
displacement from the surface.
Concern has been expressed over the nonnutritional effect of forming a
phosphorus/calcium complex. The supplementation of emulsifying salts by

Emulsifiers in Dairy Products and Dairy Substitutes 199
monoglycerides has been investigated as a way of reducing the concentration
of emulsifying salts. Gavrilova (1976) produced processed cheese of improved
rheology and shelf life using an emulsifying salt/monoglyceride mixture.
Zakhorova et al. (1979a, b) achieved a 50% reduction in the concentration of
emulsifying salts required by adding 1% monoglyceride to the cheese. The
processed cheese produced was reported to be of good quality and to have im
proved hydrophilic properties.
Lee et al. (1995) have studied the effect of adding small concentrations of
low molecular weight surfactants as coemulsifiers in combination with emulsi
fying salts in a model processed cheese. The surfactants used were sodium do
decyl sulphate (SDS, an anionic surfactant), cetyl-trimethyl ammonium
bromide (CTAB, a cationic surfactant), lecithin (a zwitterionic surfactant), and
GMS (a nonionic lipophilic surfactant). Although the addition of surfactant
was observed to result in a reduction in fat-droplet size, the degree of unifor
mity of the dispersion differed between emulsifiers. In contrast to previous re
ports that smaller more evenly dispersed fat droplets gave firmer cheeses
(Thomas et al., 1980; Shimp, 1985), Lee et al. (1995) found no relationship be
tween processed cheese hardness and emulsion structure in the presence of
emulsifiers. They concluded that electrostatic interactions between the emulsi
fier and the protein played the major role in determining the rheological prop
erties of the cheese. The anionic surfactant SDS gave the softest cheese, the
cationic surfactant CTAB the hardest. GMS and lecithin gave cheeses with
rheological properties little different from the control with no added emulsifier.
In the future, low molecular weight emulsifiers may play a greater role in con
trolling the texture of processed cheese.
7.8 Recombined, Concentrated, and Evaporated Milks Recombined and concentrated milk products are produced for economic rea
sons. The cost effectiveness of transporting milk products that have been con
centrated by removal of a proportion of the water phase, and the associated
changes in shelf life, make milk concentration a viable process. Similarly, it is
cost effective to transport dehydrated ingredients for recombination into milk.
The function of emulsifiers in these products is, primarily, to aid in the forma
tion and stabilization of the emulsions. A secondary function, which is claimed
by many manufacturers of emulsifiers, is the effect that emulsifiers have on the
heat stability of milks and milk proteins.

200 Food Emulsifiers and Their Applications
7.8.1 Recombined Milk
Recombination of dairy ingredients into milk products is a popular and viable al
ternative to the export/import of fresh dairy products. It is particularly important
in countries where, for various reasons (e.g., transport delays, high temperatures),
the shelf life of fresh products prohibits their importation or local production.
In such cases, dried dairy ingredients are recombined close to the point of
sale, so as to reduce these problems.
Two approaches to recombining of whole milk can be used:
l. Recombination of anhydrous milk fat (AMF), skim milk powder (SMP),
and water
2. Reconstitution of whole milk powder (WMP) with water
In the past the latter process was, generally, less popular because of prob
lems with the oxidative stability of the fat in the powder during storage.
Advances in gas packing of powders, more regular shipping, and use of cooler
storage facilities have removed this obstacle. Zadow (1982) noted that the
choice of whether to recombine or reconstitute WMP depends on the export
strategy of a particular manufacturer. During the late 1970s, an increase in the
production of reconstituted WMP was seen. This corresponded to a change
from a butter!SMP-orientated export industry to a cheese/WMP-orientated ex
port strategy in countries such as New Zealand and Australia (Zadow, 1982).
In the recombination process, AMF, SMP, and water are recombined to give
a product with the same fat and protein content as whole milk.
The recombination process has been described by Kieseker (1983). The skim
milk powder is dissolved in the water at 40 to 55°C. The fat is added in a molten
state, and the mixture is homogenized at 14.0 to 17.5 MPa for the first stage and
at 3.5 MPa at 55 to 60°C in the second stage. The milk is then subjected to one
of three heat treatments: pasteurization at 72.2°C for 15 seconds; UHT process
ing at 135 to 150°C for 2 to 5 seconds; or in-can sterilization (e.g., 120°C for lO
minutes). UHT processing can be by either direct steam injection for rapid heat
ing or indirect heating in a plate or tubular heat exchanger.
Many manufacturers add low molecular weight emulsifiers to the formulation,
particularly mono- and diglycerides (Zadow, 1982; Kieseker, 1983; Sjollema,
1987). Emulsifiers in the form of phospholipids can also be added through the
practice of replacing up to 20% of the SMP with buttermilk powder (BMP)
(Zadow, 1982; Kieseker, 1983; Sjollema, 1987) to give an improved taste.
It is claimed that emulsifiers aid in the formation of the milk fat emulsion

Emulsifiers in Dairy Products and Dairy Substitutes 201
during homogenization. Recent research by Mayhill and Newstead (1992), how
ever, suggests that little benefit in terms of emulsion formation and stability is
gained by their addition. In the case of mono-/diglyceride emulsifiers, it appears
that tradition dictates their presence in the formulation. It is possible that any re
duction in creaming due to reduced fat-droplet size in the presence of emulsifier
is cancelled out by reduced emulsion stability caused by protein displacement.
7.8.2 Evaporated and Concentrated Milks
Evaporated and concentrated milks are produced by removal of water from nat
ural or recombined milks. The technology used to make these products includes
evaporation under reduced pressure, reverse osmosis, ultrafiltration, and freeze
concentration (Knipschildt and Anderson, 1994; Varnan and Sutherland, 1994).
These concentrated milk products are more susceptible to heat coagulation,
when UHT processed or sterilized, than are normal concentration milks.
It has been known for some time that the heat stability of skim milk can be
altered by surfactant molecules (Singh and Creamer, 1992). Anionic surfac
tants such as SDS have been shown to shift the maximum in the heat stabil
ity/pH profile of skim milk to more acidic values and to give a marked increase
in maximum heat stability (Fox and Hearn, 1978). Cationic surfaetants such as
CTAB move the maximum heat stability to more alkaline values and give only
a slight improvement in heat stability at the maximum (Pearce, 1978; Shalabi
and Fox, 1982). The mechanism by which these changes occur is not known
for certain. It has been suggested that binding of the surfactant to casein mi
celles alters the surface charge, which leads to changes in heat stability (Fox
and Hearn, 1978; Pearce, 1978; Shalabi and Fox, 1982). This view is sup
ported by the fact that nonionie surfaetants such as Triton X and Tween 80
have no effect on the heat stability of skim milk (Fox and Hearn, 1978).
Research into the effect of addition of SDS and CTAB on the heat stability of
milk proteins is useful only in helping to understand the process of heat coag
ulation. These surfactants cannot be added to milk products. In addition to
this, in most concentrated milk products and in whole milk, the fat globules
play a role in heat stability. Surfaetants would interact with both the fat-droplet
surface and the milk proteins. This makes the process of heat coagulation in
fat-containing milks more complicated than in skim milk.
The milk fat globule membrane is known to play a role in the heat stability of
milk. In nonhomogenized whole milk the fat globules have little effect on heat
stability (Singh and Creamer, 1992). However, after homogenization the heat eo-

202 Food Emulsifiers and Their Applications
agulation time decreases with increasing homogenization pressure (Singh and
Creamer, 1992). Obviously, this is an important observation since homogeniza
tion of milk is often essential so as to give adequate creaming stability.
It has been known for some time that lecithin can be used to increase the
heat stability of homogenized and concentrated milks (Maxcy and Sommer,
1954; Leviton and Pallansch, 1962; Hardy et al., 1985; Singh and Tokley,
1990; Singh et al., 1992). The mechanism oflecithin action has as yet not been
elucidated. Lecithin is known to displace protein from the fat-droplet surface
(Courthaudon et al., 1991; Dickinson et al., 1993a; Dickinson and lveson,
1993) and to complex with milk proteins (Barratt and Rayner, 1972; Korver
and Meder, 1974; Hanssens and van Cauwelaert, 1978). Hardy et al. (1985)
and McCrae and Muir (1992) believe that lecithin is incorporated into the ad
sorbed layer during and after homogenization. McCrae and Muir (1992) also
believe that lecithin/protein interactions play a role in heat stability of concen
trated milks. Singh et al. (1992) have put forward the view that lecithin may
promote the formation of a complex between K-casein in the micelles and ~
lactoglobulin. The formation of the same complex can be promoted by preheat
ing concentrated milks prior to the main heat treatment. This has been shown
by Newstead et al. (1977) to have a stabilizing effect on the heat stability of re
combined evaporated milk. It is interesting to note that, despite evidence of
lecithin/protein interactions, Singh et al. (1992) have shown that the heat sta
bility of skim milk is unaffected by lecithin addition. This is powerful evi
dence for the main stabilizing effect being fat-droplet based.
7.9 Other Dairy Applications of Emulsifiers Emulsifiers have been added to other dairy products to exploit functional prop
erties not normally associated with such emulsifiers. In recombined butter,
phospholipids are added as antispitting agents, to prevent fat spitting during
heating, and monoglycerides have been claimed to provide better "stand-up"
properties during storage (Kieseker, 1983).
Both sucrose esters and glycerol esters of fatty acids (monoglycerides) are
finding a wide range of novel uses. In addition to being good emulsifiers for use
in ice cream (Bucket al., 1986), they are known to improve the mouthfeel in
yoghurt (Farooq and Haque, 1992), inhibit microbial growth (Conley and
Kabara, 1973; Kato and Shibasaki, 1975; Shibasaki, 1979; Beuchat, 1980;
Kabara, 1983; Tsuchido et al., 1987), enhance the thermal death rate of bacte-

Emulsifiers in Dairy Products and Dairy Substitutes 203
ria and bacterial spores (Tsuchido et al., 1981; Tsuchido et al. 1983), and in
crease the heat stability of bovine serum albumin (Makino and Moriyama,
1991 ). It appears that these functions are a result of their ability to bind to pro
teins (Clark et al., 1992; Fontecha and Swaisgood, 1994).
7.10 Summary Emulsifiers are very versatile food additives. They can be used as aids to
emulsion formation (e.g., in coffee whiteners/creamers and recombined prod
ucts), or in contrast, as emulsion destabilizers as in ice cream, whipping
cream, and whipped toppings. These two functions rely on the classical ability
of emulsifiers to act as surface-active agents. In this way they can influence the
formation and stabilization of the fat-droplet adsorbed layer and the composi
tion of this layer. This ability of emulsifiers to displace protein from the fat
droplet surface also, probably, accounts for the increase in heat stability of
concentrated milks when phospholipids are added.
In a similar vein, displacement of adsorbed caseinate by GMS in cream
liqueurs can be used to give increased acid stability to these products. A sec
ondary function of the GMS in cream liqueurs is its ability to interact with pro
teins, thereby forming a weak gel in the aqueous phase. The associated increase
in viscosity gives improved creaming stability. The ability of the emulsifier SSL
to interact with the proteins in caseinate is also exploited in coffee whiteners.
The replacement of sodium caseinate in powdered coffee whitener is achieved
by using SSL. It has been hypothesized (Leo and Betscher, 1971) that this is pos
sible because of the increased mechanical strength of a protein/SSL adsorbed
layer caused by emulsifier/protein interactions.
In processed cheese, the ability of charged emulsifiers to interact with proteins
in the cheese matrix may prove a useful way of controlling cheese texture. This
would introduce a way of reducing the concentration of emulsifying salts such as
mono- and polyphosphates. The final, but very important, function of some emul
sifiers is their ability to act as initiators of fat crystallization. This is a particularly
important function in whipped products, and in combination with protein dis
placement forms the basis of the formation of the whipped foam structure.
A wide range of emulsifiers allowed for food use can be added to achieve the
above effects. Of late, consumer opinion has been focused on the "unnatural"
nature of synthetic emulsifiers. There is a slow push toward the replacement of
synthetic emulsifiers with natural emulsifiers such as milk and soy phospho-

204 Food Emulsifiers and Their Applications
lipids, and milk fat-derived mono- and diglycerides. The future may see a large
increase in the use of products such as BMP, which is rich in natural milk phos
pholipids as well as protein, and milk fat that has been enriched in mono- and
diglycerides by processes such as controlled glycerolysis of triglycerides.
Acknowledgments I would like to thank the following people: Drs. Jeremy Hill, Peter Munro, and
Mike Boland (NZDRI) and Dr. Susan Euston (Massey University) for proof
reading this manuscript; Dr. David Newstead (Milk Powder Technology
Section, NZDRI) for valuable discussion and comments on UHT fouling and
heat stability of concentrated milks; Dr. Siew-Kim Lee (Cheese Technology
Section, NZDRI) for comments on and suggestions for the section on processed
cheese; Mr. Bing Soo (Food Systems Section, NZDRI) for supplying informa
tion on coffee whitener/creamer; Mr. Tony McKenna (Food Science Section,
NZDRI) for supplying the electron micrographs used in Figures 7.1, 7.4, and
7.5; Vanessa Ellery (Graphics Unit, Information Centre, NZDRI) for prepara
tion of Figures 7.2, 7.3, 7.6, and 7.7. Finally, I would like to thank the New
Zealand Dairy Board for permission to publish this work.
References Abrahamsson, K., et al. (1988). Effects of homogenization and heating conditions on
physico-chemical properties of coffee cream, Milchwissenschaft, 43, 762-765. Anderson, M., Brooker, B.E. (1988). Dairy foams, in Advances in Food Emulsions and
Foams (eds. E. Dickinson and G. Stainsby). Elsevier, London, pp. 221-255. --- et al. (1977). Changes during storage in stability and composition of ultra-heat
treated aseptically-packed cream of 18% fat content, Journal of Dairy Research, 44, 111-123.
Arbuckle, W.S. (1986). Ice Cream, 4th ed., AVI, Westport, CT. Banks, W., Muir, D.D. (1988). Stability of alcohol containing emulsions, in Advances in
Food Emulsions and Foams (eds. E. Dickinson and G. Stainsby). Elsevier, London, pp. 257-283.
---, Wilson, A.G. (1981). The formulation of cream-based liqueurs, Milk Industry 83, 16--18.
Barfod, N.M., Krog, N. (1987). Destabilization and fat crystallization of whippable emulsions (toppings) studied by pulsed NMR, Journal of the American Oil Chemists Society, 64, 112-119.
--- et al. (1991). Effects of emulsifiers on protein-fat interaction in ice cream mix during aging I: Quantitative analyses, Fat Science and Technology, 93, 24--29.
Barratt, M.D., Rayner, L. (1972). Lysolecithin-casein interactions. I. Nuclear magnetic

Emulsifiers in Dairy Products and Dairy Substitutes 205
resonance and spin label studies, Biochimica et Biophysica Acta, 255, 974-980. Bergenstahl, B., et a!. (1992). Adsorption structures in emulsions, in Emulsions -A
Fundamental and Practical Approach (ed. J. Sjoblom ), NATO ASI Series C, 363, 51-60.
Berger, K.G. (1990). Ice cream, in Food Emulsions (eds. K. Larsson and S. Friberg), Marcel Dekker, New York, pp. 367-444.
Beuchat, L.R. (1980). Comparison of anti-Vibrio activities of potassium sorbate, sodium benzoate and glycerol and sucrose esters of fatty acids, Applied and Environmental Microbiology, 39, 1178-1182.
Boode, K. (1992). Partial Coalescence in Oil-in-Water Emulsions, PhD Thesis, Wageningen Agricultural University, The Netherlands.
---, Walstra, P. (1993). Kinetics of partial coalescence in oil-in-water emulsions, in Food Colloids and Polymers: Stability and Mechanical Properties (eds. E. Dickinson and P. Walstra), Royal Society of Chemistry, London, pp. 23-30.
Bucheim, W. (1986). Membranes of milk fat globules-ultrastructural, biochemical and technological aspects, Kieler Milchwirtschaftliche Forschungsberichte, 38, 227-246.
--- et a!. (1985). Relation between microstructure, destabilization phenomena and rheological properties of whippable emulsions, Food Microstructure, 4, 221-232.
Buck, J.S., et a!. (1986). Evaluation of sucrose esters in ice cream, Journal of Food Science, 51, 489-493.
Bullin, S., et a!. (1988). Stability aspects of casein-containing emulsions: effect of added alcohol or dextran, in Gums and Stabilizers for the Food Industry (eds. G.O. Phillips eta!.), IRL Press, Oxford, Vol. 4, pp. 337-345.
Burgaud, 1., Dickinson, E. (1990). Emulsifying effects offood macromolecules in presence of ethanol, Journal of Food Science, 55, 875-876.
Carie, M., et a!. (1985). Effects of emulsifying agents on the microstructure and other characteristics of process cheese-a review. Food Microstructure, 4, 297-312.
Chen, J ., et a!. ( 1993). Interfacial interactions, competitive adsorption and emulsion stability, Food Structure, 12, 135-146.
Clark, D. C., eta!. (1992). The interaction of sucrose esters with ~-lactoglobulin and~casein from bovine milk, Food Hydrocolloids, 6, 173-186.
Conley, A.J., Kabara, J.J. (1973). Antimicrobial action of esters of polyhydric alcohols, Antimicrobial Agents Chemotherapy, 4, 501-506.
Courthaudon, J.-L., et a!. (1991). Competitive adsorption of lecithin and ~-casein in oil-in-water emulsions, Journal of Agriculture and Food Chemistry, 39, 1365-1368.
Darling, D.F. (1982). Recent advances in the destabilization of dairy emulsions, Journal of Dairy Research, 49, 695-712.
---,Birkett, R.J. (1987). Food colloids in practice, in Food Emulsions and Foams, (ed. E. Dickinson), Royal Society of Chemistry, London, pp.l-29.
---, Butcher, D.W. (1978). Milk fat globule membrane in homogenized cream, Journal of Dairy Research, 45, 197-208.
Dickinson, E. (1986). Mixed proteinaceous emulsifiers: review of competitive protein adsorption and the relationship to food colloid stabilization, Food Hydrocolloids, 1, 3-23.
--- (1992). Structure and composition of adsorbed protein layers and the relationship to emulsion stability, Journal of the Chemical Society Faraday Transactions, 889. 2973-2983.

206 Food Emulsifiers and Their Applications
--- (1993). Protein-polysaccharide interactions in food colloids, in Food Colloids and Polymers: Stability and Mechanical Properties (eds. E. Dickinson and P. Walstra), Royal Society of Chemistry, London, pp. 77-93.
---, Euston, S.R. (1990). Stability of food emulsions containing both protein and polysaccharide, in Food Polymers, Gels and Colloids (ed. E. Dickinson), Royal Society of Chemistry, London, pp. 132-146.
---, lveson, G. (1993). Adsorbed films of ~-lactoglobulin + lecithin at the hydrocarbon-water and triglyceride-water interfaces, Food Hydrocolloids, 6, 533-541.
---, Stainsby, G. (1982). Colloids in Food, Applied Science Publishers, London. ---, Stainsby, G. (1988). Emulsion stability, in Advances in Food Emulsions and
Foams (eds. E. Dickinson and G. Stainsby), Elsevier, London, pp. 1-44. ---, Tanai, S. (1992). Temperature dependence of the competitive displacement of
protein from the emulsion droplet surface by surfactants, Food Hydrocolloids, 6, 163-171.
---,Williams, A. (1994). Orthokinetic coalescence of protein-stabilized emulsions, Colloids and Surfaces A, 88, 317-326.
---, Woskett, C.M. (1988a). Competitive adsorption between proteins and small molecules in food emulsions, in Food Colloids (eds. R.D. Bee et al.), Royal Society of Chemistry, London, pp. 74-96.
---, Woskett, C.M. (1988b). Effect of alcohol on adsorption of casein at the oil/water interface, Food Hydrocolloids, 2, 187-195.
--- et al. (1990a). Competitive adsorption of food macromolecules and surfactants at the oil/water interface, Progress in Colloid and Polymer Science, 82, 65.
--- et al. (1993a). Competitive adsorption in protein stabilized emulsions containing oil-soluble and water-soluble surfactants, in Food Colloids and Polymers: Stability and Mechanical Properties (eds. E. Dickinson and P. Walstra), Royal Society of Chemistry, London, pp. 312-322.
--- et al. (1989a). Adsorption at interfaces in dairy systems, Dairy Technology, 42, 18-22.
--- et al. (1988a). Coalescence kinetics of protein stabilized emulsion droplets, in Gums and Stabilizers for the Food Industry (eds. G.O. Phillips et al.), Vol. 4, IRL Press, Oxford, pp. 463-472.
--- et al. (1989b). Stability of cream liqueurs containing low-molecular weight surfactants, Journal of Food Science, 54, 77-81.
--- et al. (1993b). Orthokinetic destabilization of a protein-stabilized emulsion by a water soluble surfactant, Journal of the Chemical Society Faraday Transactions, 89, 865-866.
--- et al. (1988b). Competitive adsorption of a,1 casein and ~-casein in oil-in-water emulsions, Food Hydrocolloids, 2, 397-405.
--- et al. (1989c). Competitive adsorption in oil-in-water emulsions containing~lactalbumin and ~-lactoglobulin, Food Hydrocolloids, 3, 193203.
--- et al. (1990b). Surface shear viscometry as a probe of protein-protein interactions in mixed protein films adsorbed at the oil/water interface, International Journal of Biological Macromolecules, 12, 189-194.
Doxastakis, G., Sherman, P. (1984). The interaction of sodium caseinate with monoglyceride and diglyceride at the oil/water interface in com oil-in-water emulsions and its effect on emulsion stability, Colloid and Polymer Science, 262, 902-905.

Emulsifiers in Dairy Products and Dairy Substitutes 207
Euston S.E. (1989). Competitive Adsorption of Milk Proteins in Oil/Water Emulsions. PhD Thesis, University of Leeds, United Kingdom.
--- et al. (1995a). Competitive adsorption between sodium caseinate and oil-soluble and water-soluble surfactants in food emulsions, Journal of Food Science. In press.
---et al. (1995b). The influence of glycerol monostearate in oil-in-water emulsions stabilized by milk protein, Journal of Food Science. In press.
Farooq, K., Haque, Z.U. (1992). Effect of sugar esters on the textural properties of non
fat low calorie yoghurt, Journal of Dairy Science, 75, 2676-2680. Fontecha, J., Swaisgood, H.E. (1994). Interaction of sucrose esters with skim milk pro
teins as characterized by affinity chromatography, Journal of Dairy Science, 77,
3545-3551. Fox, P.F., Hearn, C.M. (1978). Heat stability of milk: influence of denaturable proteins
and detergents on pH sensitivity, Journal of Dairy Research, 45, 159-172.
Gavrilova, N.B. (1976). Improvement of structural and mechanical properties of sliced
process cheese, Zemopererabatyvayuschchaya i Pishchevaya Promyshlenrwst, 1976(6), 131136. (In Russian)
Goff, H.D. (1988). Emulsifiers in ice cream: how do they work? Modern Dairy, 6,
15-18. Covin, R. , Leeder, J.G. (1971). Action of emulsifiers in ice cream utilizing the HLB
concept, Journal of Food Science, 36, 718-722. Hanssens, I., van Cauwelaert, I. H. (1978). Shielding of phospholipid monolayers from
phospholipase C hydrolysis by a-lactalbumin adsorption, Biochemical and Biophysical Research Communications, 84, 1088-1096.
Hardy, E.E., et al. (1985). Heat stability of concentrated milk: enhancement of initial
heat stability by incorporation of food grade lecithin, Journal of Food Techrwlogy,
20,97-105. Holtorf£, A.F., et al. (1951). A study of process cheese emulsifiers, Journal of Dairy
Science, 34, 486. Kabara, J.J. (1983). Medium chain fatty acids and esters, in Antimicrobials in Food
(eds. A.L. Branen and P.M. Davidson), Marcel Dekker, New York, pp. 109-140.
Kato, N., Shibasaki, I. (1975). Comparison of antimicrobial activities of fatty acids and their esters, Journal of Fermentation Techrwlogy, 53, 793-801.
Keeney, P.G. (1982). Development of frozen emulsions, Food Techrwlogy, 36, 65-70.
Kieseker, F.G. (1983). Recombined dairy products, CSIRO Food Research Quarterly,
43,25-37. Knightly, W.H. (1969). The role of ingredients in the formulation of coffee whiteners,
Food Techrwlogy, 23,37-48. Knipschildt, M.E., Andersen, G.G. (1994). Drying of milk and milk products, in
Modern Dairy Technology Volume 1. Advances in Milk Processing (ed. R.K.
Robinson), Chapman and Hall, London, pp. 159-254. Korver, 0., Meder, H. (1974). The influence of lysolecithin on the complex formation
between ~-lactoglobulin and K-casein, Journal of Dairy Research, 41, 9-17.
Krog, N. (1977). Functions of emulsifiers in food systems, Journal of the American Oil
Chemists Society, 54, 124-131. --- (1990). Food emulsifiers, in Food Emulsions (eds. K. Larsson and S. Friberg),
Marcel Dekker, New York, pp. 127-186.

208 Food Emulsifiers and Their Applications
---, Barfod, N.M. (1990). Interfacial properties of emulsifier/protein films related to food emulsions, A/ChE Symposium Series, 86, l-6.
--- et al. (1986). Protein-fat-surfactant interactions in whippable emulsions, in Food Emulsions and Foams (ed. E. Dickinson). Royal Society of Chemistry, London, pp.l44-l57.
Larsson, K., Dejmek, P. (1990). Crystal and liquid crystal structures of lipids, in Food Emulsions (eds. K. Larsson and S. Friberg), Marcel Dekker, New York, pp. 97-125.
Lee, S.K., et al. (1995). Model processed cheese containing small molecular weight emulsifiers, Milchwissenschafi. In press.
Leo, A., Betscher, J.J. (1971). Use of sodium stearyl-2-lactylate to improve the lipoprotein membrane in non-dairy coffee whiteners, Food Technology, 4, 70-78.
Leviton, A., Pallansch, M.J. (1962). High temperature short-time sterilized evaporated milk. IV. The retardation of gelation with condensed phosphates, manganous ions, polyhydric compounds and phosphatides, Journal of Dairy Science, 45, 1045-1056.
Lin, P.M., Leeder, J.G. (1974). Mechanism of emulsifier action in an ice cream system, Journal of Food Science, 39, 108-lll.
Lutton, E.S., et al. (1969). Solid and liquid monomolecular films at oil/water interfaces, Journal of Colloid and Inteiface Science, 30. 283-295.
Makino, S., Moriyama, R. (1991). Interactions of proteins with sucrose esters, in Microemulsions and Emulsions in Foods (eds. M. El-Nokaly and D. Cornell). American Chemical Society Symposium Series, Washington, DC, Vol. 448, p. 182
Maxcy, R.B., Sommer, H.H. (1954). Fat separation in evaporated milk. III. Gravity separation and heat stability, Journal of Dairy Science, 37, 1061-1070.
McCrae, C.H., Muir, D.D. (1992). Heat stability of recombined milk: influence of lecithins on the heat coagulation time-pH profile, Journal of Dairy Research, 59, 177-185.
McPherson, A.V., et al. (1984). Isolation and composition of milk fat globule membrane material. II. From homogenized and ultra heat treated milks, Journal of Dairy Research, 51, 289-297.
Miller, D.E., Werstak, C.E. (1983). U.S. Patent 4,415,600, July 27. Mayhill, P.G., Newstead, D.F. (1992). The effect of milkfat fractions and emulsifier type
on creaming in normal-solids UHT recombined milk, Milchwissenschaft, 47, 75-79. Newstead, D.F, et al. (1977). Effects of whey protein concentration and heat treatment
on the heat stability of concentrated and unconcentrated milk, New Zealand Journal of Dairy Science and Technology, 12, 29-36.
Pearce, K.N. (1978). Study of some factors affecting the heat stability of milk, 20th International Conference Dairy Congress, Paris, E, 250-251.
Rivas, H.J., Sherman, P. (1984). Soy and meat proteins as emulsion stabilizers. 4. The stability and interfacial rheology of o/w emulsions stabilized by soy and meat protein fractions, Colloids and Suifaces, 11, 155-171.
Rosentahl, I. (1991). Milk and Dairy Products. Properties and Processing, VCH Publishers, Weinheim, Germany.
Shalabi, S.I., Fox, P.F. (1982). Heat stability of milk: influence of cationic detergents on pH sensitivity, Journal of Dairy Research, 49, 597-605.
Shibasaki, I. (1979). Antimicrobial activity of fatty acids and their esters. A review, Hakkokogaku, 57,164-176.
Shimp, L.A. (1985). Process cheese principles, Food Technology, 39, 63-70.

Emulsifiers in Dairy Products and Dairy Substitutes 209
Si, J.Q. (1991). The production of dairy analogue products using emulsifiers, stabilizers and flavours, in Milk Fat Production. Technology and Utilization (eds. K.K. Rajah and K.J. Burgess), The Society of Dairy Technology, Huntingdon, pp. 112-121.
Sims, R.J. (1989). Spray dried emulsions, in Food Emulsifiers, Chemistry, Technology, Functional Properties and Applications (eds. G. Charalambous and G. Doxastakis), Elsevier, Amsterdam, pp. 495-509.
Singh, H., Creamer, L.K. (1992). Heat stability of milk, in Advanced Dairy Chemistry Volume 1. Proteins (ed. P.F. Fox), Elsevier, London, pp. 621--656.
---, Tokley, R.P. (1990). Effects of preheat treatments and buttermilk addition on the seasonal variations in the heat stability of recombined evaporated milk and reconstituted concentrated milk, The Australian Journal of Dairy Technology, 45, 10-16.
---eta!. (1992). Influence of incorporation of soya lecithin into skim milk powder on the heat stability of recombined evaporated milk, The Australian Journal of Dairy Technology, 47, 33-37.
Sjollema, A. (1987). Recombination of milk and dairy ingredients into milk, cream, condensed milk and evaporated milk, in Milk-The Vital Force, Reidel Publishing, Boston, MA, pp. 251-257.
Swaisgood, H. E. (1992). Chemistry of the caseins, in Advanced Dairy Chemistry 1: Proteins (ed. P.F. Fox), Elsevier, London, pp. 63-110.
Thomas, M.A., et a!. (1980). Effect of emulsifying salts on objective and subjective properties of processed cheese, Journal of Food Science, 45, 458-459, 466.
Thome, K E., Eriksson, G. (1973). The foaming properties of cream 2. The effect of surface active agents, especially phospholipids and lipoproteins, on the whippability of cream, Milchwissenschaft, 28, 554-558.
Tsuchido, T., et a!. (1987). Lysis of Bacillus subtilis cells by glycerol and sucrose esters of fatty acids, Applied and Environmental Microbiology, 53, 505-508
---eta!. (1981). Death kinetics of Escherichia coli in a combined treatment with heat and monolaurin, Journal of Food Safety, 3, 57--68.
--- et a!. (1983). Inhibitory effect of sucrose esters of fatty acids on intact and heated bacterial spores, Journal of Antibacterial and Antifungal Agents, 11, 567-573.
Van Boeke!, M.A.J.S. (1980). The Influence of Fat Crystals in the Oil Phase on Stability of Oil-in-Water Emulsions, PhD Thesis, Wageningen Agricultural University, The Netherlands.
Varnan, A.H., Sutherland, J.P. (1994). Milk and Milk Products. Technology, Chemistry and Microbiology, Chapman and Hall, London.
Vodickova, M., Forman, L. (1984). Use of buttermilk in quality improvement of ice cream, Veda a Vyzkum v Potravinarskem Prumyslu, 30, 213-229.
Walstra, P. (1987). Physical principles of emulsion science, in Food Structure and Behaviour (eds. J.M.V. Blanshard and P. Lillford). Academic, New York, pp.
87-106. ---,Jenness, R. (1984). Dairy Chemistry and Physics, Wiley, New York. Westerbeck, J.M.M., Prins, A. (1991). Function of a-tending emulsifiers and proteins
in whippable emulsions, in Food Polymers., Gels and Colloids (ed. E. Dickinson), Royal Society of Chemistry, London, pp. 14 7-158.
Zakharova, N.P., et al. (1979a). The calcium-phosphorus ratio in processed cheese,

210 Food Emulsifiers and Their Applications
Tmdy-Vsesoyuznyi-Nauchno-issledovatel'skii-lnstitut-Maslodel'noi-i-Syrodel'noiPromyshlennosti-Nauchno-proizvodstvennogo-Ob "edineniya"- 'U glich,' 27, 105-108, 121. (In Russian)
--- et al. (1979b). Method for increasing the hydrophilic properties of cheese mass, 'Tmdy-Vsesoyuznyi-Nauchno-issledovatel'skii-Institut-Maslodel'noi-i-Syrodel'noiPromyshlennosti-Nauchno-proizvodstvennogo-Ob"edineniya "- 'U glich,' 27, 1 08-lll, 121. (In Russian)
Zadow, J.G. (1982). Recombined milks and creams, International Dairy Federation Bulletin, 142, 33--46.

EIGHT
Applications of Emulsifers in Baked Foods
Frank T. Orthoefer
8.1 Introduction The development of emulsifiers or surfactants for bakery products has followed
the development of shortenings. The term "shortening" was initially used to re
fer to the fats used to "shorten" or tenderize baked foods. The composition of
shortening has progressed from natural fats to blends of oils, hydrogenated
fats, and hard fats. Shortenings may include additives such as emulsifiers, an
tioxidants, antifoams, and metal scavengers. In addition to their tenderizing
function, the shortening affects structure, stability, flavor, storage quality, eat
ing characteristics, and eye appeal of baked foods. Many of the functional ef
fects are due to or enhanced by the emulsifier added via the shortening. This
chapter will concentrate on the role of the emulsifier in baked foods.
8.2 History of Emulsified Shortenings Historically, animal fats were used for bakery products because of their natural
plasticity and flavor (O'Brien, 1996). Lard was the preferred animal fat for its
pleasing flavor. Faced with excess supplies of cottonseeds and cottonseed oil,
vegetable shortenings were invented by the cottonseed industry early in this
211

212 Food Emulsifiers and Their Applications
century. Initially, cottonseed oil was blended with lard as a "lard compound"
or simply compound shortening. Hydrogenation as a process was invented in
1910. This new process allowed the development of substitutes for the semi
solid (plastic) animal fats and permitted the creation of products with im
proved functional properties.
Along with this modification technique came improved methods for pro
cessing the oil, including refining, bleaching, and deodorization. The products
possessed improved oxidative stability, uniformity, and enhanced perfor
mance. With the development of lipid chemistry came methods for alcoholysis,
esterification, interesterification, and isomerization. These advances in lipid
chemistry brought new emulsifiers and shortening formulations. High-ratio
shortenings were introduced about 1933. These contained mono- and diglyc
erides that brought about finer dispersion of fat particles in the dough, giving
strengthened cake batters. These finer particle dispersions allowed higher
sugar levels, with increased water added, to produce sweeter tasting and more
tender cakes. High-ratio shortenings possessed excellent creaming properties.
Moist, higher volume, fine-grained, even-extured cakes were produced. Icings
were improved as well (Hartnett, 1977).
Emulsifier development also proceeded as well in the 1930s (Stauffer, 1996).
Specialty shortenings were the result. Commercial layer cakes, pound cakes,
cake mixes, creme fillings, icings, whipped toppings, bread, and sweet dough
shortenings were created. The development of specialty products resulted in im
provements in processing and improved product performance for the retail, food
service, and food-processing industries. In addition to the traditional plastic
shortenings, liquid shortenings, fluid shortenings, and powdered products were
produced. All these shortenings involved formulation with emulsifiers.
The terms emulsifiers and emulsifying agents, surfactants and surface-ac
tive agents are used interchangeably in the literature. The terms "emulsifier"
and "emulsifying agents" are, strictly speaking, chemicals or compounds ca
pable of promoting emulsification or stabilization of emulsions by their effect
on interfacial tension. Surfactants for foods may include not only emulsifiers
but also compounds with other functions such as protein or starch interaction.
In most cases, the terms are used interchangeably.
The role of the emulsifier and that of the shortening are intimately bound in
bakery products. Generally, the food emulsifiers for bakery products supple
ment and improve the functionality of a properly developed shortening.
Emulsifiers act as lubricants, emulsify fat in batters, build structure, aerate,

Applications of Emulsifiers in Baked Foods 213
improve eating quality, extend shelf life, modify crystallization, prevent stick
ing, and retain moisture. A list of emulsifiers commonly used in shortenings is
given in Table 8.1. The selection of or addition of an emulsifier to a shortening
base may significantly change the application of the shortening (Table 8.2).
Table 8.1 Emulsifiers used in shortenings
Mono- and diglyceride Lecithin Lactylaled monoglyceride Calcium stearyllactylate Sodium stearoyllactylale Propylene glycol monoesters Diacetyl tartaric monoglycerides Ethoxylaled monoglycerides
Sorbilan monostearate Polysorbate 60 Polyglycerol esters Succinylated monoglycerides Sodium stearoyl fumarale Sucrose esters Stearoyllactylate
Table 8.2 Examples of nonemulsulfied and emulsified shortenings
N onemulsified
All-purpose Puff pastry Pie crust Cookie Danish roll-in Donut fry
Emulsified
Cake and icing Household Filling Cake mix Yeast raised Specialty cake
8.3 Emulsifier Function in Baked Goods Baked goods without emulsifiers have been described as tough, dry, stale,
leathery, or tasteless (Brandt, 1996). Current processing, distribution, and
storage of baked goods requires the use of additives that maintain quality and
freshness. Emulsifiers are commonly used in many food products. These sup
plementary materials or food additives are used to
• Compensate for variations in raw materials
• Guarantee constant quality
• Produce attractive products
• Preserve freshness and eating properties
• Facilitate processing (Schuster and Adams, 1984)

214 Food Emulsifiers and Their Applications
Emulsifiers in nearly all applications refers to their ability to emulsify oil in water. This is also true in some bakery applications. However, emulsification is often of secondary importance. Activity as surface-active agents is most desirable. Starch complexing, protein strengthening, and aeration are the primary functions. Fat sparing effects are also of importance. The average composition
of wheat flour is
Fraction Percent
Starch 70.0-75.0 Protein 11.5-12.5 Pentosan 2.0-2.5 Lipid l.0-1.5 Crude fiber 0.2 Ash 05
The interactions between proteins, carbohydrates, and lipids are significant for the processing of wheat flours. The interactions between emulsifiers and flour components are multifaceted and account for the improved functionality and performance of baked products.
Surfactants used in bakery products are regulated in most countries. Each country may differ in their regulations but the usage level and applications are well defined. European Economic Community (EEC) number and U.S. FDA Code of Federal Regulation (21CFR) for the most common food emulsifiers are shown in Table 8.3. The specification and assay procedures of all emulsifiers presented in this chapter are published in the Food Chemicals Codex (Organization of the Food Chemicals Codex 1981).
Baked products are the largest users of food emulsifiers. Yeast-raised and chemically leavened products are the most important segments. Other uses include cookies, crackers, pasta, and snacks. Recent figures indicate that about 400 million pounds of emulsifiers are used in the food industry. The bakery industry accounts for 50% of the total food emulsifier market (Brandt, 1996). Annual growth in the production of food emulsifiers is estimated at about 3%.

Applications of Emulsifiers in Baked Foods 215
Table 8.3 Regulatory status of emulsifiers. (From O'Brien, 1996, p. 517.)
U.S. FDA EEC Emulsifier (2ICFR) nlllllber
Monoglycerides and diglycerides (GRAS) 182.4505 E47l Succinyl monoglyceride 172.830
Lactylated monoglyceride 172.852 E472 Acetylated monoglyceride 172.828 E 472
Monoglyceride citrate 172.832 E472 Monoglyceride phosphate (GRAS) 182.4521
Stearyl monoglyceride citrate 172.755 E472
Diacetyl-tartrate ester of monoglyceride (GRAS) 182.4101 E472 Polyoxyethylene monoglyceride 172.834
Propylene glycol monoester 17.854 E477
Lactylated propylene glycol monoester 172.850 Sorbitan monostearate 172.842 E491
Polysorbate 60 172.836 E435
Polysorbate 65 172.838 E 436
Polysorbate 80 172.840 E433
Calcium stearoyllactylate 172.844 E 482
Sodium stearoyllactylate 172.846 E 481
Stearoyllactylic acid 172.848 Stearyl tartrate E483
Sodium stearyl fumarate 172.826
Sodium Iaury! sulfate 172.822 Dioctyl sodium sulfosuccinate 172.810
Polyglycerol esters 172.854 E 475 Sucrose esters 172.859 E 173
Sucrose glycerides E474 Lecithin (GRAS) 184.1400 E322 Hydroxylated lecithin 172.814 E322 Triethyl citrate (GRAS) 182.1911
8.4 Role of the Shortening A shortening when mixed into a dough interupts the development of the gluten
structure. Literally, the structure is "shortened" and the baked product is ten
der. Overall, the shortening also contributes to the quality of the finished prod
uct by imparting a creamy texture and rich flavor, tenderness, and uniform
aeration for moisture retention and size expansion. Fat-based products are for
mulated and processed for plasticity to allow spreadability and to disperse

216 Food Emulsifiers and Their Applications
thoroughly and uniformly in a dough, icing, or batter over a wide temperature
range. The ability of the fat to disperse in streaks and films helps to lubricate
the structure of the dough during mixing and thereby prevents the starch and
protein components from compacting into a dough mass.
The characteristics of the fat that are important for shortening formulations
include melting point, stability, solid fat index, and plasticity. Plasticity is used
to define the characteristics of shortening that are functionally most important.
Shortenings are processed to various plasticity ranges (Weiss, 1981).
Narrow-plastic-range products have a steep solids profile and melt rapidly.
These are commonly used in cream icing products or as filler fats for hard
cookies where melting near body temperature is required. Wide-plastic-range
shortenings contain 15 to 30% solids over a broad temperature range, and re
sist breakdown during creaming. Their plastic nature enables them to spread
readily and combine thoroughly with the other solids or liquids without crack
ing, breaking, or having liquid oil separating from the crystalline fat.
Commercial products are prepared by carefully cooling, plasticizing, and tem
pering correctly formulated blends of melted fats and oils.
Crystal size has a major influence on the rheological properties of plastic shortenings. A small crystal size with a large surface area is required to effec
tively bind the liquid oil present in a shortening formulation. Typical crystal
sizes are from 5 to 9Jlm (P. Chawla and J.M. deMan, 1990).
Crystal size is controlled by source of the oil (O'Brien, 1996). The smaller crys
talline form is referred to as W and the larger form is ~- Plastic shortenings in the W configuration consist of small, uniform, needle-like crystals with a smooth tex
ture and the ability to aerate well, and they have excellent creaming properties.
8.5 Role of the Emulsifier The emulsification of the shortening in bakery products is promoted with the
addition of surface-active agents (surfactants, emulsifiers). Much of the work
on shortenings has centered on the addition of an emulsifier or emulsifier sys
tem to an all-purpose shortening base, although specialty liquid, narrow-plas
tic-range, and special-purpose emulsified products have been produced.
Emulsifiers are used extensively in bakery products, especially breads and
cakes. Some of the benefits are
l. Increased shelf life
2. Imparted tenderness and improved flavor release

Applications of Emulsifiers in Baked Foods 217
3. Reduced mixing time and improved mixing tolerance
4. Improved machinability
5. Improved gas retention
6. Improved water absorption
7. Improved volume
8. Improved hydration rate of flour and other ingredients
9. Better texture and symmetry
10. Reduced egg and shortening usage
8.5.1 Monoglycerides and Derivatives
Monoglycerides are prepared by reacting glycerine with edible fats and oils or
fatty acids in the presence of a catalyst (Henry, 1995). The important charac
teristics are melting point and monoglyceride content. The monoglyceride con
tent varies from 40 to 95%. Two crystalline forms are generally present: alpha
and beta. The alpha form is the most functional in bakery products. The major
variables involved in the production of monoglycerides are source of the fat,
monoglyceride content desired, iodine value or degree of unsaturation, and
fatty acid composition. Approximately 40 million pounds (18 million kg) of
monoglycerides are used in the United States in yeast-raised bakery products
(WH. Knightly, 1988). An equal amount was believed to be used in cakes, ic
ings, and other applications. In addition to the improved aeration and sugar
holding capacity of cakes formulated with monoglycerides, breads were found
to have an improved shelf life due to retarded staling rate. Various techniques
were applied to improve monoglyceride formulations including other emulsi
fier types. Today, plastic, hydrated, powdered, and distilled monoglycerides
are used in bakery applications.
In addition to their antistaling effects, monoglycerides in bakery products
result in
• Reduction of interfacial tension
• Improved dispersion of ingredients
• Increased aeration
• Greater foam stability
• Modification of fat crystals
Several derivatives of monoglycerides are prepared for bakery applications
(Figure 8.1). These are of two general types. One is considered as dough

218 Food Emulsifiers and Their Applications
When R equals
HO-
CH CH-C00-
31
OH
CH3 -coo-
OOCCH
I -QOC-cH-CH-COQ-
1 OOCH3
H-
Emnlsifier
Glycerol monosterate (GMS)
Succinyl monoglyceride (SMG)
Lactylated monoglyceride (LacGM)
Acetylated monoglyceride (AcMG)
Diacetyl-tartaric acid ester of
monoglyceride (DATEM)
Polyoxyethylene monoglyceride or
ethyoxylated monoglyceride
(EMG)
Propylene glycol monoester
(PGME)
Figure 8.1 Monoglycerides and derivatives.

Applications of Emulsifiers in Baked Foods 219
strengtheners and includes SMG (succinylated monoglycerides), EMG
(ethoxylated monoglycerides), and DATEM (diacetyl tartaric acid esters of
monoglycerides). They also are used as emulsifiers, starch- and protein-com
plexing agents, and foam stabilizers. The other is the alpha-tending emulsifiers
and includes GMS (glycerol monosterate), LacGM (lactylated monoglycerides),
AcMG (acetylated monoglycerides), and PGME (propylene glycol monoesters).
The alpha-tending emulsifiers, normally used in cake production, contribute to
the emulsification of the shortening in the water phase as well as incorporating
air into the fat phase. These are believed to form a solid film at the oil/water in
terface resulting in a stable emulsion and preventing the liquid oil from inter
fering with aeration during cake batter mixing.
8.5.2. Sorbitan Emulsifiers
Sorbitan monostearate is an oil-soluble, low-HLB nomomc emulsifier.
Reaction of the sorbitan esters with ethylene oxide results in the formation of
the polyoxyethylene sorbitan monostearate or polysorbate emulsifiers (Figure
8.2). Sorbitan esters are excellent emulsifiers for icings, improving aeration,
gloss, and stability. They function as emulsifiers, aerating agents, and lubri
cants in cakes, toppings, cookies, and crackers. The polysorbate 60 emulsifier
is used as a dough strengthener at about 0.2% of flour weight. Polysorbate 60
is also used in combination with glycerol monostearate and propylene glycol
monostearate in fluid cake shortenings.
8.5.3 Anionic Emusifier
The anionic emulsifiers include SMG, DATEM (see (Figure 8.1), and other lac
tic acid derivatives (Figure 8.3). Sodium stearoyl lactylate (SSL) is the most
widely used in the United States. The calcium version, insoluble in water, is
also widely used. Both are dough strengtheners.
SSL may be added as a stabilizer to hydrated monoglyceride preparations.
Other benefits from the lactic acid emulsifiers are antistaling, aeration, and
starch and protein complexing.
8.5.4 Polyhydric Emulsifiers
The polyhydric emulsifiers include the polyglycerol esters and sucrose esters
(Figure 8.4). Both have multiple applications as emulsifiers for foods in gen
eral and in bakery products, particularly the sucrose esters. The sucrose esters
are common food emulsifiers in Japan. They provide emulsifying, stabilizing,

220 Food Emulsifiers and Their Applications
Where
R1 = H (CH2CH20)n
R2 = H
R3 = H
Sorbitan monostearate
Polyoxyethylene (20) sorbitan monostearate
(Polysorbate 60)
R1 = H(CH2CH20)n- Polyoxyethylene (20) sorbitan tristearate R2 and R3 = H3C (CH2)16CO- (Polysorbate 65)
Figure 8.2. Sorbitan esters and derivatives.
and conditioning effects in baked goods. Eight hydroxyl groups that may be es
terified are present in sucrose. As expected, the degree of esterification affects
the hydrophylic lipophilic balance (HLB) of the sucrose ester (Table 8.4). The
product is considered a noncaloric fat substitute when six or more of the hy
droxyls are sterified (Olestra™ by Proctor & Gamble).
8.5.5 Lecithin
Lecithin is a coproduct of soybean oil and, to a limited extent, of other vegetable oil refining (com oil and rapeseed oil). It is obtained by water-washing crude vegetable oil and separating and drying the hydrated gums. The crude material is very dark colored and viscous, consisting of a variety of phospholipids (Figure 8.5). In addition to the phospholipids, these are also present

Applications of Emulsifiers in Baked Foods 221
CH3
Sodium stearyllactylate (SSL) {also in calcium form)
0 0 II II _
H C (CH ) -0-c -CH-CH-C -o8NJ±) 3 2 17
Sodium stearyl fumarate
Sodium lauryl sulfate (SDS)
Figure 8.3. Anionic surfactants.
triglycerides, tocopherols, and glycolipids. Various purified grades are pro
duced by bleaching and fractionating as well as by chemical modification
(Schmidt and Orthoefer, 1985). Commercial lecithin products are specified
based on their acetone-insoluble fraction (a measure of the phospholipid con
tent), viscosity, and color. Lecithin is present in other sources such as egg yolk,
butter, beans, nuts, etc. Lecithin is usually the least expensive emulsifier.
8.6 Emulsifier Interaction with Bakery Components
Emulsification and lubrication by the emulsifiers accounts only partially for
the beneficial effects observed when they are added to baked products.
Proteins and lipids also contribute to the functional properties of the flour.
Emulsifiers have been shown to interact with the various components present
as well as with added ingredients.

222 Food Emulsifiers and Their Applications
HO
Figure 8.4
8.6.1 Starch
OH
I CH2-CH-cH3
I [0-CH -CH-CH -OJ 2
1
2 n
0 II
OH
0-H C-HC-CH 2 I 2
OH
Polyglycerol monostearate
CH2-0-C -(CH3)16CH3
0 0
H OH OH H
Sucrose diester
H
Starch exists in a helical, coiled configuration with about six residues per tum.
This structure is basically a hollow cyclinder that has a hydrophyllic outer sur
face and a hydrophobic inner core. The inner space is about 45 nm in diame
ter. Straight-chain, alkyl molecules such as stearic acid will fit in the inner

Applications of Emulsifiers in Baked Foods
Table 8.4 Sucrose ester surfactants. (From Stauffer, 1996, p. 576.)
Percent Percent Percent Percent monoester diester triester tetraester
71 24 5 0 61 30 8 1 50 36 12 2 46 39 13 2 42 42 14 2 33 49 16 2
CH2-0-R1
I
r~~ CH -0-P-Q-R
2 lb 3
a
(R 1 and R2 are fatty acids)
If R2 = Choline ethanolamine inositol serine
Then Phosphatidylcholine
Phosphatidylethanolamine
Phosphatidyl inositol
Phosphatidylserine
Figure 8.5. Lecithin.
HLB
15 13 ll 9.5 8
6
223
space. The n-alkyl portion of emulsifiers such as present in GMS form a com
plex with the helical regions of the starch. It is this complex that is thought to
retard starch crystallization in bread, often called "retrogradation," slowing
the staling process.
The influence of emulsifiers on starch consists of (i) affect on the rate of
gelatinization, the gelatinization temperature, the peak viscosity, and the gel

224 Food Emulsifiers and Their Applications
strength and (ii) complex formation by the starch molecules. In studies of
starch pastes with monoglycerides, the maximum complexation occurs with
monopalmitin (Lagendijk and Pennings, 1970). Longer and shorter saturated
fatty acid monoglycerides reacted to a lesser extent. Unsaturated fatty acid
monoglycerides react to a lesser extent because of the bend in the fatty acid
chain due to the unsaturated linkage (Hahn and Hood, 1987).
Surfactants modify the gelatinization behavior of starch. DATEM is gener
ally found to be less interactive than GMS or SSL. GMS raises the swelling
temperature and results in increased paste viscosity. SSL also increases paste
viscosity (Schuster and Adams, 1984). Overall the interaction between emulsi
fier and starch takes place at the surface of the granule, and the starch/surfac
tant complex apparently stabilizes the granule, retarding water penetration and
swelling as the temperature is increased.
During breadmaking, only small amounts of emulsifiers are bound to starch
in the sponge stage and during mixing. Binding does not occur until the tem
perature is increased to near the gelatinization temperature. The formation of
starch complexes is ascribed principally to the amylose portion of the starch.
Both the degree of interaction and solubilities of the complexes are dependent
upon the emulsifier type.
8.6.2 Protein
The wheat flour proteins, gliadin and glutenin, form a viscous, colloidal com
plex known as "gluten" when mixed into a dough. Lipids are also involved in
the formation of the gluten complex. The properties of the gluten are influ
enced by the lipids and the emulsifiers present. Lipophilic parts of surfactants
interact with hydrophobic regions of proteins, contributing to unfolding or de
naturation of the protein. Generally, surfactants contribute to protein denatura
tion, enhancing interfacial absorption and emulsion stabilization.
Most dough strengtheners are anionic surfactants. The association of the
lipophilic portion to the hydrophobic protein portion incorporates the negative
charge into the complex, promoting aggregation in the dough. The overall ef
fect is aggregation of the gluten protein and an increase in dough strength.
The ionic surfactants induce protein insolubilization, resulting in increased
viscosity and elasticity of the dough. Nonionic surfactants disrupt the hy
drophobic portion of the protein, leading to reduced dough viscosity and elas
ticity and increased protein extractability. A blend of emulsifiers generally
provides the best dispersibility and functionality.

Applications of Emulsifiers in Baked Foods 225
8.6.3 Lipids
Wheat flour contains 1.4 to 2.0% lipids divided into free (0.8 to 1.0%) and
bound (0.6 to 1.0%) forms. They may be further divided into nonpolar (50.9%)
and polar (49.1 %) forms. The bound lipids exist as starch inclusion com
plexes. The nonstarch lipids, about 85% of the total, participate in the chemi
cal, physical, and biochemical processes important for the preparation of
baked goods. The nonstarch lipids consist of glycolipids, phospholipids, and
stearyl esters. Interaction between nonstarch lipids and emulsifiers is limited.
Likely, added lipids merely influence or substitute for each other.
Non-polar-lipid addition to untreated flour gives a deterioration of baking
properties (Schuster and Adams, 1984). Addition of polar lipids to untreated
flour increases loaf volume in breadmaking. The improvement is likely based
on the effects of galactolipids and phospholipids. Emulsifiers may interact with
the water phase of the dough, forming associated lipid-water structures with
free polar flour lipids (Krog, 1981). Emulsifiers may compete with naturally
occurring lipids in wheat flour for the reactive groups of the wheat flour dough.
Their effect on protein components was modulated as a consequence.
8.7 Applications in Baked Goods 8.7.1 Yeast-Raised Products
The functions of emulsifiers in yeast-raised products are dough conditioning
and strengthening as well as crumb-softening. Emulsifiers are also used.
8.7.1.1 Dough Conditioning. There is no precise definition of dough condi
tioners. The term is commonly used to describe adjuncts that aid in the devel
opment of less tacky, more extensible doughs that are processed through
machinery without tearing or sticking or that result in a product of finer crumb
structure and improved volume and symmetry. These may be summarized as
• Increased mixing and machining tolerance of the dough
• Increased tolerance to ingredient variations
• Diminished knockdown during handling
• Assists maximum dough absorption
• Reduced shortening requirements
• Improved loaf volume, structure, texture, and other quality characteristics

226 Food Emulsifiers and Their Applications
• Extended keeping quality
• Facilitates variety bread production
In the production of yeast-raised products, the mixing of the dough results
in gluten/gluten bonding through disulfide linkages. Development of the link
ages is often incomplete, resulting in a weak dough structure. Gas that is pro
duced by the yeast escapes through the weak portion of the gluten films. Cells
having weak gluten walls have a tendency to collapse.
Dough-strengthening emulsifiers increase the degree of gluten/gluten binding
sites and/or bridges that supplement disulfide linkages. This results in stronger,
developed gluten films. As a result the benefits from dough conditioners are
• Improved tolerance to variation in flour quality
• Drier doughs with greater resistance to abuse
• Improved gas retention giving lower yeast requirements, shorter proof times,
and greater finished product volumes
• Uniform internal grain, stronger side walls, and reduction of "cripples"
• Reduced shortening requirements without loss of volume, tenderness, or
slicing ease
The dough conditioners recognized as highly functional dough strengthen
ers are calcium stearoyl lactylate, ethoxylated monoglycerides (EOM), poly
oxyethylene sorbitan monostearate (PS 60), succinylated monoglycerides
(SMG), and sodium stearoyl lactylate (SSL) (Tenny,l978). Comparative loaf
volumes found for the various conditioners are shown in Figure 8.6, for fully
proofed dough shocked to mimic abuse in production.
Dough conditioners are available in plastic, powdered, and liquid forms
that may he added to the sponge, brew, or dough. The use levels are normally
in the range of 0.25 to 0.5% of flour weight. Often the dough conditioners are
combined with crumb softeners. For example, EOM, PS 60, and SMG are
blended with monoglycerides, a crumb softener.
8.7.1.2 Crumb-Softening. Emulsifiers that complex with starch are referred
to as "crumb softeners." Although there is a controversy over the mechanism of
activity, evidence exists that a primary effect is to complex with amylose, the lin
ear starch fraction. The staling phenomena is generally believed to result from
amylose crystallization. Amylose leaches from the starch granule during dough
preparation and baking. The amylose polymers associate upon cooling, forming a
rigid gel within lO to 12 hours. Amylopectin, the branched chain starch fraction,

2900
2800
2700
2600
_fl
- 1- - '-.:
2500
00 .10 .25 .50 NO CSL
ADD
Applications of Emulsifiers in Baked Foods 227
r----- f-----
- :-- f- 1--
I
~l - :'- r--: :-I!
. 10 .25 .50 .10 .25 .50 .10 .25 .50 EOM PS-60 SMG
%Flour, wt
~ r---:
•
.10 .25 .50
SSL
1-
f-
f-
1---
Figure 8.6 Comparative loaf-volume response produced on abused dough by CSL, EOM, PS-60, SMG, and SSL. (From Tenney, 1978.)
crystallizes more slowly, resulting in firming of the bread in 3 to 6 days. Crumb
softeners tend to result in less free amylose from the baking process; therefore,
less free amylose is avaliable to form a rigid gel. The emulsifier "softens" the ini
tial crumb. No change occurs with the amylopectin fraction with softener addi
tion. It gradually crystallizes to form a firmer texture. Treated bread stales at the
same rate as untreated bread in the case of amylopectin.
Comparison of softeners as a function of compressibility after 96 hours of
storage is shown in Figure 8. 7. The most effective softeners are the lactylates
and SMG. Plastic mono- and diglycerides and hydrated distilled monoglyc
erides are also effective. The polysorbate, EOM, and lecithin had little starch
complexing ability. There is an apparent dual functionality of conditioner and
softener for the lactylates and SMG.
Use levels of softeners vary with the market. The most commonly used crumb
softeners are the water emulsions, or hydrates, of mono-/diglycerides. The hy
drates contain 22 to 25% solids and are used from about 0.5 to l% of flour weight.
The hydrates are significantly more functional. Water-dispersible distilled mono
glycerides are also sold. These blends use sufficient unsaturated monoglycerides
to promote rapid hydration in the water of the sponge, brew, or dough.

228 Food Emulsifiers and Their Applications
180
170
160
150
140
130
12 o_
Crumb compressibility (0.1 mm)
I n ~ n 1 11 ~!I_ _Jl ~J- r-~ r-J r---. ; r---
j Jl JJ - ~- ~ r--- r--- -
NO ADD
.10 .25 .50
CSL
10.25.50
EOM
.10 .25 .50
PS-60
.10 .25 .50
SSL
10.25 .50
SMG
%Flour, wt
.10 .25 .50
Mo-Di
.10 .25 .50
LSC
.10 .25 .50 1.0
Dis. M . H.
Figure 8.7 Relative crumb-softening effect in bread by CSL, EOM, PS-60, SSL, SMG, Mo-Di (54% mono- and diglyceride), LEC (lecithin), and Dis. M.H. (22% solids distilled monoglyceride hydrate). (From Tenney, 1978.)
8.7.1.3 Emulsifier Blends. Lecithin has been used in breads and baked
goods longer than any other emulsifier. It was shown to give higher ductility
through interaction with the gluten. Other activity from the lecithin is delayed
staling and shortening reduction. A synergistic effect also occurs with lecithin
and monoglycerides. The monoglycerides produce better crumb grain, softer
bread, and higher loaf volumes. Ethoxylated monoglycerides with monoglyc
eride is an effective dough conditioner. The negative effects of liquid oils in
place of shortening in bread preparation is overcome with the combination.
DATEM also acts as a dough conditioner, shortening saver, and antistaling
agent in combination with glycerol monostearate. Others include SMG, su
crose esters, polysorbate 60, SSL, and CSL. The SSL and CSL can form com
plexes with gluten acting as a dough strengthener.
The direct and indirect action of the emulsifier begins with dough prepara
tion and ends with oven baking and storage (Figure 8.8). The first stage begins

Applications of Emulsifiers in Baked Foods 229
Improvement of wettability Stabilization of distributed phases Mixing
Fermentation Scaling, kneading,
moulding
Baking
Storage
Decrease of mixing time and mixing speed Reducing shortening levels Improvement of mixing tolerance Improvement of machinability
Improvement of gas-retaining properties Shorter fermentation Greater shock-tolerance
Improvement of gas-retaining properties Improved loaf volume Better texture Better crumb grain Better uniformity Decrease of water loss
Improvement for crumbsoftness Longer shelf life
Figure 8.7 Influence of emulsifiers on production and quality of baked products. (From Schuster arul Adams, 1984.)
with wetting, and dispersing activity then follows with interactions with flour
components during mixing and in the baking process itself.
8.7.2 Chemically Leavened Products
8.7.2.1 Cakes. The role of emulsifiers in layer cakes or snacks cakes is di
verse. They include aeration, emulsification, and crumb-softening.
The aerated structure of batters depend on whipped-in-air and carbon diox-

230 Food Emulsifiers and Their Applications
ide from the leavening agent. The use of emulsifiers lowers the surface tension
of the aqueous phase, improving the amount of air that can be whipped into the
batter. Large amounts of finely divided air cells are important for development
of uniform grain (Randleman et al.,1961). The dissolved C02 evolves at air
cell sites and does not spontaneously form bubbles. If the original batter con
tains many small air cells, the final cake will have a larger volume and fine
(close) grain. The creaming of the sugar and shortening have a major influence
on air incorporation. The incorporation of monoglycerides in the plastic short
ening (2 to 5% alpha-monoglycerides) ensures numerous small air cells being
created during beating or creaming.
Cake batter is, of course, an aerated emulsion. The integrity of the air cells
determines cake volume and uniformity. Shortening is an antifoam that disrupts
foam cells. Emulsifiers, however, coat the exterior of the fat particles protecting
the integrity of the air cell (Wooten, 1967). Proper emulsifier selection has per
mitted the use of liquid oil where only shortening could previously be used.
Light, tender, moist cakes are preferred by the consumer. Emulsifiers pro
vide the desired aeration, emulsification, and crumb-softening. Crumb-soften
ing in cakes is a function of moisture retention, shortening activity, and
starch-complexing. The starch-complexing is the same as for breads. The
emulsifiers complex with the starch to soften the product.
Several types of emulsifiers are used in cakes. Propylene glycol monoester
(PGME) is utilized at 10 to 15% of the shortening. Monoglycerides and mix
tures of lactated monoglycerides with PGME are also used in cake mixes.
In bakers' cakes, a large number of emulsifiers are used, depending on the for
mula, production equipment, and labeling requirements. With soybean oil as the
shortening, a hydrated blend of emulsifiers such as PS 60, SSL, sorbitan mono
stearate, and distilled monoglycerides work well. Fluid shortenings are produced
containing lactated monoglycerides. The traditional bakers' -cake system is a plas
tic shortening with 5 to 10% monoglycerides (3% alpha-monoglyceride content).
Packaged cake mixes often use emulsified PGME at 10 to 15% of the oil. The
cakes are unusually tender and are not suitable for commercial cake production.
Emulsified cake shortenings are also used for cake donuts. The degree of air
entrapment during the creaming phase determines the grain in the final donut.
8.7.2.2 Cookies and Crackers. Although emulsifiers are used to only a limited
extent in cookies and crackers, they play a significant role in (i) controlling
spread, (ii) improving cutting and appearance, and (iii) improving texture. The

Applications of Emulsifiers in Baked Foods 231
limited use probably stems from the reluctance to change the successful for
mulas in this segment of the baking industry. New products utilizing emulsi
fiers are receiving greater acceptance since they have been shown to play
functional roles.
Certain emulsifiers have the ability to change the degree of spreading of
cookie dough as it is baked (Table 8.5). The effect likely occurs because of al
tering of the viscosity of the dough. Cookie dough with SSL shows increased
spread compared to a nonemulsified control (Rusch, 1981). The SSL may in
teract with the starch granule, delaying hydration of the granule and subse
quent gelatinization (Tsen et al., 1973).
Lecithin may be used to produce a drier dough that machines better and
that improves release from the rotary die surface. Use is from 0.25 to 0.7% of
the flour. Part of the effect may simply be reduction of available water because
of lecithin hydration.
Lecithin that is highly fluidized with other oils or fatty acids is widely used
as release agents in cookie baking due to improved release from rotary dies.
Heat-resistant lecithins such as those modified with acetic anhydride are espe
cially adaptable to the application. Lecithin is used in cookie and cracker for
mulations at 0.25 to 1.0% of flour weight. It may be added with the shortening
at the creaming stage or simply combined with the shortening when rotated.
Antistaling is of less significance in cookies and crackers since they are of
Table 8.5 Spread ratios of cookie doughs with different emulsifiers. (From Tsen et al., l973.)
Spread 0.5% additive ratio
Monoglyceride 8.3
Ethoxylated monoglyceride 8.8
Sodium stearoyl fumararale 10.4
Sodium stearoyllactylate 10.0
Sucrose monopalmitate 9.8
Sucrose mono- and distearate 9.6
Sucrose distearate 9.7
Sorbitan monostearate 9.2
Polyoxylated (20) sorbitan 9.3
monostearate Succinylated monoglycerides 9.2

232 Food Emulsifiers and Their Applications
lower moisture content. The greasiness of high shortening levels is reduced by
the addition of small amounts of lecithin. Lecithin in general gives a "drier"
dough with equivalent moisture and shortening levels. The drier dough is more
machinable. Other benefits attributed to lecithin are reduced mixing times and
dough development with more tender cookies.
SSL is promoted to improve the efficiency of shortening in cookie or cracker
formulations. SSL when incorporated into dough at 0.25% of the flour pro
duces a finer grained, more uniform pattern of surface cracks. The resistance
to shear (firmness) decreases, with improved eating quality, and permits short
ening reduction (Tenney, 1978). Levels are 0.25% SSL in cookies and 0.1% in
crackers based on flour weight.
8.7.3 Extruded Snacks/Cereals
Extrusion-cooked snacks, pastas, and cereals often include emulsifiers in the
formula. Gelatinization of the starch occurs during the cooking/extrusion step.
Monoglycerides and SSL have been found to reduce the energy required for
the extrusion and to obtain a desirable texture in the final product. When
monoglycerides are added, they influence the appearance and properties of the
extrudate such as smoothness of the extrudate surface and fine pore structure.
Use levels are typically 0.25 to 0.5% of the starch weight and is added at the
dough makeup stage.
8.7.4 Cream Icings
Cream icings are prepared by creaming sugar with fat, then adding flavor, egg
white, and perhaps a small amount of water. The emulsified shortening gener
ally contains 2 to 3% alpha-monoglyceride. Polyoxyethylene sorbitan mono
stearate at 0.5% is included in some icings to assist in air incorporation.
Propylene glycol esters when incorporated into the shortening produce icings
with excellent gloss and gloss retention.
8.7.5 Fat-Free Bakery Products
The fat-free or low-fat foods are marketed in almost every segment of the food
industry. In most instances, there is no one solution for removal of fats from the
formulation. Skillful formulation using fat replacers, emulsifiers, bulking
agents, flavors, and other ingredients has been applied to fat replacement.
Low-fat and fat-free cakes have been produced using additional emulsifiers
in conjunction with starch-based fat replacers and gums or hydrocolloids for

Applications of Emulsifiers in Baked Foods 233
moisture retention and functionality. PGME and DATEM products have as
sisted in formula development.
Emulsifiers are not generally regarded as fat substitutes or replacers.
Emulsifiers affect the texture and mouthfeel by their effect on surface interac
tions. The caloric value of emulsifiers varies depending on their actual compo
sition and digestibility. They tend to have fat-like properties through their
hydration, water-binding, and dispersing effects in processed foods. The gen
eral functions of emulsifiers in low-fat or no-fat applications are to
• Prevent separation of components
• Reduce size of fat globules and improve dispersion of remaining fat
• Provide a fat-sparing action
• Provide texture perception of higher fat levels
• Texturize, provide lubricity
• Complex starches and proteins
Mono- and diglycerides are the most used emulsifiers. Distilled monoglyc
erides have a caloric advantage over the lower mono-containing preparations.
Other emulsifiers in reduced fat products include the polysorbates, polyglyc
erol esters, and sorbitan monoesters.
Many noncaloric fats have been synthesized. Sucrose polyesters (Olestra TM
from Proctor & Gamble) is probably the best known. Emulsifier use in prod
ucts utilizing the noncaloric, synthesized fat replacers is very likely similar to
that utilizing the traditional caloric version.
8.7.6 Release Agents
A separate application of emulsifiers in bakery products, although not incorpo
rated into the dough, is release agents or pan sprays. Lecithin is the primary
emulsifier used. Often the pan sprays are formulated with an oil in combina
tion with mold inhibitors and lecithin. One to 6% lecithin is added. Modified
lecithins that exhibit improved heat stability may used. The pan spray may
simply be brushed or sprayed to achieve a thin film promoting easy release of
baked products from pans or belts.
8.8 Summary The market for emulsifiers in bakery products continues to grow. Reduced-fat
products have provided the more recent surge in utilization. Producers of

234 Food Emulsifiers and Their Applications
emulsifiers as well as bakeries themselves, as with many of our industries,
have undergone consolidation. Fewer producers have placed new require
ments on the final product that is transferred to the ingredient supplier, in this
case the supplier of the emulsifier. The function of the emulsifier is even of
greater importance. Growth in food service furthers the need for bakery prod
ucts having desirable sensory characteristics and meeting the demands of to
day's marketplace.
References Brandt, L. (1996). Emulsifiers in baked goods, Food Product Design, Feb., pp. 64-76. Chawla, P., deMan, J.M. (1990). ]. Am. Oil Chem. Soc., 67, 329. Hahn, D.E., Hood, L.F. (1987). Factors influencing com starch lipid complexing, Ger.
Chem., 64,81-85. Handleman, A.R., et al. (1961). Bubble mechanisms in thick foams and their effect on
cake quality, Ger. Chem., 38, 294. Hartnett, D.I. (1977). ]. Am. Oil Chem. Soc., 54, 557. Henry, C. (1995). Monoglycerides: the universal emulsifier, Ger. Foods World, 40(10),
734-738. Knightly, W:H. (1988). Ger. Foods World, 33,405-412. Krog, N. (1981). Theoretical aspects of surfactants in relation to their use in breadmak
ing, Ger. Chem., 58, 158--164. Lagendijk, J., Pennings, H.J. (1970), Ger. Sci. Today, 15, 354-356, 365. O'Brien, R.D. (1996). Shortening: types and formulations, in Bailey's Industrial Oil and
Fat Products (ed. Y.H. Hui), 5th ed., Vol. 3, pp. 161-193, Wiley, New York. Rusch, D.T. (1981). Emulsifiers: uses in cereal and bakery foods, Ger. Foods World,
26(3), 1ll-ll5. Schmidt, J.C., Orthoefer, F. (1985). Modified lecithins, in Lecithins (eds. B.F. Szuhaj
and G.List), Chap.lO, pp. 203-213, Am. Oil Chern. Soc., Champaign, IL. Schuster, G., Adams, W.F. (1984). Emulsifiers as additives in bread and fine baked
products, in Advances in Cereal Science and Technology (ed. Y. Pomeranz), Chap. 4, pp. 139-242, Am. Assoc. Cer, Chern. Inc., St. Paul, MN.
Stauffer, C.E. (1996). Emulsifiers for the food industry, in Bailey's Industrial Oil and Fat Products, 5th ed., Vol. 3, pp. 483-516, Wiley, New York.
Tenney, R.J. (1978). Dough conditioners/bread softeners, Baker's Digest, 52 (4), 24. Tsen, C.C., et al. (1973). High protein cookies I. Effect of soy fortification and surfac
tants, Baker's Digest, 47(4); 34-39. Weiss, T.J. (1983). Food Oils and Their Uses, AVI, Westport, CT. Wooten, J.C., et al. (1967). The role of emulsifiers in the incorporation of air into layer
cake batter systems, Ger. Chem., 44, 333.

NINE
Emulsifiers in Confectionery
Mark Weyland
9.1 Introduction The use of emulsifiers in both chocolate confectionery and sugar confectionery
has been established for many years. They are useful functional additives
without which many candy products would be impossible to make. In this
chapter, an outline of the range of emulsifier functionalities will be presented,
but since it is a very diverse field, it is not possible to cover every application
or use. A bibliography is provided for further study, which is recommended.
Emulsifiers act in multiphase confectionery systems in two main ways. The
first is as an emulsifying agent to enable two distinct phases to be combined in
a stable quasi-homogeneous state for an indefinite length of time. The two or
more phases involved in most food products may be selected from a list that in
cludes oil, water, protein, carbohydrates, and air. These phases have a natural
tendency to repel each other and form discrete layers within a food product. In
most food products this tendency to separate into phases is undesirable and
must be controlled by a suitable blend of processing techniques and carefully
selected emulsifying agents. Furthermore, even if the food product is satisfac
tory at the time of production, it must still withstand the rigors of distribution
and storage on the shelf, such that at the point of consumption by the con-
235

236 Food Emulsifiers and Their Applications
sumer the product has an acceptable taste, appearance, and texture. These
qualities in modern food products are often critically dependent on the type
and level of emulsifiers used in the product.
The second function of an emulsifier is often to act as a surfactant. In these
cases the role of the emulsifier is to modify the behavior of the continuous
phase of a food product so as to bring about a specific effect or benefit. The
most common example of this in confectionery is the use of lecithin in choco
late to reduce the viscosity of the product and improve the ease of handling
and processability.
Many of the classes of emulsifiers described in this book have also found
their way into confectionery products. These include lecithin and modified
lecithins such as YN and phosphated monoglycerides, glycerol monostearate,
polyglycerol esters including polyglycerol polyricinoleate (PGPR), sorbitan es
ters, polysorbates, lactic acid and tartaric acid derivatives of monoglycerides,
acetylated monoglycerides, sucrose esters, and propylene glycol monoesters.
All these compounds have a common feature that makes them suitable as
emulsifying agents: they are ambiphilic, possessing both lipophilic and hy
drophilic properties. The nature of this property is often expressed as hy
drophilic/lipophilic balance or HLB. The HLB number is an indication of the
properties of an emulsifier and is usually on a scale of 0 to 20. An emulsifier
with a low HLB will tend to be more oil-like and will therefore have a greater
affinity for the oil phase of a confectionery product. Lecithin, for example, has
an HLB of 4 and has a great affinity for the oil phase in chocolate. Polysorbate
60, by contrast, has an HLB of 15 and is quite soluble in water and therefore
has an affinity for the syrup phase in toffees and caramels.
It is often the case in food products, and in confectionery too, that a combi
nation of two emulsifiers in a recipe or formula containing two distinct phases
will result in the longer lasting and more uniform product. In these cases, com
binations oflow- and high-HLB emulsifiers give the best results.
In the remainder of this chapter, a number of the more common confec
tionery types using emulsifiers are described, along with a review of the avail
able knowledge relating to the most optimal emulsifier types and their benefits.
9.2 Emulsifiers in Chocolate and Compound Coatings The use of emulsifiers in chocolate and compound coatings is perhaps the best
documented in the literature of any of the applications of these ingredients in

Emulsifiers in Confectionery 237
confectionery. The recent changes in the Standard of Identity for chocolate
products (1993) has led to the possibility of using any safe and suitable food
grade emulsifier in chocolate. A number of emulsifiers used in compound or
vegetable fat coatings with advantage can now also be used in chocolate. Other
emulsifiers not available for use in the United States at this time are used in
the EC and can bring particular benefits to the chocolate and compound coat
ing user. These will also be described later, but first there follows a description
of the most widely used emulsifier, soy lecithin.
9.2.1 Lecithin
Chocolate and compound coatings are dispersions of solid particles in a con
tinuous fat phase. The solid particles are composed of sugar granules, milk
solids, and cocoa solids. In chocolate the fat is cocoa butter and comes directly
from the crushing of cocoa nibs, but in compound coatings the fat comes from
vegetable oils added to the formula to give the same fat content as chocolate
overall. Moisture is also present in the coating, introduced indirectly via the
sugar or other solid ingredients. It is the presence of these solid particles and
moisture that causes chocolate and compound coatings to deviate from true
Newtonian viscosity behavior. The solid particles tend to abrade each other,
and the resultant internal friction causes the viscosity of the material to vary
according to the applied shear stress.
Viscosity is very important when considering how chocolate and compound
coatings are used, because they always have to flow to either fill a mold without
defects or air bubbles or cover a candy piece with a thin, even coat. These
properties are controlled almost completely by the rheological behavior of the
coating, which in turn is dependent on the nature of the continuous liquid
phase, that is, the fat and fat-soluble ingredients. Considering the flow proper
ties of molten chocolate, the two most important parameters are plastic viscos
ity and yield value. "Plastic viscosity" is defined as the force required to keep
liquid chocolate flowing once it has started moving, whereas "yield value" is
the force required to start the mass of liquid chocolate moving. Both plastic
viscosity and yield value can be decreased by the use of specific surfactants,
and this enables the chocolate manufacturer to have greater control of cocoa
butter levels. Plastic viscosity and yield value are often combined in a value
called "apparent viscosity," but it is important to understand that chocolates
with equal apparent viscosities can have different yield values and different
plastic viscosities.

238 Food Emulsifiers and Their Applications
Coatings can always be made more fluid for better control by adding more
cocoa butter or vegetable fat to the mix, but since these are the more costly in
gredients in coatings, this is often an unattractive solution. Better by far is to
add a surfactant like lecithin to reduce coating viscosity. It is possible to add
0.5% lecithin to a coating to have the same viscosity reduction effect as the
addition of 5% cocoa butter or vegetable fat (Minifie, 1980). Lecithin allows
coating users to operate efficiently at much lower fat contents than would oth
erwise be the case (Figure 9-1).
Lecithin is commercially extracted from the soybean by solvent extraction
and precipitation. It is a light brown fluid that contains approximately 65%
acetone-insoluble phosphatides and 35% soybean oil. An oil-free product is
also available that is in the form of granules. The chemical composition of soy
lecithin is as follows (Minifie, 1980):
Soybean oil 35%
Phosphatidyl choline 18
Phosphatidyl ethanolamine 15 Phosphatidyl inositol 11
Other phosphatides and polar lipids 9 Carbohydrates, e.g., sterols 12
39
38
L. Q) 37 ~ ::I .0 36 co 0 (.)
35 0 (.)
'#- 34
33
1\ \
"" ~ .......... ['...
~ -32
0.1 0.2 0.3 0.4 0.5 0.6 0.7
% lecithin (soya)
Figure 9.1 Effect of addition of lecithin on the fat content in dark enrobing chocolate. Curve represents chocolate formulas of equal viscosity. (Minifie, 1980.)

Emulsifiers in Confectionery 239
A structure for lecithin is given in Figure 9.2.
Lecithin exhibits both lipophilic and hydrophilic properties. A possible ex
planation of the mechanism by which lecithin reduces intraparticle friction is of
fered by Harris (1968). Moisture present in chocolate and compound coatings
adher-es to the surface of sugar particles and gives them a syrupy, tacky surface
that in tum increases friction between the sugar grains. When lecithin is intro
duced the hydrophilic functional group in lecithin attaches itself to the sugar
surface while the lipophilic group is left to project out into the surrounding oil
phase. This enables the particles to slip more easily over each other, reducing
the viscosity. This effect is demonstrated in Figure 9.3, in which the viscosity-re
ducing effect of lecithin is seen only where sugar is present in the formula.
Lecithin is usually added late in the chocolate or compound-making
process since it can be adsorbed by cocoa particles during grinding and mix
ing, thereby losing its effectiveness. In some cases a small amount of lecithin
is added to the mixed ingredients prior to roller refining to aid in the grinding
process, but the remaining portion is added just before the end of the conching
process. This provides the maximum liquification of the chocolate or com
pound coating at minimum fat content.
Lecithin also has the benefit of protecting coatings against moisture inva
sion and sugar granulation, which may occur at above 60°C when stored in
bulk form. Lecithin used in excessive amounts will not further reduce viscosity
of chocolate or compound coatings but will produce certain negative effects
such as softening of chocolate and increase of crystallization time (Jeffrey,
1991). This is because the chemical structure of lecithin is very different from
cocoa butter or vegetable fats, and this can interfere with the crystallization
0 II
CH2-o-c-R
I ?! CH-0-C-R
I 0 II
lipophile
hydrophilic
CH2-o-P-O-cH2-CH2-N-(CH3) 3
II II OH OH
Figure 9.2 Chemical structure of soy lecithin. (Woods, 1976.)

240 Food Emulsifiers and Their Applications
100
90
80
[',_
1'---~
I I ~Cocoa/Fat r--__
1---~-- ---- - -
70 c--·- --
--: 60 "' u tJ
~ 50 >. -.. 0 40 u
"' >
!\
\ \\ -·· - - t---- -
\ l \
' Chocolate I .........
I'-. 30
20 "" I 1'--.:_ugor I Fat
10
0 .1 0 .2 0 .3 0.4 0.5 0 .6 0 .7
"I• Lecithin (Soya)
Figure 9.3 Influence of lecithin on viscosity measured using a Redwood viscometer. (Minifie, 1980.) (In this viscosity measurement method, the time taken for a known amount of chocolate to drain through a hole in a cup is measured using a stopwatch. This value in seconds gives an empirical value for chocolate consistency.)
process in the fat phase. Levels of over l% in typical 30% fat coatings should
not be used.
9.2.2 Synthetic Lecithin
These products are used in chocolate and compound coatings outside the
United States and are made by reacting mono-, di-, and triglycerides of par
tially hydrogenated rapeseed/canola oil or other liquid vegetable oil with phos
phorus pentoxide to produce phosphatidic acids. Neutralization with ammonia
or caustic soda results in an ammonium or sodium salt. These surfactants are
often given the name synthetic lecithins or sometimes YN lecithin. They have

Emulsifiers in Confectionery 241
a neutral flavor and can be used at higher dosage levels than natural lecithin
without the negative impact on viscosity (Bonekamp-Nasser, 1992; Klienert,
1976; Nakanishi, 1971). See Figure 9.4.
YN is also claimed to reduce the thickening of chocolate and compound
coatings due to moisture and overheating (Bradford, 1976). A comparison be
tween lecithin at 0.3%, YN at 0.3%, and cocoa butter added at 5% to choco
late gave the same similar overall viscosity readings (see Figure 9.5), but a
calculation of the Casson yield values showed that YN produced significantly
lower values than with the other systems. The viscosity reducing effect of YN
is reportedly less in milk-free coatings than with milk coatings (Klienert,
1976; Hogenbirk, 1989). Milk coatings have generally higher viscosities than
milk-free coatings due to the effect of milk solids/fat/emulsifier interactions.
150
140
130
120
110
100
.... 90 ~
~ 1 RP.M.
~\ - Soya lecithin
~\ ---·YN -
RPM. : Rate of shear -\\ \\
--r--------
\"' --
------g tl ao "' 0 ?- 70
' "" ' ..............
--' r--'
~
"' 60 0
..... ..........
... u
"' > 50 "0
u 40 ~ 0 0 30 L.
cD
... '-..5 R.P.M. ... ... '~ --.. _
'<" r::--.......... ..... .......... ... -r---20
10
20 R.P.M. ~ .... --1-----~-- --- -------
0 0.1 0.2 0.3 04 0.5
0/o Lee ith 1 n
Figure 9.4 Brookfield viscosity measurements of milk chocolate at three levels of shear. Comparison of effeet of soya lecithin and YN lecithin. (Minifie, 1980.)
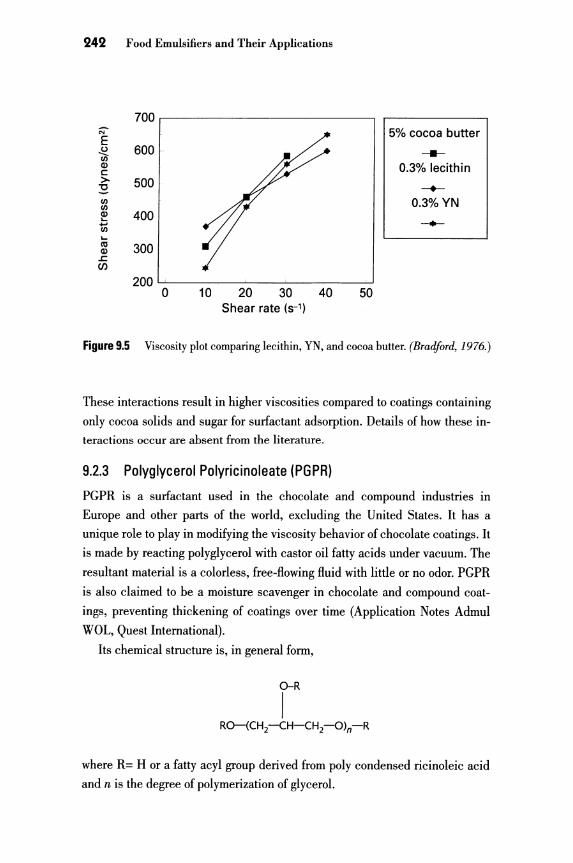
242 Food Emulsifiers and Their Applications
700 c:;- 5% cocoa butter E
..s?. 600 -Ul Q) 0.3% lecithin c: > 500 ~ --+-Ul 0.3% YN Ul Q) 400 .... __.._ +' Ul .... ctl 300 Q)
..c: (/)
200 0 10 20 30 40 50
Shear rate (s-1)
Figure 9.5 Viscosity plot comparing lecithin, YN, and cocoa butter. (Bradford, 1976.)
These interactions result in higher viscosities compared to coatings containing
only cocoa solids and sugar for surfactant adsorption. Details of how these interactions occur are absent from the literature.
9.2.3 Polyglycerol Polyricinoleate (PGPR)
PGPR is a surfactant used in the chocolate and compound industries in
Europe and other parts of the world, excluding the United States. It has a
unique role to play in modifying the viscosity behavior of chocolate coatings. It
is made by reacting polyglycerol with castor oil fatty acids under vacuum. The
resultant material is a colorless, free-flowing fluid with little or no odor. PGPR
is also claimed to he a moisture scavenger in chocolate and compound coat
ings, preventing thickening of coatings over time (Application Notes Admul
WOL, Quest International).
Its chemical structure is, in general form,
where R= H or a fatty acyl group derived from poly condensed ricinoleic acid
and n is the degree of polymerization of glycerol.

Emulsifiers in Confectionery 243
A number of studies have been published that compare the effects of PGPR
with lecithin and YN. Most conclude that PGPR, when added to chocolate or
compound coatings at 0.5% or less, can reduce the coating yield value to al
most zero (Application Notes Admul WOL, Quest International; Bamford,
1970). The practical benefit of such a feature is that in a chocolate bar molding
operation, PGPR addition would allow the chocolate to flow easily into even
complicated mold shapes without entrapping air bubbles and also to flow
around inclusions. Furthermore, the opportunity exists to reduce the fat con
tent of the chocolate as well as the coat of chocolate formulations.
A typical comparison of lecithin and PGPR additions to a milk and to a
dark chocolate using a Rotovisco viscometer is given in Tables 9.1 and 9.2
(Application Notes Admul WOL, Quest International).
The values in Tables 9.1 and 9.2 indicate that in milk chocolate it is possi
ble to reduce the yield value to almost zero. The presence of lecithin in the
emulsifier mix allows the plastic viscosity to be minimized, and this blend pro-
Table 9.1 Casson plastic viscosities and yield values of a milk chocolate when cocoa butter, lecithin, and PGPR are added
Casson plastic Casson yield value Addition Amount viscosity (poise) (dynes/cm2)
Cocoa butter 0.0 45 llO l.O 29.8 97 2.0 26.5 62 4.0 16.3 58 5.0 15.3 58
Lecithin 0.05 30.0 79 0.1 26.7 54
0.2 20.0 40
0.4 15.6 37
PGPR 0.075 30.0 86 0.175 29.2 38.5
0.3 26.8 22
0.5 30.5 2.5
0.6 32.0 2.0
Lecithin + PGPR 0.1 14.1 34
0.2 13.4 32
0.3 12.7 29

244 Food Emulsifiers and Their Applications
Table 9.2 Casson plastic viscosities and yield values of a dark chocolate when cocoa butter, lecithin and PGPR are added
Casson plastic Casson yield Addition Amount viscosity (poise) value (dynes/cm2)
Lecithin 0.3 18.5 155 0.7 17.1 221 0.97 14.4 297 1.3 12.4 285
PGPR 0.0 12.9 199 0.1 12.5 151 0.2 14.8 82 0.5 14.9 13 1.0 15.9 0
vides the optimum solution. In dark or semisweet chocolate the effect of PGPR
on plastic viscosity is small, while it can reduce yield values to very low values
at 0.5% addition. The mechanism by which PGPR affects yield value is not
understood but its practical benefits are widely reported.
PGPR is also claimed to be advantageously used in ice cream coatings since
it allows low apparent viscosities in the presence of low levels of moisture
(Bamford, 1970). Also claimed is PGPR's beneficial effect on fat-phase crystal
lization leading to easier tempering, improved texture, and longer shelflife of
coatings (Application Notes Admul WOL, Quest International.). The author has
found that the viscosity-reducing properties of PGPR does lead to significantly
reduced viscosity at temper and a level of temper, as measured by a temperme
ter, which is easier to maintain over long periods in an enrober without signifi
cant recirculation of chocolate via melt-out and retempering circuits.
PGPR's most recognized benefit remains that of fat reduction, and manufac
turers claim that a blend of 0.5% lecithin and 0.2% PGPR allows cocoa butter
reductions of approximately 8%.
9.3 Antibloom Agents in Chocolate and Compound Coatings There are many references in the literature to uses of emulsifiers as additives
to influence the physical appearance and texture of chocolate and compound
coatings. One of the main problems to be overcome when making cocoa but-

Emulsifiers in Confectionery 245
ter-based chocolate is to ensure that the cocoa butter crystallizes in the cor
rect crystal form or polymorph. Cocoa butter has several different polymorphic
forms that have melting points ranging from 17 to 35°C. The forms are repre
sented by the greek letters y, a, pt, and~· As the polymorphic form increases
in stability it also increases in melting point. To make chocolate in the familiar
glossy, fast-melting form with good snap, it is necessary to crystallize the cocoa
butter in the highest melting polymorph, which is ~· This form of cocoa butter
is also needed to ensure good contraction in molded products and the long
bloom-free shelf life expected for good quality chocolate goods. Bloom is the
phenomenon in which liquid fat is forced to the surface of a product and spon
taneously crystallizes there as a grayish layer that looks to the uninformed con
sumer as if the product has gone moldy. The liquid fat is forced out to the
surface in this way by the following mechanisms:
l. Chocolate is not preconditioned (tempered) correctly such that insuffi
cient concentration of seeds in the ~ form is present in the crystallizing
chocolate mass. This leads to a higher level of less stable W forms in the
chocolate mass that later transform to the more stable ~ form. This
transformation causes the chocolate coating or bar to contract and
squeeze liquid fat to the surface. Chocolate contains liquid fat even at
room temperature, where cocoa butter attains a maximum solid fat con
tent of approximately 85%. This liquid fat at the surface crystallizes in
an uncontrolled fashion and is a mixture of ~' W, and even possibly
some a forms.
2. Chocolate is tempered correctly, but in storage or distribution the prod
uct is subjected to wide temperature variations, resulting in partial
melting and resolidification of the chocolate. Under these conditions
uncontrolled recrystallization takes place and extensive bloom can oc
cur. This kind of change is often referred to as "heat damage" and the
product is classified as not heat resistant.
3. In molded bars that contain peanuts or other nutmeats as solid inclu
sions, or in enrobed products that have centers containing quantities of
soft vegetable oil or dairy butter oil, this oil can "migrate" from the cen
ter to the chocolate shell. The soft oil will cause the chocolate to become
soft and cocoa butter will dissolve. This will cause severe damage to the
product due to physical handling prior to consumption or due to discol
oration and bloom of the chocolate shell, which will now be far more
heat-sensitive.

246 Food Emulsifiers and Their Applications
4. Long-term changes in cocoa butter crystal structure via ~(V) to ~(VI)
transitions can also be a cause of bloom in some cases, although this
may not be as common as the mechanisms above. In this scenario cocoa
butter in the stable ~ state can exist in two forms, given the nomencla
ture V and VI. At the time of manufacture only the form V can he
formed. Form VI has a slightly lower energy than form V, but the trans
formation from one to the other takes place at a very slow rate because
there is a significant kinetic harrier to he overcome. This bloom mecha
nism occurs only in solid dark (milk-fat-free) chocolate bars. Milk fat
present at low levels (2%) in chocolate will prevent this type of bloom.
(See also the reference to STS as a bloom inhibitor in Section 9.3.1.)
In all the cases above, the negative impact of uncontrolled crystallization is
discoloration and bloom. This phenomenon is also seen in compound coatings
based on other vegetable fats, hut since they are not polymorphic in the same
way as cocoa butter, the mechanism of bloom formation is different. Problems
of discoloration tend to stem from types 2, 3, and 4 above rather than type l.
The final result is, however, the same, with an unattractive dull finish becom
ing apparent on the coating surface.
Emulsifiers can have a role in helping control the rate of crystallization of
cocoa butter and other vegetable hard butters both at the time of production
and during subsequent storage and distribution. This in turn can promote
bloom prevention.
9.3.1 Sorbitan Tristearate (STS)
STS is an emulsifier often associated with bloom prevention; it is claimed that
when added to chocolate in the liquid state at 2% it slows down the crystalliza
tion rate of cocoa butter, thereby reducing the concentration of the most unsta
ble a form. The more stable W form is still produced hut this transforms into
the~ form thus deterring bloom (Anon., l99la). In this way STS behaves as a
crystal modifier.
The situation is further complicated, however, because there exists not one
hut two ~ forms of cocoa butter, usually referred to as forms V and VI. In this
classification system the W form is called form IV and transitions from form IV
to form V, the stable form, occur via the liquid phase only. The transformation
of form V to form VI takes place only via the solid phase and can take many
months to occur. Also, identification of form VI is difficult and requires spe
cialized x-ray diffraction techniques. However, this ~transformation is also as-

Emulsifiers in Confectionery 24 7
sociated with bloom in solid chocolate that has been well tempered. Work done
by Garti et al. (1986) has indicated that STS is particularly effective at block
ing this V to VI transformation and, hence, preventing bloom even after exten
sive temperature cycling between 20 and 30°C.
Other emulsifiers studied by Garti included sorbitan monostearate and
Polysorbate 60, but these were only half as effective as STS. STS is a high
melting-point emulsifier (approximately 35°C} whose structure is more closely
related to cocoa butter triglycerides than to most other emulsifier types. It is
speculated that it is due to this similarity that STS co-crystallizes with cocoa
butter from the melt and, due to its rigid structure, binds the lattice in form V.
Other more liquid or less triglyceride-like emulsifiers tend to depress the melt
point of crystallized cocoa butter, increasing liquidity and promoting form IV
to V transformations in preference.
This is presumably why STS is a more effective antibloom agent in solid
chocolate than in enrobed chocolate items, where soft center oils can soften
cocoa butter crystals via migration and lead to type IV-V bloom occurring (see
type 3 bloom previously mentioned). Krog (1987), however, claims that STS
locks fats in the less stable W form and prevents the transformation to ~
Berger (1990) also claims that STS performs well as a bloom inhibitor or gloss
enhancer in palm kernel oil-based compound coatings used to enrobe cakes
by stabilizing the W form of the vegetable fat, a situation also observed by the
author in several practical cases using lauric coating fats but with much less
reliability when using domestic fats such as soybean or cottonseed-based coat
ing fats. Such products tend to have longer bloom-free shelf lives in many
cases so that the need for antibloom additives is not so imperative.
The use of STS in food in the United States is limited to chocolate and com
pound coatings for which there is a petition pending for acceptance by FDA as
a food additive. This uncertain status has not deterred United States food com
panies from enjoying the benefits that STS can bring to coating appearance.
STS is, however, more widely accepted as an additive in EC countries.
9.3.2 Sorbitan Monostearate (SMS) and Polysorbate 60
SMS and polysorbate 60 [also known as polyoxyethylene (Player, 1986) sorbi
tan monostearate] are also used as antibloom agents, especially in compound
coatings based on vegetable butters. They are not as effective as STS, but they
have the advantage of being already accepted by FDA as food-grade emulsi
fiers. They are usually used in combination, where the SMS acts as a crystal

248 Food Emulsifiers and Their Applications
modifier and the polysorbates act as hydrophilic agents to improve emulsifica
tion with saliva and aid flavor release (Dziezak, 1988; Lees, 1975). SMS can
also be used at high levels in coatings to increase heat resistance due to its
high melt point, 54°C; unfortunately, the addition of SMS also causes the coat
ing to become waxy.
Up to 1% of this combination can be added to coatings to improve initial
gloss and bloom resistance. The optimum ratio of SMS to polysorbate 60 is
60:40 (Woods, 1976). These emulsifiers are claimed to function by forming
monomolecular layers of emulsifier on the surface of sugar and cocoa particles,
thereby inhibiting the capillary action that causes liquid fat to migrate to the
surface and cause bloom. Lecithin is still needed in these systems to control
coating viscosity and reduce fat content.
In another nomenclature system, SMS is also called Span 60 and polysor
bate 60 is called Tween 60 (Lang, 1974). Spans and Tweens are also claimed to
reduce the rate of fat crystallization; therefore, to develop proper crystal size a
suitable tempering system needs to be employed. They are employed in both
chocolate and compound coatings and may be used with advantage iffast crys
tallization of the coating would be disadvantageous.
9.4 Other Emulsifiers Used in Coatings Mono- and diglycerides are also used as additives to chocolate and compound
coatings, often as their purified or distilled forms. They can act as seeding
agents especially when in high-melting-point forms such as glycerol mono
stearate (GMS). They are more commonly used as antibloom agents in lauric
type palm kernel oil compound coating to extend useful shelf life. A typical
usage level would be 0.5%. Berger (1990) claims good results in hydrogenated
palm kernel oil coatings when using glyceryllacto palmitate at 1 to 5% as a
gloss improver; the application was as a coating for a baked product. Moran
(1969) found that a polyglycerol ester of stearic acid reduced the viscosity of
fat sugar systems better than lecithin as well as retarded crystallization, im
proved gloss, and better demolding.
Lactic acid esters of monoglycerides have also been used to control gloss in
compound coatings (Hogenbirk, 1989; Dziezak, 1988) and to improve demold
ing performance (Anon., 1991b). Woods (1976) describes the use of triglycerol
monooleate in compound coating chocolate to improve initial gloss and gloss
retention, and triglycerol monostearate as a whipping agent to aerate coatings

Emulsifiers in Confectionery 249
giving them a lighter texture for filling applications. Herzing (1982) describes
in detail the types of polyglycerol esters needed to optimize the glossy proper
ties of lauric and nonlauric compound coatings: triglycerol monostearate, oc
taglycerol monostearate, and octaglycerol monooleate. These emulsifiers are
added to the coating fat at up to 6% by weight.
Polyglycerol esters have also been claimed to speed up the setting time of
chocolate panning coatings when used at levels of 0.4 to 0.6% (Player, 1986).
Hogenbirk (1989) has found advantages of viscosity reduction to some degree
with examples of mono- and diglycerides, diacetyl tartaric acid esters of mono
glycerides (DATEM), acetylated monoglycerides, and propylene glycol mo
noesters. Musser (1980) has published results showing the benefits of adding
up to 1.5% DATEM to chocolate and compound coatings to modify viscosity
properties and to improve the rate of crystallization of coating fat phases. In a
series of experiments, Musser found that the addition of DATEM to fully
lecithinated milk and dark chocolates, and dark sweet coatings, could further
reduce the viscosity of the coatings as measured by a Brookfield viscometer. At
the same time Musser found that the DATEM was acting as a seeding agent in
chocolate systems, improving the speed of crystallization and resulting in a
finer grain and better gloss in molded bars. Musser's conclusions relative to the
effect of DATEM on viscosity is supported by the author's own published study
on chocolate viscosity and emulsifiers (Weyland, 1994).
9.5 Emulsifiers in Nonchocolate Confectionery Unlike in chocolate and compound coatings, the continuous phase of sugar
confectionery is not oil or fat but is either sugar or a sugar syrup (in this case
"sugar" means any nutritive carbohydrate sweetener). For this reason the role
of an emulsifier in sugar confectionery is to enable small quantities of
lipophilic material to be finely dispersed within a sugar matrix to achieve a de
sired effect. This effect may involve the dispersion of color, flavor, or some
other fat-soluble ingredient, or the direct physical interaction of the emulsifier
with the sugar phase to achieve the desired textural properties.
A major factor in consumer acceptance is the mouthfeel of a confection.
Vegetable fats and emulsifiers are used to improve texture and lubricate the
product to achieve better chewing characteristics. A well-chosen surface-active
agent can improve this aspect as well as slow down the release of added flavor
ings. They will affect the viscosity characteristics of the sweet and influence the

250 Food Emulsifiers and Their Applications
crystal shape present in grained confections. The improvement in fat dispersion
throughout the confection will slow the rate at which the ingredient becomes ran
cid as the amount presented or migrating to the surface is lessened.
For the purposes of this review I will divide the use of emulsifiers into the
following categories: (i) chewing gum; (ii) caramels, toffee, and fudge; and (iii)
jellies and gums.
9.5.1 Chewing Gum
Chewing gums contain fats and emulsifiers that act as softening agents or plas
ticizers to the gum base. In this role, emulsifiers can also act as carriers for
colors and flavor aiding in the dispersion of these important ingredients within
the gum base. Up to 1% lecithin can be used to soften chewing gum to the de
sired consistency (Patel et al., 1989) and can be hydrated or mixed with a veg
etable oil or suitable fatty emulsifier such as mono- and diglycerides, to aid in
dispersion within the chewing gums. Chewing gums prepared in this way have
the desirable soft, chewy properties popular in today's top products.
Other emulsifiers are also used in chewing gum to provide suitable textural
and antistick properties to the chewing gum base; and these include monoand diglycerides, glyceryl lacto palmitate, sorbitan monostearate, triglycerol
monostearate, triglycerol monoshortening, and polysorbates 60, 65, and 80.
Lecithin is also used to provide a protective coating to chewing gum pieces
prior to a hard panning process (Dave et al., 1991). Normally, only hard chewing
gums can be hard panned in this way, but by using a hydrated lecithin coating it
is possible to candy coat the gum and then allow the lecithin to soften the chew
ing gum in storage prior to consumption. By this technique the emulsifier coat
ing, when set, forms a suitable base for syrup-based candy coatings.
9.5.2 Caramels, Toffee, and Fudge
Emulsifiers acting as surface-active agents increase the resistance of caramels
and similar fat-containing confections to stick on cutting knives or to oil out due
to manipulation in the process. The use of glycerol monostearate (GMS) and sim
ilar products such as mono- and diglycerides do produce an improvement in low
fat products such as in toffee and nougat. It is also claimed that the addition of
these agents can help bind the oil and oil-based flavoring into a confection, re
ducing sweating and problems with rancidity. One property of emulsifiers that is
particularly important is the improvement in emulsification in high-fat-content

Emulsifiers in Confectionery 251
confections such as butterscotch and caramels. During the manufacturing
process, a high-sugar-content syrup is produced in which fat globules are dis
persed. The finer these globules are the better will be the eating qualities.
Consumer acceptance is based on flavor, appearance, texture, and chew.
The last two factors are influenced directly by the number and size range of fat
globules present in the product. The lower the size and the more even the dis
persion of fat globules, the smoother the confection. Fat-containing products of
this type exhibit non-Newtonian flow with a yield stress, which means that it is
necessary to apply a sufficient level of stress to cause flow. Fat makes a minor
contribution to the viscosity in relation to that due to the milk protein, but its
presence is extremely important for lubrication. The higher the level of water
left in a confection of this type, the higher the danger of stickiness and grain
ing. GMS is a highly effective emulsifier to ensure maximum fat dispersion and
minimum stickiness, but glycerol monooleate and lecithin are also quite effec
tive. A usage level of 0.25 to 0. 7% is normal.
Fudges are fondants that contain milk protein and fat having a flavor char
acteristic of toffee and caramel. Its texture can vary widely from a hard product
often sold as a cut tablet to a soft form used in starch-molded products. In
fudgemaking, an emulsified milk phase is prepared consisting of sweetened
condensed milk, vegetable fat such as hardened palm kernel oil, and an emul
sifier, usually GMS. The fat is emulsified into the syrup solution in a high
speed mixer at 120 to l40°F. Without GMS present the fat is more likely to
separate during the subsequent cooking and working process or during the
storage life of the fudge. This emulsified milk phase is added to a sugar/corn
syrup mix and cooked to the desired moisture content of 8 to 15%. During this
cooking process the characteristic Maillard or caramelized flavors develop.
Finally, fondant is added during the cooling stage to provide the correct
level of sugar seeds to make the desired sugar crystal size in the fudge. The
fudge is then sheeted, deposited, or extruded.
9.5.3 Jellies and Gums
Some emulsifiers and surface-active agents such as GMS and saturated
ethoxylated monoglycerides or polyglycerate 60 are adsorbed onto starch gran
ules. This property can be used to modify the texture of starch-based sugar
confectionery. Gel formation in starch-based jellies and gums is mainly due to
the water-soluble fraction of starch, the amylose. Interaction between amylose

252 Food Emulsifiers and Their Applications
and emulsifiers creates a water-insoluble helical complex and creates an irre
versible textural effect. This interaction was quantified by Krog (1977) using
the amylose-complexing index or ACI. The ACI is defined as the percentage of
amylose precipitated at 60°C after l hour and after reacting 5 mg of the emul
sifier with 100 mg of amylose in solution. See Table 9.3.
Table 9.3 ACI values of some food emulsifiers
Glycerol monostearate (85%) 87 Glycerol monooleate {45%) 35 Mono- and diglycerides (50% monoester) 42 DATEM 49 Sorbitan monostearate 18 Lecithin 16 Polysorbate 60 32 Acetylated monoglycerides 0
To be an active amylose-complexing agent an emulsifier must have a high
level of saturated monoglycerides and some degree of water dispersability. An
example of the use of emulsifiers in starch-based confectionery is in the making
of Turkish delight, where it is possible to use emulsifiers with high ACI values
(GMS) to avoid pastiness or cheesiness. Usage levels are typically 0.025%.
9.6 Processing Aids Emulsifiers are sometimes used in small amounts in confectionery products ei
ther to control aeration or to prevent product sticking to machinery and pack
aging. They can also be used to displace starch from starch-molded jellies and
gums and provide a shiny attractive appearance as well as a barrier to degra
dation from atmospheric oxygen and moisture.
Aeration of protein systems containing small amounts of fat, such as
nougats, can be facilitated by the addition of triglycerol monostearate. Liquid
fat or lipophilic emulsifiers such as GMS or acetylated monoglycerides usually
tend to destabilize forms and cause deaeration.
Emulsifiers are also useful release agents providing barrier properties be
tween product and molds, tables, metal, conveyor belts, utensils, and machin-

Emulsifiers in Confectionery 253
ery, especially on cooling. Release agents must be food-grade materials and
have high stability to resist oxidation and hydrolysis.
Acetylated monoglycerides are used as release agents or as oiling and pol
ishing agents because they form stable films on the surface of confectionery
items. They have a-crystalline stability, plastic, nongreasy texture, and neu
trality of flavor, color, and odor. They reduce shrinkage, harden through mois
ture loss, and prevent fat degradation and mold growth. They retain moisture
and other desirable properties of the foodstuff and prevent contamination by
moisture or dust. They are usually applied directly to the confectionery prod
uct by spraying. Melting points used are in the range 30 to 46°C. Typical ap
plications include nuts and dried fruits and certain panned confectionery
items. Lower melting-point forms (l0°C) can be sprayed directly onto convey
ers and molds to release goods with high sugar contents such as fondant
creams and jellies.
Another release agent used often on chocolate-enrobing tunnels is a mix
ture of lecithin and cocoa butter. This is sprayed onto the band before the
candy center is deposited to ensure clean separation of the centers from the
band prior to chocolate-enrobing.
References Anon. (199la). Confectionery Production, 57(2), 136-7, 140. --- (l991b). Confectionery Production, 57(6), 451-2. Bamford, H.F., eta!. (1970). Rev. Int. Choc. (RIC), 25, 6. Berger, K.G. (1990). World Conference on Oleochemicals into the 21st century, AOCS,
Champaign, IL, pp. 288-91. Bonekamp-Nasser, A. (1992). Confectionery Production, 58(1), 66, 68. Bradford, L. (l976).Int. Flavors Food Addit., 7(4), 177-9. Dave, ].C., eta!. (1991). U.S. Patent 5,135,761, March 28. Dziezak, J.D. (1988). Food Techno!., 42(10), 171-86. Garti, N., eta!. (1986). ]. Assoc. Off. Chem. Soc., 63(2) 230-236. Gregory, D.H. (1982). Confectionery Production, 48(10), 437-9. Harris, T.L. (1968). Surface Active Lipids in Foods, Monograph No. 32, Society of
Chemical Industry, England. Herzing, A.G., eta!. (1982). U.S. Patent 4,464,411, November 5. Hogenbirk, G. (1989). Confectionery Production, 55(1), 82-3. Jeffrey, M.S. (1991). Manufacturing Confectioner, 71(6), 76-82. Klienert, J. (1976). Rheol. Texture Food Qual., pp. 445-73, AVI, Westport, CT. Krog, N. (1977). ]. Assoc. Off. Chem. Soc., 54(3), 124--31. Lang, M. (1974). Confectionery Manufacturing and Marketing, 11(2), 3-5, 13. Lees, R. (1975). Confectionery Production, 41(6), 296,298, 304.

254 Food Emulsifiers and Their Applications
Minifie, B.W. (1980). Manufacturing Confectioner, 60(40), 47-50. Moran, D.P.J. (1969). Rev. Int. Choc. (RIC), 24,12. Musser, J.C. (1980). 34th PMCA Production Conference, Lancaster, PA. Nakanishi, Y. (1971). Rev. Int. Choc. (RIC), 26, 8. Patel, M.M. et al. (1989). U.S. Patent 5,041,293, December 28. Player, K. (1986). Manufacturing Confectioner, 66(10), 61-5. Weyland, M. (1994). Manufacturing Confectioner, 74(5). Woods, L.C. (1976). Gordian, 76(2), 53-7.

TEN
Margarines and Spreads
Eric Flack
10.1 Introduction The invention of margarine in the 1860s is attributed to the French chemist
Hippolyte Mege Mouries, in response to a competitive challenge initiated by
the French Government under Napoleon III for a less expensive and less per
ishable substitute for butter.
Mege had already undertaken research in this field at the Imperial farms,
where he had observed that although underfed or hungry cows lost weight, they
still produced milk, though of lower than normal yield, and that the milk con
tained fat. Thus, he deduced that milk fat was derived from normal body fat,
i.e., tallow. However, since tallow itself does not possess the melting property
of milk fat, he construed that through some metabolic process, a fractionation
of the fat occurred, the lower melting fractions of which were transported to the
mammary glands of the udder whereby, through the enzymatic action of
pepsin, it became transformed to butter fat and dispersed as an emulsion in
the milk plasma, while the harder fractions were utilized by the animal as a
source of energy (Andersen and Williams, 1954).
Having arrived at these conclusions, Mege set out to imitate this natural
process by carefully rendering fresh tallow at body heat (about 45°C) using ar-
255

256 Food Emulsifiers and Their Applications
tificial gastric juices to facilitate separation of tissue from pure fat and then,
following crystallization at 25 to 30°C, extracting under pressure about 60% of
a soft semifluid fraction-oleomargarine-and about 40% of a hard white
fat-oleostearine. The softer fraction had a melting point similar to butter fat,
a pleasant flavor not unlike melted butter fat, a pale yellow color, and could
easily be plasticized, and although different in fatty acid composition from but
ter fat, it offered a useful basis for the production of a substitute. He assumed,
therefore, that this new butter fat substitute consisted of glycerides of margaric
and oleic acids (the former then considered to be a C17 homolog of the satu
rated fatty acids, although now known to be a eutectic mixture of palmitic and
stearic acids) that solidified in crystals having a pearly luster. The name mar
garine was derived from the Greek word "margarites," meaning pearl and thus
is pronounced with a hard "g" according to its derivation.
Mege's process was to take a proportion of the soft fat with appropriate
quantities of milk and water, into which a small amount of udder extract was
stirred. Following agitation, a stable emulsion similar to thick butter cream
formed that, on further churning, thickened to resemble butter. While this
process may now sound rather rudimentary, it nonetheless comprised all the
elements of margarine production as we know them today.
10.2 Early Development Mege took out patents in France and England, but the next major development
took place in Holland when, in 1871 in the absence of patent law in Holland at
that time, he sold his invention to the butter merchants Johannes and Anton
Jurgens in the village of Oss. Also in the same locality was another family of
butter merchants-Simon and Henry Van den Bergh-who were to commence
production shortly afterward and who later were to join forces with the Jurgens
and eventually become the largest margarine manufacturers in the world
(Schwitzer, 1956).
Production followed in most countries in Europe-Austria (1873/4), Italy
(1874), Germany (1874), Norway (1876), and Denmark (1883), which was later
to become the largest per capita consumer of margarine. Mege applied for a
United States patent that was granted in 1874.
Many variations were developed in the following years and patents on new
formulations and processes were taken out. At the same time there was strong
opposition to the introduction of margarine into the market by the farming

Margarines and Spreads 257
community, and in some places antimargarine legislation was introduced.
Opposition from such quarters continued well into the twentieth century and is
not entirely unknown today.
10.3 Yellow-Fat Consumption Despite the restrictions encountered in some countries, the consumption of
margarine has continued to grow, and in many cases has overtaken the con
sumption of butter. Consideration of available statistics may be complicated
since they do not always distinguish between the use of products for spreading,
baking, or frying. Nonetheless, the variation in consumption of spreads, espe
cially before, during, and after the Second World War, is clearly marked. In
the United States, according to the National Association of Margarine
Manufacturers, the change in comparative levels of consumption of margarine
versus butter is significant. See Table 10.1.
Table 10.1 United States-Average con-sumption of butter and margarine (lb per capita)
Year Butter Margarinet
1930 17.8 2.8 1935 17.6 3.0 1940 17.0 2.4
1945 10.9 4.1
1950 10.7 6.1
1955 9.0 8.2
1960 7.5 9.4
1965 6.5 9.9
1970 5.3 11.0
1975 4.7 11.0
1980 4.5 11.2
1985 4.9 10.8
1990 4.4 10.9
1991 4.2 10.6
1992 4.2 11.0
1993 4.5 10.8
1994 4.8 9.9
t From 1975; includes spread products.
Source: USDA Economic Research Service.
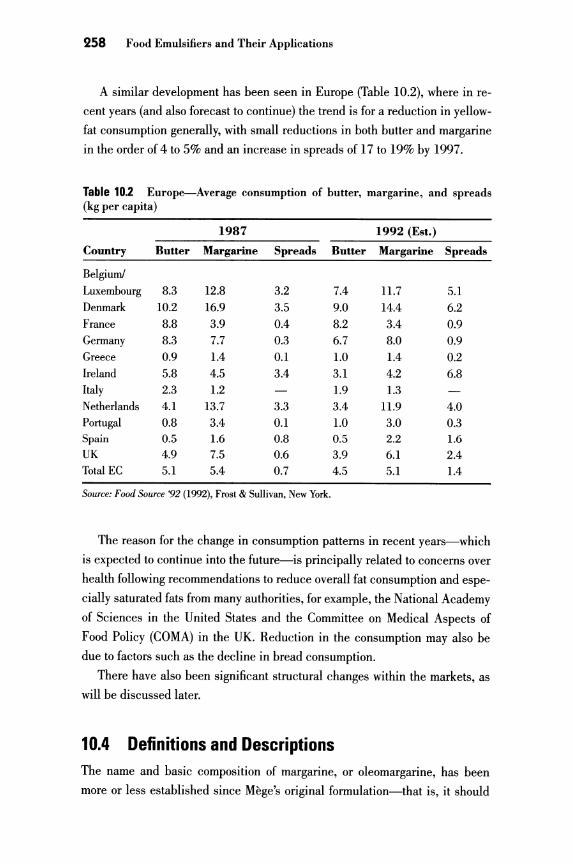
258 Food Emulsifiers and Their Applications
A similar development has been seen in Europe (Table 10.2), where in re
cent years (and also forecast to continue) the trend is for a reduction in yellow
fat consumption generally, with small reductions in both butter and margarine
in the order of 4 to 5% and an increase in spreads of 17 to 19% by 1997.
Table 10.2 Europe-Average consumption of butter, margarine, and spreads (kg per capita)
1987 1992 (Est.)
Country Butter Margarine Spreads Butter Margarine Spreads
Belgium/ Luxembourg 8.3 12.8 3.2 7.4 11.7 5.1 Denmark 10.2 16.9 3.5 9.0 14.4 6.2 France 8.8 3.9 0.4 8.2 3.4 0.9 Germany 8.3 7.7 0.3 6.7 8.0 0.9 Greece 0.9 1.4 0.1 1.0 1.4 0.2 Ireland 5.8 4.5 3.4 3.1 4.2 6.8 Italy 2.3 1.2 1.9 1.3 Netherlands 4.1 13.7 3.3 3.4 11.9 4.0 Portugal 0.8 3.4 0.1 1.0 3.0 0.3 Spain 0.5 1.6 0.8 0.5 2.2 1.6 UK 4.9 7.5 0.6 3.9 6.1 2.4 Total EC 5.1 5.4 0.7 4.5 5.1 1.4
Source: Food Source '92 (1992), Frost & Sullivan, New York.
The reason for the change in consumption patterns in recent years-which
is expected to continue into the future-is principally related to concerns over
health following recommendations to reduce overall fat consumption and espe
cially saturated fats from many authorities, for example, the National Academy
of Sciences in the United States and the Committee on Medical Aspects of
Food Policy (COMA) in the UK. Reduction in the consumption may also be
due to factors such as the decline in bread consumption.
There have also been significant structural changes within the markets, as
will be discussed later.
10.4 Definitions and Descriptions The name and basic composition of margarine, or oleomargarine, has been
more or less established since Mege's original formulation-that is, it should

Margarines and Spreads 259
be similar to butter. However, with the new developments during more recent
years involving different components and varying combinations of vegetable
oils, animal fats, and milk fat, a range of new descriptions have come into be
ing such as low-fat spreads, low-calorie spreads, and yellow-fat spreads. In
1993, Moran listed the varieties then available, as shown in Table 10.3.
Table 10.3 Some current spreads
High-fat spreads
Low-fat spreads
Source: Moran (1993).
Butter
Approx. fat content(%)
80
Margarine: Packet 80
Soft 80
Polyunsaturated fatty acids
(PUFA) spreads 80
Vegetable/butter-fat
blended spreads
Vegetable fat spreads
Vegetable/butter-fat
blended spreads
Butter-fat spreads
Very low-fat spreads Water-continuous spreads
80
70
60 40 70
40 40 20-30 15 9
5
In Europe, the adoption of Council Regulation (EC) No. 2991/94 of 5
December 1994 brought all products, including butter, under the one descrip
tion, "Spreadable Fats" and described them as "products in the form of a solid,
malleable emulsion-with a fat content of at least 10% but less than 90% by
weight. The fat content, but excluding salt, must be at least two-thirds of the dry
matter." These terms are further qualified as "products which will remain solid
at a temperature of 20°C and which are suitable for use as spreads."
The definitions and sales descriptions are detailed in Table 10.4.
Clause 2 of Article 3 of this regulation states that the sales descriptions
"minarine" and "halverine" may be used in place of "half-fat margarine."
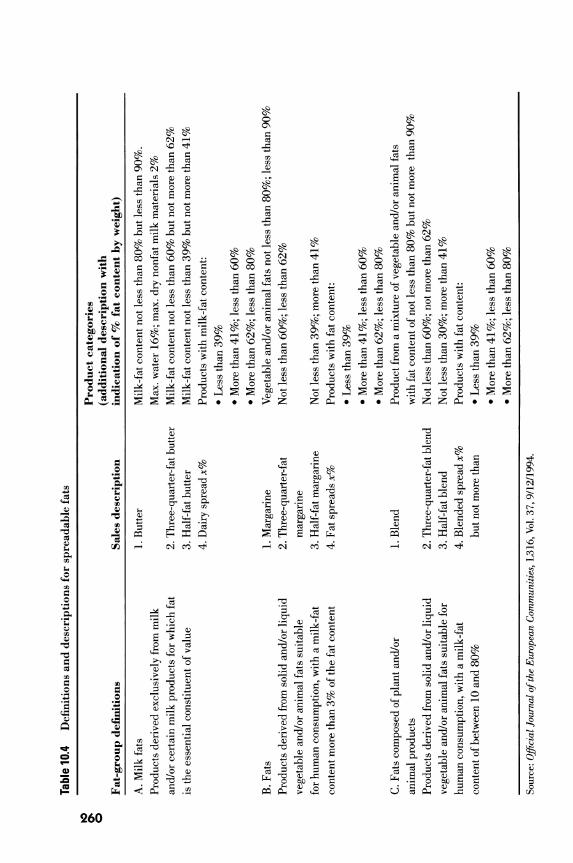
10
g Ta
ble
10.4
D
efin
itio
ns a
nd
des
crip
tio
ns
for
spre
adab
le f
ats
Fat
-gro
up
def
init
ion
s
A.
Milk
fat
s
Pro
duct
s de
rive
d ex
clus
ivel
y fr
om m
ilk
and/
or c
erta
in m
ilk
prod
ucts
for
whi
ch f
at
is t
he e
ssen
tial
con
stit
uent
of v
alue
B.
Fat
s
Pro
duct
s de
rive
d fr
om s
olid
and
/or
liqu
id
vege
tabl
e an
d/or
ani
mal
fat
s su
itab
le
for
hum
an c
onsu
mpt
ion,
wit
h a
mil
k-fa
t
cont
ent
mor
e th
an 3
% o
f the
fat
con
tent
C.
Fat
s co
mpo
sed
of p
lant
and
/or
anim
al p
rodu
cts
Pro
duct
s de
rive
d fr
om s
olid
and
/or
liqu
id
vege
tabl
e an
d/or
ani
mal
fat
s su
itab
le f
or
hum
an c
onsu
mpt
ion,
wit
h a
mil
k-fa
t
cont
ent
of b
etw
een
10 a
nd 8
0%
Sal
es d
escr
ipti
on
l. B
utte
r
2. T
hree
-qua
rter
-fat
but
ter
3. H
alf-
fat
butt
er
4. D
airy
spr
ead
xo/o
l. M
arga
rine
2. T
hree
-qua
rter
-fat
mar
gari
ne
3. H
alf-
fat
mar
gari
ne
4. F
at s
prea
ds xo
/o
l. B
lend
2. T
hree
-qua
rter
-fat
ble
nd
3. H
alf-
fat
blen
d
4. B
lend
ed s
prea
d xo
/o bu
t no
t m
ore
than
Sour
ce:
Offi
cial
Jou
rnal
of t
he E
urop
ean
Com
mun
ities
, 13
16, V
ol. 3
7,9/
12/1
994.
Pro
du
ct
cate
go
ries
(a
dd
itio
nal
des
crip
tio
n w
ith
in
dic
atio
n o
f% f
at c
on
ten
t b
y w
eig
ht)
Mil
k-fa
t co
nten
t no
t le
ss t
han
80%
but
les
s th
an 9
0%.
Max
. w
ater
16%
; m
ax.
dry
nonf
at m
ilk
mat
eria
ls 2
%
Mil
k-fa
t co
nten
t no
t le
ss t
han
60%
but
not
mor
e th
an 6
2%
Mil
k-fa
t co
nten
t no
t le
ss t
han
39%
but
not
mor
e th
an 4
1%
Pro
duct
s w
ith
mil
k-fa
t co
nten
t:
• L
ess
than
39%
•
Mor
e th
an 4
1 %
; le
ss t
han
60%
• M
ore
than
62%
; le
ss t
han
80%
V
eget
able
and
/or
anim
al f
ats
not
less
tha
n 80
%;
less
tha
n 90
%
Not
les
s th
an 6
0%; l
ess
than
62%
Not
les
s th
an 3
9%;
mor
e th
an 4
1%
Pro
duct
s w
ith
fat
cont
ent:
• L
ess
than
39%
•
Mor
e th
an 4
1 %
; le
ss t
han
60%
•
Mor
e th
an 6
2%;
less
tha
n 80
%
Pro
duct
from
a m
ixtu
re o
f veg
etab
le a
nd/o
r an
imal
fat
s
wit
h fa
t co
nten
t of
not
les
s th
an 8
0% b
ut n
ot m
ore
than
90%
N
ot l
ess
than
60%
; no
t m
ore
than
62%
N
ot l
ess
than
30%
; m
ore
than
41%
Pro
duct
s w
ith
fat
cont
ent:
• L
ess
than
39%
• M
ore
than
41
%;
less
tha
n 60
%
• M
ore
than
62%
; le
ss t
han
80%

Margarines and Spreads 261
Whether the listed descriptions will gain greater prominence other than as
the required secondary descriptions is doubtful since consumers, presumably,
will prefer to favor the brand names that have been applied to the broad range
of products now available.
Fat spreads falling outside these standards, for instance those with fat con
tents below 10% and concentrated products with fat contents of 90% or more,
will not be classed as spreadable fats.
EC legislation does not specify vitamin fortification, which is left for deci
sion at the national level. However, in the UK the requirement will remain as
previously specified in the Margarine Regulations (Sl 1867) 1967. That is,
each 100 g of margarine shall contain 800 to 1000 mg of vitamin A and 7.05 to
8.82 mg of vitamin D. This does not apply to other spreads, so that vitamin for
tification in these cases is a matter for individual decision by the manufactur
ers and/or retailers.
Legislation in the United States and Canada is currently less detailed than
in Europe, but both require a minimum of 80% fat. In the United States, FDA
§156.110 describes margarine (or oleomargarine) as "food in plastic form or
liquid emulsion" containing not less than 80% fat and describes a method for
fat determination. It specifies vitamin A fortification to be not less than 15,000
I.U. per pound but leaves vitamin D as an optional ingredient while stating not
less than 1500 I.U. per pound. While spreads are not specified in the legisla
tion, low-fat spreads were stated in 1990 as the fastest growing category, with
spreads from 20 to 72% fat on the market (Borwanker and Buliga, 1989).
The National Association of Margarine Manufacturers of the United States
describes spreads as having fat contents ranging from 18 to 79%. Details of
market shares in the United States are shown in Table 10.5.
Table 10.5 United States retail market share of margarine and spread products
Type 1980 1990
Stick margarine 65 44 Soft margarine 19 l3
Liquid margarine 1 2
Low-fat vegetable oil spreads 15 41 Total retail market 100 100
Source: National Association of Margarine Manufacturers.

262 Food Emulsifiers and Their Applications
Canadian Standard B.09.016 states that margarine shall be "a plastic or
fluid emulsion of water in fat, oil or fat and oil that are not derived from milk"
and shall contain not less than 80% fat and not less than 3300 I.U. vitamin A
and 530 I.U. of vitamin D.
Calorie-reduced margarine is specified in Standard B.09.0l7 as containing not
less than 40% fat and having 50% of the calories normally present in margarine.
The conversion of International Units of vitamins A and D to microgram
equivalents is complicated in the case of vitamin A since it depends upon the
origin of the fat. Thus, to convert vitamin A from I. U. to f..Lg retinol in foods of
animal origin, the I.U. of retinol should be multiplied by 0.3. However, for
foods of plant origin, the I.U. of beta-carotene should be divided by 10. This
arises because l I.U. of vitamin A is equivalent to 0.3 f..Lg retinol or 0.6 f..Lg
beta-carotene. The conversion of the units for vitamin D is straightforward, i.e.,
li.U. vitamin D = 0.025f..Lg.
10.5 Structure and Raw Materials Margarine is a water-in-oil (W/0) emulsion; that is to say, the water (the disperse
phase) is distributed as droplets within the oil (the continuous phase). In mar
garine, the levels of each largely simulate that found in butter and are regulated
in most places by legislation, viz., minimum 80% fat, maximum 16% water, the
remainder consisting of salts, proteins, emulsifiers, vitamins, colors, and flavors.
Whereas production initially was based upon the use of fractionated animal
fats such as tallow and lard, these were later superseded by vegetable oils and,
for a period, marine oils, both of which offer a much greater flexibility in phys
ical characteristics and economy.
Being the main and most expensive ingredient, the fat blend is also the
most important factor in the formulation of margarine. As oil prices fluctuate, it
is essential to have a fat blend providing the desired quality at minimum cost.
Thus, it is vital to be able to utilize alternative formulations based on prevail
ing price conditions while still maintaining quality. Therefore, a full under
standing of the physical characteristics of the individual oils composing the
blend is critical. In this respect, factors of importance for the fat phase include
the solid/liquid fat ratio, crystallization rate, and melting properties.
In the early days of margarine production, large quantities of milk and wa
ter in almost equal proportions were used for emulsification with the fat, with
much of the excess water being pressed out during kneading to arrive at a final

Margarines and Spreads 263
moisture content of 16% or lower. Nowadays, the aqueous phase is added at
optimum levels and usually consists of a simple solution of skim milk powder
or whey powder in water, with the addition of salt and the pH adjusted to 5.5 to
6.0 by using, for instance, citric acid.
10.5.1 Oils and Fats
Oils and fats, otherwise known as triglycerides, are esters of glycerol and fatty
acids having a basic formula
where R1, R2, and R3 are the fatty acid residues, which may be the same but,
invariably, are different according to the source of the fat. Examples of the
variations in fatty acid compositions of different oils and fats are shown in
Table. 10.6.
Modification of the fat by, for instance, hydrogenation, whereby some of the
unsaturated links (double bonds) become saturated (for instance oleic C18:1 to
stearic CIS) offer the opportunity of considerable variation in the melting points of fats, especially the liquid vegetable oils. The exact physical character
of a fat depends upon that of the constituent fatty acids that can vary widely in
melting point, as illustrated in Table 10.7.
10.6 Fat Crystallization Variations in the crystallization properties of fats and differences between
batches of a similar origin may cause problems in production even though pro
cessing techniques are fully controlled and highly automated (Madsen, 1983).
The crystallization rates of some individual and blended fats are shown in
Table 10.8
Oils and fats are polymorphic and can crystallize in more than one form,
which can differ in terms of melting point, density, heat of fusion, and rate of
crystallization. The three crystal forms are commonly known as alpha (a), beta
prime (W), and beta (~), with the a form having the lowest values, the W inter-

~
Tabl
e 10
.6
Fat
ty a
cid
com
posi
tion
s o
f oil
s an
d f
ats
(%m
/m)
""' L
ow-
Bee
f G
rou
nd
-P
alm
er
uci
c S
un
-F
atty
aci
d ta
llow
L
ard
C
oco
nu
t n
ut
Pal
m
ker
nel
ra
pes
eed
S
oy
a fl
ower
C-1
0 &
low
er;
--
-13
-17
capr
ic, e
tc.
C12
laur
ic
0.2
0.2
45.9
-50.
3 -
tr
43.6
-51.
4 -
tr
C14
myr
istic
3
-4
1.6
16.8
-19.
0 tr
0.
8-1.
3 15
.3 1
7.2
tr
tr
tr
C14
:1 m
yris
tole
ic
0.5-
1 tr
-
-tr
C
16 p
alm
itic
2
6-2
8
25
-30
7.
7-9.
7 9.
2-13
.9
43.1
-46.
3 7.
2-10
.0
3.4
-6
9.9-
12.2
5.
6-7.
4 C
16:1
pal
mit
olei
c 2
-3
2.5-
3.5
-tr
tr
-
0.2-
0.6
tr
tr
C18
ste
aric
2
3-2
7
15
-25
2.
3-3.
2 2.
2-4.
4 4.
0-5.
5 1.
9-3.
0 l.
l-2
.5
3.6-
5.4
3.0-
6.3
C18
:1 o
leic
3
0-3
5
35
-45
5.
4-7.
4 36
.6-6
5.3
36.6
-65.
3 11
.9-1
8.5
52-6
5.7
17.7
-25.
5 14
.0-3
4.0
C18
:2 l
inol
eic
1-1.
5 7-
12
1.3-
2.1
15.6
-40.
7 9.
4-11
.9
1.4-
3.3
16.9
-24.
8 50
.5-5
6.8
55.5
-73.
9 C
18:3
lin
olen
ic
0-1
0.
5-1
tr
tr
0.1-
0.4
tr
6.5-
14.1
5
5-9
5
tr
C20
& h
ighe
r 4
-8
1-4
tr
2
-8
[xx]
1 [x
x]1
1-6
[x
x]l.
5 [x
x]l.
5
Iodi
ne v
alue
t 4
5-5
7
59
-70
7.
5-10
84
-105
5
0-5
4
16
-19
10
9-12
6 12
5-13
6 85
tiodi
ne v
alue
is a
mea
sure
of t
he d
egre
e of
uns
atur
atio
n of
the
fat.

Table 10.7 The melting points of fatty acids
Fatty acid No. of double bonds
C12lauric
C 14 myristic
C 14: 1 myristoleic
C16 palmitic
C16:1 palmitoleic
C18 stearic
C18:1 oleic
C18:2 linoleic
C18:3linolenic
C20 arachidic
1
1
1 2
3
Source: Andersen and Williams (1954).
Table 10.8 The crystallization rates of fats
Fat (0 C) Time (min)
Coconut 3
Coconut/palm 1:1 4
Coconut/palm, interesterified 5 Palm-hardened 5
Palm-hardened/palm 2:1 8 Lard 14
Lard/palm 1:1 15 Palm 27
Sheafat 45
Source: Madsen (1983).
Margarines and Spreads 265
M.P. eC)
44.2
54.4
Liquid
62.9
Liquid
69.6
16.2
Liquid
Liquid
74.4
Temp.
20
15
18
17
13 lO
10
lO
10
mediate, and the most stable ~ form the highest values. Transition from one form
to another is from a ~ W ~ ~ and is not reversible without remelting the fat.
The polymorphism of crystalline fats may cause problems with the consistency
of margarine and spreads. During production, the fats initially crystallize in the a form and normally will rapidly transform to the W form. This is the desirable form
for spread production since the small needle-shaped W crystals (about l!lm long)
impart good plasticity. Should the crystals transform from W form to the much
larger p form (> 20 Jlm) they will give the spread a grainy consistency known as
"sandiness," as can be seen in Figure 10.1 (Madsen and Als, 1968).

266 Food Emulsifiers and Their Applications
(a) (b)
Figure 10.1 Fat crystals in (a) normal margarine with good consistency and (b) a margarine with large ~crystals causing a "sandy" texture. (Magnification 200x.) (Courtesy of Danisco Ingredients, Denmark.)
Concurrently, the specific area of the crystal surface will decrease, allowing
the liquid oil to penetrate to the surface of the margarine, which may then lead
to oiling out, especially if the margarine comes under pressure. Some veg
etable oils such as partially hardened sunflower or low erucic rapeseed are
particularly prone to form ~ crystals and thus can cause sandiness in spreads.
In this case, sorbitan tristearate at 0.3% of the fat has been found to inhibit the
transition from the W to the ~ form
The crystal-modifying effect of a range of emulsifiers-sorbitan esters,
ethoxylated sorbitan esters, ethoxylated fatty alcohols, citric acid esters of
monoglycerides (Citrem), diacetyl tartaric acid esters of monoglycerides
(DATEM), sucrose monostearate, sodium stearoyl lactylate, and polyglycerol
esters- has been investigated on the polymorphism of tristearin (glyceryl tris
tearate) (Garti et al. , 1982).
In these trials it was found that sorbitan monostearate and Citrem (Cl6/Cl8
fatty acids) were the most effective in preventing the recrystallisation (from a to ~ form) of tristearin.
It should be noted that when used in emulsions, surface-active materials will

Margarines and Spreads 26 7
be adsorbed at the oil/water interface and that only lipophilic emulsifiers with
high solubility in the oil phase can perform as crystal inhibitors in emulsions. Varying the level of saturated fat affects the degree of crystallinity of the oil
phase (Borwanker and Buliga, 1989). Spreads with 40% fat were made using
oil phases of varying crystallinity by blending either liquid soyabean oil or stick margarine oil with soft margarine oil. The textures of the spreads made with these blends were visibly very different, increasing in softness in the
same direction as the oil itself. As a consequence of increased firmness, the
stability of the resulting spread was expected to increase with increasing crystalinity in the oil phase. A centrifugation procedure was used to measure the stability of the emulsions (Figure 10.2). The higher amount of water and/or oil
(especially water) released corresponds to a less stable emulsion.
10.7 Emulsifiers The main function of emulsifiers in processed foods is to reduce the interfacial
tension between the phases of an emulsion-usually oil and water. In such two-phase systems, one phase is dispersed as large droplets within the other.
"0 +-'Cil c Ul Cll co u Cll .... -Cll Cll .s-.: >.0
.. ~I... ==o ..c.._ co Cll +-'+J CJ)co
3:
60
50 ""' 40 '"--30 " 20
-a...___ -~ 10
~
0
4.5 6.3 8.6 10.4
Crystallinity (enthalpy, J/g)
50 Soft 50 liquid
75 25
Soft 75 25
~
13.0
50 Soft 50 Stick
O Oil
O Water
Figure 10.2 Effect of the degree of crystallinity on the emulsion stability of 40% fat spreads as measured by ultracentrifugation. (From Borovanker and Buliga, 1989.)

268 Food Emulsifiers and Their Applications
They are either oil-in-water (0/W) emulsions, where the continuous phase is
water (such as in milk or ice cream) or water-in-oil (W/0), where the continu
ous phase is oil (as in butter and margarine).
The stability of two-liquid phase emulsions is kinetic stability, i.e., the system
is not thermodynamically stable (Friberg et al., 1990). Thermodynamically sta
ble emulsions would spontaneously reform following separation by, for instance,
centrifugation, while experience shows that an emulsion that has separated re
mains so unless mixed by some external action. In reality, the two separated
phases are in the most stable state to which all emulsions will tend. Thus, a sta
ble emulsion is one in which this inevitable trend has been retarded so that it is
not noticeable during the normal life of the product--even if it be several years.
Margarine is a water-in-oil emulsion in principle only because, in reality, it is
a dispersion of water droplets in a semisolid fat phase, containing fat crystals
and liquid oil (Krog et al., 1983). Preparation of the emulsion requires consider
able energy to reduce the droplet size of the disperse phase, thereby creating an
increase in the surface area between the two immiscible phases.
The initial water-in-oil emulsion is prepared in mixing tanks with vertical or
horizontal stirrers to ensure emulsification but without incorporating too much air.
It is rather coarse in water-droplet size and fairly unstable if not kept agitated.
In modern continuous production, the emulsion exists for only a brief pe
riod before passing into the chilling unit where final emulsification and crys
tallization of the fat phase take place. Thus, the emulsion need not be very
stable against coalescence as the water droplets become fixed within the semi
solid phase. However, the droplet size is important when considering flavor re
lease and microbiological spoilage. Thus, emulsifiers are used to lower the
interfacial tension between the oil and water phases, which will generally re
sult in a smaller water-droplet size. Distribution of the water droplets in the
range 2 to 4 11m will give better stability against deterioration such as mold
growth. However, it is still desirable for some of the water droplets to be larger
in size-10 to 20 11m-to give a better flavor release in the mouth.
For these purposes, therefore, lipophilic emulsifiers such as mono-/diglyc
erides of long-chain fatty acids (C16-C18) are used at levels of 0.1 to 0.3%, often in combination with 0.05 to 0.1% refined soya lecithin.
Comparisons of the water-droplet distribution in margarine emulsion and in
finished margarine are shown in Figure 10.3. Droplet size in the emulsion is
further reduced during the cooling and kneading processes in the tube chiller.
The water droplets in finished margarine are stabilized by adsorbed fat

Margarines and Spreads 269
(a) (b)
Figure 10.3 Water-droplet size distribution in (a) margarine emulsion and (b) the finished margarine. (Magnification 200x.) (Courtesy of Danisco Ingredients, Denmark. )
crystals, as seen in Figure 10.4 showing the microstructure of margarine by
freeze-fracture transmission electron microscopy. It is clearly seen that the wa
ter droplets are covered by fat crystals, oriented flatly along their surface.
Margarine is frequently used for frying when it is especially important that
it does not spatter. Spattering is caused when the margarine melts in the frying
pan, the emulsion breaks, and the coalesced water droplets, due to gravity,
form a film of water covered with molten fat on the frying pan. When the tem
perature reaches boiling point, the increase in vapor pressure will cause spat
tering-sometimes explosive-of the water phase.
It is desirable, therefore, that the margarine allow gradual evaporation of
the water from the small water droplets and the formation of a fine, golden
brown sediment that does not adhere to the frying pan. Both formulation and
processing play important roles in reducing the tendency to spatter. The pres
ence of salt and milk are desirable as is a high pH, up to say 6, while sugars
and starches will increase the tendency to spatter. The selection and addition
of the emulsifier is of considerable importance in producing a margarine with
good frying properties.
While a combination of mono-/diglycerides and lecithin will have only a

270 Food Emulsifiers and Their Applications
Figure 10.4 Freeze fracture electron micrograph showing the microstructure of margarine. Water droplets (w) are covered with fat crystals. (Bar: l!lm.) (Courtesy of Dr. W. Buchheim, Keil.)
limited effect in reducing spattering in low-salt margarine, there are other
emulsifiers that, either alone or with lecithin, will help prevent coalescence of
water droplets during frying. In this respect, citric acid esters of mono- and
diglycerides (Citrem), polyglycerol esters, and thermally oxidized soybean oil
interacted with mono- and diglycerides used at 0.3 to 0.4%, together with soya
lecithin can be very effective.
10.8 Processing Typical modern processing involves the separate processing of the oil and wa
ter phases. The oils and fats are kept in storage tanks at temperatures just ade
quate to maintain them at the required fluidity. Preferably, they should be
bottom fed to avoid splashing and aeration. It is essential that the plant, i.e.,
tanks, pipes, and pumps, be entirely free from copper or copper alloys to avoid
the high risk of oxidation.
The final oil blend together with oil-soluble components such as emulsi
fiers, colors, flavors, and vitamins, is prepared separately from the water phase

Margarines and Spreads 271
that may contain milk components such as whey powder, skim milk powder, or
sodium caseinate and also salt, gelatin, or thickener, water-phase flavors where
appropriate, and preservatives such as potassium sorbate for low-fat products.
Modern methods involve the feeding of the phases by computer-controlled
load cells, which ensures fast throughput and constant composition.
A second emulsion tank is used for maintaining quantities of finished emul
sion for feeding the cooling and kneading equipment. Cooling and kneading
can be carried out by either of two different methods: (i) tube chiller or (ii)
chilling drum-complector.
In the former, cooling and kneading take place in a closed system and in a
single process. In the latter, the cooling and kneading are carried out sepa
rately-cooling on the chilling drum and kneading in the complector. The ad
vantage of the chilling drum-complector method is that it allows the product to
rest between cooling and kneading, which is important with formulas based on
slower crystallizing fats, for instance, puff pastry margarine. By comparison,
the tube chiller is relatively more compact considering throughput, is easy to
operate, and reduces the possibility of spoilage.
Most types of margarine can be made very satisfactorily using the tube
chiller method, although in some cases extra working units (pinning machines)
may prove advantageous. However, the chilling drum-complector has been the
preferred method for puff pastry margarine, although tube chillers are now
· widely used, and is perfectly satisfactory for normal table margarine and for
cake margarine. The suitability of both methods is summarized in Table 10.9.
Table 10.9 Comparison of processing methods
Type
Block/stick margarine Soft table margarine Low-fat spread Cake and creaming margarine Puff pastry margarine Shortening W/0 emulsion with high water content
Tube chiller
XXX
XXX
XXX
XXX
XX
XXX
XXX
XXX = Excellent; XX = acceptable; X = poor.
Source: Madsen (TPlOl).
Chilling drum-complector
XXX
X
X
XXX
XXX
X
X

272 Food Emulsifiers and Their Applications
The comparative merits of the two methods were investigated using four differ
ent fat combinations (see Table 10.10) in puff pastry margarines that were then
evaluated by various parameters including a "finger" judgement (see Table
10.11) of plasticity after one week (Madsen, TPlOl).
Table 10.10 Dilatation, iodine value, and melting points of fat blends used for comparison of puff pastry margarines
Solid fat index
Iodine Fat blend so 10° 15° 20° 25° value
l. l8°Ct animal 37 37 34 27 22 67
2. 18°Ct vegetable 40 40 36 31 24 7l
3. 12°Ct animal 43 42 37 29 23 66 4. soct animal 37 35 31 25 19 74
tThe figures indicate storage and rolling temperature of the puff pastry margarine. Source: Madsen (fPlOl).
Table 10.11 Plasticity judgement by finger method
Fat blend Method Plasticity judgment
l. l8°C animal Chilling drum Fine plasticity Tube chiller Lumpy/gritty, a little firm,
becoming slack and very
greasy when worked
2. 18°C vegetable Chilling drum Good plasticity, tending to
become greasy
Tube chiller Gritty, firm, becoming slack
and greasy when worked
3. 12°C animal Chilling Fine plasticity
Drum
Short and gritty, very,
Tube chiller firm, becoming soft and
greasy when worked 4. soc animal Chilling drum Fine plasticity
Tube chiller Short and gritty, very firm,
becoming soft and greasy
when worked
Source: Madsen, TPlOl.
M.P. eq 37
37
41
37
Score
5
0
4
1
5
0
5
0

Margarines and Spreads 273
Similar results were found when the same products were judged after 3
weeks' storage.
This rather critical evaluation did not fully take into account the differ
ences that might result from the use of varying techniques possible with tube
chillers, which was investigated separately.
Table 10.12 Plasticity judgment by means of the finger method in puff pastry margarines made on tube chiller with varying production techniques
Production Plasticity judgment Points technique Fat blend after I week at l8°C
l. Normal Animal Lumpy and gritty, a little firm but 0
becomes slack and greasy when worked Vegetable Gritty, firm but becomes slack and l
greasy when worked 2. Intermediate Animal A little lumpy and soft, very greasy 1
crystallizer when worked Vegetable A little firm but becomes soft and 2
greasy when worked 3. Pinning machine Animal A little lumpy and fairly soft; very l
greasy when worked Vegetable Becomes easily soft and greasy when 2
worked
4. Resting tube + Animal Soft and greasy 0 pinning machine
Vegetable Too soft and very greasy l 5. Low capacity Animal Fine homogeneity but too soft, fairly 3
good plasticity Vegetable Fine homogeneity, a little too soft, 4
fairly good plasticity
Source: Madsen, TPlOl.
The important issue relates to the postcrystallization of the fats, which was
further investigated (Madsen, 1981 ). A good plastic puff pastry margarine can
be bent without breaking and the plasticity evaluated by repeated handwork
ing to check stability, firmness, and greasiness (Figure 10.5).
In the case of cake margarine, the most important points are that the fat
blend is soft and easy to incorporate into the batter and has good creaming
properties. This, therefore, suggests the use of lauric fats (coconut, palm ker
nel) that crystallize quickly and, thereby, facilitate creaming.

274 Food Emulsifiers and Their Applications
Figure 10.5 Evaluation the plasticity of puff pastry margarine by hand. (Courtesy of Danisco Ingredients, Denmark.)
10.9 Reduced- and Low-Fat Spreads As has been previously highlighted, low-fat spreads have been the only growth
area in a gradually declining market. They can have fat contents from lO to
79% and, except in the case of very low-fat spreads, are W/0 emulsions.
However, with low-fat products, it is necessary to strike a balance between sta
bility and mouthfeel, which can be affected both by the composition and the
method of processing.
Margarine is essentially a stable product and the appropriate fat blend and the
combination of milk proteins, lecithins, and/or saturated mono- and diglycerides
used in production ensure both stability and the desired eating characteristics
(Flack, 1992). However, in reduced- and low-fat spreads in which the dispersed
phase (aqueous) can exceed the phase volume of the continuous (fat) phase, prob
lems can arise with stability, meltdown, and flavor release (Moran, 1993).
While milk proteins are in high-fat products to improve mouthfeel and fla
vor, they also act as hydrophilic 0/W-emulsion stabilizers, and thus their use
in low-fat products, together with the considerable energy input needed, could
result in phase inversion.
These problems can be overcome by a combination of formulation and pro
cessing. Important factors in the formulation include the melting characteristics

Margarines and Spreads 275
of the fat blend, the type and level of emulsifier, and the addition of thickeners
such as gelatin, sodium alginate, pectin, and carrageenan to the aqueous phase.
Low levels of whey protein may be used to improve flavor release with the further
advantage that the pH of the aqueous phase can be lowered to improve keeping
properties because, unlike casein, whey proteins do not precipitate at low pH.
The speed of processing, i.e., the rate of throughput and the emulsion tempera
ture, are also important factors in the stability of the spread.
Examples of the effect of various types of emulsifiers on the stability of low
fat spreads with fat contents of 40% and 20% are shown in Tables 10.13 and
10.14, respectively.
Table10.13 Effect of types and blends of emulsifiers on the stability of a 40% fat spread
Levels Water separation % after
of use Types of emulsifier 5 min 10 min 15 min 20 min
0.6% Distilled monoglyceride from
vegetable oil. IV approx. 80
0.6% Distilled monoglyceride from
plus
0.2%
vegetable oil. IV approx. 80
Polyglycerol ester of fatty
acids. IV approx. 80
Distilled monoglyceride from
1.6
0
0.4% plus
0.2%
vegetable oil. IV approx. 80 0
Polyglycerol ester of interesterified
ricinoleic acid. IV approx. 85
IV = Iodine value.
Formulation of spread:
Water phase 56.4% water
pH 4.5 1.5% gelatin
Fat phase
Source: Madsen (1989).
0.5% whey powder
1.5% salt
0.1% potassium sorbate
39.2-39.4% fat blend
0.{H).8% emulsifier (as above)
4 ppm beta-carotene
2.6 9.5 15.8
l.O 2.6 6.3
0 0 0

276 Food Emulsifiers and Their Applications
Table 10.14 Effects of types and blends of emulsifiers on the stability of a 20% fat spread
Levels and types of emulsifiers
0.8 % distilled monoglyceride from
sunflower oil. IV approx. lOS
O.S % distilled monoglyceride from
sunflower oil. IV approx. lOS
plus
O.S% polyglycerol ester of
interesterified ricinoleic acid. IV
approx 8S
IV = Iodine value.
Formulation of spread:
Water phase 69.9% water
Results
Emulsion split into separate
phases in tube chiller
Produced a fine, stable spread
with good spreadability and
mouthfeel
pH6.8
4.0% skim milk powder
3.0% gelatin
Fat phase
Source: Madsen (1989).
l.S% sodium alginate
1.5% salt
0.1% potassium sorbate
19.0-19.2% fat blend
0.8--1.0% emulsifier (as above)
8 ppm beta-carotene
The trial batches in both cases were made on a three-tube Perfector pilot
plant using a fat blend composed of
60 parts soya oil
30 parts partially hydrogenated soya oil
lO parts coconut oil
Both examples indicate the potential instability of these emulsions and the
variation in the stabilizing effects of different emulsifier blends even when used
at low dosage levels. These results suggest that emulsifier structure at the inter
face plays a critical role in retarding water-droplet flocculation and coalescence.
While the evaluation of spreads by measuring water separation provides
quantifiable results, a quicker and more practical evaluation of the stability of

Margarines and Spreads 277
spreads can be made by spreading a sample with a knife on cardboard, as
shown in Figure 10.6, where the desired qualities of good spreadability and
low moisture loss are shown in the right-hand photograph. A rheological mea
surement to obtain quantitative data could also be carried out.
It is rather more difficult to produce low-fat butter spread from butter oil
due to the relative hardness of the fat at low temperatures. Nonetheless, spread
with a butter fat content of about 40% has been produced using 5% sodium ca
seinate plus 2% sodium alginate in the water phase and 0.5% distilled mono
glyceride, IV approximately 55, in the fat phase.
Figure 10.6 Evaluating margarine by spreading on cardboard. (Courtesy of Danisco Ingredients, Denmark.)
However, in this case it is not possible to lower the pH of the aqueous phase
without precipitating the caseinate, which will reduce its emulsifying proper
ties, and therefore, the keeping properties of the spread will be limited.
However, a satisfactory low-fat butter spread can be produced from dairy
cream, using a distilled monoglyceride with high iodine value (80 to 105) in
the cream and a thickener such as sodium alginate. In this case, phase inver
sion from 0/W to W /0 can be achieved in the tube chiller, using normal or
slightly reduced cooling and operating at 40 to 50% of the usual capacity. To
obtain a satisfactory working effect, a high rotor speed in the tube chiller cool
ing cylinder would be preferable (Madsen, 1989).
Factors that may affect the efficiency of phase inversion in low-fat emul
sions are listed in Table 10.15.

278 Food Emulsifiers and Their Applications
Table 10.15 Factors promoting the inversion of oil-in-water emulsions
l. Increased rotor speed 2. Controlled temperature (maintenance of optimum fat solids level) 3. Use oflow-HLB emulsifiers 4. Increased oil-droplet size entering unit
Source: Moran (1993).
Most of these factors concern the increase in rate of collision of oil droplets
upon which the rate of coalescence is dependent (Moran, 1993). The emulsi
fier(s) likely provide steric hindrance to keep droplets separated.
10.10 Oil-in-Water Spreads According to Moran (1993), the advantages of 0/W spreads over the more con
ventional W/0 spreads may be attributed to
• Product structure not dependent on the type of fat used
• Any level of fat can be used from 1% to more than 50%
• High levels of protein are possible
• Processing is easier and cheaper
• Flavor release is quicker on the palate
Against this, however, one major drawback is that unless products are pre
pared at comparatively low pH, then ultra-high-temperature processing and
possibly an aseptic filling procedure must be followed if shelf lives comparable
to conventional spreads are required.
Oil-in-water spreads remain a relatively unexplored area of the spreadable
fats market, possibly due to the problem of microbiological deterioration, but
may offer a potential for future expansion in markets where adequate levels of
preservatives are permitted. In contrast to W /0 emulsions, these systems
would utilize high-HLB emulsifiers to stabilize the water-continuous emulsion.
10.11 Liquid Margarine Liquid margarine is used primarily for frying and is available particularly in
markets such as the United States, Germany, and Sweden, where butter or
margarine are normally used for frying (see Table 10.5).

Margarines and Spreads 279
In markets such as the UK that have traditionally used solid fats like lard or
cooking fat or, more recently, liquid vegetable oils, there is less interest in us
ing liquid margarine.
A typical composition has a fat phase of about 82% based on soya or sun
flower oil, in which emulsifiers perform two functions. First, an emulsifier such
as citric acid ester of monoglyceride (Citrem) at, say, 0.4% plus 0.2% soya
lecithin produces a stable water dispersion with limited spattering during fry
ing; and second, a selected mono- and diglyceride blend prevents oiling out on
storage and thus gives a homogenous product with low viscosity. If the mar
garine is not intended for frying, the Citrem can be replaced with 0.2% dis
tilled monoglyceride. The water phase may contain proportions of skimmed
milk powder and salt as well as a preservative such as potassium sorbate.
Flavoring may be added to both phases.
The aqueous phase should be adjusted to 4.5 to 6.5 pH and pasteurized at
80°C. The fat phase should be tempered to about 60°C and the emulsifiers
melted into a small amount of the liquid oil to a temperature of 65 to 70°C,
which is then stirred into the main part of the fat phase. The water phase is
added to the fat phase under continuous agitation before cooling through the
tube chiller with an outlet temperature of approximately 5 to 7°C.
The emulsion should be rested for 2 hours to allow proper fat crystal forma
tion and then stirred vigorously for 15 minutes before topping off for packaging.
10.12 Summary Standard margarines containing 80% fat are, under normal conditions, rela
tively stable, requiring minimal quantities of lecithin and/or mono- and diglyc
erides over and above the quantities of milk proteins usually present.
However, where the margarine is required for special purposes, i.e., cake
making or frying and particularly in products with reduced fat levels, emulsi
fiers specific to the unique functional requirements of the application should
be selected (see Chapter 8 for applications of emulsifiers in baking products).
References Andersen, A.J.C., Williams, P.N. (1954). Margarine, 2d ed., Pergamon, Oxford. Borwanker, R.P., Buliga, G.S (1989). Emulsion properties of margarines and low fat
spreads, in Proc. Food Emulsions and Foams-Theory and Practice (eds. P.G. Wan eta!.), San Francisco, pp. 44-52.

280 Food Emulsifiers and Their Applications
Flack, E. (1992). The role of emulsifiers in reduced fat and fat free foods, in Food Technology International Europe (ed. A. Turner), Sterling Publications, London, pp. 179-181.
Friberg, S.E. et al. (1990). Emulsion stability, in Food Emulsions (eds. K. Larrson and S.E. Friberg), Marcel Dekker, New York, pp. 1-40.
Garti, N., et al. (1982).]. Am. Oil Chem. Soc., 59, 181. Krog, N., et al. (1988). Applications in the food industry, in Encyclopaedia of Emulsion
Technology, Vol. 2: Applications of Emulsions (ed. P. Becher), Marcel Dekker, New York, p. 321.
Madsen, J. Puff Pastry Margarine: A Comparison of the Chilling Drum and Tube Chiller Methods of Production, TP101, Grinds ted, Denmark.
--- (1981). Post-Crystallisation in Puff Pastry Margarine, at 11th Scandinavian Symposium on Lipids, Bergen, Norway.
--- (1983). Product Formulation and Processing of Margarine and Yellow Fat Spreads, at Margarine and Yellow Fat Seminar, Coventry, England.
--- (1989). Low Calorie Spread and Melange Production in Europe, at World Conference on Edible Oils and Fats Processing, Maastricht, Holland.
--- , Als, G. (1968). Sandiness in Table Margarine and the Influence of Various Blends of Triglycerides and Emulsifiers Thereon, at /Xth Int. Soc. of Fat Research Congress, Rotterdam.
Moran, D.P.J. (1993). Reduced calorie spreads, in Porim Technology, No. 15., Feb '93, Palm Oil Research Institute of Malaysia.
Schwitzer, M.K. (1956). Margarine and Other Food Fats, Leonard Hill, London.
ELEVEN
Emulsifier Trends for the Future
Gerard L. Hasenhuettl
As in many other industries, forecasting the future is usually done by examin
ing the trends of the past and extrapolating the changes for several years into
the future. While this works well for continuous functions, discontinuous
events often produce dramatic changes in market structures. Forecasting tech
nology is essentially an observation of technical events, extrapolating the
trends, and trying to estimate which technologies are about to jump to the next
S curve. Food technology abhors radical change. Development of new crops is
contingent on being able to diffuse the crop into the massive agronomic supply
chain. Issues such as cross-pollination and identity preservation may pose sig
nificant problems. When a new product is brought to market, it needs to be
thoroughly tested or examined for its safety. Programs like HACCP are aimed
at institutionalizing safety into the industry. Even if the government is assured
of a product's safety, consumer acceptance is by no means assured.
Controversies around genetically engineered and irradiated foods are testi
mony to this principle.
As we stated in Chapter l, development of totally new emulsifiers is un
likely because of the time and cost involved with regulatory approval.
However, this by no means sounds a death rattle for innovations in the field of
281

282 Food Emulsifiers and Their Applications
food emulsifiers. Some social, demographic, and technical developments may
cause discontinuities in the underlying science involving food emulsions. A
few of these trends will be examined.
11.1 Globalization in the Food Industry The food industry has traditionally been multidomestic. A number of factors
such as local taste, perishability, and low value-to-volume ratios in shipping
were responsible. However, counter trends such as increased income in develop
ing nations, more international communication and travel, and increased consol
idation in the processed food industry are exerting globalization pressures.
Development of food products for the global market will change some of the
rules for higher value products. Emulsions will require more microbiological
and physical stability to withstand shipping long distances and the absence of
refrigerated storage in some countries. Some lessons may be learned from the
pharmaceutical and cosmetic industries that are further advanced in the appli
cation of emulsifiers to produce long shelf lives.
One example of a new global product might be a margarine that is stable
without refrigeration. In addition to a higher melting fat, a more robust emulsi
fier system will be required because coalescence of water droplets could cause
separation into a phase that would be vulnerable to microbial growth.
As global population continues to explode, food emulsifiers will also need
to adapt to new lower cost sources of protein, carbohydrate, and fat emulsions
formed at lower temperature and mechanical shear can also contribute to en
ergy savmgs.
11.2 Nutritionally Driven Changes in Foods Nutritional studies in the area of diet and health or the counterpart, diet and
disease, are continually being carried out and reported, often with apparently
contradictory interpretations. Assessing trends in this area can be confusing
unless one stays with a few areas where there is general consensus.
Saturated fat has been long associated with its ability to raise serum choles
terol, notably LDL. The FDA's NLEA regulations recognized this consensus by
requiring labeling of saturated fat for all packaged foods. Food processors have
therefore been making a substantial effort toward substitution of solid fats with
liquid oils. This poses a formidable challenge in some products where solid fat is

Emulsifier Trends for the Future 283
part of the physical structural or primary functionality of food. For example, the
development of high liquid-oil margarines will require an emulsifier that can sta
bilize a W/0 emulsion where the continuous phase is liquid. Adjunct technolo
gies, such as the development of molecular networks to thicken the oil phase can
make a significant contribution to providing structure to the processed food.
Solid fat is implicated in such functions as aeration of whipped toppings and for
mation of evenly dispersed air cells in cakes. Replacement with liquid oil places
more of a functional burden on the emulsifier system.
Health authorities have recommended that total dietary fat should not ex
ceed 30% of calories. Some consensus is also building that some forms of can
cer may correlate to total caloric consumption. Since fat represents 9 cal/ gram,
cutting fat consumption will also reduce total calories (if the same weight of
food is consumed). If consumers respond to these recommendations, pressures
for availability of reduced-fat and fat-free foods will continue or even increase.
Elimination of fats from products normally containing high levels creates enor
mous challenges to maintain texture and flavor. Flack (1992) has speculated
that emulsifiers can play an important role in reclaiming some of these quali
ties. Structured emulsifier phases have been patented as the basis for forma
tion of a pseudo-fat phase (Heertje, et al., 1994; Kleinherenhrink et al., 1995).
This trend toward replacement of fat functionality with emulsifiers will un
doubtedly continue.
11.3 Trends toward Safer Emulsifiers Interest in natural and minimally processed foods has waned and resurged
many times over the last half century. As previously mentioned, phospholipids
and proteins are the only "all natural" emulsifiers. The discovery and elimina
tion of dioxane in polysorhates illustrates many of the concerns voiced about
synthetic food additives. Testing and surveillance of additives will continue
and more definitive assays will he developed to assure their safety.
Toxicological evaluations are also becoming more sophisticated and spe
cialized. For example, Larsson (1994) has described a model that tests the ef
fects of surfactants on gastric and intestinal lumina cells. Concerns about
penetration of single-chain food emulsifiers, such as lysophosphatidylcholine
and sodium stearoyllactylate, have been expressed.
Microbes have long been used in the food industry to produce cultured
products such as cheese and yogurt. Microbes have also been used to produce

284 Food Emulsifiers and Their Applications
very efficient surfactants for application such as enhanced oil recovery and oil
spill control. A logical extension of these technologies would be to develop
food-grade organisms that produce natural surfactants. However, extensive
evaluation would still be essential to ensure the safety of these products when
consumed in processed foods.
11.4 Emulsifier Structure and Interactions with Other Ingredients Chapter 6 of this book has discussed the formation of mesophases of food
emulsifiers in aqueous environments. Although this property has been known
for a few decades, functional implications are just beginning to emerge
(Heertje et al., 1994; Kleinherenbrink et al., 1995). lsraelachvili (1985) has
described mesophase formation as a function of intermolecular forces. He pro
poses a model, shown in Figure 11.1, where a free energy minimum is
achieved by formation of a structure that balances attractive forces of hy
drophobic alkyl chains and the repulsive forces between polar head groups.
The author has calculated a "critical packing parameter" from the effective
head group area, length of the alkyl chain, and volume of the cone defined by
the previous two factors. Table 11.1 lists the structures expected for ranges of
critical packing parameters. The significance of this technology is that once
Interfacial (hydrophobic) attraction ,.--/Head-group (hydrophilic) repulsion
~ Volume v ·-._ \
Area a0
Figure 11.1 Determination of critical packing parameter {lsraelachvili, 1985).

Emulsifier Trends for the Future 285
Table 11.1 Amphiphilic packing of surfactants. (From lsraelachvili, 1985.)
Lipid type
Single-chain lipids with large head group areas Single-chain lipids with small head group areas Double-chain lipids with large head group areas Double-chain lipids with small head group areas Double-chain lipids with small head group areas
Critical packing shape
< l/3
l/3-l/2
l/2-l
-l
>l
Critical packing parameter (VIaJ.)
Cone
Truncated cone
Truncated cone
Cylinder
Inverted truncated cone
Structures formed
Spherical micelles
Cylindrical micelle (hexagonal)
Flexible bilayers, vesicles
Planar bilayers (lamellar)
Inverted micelles
the functional role of a mesophase is defined, rational design of head and tail
groups can he accomplished and the emulsifier synthesized by techniques de
scribed in Chapter 2.
Emulsifiers may he viewed as one class of functional food ingredients. As
Chapters 4 and 5 have pointed out, these ingredients may interact with carbo
hydrates and proteins to produce a number of technical effects. The area of in
gredient interactions is the subject of a recent book by Gaonkar (1995). New
experimental techniques such as scanning tunneling microscopy and interfa
cial rheology have the potential to provide greater understanding of these in
teractions. Emulsifiers can then be designed to form more selective interactive
structures that may result in improved or entirely new functionalities.
11.5 Enzymatic Synthesis of Food Emulsifiers Production of emulsifiers involves contacting lipid and polar phases that are
mutually insoluble. To achieve homogeneity, temperatures as high as 500°F
are applied and held until reaction is complete.

286 Food Emulsifiers and Their Applications
A consequence of this drastic processing is the production of undesirable
and often unidentified byproducts from side reactions. These byproducts can
impart metallic, soapy, or bitter off-flavors in finished food products. For exam
ple, high temperatures cause caramelization of sucrose esters. To avoid this
problem, solvents such as dimethyl sulfoxide and dimethyl formamide have
been used. However, removal of these solvents from the product poses another
serious problem.
An alternative approach is to catalyze esterification or interesterification reac
tions with enzymes such as lipase or esterase. Since these reactions are carried
out at much lower temperatures, formation of odors and off-flavors can be signifi
cantly reduced. This is particularly advantageous for unsaturated fatty acids that
can be oxidized by high temperatures and small quantities of air. Another poten
tial advantage for enzyme synthesis would be the ability to produce high concen
trations of monoesters without the need for short path distillation. To accomplish
this, the reaction could be carried out at a temperature just below the melting
point of the monoester. As the reaction proceeds and monoester selectively pre
cipitates, the equilibrium will shift to produce more monoesters.
Examples of emulsifier synthesis are recent works of Vulfsen (1993) as well
as Arcos and Otero (1996). Shah and coworkers (1994) have studied lipase
catalyzed reactions in monolayers and microemulsions. The major disadvan
tages of enzyme-catalyzed interesterification are high enzyme cost (relative to
sodium or calcium hydroxide catalysts), longer reaction times, and the ten
dency of enzymes to denature. However, the problems are surmountable and
the use of enzyme technology is expected to increase.
References Arcos, J.A., Otero, C. (1996). ]. Am. Oil Chem. Soc., 73:673-82. Flack, E. (1992). Food Techrwlogy International-Europe, 79-81. Gaonkar, A. (ed.) (1995). Ingredient Interactions: Effects on Food Quality, Marcel
Dekker, New York. Heertje, 1., et al. (1994). European Patent 0 558 523 Bl, July 13. lsraelachvili, J.N. (1985). Intermolecular and Surface Forces: With Applications to
Colloidal and Biological Systems, Academic, New York, pp. 246--62. Kleinherenbrink, F.A., et al. (1995). International Patent Application WO 95/35035,
December 28. Larsson, K. (1994). Lipids-Molecular Organization. Physical Functions and Technical
Applications, The Oily Press, Ayr, Scotland, pp. 156--62. Shah, D.O., et al. (1994). ]. Am. Oil Chem. Soc., 71:1405-9. Vulfsen, E.N. (1993). Trends Food Sci. & Techno!., 4:209.

Index

Index
A acetylated diglycerides, 33 acetylated monoglycerides, 33, 44,
60,253 preparation of, 33-36
acetylated monoglyceride citrate, 33-36
preparation of, 33-36 acid value/free fatty acid, 44 adsorbed proteins:
binding strength of, 101
interactions of surfactants, 101
influence of, 102 adsorbed surfactant molecules, 101
adsorption, emulsifier:
associative, 167 competitive, 167 layer, 167 surface, 167-169
aeration, bakery products, 214, 217 aggregation structures:
association structures, 151, 152
289
hydrocarbon chain packing, 151 thermodynamics, 150
albumin, 102
"all natural" ingredients, 5
amino acid, peptide chain, 97 amphiphilic packing of surlactants,
285 ampoules, flame-sealed, 153 amylopectin molecules, 68, 79, 80
amylose-complexing index, ACI, 252 amylose molecules, 68, 79 amylose leaches, 226 amylopectin, 226 anionic emulsifier:
sodium stearollactylate, 219 anionic surfactants, 221 AOAC, Association of Official
Analytical Chemists, 40, 56
method, 51 AOCS, 56 association structures, 154-155
associative adsorption, 167, 169

290 Index
B
baked products: cream icings, 232 crumb-softening, 226 emulsifiers, 216
applications, 225 extruded snacks/cereals, 232 fat-free products, 232 dough conditioning, 225 monoglycerides in, 217, 218 production influences, 229 shortening, 215 yeast in, 217
Bancroft rule, 162, 166 birefringence, loss of, 78 bovine milk, 173
composition of, 174 bovine serum albumin 98 102 113
' ' ' ' 126
bread dough, 85
Brewster angle microscope (BAM), 96
Brookfield viscosity measurements 241
'
butter, 1, 174, 202, 257, 259 butter and margarine consumption:
content of, 259, 260 in Europe, 258
market share of, 261 in the U.S., 257
butterscotch, 251
c cake batters, 212, 230 calcium stearoyl-2-lactylate, 20, 57 calcium hydroxide, 17 capillary melting point, 53
carboxylic acid group reaction, 20 caramels, 251 casein, 122, 124, 126, 134, 170
micelles, 173 caseinate, 134 casson viscosities, yield values:
chocolate, 243, 244 cationic surfactant (CTAB), 199 cetyl-trimrthyl ammonium bromide
CTAB, 199 cheese, 174
manufacture, processed, 198 chemically leavened products, 229
cookies, crackers, 230 layer and snacks cakes, 229 spread ratios, 231
chewing gum, 250 lecithin, 250
mono- and diglycerides, 250 chocolate, 7
antibloom agents, 248--249 bloom, 245--248 coatings, viscosities, 244 compound coatings:
antibloom agents, 244--248 confectionery, 236 lecithin, 237-242
crystallization, 248--249 diglycerides, 248 fat, crystallization of, 244 milk, 241, 243
monoglycerides, 248
plastic viscosity, 237 polyglycerol polyricinoleate,
PGPR, 242-244 polysorbate 60, 24 7 sorbitan:
tritearate, STS, 246--24 7 monostearate, 24 7
synthetic lecithin, 240
'

viscosity, 8, 237, 241, 243, 248--
249
viscosity, apparent, 237
yield value, 237
chromatography/mass spectrometry, 2
circular dichroism, CD, 96
clathrate complex, starch, 68
coalescence, 95
cocoa butter:
antibloom agents, 248--249
crystallization rate, 246-24 7
polymorph, 245-24 7
coffee creamers, 195
column chromatography, 40-42
competitive adsorption, 167
hydrophoblic interaction, 167
critical micelle concertration, 168
ionic surfactants, 168
nonionic surfactants, 168
compound coatings:
antibloom agents, 248--249
gloss, 248
crystallization, 248--249 viscosity, 248-249
confectionery emulsifiers, 235-236
chocolate, 235, 236
compound coatings, 236
sugar, 235 concentrated milk, 199-202
production of, 201
products, 199
congeal point, 53
critical micelle concentration (erne),
148,167
cream, 174
fat globule coalescence, 183
destabilized, 187
recombined whipping, 185-186,
186
stabilization, 187
Index 291
whipped, whipping, 183-187
cream liqueurs, 191-195
composition of, 192
cream stability, 192-195
manufacture of, 193
production of, 191
shelf life, 194
cream, coffee whiteners, 195-
197
recombined, 195-196
formulation, whiteners, 196
cream icings, 232
citric acid esters, monoglycerides,
266
cubic phase, monoolein/water, 131
cubic monoglyceride phase, 132
crystal size of shortenings, 216
cryo scanmng:
ice cream, 177
whipped cream, 184, 188
crystals (see also crystallization):
fat, bakery products, 217
fat, margarine, 266 fat, effect, emulsifiers, 266-267
crystallization:
effect on margarine, 267
fat, confectionery, 239
fat, chocolate, 248
fat, margarine, 265
cytochrome c, 102, 123, 126, 130
0
dairy applications, emulsifiers, 202
decaglycerol decastearate, 25
decaglycerol tristearate, 25
derivatives, bakery products, 217
diacetyl tartaric acid esters of:
monoglycerides (DATEM)

292 Index
diacetyl tartaric acid esters (continued) esters, 31, 32, 44, 59,228, 233,249,266
differential scanning calorimetry
(DSC),53,87,96,131 diglycerides, 6, 15, 23, 25, 33, 40,
41,49,55,60,182,198, 200,204,212,227,240, 249,250,268,274,279
hydroxyl values, 23, 24 interesterification process, 15, 17 diacetyl tartaric acid, 31
dimyristoylphosphatidic acid, 126 dioleoyl PC, PE, 160 dioleoylphosphatidylserine, DOPS, 122 dioleoylphosphatdylcholine, 125 dioleoylphosphatidylethanolamine, 125 dipalmitoylphosphosphatidic acid, 121 diphosphatidylglycerol, 122 dipalmitoylphosphatidic acid, DPPA,
123 dipalmitoylphosphatdylcholine, 126 distearoylphosphatidic acid, 121, 123 DMPG, 130 dodecyl sulfate, SDS, 78 DOPG, 130 DTAB, adsorption, 100
E
egg yolk, 123 electron microscopy, 2, 266, 269, 270 ellipsometry, 121, 171 emulsifiers:
anionic, 219 analytical methods for, 39 baked foods, 211-216 bakery products, role of, 212-214 breakdown, process of, 95
bilayers, 154 binary mixture, liquid-crystalline,
150 carbohydrate interactions, 67 l3C chemical shifts, 61 chocolate confectionery, 235, 236 classified as, ll
classification, 161 coalescence, 6, 176 color of, 50 compound coatings confectionery,
236 consistency, 54 crumb softeners in bread, 70 dairy applications, other, 202 determination of, 40--52 destabilization, whipped toppings,
189 dispersion, stabilize, 154 emulsifier/starch-complex forma-
tion, 69, 79 enzyme synthesis, 286 fat, crystal structure of, 180 flocculation, 6
food additives, 2-5 functionality, 7-9 future trends, 281-286 hexagonal phase, 149 high-melting, 148 ice cream, 175 instrumental methods, 54--62 interaction, ingredients, 284--285 interfacial viscosity, 154 lactoglobulin, 114 lamellar phase, 149 margarine, function of, 267-270 melting point of, 52-54 mesophases, 284--285 micelles, 149, 154

molecular solution, 149 nonchocolate confectionery, 249 nutritional studies, 282 phase diagrams, 153-156 properties of, 96, 153, 154 properties, physical, 52 polyhydric, 219 polysorbate 60, 219 processing aids, 252-253 shortenings, 211-213 solution properties of, 149 solubilization sequence, 149 sorbitan, icings, 219 specification for, 62 starch, characterization of, 85 starch-complexing, 77-78, 83
structure, S--7, 61 sugar confectionery, 235, 249 surface activity, 147-149,230
surfactants, 212 synthetic, 1
testing and surveillance of, 283
regulatory status, FDA, EEC, 215 whipped toppings, 190
emulsifier classification:
geometry of molecule, 164 homogenization role, 165 hydrophilic/lipophilic balance,
163-164 layers for, 170 phase inversion, 162 solubility, 161
emulsifier interaction, bakery compo-
nents, 221 emulsifier surface, 16 7-169 emulsion stability, 154--155 emulsion phase diagrams, 154--155
entropy, gain of, 148 enzymatic synthesis, food, 285
Index 293
enzymolysis in starches, 81 ethoxylated esters, 11, 26, 169, 266
sorbitan monostearate, 26 sorbitan monoolate, 27-28 sorbitan tristearate, 28 mono- and diglycerides, 28 surfactants, 169 preparation of, 28--29 polyoxyethlene (20) sorbitan, 28
ethoxylated fatty alcohols, 266 ethoxylated monoglycerides, 228 ethoxylated nonyl-phenol and xylene,
153 evaporated milk, 201
European Economic Community
(EEC), 40 baked goods in, 214
extruded snacks/cereals, 232
F
fat content, solid, SFC, 180 crystallization:
margerine, 263-267 polymorphic, 263-265 whipped toppings, 189
fat:
crystals of:
bakery products, 217 margarine, 266 effect of emulsifiers on,
266-267 crystallization:
confectionery, 239 chocolate, 248 margarine, 265
fat, yellow, consumption, 257 fat-free baked products, 232

294 Index
fat plasticity, 272, 274 fat spreads, 274
stability of, 275-276 spreadability of margarine, 277
fatty acids, 12 composition of, 264 lactylic esters, 19 metal salts of, 19, 20 melting points of, 265 soaps, 51 sorbitan esters, 58
fibrinogen, adsorption of, 108
flocculation, 95 fluorescence recovery after photo
bleaching, FRAP, 113 fluorescence microscopy, 126 Food and Drug Administration
(FDA), 40 regulatons of, 40
baked goods, 214 GRAS status, DATEM esters,
32 hydroxyl, 26 propylene glycol, 18 sorbitan monostearate, 26 succinylated monoglycerides,
30 Reichert-Meiss! value, 34
form stability, bakery products, 217 Fourier transform infrared spec
trosopy, FTIR, 59 food emulsifiers, solution properities,
155-156 free fat acids, 60
measuring, in olive oil, 60 freeze fracture, margarine, 270 fruit acid esters, 11, 31-33
tartaric acid-derived esters, 31 fudge, 251-252
G
gas-liquid chromatography GLC), 46, 55-57
Gibbs effect, 110
performed on lipids, 55 GLC, 56 gliadin, 132 glyceryl monostearate (GMS), 86,
197 gelatin, 134 gelatinization, 78, 89 gelatinization endotherm of starches,
88
globalization, food industry, 282 globular proteins, interior, 97
hydrogen bonding, 98 hydrophobic interreaction of, 98 van der Waals interaction, 98
gluten structure, 215 gluten proteins, 224 glycerollactopalmitate (GLP), 191, 250 glycerol monostearate (GMS), 178,
180-18,189,236,248, 250,251,252
glycerol monooleate, 189 GRAS, 2-3, 15, 26
monosodium phosphate, 36 status of, 32
gums, 251
H
helix starch, structure of, 79 hexaglycerol dioleate, 25 hydroxyl value, 48 high-performance liquid chromatogra
phy (HPLC), 47, 52,57-58 detectors of, 58

separations of phospholipids, 58 homogenization, 166
hydrated distilled monoglycerides, 227 hydrodynamic interactions, 166
hydrophile/lipophile balance (HLB),
6-8,151,163-164,169,
220,236
hydrophilic, 5, 11, 100 hydrated lime, 17 hydration:
force, emulsion droplets, 155 repulsion, monopalmitin, 155
ice cream, 95, 17 4-183 aging of, 178 composition of, 175 coalesence stability of, 176 cryo scanning of, 1 77
emulsifiers, 175, 178
fat globles in, 179 fat crystallization in, 180-182
interfacial viscosity, 177
manufacture of, 175 orthokinetic stability, 177
inclusion complexes, starch, 68 interesterification process, 17 interfacial tension, role, 165-166
in bakery products, 217
iodine
dilation value, margarine, 272
melting point, fat blends, 272
value, 45--46 binding of starches, 77
ionic surfactants, 100
isotherm adsorption, 100 isotherm surface tension, 115 IUPAC, 56
Index 295
J jellies, 251
ACI values, 252
K
kosher, 5, 13
Krafft temperature, 148
L
lactic acid, 236 analyses of, 49 water-in-soluble combined,
(WICLA), 22 esters of:
glycerol, 22 monoglycerides, 187, 248
propylene glycol, 22 lactalbumin, 102, 123, 125, 130, 185 lactoglobulin, 102, 104, 106, 109,
113-114,117, 118, 120-121,122,124,125, 126,130,133,134,185
lactylated esters, 18-23, 41 hydroxyl group reaction, 19 fatty acids of, 19 metal salts of, 19, 20 preparation of, 19-23
lactylated monoglycerides, 20-22, 23,44,227,230
preparation of, 20-22 lamellar liquid-crystalline phase,
emulsifiers of, 153
lamellar phase, monoglycerides, 154 Langmuir-Blodgett technique, 121
layer adsorption, 167, 169, 171
296 Index
layer adsorption, (continued) surface, protrin, 171 phospholipid, 171 ellipsometry, 171
lecithin, 42, 50, 60, 120, 155-161, 173,199,202,220,223, 228,231,233,236, 238-239,248,250,253, 268,274
phosphorus, procedures for, 51-52 phosphatidyl, 171 phosphatidylcholine content in,
60,155 soy lecithin, 51, 239 synthetic, 240 viscosity, 54
linear molecules, starches, 68 lipid emuisifiers, liquid-crystalline,
156 lipid fractions, topping emulsions,
190 lipid materials, effects of 69, 96 lipid/protein interaction, 122 lipid structures, 129, 133 lipids in baked foods, 225 lipophilic, 5, ll lipolytic emzymes, 133 liposomes, 84 liquid chromatography, 42 liquid-crystaline mesophases,
whipped toppings, 191 liquid margarine, 278-279 low-fat spreads, 274-278 low molecular weight (LMW), 96 lysolecithin, 84 lysophosphatidyl cholines (LPC),
119,159,283 lysophosphatides (LPC), (LPE), 156,
158 lysozyme, 102, 104
M
Marangoni effect, Ill margarine, l, 255, 258-279
emulsifiers, 267-270 liquid margarine, 278 low-fat spreads, 274-276 market share, United States, 261 oil-in-water (0/W) spreads, 7, 278 phase inversion, 277-278 processing, 270-27 4 puff pastry margannes, 272-27 4
plasticity, 272-427 reduced fat spreads, 6, 274 spreadability, 277 structure, 262
fat crystallization, 263, 265-266 fat melting points, 272
polymorphism, 263-265 oils and fats, 263-426
melting points, 265 raw materials, 262 water-droplet distribution,
268-269 water-in-oil (y//0) emulsion, 7,
268,274,277-278 mass spectrometry, 60 mayonnaise, l
melting point, 12, 52-53 melittin interactions, 125 Mettler dropping point, 53 micelles, 84, 148, 165 microemulsion process, 37 milk, l, 173
composition of bovine milk, 17 4 concentrated, 199-202 fat globule membrane (MFGM),
173,184,185 proteins, 122, 135 recombined, 199-201

shelf life, 200 minarine, 259 moisture, 50 molded products, 175 molecular aggregation, 165 molecular distillation, 15, 17 monoglycerides, 3, 6, 8, 11, 13-15,
21-22,25,40-44,55-57, 59--61, 134, 149, 154--156, 178, 182, 198--200, 202, 212, 217-219,227,230--1240, 248--250,252,268--270, 274,279
acetic acid esters of, 187, 236, 249,252-253
acetylated, 33, 44, 60 preparation of, 33-36
citric acid esters of (CITREM),
266,270,279 diacetyltartaric acid esters of
(DATEM), 3, 31-33, 41, 44,59,228,249,252,266
distilled, 22, 30, 233
distilled saturated, 156 distilled unsaturated, 156 ethoxylated, 231, 250 lactic acid esters of, 20--22, 44,
187,230,236,248 phase behavior, 178 phases of:
cubic phase, 156 lamellar phase, 156 reversed hexagonal, 156
phosphated, 3, 11, 236 propylene glycol esters of, 60, 187 stearyl monoglyceride citrate, 33 succinylated (SMG), 30, 213, 227,
278,231 tartaric acid esters of, 197, 236
Index 297
yeast-raised bakery products, 217 monoglyceride citrate, 33 monomargarine, 55, 56 monoolein, 130, 156 monopalmitin, 155, 224 monostearate, 231
cubic, water phase, 131 mouthfeel, 249 myelin protein, 125
N
near infrared reflectance (NIR), 46, 48,59
nougat, 250 nuclear magnetic resonance (NMR),
2,59,60
0
oil-continuous emulsions, 154 oleic acids, 11-13, 256 oleomargarine (see margarine) oleostearine, 256 organic acid esters, 156
diacetyl tartaric acid, 156 monoglyceride ester, 156
orthokinetic stability, 177
Oswald ripening, 95 olalbumin, 102
p
packing parameter, 165 palmitic acids, 11-13, 256 palmitoyloleoylphosphatidylcholine,
123

298 Index
palmitoyloleoylphosphatidylglycerol,
123 para-K-casein, 124 peanut butter, 7
penetrometer, 54 pentosan, 214 peptide chain, 97 peroxide value, 46, 4 7
phase diagrams, 153, 166 emulsion stability, 154 lamellar liquid crystalline phase,
153 water and dioleoylphosphatidyl
choline, 157 phase inversion, concept, 162 phase inversion temperature (PIT),
162 phosphated esters, 36
monosodium phosphate, 36 preparation of, 36
phosphatides, mixtures of, 158 phosphatidic acids, 122, 158, 240
dioleoyl, 159 lysophosphatidylcholine (lyso PC),
159 phosphatidylglycerol, 135 phosphatidylcholine (PC), 52, 57-61,
122,130,155,157-159 dimyristoyl, 159 dioleoyl, 159 dipalmitoyl, 159 distearoyl, 159 egg, 159 soybean, 159 transition temperature for, 158
phosohatidylserine, 122 phosphatidylethanolamine (PE), 52,
60, 61, 122, 130, 156-159,173
dioleoyl, 159
dipalmitoyl, 159 soybean, 159
phosphatidylinositide, 173 phosphatidylinositol (PI), 122, 156,
158,159 soybean, 159
phosphatidyl serine (PS), 156, 173 phospholipids, 41, 42, 52, 57-61,
159,166,171,173,186, 200,202
liquid-crystalline phases, 159 phosphoric acid, 15, 17 phosphorus pentoxide, 240 photobleaching, fluorescence
recovery, 113
polar lipid:
classes, 127 cubic phase, 127 lamellar phase (LJ, 127 liquid crystalline phase, 127 hexagonal phase, 127 hydrophobic interaction, 127 micelle concentration ( cnc ), 127 phase behavior, 126 surfactants, 127 structure, 128, 129
plasmalogens, 173 plasticity, 5
polyglycerate 60, 251 polyglycerol, 59 polyglycerol esters, 3, 11, 23, 54, 58,
59,213,233,249,266, 270
of stearic acid, 248 preparation of, 23-25
polyglycerol polyricinoleate (PGPR), 8,56,236,242-244
polyhydric emulsifiers, 219 polyglycerol esters, 219 sucrose esters, 219

polylactic acid, 20 polymerization, 242 polymorphic form, 245, 246 polyoxyethylene (20), sorbitan mono-
stearate, 28, 29, 114, 115, 118,156,182,220,232
polyoyl, 56 polyphosphates, 198 polysorbates, 3, 29, 59, 61, 178, 182,
219,236,250 polysorbate 60, 29, 213, 220, 227,
230,233,236,247-248, 250,252
processed cheese, 197-199 manufacture of, 198
programmed temperature x-ray dif
fraction, 53 propylene glycol, 17 propylene glycol esters, 15, 17, 23,
55,232 propylene glycol lactates, 23 propylene glycol monoesters
(PGME), 11, 17, 18, 22-23,213,230-232, 236,249
prepartion of, 15 propylene glycol monostearate
(PGMS), 15, 189-191 proteins, 162, 69, 71, 89
adsorption, 169 desorption, 189 strenghthening, 214
protein complexes in baked foods,
224 protein/emulsifier:
interactions, 95-135 food applications, 132 lipolytic enzymes, 132, 133 lipid structure, 133
protein stability, adsorption, 97
Index 299
protein, lipid:
interactions, 126 monolayers, 125
protein hydrolysates, 149 protein/phospholipid interactions, 120
dispersed systems, 120, 121 solid surface interactions, 121
protein stability, 97 protein/surfactant interactions, 98--119
adsorption:
binding to, 107 competive, 111 cooperative, 107 isotherm, 99 mixtures of, 106
adsorbed:
surface properties, 103 complex formation, 105 replacement of, 105
binding, protein and emulsifiers,
113 coadsorption, 112 dissociation constant (Kd),113 emulsifier properties, 134 foam, emulsion stabilization, 110 hydrophobic surfaces, 103 hydrophilic surfaces, 103 Krafft temperature, 103 liquid air, 110 liquid/liquid interfaces, 110 lactoglobulin, 117 electrostate repulsion, 103 monolayer of, 99 nonionic surfactants, 106 interactions, solid interfaces, 106 ionic surfactants, 99, 106 solid surfaces, 98 solution influence, 107 micelles, critical concentration of,
99

300 Index
protein properties of, 102
surface tension, llO protein/phospholipid interactions,
122 protein/protein interactions, ll2 puddings, 77
puroindolines, ll9
R
refractive index, 54 regulatory agencies, 40 Reichert-Meiss! value, 34, 49 reverse osmosis, 201 reversed aggregates, 165
s saponification number, 26, 4 7
sauces, 77 Scatchard equation, ll6 shelf life, 200
milk, 200
salad dressings, 2
shortening, 2ll-216 emulsified, 2ll-213 fluid, 230 melting point, 216 nonemulsified, 213 plasticity, 216 solid-fat index, 216
sodium caseinate, 192 sodium dodecylsulfate, SDS, 98 sodium hydroxide, 17 sodium lauryl sulfate (SLS), 78, 134 sodium hydroxide, 17
Sodium caseinate, 192 sodium stearoyl fumarate, 197, 213,
221,231 sodium stearoyllactylate (SSL), 20,
41,42,44,156,197,203, 213,219,221,224,227, 228,230-232,266,283
softening point, 53 solubility, 161
Bancroft rule, 162 sorbide, 26
polyoyls, 26 sorbitan, 26
polyoxylated (20), 231 monostearate (SMS), 26, 56, 219,
230,231,247,248,250, 252
tristearate (STS), 56, 246, 24 7, 266
sorbitan esters, ll, 26, 162, 164, 169,220,233,266
ethoxylated, 26, 28, 266 production, 26 polyxyethylene (20), 156 sorbitan monooleate, 156 sorbitan monostearate, 156, 24 7 sorbitan stearate, 156
soy lecithin, 8
soybean phospholipids, 161 phase diagram, 161
spectroscopy, 59 sphingomyelin, 125, 173 spread ratios of cookie dough, 231 spreadable fats, 259, 260 starch:
complexes, in baked foods, 222 complexing, 77, 214 differential scanning calorimetry, 85
inclusion complexes of, 68
iodine binding capacity, 77
composition of, 68
gelatinization of, 85, 86 temperature, Tlf Tm, 89 glass transmission, 89 crystallite melting, 89
granule, 82--83 lysolecithin, 85 nuclear magnetic resonance, 85 properties:
amylose helix, 82 effects of lipid materials, 69 fatty acids, 81 gelatinization, 77
module, 78 monoglyceride binding, 82 pasting, 70 retrogradation, 79, 80, 223 viscosity, 70, 77, 79
saturated fatty acid monoglyc-
erides, 224 types of, 83 viscosity profile, 83 emulsifier complexes, 77, 78, 79,
83,85-90 electron spin responce, 85 infrared spectroscopy, 85 pH effects, 83 temperature, 83
paste gelation, 79 unsaturated fatty acid monoglyc
erides, 224 waxy, table of, 75
starch/emulsion complexes:
V-type x-ray diffraction pattern, 69 statistical experimental design, 8
fractional factorial, 8
Index 301
response surface methodology
(RSM), 8 staled bread, 80 stearic acids, 11-13, 26, 256 stearoyllactylate, 213 succinylated esters, 11, 29
preparation of, 29, 30 sucrose esters, 3, 11, 42, 58, 59, 182,
213,227,236 preparation of, 36--38
sucrose monopalmitate, 231 sucrose monostearate, 231 sucrose distearate, 231 sucrose monostearate, 266 sucrose polyesters, 233
Olestra ™, 233 surface activity, 148, 167
components, 167 polar interactions, 148 surfactants, 5
surface tension, emulsifiers, 147, 227
surfactants, 168, 199, 201, 212 anionic, 199, 201, 224
cationic, 199 cetyl-trimethyl ammonium
bromide (CTAB), 199 ionic, 99, 100, 168 interaction of, 101 lecithin, 199 molecules, arraingments of, 101
nonionic, 168, 201, 224 properties, 102
sodium dodecyl sulphate (SDS),
199,201 solidlaqueos interfaces, 99 sucrose ester, 223 zwitterionic, 199

302 Index
T
tetraglycerolesters, 156
monolaurin, 156 tetraglycerol, 156
thin film stabilization, 111, 112
tocopherols, 50 toffee, 250 triglycerides, 2, 12-5, 17, 204, 240,
263 glycerolysis of, 204
triglycerol, 23 triglycerol monooleate, 248
triglycerol monoshortening, 250
triglycerol monostearate, 248, 252
triglycerol monoshortening, 25
triglycerol monostearate polyglycerol
ester, 25 tripropylene glycol monoesters, 18
u ultrafiltration, 201
v van der Waals interaction, 98
vesicle bilayers, 131
viscosity, 8, 54,177,237,241-244,
248 apparent, 237 interfacial, 177 plastic, 237, 243, 244
vitamin fortification, 261
Vroman effects, 108
w water-continuous emulsions, 154
water-insoluble combined lactic acid
(WICLA), 49
waxy starch table, 75
wet chemical analysis, 43-50
titration, 43-49 wheat flours, 214
whipped cream, whipping cream,
183,185
electron micrograph, 188
recombined, 185, 186
whipped toppings, 187
emulsion destabilization, 189
fat crystallization, 189 powder composition, 187 protein desorption, 189
Wiley melting point, 53
y
yeast-raised products, 225
crumb-softening, 225--227
dough conditioning, 225
dough strenghthening, 225, 226
emulsifier functionality during
processing, 227
yield value, 237 yoghurt, 202







